
Multi-Objective Modified Differential Evolution Methods for the Optimal Parameters of Aluminum Friction Stir Welding Processes of AA6061-T6 and AA5083-H112

 , ,
, ,  and
and
Abstract

1. Introduction
- (1)
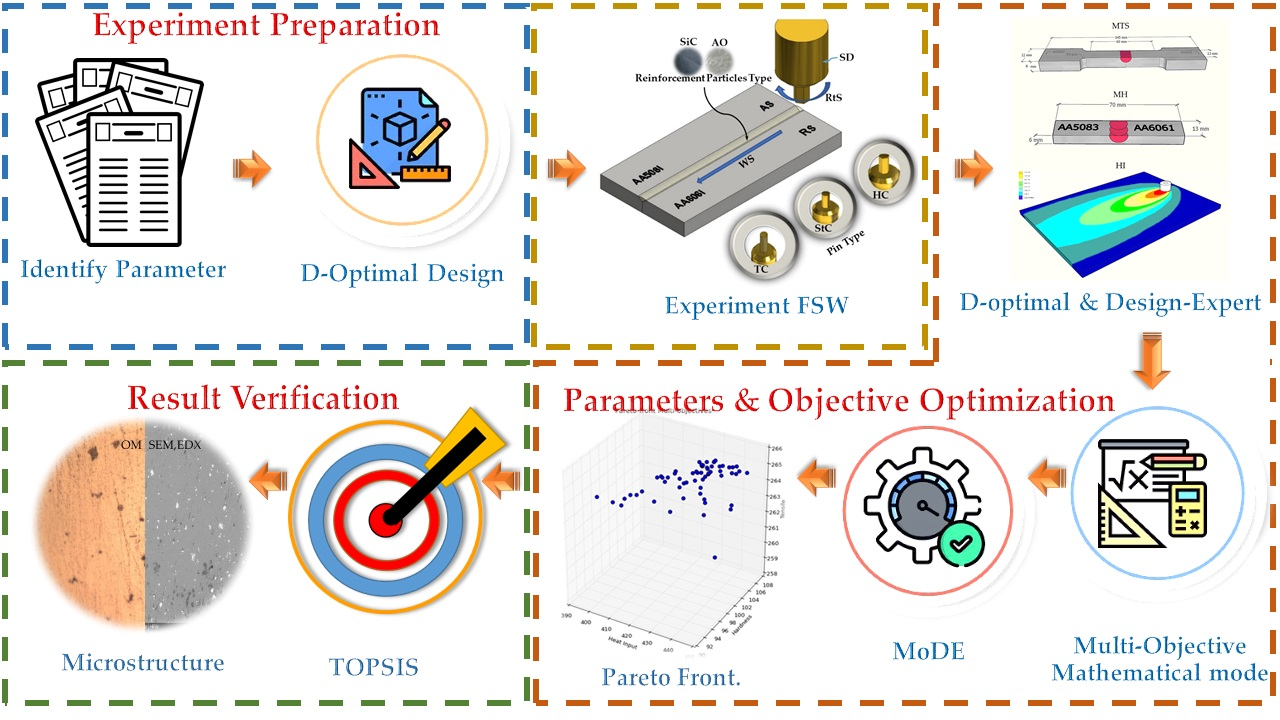
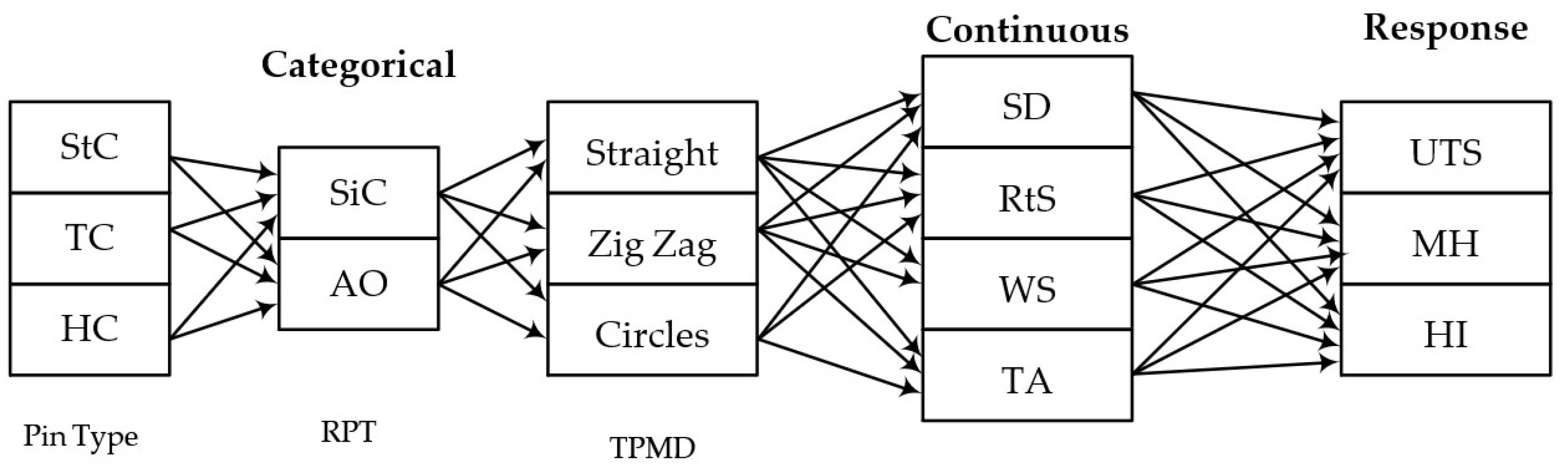
- No research exists that can propose the optimal values for all factors and responses involved. (1) Shoulder diameter (SD), rotation speed (RtS), welding peed (WS), tilt angle (TA), tool pin movement direction (TPMD), reinforcement particles type (RPT), and pin type are the relevant parameters (PT). (2) Ultimate tensile strength (UTS), maximum hardness (MH), and heat input are the desired responses (HI).
- (2)
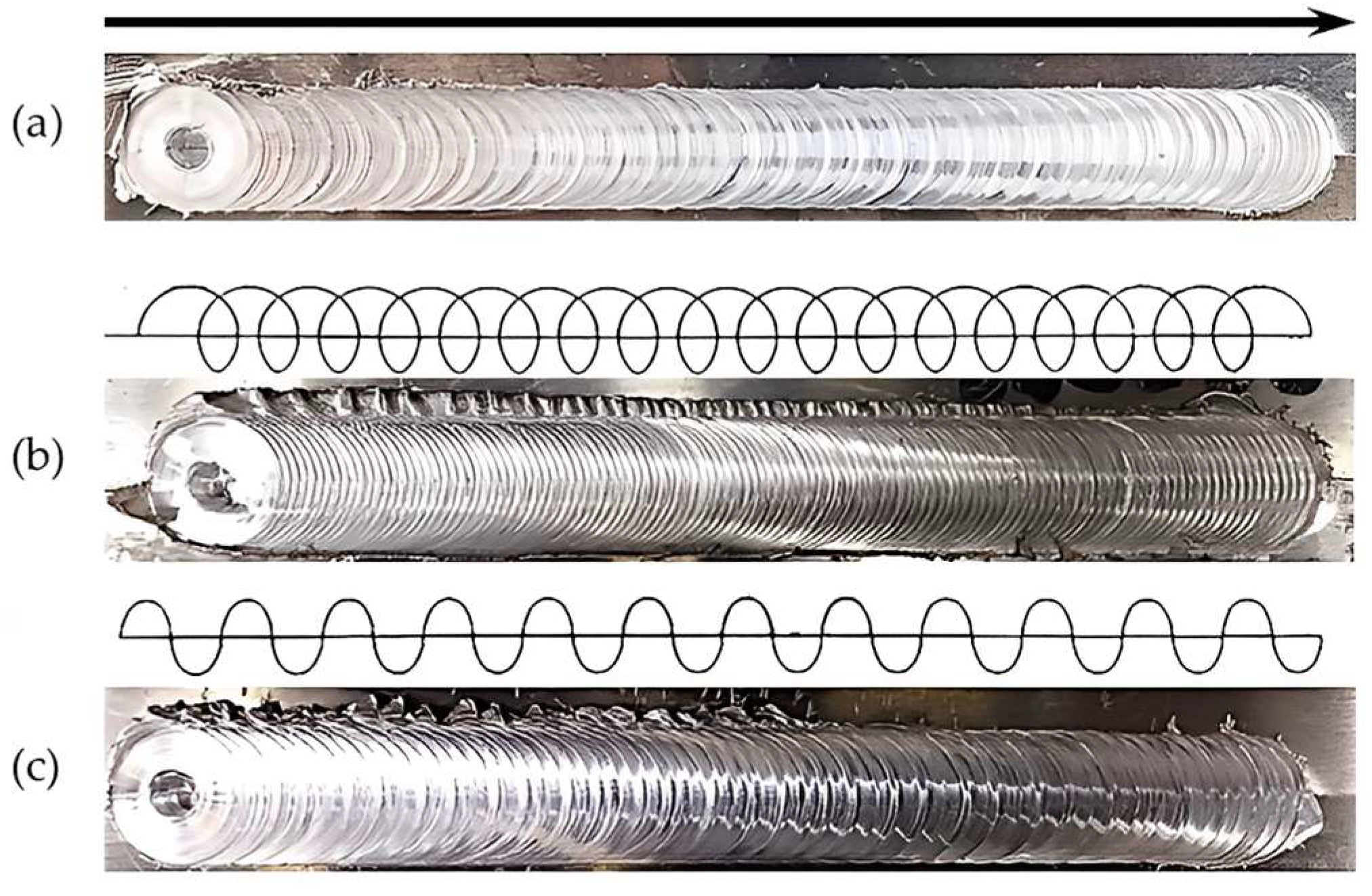
- No research has uncovered the distinction between different tool pin movement directions (TPMDs). Movements such as straight, zigzag, and circle are among the TPMDs suggested by the relevant literature.
- (3)
- No research has compared the use of silicon carbide and aluminum oxide as the FSW’s additive.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Materials | Approaches for Optimization | Continuous | Category | Response | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SD | RtS | WS | TA | Pin Type | RPT | TPMD | UTS (MPa) | McH (HV) | HI (°C) | ||||||||
| StC | T | H | SiC | AO | S | Z | C | ||||||||||
| Suppachai et al. (2021) [24] | SSM-ADC 12 | VaNSAS | - | ✓ | ✓ | ✓ | ✓ | - | ✓ | - | - | ✓ | - | - | ✓ | - | - |
| Suppachai et al. (2021) [23] | SSM-ADC 12 | MOVaNSAS | - | ✓ | ✓ | ✓ | ✓ | - | ✓ | - | - | ✓ | - | - | ✓ | - | - |
| Chennaiah et al. (2021) [13] | AA5083 | - | ✓ | ✓ | ✓ | - | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| W.F. Xu et al. (2021) [14] | AA7085-T7452 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | - | - |
| M. Kianezhad et al. (2019) [26] | AA5083 | - | ✓ | ✓ | ✓ | ✓ | - | ✓ | - | - | ✓ | ✓ | - | - | ✓ | ✓ | - |
| Khan et al. (2018) [45] | AA5083 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| K. Aruna Prabha et al. (2018) [46] | AA5083 | - | ✓ | ✓ | ✓ | - | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Kumar et al. (2018) [47] | AA5083 | - | ✓ | ✓ | ✓ | - | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Jia et al. (2022) [15] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | ✓ | ✓ | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Kumar et al. (2021) [4] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Kumar et al. (2022) [7] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Fuse et al. (2021) [25] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | - | ✓ | - | - | - | - | ✓ | - | - | - | ✓ | - |
| Kumar et al. (2020) [21] | AA5083, AA6082 | DOE, ANOVA | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | - | - |
| Ramesh et al. (2020) [2] | AA5083, AA6061 | Taguchi, ANOVA | ✓ | ✓ | ✓ | - | ✓ | ✓ | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Tayebi et al. (2019) [48] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | - | - | ✓ | - | - | ✓ | ✓ | - |
| Bodaghi et al. (2017) [27] | AA5052 | - | ✓ | ✓ | ✓ | - | - | ✓ | - | ✓ | - | ✓ | - | - | ✓ | ✓ | - |
| Karthikeyan et al. (2015) [28] | Al6351 | Taguchi | ✓ | ✓ | ✓ | - | - | - | - | ✓ | - | ✓ | - | - | ✓ | ✓ | - |
| Rani et al. (2022) [18] | AA5083, AA6061 | - | ✓ | ✓ | ✓ | ✓ | - | ✓ | - | ✓ | - | ✓ | - | - | ✓ | ✓ | - |
| Moradi et al. (2019) [20] | AA2024, AA6061 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | ✓ | - | ✓ | - | - | ✓ | - | - |
| Moradi et al. (2017) [29] | AA6061, AA2024 | - | ✓ | ✓ | ✓ | ✓ | - | - | - | ✓ | - | ✓ | - | - | ✓ | ✓ | - |
| M. Tabasi et al. (2016) [19] | AA7075, AZ31 | - | ✓ | ✓ | ✓ | - | - | - | - | ✓ | - | ✓ | - | - | ✓ | - | - |
| This work | AA5083-AA6061 | D-optimal, DE, MoDE, Pareto front, TOPSIS | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ |
- (1)
- We describe the methods for identifying the optimal FSW responses and parameter set based on a model with multiple objectives (seven parameters and three responses).
