
Study of Tensile Deformation and Damage Law in Undermatching X80 Pipeline Steel Welded Joints

 , and
, and
Abstract
1. Introduction
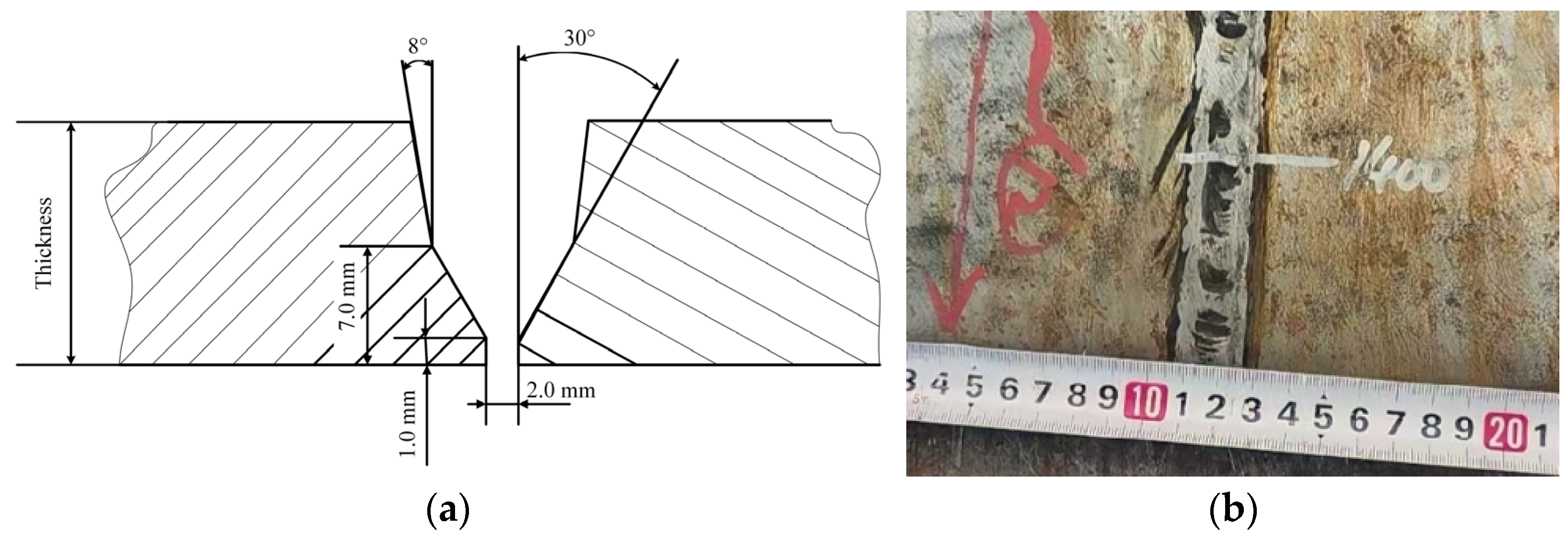
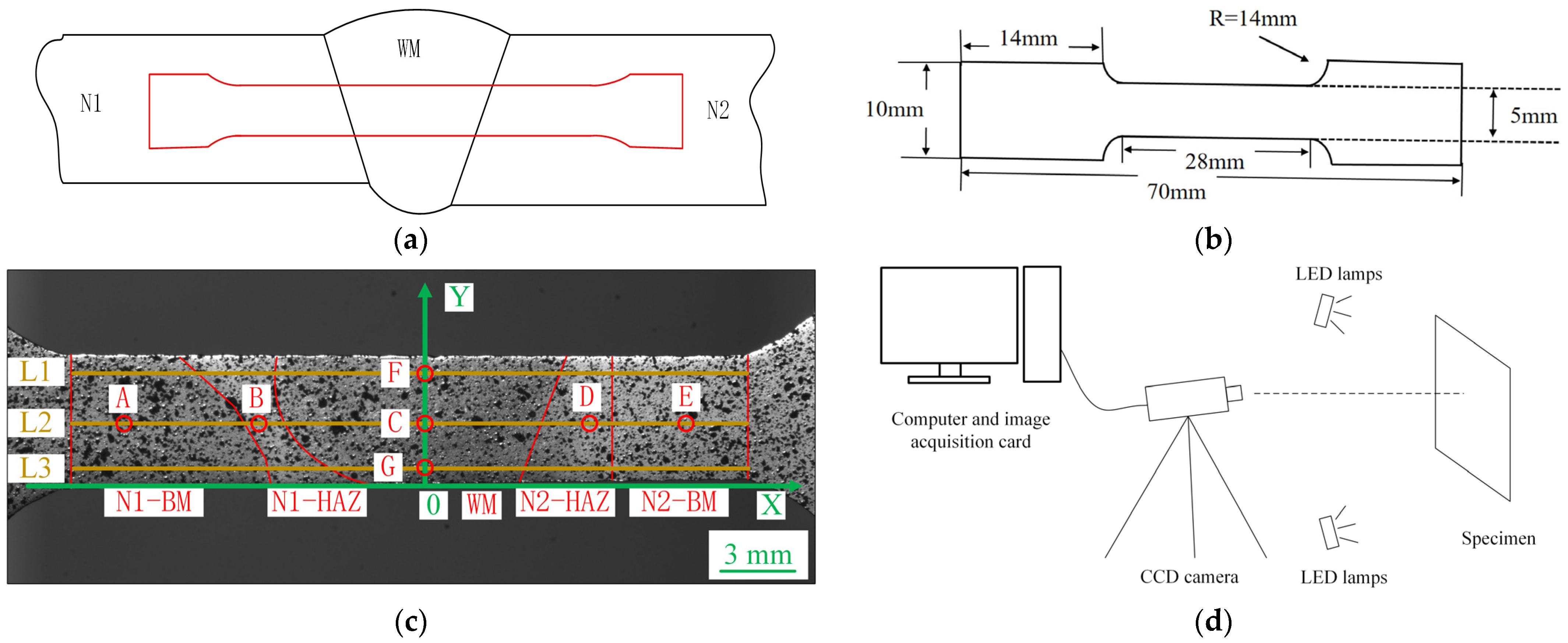
2. Materials and Methods
3. Results
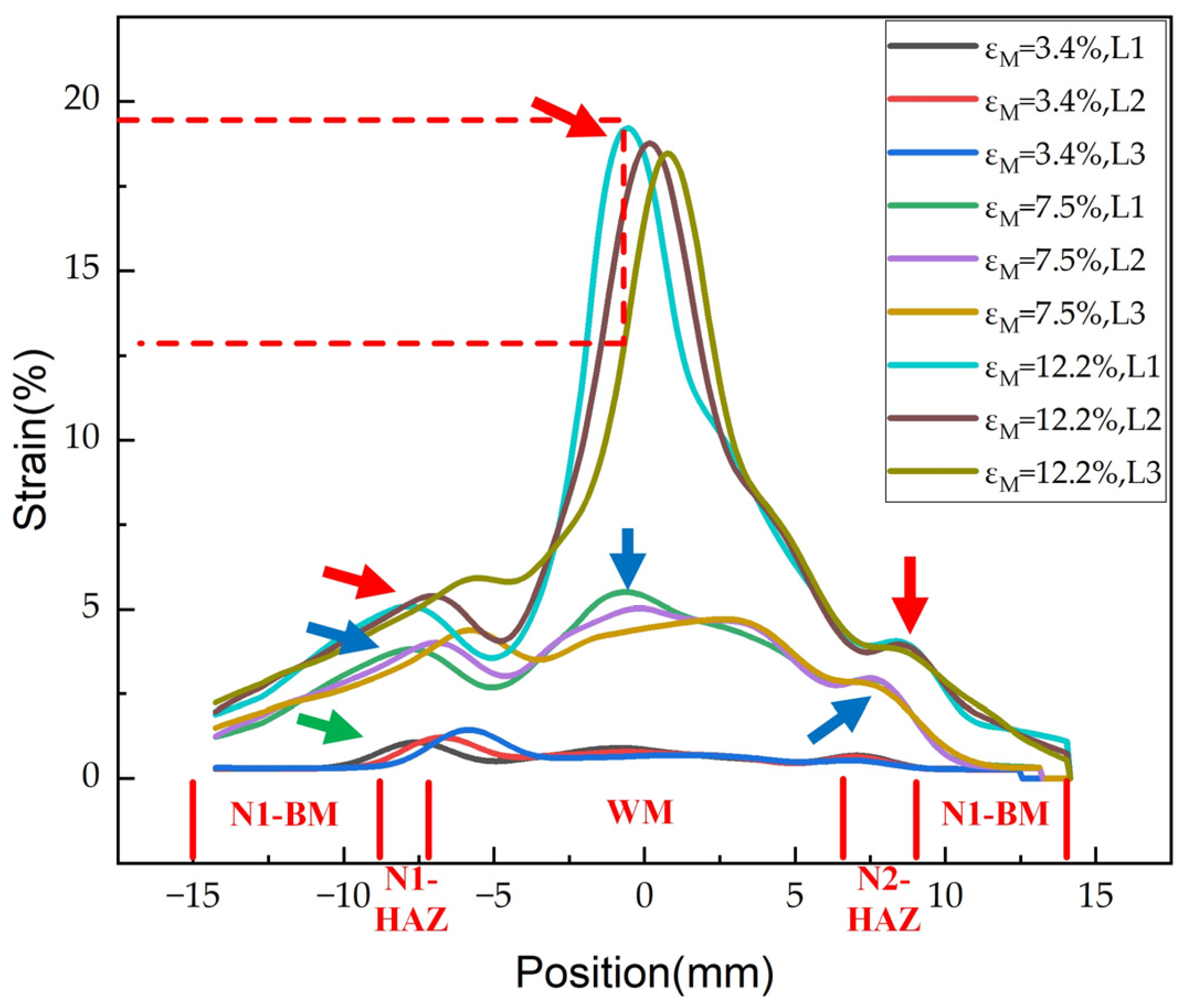
