
Experimental Evaluation of Mechanical and Tribological Properties of Segregated Al-Mg-Si Alloy Filled with Alumina and Silicon Carbide through Different Types of Casting Molds

 , , and
, , and
Abstract
:
1. Introduction
2. Material and Methodologies
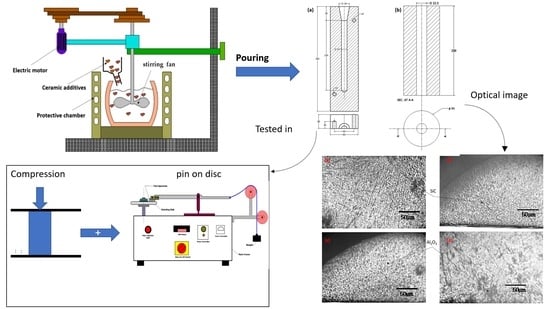
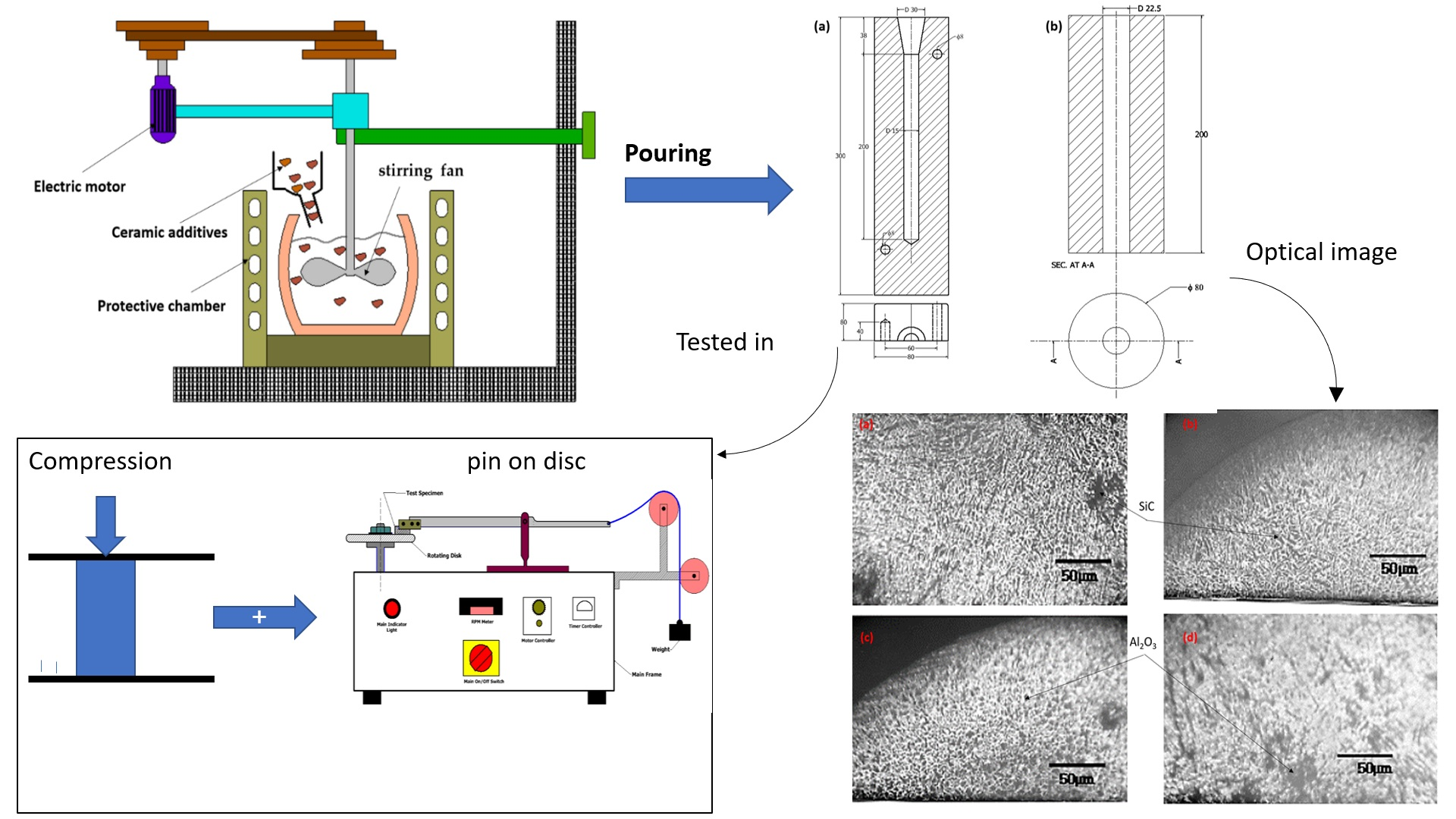
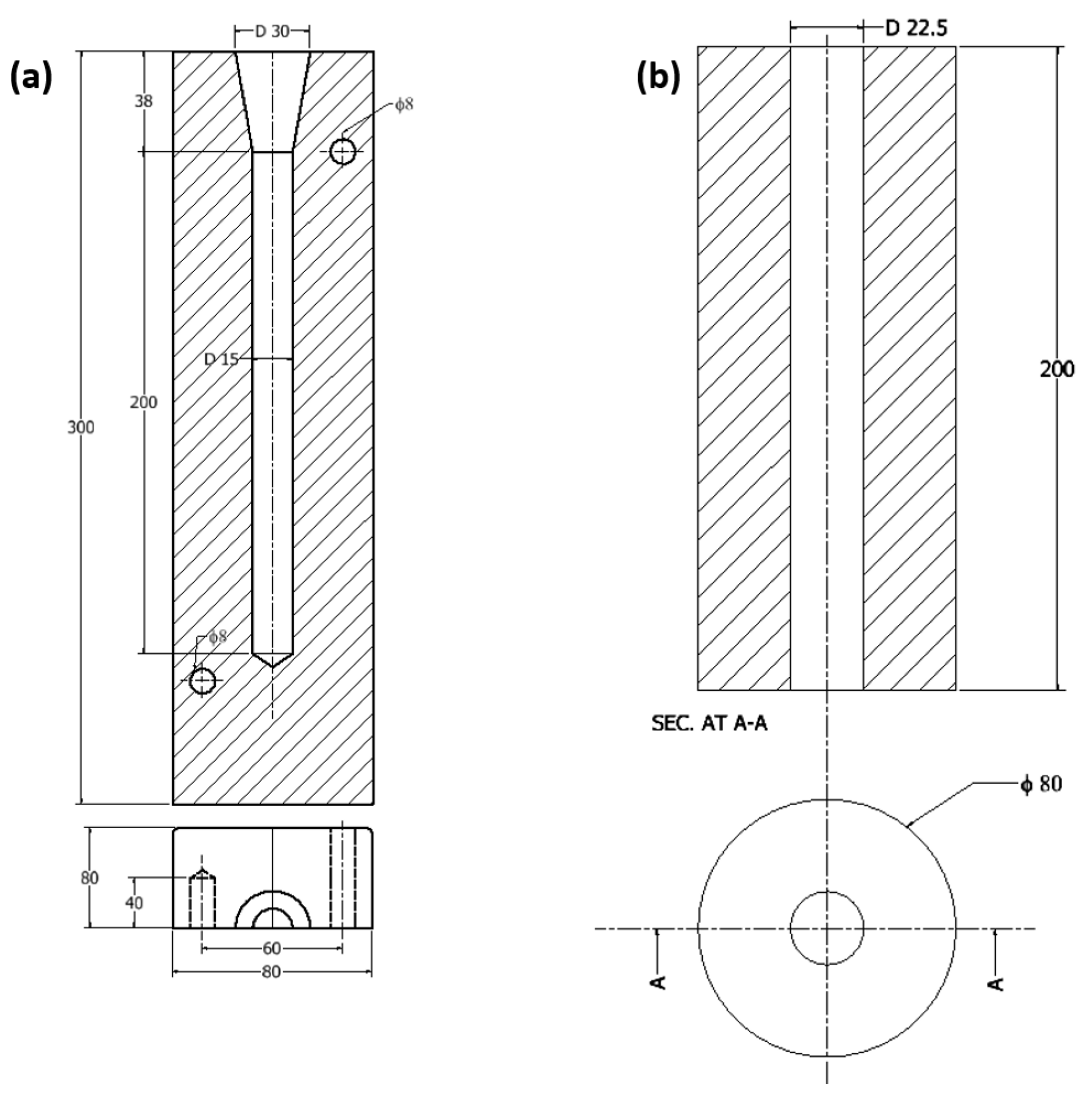
2.1. Stir Casting Process
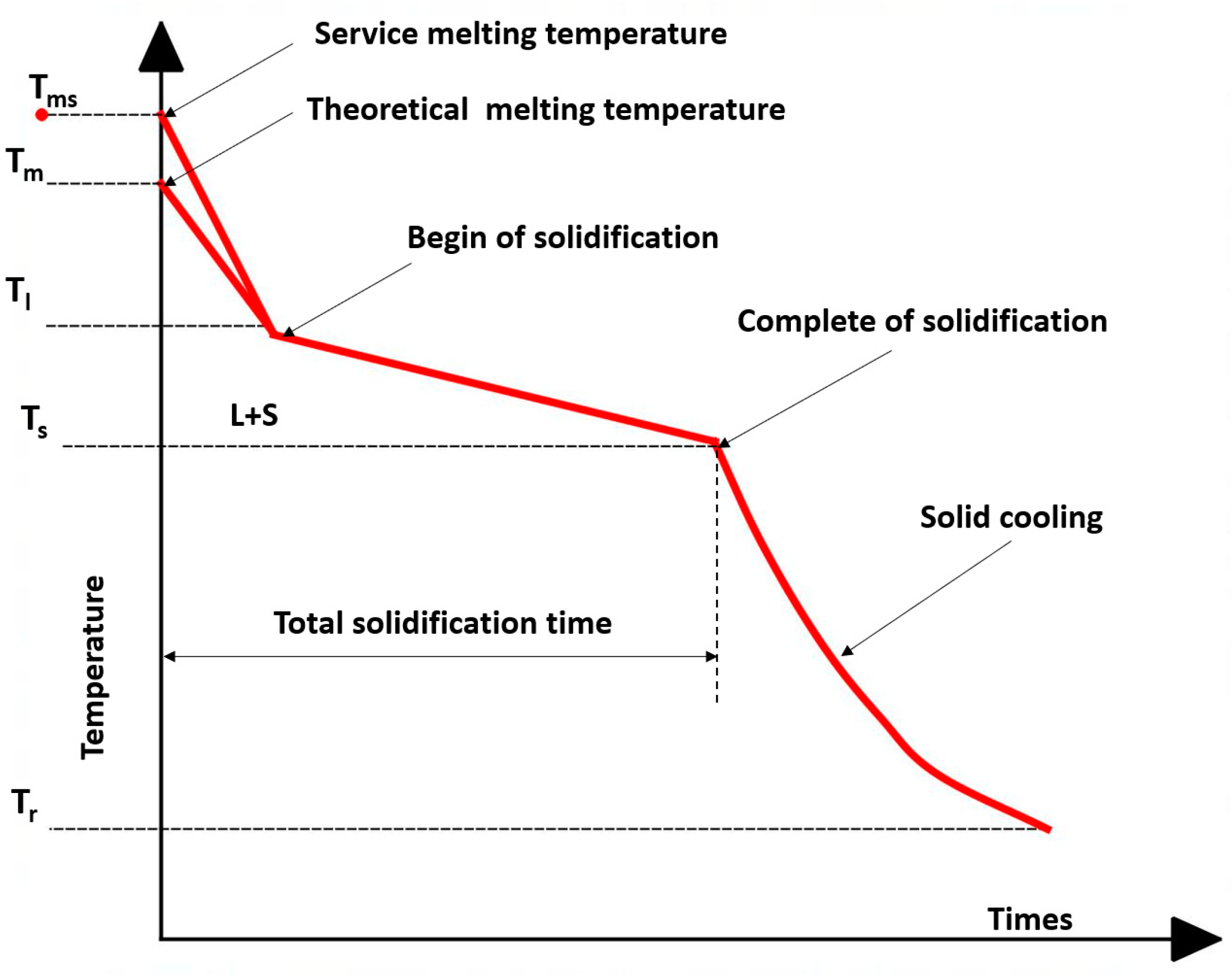
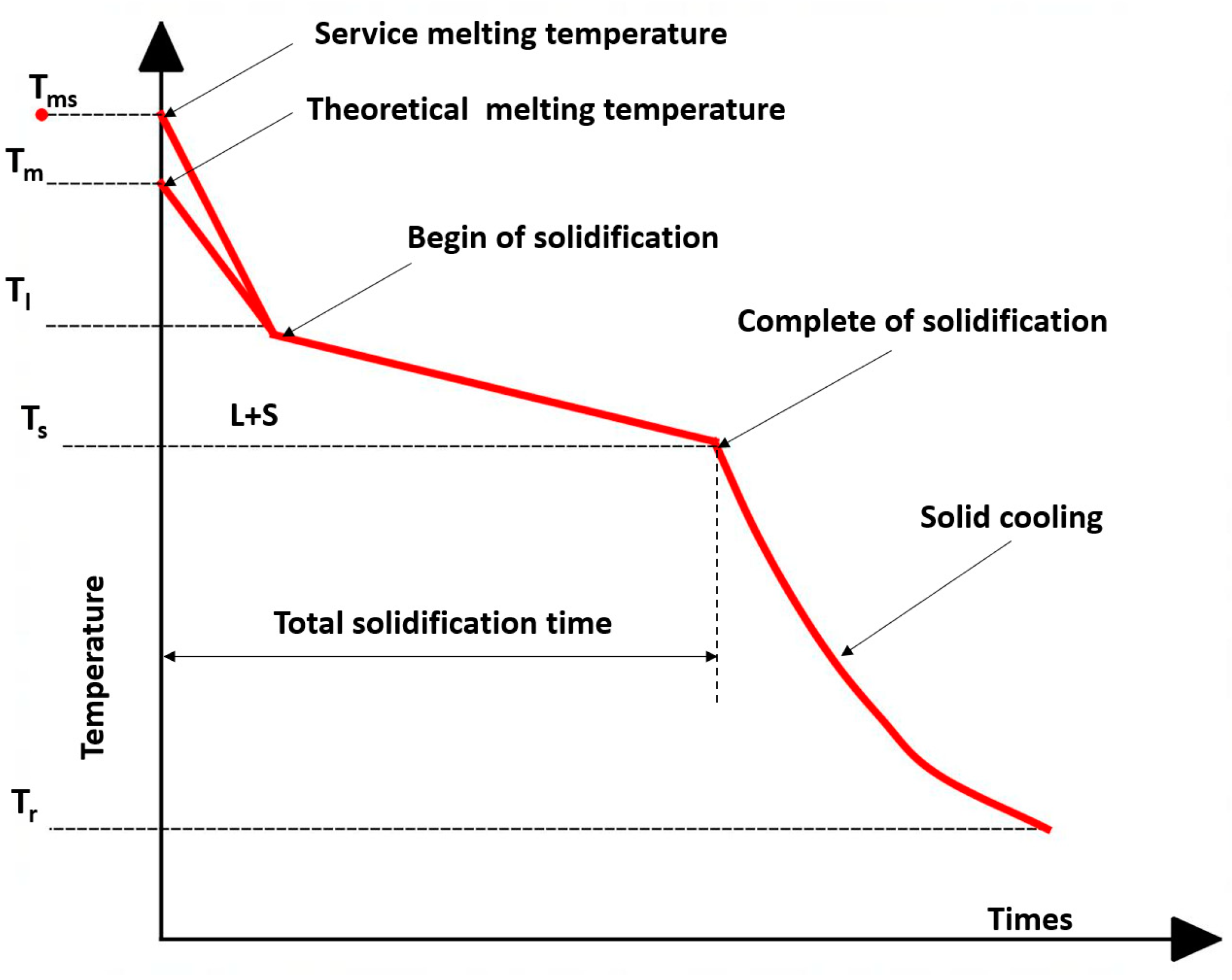
2.2. Heat Loss Analysis
Thermal Analysis
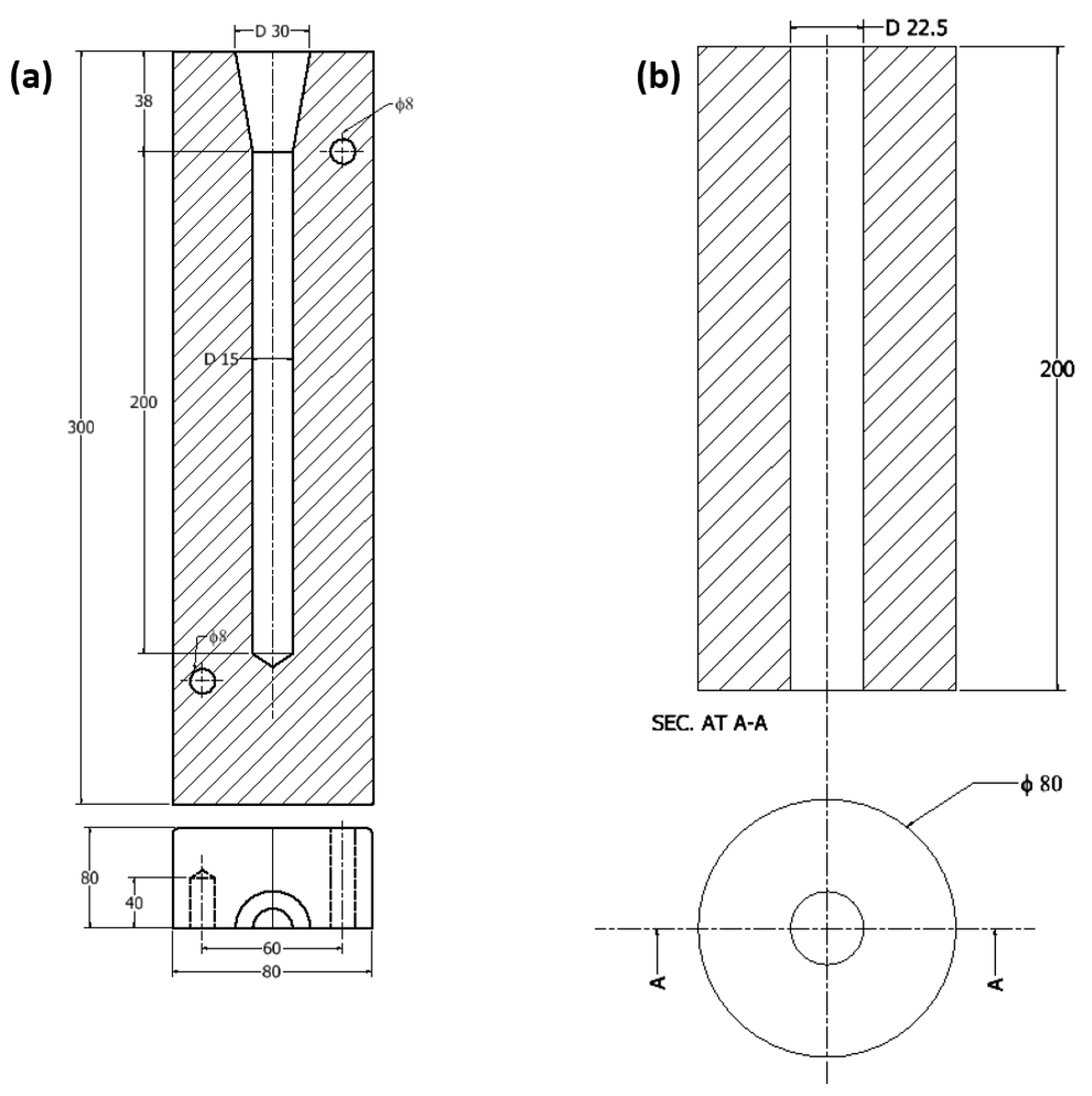
2.3. Sample Perspiration
2.4. Compression Test
2.5. Hardness Test
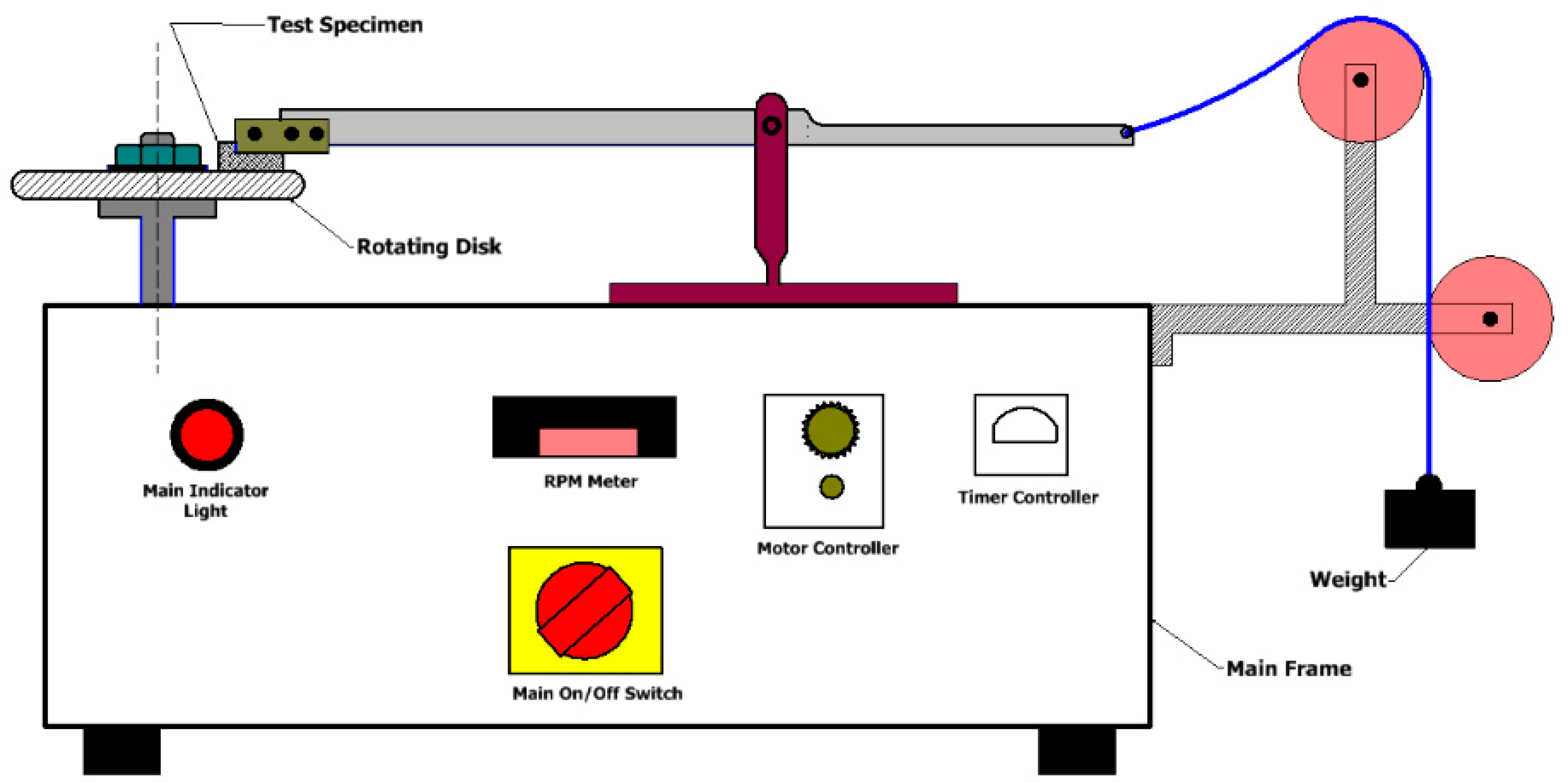
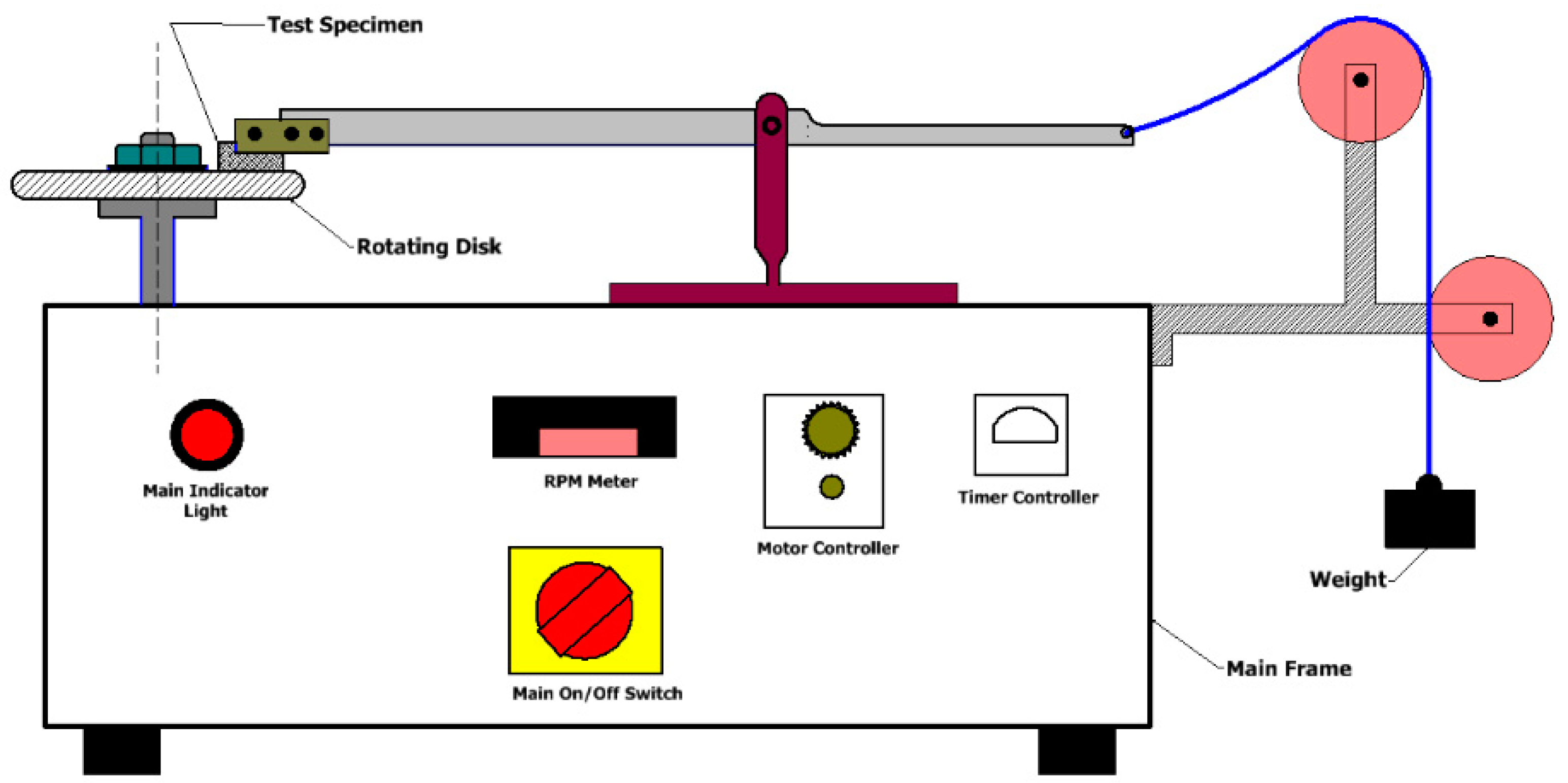
2.6. Pin-on-Disc Wear Test
3. Results and Discussion
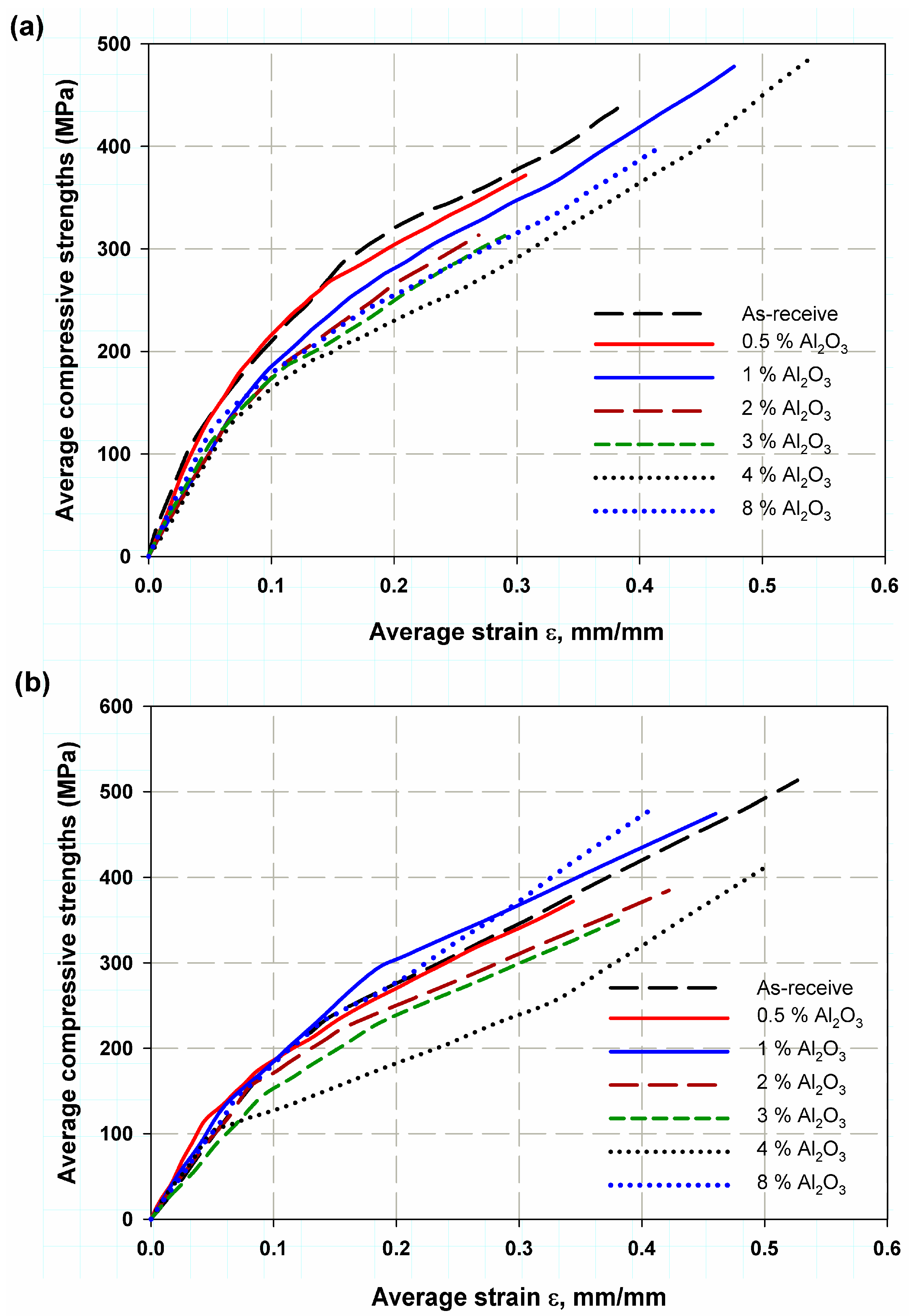
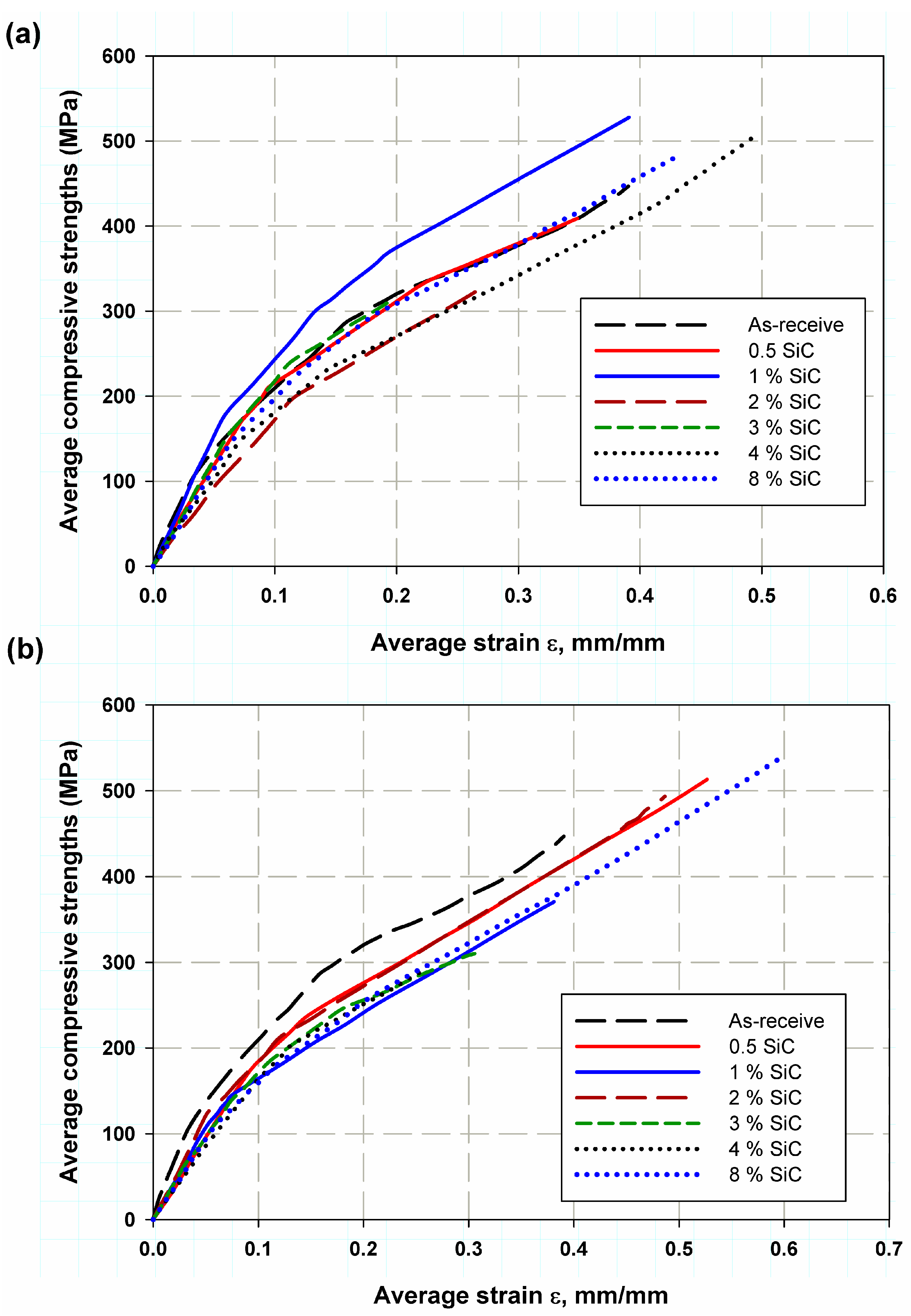
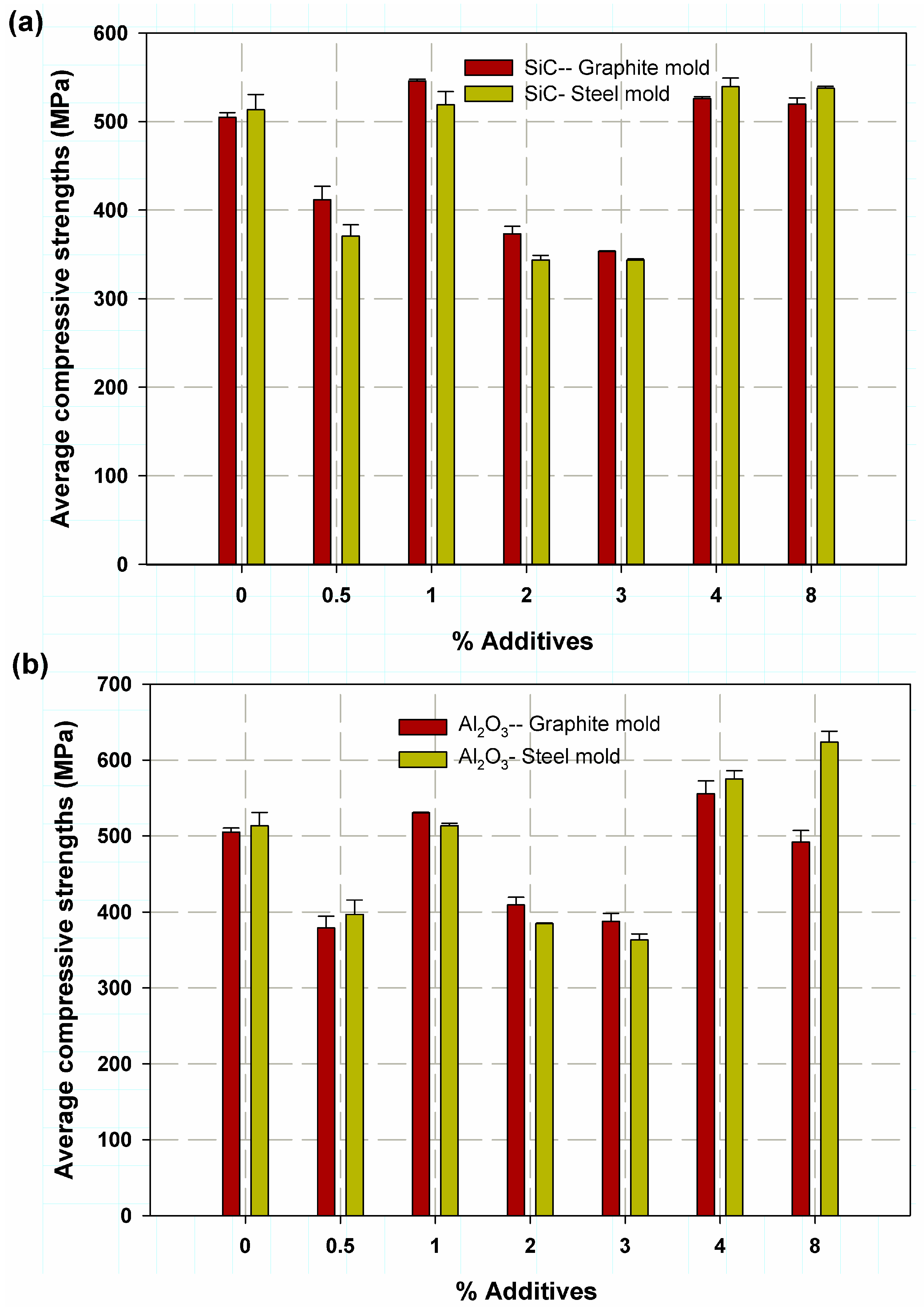
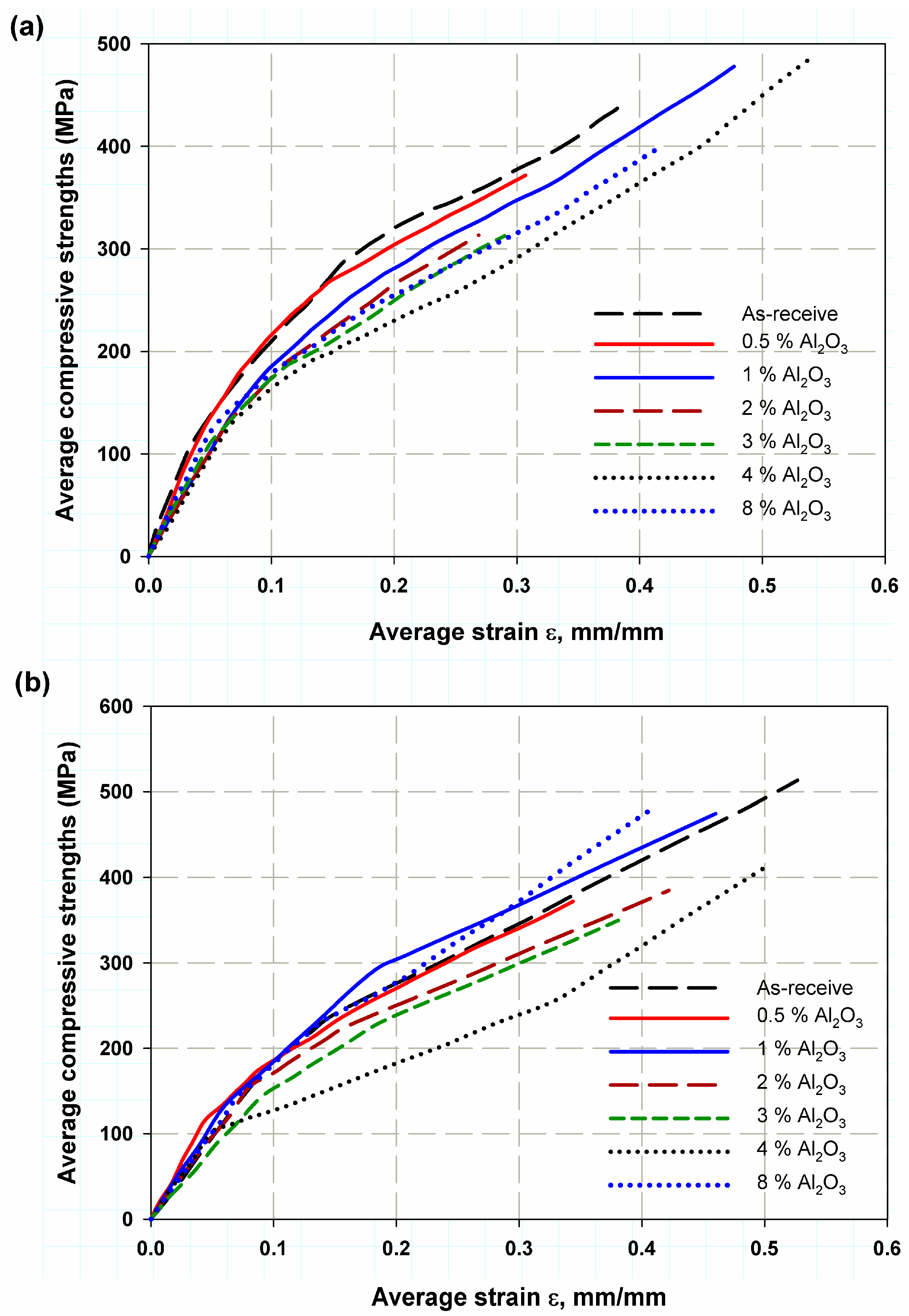
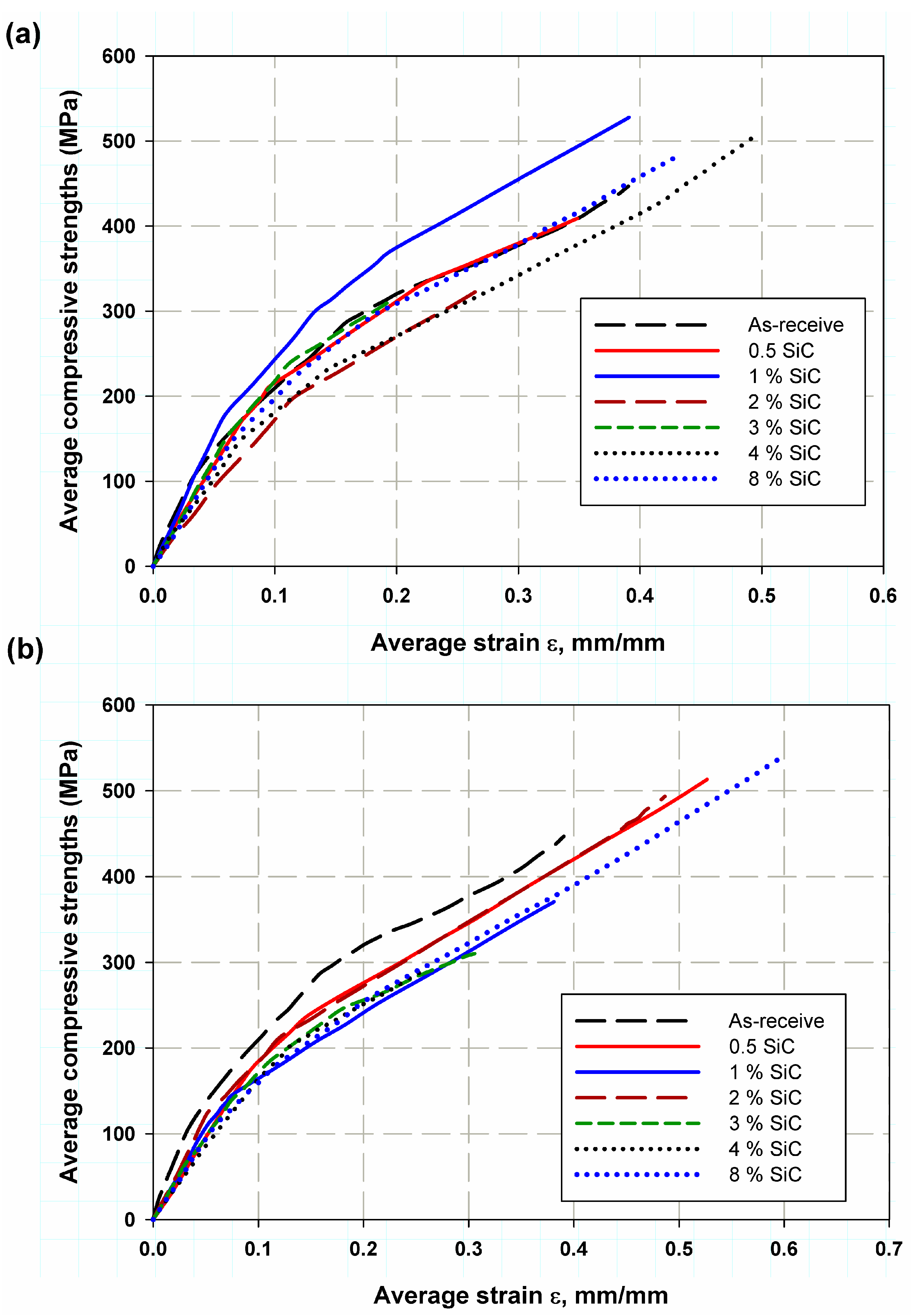
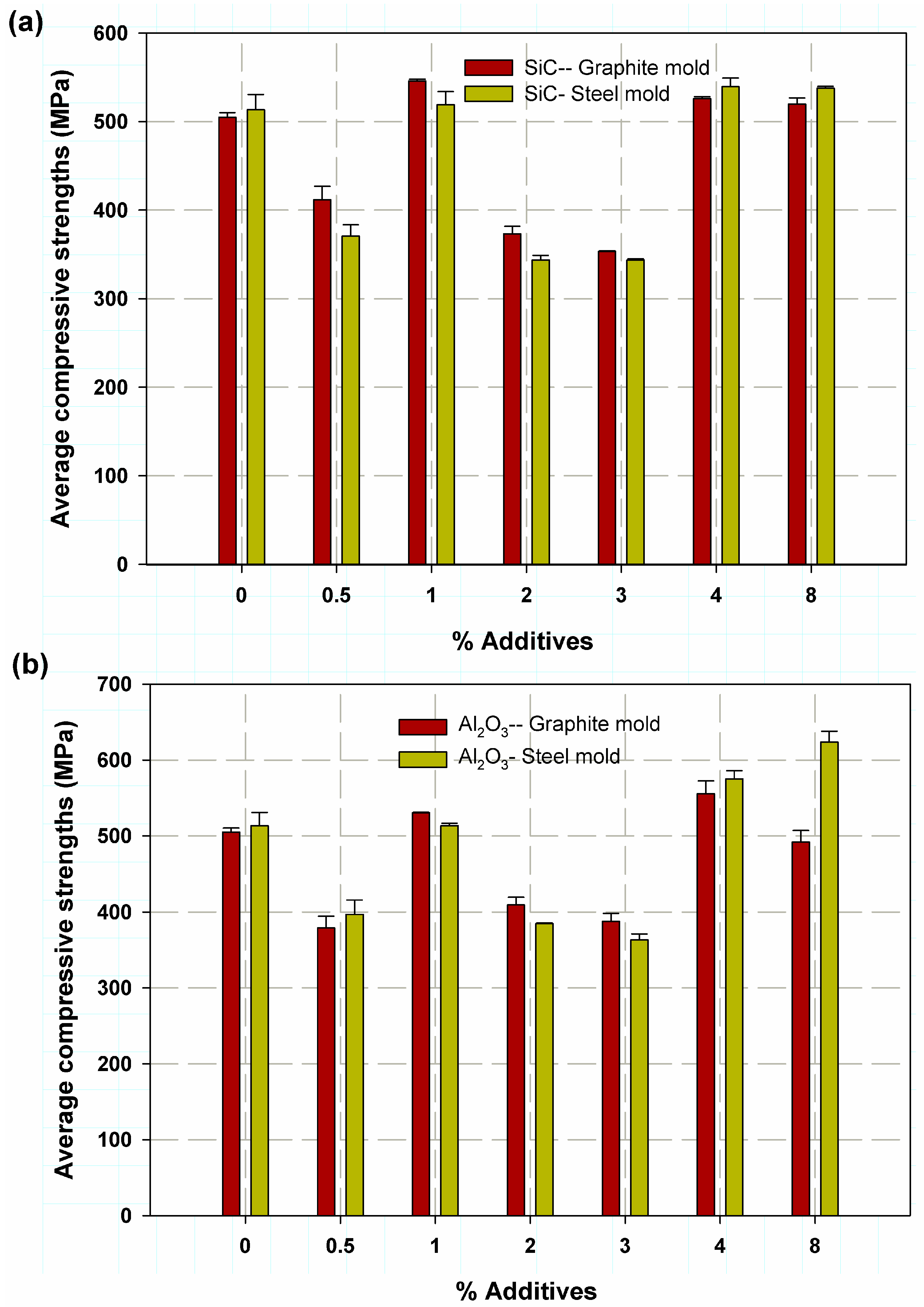
3.1. Compressive Strength
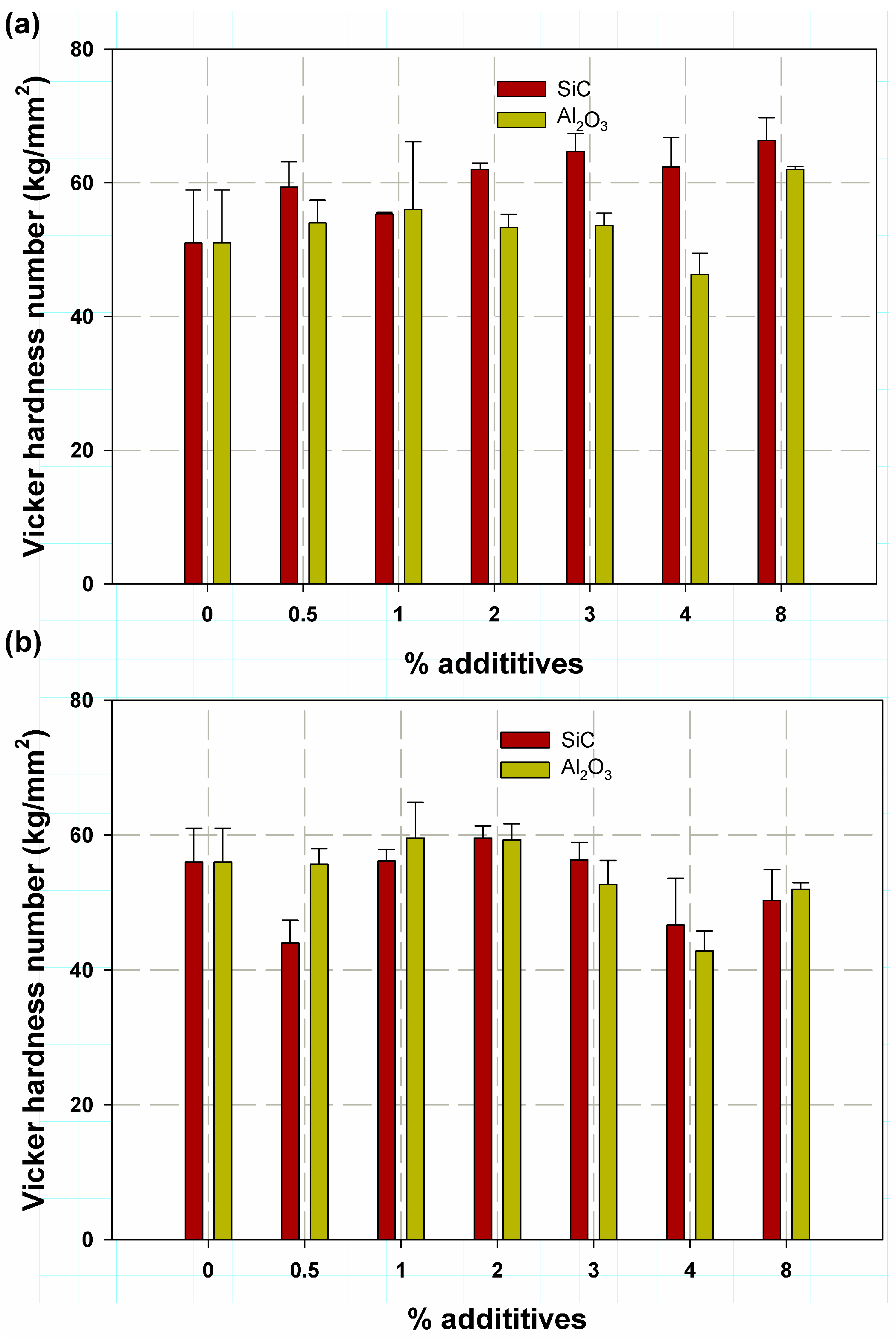
3.2. Hardness Test
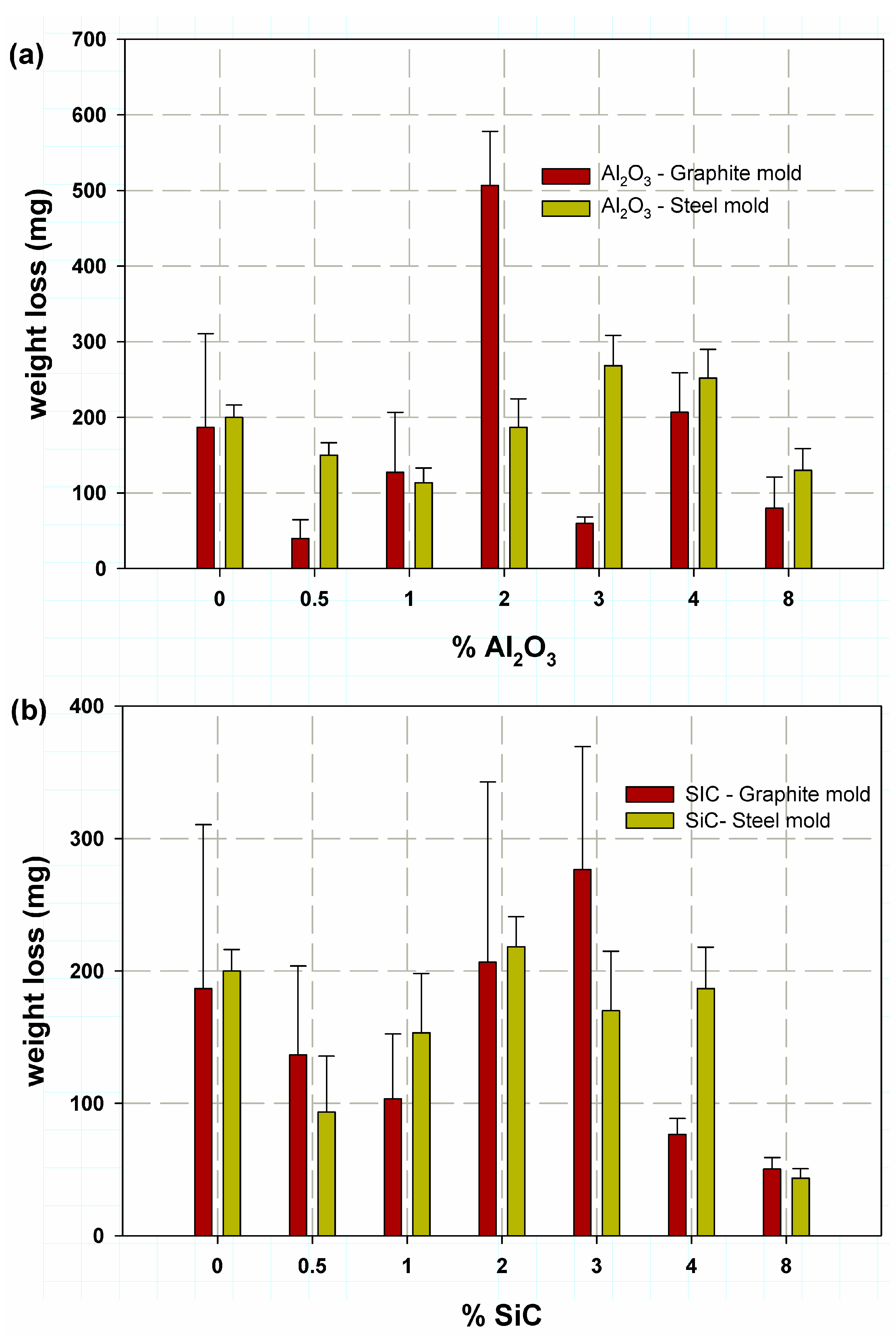
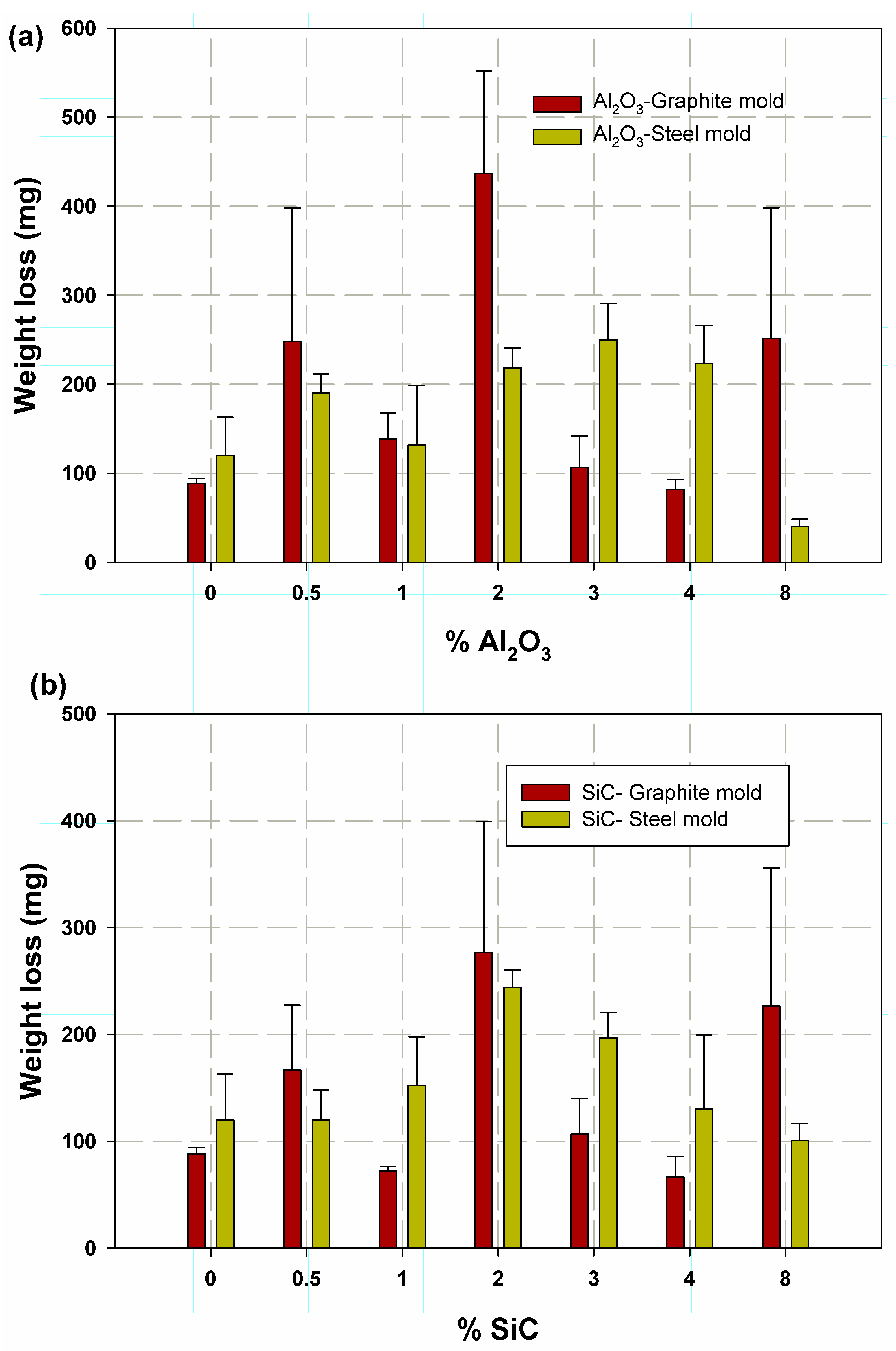
