Abstract
Thermal spray-coated components are widely used as wear-resistant coatings in many applications. However, these coatings have high levels of discontinuities that affect the corrosion resistance of the coated system. To reduce this problem, these coatings are usually sealed with liquid sealants (metals, organic or inorganic). The aim of this work is to seal the surface discontinuities of thermal-sprayed coatings using PVD and/or ALD coatings. To this end, CrN (arc deposition PVD) and TiO2 (ALD) coatings were deposited on thermal-sprayed alumina coatings. The samples produced were then analysed in both cross-sectional and planar views to detect the possible permeation of the thin film coatings into the thermal spray defects. Rf-GDOES measurements were performed to detect the very thin ALD deposit on the surface. The corrosion resistance of the sealed coatings was verified with immersion tests, wherein the OCP was monitored for 24 h, and potentiodynamic tests were performed after 15 min and 24 h immersions. The results showed that the thin films were not able to block the permeation of corrosive media, but they could reduce the permeation of corrosive media with a beneficial behaviour on corrosion resistance.
1. Introduction
Thermal spraying allows the deposition of different types of materials (metals, polymers, ceramics and composites) on different types of substrates [1,2]. Several techniques can be used to deposit the aforementioned materials, although one of the most diffused techniques is the plasma-based gun, which is widely diffused to deposit several types of materials in several technological fields [3,4,5] as well as innovative materials [6]. This treatment improves the mechanical properties of the surface and, in particular, the wear resistance of the coated component. The coatings are also widely used for high-temperature chemical degradation resistance in several aggressive environments, for example, to coat exhaust valve surfaces in combustion engines [7] or turbine blades [8]. In the past years, these coatings were considered as possible candidates to replace the hard Cr, mainly where a high corrosion resistance combined with wear resistance is required [9]. However, a large number of discontinuities are found in these deposits, the amount of which is highly dependent on the deposition techniques and process parameters. Typically, these defects reduce the corrosion resistance of the coated system [10]. The main defects are gas pores, unmelted particles, cracks (cold cracks, hot cracks), delamination, exogenous inclusions, overlay lack of fusion, etc. To reduce these problems and, thus, to increase the corrosion resistance of the coated samples, some post-deposition treatments have been carried out with the aim of sealing the discontinuities [11,12,13,14]. Many liquid materials (metals, organic or inorganic) or reactive elements (metals) are used to penetrate and seal a defect. The sealing mechanism for liquid sealants is linked to the viscosity of the liquid, which is usually very low in order to penetrate and fill interconnected defects. The properties [13] required of a liquid sealant are many, but the most important are low viscosity, curing taking place at relatively low temperatures, solidification shrinkage kept as low as possible and minimal surface modification to avoid further technological operations. When exposed to service conditions, the sealing material should be stable, reduce the permeation of corrosive media, have good adhesion and have temperature resistance. One of the main limits of a liquid sealant is its application at high temperature, mainly for polymer-based materials. On the other hand, reactive sealants usually heal the internal discontinuities with corrosion products produced by a corrosive reaction when in contact with the corrosive media to which the coated component is exposed [10]. In this case, part of the coating material is lost during the corrosion process and, thus, the sealing activity of the material is limited (when the reactive material is corroded, it loses its sealing potential). Concerning thin films, some attempts have been made to use PVD (Physical Vapor Deposition) coatings as top coats to prevent the permeation of corrosive media [15,16,17], although they present their own defects [18]. However, most of these studies are limited to high-temperature applications, where the application of a PVD coating to a thermal-sprayed coating is referred to as a duplex treatment. Some work has also been conducted to seal thermal spray defects in order to increase the corrosion resistance of coatings [19]. In this case, the authors observed an increase in the corrosion resistance of the sealed system due to the barrier effect of the PVD coating against corrosive media. The PVD coatings used were DLC (Diamond-Like Carbon) coatings, which are composed of a disordered structure of sp2 and sp3 bonds and are used to increase the tribological performances of the surface [20], and CrN deposited by reactive sputtering.
