
EBSD Analysis of Hot Deformation Behavior of Oxide-Doped Molybdenum Alloys


Abstract
1. Introduction
2. Experimental Section
2.1. Material Preparation
2.2. Experimental Procedures
3. Results
3.1. True Stress–True Strain Curve
3.2. Microstructural Evolution
3.3. Constitutive Equations
3.4. Strain Compensation
3.5. EBSD Analysis
3.5.1. Texture Analysis
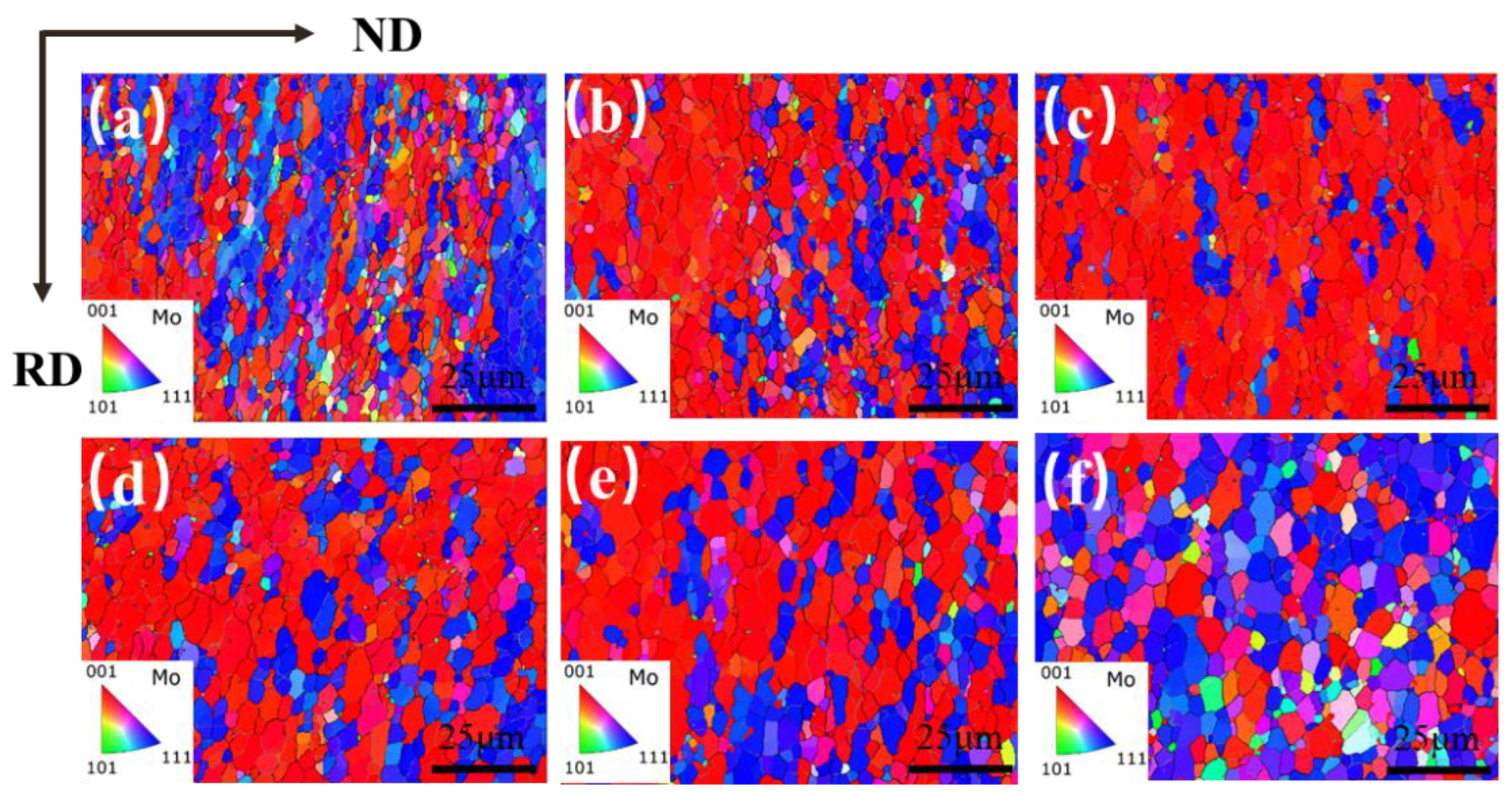
3.5.2. IPF Map
