
Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace

Abstract
:1. Introduction
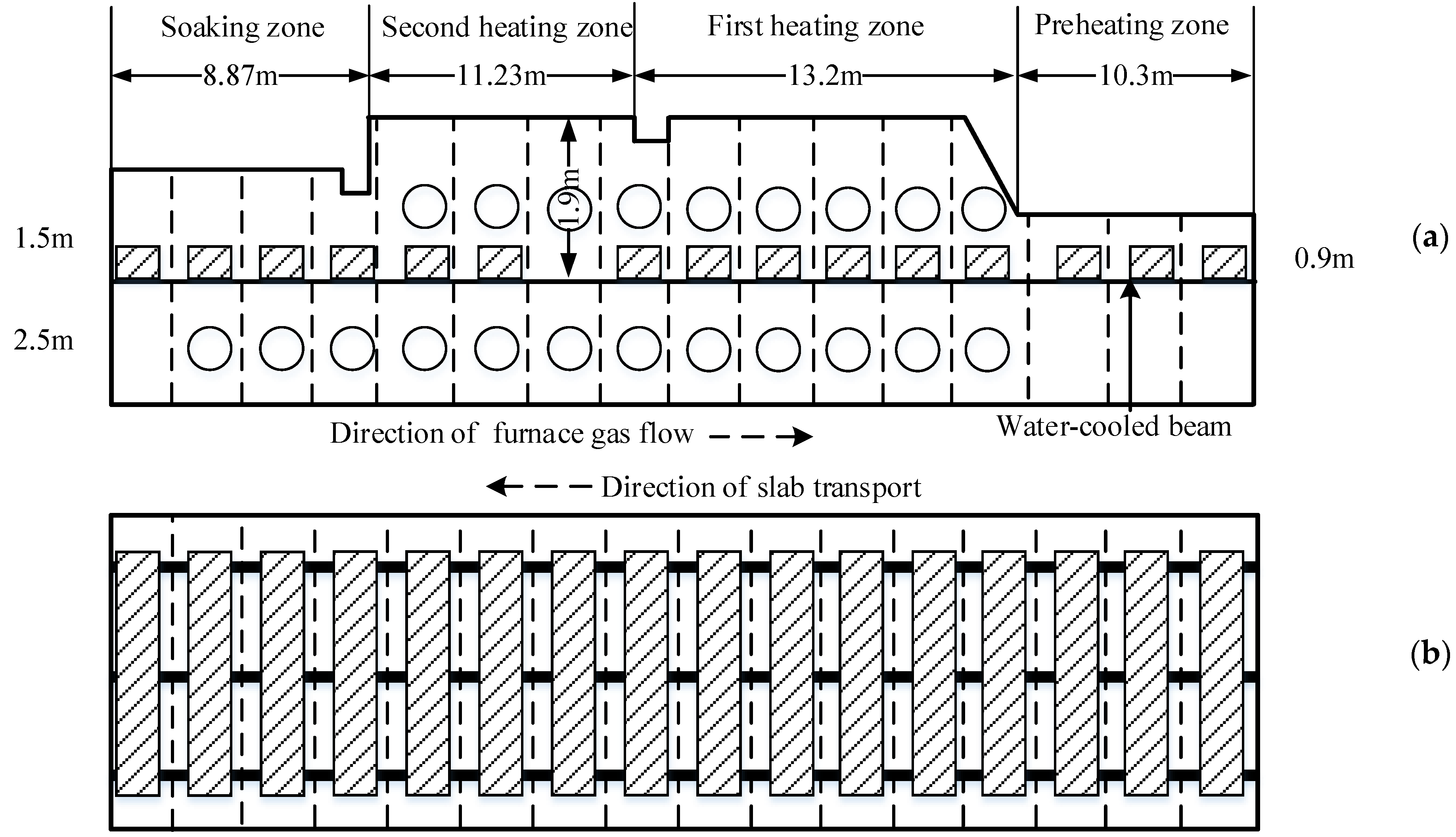
2. Furnace Details and Zoning Arrangement
3. Zone Model and Solution
4. Results and Analysis
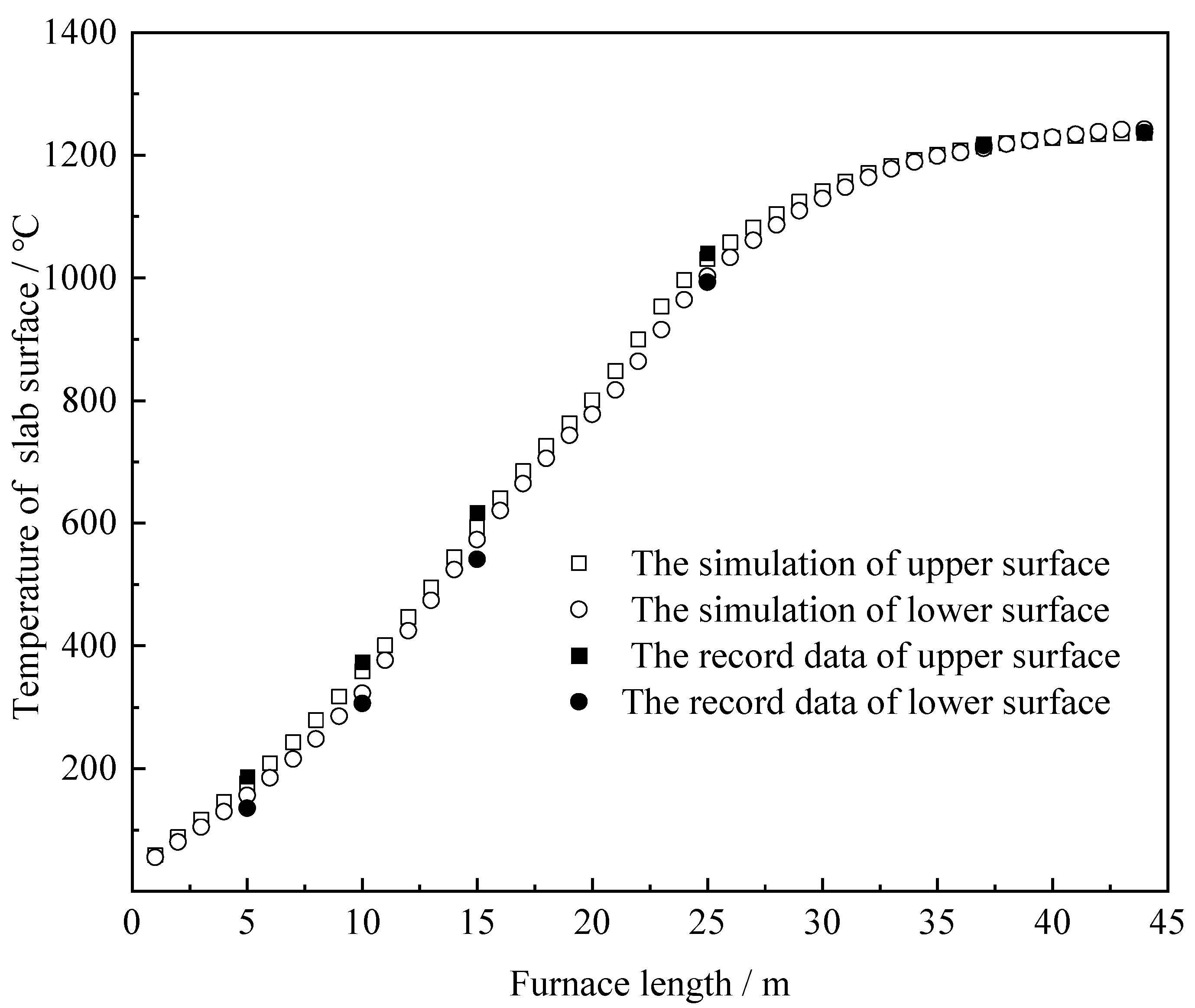