- (2)
- The heat input (HI) is introduced for the first time into a multi-objective model to reveal the optimal response of friction stir welding in collaboration with UTS and MH.
- (3)
- This research presents, for the first time, a comparison of the effectiveness of using several types of pin tool movement directions when welding AA6061-T6 and AA5083-H112.
- (4)
- The efficacy comparison of several additive chemicals (SiC and AO) for connecting AA6061-T6 and AA5083-H112 has been provided for the first time.
- (5)
- Initially, the modified version of the differential evolution algorithm (MoDE) was presented to determine the optimal value of the asymmetric FSW.
2. Related Literature
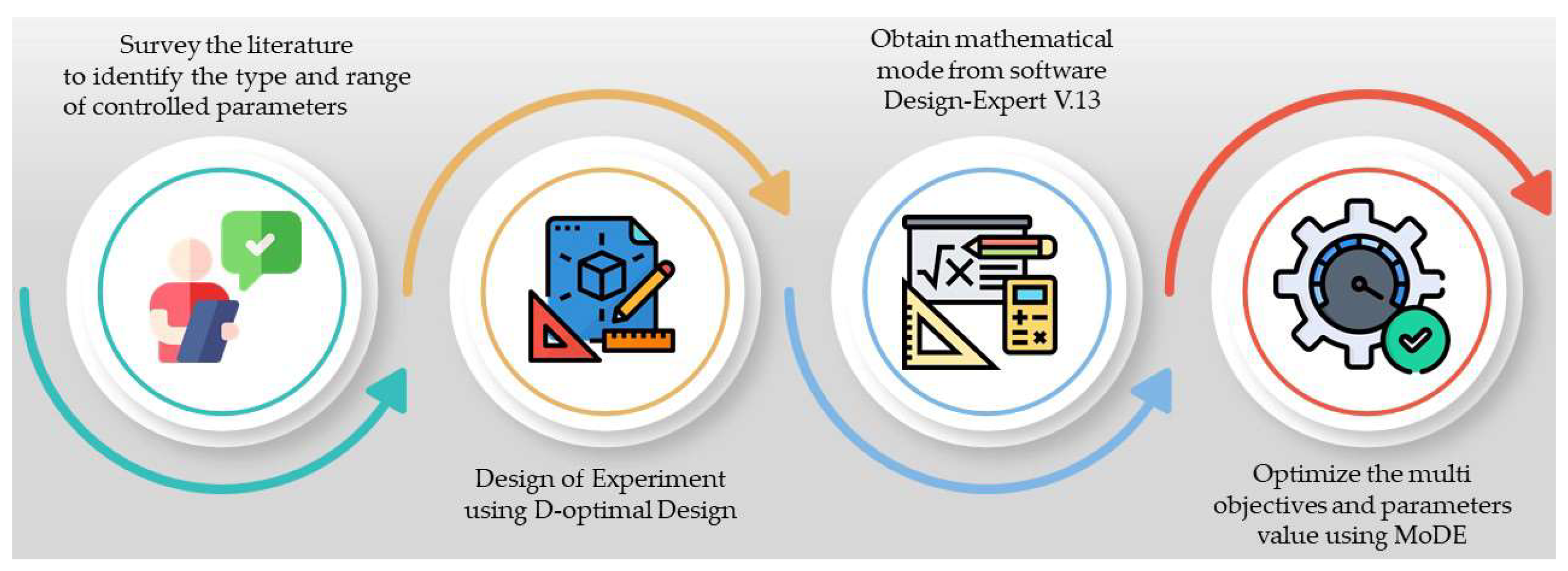
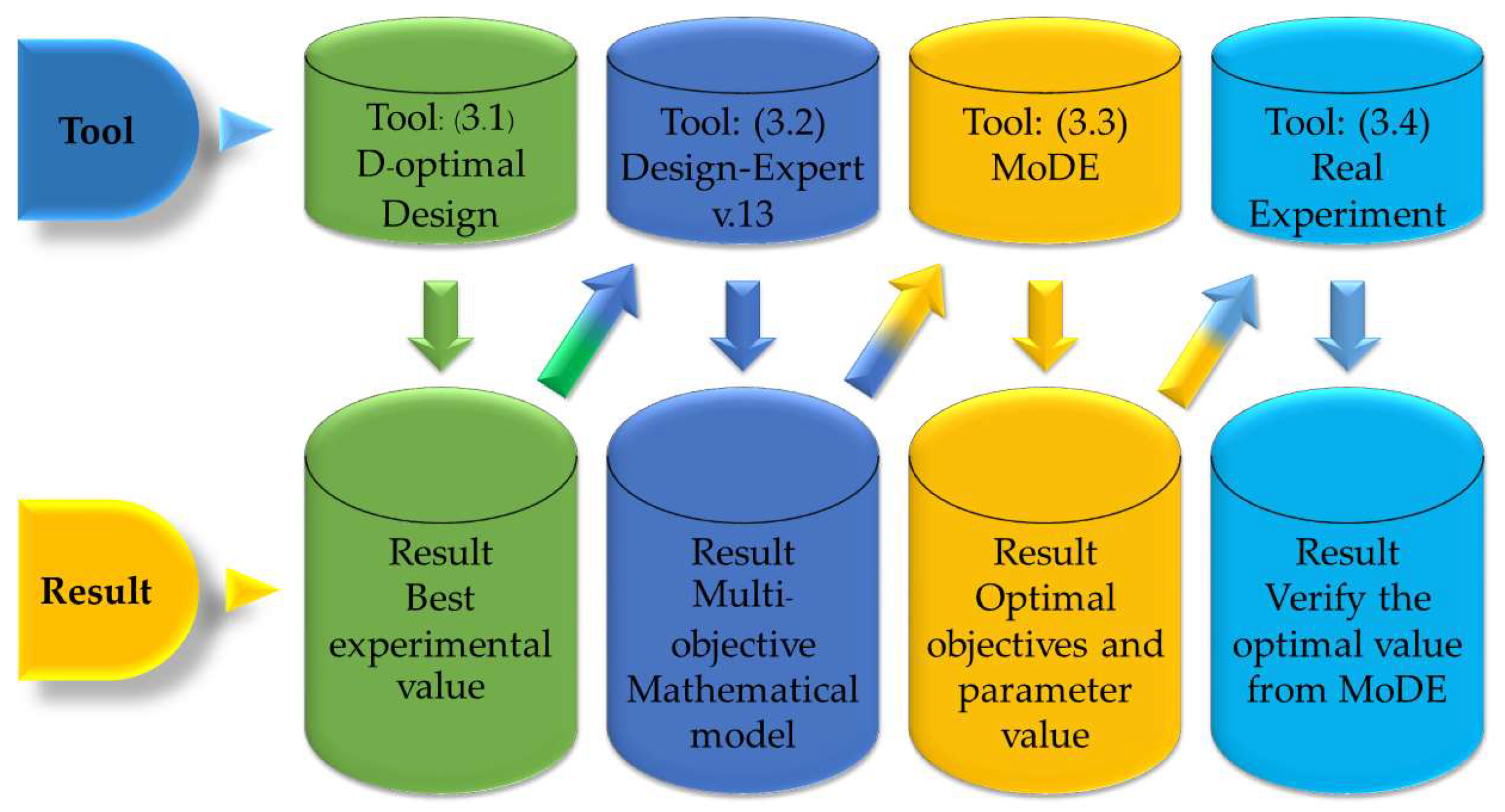