3.3. Wear Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Biswal, S.R.; Sahoo, S. A Comparative analysis on physical and mechanical properties of aluminum composites with alo and ws reinforcement. In Recent Advances in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2023; pp. 597–603. [Google Scholar]
- Sujatha, S. Valuation of Strength Enhancement in Heat Treated SiC Nanoparticles Reinforced 2024 Aluminum Alloy Metal Matrix Composites Using FEA. Ph.D. Thesis, College of Engineering, JNT University, Hyderabad, India, 2005. [Google Scholar]
- Caracostas, C.A.; Chiou, W.A.; Fine, M.E.; Cheng, H.S. Tribological properties of aluminum alloy matrix TiB2 composite prepared by in situ processing. Metall. Mater. Trans. A 1997, 28, 491–502. [Google Scholar] [CrossRef]
- Mummoorthi, D.; Rajkumar, M.; Kumar, S.G. Advancement and characterization of Al-Mg-Si alloy using reinforcing materials of Fe 2 O 3 and B 4 C composite produced by stir casting method. J. Mech. Sci. Technol. 2019, 33, 3213–3222. [Google Scholar] [CrossRef]
- Geng, R.; Jia, S.Q.; Qiu, F.; Zhao, Q.L.; Jiang, Q.C. Effects of nanosized TiC and TiB2 particles on the corrosion behavior of Al-Mg-Si alloy. Corros. Sci. 2020, 167, 108479. [Google Scholar] [CrossRef]