3.5.3. Texture Composition Analysis
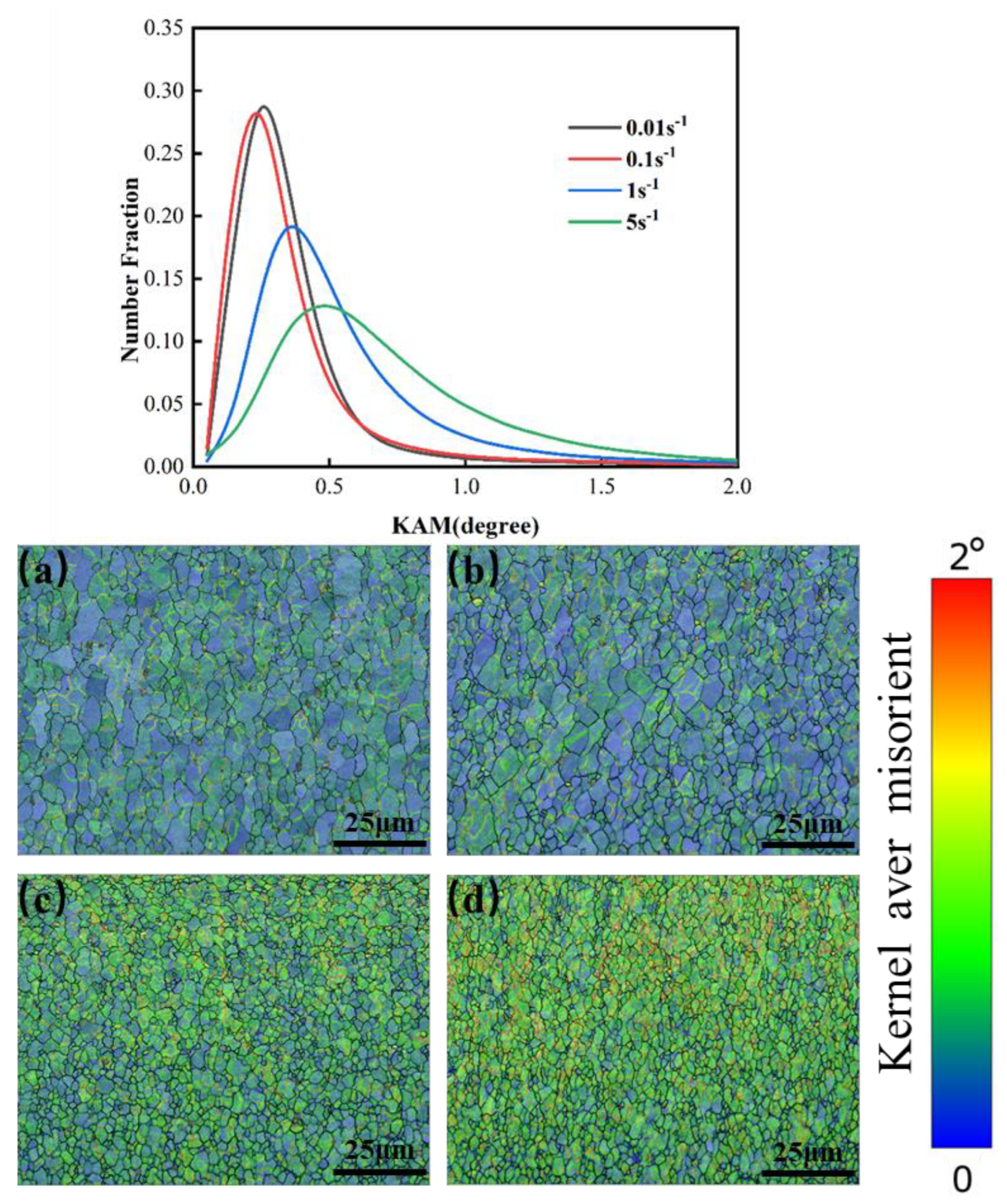
3.5.4. Local Orientation Difference Analysis
4. Discussion
5. Conclusions
- (1)
- The rheological stress of the two molybdenum alloys increased with decreasing deformation temperature or increasing strain rate, and the effect of the molybdenum alloy doped with ZrO2 in improving thermal deformation resistance was better than that of the alloy doped with Al2O3.