3.1. Strain Distribution of Girth-Welded Joint
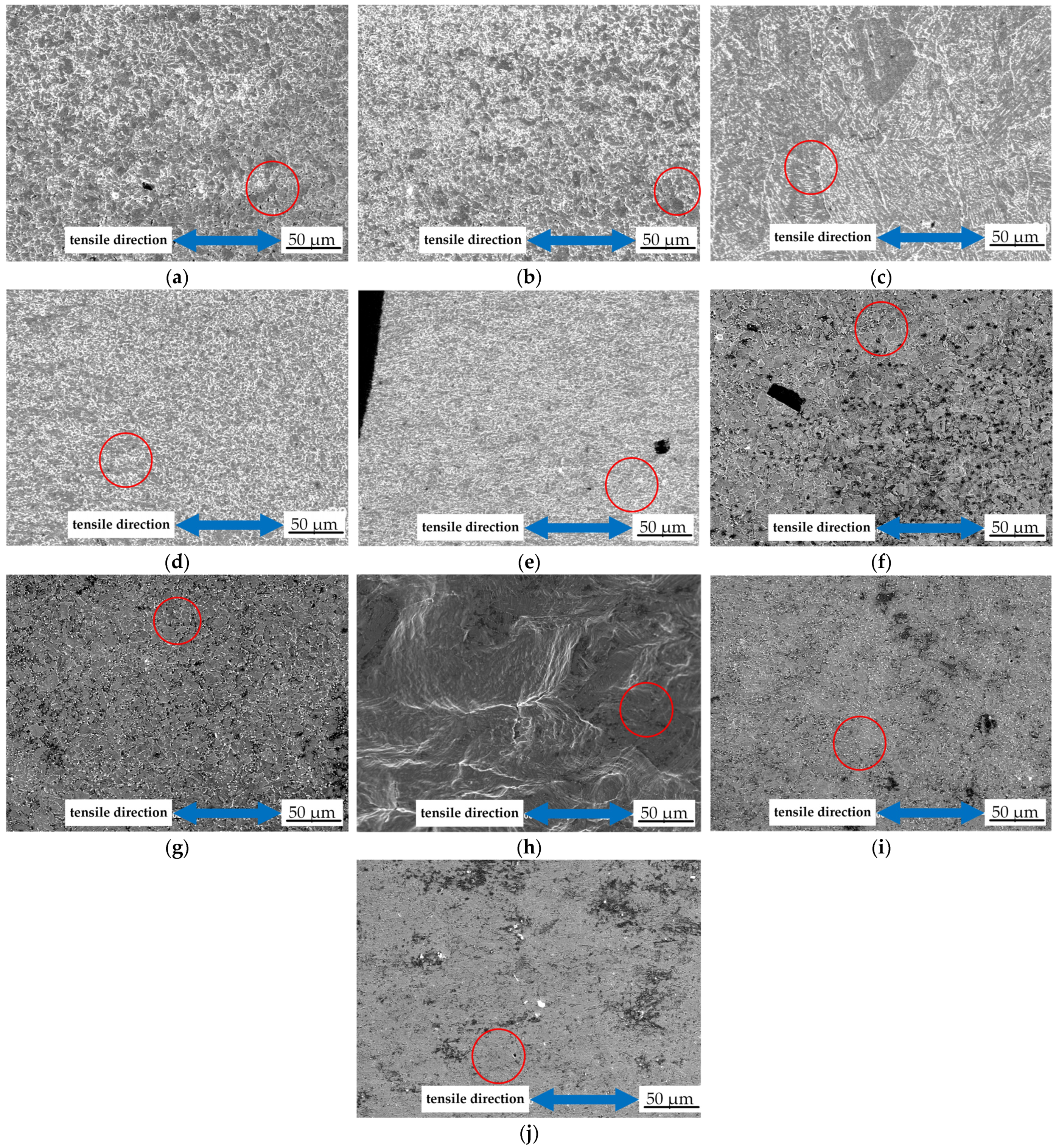
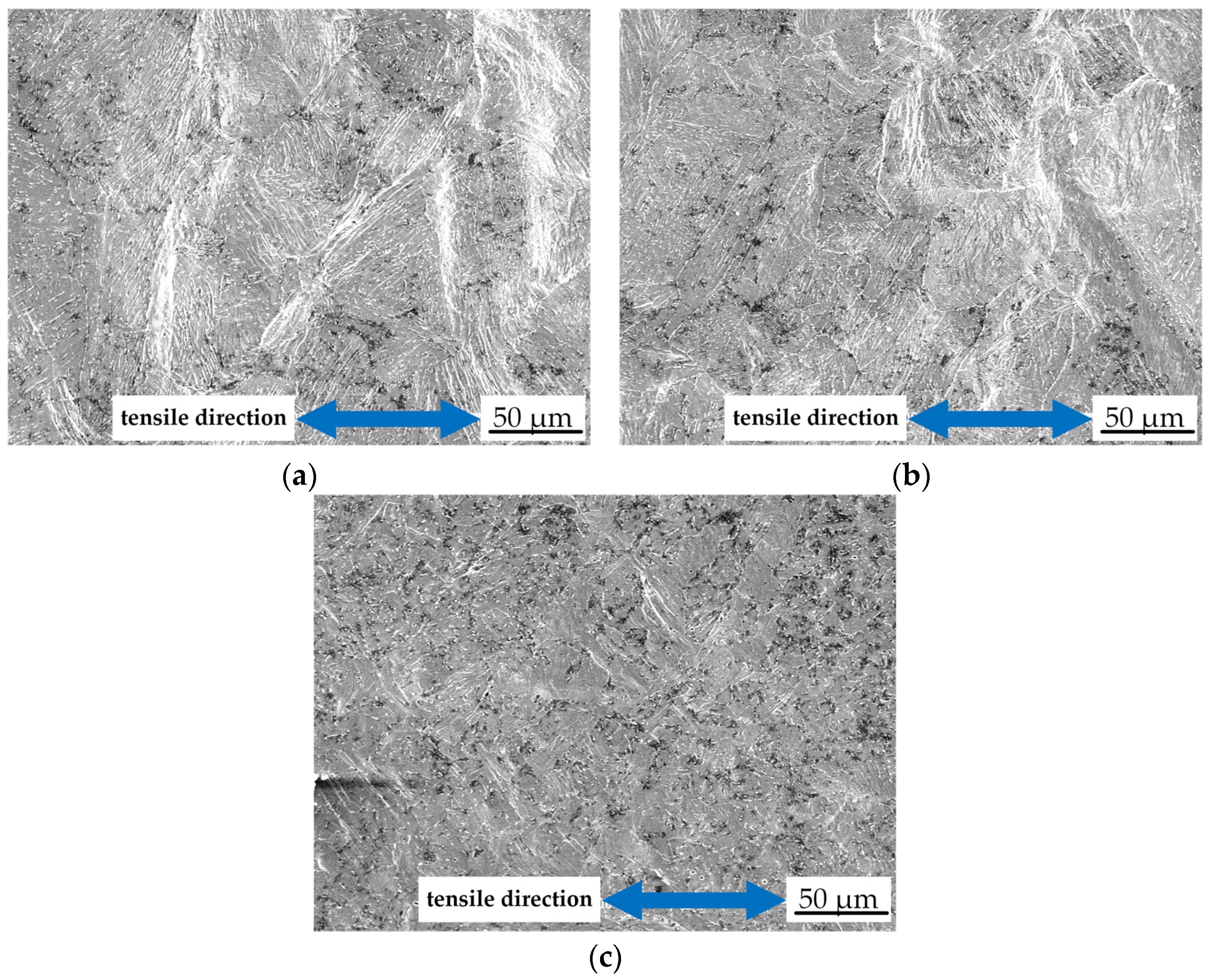
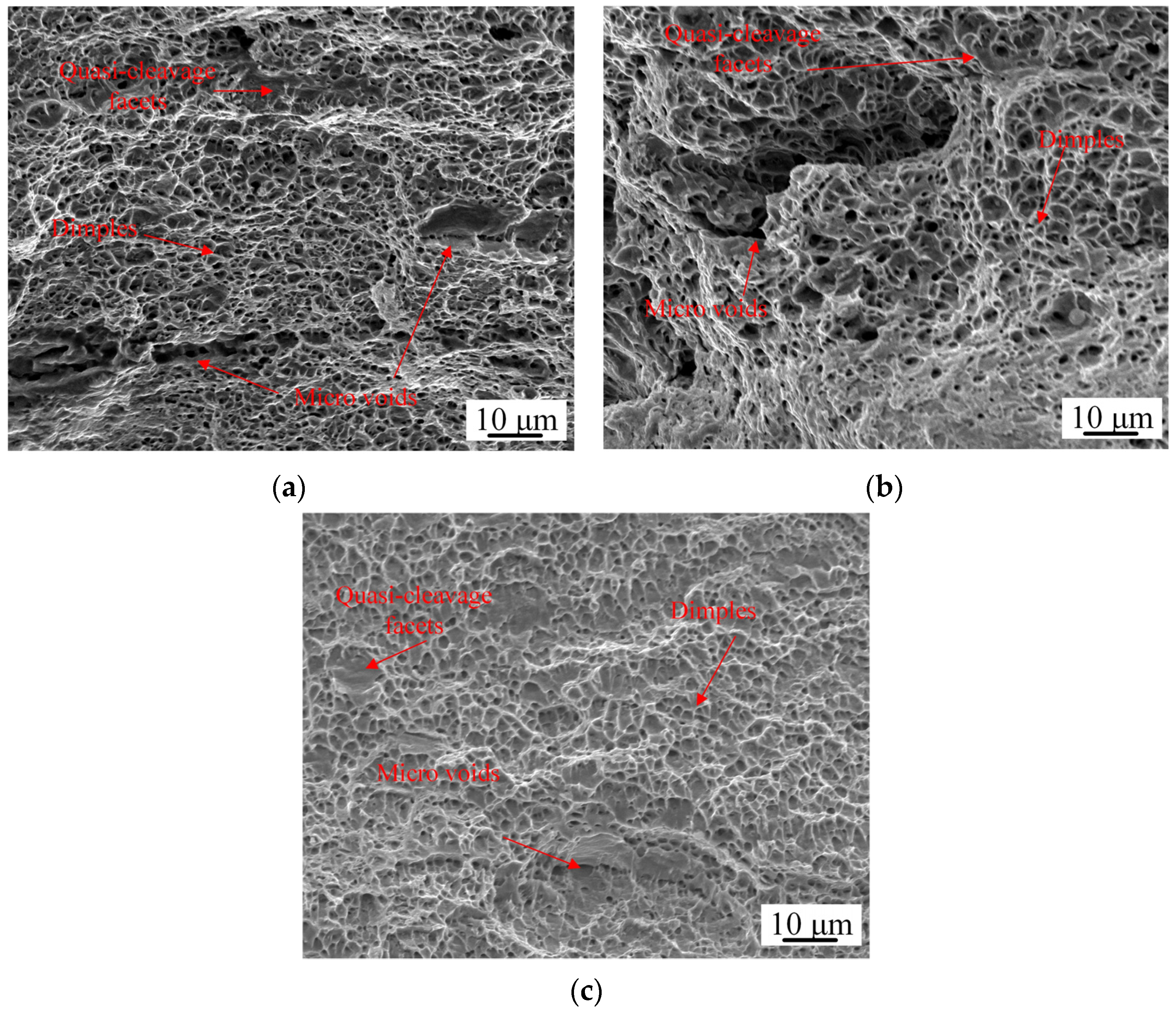
3.2. Microstructure and Deformation Behavior in Different Zones
4. Discussion