3. Materials and Methods
3.1. Survey Determining the Number of FSW’s Parameters and Levels
3.2. Designing an Experiment Using the D-Optimal Method
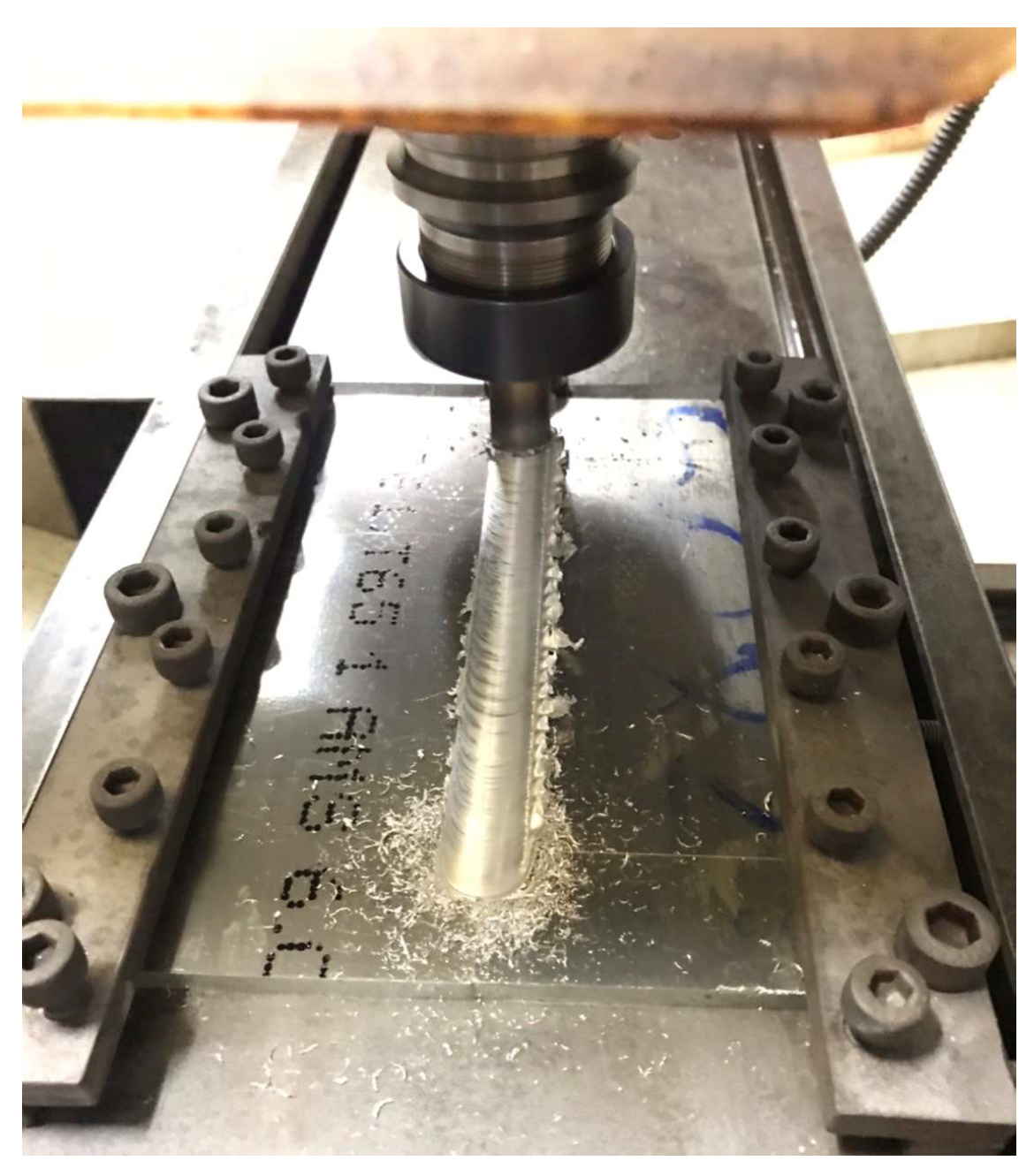
3.3. Performing the Experiment According to the Experimental Design Obtained from Section 3.2
3.4. Using the MoDE Algorithm for Prediction
3.4.1. Creating an Initial Set Number for the Population (NP)
3.4.2. Creating a Set of Mutant Vectors
3.4.3. Operating the Crossover Process
3.4.4. Operating the Selection Process
4. Experimental Framework and Results
4.1. D-Optimal Experimental Design
4.2. Using Design-Expert Software to Form the Multi-Objective Mathematical Model
4.2.1. The Mathematical Model for Ultimate Tensile Strength
4.2.2. The Mathematical Model for Maximum Hardness ()