ALD (Atomic Layer Deposition) coatings are very thin films with a minimum thickness equal to the size of the atomic compound layer, produced in multiple deposition cycles consisting of the deposition of layers of chemical precursors followed by layers of reactants, resulting in very thin films at very low deposition temperatures. These coatings have mainly been used to improve the corrosion protection of bare or coated materials [21,22,23,24,25,26]. In particular, it has been observed that these coatings are capable of conformal deposition on surfaces, and they have also been successfully used to increase the corrosion resistance of stainless steels [27]. Nevertheless, the mechanism is mainly related to the fact that these coatings also cover some small defects that are usually responsible for corrosion initiation (e.g., inclusions). As sealants, these thin layers have been successfully used on PVD coatings where the application of ALD coatings has significantly increased corrosion resistance [23,28]. In this case, the mechanism is covering pinholes and droplets with a uniform, very thin layer of ceramic material (mainly oxides or nitrides). The substrate used in this study was a tool steel, commonly used in the production of cold working tools, which presents an active behaviour when exposed to corrosive media. In the literature, these coatings have not been used as sealants for thermal-sprayed coatings.
Although there has been extensive research into liquid and reactive sealants in the literature, there is little information on the possibility of sealing thermal spray defects using thin films. Considering the scarce literature, the main objective of this work is to study the effects of both PVD and ALD coatings when used as sealants for thermal spray defects. In particular, the study aims to characterise in depth a thermal-sprayed coating, which is considered to be a reference for this work. Specifically, only one of the thin films (ALD only or PVD only) was used to verify the prediction that these coatings will penetrate into the near-surface defects of a thermal spray coating. The combination of the ALD coating after the PVD deposition was used to seal the defects not sealed by the PVD layer. This was followed by the characterisation of the samples sealed with a single thin-film sealant. Finally, a sample combining all three coatings was investigated. To this end, a detailed microstructural characterisation of the coatings was carried out, followed by an electrochemical study of the performances of the samples by means of potentiodynamic tests and immersion tests. The electrochemical experimental study was necessary to determine both the permeation rate of the corrosive media—and, thus, the inhibiting effects of the sealants on media permeation—and the barrier effect produced by the sealants. A detailed post-mortem characterisation of the samples was also carried out by analysing the corrosion morphologies and the distribution of the corrosion products.
2. Materials and Methods
2.1. Sample Production
The samples (100 × 50 × 2 mm) were fabricated using AISI 1040 steel as the substrate. The first coating to be applied was the thermal-sprayed coating produced with the Air Plasma Spray (APS) technique. In this case, standard Eurolls procedures were used. Specifically, the substrate was degreased and then sandblasted to improve the adhesion of the thermal spray coating to the substrate. After this, a bond coat of Ni/Cr 80/20 alloy was applied as an adhesion promoter for the topcoat, which was a pure alumina coating. Some of the coated samples were then over-coated with a combination of PVD and ALD coatings. In particular, the PVD coating used in this experiment was a CrN coating deposited by Eurolls spa, according to their sand production process using an arc deposition technique. Prior to deposition, the sample was subjected to a plasma etching process to clean and activate the surface. The CrN coating was deposited using a pure Cr cathode and by inflating pure N into the deposition chamber. On some samples, an ALD TiO2 coating was deposited on the surface (200 cycles at 200 °C) using Ti tetrachloride as a chemical precursor. Table 1 summarises the coating combinations analysed in this work.

Table 1.
Coatings analysed in this work.
2.2. Microstructural Characterisation
A preliminary microstructural characterisation of the thermal-sprayed coating was carried out to highlight possible internal discontinuities in the coating. For this purpose, both cross-sectional and topographical analyses of the thermal-sprayed coating were carried out with an SEM + EDXS (Zeiss Evo 40 + Inca X-sight). Prior to the analyses, the sample underwent metallographic preparation to obtain a mirror-like surface. The aim of the analyses was to determine the amount and type of defects present in the thermal spray coating. These analyses were necessary to better evaluate the sealing effect of the thin films on the thermal spray coating. The same procedure was used for the PVD-coated samples, while the ALD coating was characterised using Rf-GDOES (Horiba Jobin Yvon HR Profiler). The use of Rf-GDOES was necessary to better highlight the presence of the ALD coating and its distribution across the external surface and possible permeation in the thermal spray coating. A calibrated method for thin films was used, and elements such as Ti, O and Al were detected. The main aim of these analyses was to determine the ALD coating thickness. The ALD-sealed films were also analysed with an SEM, but only in top view. The instrument setup was the same as that used for other thin-film characterisations [21].