4.1. Strain Non-Uniformity in Different Zones
4.2. Effect of Microstructure Characteristics on Deformation Behavior
5. Conclusions
- (1)
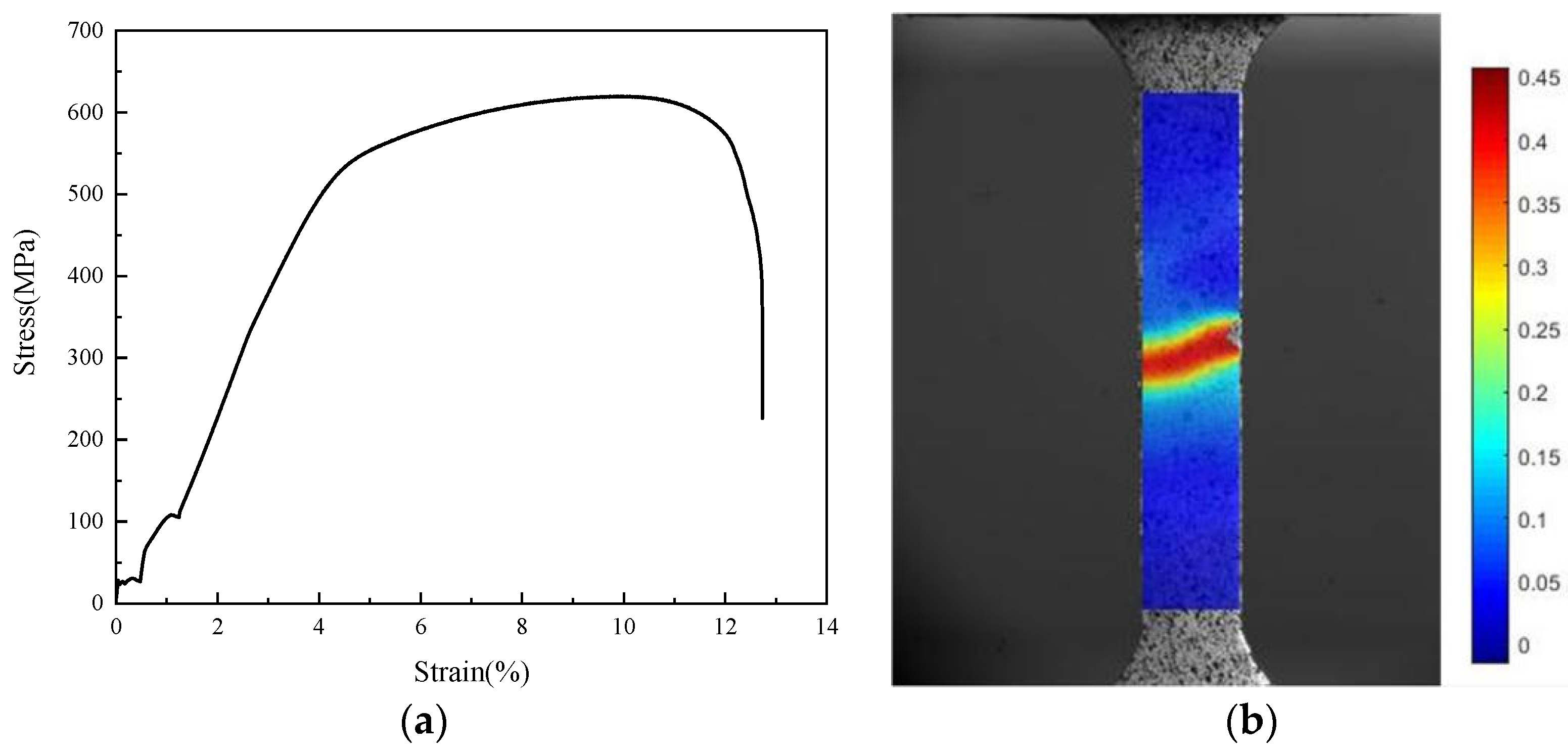
- At the middle thickness of the weld joint, there was non-uniform strain between different zones of welded joint. Compared with the BM, strain concentration could be found in the HAZ and the WM. The strain concentration of the WM before fracture was the largest. When εM = 12.2%, the strain concentration coefficient at point C KC was 6.27. The strain distribution in different thickness directions of the WM was uneven. When εM = 12.2%, the KF was 1.73, which was 113% and 152% of the KC and the KG, respectively. The strain concentration of cover welding was the largest.
- (2)
- In the necking stage, slip bands with multiple angles to the tensile side were generated in the WM, but there was no obvious change in the BM and the HAZ. The slip bands in the WM led to an increase in local strain. When the WM was in uniform plastic deformation stage, the number of slip bands in the cover weld was higher than that in the filler weld and backing weld areas.