- (2)
- The constitutive equations and activation energy diagrams of the two molybdenum alloys were established. The molybdenum alloy doped with ZrO2 (403.917 kJ/mol) had lower activation energy than that doped with Al2O3 (440.314 kJ/mol).
- (3)
- The textures of the two molybdenum alloys during thermal deformation were mainly {100} texture and {111} texture. The texture of the molybdenum alloy doped with ZrO2 had a higher intensity than that of the molybdenum alloy doped with the Al2O3. The intensity of {100} texture first increased and then decreased when the temperature rose, while the change law of {111} texture exhibited the opposite, with the inflection point around the recrystallization temperature.
- (4)
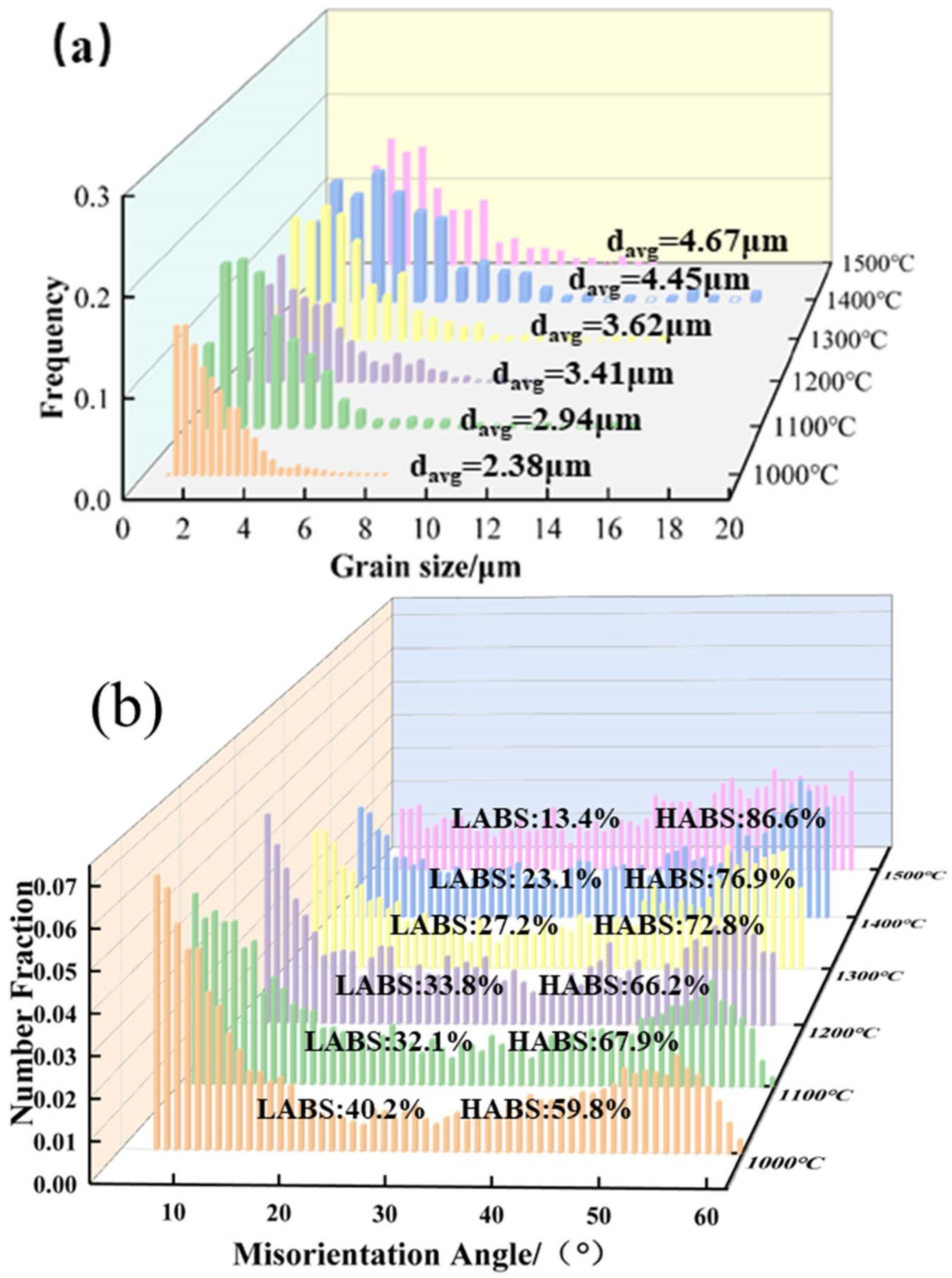
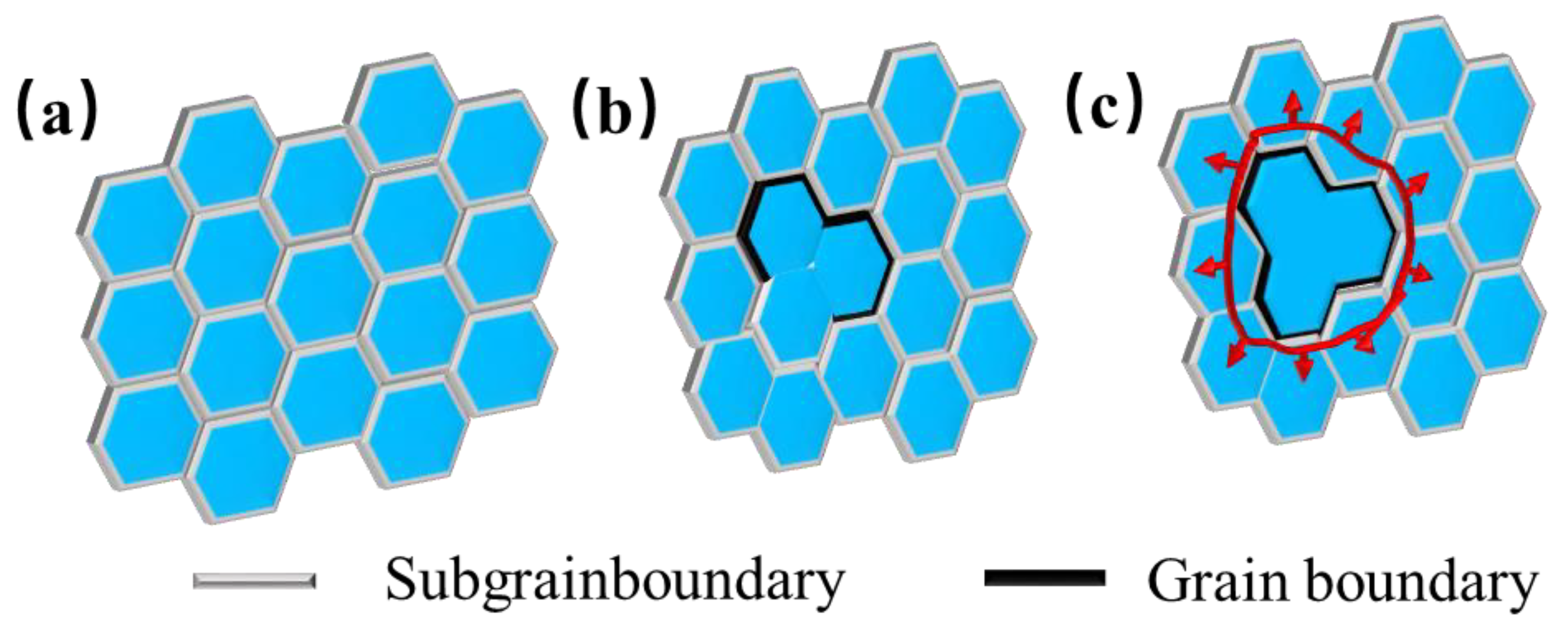
- The grain size of the Mo–1.5wt% ZrO2 alloy increased with increasing temperature. At a low strain rate and high temperature, the dislocation density decreased due to the occurrence of recrystallization. The sub–grains merged to form large–angle grain boundaries, and so the percentage of large–angle grain boundaries showed an upward trend.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lin, Y.C.; Chen, M.S.; Zhang, J. Modeling of flow stress of 42CrMo steel under hot compression. J. Mater. Sci. Eng. A 2009, 499, 88–92. [Google Scholar] [CrossRef]
- El-Genk, M.S.; Tournier, J.-M. A review of refractory metal alloys and mechanically alloyed-oxide dispersion strengthened steels for space nuclear power systems. J. Nucl. Mater. 2004, 340, 93–112. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, D.; Zhu, W.; Liu, H.; Zan, X. Microstructure and properties of hot–rolled 2.0 wt.% MoSi 2/rare earth oxide doped molybdenum alloys. Int. J. Refract. Met. Hard Mater. 2012, 31, 152–156. [Google Scholar] [CrossRef]
