Abstract
Cu-11Al-5Ni-4Fe wt% alloy is processed by additive manufacturing using the laser powder bed fusion (LPBF) technique in two building orientations (90° and 0° to the building platform) to determine which laser parameters are more critical to obtain better mechanical properties. The resulting printed material is characterized microstructurally and mechanically by XRD, optical microscope, and under compressive stress. The results indicate that the alloy achieved good densification and mechanical properties similar to an as-cast counterpart. The as-built microstructure comprises acicular martensite and other thermodynamic equilibrium phases, while exothermic and endothermic curves show a poor response to temperature induce phase transformation at ~350 °C. The mechanical results show that it is possible to reach a compressive strength of 1300 MPa, up to 20% strain, and better mechanical properties in those samples fabricated in a vertical direction (90°) than the horizontal. The volumetric energy density also affects the samples’ maximum strength and superficial roughness.
1. Introduction
Cu-11Al-5Ni-4Fe wt% alloy, also known as NAB (nickel aluminum bronze), has been studied comprehensively throughout the history of its use due to its attributes relative to similar alloys, i.e., high strength, good impact toughness, damping capacity, good corrosion, wear and cavitation resistance, and non-sparking when cast []; finding applications in aerospace, architecture, marine defense, and commercial offshore oil/gas and petrochemical, desalination, and water processing industries []. NAB’s naval applications include seawater piping and valve systems, sealing flanges, sonar equipment, flexible couplings, and periscope assemblies []. The alloy is also essential to submarines [] since it can suppress sound for silent operations due to its damping properties which are superior to steel [].
Because of the damping properties, Cu-11Al-5Ni-4Fe wt% alloy has also been studied for its ability to exhibit shape memory properties (SMA). According to Marques de Araujo et al. [], this alloy would not have the property of pseudoelasticity (PSE) nor the shape memory effect (SME) in the “original” state because the addition of Ni and Fe alters the microstructure, leading to the formation of intermediate phases that impair the stability of the martensitic phase, which is responsible for the shape memory properties []. However, studies have shown that alloying with Al or Ni [] and heat treatments [] could improve the SMA properties of the alloy.
The condition enabling the presence of PSE and SME is a microstructure with twinned martensite, which can be achieved by plastic deformation and annealing. In this context, it is possible to obtain nano-twins from the additive manufacturing process as laser metal deposition, as shown in the example of alloy Cu-9Al-5Fe-5Ni [], which seems to be characteristic of as-built samples produced by AM [,]. This means that rapid cooling produced by additive manufacturing, particularly by the laser powder bed fusion (LPBF) technique, would be beneficial to producing the martensitic phase and obtaining homogeneously distributed grain refinement under controlled fabrication-induced anisotropy [,].
Nevertheless, the fabrication of Cu and Cu-based alloy components by additive manufacturing is challenging because of their relatively high thermal conductivity, reflectivity, and low absorbance at the infrared laser wavelength, which requires higher energy densities to achieve consolidation [,,,,,]. Therefore, apart from the higher laser energy and smaller laser spot size, the fabrication requires a Cu-based build platform [] to increase laser energy density and promote the melting of the powder particles.
Mazzer et al. [] studied the Cu-Al-Ni-Mn alloy system with SMA properties, reporting that the optimal laser parameters to obtain the densest samples were laser power of 300 W and scan velocity of 500 mm·s−1 over a Cu-10% Sn build-platform. Gustmann et al. [] optimized the manufacturing parameters by applying an additional remelting step, obtaining an alloy of 81.95Cu-11.85Al-3.2Ni-3Mn with a relative density of 99%. The alloy densification relevance was the degree of porosity, the distribution of the pores, the grain size, and the grain morphology. The porosity is a relevant factor which determines in a great proportion the success of the specimens fabricated by AM, the reason why it has been studied and reported []. Further, considering the mechanical properties, Shen et al. [] studied the NAB samples fabricated by wire-arc additive manufacturing (WAAM) and the relationship between the mechanical response with the orientation of tensile specimens. They concluded that the highest strength is produced in the longitudinal and transverse sample direction rather than in the normal, evidencing the inherent fabrication anisotropy of the printed samples. The anisotropy is an intrinsic consequence in pieces fabricated by LPBF, evidenced by the crystallographic texture observed by the material characterization [].
Therefore, broadening the application options of the NAB alloy, such as damper scaffolds or small actuators, is necessary to obtain the best mechanical properties. For that, adequate additive manufacturing parameters and the orientation of the sample built are required to ensure powder consolidation, higher densification, and the appropriate phase composition. It should be elucidated that the microstructural array can affect positively or negatively the resulting properties. This is independent of the actual matter or the research field, but considering the general aspects and correlating it with the operational parameters, microstructure and attained properties, these are closely related [,,].
One example can be found when NAB alloy is used in water pipes or valves, where the microstructural array can certainly make a difference in their corrosion behavior. For NAB alloy, it has been seen that the α-phase (Cu-rich) containing intermetallic precipitates (κ-phases) is more susceptible to be corroded selectively []. However, other studies indicated that the β-phase, rich in aluminum, can be largely affected by natural water []. A fact that also needs to be considered is that all these phases are present in the NAB specimens fabricated by additive manufacturing.
This work aims to study the Cu-11Al-5Ni-4Fe alloy proceeded by the LPBF technique to determine the optimal build orientation and laser parameters to achieve better mechanical properties comparable to the as-cast counterpart and its potential application as a shape memory alloy. For that, the alloy is microstructurally characterized and mechanically evaluated in the as-built condition, taking additive manufacturing parameters as primary variables, such as laser power and scan velocity.