4.1. Validity of the Zone Model
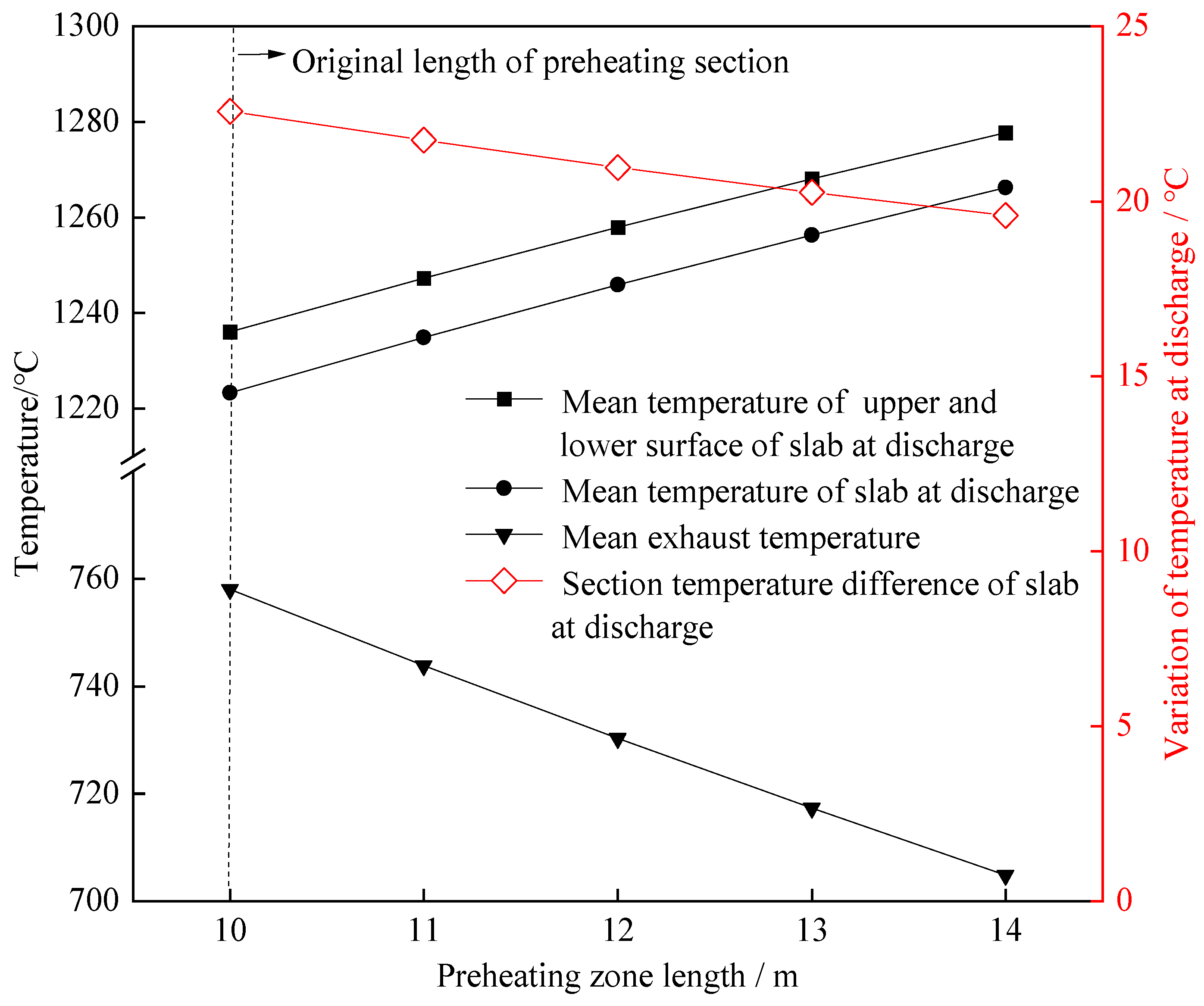
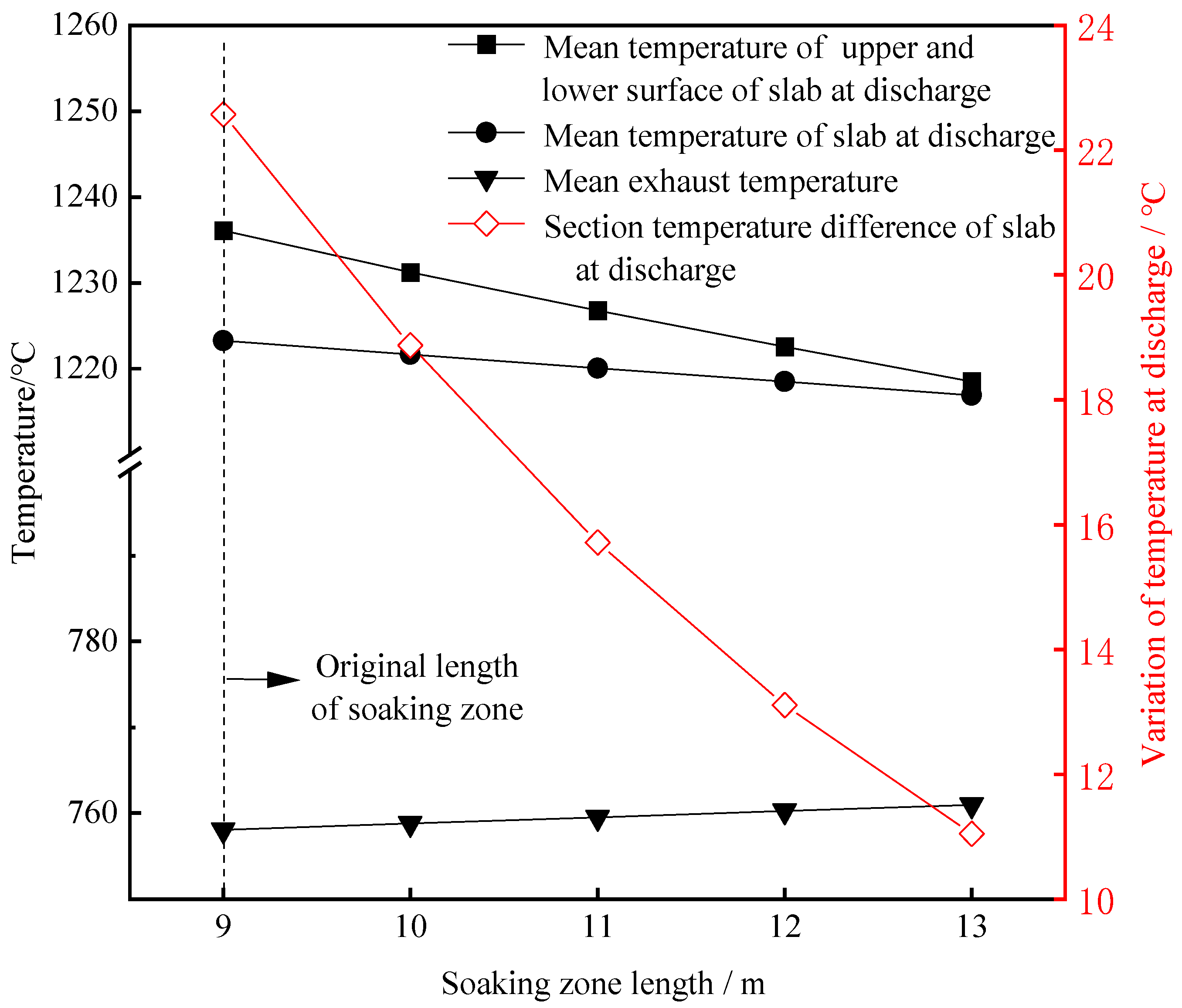
4.2. Influence of the Lengths of the Preheating Zone and Soaking Zone
4.3. Influence of the Relative Lengths of the Preheating Zone and First Heating Zone