- Brosse, J.B.; Fillit, R.; Biscondi, M. Intrinsic intergranular brittleness of molybdenum. J. Scr. Metall. 1981, 15, 619–623. [Google Scholar] [CrossRef]
- Wadsworth, J.; Nieh, T.G.; Stephens, J.J. Recent advances in aerospace refractory metal alloys. J. Int. Mater. Rev. 1988, 33, 131–150. [Google Scholar] [CrossRef]
- Xu, Z.; Xu, L.; Xiong, N.; Yao, Y.; Li, X.; Wei, S. Dynamic recrystallization behavior of a Mo–2.0%ZrO2 alloy during hot deformation. Int. J. Refract. Met. Hard Mater. 2022, 109, 105983. [Google Scholar] [CrossRef]
- Wang, B.; Zhou, Y.C.; Ju, X. Research progressin oxide particle reinforced molybdenum alloys. J. Spec. Cast. Nonferrous Alloy. 2022, 42, 1102–1109. [Google Scholar] [CrossRef]
- Majumdar, S.; Raveendra, S.; Samajdar, I.; Bhargava, P.; Sharma, I.G. Densification and grain growth during isothermal sintering of Mo and mechanically alloyed Mo–TZM. Acta Mater. 2009, 57, 4158–4168. [Google Scholar] [CrossRef]
- Miller, M.K.; Kenik, E.A.; Mousa, M.S.; Russell, K.F.; Bryhan, A.J. Improvement in the ductility of molybdenum alloys due to grain boundary segregation. Scr. Mater. 2002, 46, 299–303. [Google Scholar] [CrossRef]
- Mueller, A.J.; Bianco, R.; Buckman, R.W. Evaluation of oxide dispersion strengthened (ODS) molybdenum and molybdenum–rhenium alloys. Int. J. Refract. Met. Hard Mater. 2000, 18, 205–211. [Google Scholar] [CrossRef]
- Liu, R.Z.; Wang, K.S.; Feng, P.F.; An, G.; Yang, Q.L.; Zhao, H. Microstructure and tensile properties of Mo alloy synthetically strengthened by nano–Y_2O_3 and nano–CeO_2. Rare Met. 2014, 33, 58–64. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, G.J.; Jiang, F. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.C.; Gao, Y.M.; Wei, S.Z.; Hu, Y.J. Preparation and properties of high-strength molybdenum alloy sheets doped with Al_2O_3 particles. Rare Met. 2018, 37, 1046–1054. [Google Scholar] [CrossRef]