2.3. Electrochemical Characterisation
An electrochemical characterisation was necessary to evaluate both the barrier and sealing effects of the coating as regards the corrosion resistance of the coated system. Electrochemical characterisation was carried out using an aqueous solution of 3.5 wt% NaCl. Specifically, OCP (Open Circuit Potential) measurements were performed by monitoring the potential for 24 h in order to allow the corrosive media to permeate the coating and reach the steel substrate. In this case, a multichannel potentiostat and a Ag/AgCl in 3 M KCl reference electrode (RE) were used.
Potentiodynamic tests were carried out on all samples after 15 min of immersion and after 24 h of immersion. In this case, a three-electrode electrochemical cell was used, with a Ag/AgCl in 3 M KCl electrode as the RE and a Pt wire as the counter electrode (CE). The measurement started at −0.1 V from the OCP and ended when the measurement reached 1 mA, using a scan rate of 0.2 mV/sec. The corroded specimens were then cross-sectioned to determine the corrosion morphologies after the potentiodynamic tests. In particular, an evaluation of the corrosion mechanism by measuring the thicknesses of the corrosion products was used to classify the effectiveness of the sealing effect of thin films on thermal spray discontinuities. These analyses were performed using an SEM.
3. Results and Discussion
3.1. Microstructural Characterisation
The first step of the research activity was to characterise the thermal spray (TS)-coated sample in order to highlight the possible internal discontinuities of the coating that could be responsible for the permeation of corrosive media. This analysis was important and corresponded to the state of the art for the microstructure of thermal spray coatings. The results are shown in Figure 1.
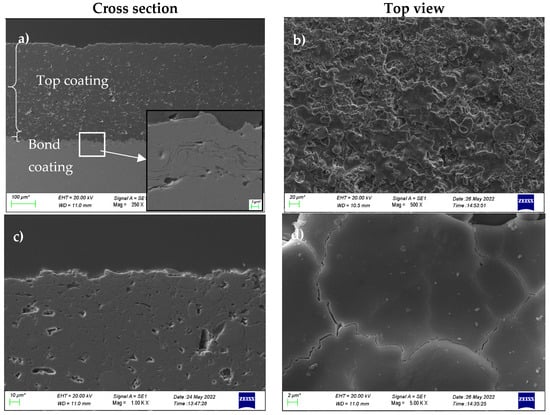
Figure 1.
Top view and cross section SEM analyses of the thermal-sprayed sample: (a) cross section view of the thermal spray coating system at low magnification (the zoomed image shows the detail of bond coating), (b) top view analysis of the thermal spray coating at low magnification, (c) cross section view of the thermal spray coating in proximity to external surface, and (d) top view analysis of the thermal spray coating at high magnification.
From the cross-sectional analysis, it is possible to determine the presence of a bond layer of about 20 µm, which is visible in the zoomed window, and a top layer of about 300 µm. The defects detected in the cross section are some porosities, probably related to gas entrapment, ranging in dimension from a few microns to tens of microns. There are also some unmelted particles in the coating and many small cracks between the lamellae. The cracks probably were produced by the shrinkage of the molten material during solidification. The top view analysis shows a superposition of many splat morphologies, which are typically produced in thermal-sprayed coatings and are also the main constituents of the lamellar microstructure. By analysing the lamellae at high magnification, it is possible to observe the presence of a network of cracks, probably produced by solidification shrinkage of the splat combined with possible thermal shock during solidification. These cracks are probably also related to the cracks observed in the cross section. It is likely that these discontinuities are interconnected and could also promote the permeation of corrosive media to the substrate/coating interface. The crack morphology also seems to be intergranular, and this supports the hypothesis of solidification cracks.