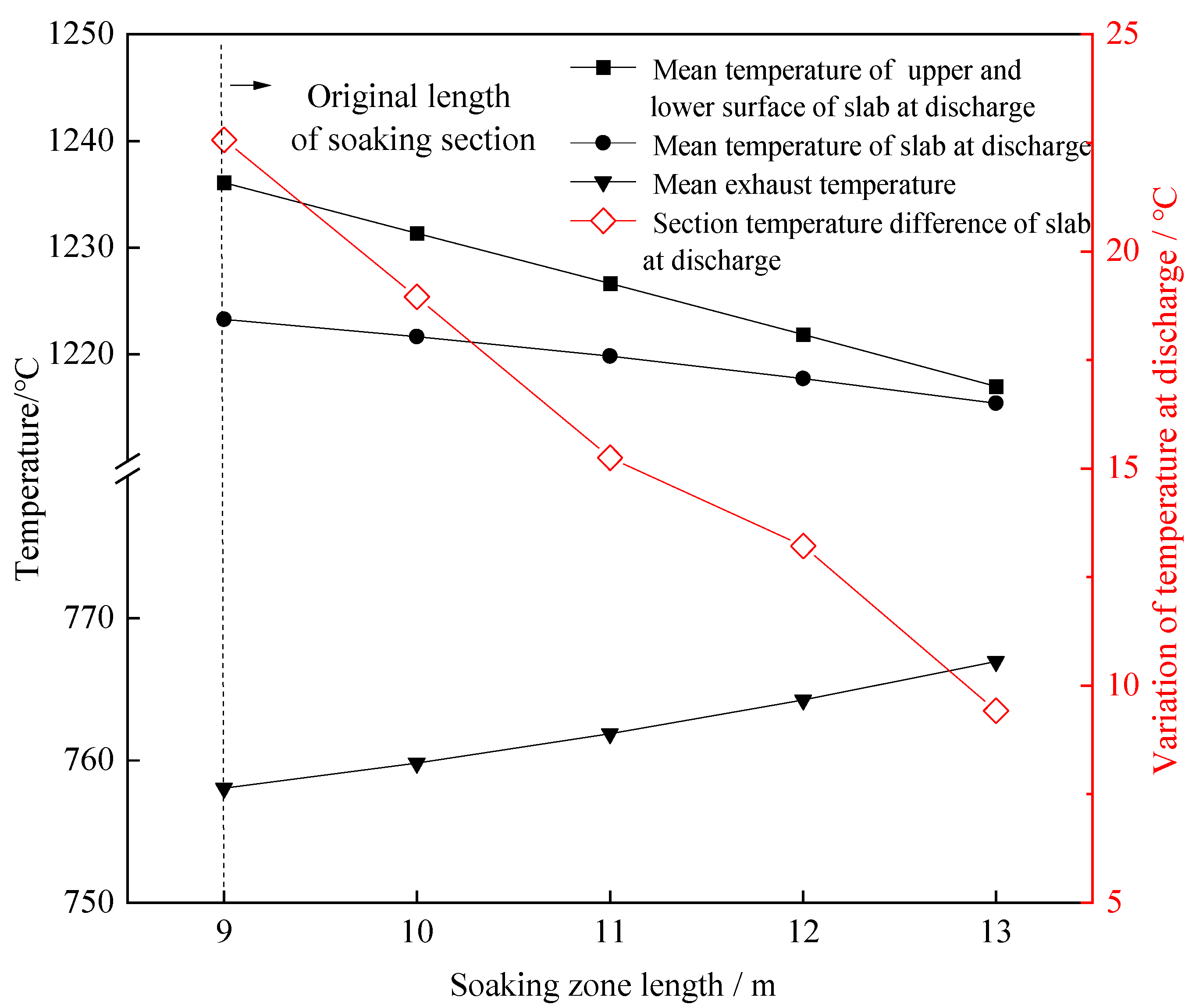
4.4. Influence of the Relative Lengths of the Second Heating Zone and Soaking Section
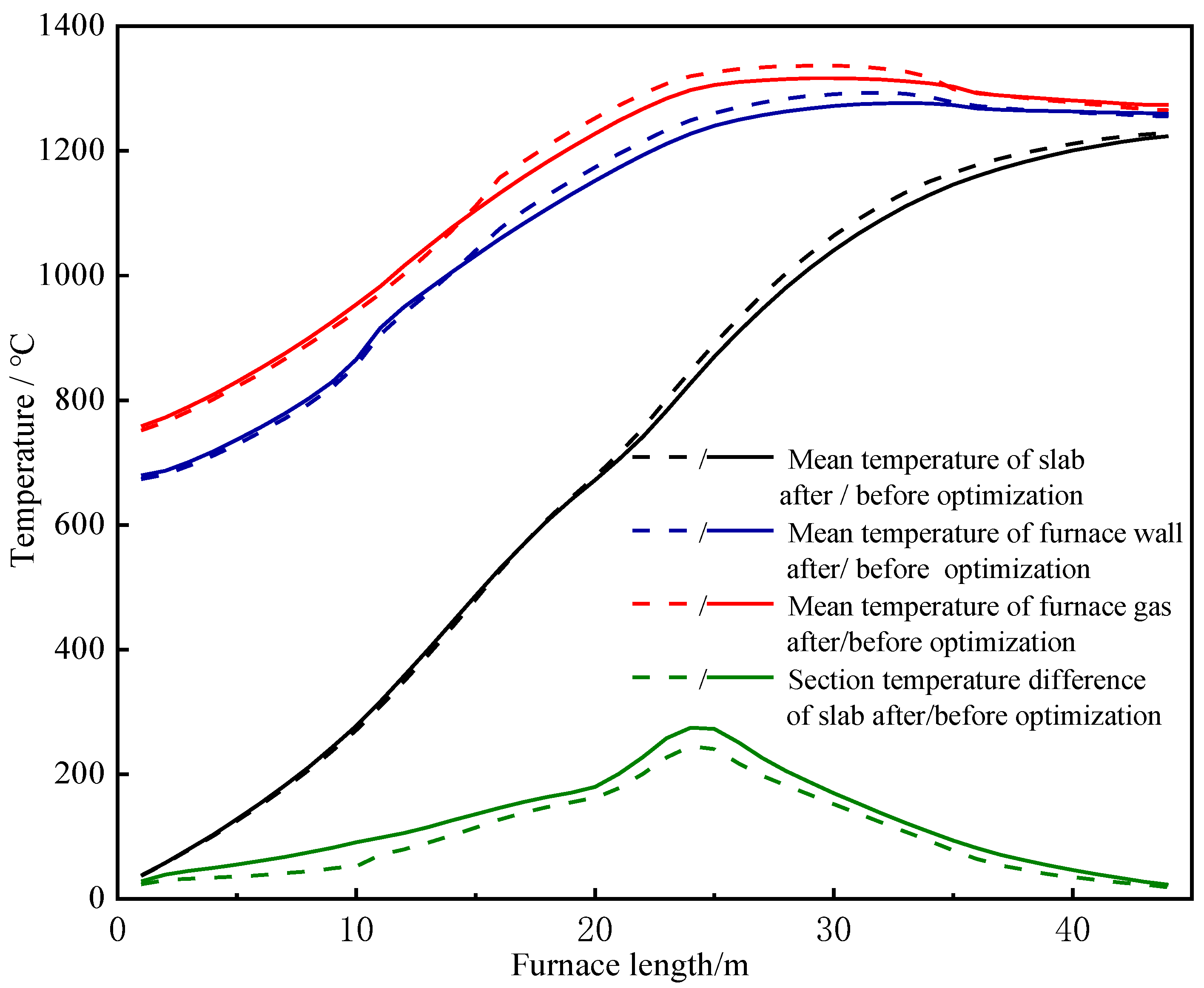
4.5. Optimization of the Lengths of Each Zone in the Reheating Furnace
5. Conclusions
- (1)
- Increasing the relative length of the preheating section reduced the exhaust temperature but could not effectively reduce the section temperature difference in the slab. Increasing the relative length of the soaking zone reduced the section temperature difference in the slab but could not effectively change the slab temperature and exhaust temperature.
- (2)
- Increasing the length of the preheating zone and shortening the length of the first heating zone were favorable to save fuel consumption.
- (3)
- Increasing the relative length of the soaking section was favorable for the reduction in the section temperature difference in the slab, but harmful to the reduction in exhaust temperature.