- Cui, C.; Zhu, X.; Liu, S.; Li, Q.; Zhang, M.; Zhu, G.; Wei, S. Effect of nano-sized ZrO2 on high temperature performance of Mo-ZrO2 alloy. J. Alloy. Compd. 2018, 768, 81–87. [Google Scholar] [CrossRef]
- Hu, P.; Zhou, Y.; Chang, T.; Yu, Z.; Wang, K.; Yang, F.; Hu, B.; Cao, W.; Yu, H. Investigation on Compression Behavior of TZM and La2O3 Doped TZM Alloys at High Temperature. J. Mater. Sci. Eng. A 2017, 687, 276–280. [Google Scholar] [CrossRef]
- Chaudhuri, A.; Behera, A.N.; Sarkar, A.; Kapoor, R.; Ray, R.K.; Suwas, S. Hot deformation behaviour of Mo-TZM and understanding the restoration processes involved. Acta Mater. 2019, 164, 153–164. [Google Scholar] [CrossRef]
- Geng, Y.; Li, X.; Zhou, H.; Zhang, Y.; Jia, Y.; Tian, B.; Liu, Y.; Volinsky, A.A.; Zhang, X.; Song, K.; et al. Effect of Ti addition on microstructure evolution and precipitation in Cu–Co–Si alloy during hot deformation. J. Alloy. Compd. 2019, 821, 153518. [Google Scholar] [CrossRef]
- Li, Z.; Chen, Y.; Wei, S.; Xiao, F.; Siyal, S.H.; Xu, L. Flow behavior and processing map for hot deformation of W-1.5ZrO2 alloy. J. Alloy. Compd. 2019, 802, 118–128. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. Constitutive modeling of dynamic flow behavior of Ti-5553 alloy. J. Alloy. Compd. 2019, 787, 260–266. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. J. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Meng, Q.; Bai, C.; Xu, D. Flow behavior and processing map for hot deformation of ATI425 titanium alloy. J. Mater. Sci. Technol. 2018, 34, 105–114. [Google Scholar] [CrossRef]
- Maheshwari, A.K. Prediction of flow stress for hot deformation processing. J. Comput. Mater. Sci. 2013, 69, 350–358. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, H.; Volinsky, A.A.; Tian, B.; Song, K.; Wang, B.; Liu, Y. Hot workability and constitutive model of the Cu-Zr-Nd alloy. Vacuum 2017, 146, 35–43. [Google Scholar] [CrossRef]
