Abstract
The purpose of this study is to determine if forged TiAl alloys are worth using for small parts such as jet engine turbine blades. As part of this goal, this study investigated ways to improve the impact resistance of forged TiAl alloys and compared them to cast TiAl alloys. The effects of additive elements and microstructure on the impact resistance of forged ternary TiAl alloys of 43.5 at. % Al were evaluated using the Charpy impact test on specimens heated to 500 °C prior to testing. The impact resistance of the forged alloys improved with the addition of Cr, V, and Mn and deteriorated with the addition of Nb. The impact resistance of the microstructure containing a β-phase, a common microstructure in forged TiAl alloys, was significantly lower. The fully lamellar structure obtained at the expense of forgeability showed much higher impact resistance than this. However, even the best impact resistance of the forged alloys was significantly inferior to that of cast ternary alloys of 46.5 at. % Al prepared with the same additive content. Combined with the high cost and low high-temperature strength of the forged TiAl alloys, it is concluded that it is pointless to use forged TiAl alloys for small parts that can be made via casting.
Keywords:
titanium aluminides; impact resistance; jet engines; turbine blades; forging; casting; beta phase 1. Introduction
The commercialization of TiAl alloys, which are new, lightweight, heat resistant alloys, began about 20 years ago. Current methods of manufacturing TiAl alloy components include casting, forging, additive manufacturing [1,2], and metal injection molding [3]. Among these techniques, casting is the most widely used method, followed by forging. The composition of forged TiAl alloys differs significantly from that of TiAl alloys produced by other methods. This is because forged TiAl alloys require a β-phase to enable plastic deformation at high temperatures. The β-phase is a soft metallic phase at forging temperatures; however, at lower temperatures, it orders and transforms into an intermetallic compound phase. To produce a β-phase in a TiAl alloy, the Al concentration must be reduced below normal concentration, and a significant amount of β-phase-stabilizing elements must be added.
Ti-42Al-5Mn (at. %; the notation of at. % will be omitted hereafter) [4,5,6] is a representative forged TiAl alloy with a high β-phase content (area ratio of 10% or more [7]). Ti-42Al-5Mn is well suited for the production of large components because it can be hot-forged (high-speed deformation in open space); therefore, it is used for the production of large structural components for defense applications, and this product is still in production. TNM alloy [8,9,10] (Ti-43.5Al-4Nb-1Mo-0.1B) is another representative forged TiAl alloy with a low β-phase content. It is typically produced by isothermal forging (low-speed deformation in a high-temperature chamber) because hot-forging causes cracking. Due to the limitations of the isothermal forging process (press capacity, chamber size, possible temperatures, etc.), TNM alloys cannot be used to produce large parts, so small parts such as jet engine turbine blades are the target application.
The compositional differences between forged TiAl alloys (which require a lower Al content and the addition of large amounts of β-stabilizing elements to produce the β-phase) and TiAl alloys produced by other methods may degrade the properties of the former. Although it is well known that TiAl alloys with a β-phase have low creep strength [11], this study focused on their impact resistance. In fact, the aforementioned TNM alloy was once used to manufacture the last-stage turbine blades (LSTBs) of Pratt & Whitney’s PW1100G geared turbofan engine, but was later replaced by other common heat-resistant materials due to frequent in-service problems. The cause was that many blades were destroyed by impact due to high-speed collisions with debris flying from inside the engine [12].
TiAl alloy LSTBs used in other jet engines, such as CFM International’s LEAP turbofan engine, have been manufactured using cast TiAl4822 (Ti-48Al-2Nb-2Cr) [13,14,15,16], with no reported cases of impact fractures or other problems. The extreme difference in practical performance between forged TNM alloy and cast TiAl4822 may be due to the difference in the engine type; however, conclusive evidence is not available. Alternatively, the difference in manufacturing processes, forging versus casting (i.e., the major difference in composition), may have resulted in significant practical differences between the two alloys.
In a previous study [17], the impact resistance of various TiAl alloys with different additive elements, microstructures, and manufacturing methods was evaluated. The results suggested that the impact resistance of forged TiAl alloys may be inferior to that of cast TiAl alloys. Therefore, in this study, in order to evaluate the practical utility value of forged TiAl alloys, the impact resistance of forged alloys was improved as much as possible and compared with that of cast alloys.
For this purpose, the impact resistance of various ternary forged TiAl alloys with different additive elements (β-phase-stabilizing elements) and microstructures was evaluated using the Charpy impact test. In selecting the forged alloys to be considered, forged alloys with low Al content, such as Ti-42Al-5Mn, have a high amount of β-phase, and the microstructure undergoes small changes even if the post-forging heat treatment conditions are changed; therefore, these alloys were not investigated in this study. In contrast, forged alloys with high Al content, such as TNM alloy (Ti-43.5 Al-4Nb-1Mo-0.1B), have a small amount of β-phase, and the post-forging heat treatment is expected to result in different microstructures. Therefore, forged ternary alloys of 43.5 Al were used in this study.
Firstly, the effect of additive elements and post-forging heat treatment conditions on the microstructure formation of forged ternary alloys of 43.5 Al was studied, and then the impact resistance of the forged alloys with representative microstructures was evaluated using the Charpy impact test on specimens heated to 500 °C prior to testing. The same evaluation was performed on cast ternary alloys of 46.5Al, using the same amount of additives that most improved the impact resistance of the forged alloys. After comparing the impact resistance of the forged and cast alloys, the practical value of the forged TiAl alloys was evaluated, taking into account other properties.
The purpose of this study, as clarified by the above discussion, is to determine if forged TiAl alloys are worth using for small parts such as jet engine turbine blades.
2. Materials and Methods
2.1. Materials
Ternary 43.5 Al ingots containing Nb, V, Mo, W, Cr, and Mn, respectively, were produced from the following raw materials: titanium sponge (purchased from Osaka Titanium technologies Co., Ltd. (Amagasaki, Japan), AlV alloy (purchased from Taiyo koko Co., Ltd. (Kobe, Japan)), Al shot, Nb flakes, granular Cr, Mn and powdered Mo, W (purchased from Furuuchi chemical Co., Ltd. (Tokyo, Japan), respectively). Approximately 900 g of raw materials per charge was induction-melted in a Y2O3 crucible, which was placed in an evacuated chamber filled with Ar gas. Ceramic crucible melting is not a method normally used for TiAl alloys, but it was found that the amount of oxygen entering the TiAl alloy from the crucible during melting was kept at a certain level when Y2O3 or CaO crucibles were used, with little effect on the properties. Therefore, considering the experimental efficiency of sample production, it was decided to use this method. After the raw materials were completely melted, the molten metal was kept in the molten state for 3 min and then poured into a cast iron mold to produce cylindrical ingots (diameter: 60 mm; height: 80 mm).