2. Materials and Methods
2.1. Sample Fabrication
Cu-11Al-5Ni-4Fe wt% alloyed powders of particle size <40 μm, obtained using Nitrogen atomization, were purchased from CNPC powder group CO. The test samples were manufactured using Selective Laser Melting through a Concept Laser Mlab cusing 200R Ge machine. The fabrication implemented the design of the experiment (DOE) with variables power (P) and laser speed (V), both on three levels, producing each variable set in triplicate. Details of laser parameters are summarized in Table S1 (Supplementary Material). The layer thickness and hatching space were set to 30 μm and 80 μm, respectively. The test samples were cylinders of 8 mm diameter and 6.4 mm height according to the standard ASTM E9 [], fabricated under a nitrogen atmosphere and constructed vertically and horizontally (90° and 0° respective to the platform) over a build platform consisting of electrolytically refined copper. A graphical representation of DOE and the visual appearance of the as-build specimens is shown in Figure 1.
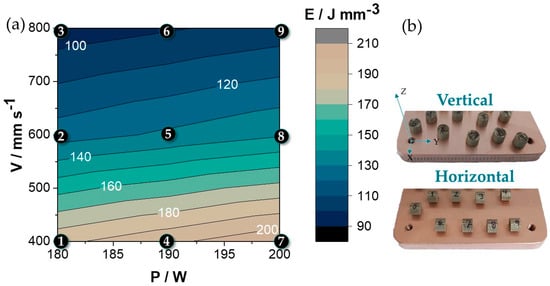
Figure 1.
(a) DOE representation of fabricated samples varying scan speed (V) and laser power (P) laser. The right column represents the volumetric energy density (E). (b) Real image of specimens fabricated in vertical and horizontal orientation with respect to the building platform. A graphical representation of DOE, which has 9 experimental points (enumerated in the figure) and the visual appearance of the as-build specimens is shown in the figure.
After fabrication, the samples were removed from the Cu platform using wire electrical discharge machining (W-EDM), keeping the voltage and current constant at 100 V and 2.5 A, respectively.
2.2. Microstructural Characterization
The apparent porosity of the metallic samples, as a global porosity percentage, was estimated by Archimedes’ method, following the Standard Test ASTM C373-88 [].
The surface roughness measurements were conducted through the optical profilometry scan module (OSP470) coupled to BioLogic’s modular M470 scanning electrochemical workstation. The average surface roughness (Ra) was selected to assess the surface topography of the printed sample. It should be noted that the porosity and roughness measurements were repeated three times.
The phase transformation temperature was measured once in each sample using a DSC Perkin Elmer 6000, under Nitrogen flux of 20 mL·min−1, scanning from 0 °C to 420 °C at a scan rate of 10 °C·min−1.
The metallographic specimens were prepared by wet grinding with grit sandpaper from #400 to #4000 and polishing with colloidal silica suspension. The microstructure was revealed using a reagent composed of 5 g Fe3Cl, 10 mL of HCl, and 100 mL of distilled water, etching time of 10 s. Images were obtained by optical microscope (OM) Olympus model GX41 and field emission-scanning electron microscope (FE-SEM) QUANTA FEG 250.
The crystalline phases were characterized by X-ray diffraction (XRD) using Rigaku equipment, MiniFlex 600, detector D/tex Ultra 2 High-Speed 1D, and equipped with Cu Kα1 radiation source (λ = 1.54056 Å)
2.3. Mechanical and Physical Properties
Hardness was evaluated in the top face using an HRf durometer (Wilson, Rockwell hardness tester series 500, model B503T) and converted to the Brinell scale (HB). The compression test was assessed following the ASTM E9 using an Instron 4200 testing machine at the deformation rate of 0.05 mm·mm−1·min−1. All the mechanical tests were conducted in triplicate.
3. Results
3.1. Powder Characterization
Figure 2 shows the Cu-Al-Ni-Fe powder characterization obtained through an FE-SEM image and its particle distribution. FE-SEM image shows the morphology and size of alloy powder, which are spheric with some satellite features []. The particle size distribution shows a lognormal distribution with P90 under 30 μm, and 50% of particles smaller than 17 μm.
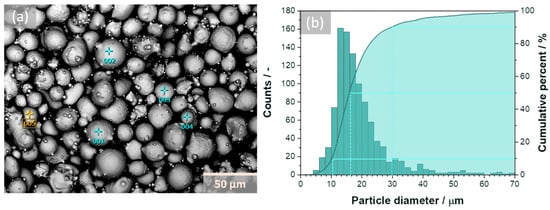
Figure 2.
Characterization of the Cu-Al-Ni-Fe feed powder: (a) Morphology as seen in FE-SEM and (b) particle size distribution.
3.2. Characterization of Microstructure and Density of As-Built Samples
Figure 3 shows the relative density and the average surface roughness (Ra) measured on samples printed vertically and horizontally. All samples reached a relative density of 97.5% under a wide energy density window, which is relatively high compared to the 100% of the wrought material, whose density is 7.59 g·cm−3 [,]. There is a higher variability of the error bars of the vertical samples compared with horizontal ones, traducing into a slightly higher relative density. The values are consistent with the literature data. Gustmann et al. [] reported that Cu–11.85Al–3.2Ni–3Mn and Cu–11.35Al–3.2Ni–3Mn–0.5Zr alloy fabricated by LPBF through SLM (volume energy density of 30 and 50 J·mm−3) reach 99 to 100% in the relative density. Murray et al. [] reported that Cu-9.8Al-5.2Ni-4.6Fe-0.3 Mn (wt%) fabricated by LPBF through SLM (volume energy density between 97 to 257 J·mm−3, variable laser power, and scan rate) result in 90 to 99.5% relative density.