- (3)
- The decrease in dislocation density and the content of solidsolution-strengthening elements in ferrite grains resulted in local strain concentration at εM = 3.4%, but the fine grains and the grain boundary M–A islands and carbides prevented an obvious increase of strain at εM ≥ 7.5%. The WM was composed of coarse granular bainite and lath bainite, and the larger grain size and non-uniform M–A could not effectively hinder dislocation movement.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khalaj, G.; Azimzadegan, T.; Khoeini, M.; Moslem, E. Artificial neural networks application to predict the ultimate tensile strength of X70 pipeline steels. Neural. Comput. Appl. 2013, 23, 2301–2308. [Google Scholar] [CrossRef]
- Yue, Y.A.; Xla, B.; Kai, W.A.; Ys, C.; Qf, D.; Dw, E.; Hong, Z.A. Full-scale experimental investigation of the fracture behaviours of welding joints of APL X80 wide plate based on DIC technology. Eng. Fail. Anal. 2022, 131, 105832. [Google Scholar] [CrossRef]
- Midawi, A.R.H.; Simha, C.H.M.; Gerlich, A.P. Assessment of yield strength mismatch in X80 pipeline steel welds using instrumented indentation. Int. J. Pres. Ves. Pip. 2018, 168, 258–268. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2017, 38, 203–217. [Google Scholar] [CrossRef]
- Feistauer, E.E.; Bergmann, L.A.; Barreto, L.S.; Santos dos, J.F. Mechanical behaviour of dissimilar friction stir welded tailor welded blanks in Al-Mg alloys for Marine applications. Mater. Des. 2014, 59, 323–332. [Google Scholar] [CrossRef]
- Pandey, C.; Saini, N.; Mahapatra, M.M.; Kumar, P. Study of the fracture surface morphology of impact and tensile tested cast and forged (C&F) Grade 91 steel at room temperature for different heat treatment regimes. Eng. Fai. Ana. 2017, 17, 131–147. [Google Scholar] [CrossRef]
- Peng, Y.; Wu, C.; Gan, J.L.; Dong, J. Determination of the local constitutive properties of the welded steel joints using digital image correlation method. Construct. Build. Mater. 2018, 171, 485–492. [Google Scholar] [CrossRef]
- Agarwal, G.; Gao, H.; Amirthalingam, M. In situ strain investigation during laser welding using digital image correlation and finite-element-based numerical simulation. Sci. Technol. Weld. Joi. 2018, 23, 134–139. [Google Scholar] [CrossRef]
- Leitao, C.; Leal, R.M.; Rodrigues, D.M.; Loureiro, A.; Vilaca, P. Mechanical behaviour of similar and dissimilar AA5182-H111 and AA6016-T4 thin friction stir welds. Mater. Des. 2009, 30, 101–108. [Google Scholar] [CrossRef]
- Leitao, C.; Galvao, I.; Leal, R.M.; Rodrigues, D.M. Determination of local constitutive properties of aluminium friction stir welds using digital image correlation. Mater. Des. 2012, 33, 69–74. [Google Scholar] [CrossRef]
- Bai, R.X.; Wei, Y.P.; Lei, Z.K.; Jiang, H.; Tao, W.; Yan, C.; Li, X.L. Local zone-wise elastic-plastic constitutive parameters of Laser-welded aluminium alloy 6061 using digital image correlation. Optic Laser. Eng. 2018, 101, 28–34. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, H.; Wu, K.; Chen, P.; Liu, X. Strain capacity analysis of the mismatched welding joint with misalignments of D 1,422 mm X80 steel pipelines: An experimental and numerical investigation. J. Pip. Sci. Eng. 2021, 1, 212–224. [Google Scholar] [CrossRef]
- Yh, A.; Peng, Z.B. Strain response analysis of API 5L X80 pipelines with a constrained dent subjected to internal pressure. Int. J. Pres. Ves. Pip. 2021, 193, 104472. [Google Scholar] [CrossRef]
- Shuai, Y.; Wang, X.H.; Feng, C.; Zhu, Y.; Wang, C.L.; Sun, T.; Han, J.; Cheng, Y.F. A novel strain-based assessment method of compressive buckling of X80 corroded pipelines subjected to bending moment load. Thin. Wall. Struct. 2021, 167, 108172. [Google Scholar] [CrossRef]
- Wu, X.; Shuai, J.; Xu, K.; Lv, Z.; Shan, K. Determination of local true stress-strain response of X80 and Q235 girth-welded joints based on digital image correlation and numerical simulation. Int. J. Pres. Ves. Pip. 2020, 188, 104232. [Google Scholar] [CrossRef]
- Ren, J.K.; Chen, Q.Y.; Chen, J.; Liu, Z.Y. Enhancing strength and cryogenic toughness of high manganese TWIP steel plate by double strengthened structure design. Mat. Sci. Eng. A. 2020, 786, 139397. [Google Scholar] [CrossRef]