The microstructural characterisations of the sealed samples in cross-sectional and planar views are shown in Figure 2.
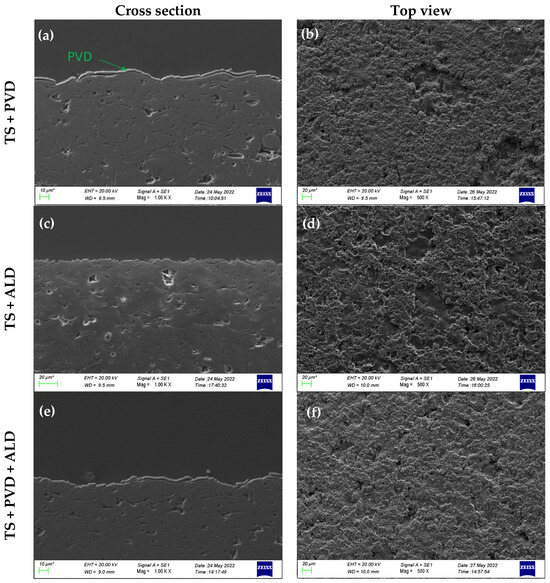
Figure 2.
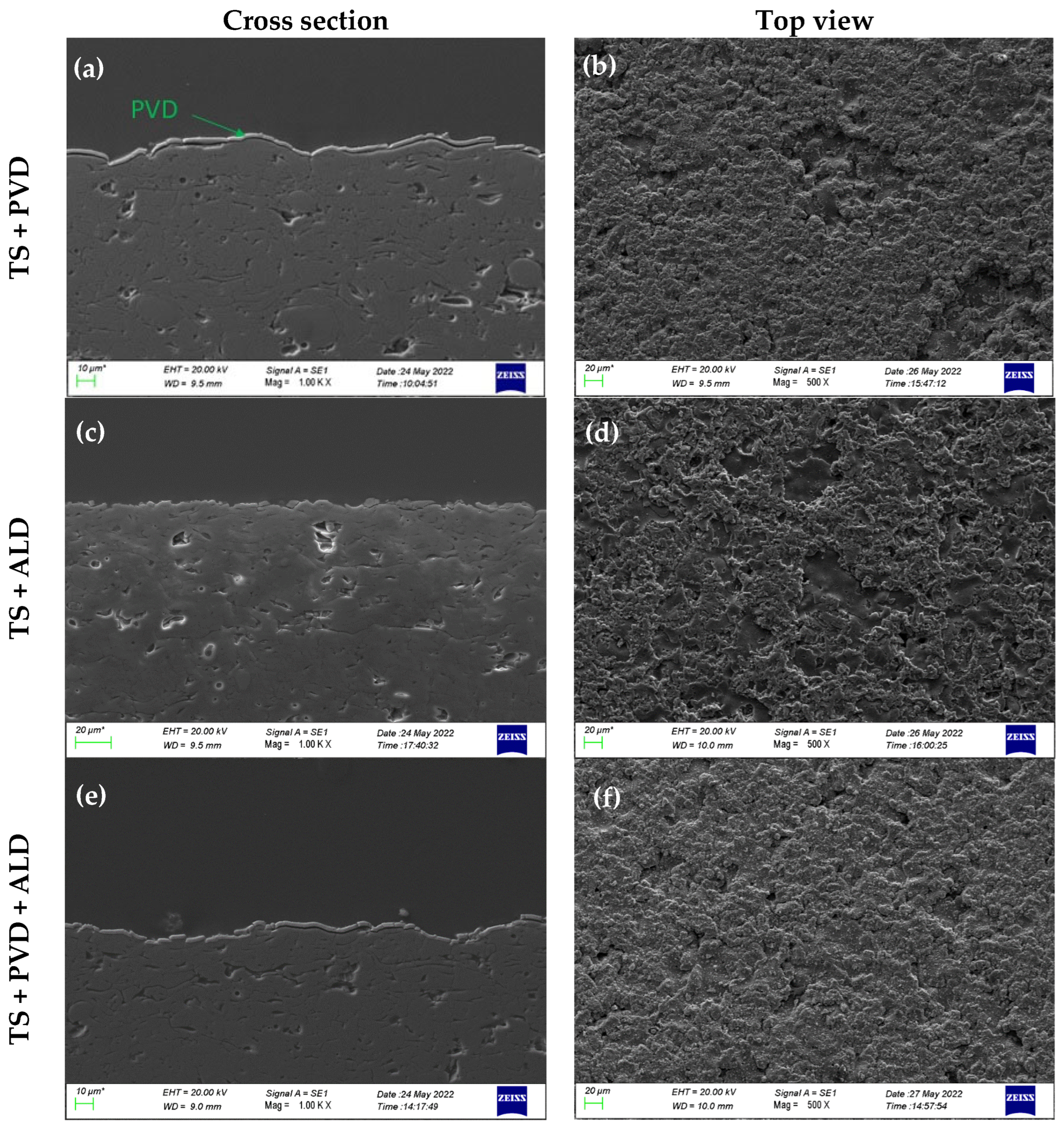
SEM + EDXS analyses of the sealed coatings in both cross section and top view: (a) TS + PVD in cross section, (b) TS + PVD in top view, (c) TS + ALD in cross section, (d) TS + ALd in top view, (e) TS + PVD + ALD in cross section, and (f) TS + PVD + ALD in top view.
The sectioned samples show the presence of a deposit on the surface of the thermal spray coating for the samples sealed with PVD. The deposit covers the surface of the thermal-sprayed coating. No permeation of the PVD coating into the pores of the alumina layer was detected by the SEM analysis. It is possible to observe that the PVD coating is fragmented, and in the vicinity of the steps detected by the SEM analysis, the underlying topcoat shows a small crack (Figure 3). These discontinuities were present to a greater extent in the TS + PVD + ALD sample than in the TS + PVD coating. It is likely that the fragmentation of the PVD layer occurred during the cooling of the coated system after the coating deposition. It is likely that the cracks were produced by