- Duraipandian, M. Effects of Fe 2 O 3 and B 4 C Addition on the Mechanical Properties and Corrosion Resistance of Al–Mg–Si Alloy in 3.5% Brine Solution. Met. Mater. Int. 2021, 27, 1506–1518. [Google Scholar] [CrossRef]
- Lee, S.; Suh, D.; Kwon, D. Microstructure and fracture of SiC-particulate-reinforced cast A356 aluminum alloy composites. Metall. Mater. Trans. A 1996, 27, 3893–3901. [Google Scholar] [CrossRef]
- Auras, R.; Schvezov, C. Wear behavior, microstructure, and dimensional stability of as-cast zinc-aluminum/SIC (metal matrix composites) alloys. Metall. Mater. Trans. A 2004, 35, 1579–1590. [Google Scholar] [CrossRef]
- Kumar, G.V.; Panigrahy, P.P.; Nithika, S.; Pramod, R.; Rao, C.S. Assessment of mechanical and tribological characteristics of Silicon Nitride reinforced aluminum metal matrix composites. Compos. Part B: Eng. 2019, 175, 107138. [Google Scholar] [CrossRef]
- Padmavathi, K.; Ramakrishnan, R. Tribological behaviour of aluminium hybrid metal matrix composite. Procedia Eng. 2014, 97, 660–667. [Google Scholar] [CrossRef]
- Krishna, M.V.; Xavior, A. An investigation on the mechanical properties of hybrid metal matrix composites. Procedia Eng. 2014, 97, 918–924. [Google Scholar] [CrossRef]