Hot-forging was selected as the forging method considering the cost of testing. Since 43.5 Al alloys have a small amount of β-phase, cracks may develop at the periphery of the material during hot-forging; however, these cracks do not affect the evaluation of the interior of the material. The cracking was mitigated by applying an insulating and lubricating coating of TP610 [18] (Advanced Technical Products Supply Co., Inc. (West Chester, OH, USA)). Hot-forging was performed by first heating the ingots in a furnace at 1300 °C for approximately 1 h and then removing them from the furnace. The ingot with a height of 80 mm was then compressed to a thickness of 16 mm by a single upset forging in air along the height direction of the ingot.
Ternary cast alloys of 46.5 Al were used for comparison. They were made with the same amount of additives that gave the highest impact resistance in the forged alloy. The raw materials were melted using the method described above, and the molten metal was poured into a flat plate (by changing the shape of the metal mold) with dimensions of approximately 60 mm × 90 mm × 16 mm, excluding the hot top.
The heat treatment conditions for the forged alloys were 1150 °C/20 h/FC (after holding at 1150 °C for 20 h, the furnace was turned off and the samples were left to cool in the furnace), 1230 °C/5 h/FC, 1280 °C/5 h/FC, and 1330 °C/2 h/FC. The cast alloys were heat-treated at 1200 °C/4 h/FC (equivalent to hot isostatic pressing conditions of cast TiAl4822 for LSTBs) and 1400 °C/1 h/FC. The cut surfaces of the small pieces after heat treatment were polished, and the microstructure was observed with the compositional mode of backscattered electron imaging using JEOL JSM-6060 scanning electron microscope (JEOL Ltd., Akishima, Japan).
2.2. Evaluation Method for Impact Resistance
The products where the impact resistance of TiAl alloys is most needed are the LSTBs for jet engines, as evidenced by the disappointing experience with the TNM alloy mentioned above. Therefore, the impact resistance should be evaluated at high temperatures, since collisions with debris occur at high temperatures. Based on the airline’s internal data, a test temperature of 500 °C was selected, which is believed to approximate the material temperature of the LSTBs during horizontal flight (longest duration).
In some cases, the foreign object damage (FOD) test [19] has been used to evaluate the impact resistance of TiAl alloys. However, the large number of tests that were required in this study could be performed using the FOD test due to their cost and duration. In addition, FOD tests are difficult to perform at high temperatures. Therefore, the Charpy impact test was used, which is simple, practical, and economical. It is also easy to test at high temperatures.
Charpy test specimens measuring approximately 10 × 10 × 55 mm were prepared by machining the forged and cast alloys after heat treatment. Because TiAl alloys are much more brittle than normal metallic materials, notching the Charpy specimen as usual reduces the absorbed energy and makes it difficult to determine differences between alloys. Therefore, unnotched specimens were used. Similarly, a small hammer with a capacity of 30 J was used because the low absorbed energy of the TiAl alloys cannot be accurately measured when a hammer with a normal capacity such as 300 J is used. The specimens were held at 500 °C for about 1 h in an electric furnace (placed very close to the testing machine), then removed, and immediately placed for testing. The test duration was 5–10 s. The temperature of the specimen after removal from the furnace was not measured. The specimen temperature at the time of the Charpy testing is assumed to be slightly less than 500 °C. Therefore, the evaluation temperature is expressed as the specimen heating temperature before testing. More than ten tests were performed for each alloy, and the average value of the Charpy absorbed energy was compared. The standard deviations (SDs) of the measurements were also determined.
3. Results and Discussion
3.1. Microstructure of Forged TiAl Alloys
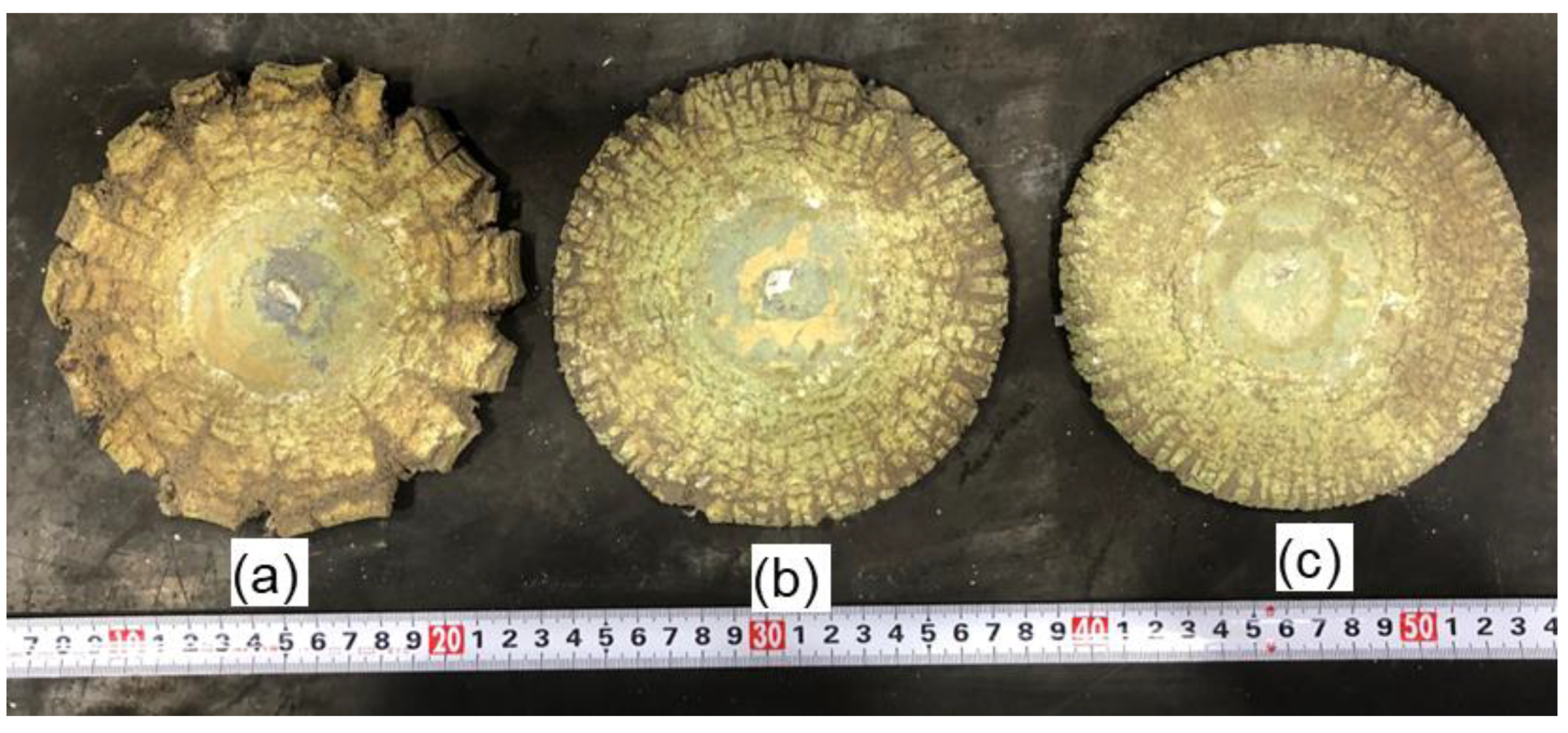
Figure 1 shows a photograph of the forged material: alloys with different Cr additions (2.0, 3.0, and 4.0%). Cracking at the periphery decreases with increasing Cr addition. This is, of course, due to the increase in the amount of β-phase, which has good deformability at forging temperature.