- (4)
- When the length of the preheating zone increased by five meters, the length of the soaking zone increased by one meter, the length of first heating zone decreased by five meters and the length of the second heating zone decreased by one meter. The reheating furnace was more energy-efficient and the heating quality of the slab was higher after this optimization.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Song, Z.P.; Shi, J. Discussion on Industrial Furnace Energy Saving and Environmental Protection in China. Ind. Furn. 2014, 36, 1–8. [Google Scholar]
- Wei, X.L.; Huang, J.Q.; Li, S.; Pan, L.S.; Chen, L.X.; Tan, H.Z.; Yang, F.X. Research Progress and Development Direction of Energy Conservation and Emission Reduction in Industrial Furnace Combustion Process. Therm. Sci. Technol. 2021, 20, 1–13. [Google Scholar]
- Wang, Q.; Zhang, H.F.; Yu, H.X.; Wang, Y.Y. Research on the structure of heat carrier heating furnace and energy saving and emission reduction measures. Shanghai Energy Conserv. 2020, 10, 1135–1140. [Google Scholar]
- Wu, Y.H. Theoretical analysis of fuel consumption of stepper beam heating furnace. Ind. Furn. 2022, 44, 51–55. [Google Scholar]
- Kim, J.G.; Huh, K.Y. Prediction of transient slab temperature distribution in the re-heating furnace of a walking-beam type for rolling of steel slabs. ISIJ Int. 2000, 40, 1115. [Google Scholar] [CrossRef]
- Kim, J.G.; Huh, K.Y.; Kim, I.T. Three-dimensional analysis of the walking-beam-slab reheating furnace in a hot strip mills. Numer. Heat Transf. Part A Appl. 2000, 38, 589. [Google Scholar]
- Harish, J.; Dutta, P. Heat transfer analysis of pusher type reheat furnace. Ironmak. Steelmak. 2005, 32, 151. [Google Scholar] [CrossRef]
- Wang, B. Analysis of Water Beam Fixed Beam in Stepping Beam Heating Furnace Using Finite Element Method. Ind. Heat. 2020, 49, 22. [Google Scholar]
- Cui, M.; Chen, H.G.; Xu, L.; Wu, B. Total heat exchange factor based on non-gray radiation properties of gas in reheating furnace. J. Iron Steel Res. 2009, 16, 27. [Google Scholar] [CrossRef]
- Tian, H.; Wei, X.S.; Ma, T.; Yang, M.R. Design of Stepper Beam Heating Furnace Control System Based on Multi-level Network. Autom. Instrum. 2021, 42, 46–51. [Google Scholar]
- Jang, J.Y.; Huang, J.B. Optimisation of a slab heating pattern with various skid button heights in a walking-beam-type reheating furnace. Ironmak. Steelmak. 2018, 45, 793. [Google Scholar] [CrossRef]
- Liu, Y.P. Numerical Simulation of Flow Field Distribution and Heat Transfer Process in Regenerative Pusher Heating Furnace. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2022. [Google Scholar]
- Tang, G.; Wu, B.; Bai, D.; Wang, Y.; Bodnar, R.; Zhou, C.Q. Modeling of the slab heating process in a walking beam reheating furnace for process optimization. Int. J. Heat Mass Transf. 2011, 13, 1142. [Google Scholar] [CrossRef]
- Sun, J.B.; Lu, L.L.; Li, C.X.; Wei, W.F.; Luo, G.M. Analysis of the actual operation of steel rolling furnace using black box test curve. Metall. Energy 2020, 39, 36–39. [Google Scholar]
- Yan, H.B.; Tang, G.T.; Li, L.J.; Wang, C.Y.; Li, X.; Yan, X.P.; Li, Z.C.; Lou, C. New Progress in Thermal Radiation Imaging Algorithm for Measuring Three-dimensional Temperature Field in Large Furnaces. Clean Coal Technol. 2022, 28, 97–108. [Google Scholar]
- Jiang, Y.J. Three-dimensional Numerical Simulation of Heat Transfer in Roller Hearth Furnace Heated by Radiant Tube. Metall. Energy 2020, 39, 13–19. [Google Scholar]
- Wang, Z.S.; Qi, F.S.; Li, B.K. Numerical study on combustion and flow in multi-stage stepper heating furnace with hybrid burner. Metall. Energy 2017, 36, 39. [Google Scholar]
- Qi, F.S.; Wang, Z.S.; Li, B.K. Heating uniformity of slab based on multi-field coupled heat transfer in heating furnace. J. Northeast. Univ. (Nat. Sci. Ed.) 2019, 40, 1413. [Google Scholar]