- Oyedeji, O.E.; Dauda, M.; Yaro, S.A.; Abdulwahab, M. Characterization of Al-Mg-Si Alloy Reinforced with Optimum Palm Kernel Shell Ash (PKSA) Particle and its Consequence on the Dynamic Properties for Aerospace Application. 2021. Available online: https://assets.researchsquare.com/files/rs-795334/v1/7d9afc38-d01a-4da0-baf7-0beb6f35b473.pdf?c=1631888198 (accessed on 12 January 2023).
- Nagaral, M.; Auradi, V.; Bharath, V.; Patil, S.; Tattimani, M.S. Effect of micro graphite particles on the microstructure and mechanical behavior of aluminium 6061 (Al-Mg-Si) alloy composites developed by novel two step casting technique. J. Met. Mater. Miner. 2021, 31, 38–45. [Google Scholar] [CrossRef]
- Mohamed, K.; Hassan, Y.M. Abu El-Ainin H, Improvement of Al-6061 alloys mechanical properties by controlling processing parameters. Int. J. Mech. Mechatron. Eng. IJMME-IJENS 2012, 12, 14–18. [Google Scholar]
- Seong, H.; Lopez, H.; Rohatgi, P. Microsegregation during solidification of graphitic fiber-reinforced aluminum alloys under external heat sinks. Metall. Mater. Trans. A 2007, 38, 138–149. [Google Scholar] [CrossRef]
- Liang, G.; Ali, Y.; You, G.; Zhang, M.X. Effect of cooling rate on grain refinement of cast aluminium alloys. Materialia 2018, 3, 113–121. [Google Scholar] [CrossRef]
- Emrani, V.; Zandi, M.; Asadollahzadeh, H. The Inhibitory Effect of Amoxicillin on Aluminum Corrosion in a Gel Electrolyte. Int. J. Electrochem. Sci. 2022, 17, 2. [Google Scholar] [CrossRef]