- Zhang, B.; Dong, Y.; Devesh Kumar Misra, R.; Liu, Y.; Sun, C.; Du, L.X. High-Temperature Deformation Behavior of a Novel Hot-Rolled Transformation-Induced Plasticity Alloy: Experiments, Constitutive Modeling, and Processing Maps. J. Steel Res. Int. 2021, 92, 2000338. [Google Scholar] [CrossRef]
- Xia, Y.; Hu, P.; Wang, K.-S.; Li, S.-L.; Xing, H.-R.; Chang, T.; Feng, P.-F.; Li, L.-P. Microstructure and texture evolution of pure molybdenum during hot deformation. Mater. Charact. 2019, 159, 110010. [Google Scholar] [CrossRef]
- Chaudhuri, A.; Sarkar, A.; Suwas, S. Investigation of stress-strain response, microstructure and texture of hot deformed pure molybdenum. Int. J. Refract. Met. Hard Mater. 2018, 73, 168–182. [Google Scholar] [CrossRef]
- Sarkar, A.; Kapoor, R.; Verma, A.; Chakravartty, J.K.; Suri, A.K. Hot deformation behavior of Nb–1Zr–0.1C alloy in the temperature range 700–1700 °C. J. Nucl. Mater. 2012, 422, 1–7. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. J. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. J. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Rollett, A. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1995. [Google Scholar] [CrossRef]
- Xiao, M.; Li, F.; Xie, H.; Wang, Y. Characterization of strengthening mechanism and hot deformation behavior of powder metallurgy molybdenum. Mater. Des. 2012, 34, 112–119. [Google Scholar] [CrossRef]
- Chen, Y.; Li, J.; Tang, B.; Kou, H.; Zhang, F.; Chang, H.; Zhou, L. Grain boundary character distribution and texture evolution in cold-drawn Ti–45Nb wiresl. J. Mater. Lett. 2013, 98, 254–257. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. High angle boundaries formed by grain subdivision mechanisms. J. Acta Mater. 1997, 45, 3871–3886. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| α | n | Q | lnA | ||||