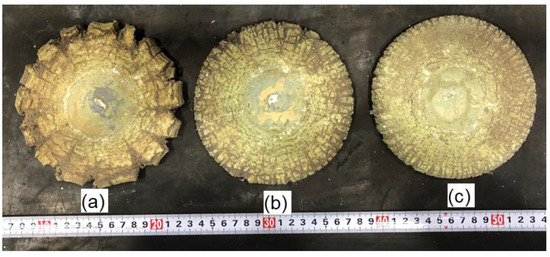
Figure 1.
Photograph of forged ternary TiAl alloys. (a) Ti-43.5Al-2.0Cr, (b) Ti-43.5Al-3.0Cr, and (c) Ti-43.5Al-4.0Cr.
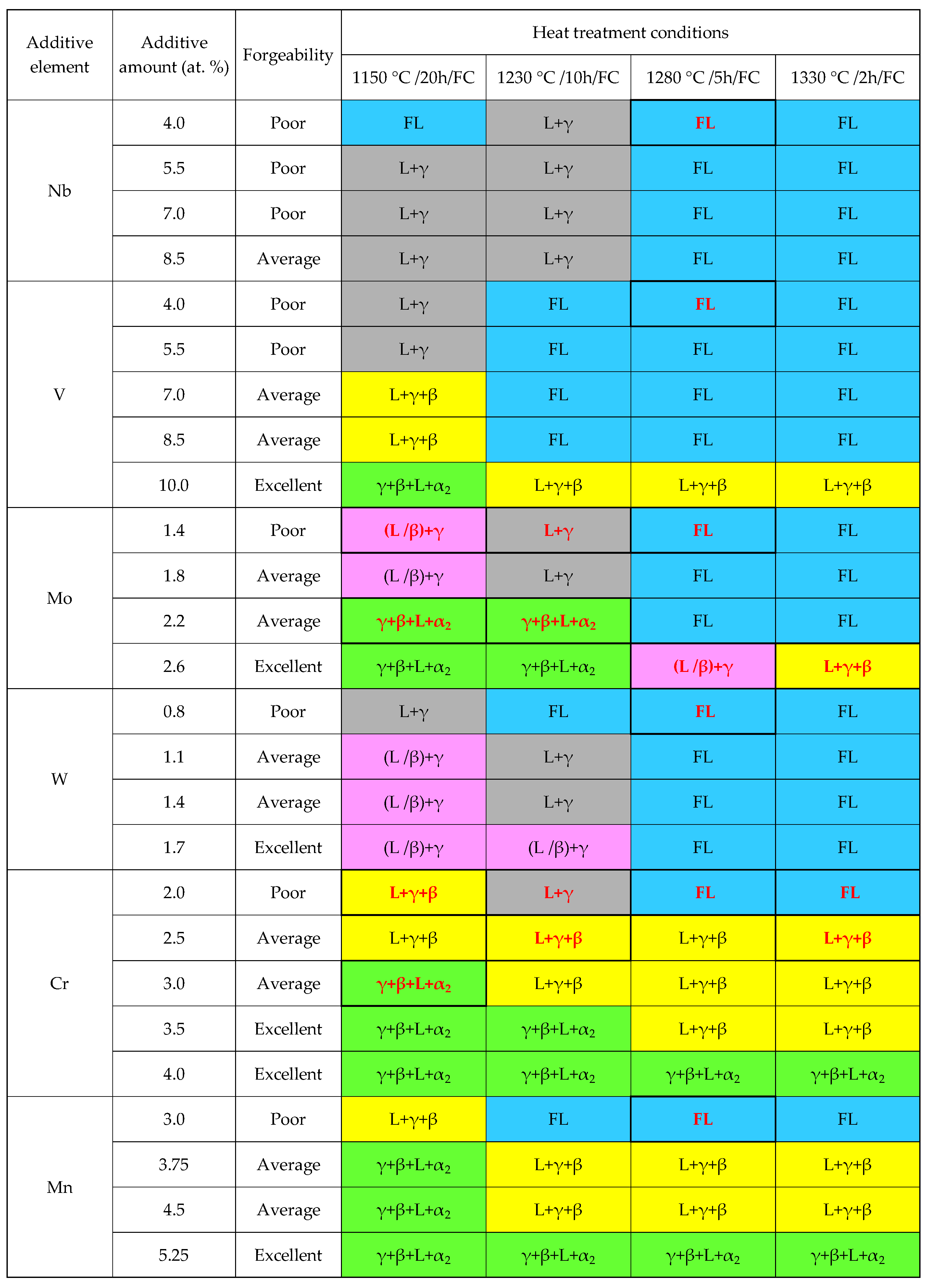
Figure 2 shows a list of the forged ternary TiAl alloys of 43.5 Al evaluated and the type of microstructure formed under the four post-forging heat treatments, distinguished by color coding. The forgeability of each alloy is also described in relative terms. “Excellent” corresponds to no cracking at all at the periphery of the forged material, and was often found in alloys with a high amount of additive elements, i.e., a large amount of β-phase. Conversely, “Poor” corresponds to the presence of many cracks at the outer periphery, and this occurred in alloys with a low amount of additive elements. The condition between “Excellent” and “Poor” is considered as “Average”.