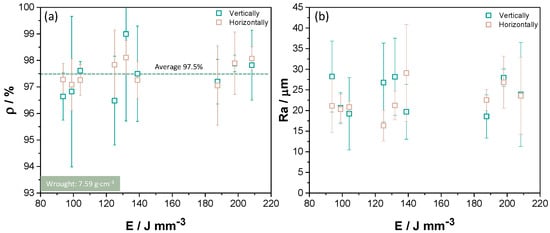
Figure 3.
(a) Relative density and (b) surface roughness as a function of volumetric laser energy for samples fabricated vertically and horizontally.
Regarding surface roughness, it varies between 15–30 μm vertically and horizontally, a range previously observed by the same manufacturing technique and in a Cu alloy []. Vertically printed samples presented higher Ra at lower energy density (E), whereas samples printed horizontally exhibited a higher Ra at ~140 J·mm−3. Zakrzewski et al. [] studied the correlation between the CoCr density and its roughness. They found an asymptotic relationship between E and density since as E increases, density increases, and thus porosity decreases. The latter is consistent with the energy density sufficient to produce the powder melting, which causes a drop in Ra.
The parameters used in this work proved to be in the appropriate range to produce the Cu-Al-Ni-Fe alloy since it is observed that neither the density percentage nor the roughness varied significantly, showing to be in a plateau at any volumetry energy.
Figure 4 shows the micrographs obtained by optical microscope and FE-SEM images of samples fabricated with 125 J·mm−3 and vertically oriented. The grain size is close to 30 μm, and some structures show the typical morphology of the martensite (β′) phase, which is acicular in shape []. This observation is consistent with the literature data. Shen et al. reported similar microstructure in Cu-Al-Ni-Fe alloy fabricated through wire-arc additive manufacturing (WAAM); in particular, the presence of equiaxed grains of Widmanstätten α-phase and martensitic β′-phase. Additionally, they detected the presence of columnar grains associated with the layer-by-layer deposition of the alloy. These features are also visible in FE-SEM micrographs of the cross-section, as columnar grains and characteristic microstructure of the β′ phase (see Figure 4c,d).
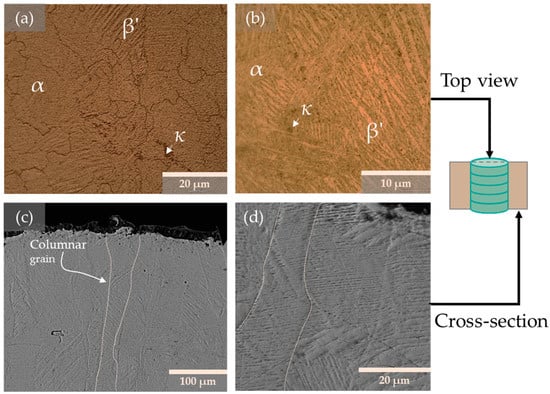
Figure 4.
Microstructure of sample fabricated vertically with 125 J·mm−3 (a,b) Optical microscopy images of the top view and (c,d) FE-SEM micrographs of the cross-section.
3.3. Analysis of Phase Composition
Figure 5 shows the X-ray diffraction patterns of the alloy powder and as-built samples. The powder diffraction demonstrates the solid solution formation from all the alloying elements. It is also possible to observe that it is mainly composed of a cubic α-Cu (111) and β′ martensite phases, most likely formed during the atomization process []. As-built samples exhibit similar diffraction patterns, mainly composed of martensite phases β′ (orthorhombic and monoclinic) and an α (cubic) phase [,]. The β′-martensite is a nonequilibrium phase typically associated with a high cooling rate, such as quenching, which suppresses the formation of equilibrium phases by the diffusion of the alloying elements. The monoclinic structure is associated with the space group P21/m, while the 18R is the orthorhombic associated to the ordered martensite [,,]. The presence of martensite is feasible in additive manufacturing due to the rapid cooling generated from the melt pool supported on the cooler bulk and its subsequent solidification []. Pisarek has described the hypo-eutectoid phase transformation of Cu-Al-Fe-Ni, identifying the crystallizing phases regarding the cooling rate []. The typical phases in thermodynamical equilibrium in this type of alloy are α (space group Fm/3m), γ, and κ. In our case, the XRD data indicates the presence of martensite, α, and κ phases. The intermetallic κ combines Fe3Al (space group Fm/3m) and NiAl (space group Pm/3m) phases reported in the literature as fostering hardness and mechanical resistance [].
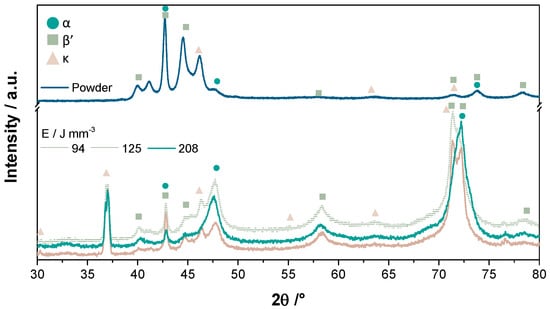
Figure 5.
The X-ray diffraction pattern of powder alloy and as-built samples fabricated with different volumetry energy densities (E).
The alloy powder XRD patterns differ from the as-built material in the relative height of the peaks, with a clear preference for the martensite phase in the orientation planes of (320) and (400), at 2θ of 72° and 73°, respectively. The latter also suggests the presence of a high anisotropy of the constructed samples. It should be mentioned that the differences in peaks account for built pieces are attributed to surface polishing and any oxide formation. Despite this difference, all peaks diffract at the same angles.