- Abdellah, M.Y. Essential work of fracture assessment for thin aluminium strips using finite element analysis. Eng. Fract. Mech. 2017, 179, 190–202. [Google Scholar] [CrossRef]
- Cheng, J.; Zhang, Z.; Dong, X.; Song, G.; Liu, L. A novel post-weld composite treatment process for improving the mechanical properties of AA 6061-T6 aluminum alloy welded joints. J. Manuf. Process. 2022, 82, 15–22. [Google Scholar] [CrossRef]
- Gao, J.; Cao, Y.; Lu, L.; Hu, Z.; Wang, K.; Guo, F.; Yan, Y. Study on the interaction between nanosecond laser and 6061 aluminum alloy considering temperature dependence. J. Alloys Compd. 2022, 892, 162044. [Google Scholar] [CrossRef]
- Abdellah, M.Y. Ductile Fracture and S–N Curve Simulation of a 7075-T6 Aluminum Alloy under Static and Constant Low-Cycle Fatigue. J. Fail. Anal. Prev. 2021, 21, 1476–1488. [Google Scholar] [CrossRef]
- Anyalebechi, P.N. Analysis of the effects of alloying elements on hydrogen solubility in liquid aluminum alloys. Scr. Metall. Et Mater. 1995, 33, 1209–1216. [Google Scholar] [CrossRef]
- Kaufman, J.G. Introduction to Aluminum Alloys and Tempers; ASM International: Almere, The Netherlands, 2000. [Google Scholar]