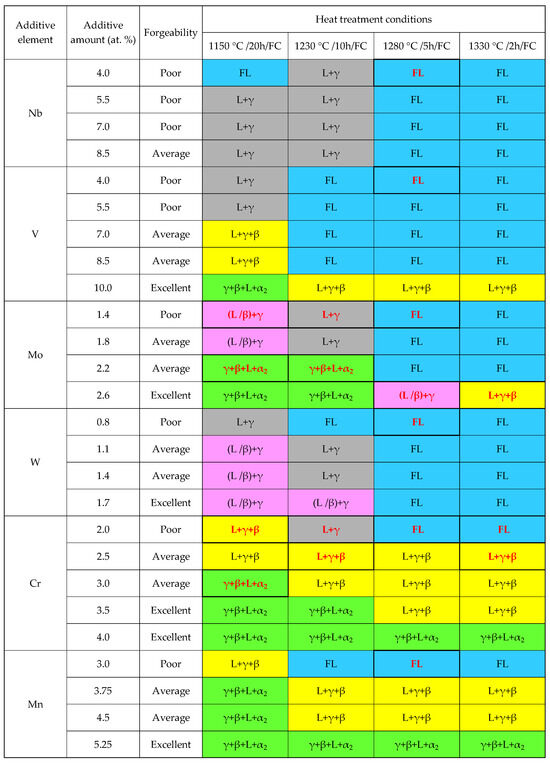
Figure 2.
Compositions of the evaluated forged ternary TiAl alloys of 43.5 Al and the type of microstructures formed under different post-forging heat treatments (indicated by color coding). The impact resistance of the alloys marked in bold red was evaluated.
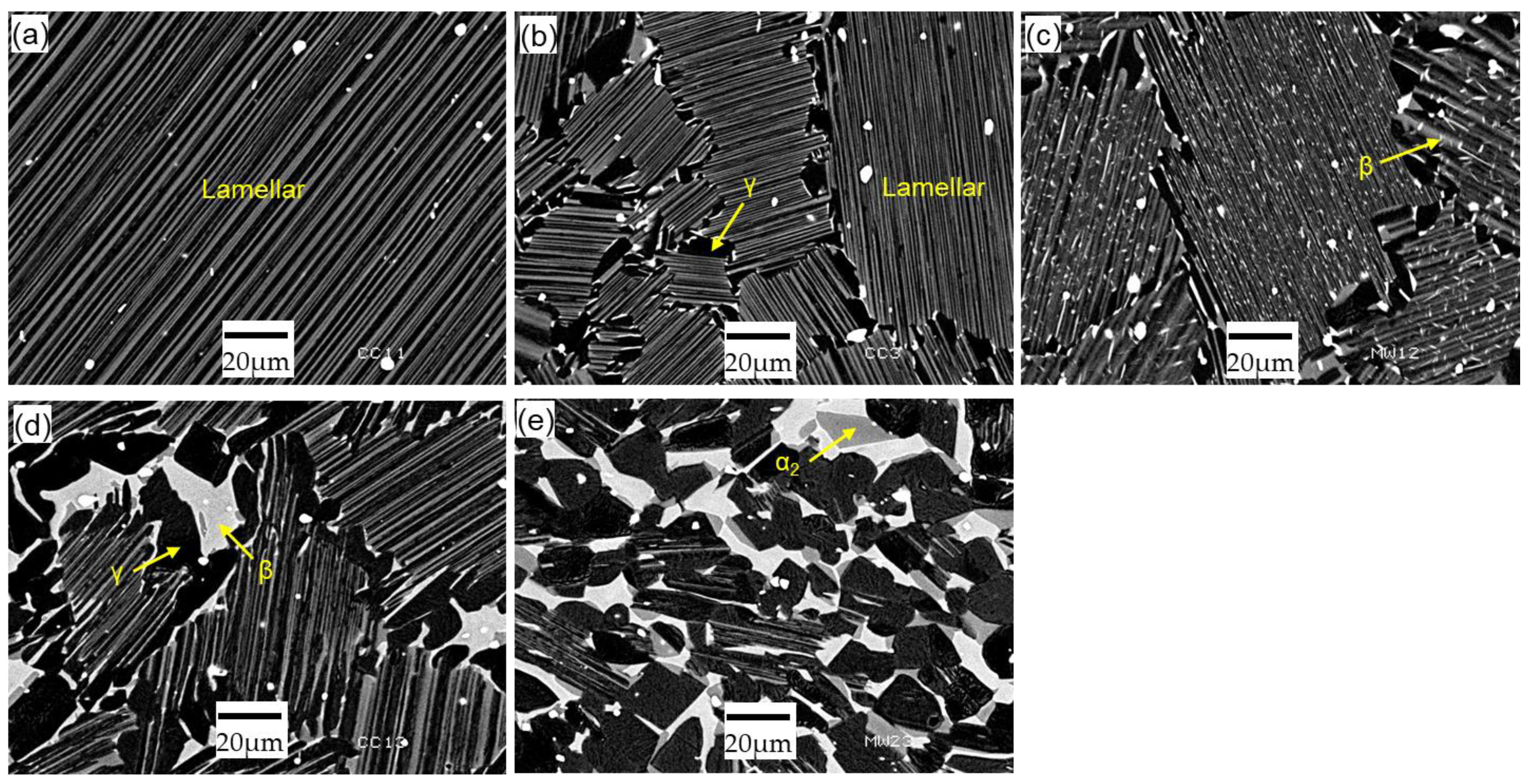
Five major types of microstructures were formed after four conditions of heat treatment. Each typical microstructure is shown in Figure 3. In the notation of each microstructure, they are listed in the order of their existence ratio. Specifically, FL is a fully lamellar structure. L + γ is a mixed microstructure of lamellar structure and γ-phase, but the amount of γ-phase is less than that of normal cast TiAl alloys, and the majority is lamellar structure. (L/β) + γ is a mixed microstructure of lamellar structure with fine β-phase precipitates inside and γ-phase. L + γ + β is a microstructure with lamellar structure, γ-phase, and β-phase in this order. γ + β + L + α2 is a similar mixed structure, but the proportion of γ-phase is the largest.
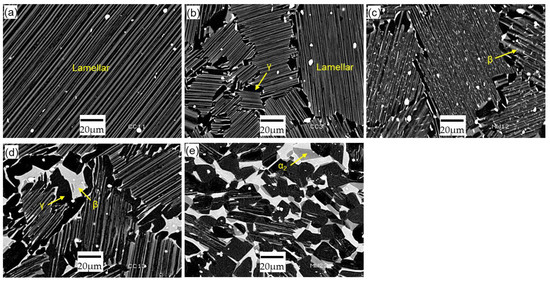
Figure 3.