4.2.3. The Mathematical Model for the Minimum Heat Input of the Welding Process ()
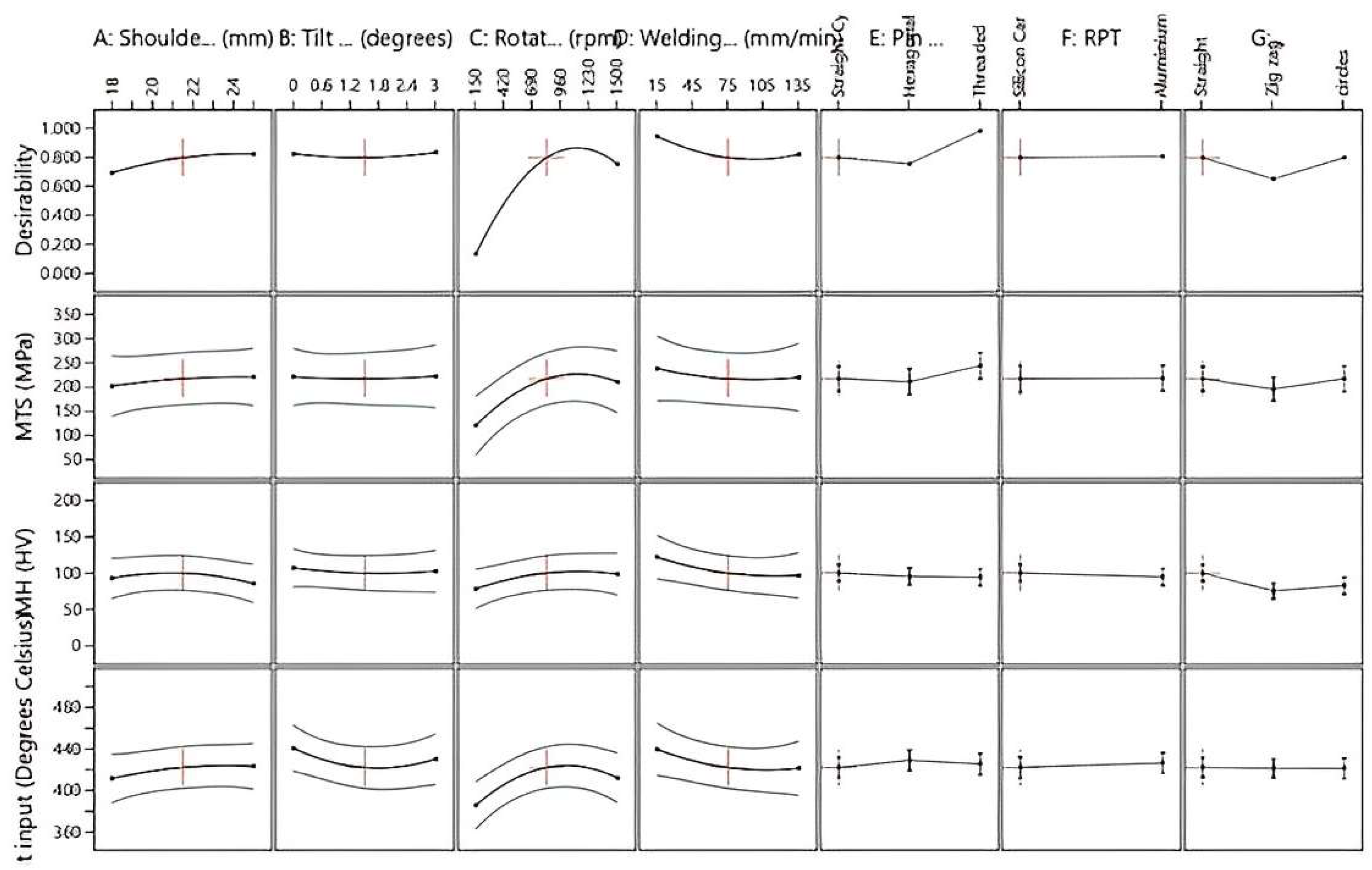
4.3. Modifying the Differential Evolution Method (MoDE) to Optimize the Multi-Objective Model
4.4. Verifying the Result Obtained from Section 3.3 by Performing the Experiment
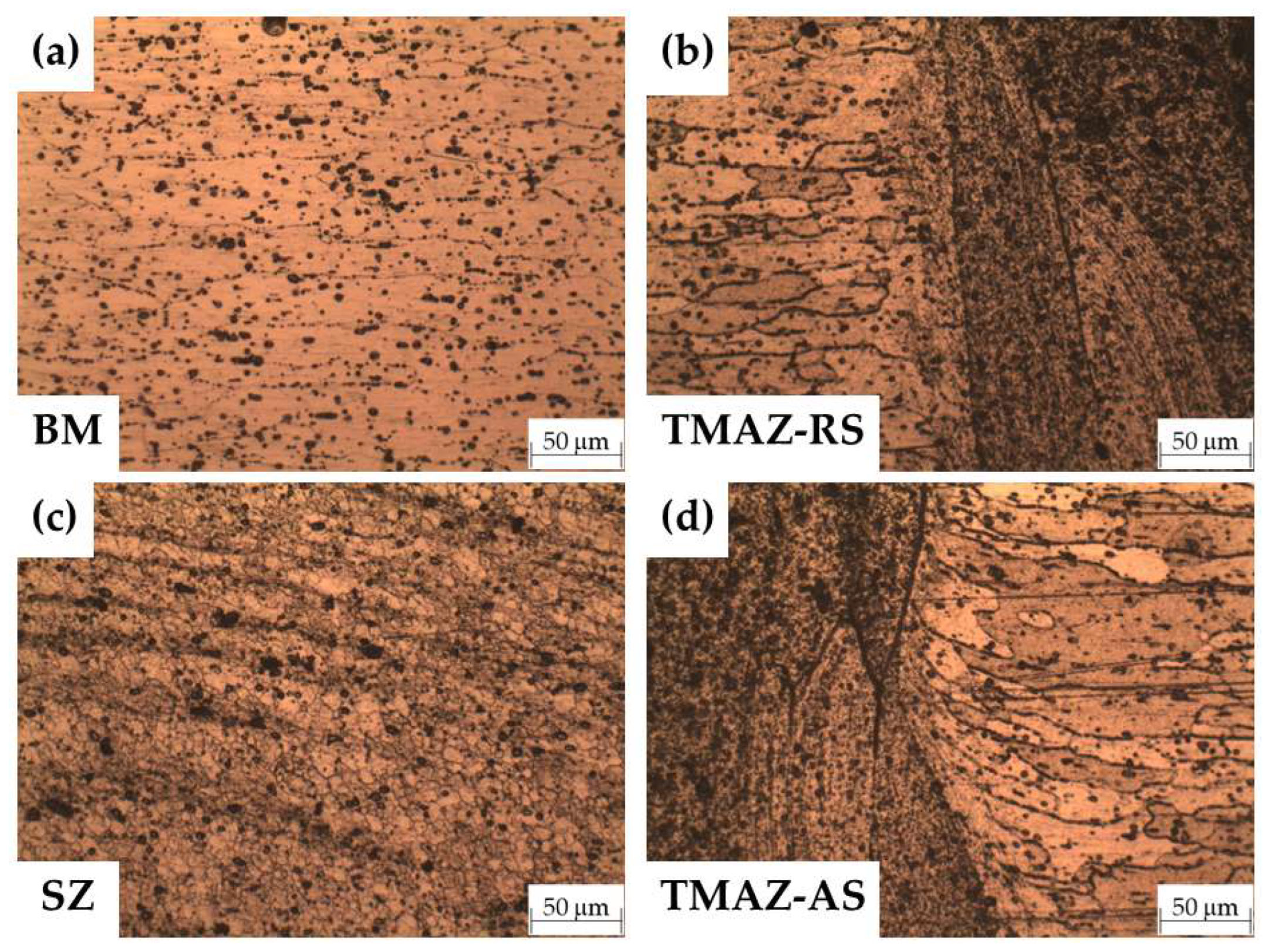
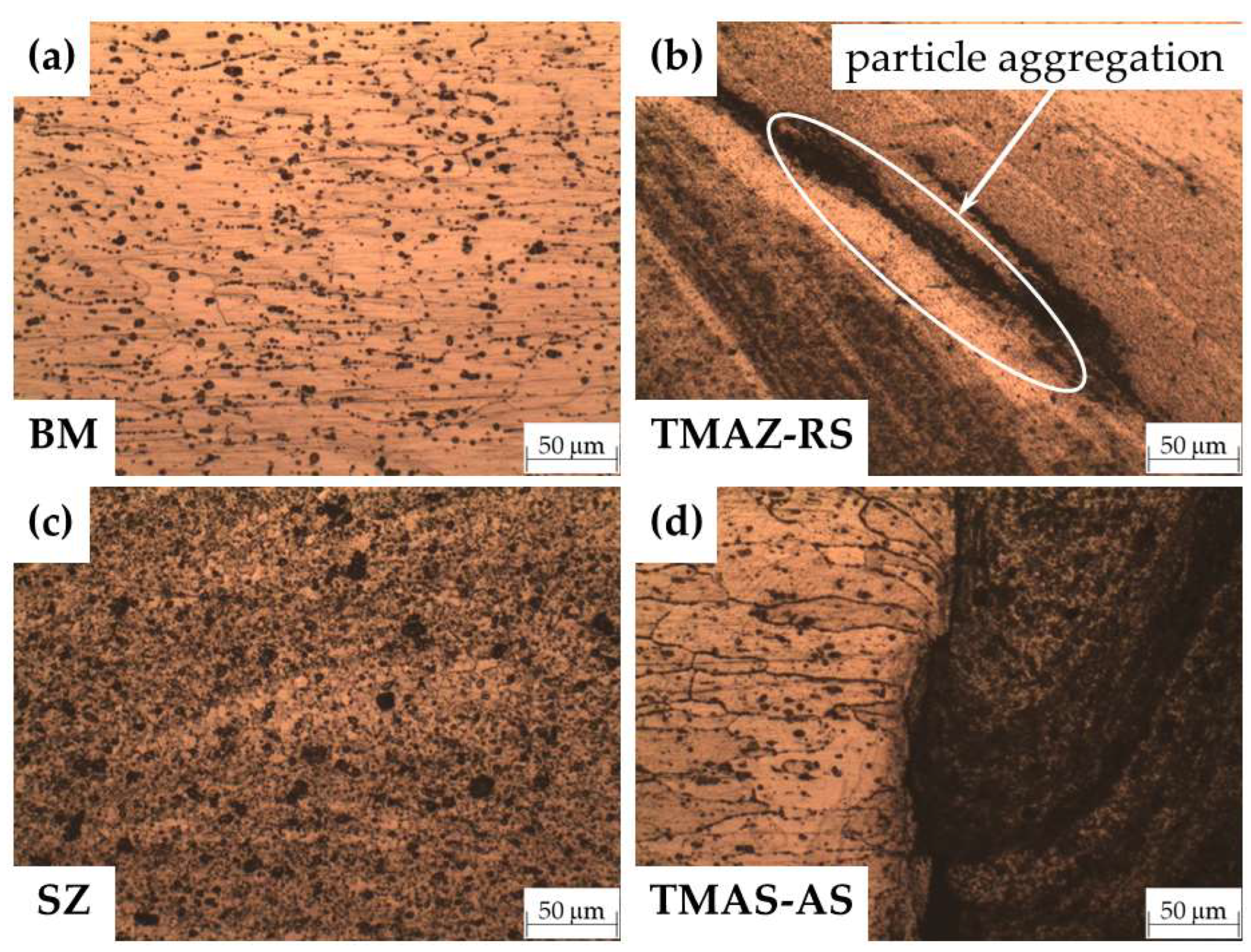
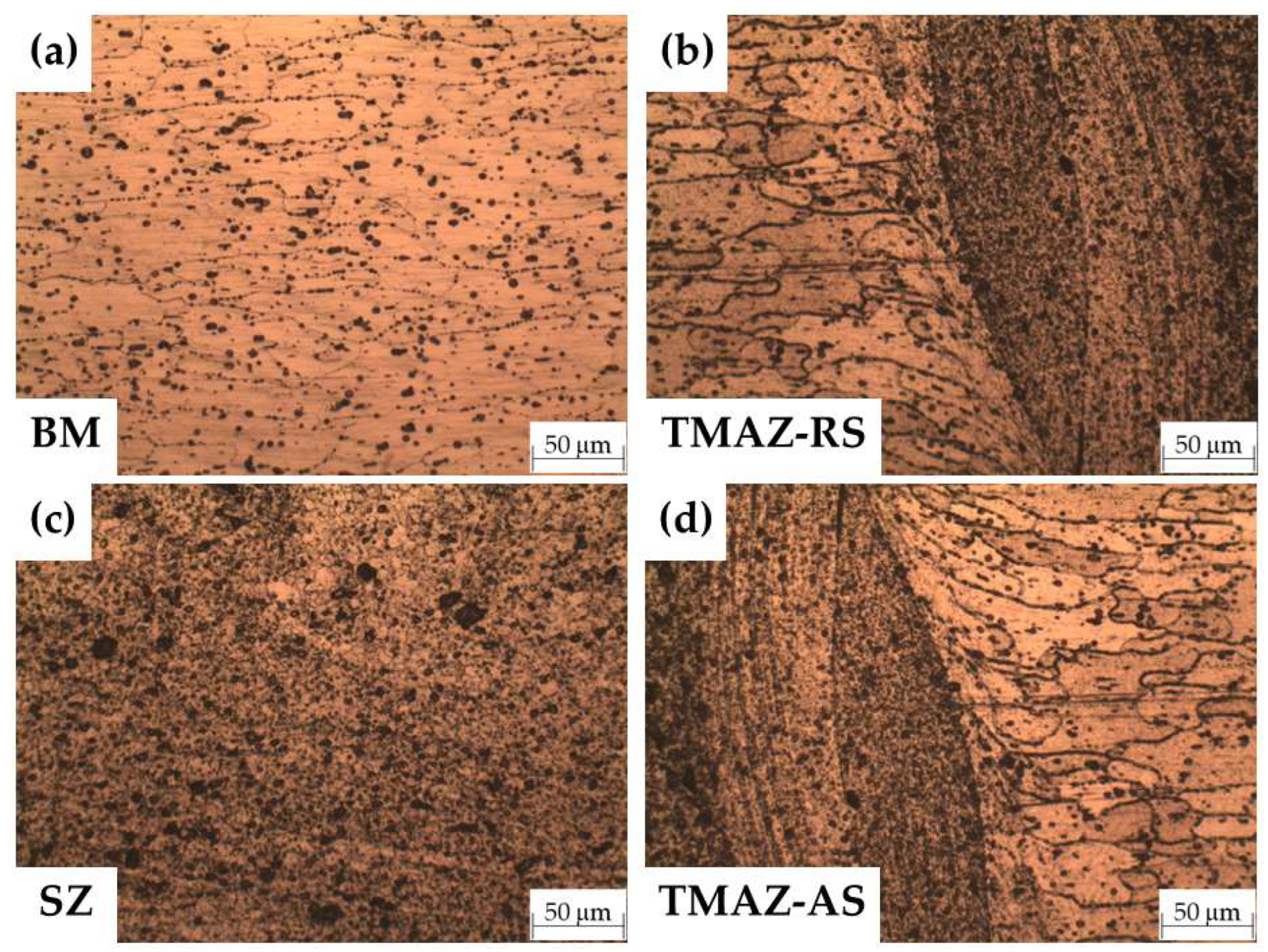
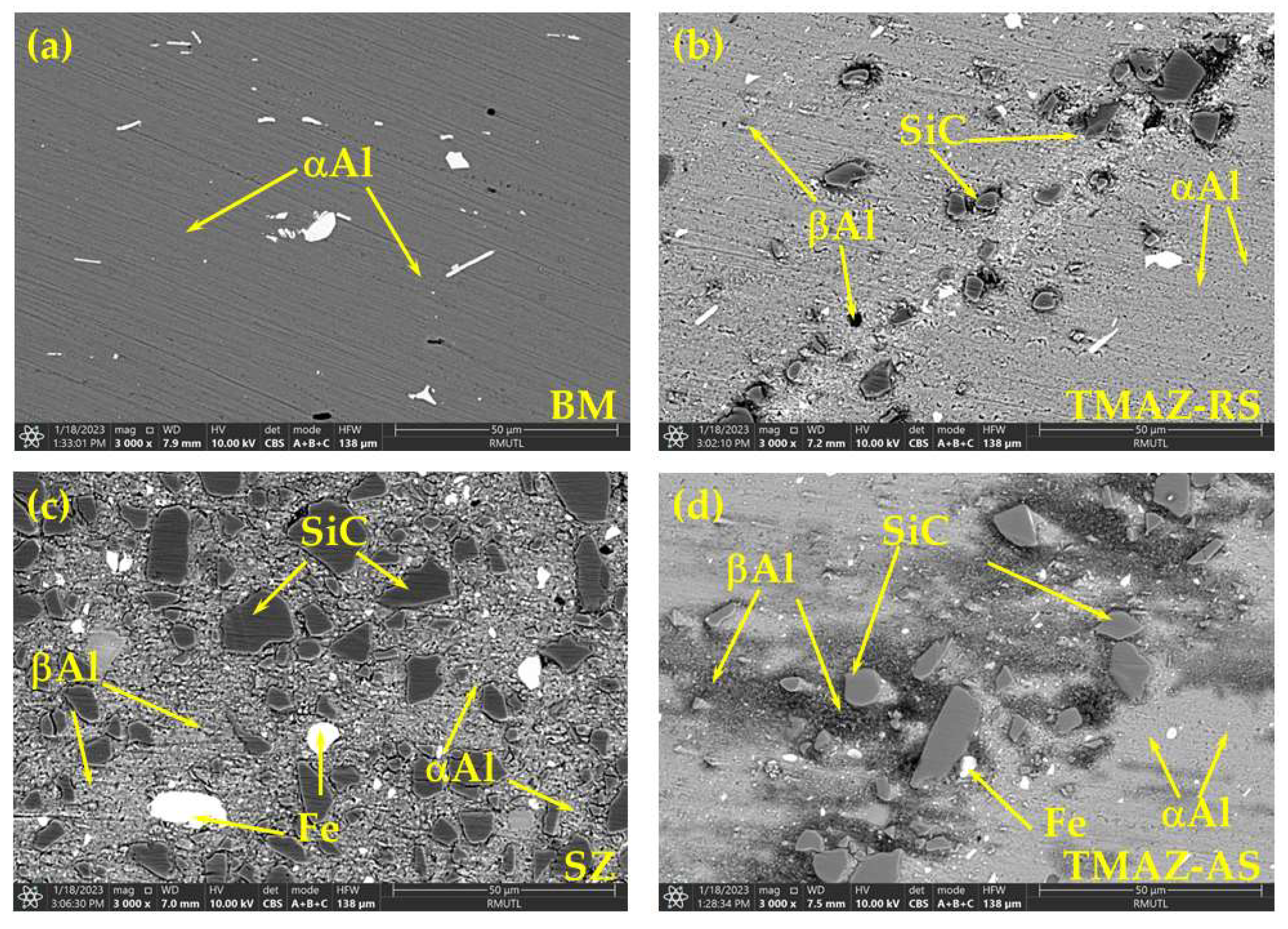
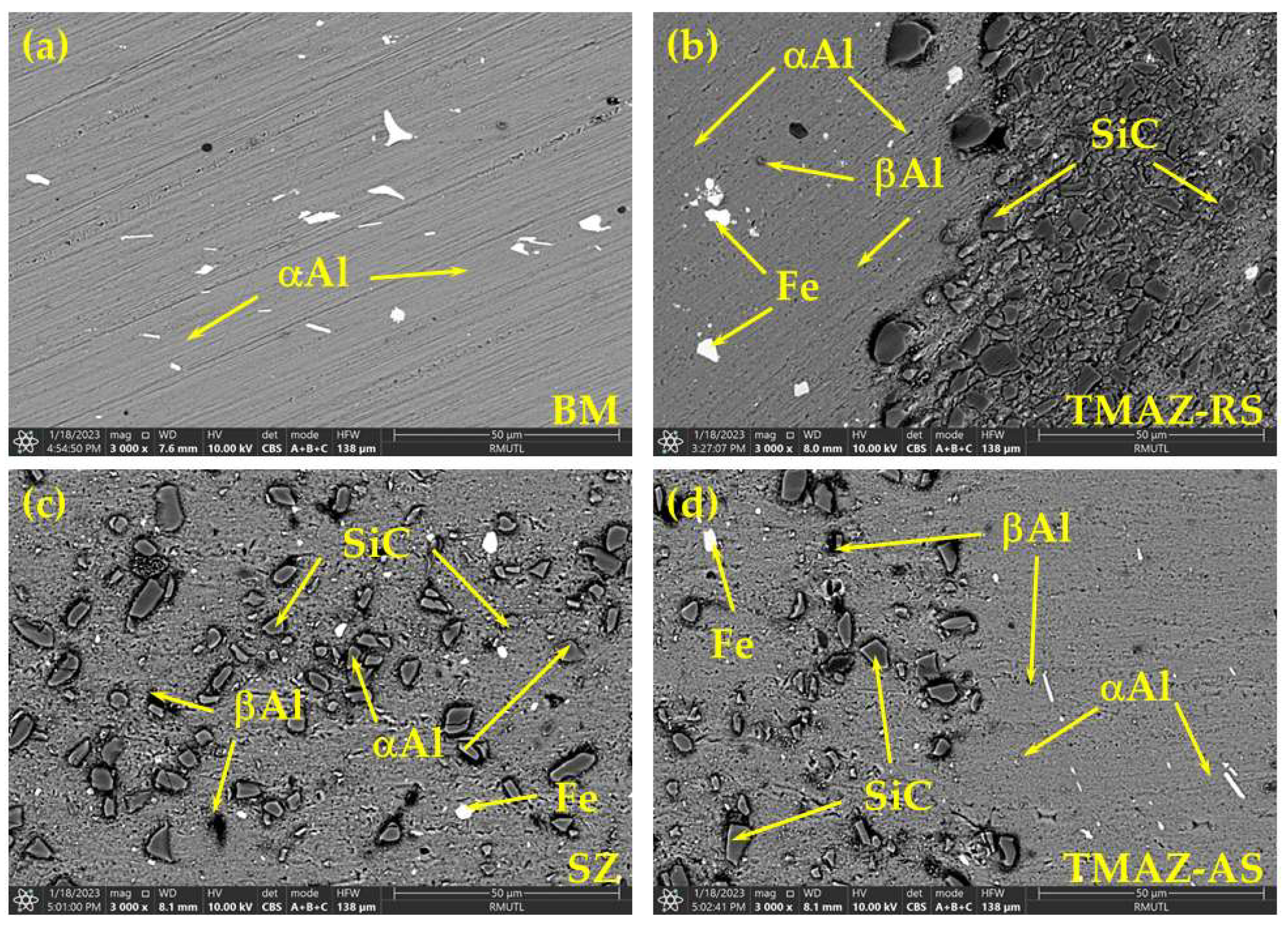
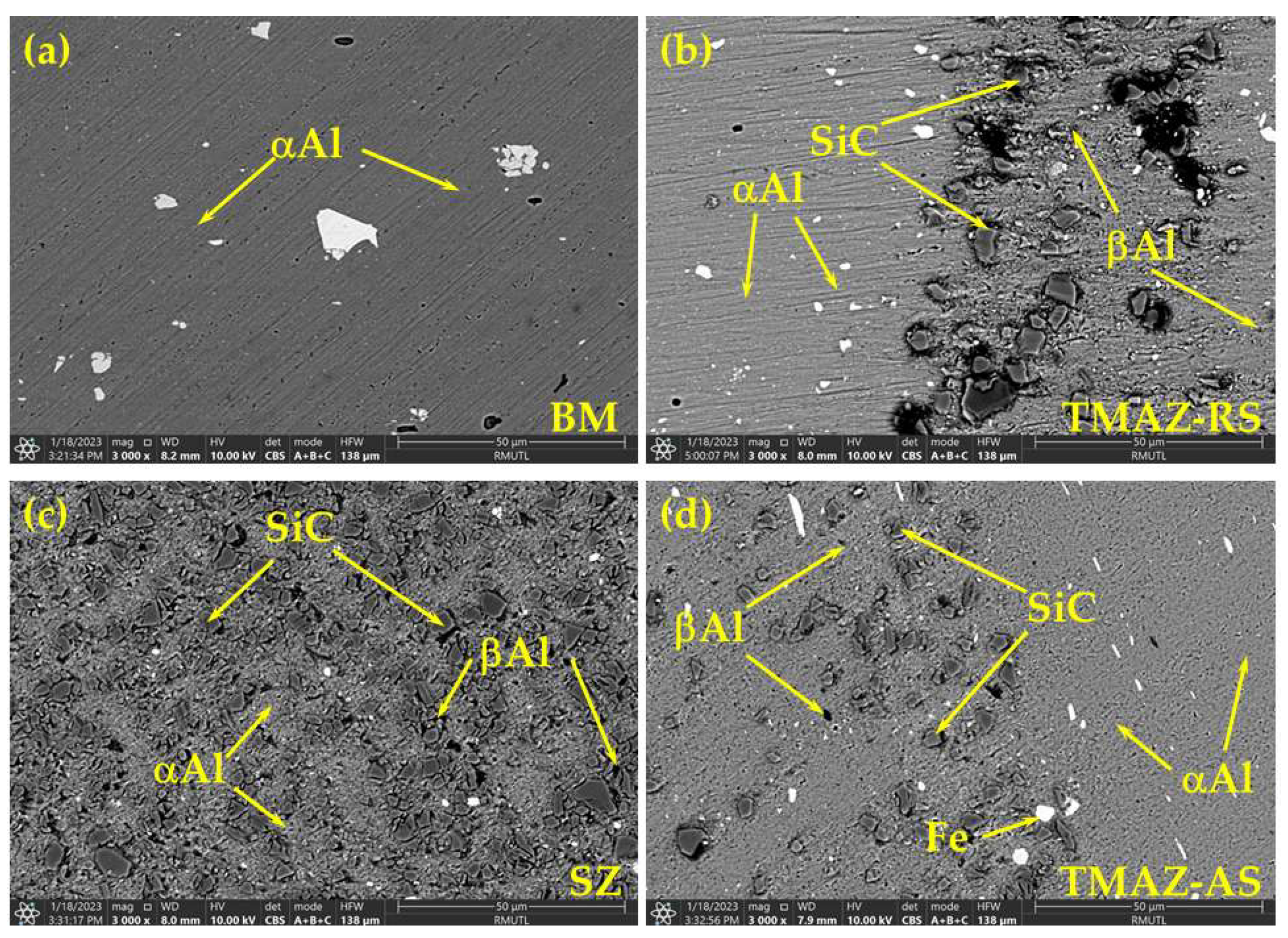
5. Microstructure Analysis
6. Discussion
7. Conclusions
- (1)
- This study reveals, for the first time, the best welding conditions for AA6061 and AA5083. Seven parameters simultaneously subjected to three objectives have been explored.