- Middleman, S. An introduction to Mass and Heat Transfer: Principles of Analysis and Design; John Wiley & Sons: Hoboken, NJ, USA, 1997. [Google Scholar]
- Material Properties Data. Available online: https://www.matweb.com/search/datasheet_print.aspx?matguid=e30d1d1038164808a85cf7ba6aa87ef7 (accessed on 12 January 2023).
- Available online: http://www.newmaker.com/product-1000-Hardness-Testing-Instrument-Zwick-ZHU-187,5.html (accessed on 12 January 2023).
- Available online: https://www.matweb.com/search/DataSheet.aspx?MatGUID=3f64b985402445c0a5af911135909344 (accessed on 30 January 2023).
- Kaczmar, J.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- EI-Aini, H.A.; Mohammed, Y.; Hassan, M. Effect of mold types and cooling rate on mechanical properties of Al alloy 6061 within ceramic additives. In Proceedings of the Second International Conference of Energy Engineering, ICEE-2, Aswan, Egypt, 27–29 December 2010. [Google Scholar]
- Gowsalya, L.A.; Afshan, M. Heat transfer studies on solidification of casting process. In Casting Processes and Modelling of Metallic Materials; IntechOpen: London, UK, 2021. [Google Scholar]
- Kastebo, J.; Carlberg, T. Temperature measurements and modeling of heat losses in molten metal distribution systems. In Proceedings of the Light Metals 2004: Technical Sessions Presented by the TMS Aluminum Committee at the 133rd TMS Annual Meeting, Charlotte, NC, USA, 14–18 March 2004. [Google Scholar]
- Infrarde, E.A.Z.Z.U.; Termografije, E. Emissivity of aluminium alloy using infrared thermography technique. Mater. Tehnol. 2018, 52, 323–327. [Google Scholar]
- Kalinin, M.; Kononogov, S. Boltzmann’s constant, the energy meaning of temperature, and thermodynamic irreversibility. Meas. Tech. 2005, 48, 632–636. [Google Scholar] [CrossRef]
- Landsberg, P.T.; De Vos, A. The Stefan-Boltzmann constant in n-dimensional space. J. Phys. A Math. Gen. 1989, 22, 1073. [Google Scholar] [CrossRef]
- ASTM E9-09; Standard Rest Methods of Compression Testing of Metallic Materials at Room Temperature. ASTM International: West Conshohocken, PA, USA, 2000; pp. 98–105.
- Available online: http://www.victorytest.com/products/wdw-100e-computerized-electromechanical-universal-testing-machine-100kn-vts-brand/ (accessed on 12 January 2023).
- ASTM E384-10; Standard Test Method for Knoop and Vickers Hardness of Materials. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM G99-05; Standard test method for wear testing with a pin-on-disk apparatus. ASTM International: West Conshohocken, PA, USA, 2010.