|---|---|---|---|---|---|---|---|
| A1 | 0.00471 | B1 | 26.04856 | C1 | 1010.97279 | D1 | 77.98867 |
| A2 | 0.00473 | B2 | −168.03811 | C2 | −6720.96435 | D2 | −554.8083 |
| A3 | −0.0402 | B3 | 750.61243 | C3 | 28,972.90935 | D3 | 2433.7486 |
| A4 | 0.13176 | B4 | −1699.7891 | C4 | −62,073.73045 | D4 | −5270.35991 |
| A5 | −0.17848 | B5 | 1842.79951 | C5 | 64,177.7886 | D5 | 5496.05483 |
| A6 | 0.08595 | B6 | −757.49024 | C6 | −25,393.15594 | D6 | −2191.82851 |
| α | n | Q | lnA | ||||
|---|---|---|---|---|---|---|---|
| A1 | 0.00445 | B1 | 23.77219 | C1 | 876.85884 | D1 | 81.77307 |
| A2 | 0.000601724 | B2 | −129.19618 | C2 | −5202.64628 | D2 | −651.05548 |
| A3 | −0.01617 | B3 | 538.00483 | C3 | 21,796.84917 | D3 | 3030.92649 |
| A4 | 0.07302 | B4 | −1181.86117 | C4 | −46,742.41783 | D4 | −6892.99011 |
| A5 | −0.11378 | B5 | 1268.49926 | C5 | 49,320.99448 | D5 | 7505.93055 |
| A6 | 0.06009 | B6 | −519.82125 | C6 | −20,110.67745 | D6 | −3117.12693 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zhou, Y.; Xu, L.; Yang, D.; Li, X.; Wei, S. EBSD Analysis of Hot Deformation Behavior of Oxide-Doped Molybdenum Alloys. Metals 2023, 13, 238. https://doi.org/10.3390/met13020238
Wang B, Zhou Y, Xu L, Yang D, Li X, Wei S. EBSD Analysis of Hot Deformation Behavior of Oxide-Doped Molybdenum Alloys. Metals. 2023; 13(2):238. https://doi.org/10.3390/met13020238
Chicago/Turabian StyleWang, Bin, Yucheng Zhou, Liujie Xu, Dan Yang, Xiuqing Li, and Shizhong Wei. 2023. "EBSD Analysis of Hot Deformation Behavior of Oxide-Doped Molybdenum Alloys" Metals 13, no. 2: 238. https://doi.org/10.3390/met13020238
APA StyleWang, B., Zhou, Y., Xu, L., Yang, D., Li, X., & Wei, S. (2023). EBSD Analysis of Hot Deformation Behavior of Oxide-Doped Molybdenum Alloys. Metals, 13(2), 238. https://doi.org/10.3390/met13020238