- (2)
- The modified differential evolution algorithm is the method that has been devised to locate the optimal parameters of the FSW (MoDE). Using Pareto front and TOPSIS, the optimal parameter among several types of comparative approaches has been analyzed. The methods that were compared for MoDE include the initial DE and PSO.
- (3)
- Using MoDE, Pareto front analysis, and TOPIS, the following is the best set of parameters: (1) rotational speed of 1162.81 rpm, (2) welding speed of 52.73 mm/min, (3) shoulder diameter of 21.17 mm, (4) tilt angle of 2.37 degrees, (5) pin-type straight cylindrical, (6) silicon carbide reinforcement particles, and (7) straight tool pin movement direction. The optimal responses (objective) of the asymmetric FSW are as follows. The material has (1) an ultimate tensile strength of 264.68 MPa, (2) a maximum hardness of 105.56 HV, and (3) a maximum heat input of 415.26 °C.
- (4)
- MODE has been implemented and compared to three methods: (1) a genuine experiment utilizing D-optimal design, (2) particle swarm optimization (PSO), and (3) the original DE. The computational results demonstrated that MoDE provides a superior solution to the experiment, PSO, and the original DE by 7.45%, 4.45%, and 3.5%, respectively. The proposed methods provide superior UTS, MH, and HI than other methods by an average of 8.04%, 4.44%, and 2.44%, respectively.
- (5)
- The reliability of the optimal parameters from the theory acquired from different methods has been checked by completing 30 actual experiments for each method. The computational result of the result verification model revealed that PSO, original DE, and MODE produce experimental and theoretical value differences of 5.19%, 3.71%, and 1.49%, respectively. This indicates that MoDE has the highest level of reliability compared to the other approaches.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Verma, S.; Kumar, V. Optimization of friction stir welding parameters of dissimilar aluminium alloys 6061 and 5083 by using response surface methodology. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7009–7020. [Google Scholar] [CrossRef]
- Ramesh, N.; Kumar, V.S. Experimental erosion-corrosion analysis of friction stir welding of AA 5083 and AA 6061 for sub-sea applications. Appl. Ocean Res. 2020, 98, 102121. [Google Scholar] [CrossRef]
- Selamat, N.; Baghdadi, A.; Sajuri, Z.; Junaidi, S.; Kokabi, A. Rolling effect on dissimilar friction stir welded AA5083-AA6061 aluminium alloy joints. J. Adv. Manuf. Technol. 2020, 14, 49–61. [Google Scholar]
- Kumar, K.K.; Kumar, A.; Satyanarayana, M. Enhancing corrosion resistance and mechanical properties of dissimilar friction stir welded 5083-6061 aluminium alloys using external cooling environment. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 2692–2708. [Google Scholar] [CrossRef]
- Saravanakumar, R.; Rajasekaran, T.; Pandey, C. Optimisation of underwater friction stir welding parameters of aluminum alloy AA5083 using RSM and GRA. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 09544089221134446. [Google Scholar] [CrossRef]
- Saravanakumar, R.; Rajasekaran, T.; Pandey, C.; Menaka, M. Mechanical and Microstructural Characteristics of Underwater Friction Stir Welded AA5083 Armor-Grade Aluminum Alloy Joints. J. Mater. Eng. Perform. 2022, 31, 8459–8472. [Google Scholar] [CrossRef]
- Kumar, K.K.; Kumar, A.; Satyanarayana, M. Effect of friction stir welding parameters on the material flow, mechanical properties and corrosion behavior of dissimilar AA5083-AA6061 joints. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 2901–2917. [Google Scholar] [CrossRef]
- Chen, S.; Zhang, H.; Jiang, X.; Yuan, T.; Han, Y.; Li, X. Mechanical properties of electric assisted friction stir welded 2219 aluminum alloy. J. Manuf. Process. 2019, 44, 197–206. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Elatharasan, G.; Manikandan, R.; Karthikeyan, G. Multi-response optimization of process parameters in friction stir welding of dissimilar aluminum alloys by Grey relation analysis (AA 6061-T6 & AA5083-H111). Mater. Today Proc. 2021, 37, 1172–1182. [Google Scholar] [CrossRef]
- Rao, D.; Huber, K.; Heerens, J.; dos Santos, J.; Huber, N. Asymmetric mechanical properties and tensile behaviour prediction of aluminium alloy 5083 friction stir welding joints. Mater. Sci. Eng. A 2013, 565, 44–50. [Google Scholar] [CrossRef]
- Ji, H.; Deng, Y.; Xu, H.; Lin, S.; Wang, W.; Dong, H. The mechanism of rotational and non-rotational shoulder affecting the microstructure and mechanical properties of Al-Mg-Si alloy friction stir welded joint. Mater. Des. 2020, 192, 108729. [Google Scholar] [CrossRef]
- Chennaiah, M.B.; Kumar, K.R.; Sridhar, V. Influence of tool profiles on similar Al-5083 alloys using friction stir welding. Mater. Today Proc. 2021, 46, 8032–8037. [Google Scholar] [CrossRef]
- Xu, W.; Lu, H.; Li, X.; Wang, M.; Ma, J.; Luo, Y. Microstructure evolution and stress corrosion cracking sensitivity of friction stir welded high strength AA7085 joint. Mater. Des. 2021, 212, 110297. [Google Scholar] [CrossRef]
- Jia, H.; Wu, K.; Sun, Y.; Hu, F.; Chen, G. Evaluation of axial force, tool torque and weld quality of friction stir welded dissimilar 6061/5083 aluminum alloys. CIRP J. Manuf. Sci. Technol. 2022, 37, 267–277. [Google Scholar] [CrossRef]
- Sidhom, A.A.; Naga, S.A.; Kamal, A. Friction stir spot welding of similar and dissimilar high density polyethylene and polypropylene sheets. Adv. Ind. Manuf. Eng. 2022, 4, 100076. [Google Scholar] [CrossRef]
- MirHashemi, S.; Amadeh, A.; Khodabakhshi, F. Effects of SiC nanoparticles on the dissimilar friction stir weldability of low-density polyethylene (LDPE) and AA7075 aluminum alloy. J. Mater. Res. Technol. 2021, 13, 449–462. [Google Scholar] [CrossRef]
- Rani, P.; Mishra, R. Influence of Reinforcement with Multi-Pass FSW on the Mechanical and Microstructural Behavior of Dissimilar Weld Joint of AA5083 and AA6061. Silicon 2022, 14, 11219–11233. [Google Scholar] [CrossRef]
- Tabasi, M.; Farahani, M.; Givi, M.K.B.; Farzami, M.R.; Moharami, A. Dissimilar friction stir welding of 7075 aluminum alloy to AZ31 magnesium alloy using SiC nanoparticles. Int. J. Adv. Manuf. Technol. 2016, 86, 705–715. [Google Scholar] [CrossRef]
- Moradi, M.M.; Aval, H.J.; Jamaati, R.; Amirkhanlou, S.; Ji, S. Effect of SiC nanoparticles on the microstructure and texture of friction stir welded AA2024/AA6061. Mater. Charact. 2019, 152, 169–179. [Google Scholar] [CrossRef]
- Kumar, H.A.; Ramana, V.V. Influence of tool parameters on the tensile properties of friction stir welded aluminium 5083 and 6082 alloys. Mater. Today Proc. 2020, 27, 951–957. [Google Scholar] [CrossRef]
- Padhy, G.; Wu, C.; Gao, S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Chainarong, S.; Pitakaso, R.; Sirirak, W.; Srichok, T.; Khonjun, S.; Sethanan, K.; Sangthean, T. Multi-Objective Variable Neighborhood Strategy Adaptive Search for Tuning Optimal Parameters of SSM-ADC12 Aluminum Friction Stir Welding. J. Manuf. Mater. Process. 2021, 5, 123. [Google Scholar] [CrossRef]
- Chainarong, S.; Srichok, T.; Pitakaso, R.; Sirirak, W.; Khonjun, S.; Akararungruangku, R. Variable Neighborhood Strategy Adaptive Search for Optimal Parameters of SSM-ADC 12 Aluminum Friction Stir Welding. Processes 2021, 9, 1805. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V.; Patel, V.; Andersson, J. Dual sided composite formation in Al 6061/B4C using novel bobbin tool friction stir processing. J. Mater. Res. Technol. 2021, 13, 1709–1721. [Google Scholar] [CrossRef]
- Kianezhad, M.; Raouf, A.H. Effect of nano-Al2O3 particles and friction stir processing on 5083 TIG welding properties. J. Mater. Process. Technol. 2019, 263, 356–365. [Google Scholar] [CrossRef]
- Bodaghi, M.; Dehghani, K. Friction stir welding of AA5052: The effects of SiC nano-particles addition. Int. J. Adv. Manuf. Technol. 2017, 88, 2651–2660. [Google Scholar] [CrossRef]
- Karthikeyan, P.; Mahadevan, K. Investigation on the effects of SiC particle addition in the weld zone during friction stir welding of Al 6351 alloy. Int. J. Adv. Manuf. Technol. 2015, 80, 1919–1926. [Google Scholar] [CrossRef]
- Moradi, M.M.; Aval, H.J.; Jamaati, R. Effect of pre and post welding heat treatment in SiC-fortified dissimilar AA6061-AA2024 FSW butt joint. J. Manuf. Process. 2017, 30, 97–105. [Google Scholar] [CrossRef]
- Zhang, H.; Luo, S.; Xu, W. Influence of Welding Speed on Zigzag Line Feature and Tensile Property of a Friction-Stir-Welded Al-Zn-Mg Aluminum Alloy. J. Mater. Eng. Perform. 2019, 28, 1790–1800. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Santecchia, E.; Paoletti, C.; Spigarelli, S.; Simoncini, M. New Approaches to Friction Stir Welding of Aluminum Light-Alloys. Metals 2020, 10, 233. [Google Scholar] [CrossRef]
- Sharma, N.; Khan, Z.A.; Siddiquee, A.N.; Wahid, M.A. Multi-response optimization of friction stir welding process parameters for dissimilar joining of Al6101 to pure copper using standard deviation based TOPSIS method. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 6473–6482. [Google Scholar] [CrossRef]
- Wakchaure, K.; Thakur, A.; Gadakh, V.; Kumar, A. Multi-Objective Optimization of Friction Stir Welding of Aluminium Alloy 6082-T6 Using hybrid Taguchi-Grey Relation Analysis- ANN Method. Mater. Today Proc. 2018, 5, 7150–7159. [Google Scholar] [CrossRef]
- Kamal Babu, K.; Panneerselvam, K.; Sathiya, P.; Noorul Haq, A.; Sundarrajan, S.; Mastanaiah, P.; Srinivasa Murthy, C. Parameter optimization of friction stir welding of cryorolled AA2219 alloy using artificial neural network modeling with genetic algorithm. Int. J. Adv. Manuf. Technol. 2018, 94, 3117–3129. [Google Scholar] [CrossRef]
- Tamjidy, M.; Baharudin, B.T.H.T.; Paslar, S.; Matori, K.A.; Sulaiman, S.; Fadaeifard, F. Multi-Objective Optimization of Friction Stir Welding Process Parameters of AA6061-T6 and AA7075-T6 Using a Biogeography Based Optimization Algorithm. Materials 2017, 10, 533. [Google Scholar] [CrossRef] [PubMed]