- Bhansali, K.J.; Mehrabian, R. Abrasive wear of aluminum-matrix composites. JOM 1982, 34, 30–34. [Google Scholar] [CrossRef]
- Kumar, N.M.; Kumaran, S.S.; Kumaraswamidhas, L. Aerospace application on Al 2618 with reinforced–Si3N4, AlN and ZrB2 in-situ composites. J. Alloys Compd. 2016, 672, 238–250. [Google Scholar] [CrossRef]
- Santosh, R.N.; Sarojini, J.; Lakshmi, V. Enhancing the Mechanical Properties of Metal Matrix Composite by Reinforcing Aluminium 6063 with Sic & Graphite. Int. J. Eng. Res. Technol. (IJERT) 2018, 6, IJERTCONV6IS16014. [Google Scholar]
- Hassan, M.K.; Redhwi, A.M.; Mohamed, A.F.; Backar, A.H.; Abdellah, M.Y. Investigation of Erosion/Corrosion Behavior of GRP under Harsh Operating Conditions. Polymers 2022, 14, 5388. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.S.; Wang, W.X.; Li, Y.L.; Zhang, P.; Nie, H.H.; Wu, Q.C. The design, microstructure and tensile properties of B4C particulate reinforced 6061Al neutron absorber composites. J. Alloys Compd. 2015, 632, 23–29. [Google Scholar] [CrossRef]
- Kanth, U.R.; Rao, P.; Krishna, M. Mechanical behaviour of fly ash/SiC particles reinforced Al-Zn alloy-based metal matrix composites fabricated by stir casting method. J. Mater. Res. Technol. 2019, 8, 737–744. [Google Scholar] [CrossRef]
- Seah, K.; Sharma, S.; Girish, B. Effect of artificial ageing on the hardness of cast ZA-27/graphite particulate composites. Mater. Des. 1995, 16, 337–341. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Abdellah, M.Y.; Hassan, M.K.; AlMalki, A.A.; Mohamed, A.F.; Backar, A.H. Finite Element Modelling of Wear Behaviors of Composite Laminated Structure. Lubricants 2022, 10, 317. [Google Scholar] [CrossRef]
- Sarina, B.A.; Kai, T.A.; Kvithyld, A.; Thorvald, E.N.; Tangstad, M. Wetting of pure aluminium on graphite, SiC and Al2O3 in aluminium filtration. Trans. Nonferrous Met. Soc. China 2012, 22, 1930–1938. [Google Scholar]
- Allison, J.E.; Cole, G. Metal-matrix composites in the automotive industry: Opportunities and challenges. JoM 1993, 45, 19–24. [Google Scholar] [CrossRef]
- Dhingra, A.K.; Fishman, S. Interfaces in Metal-Matrix Composites. In Proceedings of the Symposium, New Orleans, LA, USA, 4–6 March 1986; Metallurgical Society, Inc.: Warrendale, PA, USA, 1986. [Google Scholar]
- Brown, W.; Eiss, N., Jr.; McAdams, H. Chemical Mechanisms Contributing to Wear of Single-Crystal Sapphire on Steel. J. Am. Ceram. Soc. 1964, 47, 157–162. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
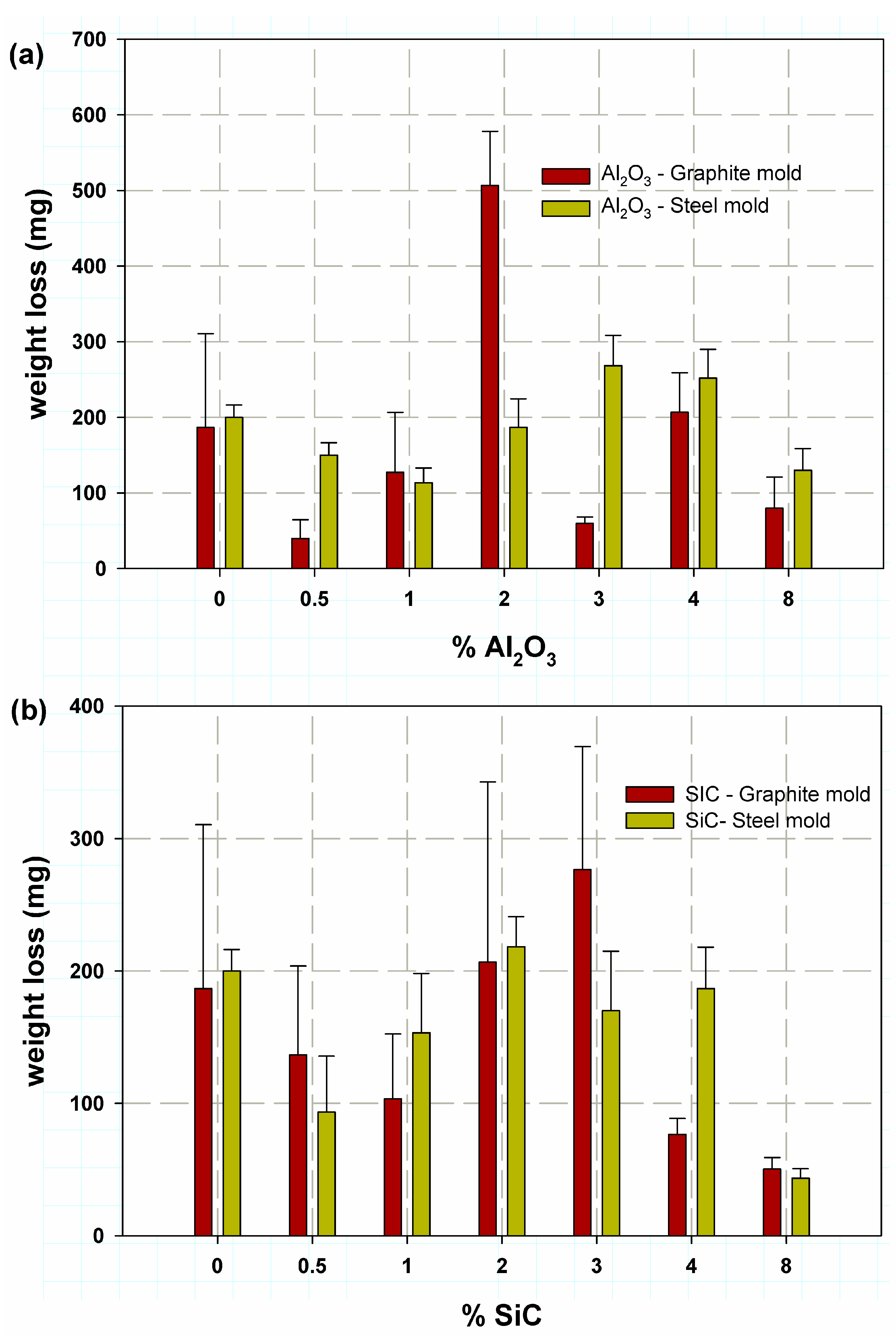
| wt.% Additives | Compressive Strength σ, MPa | % Height Reduction | ||||||
|---|---|---|---|---|---|---|---|---|
| Al2O3 | SDV | % Error | SiC | SDV | % Error | Al2O3 | SiC | |
| Without additives | 504.88 | 9.06 | 5.23 | 504.88 | 5.23 | 5.23 | 39 | 39 |
| 0.5 wt.% | 378.87 | 27.07 | 15.62 | 411.72 | 26.32 | 15.19 | 30.7 | 34.8 |
| 1 wt.% | 530.37 | 1.06 | 0.61 | 545.92 | 3.37 | 1.95 | 47.7 | 39 |
| 2 wt.% | 409.30 | 17.27 | 9.97 | 373.36 | 14.54 | 8.39 | 26.8 | 26.8 |
| 3 wt.% | 387.69 | 18.3 | 10.50 | 353.61 | 0.9 | 0.52 | 29 | 19.7 |
| 4 wt.% | 555.43 | 29.12 | 16.81 | 525.98 | 3.7 | 2.13 | 54.4 | 49.7 |
| 8 wt.% | 491.85 | 26.4 | 15.29 | 519.61 | 12.3 | 7.10 | 41.9 | 43.1 |
| wt.% Additives | Compressive Strength σ, MPa | % Height Reduction | ||||||
|---|---|---|---|---|---|---|---|---|
| Al2O3 | SDV | % Error | SiC | SDV | % Error | Al2O3 | SiC | |
| Without additives | 513.3 | 30.07 | 17.36 | 513.31 | 30.07 | 17.36 | 52.6 | 52.6 |
| 0.5 wt.% | 396.85 | 32.64 | 18.82 | 370.57 | 22.31 | 12.88 | 34.3 | 38.1 |
| 1 wt.% | 513.29 | 5.91 | 3.42 | 519.12 | 25.73 | 14.86 | 46 | 48.6 |
| 2 wt.% | 384.73 | 1.81 | 1.04 | 343.66 | 9.18 | 5.30 | 42 | 30.5 |
| 3 wt.% | 363.29 | 13.56 | 7.80 | 343.50 | 2.58 | 1.49 | 38 | 25.8 |
| 4 wt.% | 574.77 | 19.08 | 11.02 | 539.46 | 16.93 | 9.77 | 50 | 59.8 |
| 8 wt.% | 623.53 | 24.99 | 14.42 | 537.65 | 3.59 | 2.07 | 41 | 34.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdellah, M.Y.; Fadhl, B.M.; Abu El-Ainin, H.M.; Hassan, M.K.; Backar, A.H.; Mohamed, A.F. Experimental Evaluation of Mechanical and Tribological Properties of Segregated Al-Mg-Si Alloy Filled with Alumina and Silicon Carbide through Different Types of Casting Molds. Metals 2023, 13, 316. https://doi.org/10.3390/met13020316
Abdellah MY, Fadhl BM, Abu El-Ainin HM, Hassan MK, Backar AH, Mohamed AF. Experimental Evaluation of Mechanical and Tribological Properties of Segregated Al-Mg-Si Alloy Filled with Alumina and Silicon Carbide through Different Types of Casting Molds. Metals. 2023; 13(2):316. https://doi.org/10.3390/met13020316
Chicago/Turabian StyleAbdellah, Mohammed Y., Bandar M. Fadhl, H. M. Abu El-Ainin, Mohamed K. Hassan, Ahmed H. Backar, and Ahmed F. Mohamed. 2023. "Experimental Evaluation of Mechanical and Tribological Properties of Segregated Al-Mg-Si Alloy Filled with Alumina and Silicon Carbide through Different Types of Casting Molds" Metals 13, no. 2: 316. https://doi.org/10.3390/met13020316
APA StyleAbdellah, M. Y., Fadhl, B. M., Abu El-Ainin, H. M., Hassan, M. K., Backar, A. H., & Mohamed, A. F. (2023). Experimental Evaluation of Mechanical and Tribological Properties of Segregated Al-Mg-Si Alloy Filled with Alumina and Silicon Carbide through Different Types of Casting Molds. Metals, 13(2), 316. https://doi.org/10.3390/met13020316