stresses generated by the differential thermal expansion of the PVD coating in respect to the thermal spray coating. The increase in these discontinuities in the TS + PVD + ALD coating is probably due to the fact that the same phenomena also occurred during the heating and cooling of the coated samples after the ALD deposition. On the other hand, no deposit was detected in the TS + ALD sample during the SEM analysis. This is related to the difficulty in determining the ALD layer with an SEM analysis.
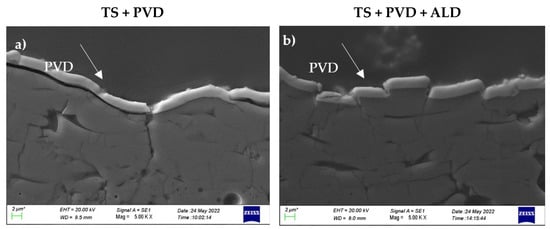
Figure 3.
Detail of the near surface for both (a) TS + PVD and (b) TS + PVD + ALD coatings analysed by SEM.
The top view analyses show some modification of the TS surface. In fact, where the PVD layer was deposited, several droplets were detected, which are typical defects of PVD layers deposited by arc deposition. On the other hand, the coating sealed with ALD alone shows a top view morphology similar to that of the bare TS coating, and this is linked to the fact that the ALD coating is usually conformal to the substrate surface.
To detect the presence of the ALD coating, Rf-GDOES analyses were performed, and the results are shown in Figure 4.
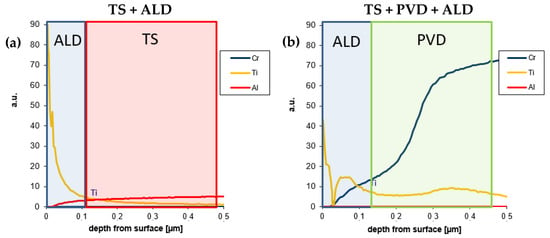
Figure 4.