3.4. Mechanical Properties
Figure 6 shows the hardness of the top face of as-built samples fabricated vertically and horizontally as a function of volumetric energy density. Samples fabricated vertically in the whole E range exhibit a higher hardness than horizontal samples, and their values are in the range of wrought Cu-Al-Ni-Fe []. The low horizontal hardness agrees with similar values of the same alloy obtained as-cast, ranging from 140–150 HB []. This is because the as-cast samples, unlike the wrought samples, are inhomogeneous and have more internal defects [].
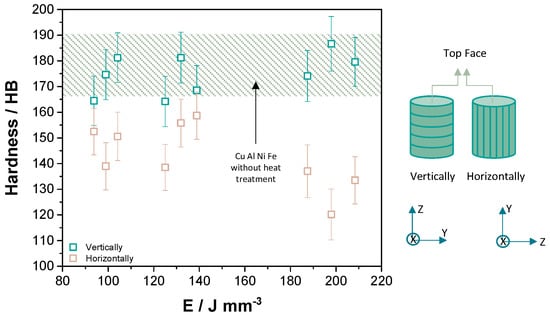
Figure 6.
Hardness (HB) of samples fabricated vertically and horizontally as a function of volumetric energy density.
Figure 7 shows the compressive stress-strain curves of samples fabricated vertically and horizontally with an E of 99 and 198 J·mm−3. It should be noted that the latter shows two tests completed on different specimens, one depicted by a continuous line and the other by a dashed line, to demonstrate the reproducibility of the test. The first stage (I) shows the elastic deformation until around 800 MPa, where it is possible to observe a slope change corresponding to plastic deformation (stage II) []. The low plastic deformation supported by the alloy could be related to the martensite phase, which caused a brittle intergranular fracture, well observed by the sample and its ~51° fracture. As observed, samples fabricated vertically demonstrated a better mechanical performance than horizontally, exhibiting a higher strength and compressive strain, which is also related to the length of the scanning vectors. In the vertical position, the scanned areas are lower, hence the solidification rate.
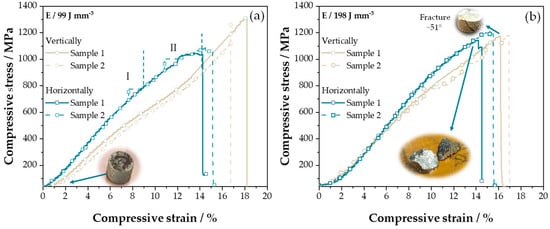
Figure 7.
Compression stress-strain curves of samples fabricated in different orientations with E of (a) 99 J·mm−3 and (b) 198 J·mm−3.
Figure 8 summarizes the relationship between the mechanical properties extracted from the compression test with laser parameters and fabrication orientation. The contour graph allows for comparing three parameters to distinguish the appropriate combination of laser parameters to produce Cu-Al-Ni-Fe. Figure 8a,c shows the maximum strength and strain of vertical samples, where it is observed that at low P and high V, it is possible to achieve about 1300 MPa of strength and ~20% of strain. Figure 8b,d shows the maximum strength and strain of horizontal samples, where it is observed that at high P and low V, it is possible to achieve about 1200 MPa of strength and ~18% of strain. Similar values were shown by Nigam et al. [], who studied the Cu-10Al-5Ni-5Fe by tensile and compression test of as-cast and heat-treated samples produced from the metal casting method. In the compression test, the as-cast pieces achieve 1300 MPa and 25% strain.
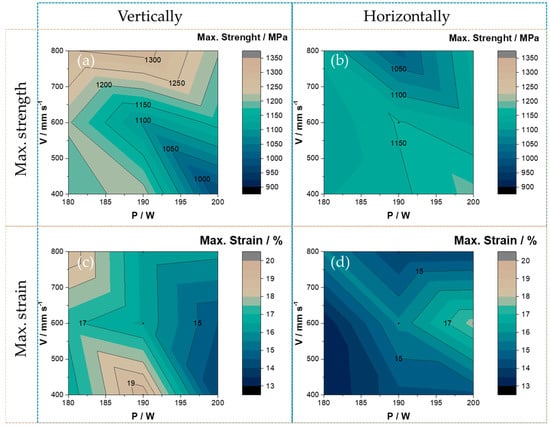
Figure 8.
Summary of maximum strength and strain extracted from compression test as a function of laser parameters. (a,c) Vertically and (b,d) horizontally samples.
The above is evidence of the anisotropy generated by fabrication in different orientations. It is quite congruent thinking that the vertical ones were evaluated normal to their direction of fabrication, while the horizontals were longitudinally assessed.
3.5. Thermal Properties
Figure 9 shows the exothermic and endothermic curves of Cu-Al-Ni-Fe as powders and the as-built samples. DSC (differential scanning calorimetry) results show the transformation temperature of β′ (M) and austenite phase (A) []. The temperatures are highlighted for each curve for the stable phase transformation start and finish as As and Af, respectively. In contrast, the martensitic transformation temperature of start and finish was denominated as Ms and Mf. The results revealed that the observed peaks tended to be sharped between 250 °C and 350 °C in heating and 300 °C to 350 °C in cooling. The latter is due to different intermetallics types or phases that limit the stability of the low-temperature phase and result in an individual transformation [,]. Marques de Araujo et al. [] studied the Cu-Al-Ni-Fe and its shape memory effect capability through phase transformation by adding Cu, Al, and Ni. They found that the original alloy had no response to DSC tests, but adding Al to the alloy promoted thermoelastic transformation. Therefore, modifying by adding other elements or heat treatments [] is required to intensify the phase transformation response and shape memory properties.