Backscattered electron images of the typical microstructures of the forged ternary TiAl alloys: (a) FL (Ti-43.5 Al-2.0Cr, 1280 °C/5 h/FC), (b) L + γ (Ti-43.5 Al-1.4Mo, 1230 °C/10 h/FC), (c) (L/β) + γ (Ti-43.5 Al-1.4Mo, 1150 °C/20 h/FC), (d) L + γ + β (Ti-43.5 Al-2.5Cr, 1330 °C/2 h/FC), and (e) γ + β + L + α2 (Ti-43.5 Al-3.0Cr, 1150 °C/20 h/FC).
The microstructure of forged alloys formed by heat treatment can be roughly classified into those containing a β-phase and those without a β-phase. The former are FL and L + γ, and for Cr- and Mn-doped alloys, it was observed only at the lowest additions. In alloys with other elements, these microstructures were formed even at high addition levels. The FL, L + γ structure is a microstructure also found in cast alloys, but the low Al concentration of 43.5 in the forged alloys in this study results in less γ-phase and more α2-phase than in normal cast alloys (46–48 Al). The microstructures in which the β phase is present are L + γ + β and γ + β + L + α2 in alloys with V, Cr, and Mn additions, and the lamellar structure tends to decrease with increasing additions, while the γ- and β-phases increase. L + γ + β is the most common microstructure in forged TiAl alloys, and Ti-42Al-5Mn and TNM alloys also have this microstructure. On the other hand, (L/β) + γ was observed only in the alloys with Mo and W additions.
The impact resistance of the alloys marked in bold red letters in Figure 2 was evaluated. In particular, many typical microstructures were formed in alloys containing Mo and Cr by varying the addition amounts and heat treatment conditions. Therefore, Charpy impact tests were performed on several alloys with different microstructures in Mo- and Cr-doped alloys to evaluate the effect of microstructure on impact resistance. On the other hand, the effects of each added element were evaluated using the FL structures observed at the lowest added amount for all added elements.
The Charpy test was performed by heating the specimens at 500 °C for 1 h prior to testing. According to a study [20] that investigated microstructural changes when TiAl alloys were aged at low temperatures, some microstructural changes were observed when they were kept at 700 °C for 10,000 h. Although it cannot be said that there was no microstructural change at all when the specimens were held at 500 °C for 1 h in this study, it is believed that there was little microstructural change due to this low temperature and short heating time, because these materials were heat-treated at 1150 °C or higher and changed to a stable microstructure.
3.2. Impact Resistance of Forged TiAl Alloys
Table 1 shows the average absorbed energy and SD of the selected forged ternary alloys of 43.5 Al obtained from the Charpy impact tests on specimens heated to 500 °C prior to testing. The effect of microstructure was evaluated using Mo- and Cr-doped alloys, and the highest absorbed energy was obtained in the FL structure for both alloys. The higher impact resistance of the FL structure was also observed in the cast alloys in a previous study. The reason for this is not yet known, but it is well known that the FL structure has higher resistance to crack propagation than other microstructures [21], and the same effect may have occurred during the fracture process in the Charpy impact test.

Table 1.
Average absorbed energy and standard deviation of forged ternary TiAl alloys of 43.5 Al obtained from the Charpy impact tests on specimens heated to 500 °C prior to testing.
On the other hand, the absorbed energy of all three microstructures with a β-phase was much lower than that of the microstructures without a β-phase. In other words, it was confirmed that the β-phase has a significant negative effect on the impact resistance. The reason for this is that the β-phase is a highly ductile metallic phase at forging temperatures, but at lower temperatures it transforms into a very brittle B2-type intermetallic compound phase. The lowest absorbed energies were observed for both Mo- and Cr-doped alloys at the highest addition levels, due to the increase in the amount of detrimental β-phase with increasing addition levels.
The FL structure formed for all added elements was used to evaluate the effect of each element on impact resistance. The amount added is the minimum amount for each element. The absorbed energies decrease in the order of alloys doped with 4.0 V, 2.0 Cr, 3.0 Mn, 1.4 Mo, 0.8 W, and 4.0 Nb. In other words, the impact resistance of the forged alloys improved with the addition of V, Cr, and Mn and deteriorated with the addition of Nb. These results are the same as those obtained for cast TiAl alloys in a previous study. The effect of each added element on impact resistance is not fully understood and is a subject for future research.
The above results indicate that the addition of small amounts of V, Cr, and Mn followed by post-forging heat treatment to form a FL structure is necessary to increase the impact resistance of forged TiAl alloys. However, this improvement in impact resistance was at the expense of forgeability, as evidenced by the many cracks observed at the periphery of the forged materials that exhibited an FL microstructure after heat treatment in this study (see Figure 1 and Figure 2).
3.3. Impact Resistance of Cast TiAl Alloys
Table 2 shows a list of the evaluated cast ternary alloys of 46.5 Al, the microstructures formed under the two heat treatment conditions, average absorbed energies, and SD obtained from the Charpy impact tests on specimens heated to 500 °C prior to testing. Figure 4 shows the typical microstructures of the cast alloys. The amounts of elements added are 4.0Nb, 4.0V, 1.4Mo, 0.8W, 2.0Cr, and 3.0Mn, which correspond to the lowest additive contents that resulted in the FL structure with the highest impact resistance in the forged alloys. At 1200 °C/4 h/FC, the microstructure is mainly L + γ; however, a small amount of β-phase is observed in the Mo- and Mn-doped alloys. At 1400 °C/1 h/FC, the microstructure of each cast alloy is mainly FL, but only in the Mn-doped alloy γ-phase is abundant and a small amount of β-phase is observed.
Table 2.
Compositions of the evaluated cast ternary TiAl alloys containing 46.5 Al, microstructures under the two heat treatment conditions, average absorbed energies, and standard deviations obtained from the Charpy impact tests on specimens heated to 500 °C prior to testing.