- Gupta, S.K.; Pandey, K.; Kumar, R. Multi-objective optimization of friction stir welding process parameters for joining of dissimilar AA5083/AA6063 aluminum alloys using hybrid approach. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 343–353. [Google Scholar] [CrossRef]
- Kesharwani, R.; Panda, S.; Pal, S. Multi Objective Optimization of Friction Stir Welding Parameters for Joining of Two Dissimilar Thin Aluminum Sheets. Procedia Mater. Sci. 2014, 6, 178–187. [Google Scholar] [CrossRef]
- Senthil, S.M.; Parameshwaran, R.; Nathan, S.R.; Kumar, M.B.; Deepandurai, K. A multi-objective optimization of the friction stir welding process using RSM-based-desirability function approach for joining aluminum alloy 6063-T6 pipes. Struct. Multidiscip. Optim. 2020, 62, 1117–1133. [Google Scholar] [CrossRef]
- Goyal, A.; Garg, R.K. Parametric optimization of friction stir welding process for marine grade aluminum alloy. Int. J. Struct. Integr. 2019, 10, 162–175. [Google Scholar] [CrossRef]
- Roshan, S.B.; Jooibari, M.B.; Teimouri, R.; Asgharzadeh-Ahmadi, G.; Falahati-Naghibi, M.; Sohrabpoor, H. Optimization of friction stir welding process of AA7075 aluminum alloy to achieve desirable mechanical properties using ANFIS models and simulated annealing algorithm. Int. J. Adv. Manuf. Technol. 2013, 69, 1803–1818. [Google Scholar] [CrossRef]
- Srichok, T.; Pitakaso, R.; Sethanan, K.; Sirirak, W.; Kwangmuang, P. Combined response surface method and modified differential evolution for parameter optimization of friction stir welding. Processes 2020, 8, 1080. [Google Scholar] [CrossRef]
- Chokanat, P.; Pitakaso, R.; Sethanan, K. Methodology to Solve a Special Case of the Vehicle Routing Problem: A Case Study in the Raw Milk Transportation System. AgriEngineering 2019, 1, 75–93. [Google Scholar] [CrossRef]
- Pijitbanjong, P.; Akararungruangkul, R.; Pitakaso, R.; Sethanan, K. Improved differential evolution algorithms for solving multi-stage crop planning model in southern region of Thailand. Songklanakarin J. Sci. Technol. 2019, 41, 1116–1123. [Google Scholar]
- Maniscalco, J.; Elmustafa, A.A.; Bhukya, S.; Wu, Z. Numerical Simulation of the Donor-Assisted Stir Material for Friction Stir Welding of Aluminum Alloys and Carbon Steel. Metals 2023, 13, 164. [Google Scholar] [CrossRef]
- Khan, M.; Rehman, A.; Aziz, T.; Shahzad, M.; Naveed, K.; Subhani, T. Effect of inter-cavity spacing in friction stir processed Al 5083 composites containing carbon nanotubes and boron carbide particles. J. Mater. Process. Technol. 2018, 253, 72–85. [Google Scholar] [CrossRef]
- Prabha, K.A.; Putha, P.K.; Prasad, B.S. Effect of Tool Rotational Speed on Mechanical Properties of Aluminium Alloy 5083 Weldments in Friction Stir Welding. Mater. Today Proc. 2018, 5, 18535–18543. [Google Scholar] [CrossRef]
- Kumar, P.S.; Devaraju, A. Influence of Tool Rotational speed and Pin Profile on Mechanical and Microstructural Characterization of Friction Stir Welded 5083 Aluminium Alloy. Mater. Today Proc. 2018, 5, 3518–3523. [Google Scholar] [CrossRef]
- Tayebi, P.; Fazli, A.; Asadi, P.; Soltanpour, M. Formability analysis of dissimilar friction stir welded AA 6061 and AA 5083 blanks by SPIF process. CIRP J. Manuf. Sci. Technol. 2019, 25, 50–68. [Google Scholar] [CrossRef]
- Ma, X.; Xu, S.; Wang, F.; Zhao, Y.; Meng, X.; Xie, Y.; Wan, L.; Huang, Y. Effect of Temperature and Material Flow Gradients on Mechanical Performances of Friction Stir Welded AA6082-T6 Joints. Materials 2022, 15, 6579. [Google Scholar] [CrossRef]
- Rodriguez, R.; Jordon, J.; Allison, P.; Rushing, T.; Garcia, L. Microstructure and mechanical properties of dissimilar friction stir welding of 6061-to-7050 aluminum alloys. Mater. Des. 2015, 83, 60–65. [Google Scholar] [CrossRef]
- Azeez, S.; Mashinini, M.; Akinlabi, E. Sustainability of friction stir welded AA6082 plates through post-weld solution heat treatment. Procedia Manuf. 2019, 33, 27–34. [Google Scholar] [CrossRef]
- Kalinenko, A.; Vysotskii, I.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Relationship between welding conditions, abnormal grain growth and mechanical performance in friction-stir welded 6061-T6 aluminum alloy. Mater. Sci. Eng. A 2021, 817, 141409. [Google Scholar] [CrossRef]
- Fu, H.; Chai, Z.; Han, S.; Liu, D.; Chang, Y.; Chen, Y.; Li, Y.; Zhang, J.; Xu, Y.; Zhang, K.; et al. Effect of post-weld heat treatment on a friction stir welded joint between 9Cr-ODS and CLF-1 steels. Mater. Charact. 2022, 187, 111868. [Google Scholar] [CrossRef]
- Mohamed, J.U.; Palaniappan, P.K.; Maran, P. Influence of post weld heat treatment on the tensile and microhardness characteristics of friction stir welded joints of AA6082/ZrO2/B4C composites. Mater. Today Proc. 2022, 56, 902–909. [Google Scholar] [CrossRef]
- Sathish, T.; Kaladgi, A.R.R.; Mohanavel, V.; Arul, K.; Afzal, A.; Aabid, A.; Baig, M.; Saleh, B. Experimental Investigation of the Friction Stir Weldability of AA8006 with Zirconia Particle Reinforcement and Optimized Process Parameters. Materials 2021, 14, 2782. [Google Scholar] [CrossRef]
- Ali, K.S.A.; Mohanavel, V.; Vendan, S.A.; Ravichandran, M.; Yadav, A.; Gucwa, M.; Winczek, J. Mechanical and microstructural characterization of friction stir welded SiC and B4C reinforced aluminium alloy AA6061 metal matrix composites. Materials 2021, 14, 3110. [Google Scholar] [CrossRef]
- Sadeghi, B.; Sadeghian, B.; Taherizadeh, A.; Laska, A.; Cavaliere, P.; Gopinathan, A. Effect of Porosity on the Thermo-Mechanical Behavior of Friction-Stir-Welded Spark-Plasma-Sintered Aluminum Matrix Composites with Bimodal Micro-and Nano-Sized Reinforcing Al2O3 Particles. Metals 2022, 12, 1660. [Google Scholar] [CrossRef]
- Zubcak, M.; Soltes, J.; Zimina, M.; Weinberger, T.; Enzinger, N. Investigation of Al-B4C Metal Matrix Composites Produced by Friction Stir Additive Processing. Metals 2021, 11, 2020. [Google Scholar] [CrossRef]
- Tan, Z.; Li, J.; Zhang, Z. Experimental and numerical studies on fabrication of nanoparticle reinforced aluminum matrix composites by friction stir additive manufacturing. J. Mater. Res. Technol. 2021, 12, 1898–1912. [Google Scholar] [CrossRef]
- Señorís-Puentes, S.; Serrano, R.F.; González-Doncel, G.; Hattel, J.H.; Mishin, O.V. Microstructure and Mechanical Properties of Friction Stir Welded AA6061/AA6061 + 40 vol% SiC Plates. Metals 2021, 11, 206. [Google Scholar] [CrossRef]
- Chaudhary, N.; Singh, S.; Garg, M.P.; Garg, H.K.; Sharma, S.; Li, C.; Eldin, E.M.T.; El-Khatib, S. Parametric Optimisation of Friction-Stir-Spot-Welded Al 6061-T6 Incorporated with Silicon Carbide Using a Hybrid WASPAS–Taguchi Technique. Materials 2022, 15, 6427. [Google Scholar] [CrossRef] [PubMed]
- Ostovan, F.; Hasanzadeh, E.; Toozandehjani, M.; Shafiei, E.; Jamaludin, K.R.; Amrin, A.B. A combined friction stir processing and ball milling route for fabrication Al5083-Al2O3 nanocomposite. Mater. Res. Express 2019, 6, 065012. [Google Scholar] [CrossRef]
- Sharma, A.; Sharma, V.M.; Paul, J. A comparative study on microstructural evolution and surface properties of graphene/CNT reinforced Al6061−SiC hybrid surface composite fabricated via friction stir processing. Trans. Nonferrous Met. Soc. China 2019, 29, 2005–2026. [Google Scholar] [CrossRef]
- Parumandla, N.; Adepu, K. Effect of tool shoulder geometry on fabrication of Al/Al2O3 surface nano composite by friction stir processing. Part. Sci. Technol. 2020, 38, 121–130. [Google Scholar] [CrossRef]
- Yu, X.; Wu, H.; Guo, L.; Duan, L.; Xiu, W. Investigating on microstructural and mechanical properties of Al6061/nano–SiC composites fabricated via friction stir processing. Mater. Res. Express 2020, 7, 026554. [Google Scholar] [CrossRef]
- Moosavi, S.E.; Movahedi, M.; Kazeminezhad, M. Friction stir welding of severely plastic deformed aluminum using (Al2O3 + graphite) hybrid powders: Grain structure stability and mechanical performance. J. Mater. Res. Technol. 2022, 21, 961–980. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Jia, H.; Wu, K.; Sun, Y. Numerical and experimental study on the thermal process, material flow and welding defects during high-speed friction stir welding. Mater. Today Commun. 2022, 31, 103526. [Google Scholar] [CrossRef]
- Campanella, D.; Marcon, G.; Lombardo, A.; Buffa, G.; Fratini, L. The role of thermal contribution in the design of AA2024 friction stir welded butt and lap joints: Mechanical properties and energy demand. Prod. Eng. 2022, 16, 247–259. [Google Scholar] [CrossRef]
- Ni, Y.; Liu, Y.; Zhang, P.; Huang, J.; Yu, X. Thermal cycles, microstructures and mechanical properties of AA7075-T6 ultrathin sheet joints produced by high speed friction stir welding. Mater. Charact. 2022, 187, 111873. [Google Scholar] [CrossRef]
- Surya Sinivas Raju, D.; Vaira Vignesh, R.; Padmanaban, R. Computational Modeling of Thermal Phenomenon in Friction Stir Welding of ASTM A710 Steel with AA5083 Alloy. In Recent Advances in Energy Technologies; Springer Nature: Singapore, 2022; pp. 629–640. [Google Scholar] [CrossRef]
- Leon, J.S.; Franklin, V.A.; Ravi, R.; Geetha, B. Numerical thermal modeling on tool and backing plate diffusivity in friction stir welding using non-circular tool pin. Mater. Today Proc. 2022, 51, 374–380. [Google Scholar] [CrossRef]
- Janeczek, A.; Tomków, J.; Fydrych, D. The Influence of Tool Shape and Process Parameters on the Mechanical Properties of AW-3004 Aluminium Alloy Friction Stir Welded Joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef] [PubMed]
- Ghiasvand, A.; Yavari, M.M.; Tomków, J.; Grimaldo Guerrero, J.W.; Kheradmandan, H.; Dorofeev, A.; Memon, S.; Derazkola, H.A. Investigation of Mechanical and Microstructural Properties of Welded Specimens of AA6061-T6 Alloy with Friction Stir Welding and Parallel-Friction Stir Welding Methods. Materials 2021, 14, 6003. [Google Scholar] [CrossRef] [PubMed]
- Bossle, E.P.; Vicharapu, B.; Lemos, G.V.B.; Lessa, C.R.D.L.; Bergmann, L.; dos Santos, J.F.; Clarke, T.G.R.; De, A. Friction Stir Lap Welding of Inconel 625 and a High Strength Steel. Metals 2023, 13, 146. [Google Scholar] [CrossRef]