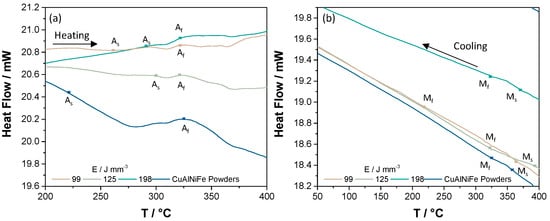
Figure 9.
DSC results of alloy powder and as-built samples under (a) heating and (b) cooling in a nitrogen atmosphere at 20 mL·min−1.
Table 1 summarizes the phase transformation temperature of both heating and cooling of Cu-Al-Ni Fe alloy in as-built and powders specimens. As is observed, as the applied volumetric energy density (E) increases, there is a temperature displacement toward higher in as-built samples. It could be attributed to a higher amount of second phases limiting the phase transformation, such as κ phases formed during a slower cooling rate. Since as E increases, the built samples could conserve or dissipate heat more slowly than those samples fabricated at lower E and then give way to the equilibrium phases.

Table 1.
Phase transformation temperatures obtained from DSC results.
4. Discussion
4.1. Effect of Sample Build Direction
As was demonstrated, the construction orientation of samples obtained through LPBF is crucial in mechanical properties performance. It was observed through the intensive material properties, such as density and surface roughness, which varied if specimens were built at 90° or 0°. The latter has been observed by Ren et al. [], who studied Ti-6Al-4V obtained by SLM in five different directions. They noticed that as they decreased the manufacturing angle, the minimum angle recorded was 0° (which corresponds to the horizontal sample in this article) and the material achieved became denser. The latter is explained due to the sample’s cooling rate, which is increasing at lower angles. However, it also depends on the laser parameters, which could modify the cooling rate and, consequently, the sample density. La-Fe et al. [], who researched the influence of laser parameters in 316L sample fabrication, demonstrated that the layer thickness and the laser power are the parameters that have a larger effect on the final sample density. Therefore, lower layer thickness and higher laser power positively influenced the density reached, the former due to a reduction in the volume melted and the latter due to the increased energy applied over each volumetric layer. Figure 10 shows a scatter matrix graph of the vertical and horizontal samples and their correlation between measured sample features. In vertical samples, the surface roughness positively correlates with strain (Pearson’s r = 0.56) but had null correlation with the max. strength (Pearson’s r = 0.08). Horizontal samples demonstrated an evident correlation with the max. strength and strain (Pearson’s r = 0.67 and r = 0.61) and very low correlation with the density (Pearson’s r = 0.17). Despite what the literature says about density, in this work it was not correlated with the other measured characteristics, both vertical and horizontal samples, perhaps due to the high density achieved in all samples during the manufacturing process.
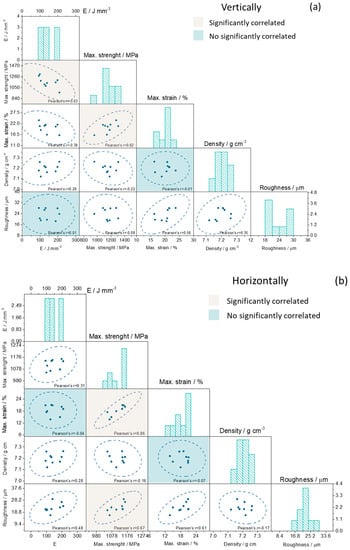
Figure 10.
Scatter matrix graph of the correlation between the energy density (E) with intensive and mechanical properties measured of (a) vertical and (b) horizontal as-built samples.
Regarding mechanical properties, they were affected by two phenomena. Firstly, as-built samples have internal defects such as pores and residual stresses [] and are anisotropic [,]. Secondly, the as-built samples were rapidly cooled, allowing nonequilibrium phase formation (martensite). Therefore, compressive stress is expected to decrease due to the first phenomenon; it is demonstrated that the maximum strength is in the range of wrought material. This also could be observed by the hardness, whose wrought quenched samples reached 260 HB, while in the as-build condition, its values are close to 180 HB [].
On the other hand, the differences in hardness between vertically and horizontally printed samples are attributed to material requests. The vertically printed samples were evaluated in the direction normal to the manufacturing surface. In contrast, the horizontally printed samples were tangentially assessed, i.e., over the layers interface and therefore in the most defective zone. It also was studied by Güden et al. [], who researched a 316L alloy fabricated by LPBF with different inclination angles to the building platform. They observed differences about 6% in hardness between samples fabricated at 90 and 0° to the platform, explained by the pool formation and its internal porosity. Yufur et al. [] also attribute to the internal porosity the decreased surface hardness of the samples manufactured horizontally vs. those manufactured vertically.
Compressive stress results, represented in the stress-strain curves, could be analyzed following the abovementioned phenomena. As summarized in Figure 8, the vertical samples had higher compressive strain and maximum stress than those printed horizontally. This is due to the material direction request and its layer-by-layer welding. In the vertical pieces, the material was compressed in the normal built direction; therefore, the layers were even more joined due to the compressive stress, while the horizontals were tested tangentially, fostering the break between layers. In other words, the horizontal samples were requested by their poorer-quality fusion zone. It should be mentioned that despite the compressive stress direction regarding the sample, all specimens have a brittle failure with an angle near to 51°.
Additionally, the material texture should be considered since the columnar grains in the fabrication direction could also affect the yield stress and maximum stress. The latter also has been observed by Güden et al. [], who showed that tensile and compression specimens fabricated at 0° and 90°, present different mechanical properties, changing their yield strength. They associated the differences in orientation response to the fiber texture on their 316L alloy. Mfusi et al. [] also studied an aluminum alloy fabricated in a different orientation and evaluated its mechanical properties through tensile stress. They observed the anisotropy of the samples, where the pieces manufactured horizontally exhibited the highest UTS despite also showing the highest porosity percentage [], as well as was described by Ren et al. [].