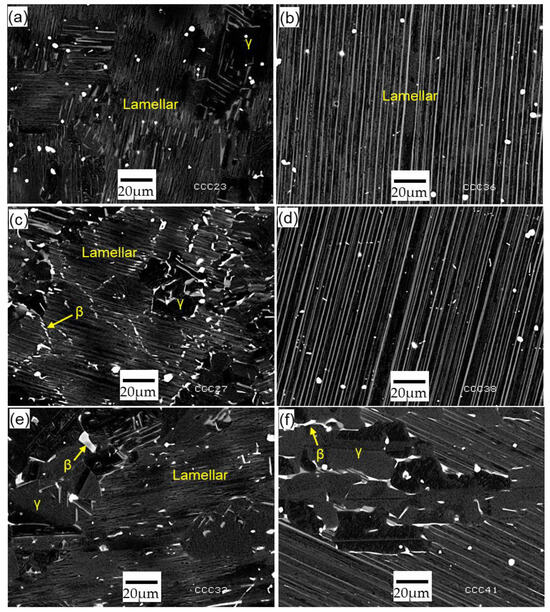
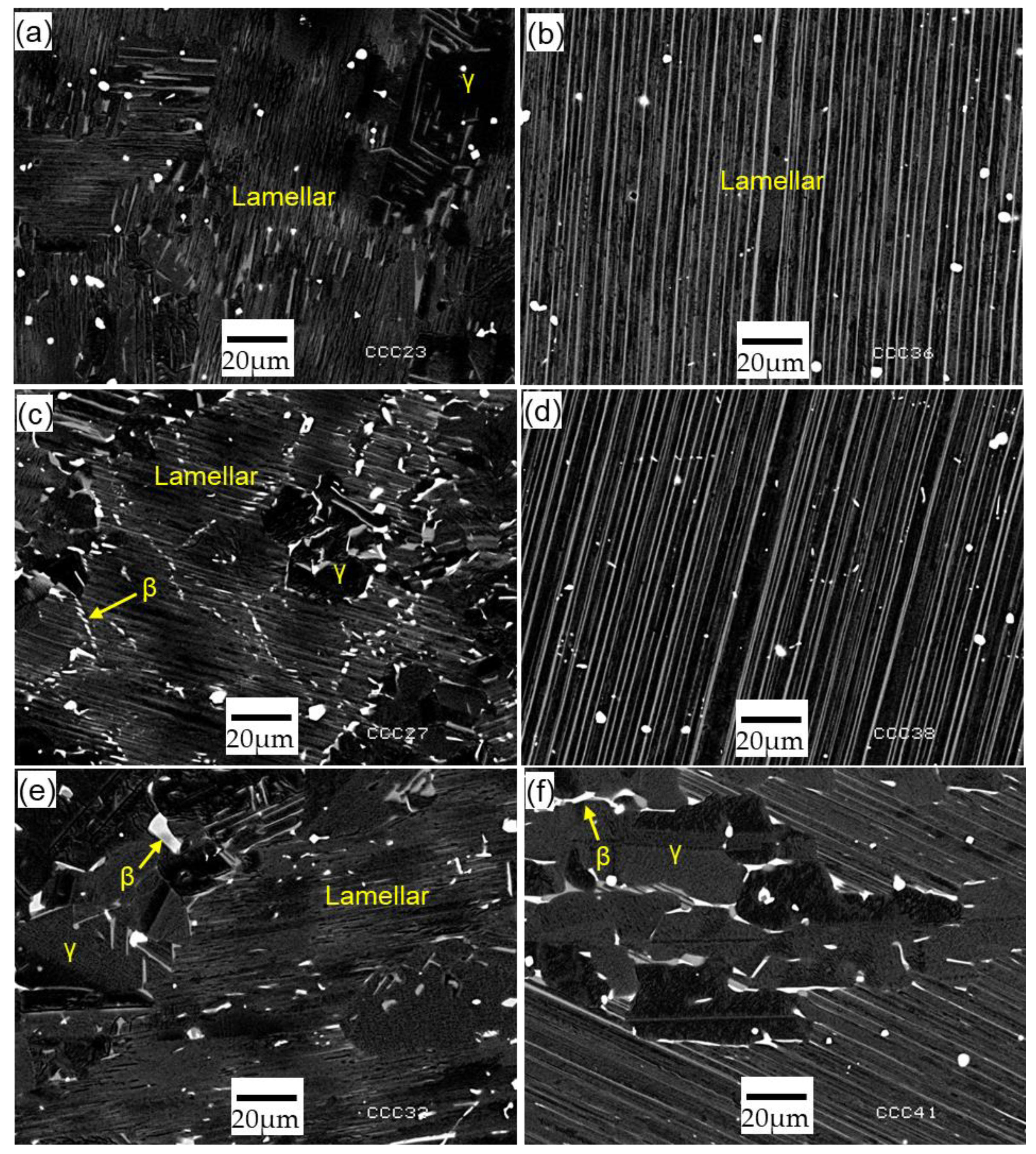
Figure 4.
Backscattered electron images of the typical microstructures of the cast ternary TiAl alloys of Ti-46.5 Al-4.0Nb: (a) 1200 °C/4 h/FC and (b) 1400 °C/1 h/FC; Ti-46.5 Al-1.4Mo: (c) 1200 °C/4 h/FC and (d) 1400 °C/1 h/FC; and Ti-46.5 Al-3.0Mn: (e) 1200 °C/4 h/FC and (f) 1400 °C/1 h/FC.
Comparing the two heat treatment conditions, the impact resistance was better for the cast alloys heat-treated at 1400 °C. In other words, the impact resistance of the FL structure is better than that of the L + γ structure, which is the same result obtained for the forged alloys. The impact resistance of the cast alloy prepared with 3.0 Mn was almost the same under both heat treatment conditions; this is because the FL structure was not formed by the heat treatment at 1400 °C. The influence of each additive element on the adsorbed energy of the cast alloys was the same as that observed for the forged alloys. The V- and Cr-doped alloys exhibited higher absorbed energies than all the other alloys, and the Nb-doped alloy exhibited the lowest absorbed energy.