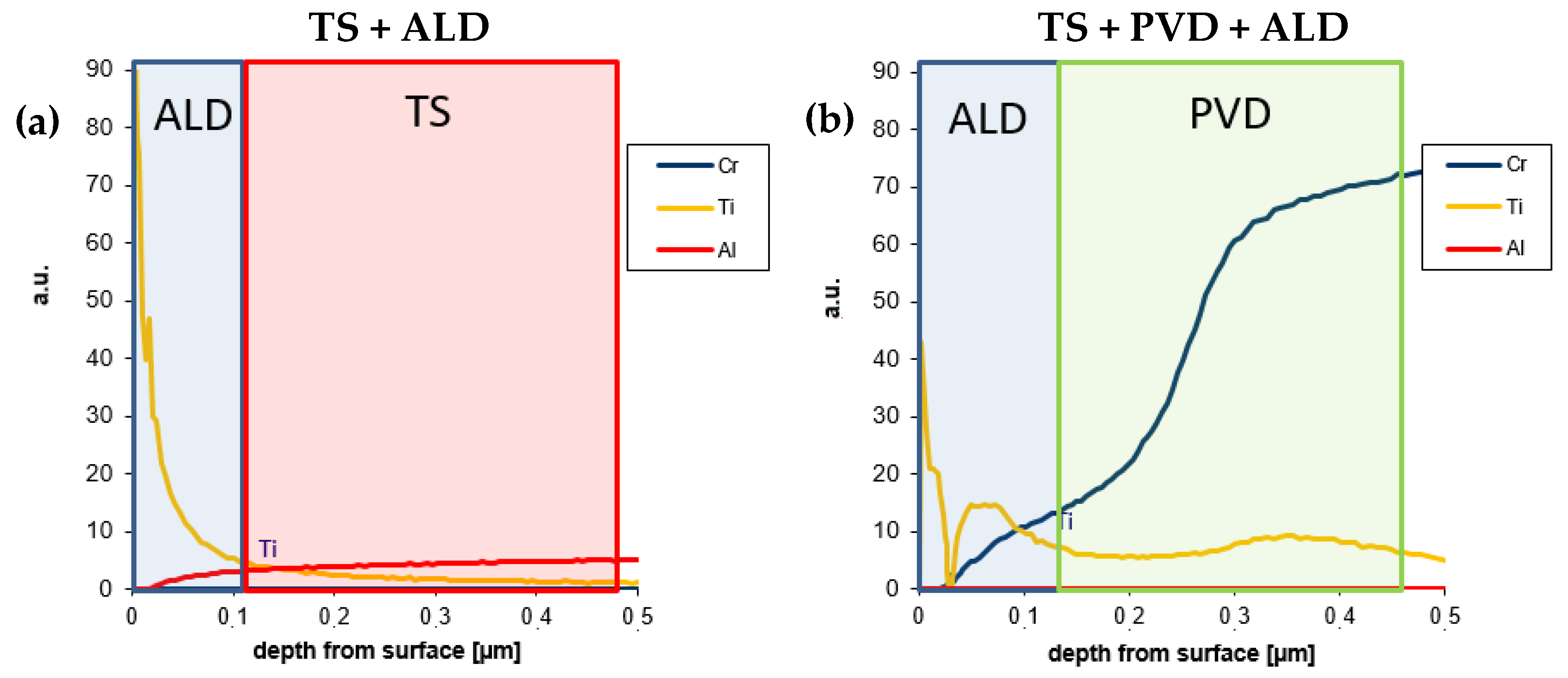
GDOES profiles for both (a) TS + ALD and (b) TS + PVD + ALD coatings.
The ALD layer has a thickness of about 100 nm in both samples analysed. For the TS + ALD coating, the titania layer is close to the outer surface, whereas for the TS + PVD + ALD coating sample, the presence of a Ti signal can also be observed inside the PVD coating. This is probably related to the presence of droplets that altered the surface morphology and, thus, the detection of the ALD layer (the roughness effect [29]). A slight permeation of the ALD deposit in the TS coating is present. In this case, the evaluation by means of RF-GDOES profiles was not very accurate because the analysed area was too large in respect to the detected area.