- Khedr, M.; Hamada, A.; Järvenpää, A.; Elkatatny, S.; Abd-Elaziem, W. Review on the Solid-State Welding of Steels: Diffusion Bonding and Friction Stir Welding Processes. Metals 2022, 13, 54. [Google Scholar] [CrossRef]
- Yuan, B.; Liao, D.; Jiang, W.; Deng, H.; Li, G. Study on Friction and Wear Properties and Mechanism at Different Temperatures of Friction Stir Lap Welding Joint of SiCp/ZL101 and ZL101. Metals 2022, 13, 3. [Google Scholar] [CrossRef]
- Khalafe, W.H.; Sheng, E.L.; Bin Isa, M.R.; Omran, A.B.; Bin Shamsudin, S. The Effect of Friction Stir Welding Parameters on the Weldability of Aluminum Alloys with Similar and Dissimilar Metals. Metals 2022, 12, 2099. [Google Scholar] [CrossRef]
- Miao, H.; Miura, T.; Jiang, W.; Okada, M.; Otsu, M. Effect of Shoulder Fillet Radius on Welds in Bobbin Tool Friction Stir Welding of A1050. Metals 2022, 12, 1993. [Google Scholar] [CrossRef]
- Cabibbo, M.; Santecchia, E.; di Pompeo, V.; Gatto, M.L.; Spigarelli, S. Tailoring the Microstructure of an AA5754 Aluminum Alloy by Tuning the Combination of Heat Treatment, Friction Stir Welding, and Cold Rolling. Metals 2022, 12, 1675. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M.; Cavaliere, P.; Perrone, A. Influence of the Tool Rotational Speed on Physical and Chemical Properties of Dissimilar Friction-Stir-Welded AA5083/AA6060 Joints. Metals 2022, 12, 1658. [Google Scholar] [CrossRef]
- Emamikhah, A.; Kazerooni, A.; Rakhshkhorshid, M. A Mechanical and Microstructural Study on Friction Stir Welding of 5083 Aluminum Alloy Based on Optimal Values of the Response Surface Method. J. Mater. Eng. Perform. 2022, 31, 9448–9461. [Google Scholar] [CrossRef]
- Kesharwani, R.; Jha, K.K.; Imam, M.; Sarkar, C. The optimization of the groove depth height in friction stir welding of AA 6061-T6 with Al2O3 powder particle reinforcement. J. Mater. Res. 2022, 37, 3743–3760. [Google Scholar] [CrossRef]
- Kesharwani, R.; Jha, K.K.; Imam, M.; Sarkar, C. The Optimization of Gap Width Size During Friction Stir Welding of AA 6061-T6 with Al2O3 Particle Reinforcement. J. Mater. Eng. Perform. 2022, 1–20. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C. Process and product optimization using designed experiments. Response Surf. Methodol. 2002, 2, 328–335. [Google Scholar]
- Nanthasamroeng, N.; Khonjun, S.; Srichok, T.; Pitakaso, R.; Akkararungroeungkul, R.; Jirasirilerd, G.; Sirisan, S. Transborder logistics network design for agricultural product transportation in the Greater Mekong Subregion. Asian J. Shipp. Logist. 2022, 38, 245–262. [Google Scholar] [CrossRef]
- Punyakum, V.; Sethanan, K.; Nitisiri, K.; Pitakaso, R. Hybrid Particle Swarm and Whale Optimization Algorithm for Multi-Visit and Multi-Period Dynamic Workforce Scheduling and Routing Problems. Mathematics 2022, 10, 3663. [Google Scholar] [CrossRef]
- Balamurugan, S.; Jayakumar, K.; Subbaiah, K. Influence of Friction Stir Welding Parameters on Dissimilar Joints AA6061-T6 and AA5052-H32. Arab. J. Sci. Eng. 2021, 46, 11985–11998. [Google Scholar] [CrossRef]
- Chander, M.S.; Ramakrishna, M.; Rajesh, A. A Review on Impact of Tool pin Geometry on Friction Stir Welding of Aluminum alloys. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Vladimir, Russia, 27–28 April 2020; Volume 981, p. 042018. [Google Scholar] [CrossRef]
- Abnar, B.; Kazeminezhad, M.; Kokabi, A. Effects of heat input in friction stir welding on microstructure and mechanical properties of AA3003-H18 plates. Trans. Nonferrous Met. Soc. China 2015, 25, 2147–2155. [Google Scholar] [CrossRef]
- Rani, P.; Goyat, V.; Dhull, S.; Kadiyan, S.; Ghangas, G. Multi-objective parametric optimization of FSW for mechanical prop-erties of AA5083 joint. Mater. Today Proc. 2022, 65, 3793–3798. [Google Scholar] [CrossRef]
- Balasubramanian, M.; Jayabalakrishnan, D. Influence of Pin Offset and Weave Pattern on the Performance of Al-Cu Joints Reinforced with Graphene Particles. Int. J. Automot. Mech. Eng. 2020, 17, 8186–8196. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Dinaharan, I.; Murugan, N. Characterization of friction stir welded boron carbide particulate reinforced AA6061 aluminum alloy stir cast composite. Mater. Des. 2014, 55, 176–182. [Google Scholar] [CrossRef]
- Zhang, S.; Shi, Q.; Liu, Q.; Xie, R.; Zhang, G.; Chen, G. Effects of tool tilt angle on the in-process heat transfer and mass transfer during friction stir welding. Int. J. Heat Mass Transf. 2018, 125, 32–42. [Google Scholar] [CrossRef]
- Sujith, S.; Mulik, R.S. Thermal history analysis and structure-property validation of friction stir welded Al-7079-TiC in-situ metal matrix composites. J. Alloys Compd. 2020, 812, 152131. [Google Scholar] [CrossRef]
- Zhang, S.; Chen, G.; Wei, J.; Liu, Y.; Xie, R.; Liu, Q.; Zeng, S.; Zhang, G.; Shi, Q. Effects of energy input during friction stir processing on microstructures and mechanical properties of aluminum/carbon nanotubes nanocomposites. J. Alloys Compd. 2019, 798, 523–530. [Google Scholar] [CrossRef]
- Kim, S.; Hong, J.; Joo, Y.; Kang, M. Synergistic effect of SiC nano-reinforcement and vibrator assistance in microfriction stir welding of dissimilar AA5052-H32/AA6061-T6. J. Manuf. Process. 2022, 82, 860–869. [Google Scholar] [CrossRef]


















| Material | Methods | Response | % Error | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Statistical Method | Heuristic | Exp. | Predict | Confirm | ||||||||||||
| RSM | Taguchi | GRA | ANOVA | Shannon | Pareto Front. | TOPSIS | ANN | GA | ANFIS | SA | MoDE | |||||
| AA6082-T6 [33] | - | ✓ | ✓ | - | - | - | - | ✓ | - | - | - | 221.8 | 212.41 | - | 4.42 | |
| AA2219 [34] | - | ✓ | - | - | - | - | - | ✓ | ✓ | - | - | - | - | 330.98 | 341.27 | 3.11 |
| AA6063-T6 [38] | ✓ | - | - | ✓ | - | - | - | - | - | - | - | - | - | 146.83 | 147.51 | 0.46 |
| AA5086-H32 [39] | ✓ | - | - | ✓ | - | - | - | - | - | - | - | - | - | 193.33 | 190.33 | 1.55 |
| AA7075 [40] | ✓ | - | - | - | - | - | - | - | - | ✓ | ✓ | - | - | 221.9 | 227 | 2.30 |
| AA6061-T6 [41] | ✓ | - | - | - | - | - | - | - | - | - | - | ✓ | - | 294.84 | 295 | 0.05 |
| AA6101/Pure Copper [32] | - | ✓ | ✓ | - | - | - | ✓ | - | - | - | - | - | - | 202.57 | 206.56 | 1.97 |
| AA6061-T6/AA7075-T6 [35] | ✓ | - | - | - | ✓ | ✓ | ✓ | - | - | - | - | - | - | 245.95 | 252.23 | 2.55 |
| AA5083/AA6063 [36] | - | ✓ | ✓ | - | - | - | - | - | - | - | - | - | - | 136.2 | 168 | 23.35 |
| AA5052-H32/AA5754-H22 [37] | - | ✓ | ✓ | - | - | - | - | - | - | - | - | - | 180.52 | - | 175 | 3.15 |
| Materials | Element (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Al | Ni | Ti | Ag | Zr | Sn | Pb | Co | La | B | Be | |
| AA5083-H112 | 94.8 | 0.0021 | 0.0182 | 0.0001 | 0.0007 | 0.001 | 0.009 | 0.001 | 0.0005 | 0.004 | 0.001 |
| AA6061-T6 | 96.6 | 0.0218 | 0.0374 | 0.0001 | 0.0094 | 0.0558 | 0.0822 | 0.0326 | 0.0115 | 0.0128 | 0.0005 |
| Materials | Ultimate Tensile Strength (UTS) (MPa) | Maximum Hardness (MH) (HV) |
|---|---|---|
| A5083-H112 | 277.70 | 91 |
| AA6061-T6 | 264.72 | 107 |
| Continuous Variable | |||
|---|---|---|---|
| Parameter | Levels | ||
| −1 | 1 | ||
| Rotation Speed (rpm), RtS | 150 | 1500 | |
| Welding Speed (mm/min), WS | 15 | 135 | |
| Shoulder Diameter (mm), SD | 18 | 25 | |
| Tilt Angle (degrees), TA | 0 | 3 | |
| Categorical Variable | |||
| Parameter | Levels | ||
| Pin Type | Straight Cylindrical | Hexagonal Cylindrical | Threaded Cylindrical |
| Reinforcement Particles Type | Silicon Carbide | Aluminum Oxide | - |
| Tool Pin Movement Direction | Straight | Zig Zag | Circles |
| Parameter | NP1 | NP 2 | NP 3 | NP 4 | NP 5 | NP 6 | NP 7 | NP 8 | NP 9 | NP 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Rotation Speed, RtS | 1095.00 | 190.50 | 379.50 | 325.50 | 298.50 | 1189.50 | 1014.00 | 1230.00 | 541.50 | 1405.50 |
| Welding Speed, WS | 49.80 | 95.40 | 53.40 | 25.80 | 105.00 | 112.20 | 24.60 | 126.60 | 45.00 | 77.40 |
| Shoulder Diameter, SD | 23.32 | 23.11 | 18.63 | 18.70 | 21.43 | 24.65 | 21.01 | 24.86 | 23.67 | 18.49 |
| Tilt Angle, TA | 1.02 | 0.96 | 2.91 | 0.54 | 2.94 | 2.97 | 2.22 | 1.80 | 2.64 | 2.10 |
| Run | SD (mm) | TA (Degrees) | RtS (rpm) | WS (mm/min) | Pin Type | RPT | TPMD | UTS (MPa) | MH (HV) | HI (°C) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 25 | 3 | 1500 | 15 | TC | SiC | Zig zag | 238.87 | 99 | 449.6 |
| 2 | 18 | 3 | 150 | 135 | StC | AO | circles | 102.5 | 43.7 | 390.3 |
| 3 | 25 | 0 | 1500 | 135 | TC | AO | Straight | 238.82 | 95.2 | 445.8 |
| 4 | 25 | 3 | 1500 | 135 | StC | AO | circles | 201.65 | 103.5 | 416.5 |
| 5 | 18 | 3 | 1500 | 15 | HC | SiC | Straight | 246.32 | 101.8 | 443.5 |
| 6 | 25 | 3 | 1500 | 15 | HC | AO | Zig zag | 231.6 | 92.1 | 435.1 |
| 7 | 18 | 1.59 | 150 | 15 | HC | AO | Zig zag | 132.4 | 61.1 | 402 |
| 8 | 18 | 0 | 1500 | 15 | HC | AO | Straight | 231.62 | 101.8 | 436.5 |
| 9 | 22.34 | 3 | 150 | 135 | HC | AO | Zig zag | 121 | 54.6 | 398.6 |
| 10 | 18 | 3 | 150 | 15 | StC | SiC | Straight | 121.2 | 87 | 399.4 |
| 11 | 18 | 3 | 1425.75 | 135 | TC | AO | Zig zag | 219.7 | 97 | 422.9 |
| 12 | 18 | 0 | 1500 | 135 | StC | SiC | Straight | 220.78 | 98.7 | 423.1 |
| 13 | 18 | 0 | 150 | 135 | TC | AO | Straight | 121.6 | 44.6 | 399.7 |
| 14 | 23.95 | 0 | 1500 | 15 | HC | SiC | circles | 239.69 | 99.8 | 455.9 |
| 15 | 20.8 | 0 | 1500 | 135 | StC | AO | Zig zag | 236.89 | 102.5 | 441.1 |
| 16 | 19.575 | 3 | 1500 | 103.443 | StC | SiC | Zig zag | 127 | 53.8 | 393.1 |
| 17 | 25 | 3 | 150 | 15 | StC | SiC | circles | 167.94 | 71.3 | 412.8 |
| 18 | 20.94 | 1.005 | 1425.75 | 74.3133 | HC | SiC | Straight | 222.76 | 102.5 | 426.4 |
| 19 | 25 | 3 | 150 | 135 | TC | SiC | Straight | 217 | 92 | 420.2 |
| 20 | 18 | 0.45 | 150 | 135 | StC | SiC | Zig zag | 127.8 | 55.7 | 398.3 |
| 21 | 22.34 | 0 | 150 | 15 | StC | AO | circles | 139 | 76.1 | 408 |
| 22 | 18 | 0 | 1500 | 15 | TC | SiC | Zig zag | 236.32 | 102.4 | 441 |
| 23 | 25 | 3 | 717 | 135 | HC | SiC | circles | 241.64 | 100.6 | 462.7 |
| 24 | 18 | 0 | 150 | 15 | HC | SiC | circles | 126 | 86.7 | 387.2 |
| 25 | 18 | 3 | 150 | 15 | TC | SiC | Zig zag | 138 | 58 | 403.4 |