3.4. Comparison of Impact Resistance between Forged and Cast TiAl Alloys and Evaluation of the Usefulness of Forged TiAl Alloys
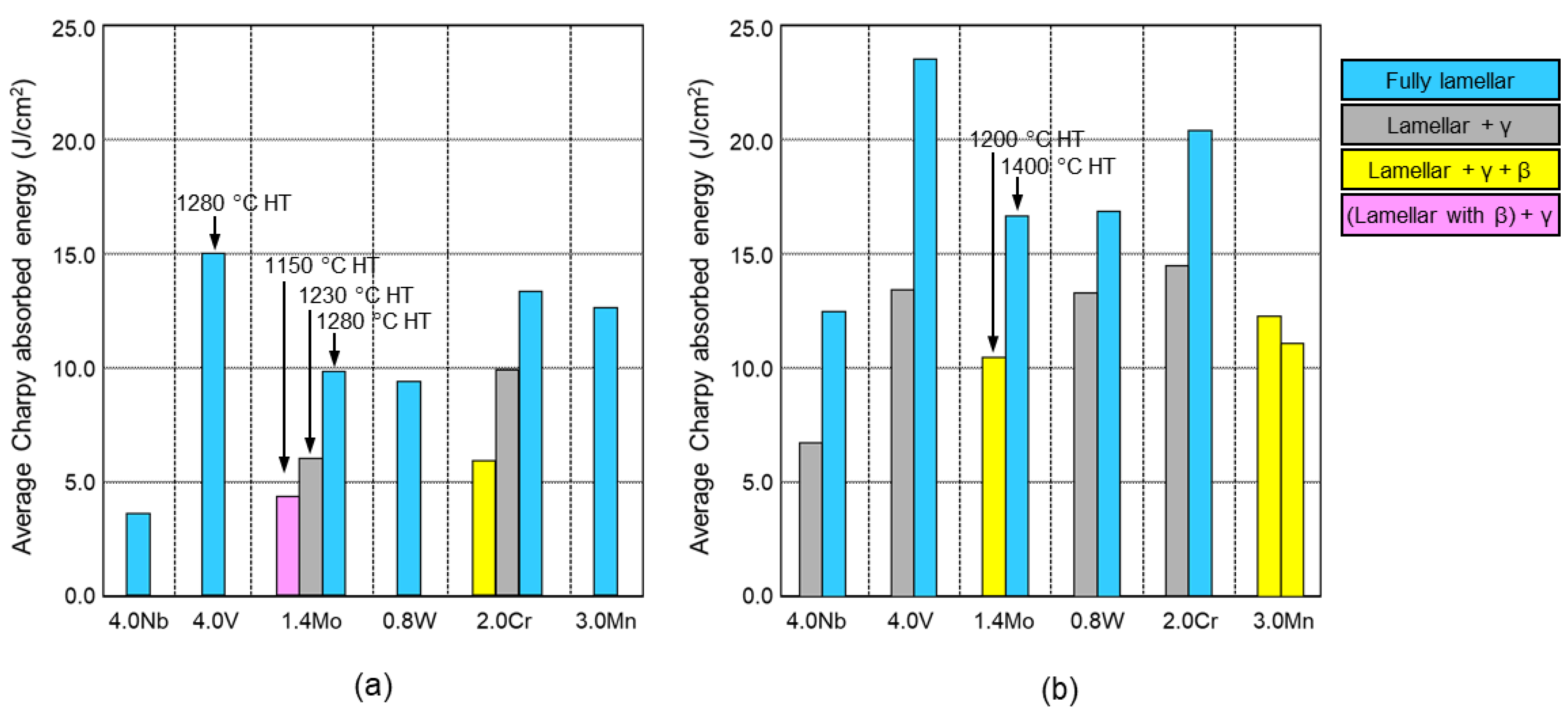
Figure 5 shows a comparison of the average Charpy absorbed energy on specimens heated to 500 °C prior to testing for forged ternary alloys of 43.5 Al and cast ternary alloys of 46.5 Al. For the forged alloys, the heat treatment temperatures for 1.4Mo- and 2.0Cr-added alloys are 1150 °C, 1230 °C, and 1280 °C. All other alloy results are for alloys heat-treated at 1280 °C to form an FL structure. On the other hand, all of the cast alloys were the result of heat treatment at 1200 °C and 1400 °C. The amount of elements added to each forged alloy is the minimum amount investigated in this study, and the amount of elements added to the cast alloys is the same as this. Since, as mentioned above, the impact resistance of forged alloys increases as the amount of added decreases, these results show the best impact resistance among the forged alloys. However, as mentioned above, this minimum amount of addition results in significantly poor forgeability.
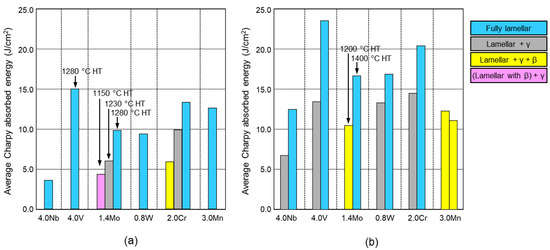
Figure 5.
Comparison of the average Charpy absorbed energy on specimens heated to 500 °C prior to testing for (a) forged ternary TiAl alloys of 43.5 Al and (b) cast ternary TiAl alloys of 46.5 Al.
Comparing the 1.4Mo- and 2.0Cr-doped forged alloys, the absorbed energy of alloys with microstructure containing a β-phase formed by heat treatment at 1150 °C is significantly lower than that of alloys with microstructure without a β-phase formed at higher heat treatment temperatures (1230 °C and 1280 °C). These results clearly show that the impact resistance of the forged alloys is reduced by the presence of the β-phase, even for the same composition.
Comparing the forged and cast alloys, it can be clearly seen that the impact resistance of the forged alloys is significantly lower than that of the cast alloys. Even the L + γ structure of the cast alloys formed by heat treatment at 1200 °C, which has a lower impact strength for cast alloys, has a higher absorbed energy than the FL structure of the forged alloy with the same amount of additions. Compared to the FL structure of cast alloys formed by heat treatments at 1400 °C, the absorbed energy of the FL structure of forged alloys is between one-half and two-thirds of that of cast alloys. In other words, the impact resistance of the forged alloys is inferior to that of the cast alloys, even though the microstructure and the amount of additive elements are the same. This is due to the lower Al content in the forged alloys (43.5) compared to the cast alloys (46.5), and the consequent increase in the amount of the more brittle α2 phase in the lamellar structure. The decrease in impact resistance with lower Al was also observed in a previous study using binary TiAl alloys.
To summarize the above results, the impact resistance of normal forged TiAl alloys (microstructure with a β-phase) is significantly lower than that of cast TiAl alloys. Furthermore, even if the FL microstructure is produced at the expense of forgeability, the impact resistance of the forged alloys is considerably inferior to that of the cast TiAl alloys. This is due to the fact that the composition of the forged TiAl alloys (low Al content, high amount of added elements) differs significantly from TiAl alloys produced by other processes, as discussed at the beginning of this paper.
Although this study primarily evaluated the impact resistance (and related forgeability) of forged TiAl alloys, it raises questions about the practical value of forged TiAl alloys. First of all, there is no doubt that the production cost of forged alloys is higher than that of cast alloys. Since a cast ingot is required at the beginning of the forged alloy, the subsequent process is an extra step that is not included in the cast alloys. In addition, because ordinary forged alloys contain a β-phase with low high-temperature strength, they naturally have lower creep strength than cast alloys that do not contain this phase. Although many studies have reported that grain refinement that occurs during the forging process improves low-temperature tensile strength [22,23], this is not a primary concern for materials such as TiAl alloys that are intended for high-temperature applications. In addition, there are no clear reports anywhere that forged TiAl alloys are superior to cast TiAl alloys in the overall high-temperature properties required for high-temperature parts. For common metallic materials, forged materials typically have higher reliability, such as impact resistance, than castings, and it has been vaguely assumed that the same is true for TiAl alloys, but this research paper has shown that the exact opposite is true. This is clearly due to the fact that the composition of forged TiAl is very different from other TiAl alloys.