3.2. Electrochemical Characterisation
The samples analysed in this work were subjected to OCP measurements as a function of immersion time (Figure 5). Electrochemical tests were used to determine the barrier and sealing effects of the thin films on thermal spray discontinuities. The first evaluation was performed by means of OCP measurements. This analysis was necessary to determine the time necessary for the corrosive media to reach the steel substrate. In particular, the tests were performed by analysing the variation in the OCP, which decreased when the corrosive media reached the steel substrate.
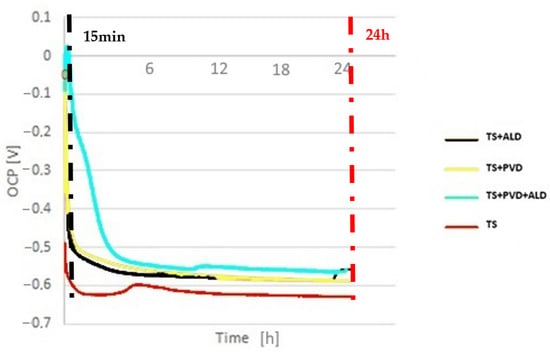
Figure 5.
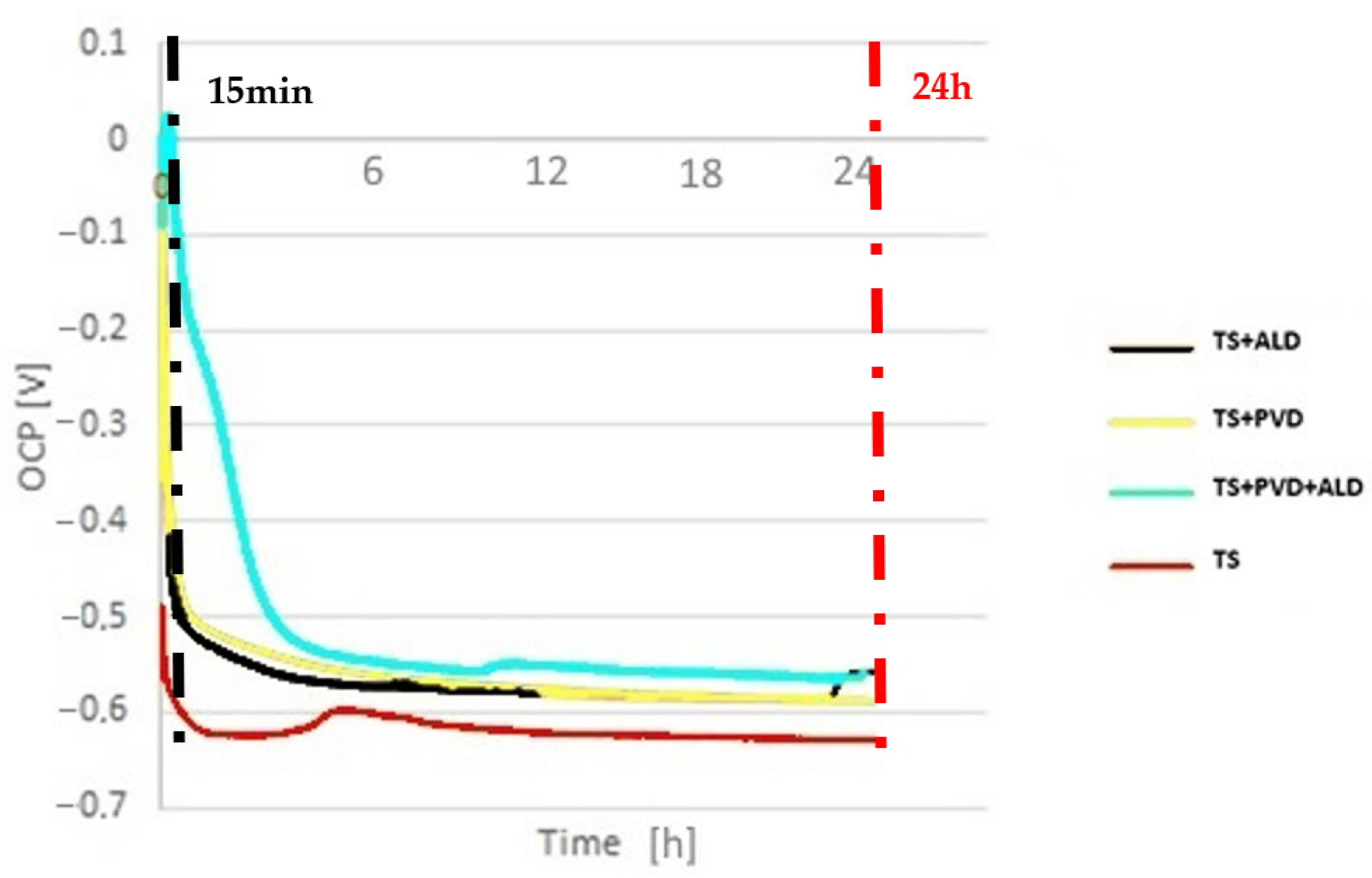
OCP measurements as a function of immersion time for the samples analysed in this work. The lines indicate the immersion times used to perform the potentiodynamic tests.