4.2. Suitability for Developing Shape Memory
According to the martensite phase, identified by optical images and X-ray diffraction, the alloy may exhibit shape memory properties such as superelasticity, memory effect, and damping capacity []. The superelasticity was slightly observed in the first step of the compression stress-strain curve at room temperature. However, the thermal study showed a low heat absorption and desorption of heat until 420 °C, suggesting that the martensite-austenite transformation would have a poor response. If so, it could be attributed to a partial phase transformation since the samples contain portions of martensite, α-phase, and κ-phases in their microstructure, and some could interrupt the phase transformation at a constrained range of temperature. Indeed, the Kappa phases, i.e., intermetallic phases [], could prevent complete transformation at a given temperature since they block the diffusion of the alloying elements. []. For this reason, the observed peaks are flat over a range of temperatures.
5. Conclusions
SLM successfully fabricated Cu-11Al-5Ni-4Fe wt% based on the LPBF technique in two different orientations, horizontal and vertical, with respect to the building platform. The results allow concluding that the alloy is suitable for LPBF processing, showing potential for producing a shape memory effect, based on the following observations:
The average mass density of 97.5% was produced in a processing system using a wide volumetric energy density window from 90 to 210 J·mm−3.
The surface roughness of all the samples has values commonly found in additive manufacturing samples, i.e., about 15–30 μm.
The predominant presence of acicular martensite in the laser printed samples is independent of the energy density from which they were manufactured.
The hardness in samples fabricated vertically was higher than that manufactured horizontally, with values ranging from 180 HB to 140 HB.
The maximum strength under compressive stress was obtained by samples fabricated vertically, which showed to be more affected by the velocity of fabrication than the potential.
The maximum strain under compressive stress was obtained by samples fabricated vertically, with values near 20% until rupture.
Samples fabricated with high energy density exhibited higher austenite transformation temperature than lower energy density due to the moderated cooling rate during solidification, giving rise to intermetallic phase precipitation.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/met13030459/s1, Table S1: Laser parameters used in the Design of Experiments (DOE).
Author Contributions
Conceptualization, C.G., J.A.R.-G. and I.L.F.-P.; methodology, C.G., A.C. and I.L.F.-P.; formal analysis, C.G., M.W. and J.A.R.-G.; investigation, C.G.; resources, C.G. and J.A.R.-G.; writing—original draft preparation, C.G.; writing—review and editing, A.C., I.L.F.-P., J.A.R.-G. and M.W.; supervision, J.A.R.-G. and M.W. All authors have read and agreed to the published version of the manuscript.
Funding
The authors thank ANID FONDECYT FONDEQUIP EQM180081, EQM150016 and EQM150101. PFCHA/DOCTORADO NACIONAL/2019-21190520, FONDECYT grant N° 1201068, and to ANID POSTDOC N° 310432. Also, to the VRI (Pontificia Universidad Católica de Chile) scholarship to finance the doctorate student A. Castillo and the SIMET research centre.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
We want to thank Patricio Perez and Jose Tomás Leighton for they support and help during the experimental work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dharmendra, C.; Gururaj, K.G.; Pradeep, K.; Mohammadi, M. Characterization of κ-precipitates in wire-arc additive manufactured nickel aluminum bronze: A combined transmission Kikuchi diffraction and atom probe tomography study. Addit. Manuf. 2021, 46, 102137. [Google Scholar] [CrossRef]
- Richardson, I. Guide to Nickel Aluminium Bronze for Engineers. Copp. Dev. Assoc. 2016, 100, 6–67. [Google Scholar]
- Nascimento, M.S.; dos Santos, G.A.; Teram, R.; dos Santos, V.T.; da Silva, M.R.; Couto, A.A. Effects of Thermal Variables of Solidification on the Microstructure, Hardness, and Microhardness of Cu-Al-Ni-Fe Alloys. Materials 2019, 12, 1267. [Google Scholar] [CrossRef]
- De Araujo, A.P.M.; De Brito Simões, J.; De Araújo, C.J. Analysis of compositional modification of commercial aluminum bronzes to obtain functional shape memory properties. Mater. Res. 2017, 20, 331–341. [Google Scholar] [CrossRef]
- Mazzer, E.M.; da Silva, M.R.; Gargarella, P. Revisiting Cu-based shape memory alloys: Recent developments and new perspectives. J. Mater. Res. 2022, 37, 162–182. [Google Scholar] [CrossRef]
- Saud, S.N.; Hamzah, E.; Abubakar, T.; Farahany, S. Structure-property relationship of Cu-Al-Ni-Fe shape memory alloys in different quenching media. J. Mater. Eng. Perform. 2014, 23, 255–261. [Google Scholar] [CrossRef]