Considering the various factors mentioned above, the usefulness of forged TiAl alloys appears to be limited to large parts (large structural components, large blades such as LSTBs for a power generation gas turbine, large-area plates, etc.) that cannot be made using the casting method. In other words, it can be concluded that the use of forged TiAl alloys for small parts that can be made via casting, such as small blades, is completely useless.
4. Conclusions
To determine the usefulness of forged TiAl alloys as practical materials, this study evaluated their impact strength. First, the additive elements and microstructure that most improved the impact resistance of forged ternary TiAl alloys of 43.5Al were evaluated via Charpy impact tests on specimens heated to 500 °C prior to testing. Their impact resistance was then compared with that of cast ternary TiAl alloys of 46.5 Al with the same amount of additive elements. The following results were obtained.
- The impact resistance of forged TiAl alloys improved with Cr, V, and Mn additions and deteriorated with Nb additions.
- The impact resistance of the microstructure including a β-phase, which is a common microstructure of forged alloys, was remarkably low.
- The FL structure has shown the best impact resistance in forged alloys. However, this can only be obtained by reducing the amount of additive elements at the expense of forgeability.
- Even with this FL structure, the impact resistance of the forged alloys was from one-half to two-thirds that of the cast alloys with the same additive content and microstructure. This is due to the difference in Al concentration in the two alloys.
- The low impact resistance of forged TiAl alloys is due to their different composition from other TiAl alloys (low Al concentration, addition of many β-stabilizing elements).
Combined with the high cost and low high-temperature strength of forged TiAl alloys, it can be concluded that it is pointless to use forged TiAl alloys for small parts that can be made via casting, such as jet engine blades.
Funding
This work was supported by the Japan Science and Technology Agency (grant numbers AS0216001).
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request. The data are not publicly available due to confidentiality.
Conflicts of Interest
The author declares no conflict of interest.
References
- Dzogbewu, T.C.; Preez, W.B. Additive manufacturing of Ti-based intermetallic alloys: A review and conceptualization of a next-generation machine. Materials 2021, 14, 4317. [Google Scholar] [CrossRef]
- Emiralioglu, A.; Unal, R. Additive manufacturing of gamma titanium aluminide alloys: A review. J. Mater. Sci. 2022, 57, 4441–4466. [Google Scholar] [CrossRef]
- Liu, Y.; Pan, Y.; Liu, X.; Sun, J.; Hui, T.; Yang, Y.; Yu, A.; Qu, X.; Zhang, J. Fabrication of TiAl alloys turbocharger turbine wheel for engines by metal injection molding. Powder Technol. 2021, 384, 132–140. [Google Scholar] [CrossRef]
- Xu, H.; Li, X.; Xing, W.; Shu, L.; Ma, Y.; Liu, K. Processing map and hot working mechanism of as-cast Ti-42Al-5Mn alloy. Adv. Eng. Mater. 2018, 20, 1701059. [Google Scholar] [CrossRef]
- Su, X.; Li, P.; Qu, H.; Feng, C.; Hou, R.; Song, W.; Tian, B.; Xu, H. A Study on the brittle-to-ductile transition temperature of forged β-Solidifying TiAlMn and TNM alloys. Crystals 2022, 12, 1498. [Google Scholar] [CrossRef]
- Graf, G.; Seyffertitz, M.; Erdely, P.S.; Clemens, H.; Stark, A.; Hatzenbichler, L.; Holec, D.; Burtscher, M.; Kiener, D.; Li, X.; et al. On the stability of Ti(Mn, Al)2 C14 Laves phase in an intermetallic Ti-42Al-5Mn alloy. Intermetallics 2023, 161, 107962. [Google Scholar] [CrossRef]
- Tetsui, T.; Hiroshi, H. The influence of oxygen concentration and phase composition on the manufacturability and high-temperature strength of Ti–42Al–5Mn (at%) forged alloy. J. Mater. Process. Technol. 2013, 213, 752–758. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 91–215. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications-processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Janschek, P. Wrought TiAl blades. Mater. Today Proc. 2015, 2, S92–S97. [Google Scholar] [CrossRef]
- Wang, J.G.; Nieh, T.G. Creep of a beta phase-containing TiAl alloy. Intermetallics 2000, 8, 737–748. [Google Scholar] [CrossRef]
- Flightglobal.com. Available online: https://www.flightglobal.com/engines/faa-orders-pw1100g-low-pressure-turbine-bladereplacement/135575.article (accessed on 16 June 2023).
- Bartolotta, P.; Barrett, J.; Kelly, T.; Smashey, R. The use of cast Ti-48Al-2Cr-2Nb in jet engine. JOM J. Min. Met. Mat. Soc. 1997, 49, 48–50. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Yim, S.; Aoyagi, K.; Chiba, A. Effect of multi-stage heat treatment on mechanical properties and microstructure transformation of Ti–48Al–2Cr–2Nb alloy. Mater. Sci. Eng. A 2021, A816, 141321. [Google Scholar] [CrossRef]
- Xu, R.; Li, M.; Zhao, Y. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Tetsui, T. Selection of additive elements focusing on impact resistance in practical TiAl cast alloys. Metals 2022, 12, 544. [Google Scholar] [CrossRef]
- Advanced Technical Products Supply Co. Inc. Available online: https://www.knowde.com/stores/advanced-technical-products-supply/products/atp-610 (accessed on 9 September 2023).
- Harding, T.S.; Jones, J.W. Effect of foreign object damage on the fatigue strength of an XDTM γ-TiAl alloy. Scr. Mater. 2000, 43, 631–636. [Google Scholar] [CrossRef]
- Huang, Z.W.; Lin, J.P.; Sun, H.L. Microstructural changes and mechanical behavior of a near lamellar γ-TiAl alloy during long-term exposure at 700 °C, s. Intermetallics 2017, 31, 59–68. [Google Scholar] [CrossRef]
- Pippan, R.; Hohenwarter, A. Crack propagation resistance of TiAl alloys. MRS Bull. 2000, 47, 824–831. [Google Scholar] [CrossRef]
- Niu, H.Z.; Chen, Y.Y.; Kong, F.T.; Lin, J.P. Microstructure evolution, hot deformation behavior and mechanical properties of Ti-43Al-6Nb-1B alloy. Intermetallics 2012, 31, 249–256. [Google Scholar] [CrossRef]
- Wei, B.; Tang, B.; Chu, Y.; Du, L.; Chen, X.; Zhu, L.; Li, J. The microstructure evolution and tensile properties of Ti–43Al–4Nb–1Mo-0.2B alloy during hot rolling. Mater. Sci. Eng. A 2022, A861, 144347. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).