| 26 | 25 | 3 | 150 | 15 | StC | AO | Zig zag | 116 | 45 | 397.1 |
| 27 | 25 | 0 | 150 | 135 | StC | SiC | Straight | 120.52 | 56.4 | 398.2 |
| 28 | 18 | 0 | 1061.25 | 15 | TC | AO | circles | 238.9 | 103.5 | 449.6 |
| 29 | 21.5 | 0 | 150 | 135 | TC | SiC | circles | 127 | 53.8 | 396.3 |
| 30 | 18 | 3 | 1500 | 135 | TC | SiC | circles | 231.7 | 101.8 | 437.1 |
| 31 | 25 | 1.365 | 1500 | 15 | StC | AO | Straight | 227.9 | 96.8 | 429.4 |
| 32 | 18 | 2.4 | 1500 | 135 | HC | AO | circles | 231.65 | 101.5 | 437 |
| 33 | 25 | 0 | 150 | 15 | TC | SiC | circles | 112.13 | 52.9 | 390.1 |
| 34 | 25 | 1.245 | 1500 | 135 | HC | SiC | Zig zag | 225.8 | 97 | 426.6 |
| 35 | 25 | 0 | 150 | 135 | HC | AO | circles | 111 | 45.7 | 398.8 |
| 36 | 18 | 3 | 1500 | 45 | TC | AO | Straight | 229.28 | 90.8 | 432.2 |
| 37 | 25 | 0 | 1500 | 15 | StC | SiC | Zig zag | 241 | 101.4 | 460.6 |
| 38 | 21.85 | 0.45 | 757.5 | 15 | TC | SiC | Straight | 232.07 | 102 | 438.3 |
| 39 | 18 | 0 | 892.5 | 135 | HC | SiC | Zig zag | 237.54 | 102.5 | 444.4 |
| 40 | 23.04 | 1.875 | 892.5 | 135 | HC | AO | Straight | 231.7 | 91.8 | 437.4 |
| 41 | 24.93 | 2.19 | 837.825 | 76.2 | StC | SiC | Zig zag | 194.6 | 57.8 | 416.4 |
| 42 | 20.555 | 0.916856 | 931.202 | 46.8614 | StC | AO | Zig zag | 236.89 | 101.5 | 441.9 |
| 43 | 25 | 1.545 | 150 | 15 | HC | SiC | Zig zag | 135.8 | 81 | 403.2 |
| 44 | 18 | 0 | 150 | 135 | TC | AO | Straight | 120 | 49 | 397.3 |
| 45 | 21.5 | 0.57 | 1432.5 | 135 | TC | SiC | circles | 210.94 | 103.66 | 419.8 |
| 46 | 18 | 3 | 1500 | 15 | StC | AO | circles | 232.67 | 95.8 | 438.3 |
| 47 | 18 | 2.4 | 1500 | 135 | HC | AO | circles | 227 | 90.5 | 427.3 |
| 48 | 25 | 3 | 150 | 81 | TC | AO | circles | 138 | 61 | 407.7 |
| 49 | 25 | 3 | 1500 | 81 | HC | SiC | Straight | 236.89 | 100.51 | 443.7 |
| 50 | 24.3 | 0 | 150 | 15 | TC | AO | Zig zag | 112 | 46.7 | 394.1 |
| 51 | 18 | 0 | 1500 | 75.6 | StC | SiC | circles | 226.56 | 91.8 | 427 |
| 52 | 21.5446 | 3 | 676.5 | 63.6 | StC | AO | Straight | 233.43 | 104.4 | 439 |
| 53 | 25 | 0 | 150 | 135 | StC | SiC | Straight | 102 | 46.8 | 399.1 |
| 54 | 25 | 1.545 | 150 | 15 | HC | SiC | Zig zag | 113 | 53.7 | 394.8 |
| 55 | 18 | 2.1 | 150 | 132 | HC | SiC | Straight | 110.46 | 63.2 | 393.3 |
| 56 | 18 | 3 | 1500 | 15 | HC | SiC | Straight | 144.5 | 63 | 412.1 |
| 57 | 25 | 3 | 150 | 15 | HC | AO | Straight | 140 | 46.9 | 409 |
| 58 | 25 | 0 | 858.75 | 100.8 | TC | SiC | Zig zag | 194 | 57.8 | 415.9 |
| Source of Variation | Sum of Squares | DF | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 154,900 | 47 | 3295.64 | 4.08 | 0.0105 |
| Linear | 45,075.78 | 43 | 1048.27 | 0.9314 | 0.6116 |
| Residual Error | 8085.27 | 10 | 808.53 | ||
| Lack-of-Fit | 2458.11 | 5 | 491.62 | 0.4368 | 0.8077 |
| Pure Error | 5627.16 | 5 | 1125.43 | ||
| Total | 163,000 | 57 | |||
| R-sq = 95.04%, R-sq (adj) = 71.72% | |||||
| Model Name | Detail | Model Name | Detail |
|---|---|---|---|
| StC_SiC_S | Pin Type: Straight Cylindrical | HC_AO_S | Pin Type: Hexagonal |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Straight | Tool Pin Movement: Straight | ||
| StC_SiC_Z | Pin Type: Straight Cylindrical | HC_AO_Z | Pin Type: Hexagonal |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Zig Zag | Tool Pin Movement: Zig Zag | ||
| StC_SiC_C | Pin Type: Straight Cylindrical | HC_AO_C | Pin Type: Hexagonal |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Circles | Tool Pin Movement: Circles | ||
| StC_AO_S | Pin Type: Straight Cylindrical | TC_SiC_S | Pin Type: Threaded |
| Particles Type: Aluminum Oxide | Particles Type: Silicon Carbide | ||
| Tool Pin Movement: Straight | Tool Pin Movement: Straight | ||
| StC_AO_Z | Pin Type: Straight Cylindrical | TC_SiC_Z | Pin Type: Threaded |
| Particles Type: Aluminum Oxide | Particles Type: Silicon Carbide | ||
| Tool Pin Movement: Zig Zag | Tool Pin Movement: Zig Zag | ||
| StC_AO_C | Pin Type: Straight Cylindrical | TC_SiC_C | Pin Type: Threaded |
| Particles Type: Aluminum Oxide | Particles Type: Silicon Carbide | ||
| Tool Pin Movement: Circles | Tool Pin Movement: Circles | ||
| HC_SiC_S | Pin Type: Hexagonal | TC_AO_S | Pin Type: Threaded |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Straight | Tool Pin Movement: Straight | ||
| HC_SiC_Z | Pin Type: Hexagonal | TC_AO_Z | Pin Type: Threaded |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Zig Zag | Tool Pin Movement: Zig Zag | ||
| HC_SiC_C | Pin Type: Hexagonal | TC_AO_C | Pin Type: Threaded |
| Particles Type: Silicon Carbide | Particles Type: Aluminum Oxide | ||
| Tool Pin Movement: Circles | Tool Pin Movement: Circles |
| Source of Variation | Sum of Squares | DF | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 26,858.81 | 47 | 571.46 | 3.52 | 0.0182 |
| Linear | 10,836.28 | 43 | 252.01 | 1.01 | 0.5622 |
| Residual Error | 1622.57 | 10 | 162.26 | ||
| Lack-of-Fit | 380.95 | 5 | 76.19 | 0.3068 | 0.8897 |
| Pure Error | 1241.62 | 5 | 248.32 | ||
| Total | 28,481.38 | 57 | |||
| R-sq = 94.30%, R-sq (adj) = 67.53% | |||||
| Source of Variation | Sum of Squares | DF | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 23,753.47 | 47 | 505.39 | 4.46 | 0.0074 |
| Linear | 9906.46 | 43 | 230.38 | 1.99 | 0.2272 |
| Residual Error | 1133.58 | 10 | 113.36 | ||
| Lack-of-Fit | 554.99 | 5 | 111.00 | 0.9592 | 0.5177 |
| Pure Error | 578.59 | 5 | 115.72 | ||
| Total | 24,887.05 | 57 | |||
| R-sq = 95.45%, R-sq (adj) = 74.04% | |||||
| Iteration | PSO | DE | MoDE | |||
|---|---|---|---|---|---|---|
| Number of Pareto Points | ARP | Number of Pareto Points | ARP | Number of Pareto Points | ARP | |
| 150 | 140 | 0.933 | 170 | 1.133 | 201 | 1.340 |
| 300 | 312 | 1.040 | 353 | 1.177 | 392 | 1.307 |
| 450 | 419 | 0.931 | 481 | 1.069 | 515 | 1.144 |
| 600 | 554 | 0.923 | 648 | 1.080 | 710 | 1.183 |
| 750 | 723 | 0.964 | 791 | 1.055 | 818 | 1.091 |
| 900 | 942 | 1.047 | 971 | 1.079 | 1032 | 1.147 |
| Average | 1203 | 0.973 | 1203 | 1.099 | 1362 | 1.202 |
| Method | Continuous Variable | Categorical Variables | Objectives | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| RtS | WS | SD | TA | PT | RPT | TMPD | UTS | MH | HI | |
| Experiment | 931.20 | 20.56 | 18.00 | 0.92 | StC | AlO | Z | 236.9 | 101.50 | 441.90 |
| PSO | 997.03 | 78.89 | 20.17 | 1.98 | StC | SiC | S | 244.81 | 102.44 | 430.21 |
| Original DE | 969.81 | 77.44 | 21.71 | 2.19 | StC | SiC | S | 251.01 | 103.37 | 434.51 |
| MoDE | 1104.68 | 49.26 | 20.63 | 1.56 | StC | SiC | S | 263.74 | 106.98 | 425.2 |
| Method | Continuous Variable | Categorical Variables | Objectives | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| RtS | WS | SD | TA | PT | RPT | TMPD | UTS | MH | HI | |
| Experiment | 1500.00 | 15.00 | 18.00 | 3.00 | HC | SiC | S | 246.30 | 101.80 | 443.50 |
| PSO | 961.61 | 77.73 | 20.15 | 1.72 | StC | SiC | S | 250.83 | 101.24 | 423.58 |
| Original DE | 993.67 | 76.63 | 20.55 | 1.22 | StC | SiC | S | 255.94 | 103.09 | 421.36 |
| MoDE | 1162.81 | 52.73 | 21.17 | 2.37 | StC | SiC | S | 264.68 | 105.56 | 415.26 |
| Method | Continuous Variable | Categorical Variables | Objectives | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| RtS | WS | SD | TA | PT | RPT | TMPD | UTS | MH | HI | |
| Experiment | 676.50 | 63.60 | 21.54 | 3.00 | StC | AO | S | 233.43 | 104.40 | 439.00 |
| PSO | 1111.41 | 91.90 | 20.11 | 3.00 | StC | SiC | S | 243.48 | 104.94 | 425.96 |
| Original DE | 993.67 | 79.89 | 21.48 | 2.29 | StC | SiC | S | 250.93 | 105.45 | 420.11 |
| MoDE | 1104.68 | 49.26 | 20.63 | 1.56 | StC | SiC | S | 263.74 | 106.98 | 413.20 |
| Method | Continuous Variable | Categorical Variables | Objectives | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| RtS | WS | SD | TA | PT | RPT | TMPD | UTS | MH | HI | |
| Experiment | 150.00 | 15.00 | 18.00 | 0.00 | HC | SiC | C | 126.00 | 86.70 | 387.20 |
| PSO | 1350.08 | 82.44 | 19.60 | 3.00 | StC | SiC | S | 244.16 | 92.41 | 386.03 |
| Original DE | 1001.23 | 83.89 | 21.38 | 1.95 | StC | SiC | S | 250.74 | 99.58 | 375.55 |
| MoDE | 1500.00 | 77.78 | 19.95 | 2.13 | StC | SiC | S | 250.35 | 99.57 | 369.10 |
| Model | PSO | DE | MoDE |
|---|---|---|---|
| Ultimate tensile strength (MPa) | 244.83 | 250.94 | 263.93 |
| Maximum Hardness (HV) | 97.91 | 100.45 | 103.73 |
| Minimum Heat Input (°C) | 386.03 | 395.55 | 405.42 |
| Method Experimental | UTS | MH | HI | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Theory | Experiment | % Diff | Theory | Experiment | % Diff | Theory | Experiment | % Diff | |
| PSO | 250.83 | 244.83 | 2.45% | 101.24 | 97.91 | 3.40% | 423.58 | 386.03 | 9.73% |
| DE | 255.94 | 250.94 | 1.99% | 103.09 | 100.45 | 2.63% | 421.36 | 395.55 | 6.53% |
| MoDE | 264.68 | 263.93 | 0.28% | 105.56 | 103.73 | 1.76% | 415.26 | 405.42 | 2.43% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luesak, P.; Pitakaso, R.; Sethanan, K.; Golinska-Dawson, P.; Srichok, T.; Chokanat, P. Multi-Objective Modified Differential Evolution Methods for the Optimal Parameters of Aluminum Friction Stir Welding Processes of AA6061-T6 and AA5083-H112. Metals 2023, 13, 252. https://doi.org/10.3390/met13020252
Luesak P, Pitakaso R, Sethanan K, Golinska-Dawson P, Srichok T, Chokanat P. Multi-Objective Modified Differential Evolution Methods for the Optimal Parameters of Aluminum Friction Stir Welding Processes of AA6061-T6 and AA5083-H112. Metals. 2023; 13(2):252. https://doi.org/10.3390/met13020252
Chicago/Turabian StyleLuesak, Peerawat, Rapeepan Pitakaso, Kanchana Sethanan, Paulina Golinska-Dawson, Thanatkij Srichok, and Peerawat Chokanat. 2023. "Multi-Objective Modified Differential Evolution Methods for the Optimal Parameters of Aluminum Friction Stir Welding Processes of AA6061-T6 and AA5083-H112" Metals 13, no. 2: 252. https://doi.org/10.3390/met13020252
APA StyleLuesak, P., Pitakaso, R., Sethanan, K., Golinska-Dawson, P., Srichok, T., & Chokanat, P. (2023). Multi-Objective Modified Differential Evolution Methods for the Optimal Parameters of Aluminum Friction Stir Welding Processes of AA6061-T6 and AA5083-H112. Metals, 13(2), 252. https://doi.org/10.3390/met13020252