- Li, B.; Zheng, H.; Han, C.; Zhou, K. Nanotwins-containing microstructure and superior mechanical strength of a Cu–9Al–5Fe–5Ni alloy additively manufactured by laser metal deposition. Addit. Manuf. 2021, 39, 101825. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Wang, K.; Liu, G.; Zhang, D.; Liang, Z.; Xi, R.; Wang, X.; Chang, B. Evolution of transformation behavior and tensile functional properties with process parameters for electron beam wire-feed additive manufactured NiTi shape memory alloys. Mater. Sci. Eng. A 2022, 840, 142977. [Google Scholar] [CrossRef]
- Zhang, Q.; Hao, S.; Liu, Y.; Xiong, Z.; Guo, W.; Yang, Y.; Ren, Y.; Cui, L.; Ren, L.; Zhang, Z. The microstructure of a selective laser melting (SLM)-fabricated NiTi shape memory alloy with superior tensile property and shape memory recoverability. Appl. Mater. Today 2020, 19, 100547. [Google Scholar] [CrossRef]
- Zhai, W.; Sun, A.; Zeng, W.; Lu, W.; Liu, X.; Zhou, L.; Wang, J.; Ibrahim, A.M.M. High Wear Resistance and Mechanical Performance of NiAl Bronze Developed by Electron Beam Powder Bed Fusion. Tribol. Lett. 2021, 69, 1–10. [Google Scholar] [CrossRef]
- Jiang, H.; Cao, S.; Ke, C.; Ma, X.; Zhang, X. Fine-grained bulk niti shape memory alloy fabricated by rapid solidification process and its mechanical properties and damping performance. J. Mater. Sci. Technol. 2013, 29, 855–862. [Google Scholar] [CrossRef]
- Sun, F.; Liu, P.; Chen, X.; Zhou, H.; Guan, P.; Zhu, B. Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials 2020, 13, 5028. [Google Scholar] [CrossRef]
- Xiong, W.; Hao, L.; Li, Y.; Tang, D.; Cui, Q.; Feng, Z.; Yan, C. Effect of selective laser melting parameters on morphology, microstructure, densification and mechanical properties of supersaturated silver alloy. Mater. Des. 2019, 170, 107697. [Google Scholar] [CrossRef]
- Zeng, C.; Zhang, B.; Hemmasian Ettefagh, A.; Wen, H.; Yao, H.; Meng, W.J.; Guo, S. Mechanical, thermal, and corrosion properties of Cu-10Sn alloy prepared by laser-powder-bed-fusion additive manufacturing. Addit. Manuf. 2020, 35, 101411. [Google Scholar] [CrossRef]
- Gargarella, P.; Kiminami, C.S.; Mazzer, E.M.; Cava, R.D.; Basilio, L.A.; Bolfarini, C.; Botta, W.J.; Eckert, J.; Gustmann, T.; Pauly, S. Phase formation, thermal stability and mechanical properties of a Cu-Al-Ni-Mn shape memory alloy prepared by selective laser melting. Mater. Res. 2015, 18, 35–38. [Google Scholar] [CrossRef]
- Colopi, M.; Demir, A.G.; Caprio, L.; Previtali, B. Limits and solutions in processing pure Cu via selective laser melting using a high-power single-mode fiber laser. Int. J. Adv. Manuf. Technol. 2019, 104, 2473–2486. [Google Scholar] [CrossRef]
- Yan, X.; Chang, C.; Dong, D.; Gao, S.; Ma, W.; Liu, M.; Liao, H.; Yin, S. Microstructure and mechanical properties of pure copper manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 789, 139615. [Google Scholar] [CrossRef]
- Mazzer, E.M.; Kiminami, C.S.; Gargarella, P.; Cava, R.D.; Basilio, L.A.; Bolfarini, C.; Botta, W.J.; Eckert, J.; Gustmann, T.; Pauly, S. Atomization and selective laser melting of a Cu-Al-Ni-Mn shape memory alloy. Mater. Sci. Forum 2014, 802, 343–348. [Google Scholar] [CrossRef]
- Gustmann, T.; dos Santos, J.M.; Gargarella, P.; Kühn, U.; Van Humbeeck, J.; Pauly, S. Properties of Cu-Based Shape-Memory Alloys Prepared by Selective Laser Melting. Shape Mem. Superelast. 2017, 3, 24–36. [Google Scholar] [CrossRef]
- Lavecchia, F.; Pellegrini, A.; Galantucci, L.M. Comparative study on the properties of 17-4 PH stainless steel parts made by metal fused filament fabrication process and atomic diffusion additive manufacturing. Rapid Prototyp. J. 2023, 29, 393–407. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; van Duin, S.; Li, H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Ramos-Grez, J.A.; Walczak, M.; Sánchez-Sánchez, X.; Guerra, C.; Debut, A.; Haro, E. Microstructure simulation and experimental evaluation of the anisotropy of 316 L stainless steel manufactured by laser powder bed fusion. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. Electrochemical behavior and compressive strength of Al-Cu/xCu composites in NaCl solution. J. Solid State Electrochem. 2021, 25, 1303–1317. [Google Scholar] [CrossRef]
- Donelan, P. Modelling microstructural and mechanical properties of ferritic ductile cast iron. Mater. Sci. Technol. 2000, 16, 261–269. [Google Scholar] [CrossRef]
- Duarte, T.; Meyer, Y.A.; Osório, W.R. The Holes of Zn Phosphate and Hot Dip Galvanizing on Electrochemical Behaviors of Multi-Coatings on Steel Substrates. Metals 2022, 12, 863. [Google Scholar] [CrossRef]
- Al-Hashem, A.; Riad, W. The role of microstructure of nickel-aluminium-bronze alloy on its cavitation corrosion behavior in natural seawater. Mater. Charact. 2002, 48, 37–41. [Google Scholar] [CrossRef]
- Cobo Ocejo, I.; Biezma Moraleda, M.V.; Linhardt, P. Corrosion Behavior of Heat-Treated Nickel-Aluminum Bronze and Manganese-Aluminum Bronze in Natural Waters. Metals 2022, 12, 380. [Google Scholar] [CrossRef]
- ASTM Standard E9-09; Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature. ASTM: West Conshohocken, PA, USA, 2012. [CrossRef]