- Yang, Y.H.; Shi, L.; Xu, Z.; Lu, H.S.; Chen, X.; Wang, X. Fracture toughness of the materials in welded joint of X80 pipeline steel. Eng. Fract. Mech. 2015, 148, 337–349. [Google Scholar] [CrossRef]
- Huda, N.; Gianetto, J.; Ding, Y.; Lazor, R.; Gerlich, A.P. Investigation of local tensile strength and ductility properties of an X100 submerged arc seam weld. J. Mat. Sci. Eng. A 2019, 768, 138475. [Google Scholar] [CrossRef]
- Wang, D.Q.; Zhu, M.L.; Xuan, F.Z. Correlation of local strain with microstructures around fusion zone of a Cr-Ni-Mo-V steel welded joint. Mater. Sci. Eng. A 2017, 685, 205–212. [Google Scholar] [CrossRef]
- Reu, P. All about speckles: Speckle Size Measurement. Exp. Technol. 2014, 38, 1–2. [Google Scholar] [CrossRef]
- Blaber, J.; Adair, B.; Antoniou, A. Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Exp Mech. 2015, 55, 1105–1122. [Google Scholar] [CrossRef]
- Tlilan, H.; Gharaibeh, M.; Mustafa, M.; Jawarneh, A. Effect of stress triaxiality on the strain concentration factor. IJSTE. 2020, 8, 4. [Google Scholar] [CrossRef]
- Khalaj, G.; Pouraliakbar, H.; Ra, K.; Khalaj, M. Modeling the correlation between heat treatment, chemical composition and bainite fraction of pipeline steels by means of artificial neural networks. Neural. Netw. World. 2013, 23, 351–367. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Wang, Q.F.; Shi, G.H.; Yang, X.Y.; Qiao, M.L.; Wu, J.P.; Zhang, F.C. In-depth understanding of the relationship between dislocation substructure and tensile properties in a low-carbon microalloyed steel. Mat. Sci. Eng. A 2022, 854, 143681. [Google Scholar] [CrossRef]
- Granberg, F.; Terentyev, D.; Nordlund, K. Interaction of dislocations with carbides in BCC Fe studied by molecular dynamics. J Nucl. Mater. 2015, 66, 283–288. [Google Scholar] [CrossRef]
- Liu, X.L.; Xue, Q.Q.; Wang, W.; Zhou, L.L.; Wu, X.L. Back-stress-induced strengthening and strain hardening in dual-phase steel. Mat. 2019, 7, 100376. [Google Scholar] [CrossRef]
- Maurya, A.K.; Chhibber, R.; Pandey, C. Heat Input Effect on Dissimilar Super Duplex Stainless Steel (UNS S32750) and Nitronic Steel (N 50) Gas Tungsten Arc Weld: Mechanism, Microstructure, and Mechanical Properties. J. Materi. Eng. Perform. 2022; in press. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Specification | Constant Parameters |
|---|---|
| Root welding wire | ER70S-G |
| Root welding wire diameter | 1.2 mm |
| Filler and cover welding wire | E81T1-Ni1 |
| Filler and cover welding wire diameter | 1.2 mm |
| Root welding current, A | 380–430 |
| Root welding voltage, V | 14–18 |
| Filler and cover welding current, A | 160–240 |
| Filler and cover welding voltage, V | 22–28 |
| Shielding gas | 15–25%CO2 +75–85% Ar |
| C | Si | Mn | S | P | N |
|---|---|---|---|---|---|
| 0.065 | 0.24 | 1.84 | 0.0028 | 0.011 | 0.005 |
| Ni | Nb | Cr | Mo | Al | Ti |
| 0.38 | 0.057 | 0.005 | 0.34 | 0.024 | 0.009 |
| KCR | εM = 3.4% | εM = 7.5% | εM = 12.2% |
|---|---|---|---|
| KA | 1.00 | 1.00 | 1.00 |
| KB | 3.00 | 2.07 | 1.94 |
| KC | 2.47 | 2.69 | 6.27 |
| KD | 1.70 | 1.58 | 1.42 |
| KE | 0.81 | 0.18 | 0.60 |
| KF | 2.83 | 2.99 | 7.13 |
| KG | 2.00 | 2.35 | 4.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Que, Y.; Wu, Y.; Wang, G.; Jia, H.; Zhang, S.; Feng, Q.; Dai, L. Study of Tensile Deformation and Damage Law in Undermatching X80 Pipeline Steel Welded Joints. Metals 2023, 13, 226. https://doi.org/10.3390/met13020226
Que Y, Wu Y, Wang G, Jia H, Zhang S, Feng Q, Dai L. Study of Tensile Deformation and Damage Law in Undermatching X80 Pipeline Steel Welded Joints. Metals. 2023; 13(2):226. https://doi.org/10.3390/met13020226
Chicago/Turabian StyleQue, Yongbin, Yi Wu, Guanhua Wang, Haidong Jia, Shichao Zhang, Qingshan Feng, and Lianshuang Dai. 2023. "Study of Tensile Deformation and Damage Law in Undermatching X80 Pipeline Steel Welded Joints" Metals 13, no. 2: 226. https://doi.org/10.3390/met13020226
APA StyleQue, Y., Wu, Y., Wang, G., Jia, H., Zhang, S., Feng, Q., & Dai, L. (2023). Study of Tensile Deformation and Damage Law in Undermatching X80 Pipeline Steel Welded Joints. Metals, 13(2), 226. https://doi.org/10.3390/met13020226