- Wang, J.; Li, G.; Wei, L.; Yi, Z.; Wang, X. Investigation on thermal characteristics of walking reheating furnace for beam blank. Int. Commun. Heat Mass Transf. 2021, 128, 105646. [Google Scholar] [CrossRef]
- Li, P.; Li, G.; Wei, L.; Yi, Z. Study on dynamic thermal behavior of the steel pipes in walking beam quenching furnace. Case Stud. Therm. Eng. 2022, 33, 101997. [Google Scholar] [CrossRef]
- Li, H.; Dai, F.Q.; Ding, C.J.; Guo, Y. Effect of Furnace Height on Performance of Walking-beam Reheating Furnace. Chin. J. Process Eng. 2018, 18, 551–556. [Google Scholar]
- Hu, Y.; Tan, C.K.; Broughton, J.; McGee, E.; Matthew, A.; Roach, P.A. Development of Transient Mathematical Models for a Large-scale Reheating Furnace Using Hybrid Zone-CFD Methods. Energy Procedia 2015, 75, 3076–3082. [Google Scholar] [CrossRef]
- Zhou, W.; Qiu, T. Zone Modeling of Radiative Heat Transfer in Industrial Furnaces Using Adjusted Monte-Carlo Integral Method for Direct Exchange Area Calculation. Appl. Therm. Eng. 2015, 81, 161–167. [Google Scholar] [CrossRef]
- Rafflesiank, M. Control Algorithm of Heating Furnace; Metallurgical Industry Press: Beijing, China, 1985; pp. 7–8. [Google Scholar]
- Zhao, H. Study of the Mathematical Model for Regenerative Reheating Furnace. Ph.D. Thesis, Northeastern University, Shenyang, China, 2001; pp. 49–52. [Google Scholar]
- Duan, Z.J.; Yang, F.Q.; Ma, X.R. Coupled heat transfer and optimization design of microchannel heat sink. J. Xianyang Norm. Univ. 2021, 36, 1–6. [Google Scholar]
- Incropera. Fundamentals of Heat and Mass Transfer; Chemical Industry Press: Beijing, China, 2007; p. 517. [Google Scholar]
- Ye, G. Monte-Carlo and Number Theory Grid Method for Calculating Multiple Integrals. J. Dalian Univ. Technol. 2001, 41, 20–23. [Google Scholar]
- Yang, N.B. Non-steady State Numerical Solution about One-dimensional Heat Transmition. J. Qinghai Norm. Univ. Nat. Sci. 2006, 2006, 24–26. [Google Scholar]
- Zhang, Y.G.; Ma, Y.F. High Order Compact Difference Scheme for Solving the Unsteady Convection Diffusion Reaction Equation. Math. Pract. Theory 2017, 47, 263–270. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature and Fuel Consumption | Tsupper surface/°C | Tslower surface/°C | Ts average/°C | Tg exhaust/°C | B /m3·h−1 |
|---|---|---|---|---|---|
| Length of original preheating zone | 1236.63 | 1235.56 | 1223.27 | 758.05 | 34,575.12 |
| First heating zone shortens by 1 m, preheating zone extends by 1 m First heating zone shortens by 2 m, preheating zone extends by 2 m | 1236.86 1236.66 | 1235.58 1235.58 | 1223.40 1223.32 | 754.86 750.60 | 34,507.08 34,404.26 |
| Mean Temperature of Slab at Discharge/°C | Section Temperature Difference in Slab at Discharge/°C | Mean Exhaust Temperature/°C | |
|---|---|---|---|
| Before optimization | 1223.27 | 22.57 | 758.05 |
| After optimization | 1228.84 | 18.64 | 751.34 |
| Mean Temperature of Slab at Discharge/°C | Section Temperature Difference in Slab at Discharge/°C | Mean Exhaust Temperature/°C | Fuel Consumption/m3·h−1 | |
|---|---|---|---|---|
| Before optimization | 1223.27 | 22.57 | 758.05 | 34,575.12 |
| After optimization | 1223.28 | 18.87 | 747.41 | 34,334.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Dai, F.; Zeng, W.; Guo, Y.; Zheng, S.; Li, H. Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace. Metals 2023, 13, 1946. https://doi.org/10.3390/met13121946
Liu T, Dai F, Zeng W, Guo Y, Zheng S, Li H. Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace. Metals. 2023; 13(12):1946. https://doi.org/10.3390/met13121946
Chicago/Turabian StyleLiu, Ting, Fangqin Dai, Weidong Zeng, Yue Guo, Shenglan Zheng, and Hao Li. 2023. "Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace" Metals 13, no. 12: 1946. https://doi.org/10.3390/met13121946
APA StyleLiu, T., Dai, F., Zeng, W., Guo, Y., Zheng, S., & Li, H. (2023). Effects of Furnace Length on the Thermal Performance of a Walking Beam Reheating Furnace. Metals, 13(12), 1946. https://doi.org/10.3390/met13121946