- ASTM C373-14; Standard Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products, Astm C373-88. ASTM: West Conshohocken, PA, USA, 1999; 88, pp. 1–2. [CrossRef]
- Soares Barreto, E.; Frey, M.; Wegner, J.; Jose, A.; Neuber, N.; Busch, R.; Kleszczynski, S.; Mädler, L.; Uhlenwinkel, V. Properties of gas-atomized Cu-Ti-based metallic glass powders for additive manufacturing. Mater. Des. 2022, 215, 110519. [Google Scholar] [CrossRef]
- Davis, J.R.; Davis & Associates. Copper and Copper Alloys. In ASM Speciality Handbook; Staff, A.I., Ed.; ASM: Almere, The Netherlands, 2001; p. 453. [Google Scholar]
- Murray, T.; Thomas, S.; Wu, Y.; Neil, W.; Hutchinson, C. Selective laser melting of nickel aluminium bronze. Addit. Manuf. 2020, 33, 101122. [Google Scholar] [CrossRef]
- Zakrzewski, T.; Kozak, J.; Witt, M.; Debowska-Wasak, M. Dimensional analysis of the effect of SLM parameters on surface roughness and material density. Procedia CIRP 2020, 95, 115–120. [Google Scholar] [CrossRef]
- Najah Saud Al-Humairi, S. Cu-Based Shape Memory Alloys: Modified Structures and Their Related Properties. In Recent Advancements in the Metallurgical Engineering and Electrodeposition; IntechOpen: London, UK, 2020; p. 13. [Google Scholar] [CrossRef]
- Ma, S.; Fu, L.; Shan, A. Enhancing strength-ductility of the aluminum bronze alloy by generating high-density ultrafine annealing twins. Mater. Charact. 2021, 177, 111057. [Google Scholar] [CrossRef]
- Öztürk, S.; Sünbül, S.E.; Metoğlu, A.; Önal, S.; İçin, K. Characterisation of nickel–aluminium bronze powders produced by the planar flow casting method. Mater. Sci. Technol. 2020, 36, 1771–1784. [Google Scholar] [CrossRef]
- Pisarek, B.P. Model of Cu-Al-Fe-Ni Bronze Crystallization. Arch. Foundry Eng. 2013, 13, 72–79. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, H.; Huang, Y.; Ye, X.; Li, J.; Zhang, C.; Li, H.; Pang, B.; Tian, Y.; Huang, C.; et al. Strain rate dependent mechanical response for monoclinic NiTi shape memory alloy: Micromechanical decomposition and model validation via neutron diffraction. Mater. Des. 2020, 191, 108656. [Google Scholar] [CrossRef]
- Nigam, P.K.; Jain, P. Effect of heat treatment on tensile and compression strength of nickel aluminium bronze (Cu-10% Al-5% Ni-5% Fe). Arch. Appl. Sci. Res. 2013, 5, 224–230. [Google Scholar]
- Saud, S.N.; Hamzah, E.; Abubakar, T.; Bakhsheshi-Rad, H.R.; Mohammed, M.N. Influence of Tin Additions on the Phase-Transformation Characteristics of Mechanical Alloyed Cu-Al-Ni Shape-Memory Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 5242–5255. [Google Scholar] [CrossRef]
- Shayesteh Moghaddam, N.; Saedi, S.; Amerinatanzi, A.; Hinojos, A.; Ramazani, A.; Kundin, J.; Mills, M.J.; Karaca, H.; Elahinia, M. Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci. Rep. 2019, 9, 1–11. [Google Scholar] [CrossRef]
- Ren, S.; Chen, Y.; Liu, T.; Qu, X. Effect of Build Orientation on Mechanical Properties and Microstructure of Ti-6Al-4V Manufactured by Selective Laser Melting. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 4388–4409. [Google Scholar] [CrossRef]
- La Fé-Perdomo, I.; Ramos-Grez, J.A.; Jeria, I.; Guerra, C.; Barrionuevo, G.O. Comparative analysis and experimental validation of statistical and machine learning-based regressors for modeling the surface roughness and mechanical properties of 316L stainless steel specimens produced by selective laser melting. J. Manuf. Process. 2022, 80, 666–682. [Google Scholar] [CrossRef]
- Pan, W. Microstructure Different Heat Development Treatment of and Aluminium Bronze in Wire and Arc Additive Manufacturing Process. Master’s Thesis, Delft University of Technology, Delft, The Nethelands, 2019; pp. 1–64. [Google Scholar]
- Abolhasani, D.; Han, S.W.; VanTyne, C.J.; Kang, N.; Moon, Y.H. Enhancing the shape memory effect of Cu–Al–Ni alloys via partial reinforcement by alumina through selective laser melting. J. Mater. Res. Technol. 2021, 15, 4032–4047. [Google Scholar] [CrossRef]
- Güden, M.; Yavaş, H.; Tanrıkulu, A.A.; Taşdemirci, A.; Akın, B.; Enser, S.; Karakuş, A.; Hamat, B.A. Orientation dependent tensile properties of a selective-laser-melt 316L stainless steel. Mater. Sci. Eng. A 2021, 824, 141808. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Hoegden, M.; Gao, N. Effect of sample orientation on the microstructure and microhardness of additively manufactured AlSi10Mg processed by high-pressure torsion. Int. J. Adv. Manuf. Technol. 2020, 106, 4321–4337. [Google Scholar] [CrossRef]
- Mfusi, B.J.; Tshabalala, L.C.; Popoola, A.P.I.; Mathe, N.R. The effect of selective laser melting build orientation on the mechanical properties of AlSi10Mg parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 430, 012028. [Google Scholar] [CrossRef]
- Barranco, V.; Escudero, M.L.; García-Alonso, M.C. 3D, chemical and electrochemical characterization of blasted TI6Al4V surfaces: Its influence on the corrosion behaviour. Electrochim. Acta 2007, 52, 4374–4384. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).