The results of the OCP measurements show that the corrosive media reached the substrate for all samples analysed. This means that the internal defects of the thermal-sprayed coatings were not completely sealed by the thin films. The unsealed sample shows a rapid drop in the OCP, i.e., the corrosive media penetrated and took about an hour to reach the substrate potential. The two samples sealed with only one layer reduced the potential decay rate, and the corrosive media reached the substrate potential after about 3 h of immersion. On the other hand, the sample sealed with both ALD and PVD coatings significantly reduced the permeation rate of the corrosive media, and the substrate potential was reached after 8 h of immersion, although the plate potential was slightly higher with respect to the other samples. However, the thin films appeared to inhibit the permeation of corrosive media. In fact, the samples coated with a single layer of thin film (PVD or ALD) show a slower decrease in the initial potential than did the bare thermal-sprayed coating. It is likely that the deposition of thin films has a small effect on the permeation of corrosive media. This behaviour is probably related to the fact that thermal spray defects are coarser than other defects and thin films are damaged by the thermal operations required to deposit these coatings (thermal cracking/spallation of the PVD coating).
Potentiodynamic tests were carried out to better determine the electrochemical behaviour of the samples. In particular, tests were carried out after 15 min and 24 h immersions (Figure 6 and Table 2). These measurements were necessary to better evaluate the barrier effects of the coatings and also to evaluate the corrosion rates related to both sealed and unsealed coatings. The choice of two immersion times was related to the fact that the corrosion resistance was evaluated after an immersion time when the corrosive media had not reached the substrate in the sealed coatings (15 min) and after 24 h of immersion time, when the corrosion media had permeated all of the coatings up to the substrate.
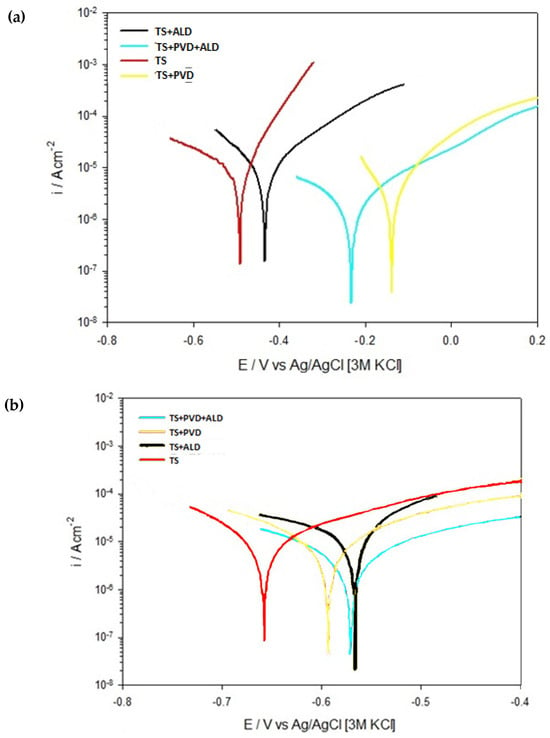
Figure 6.
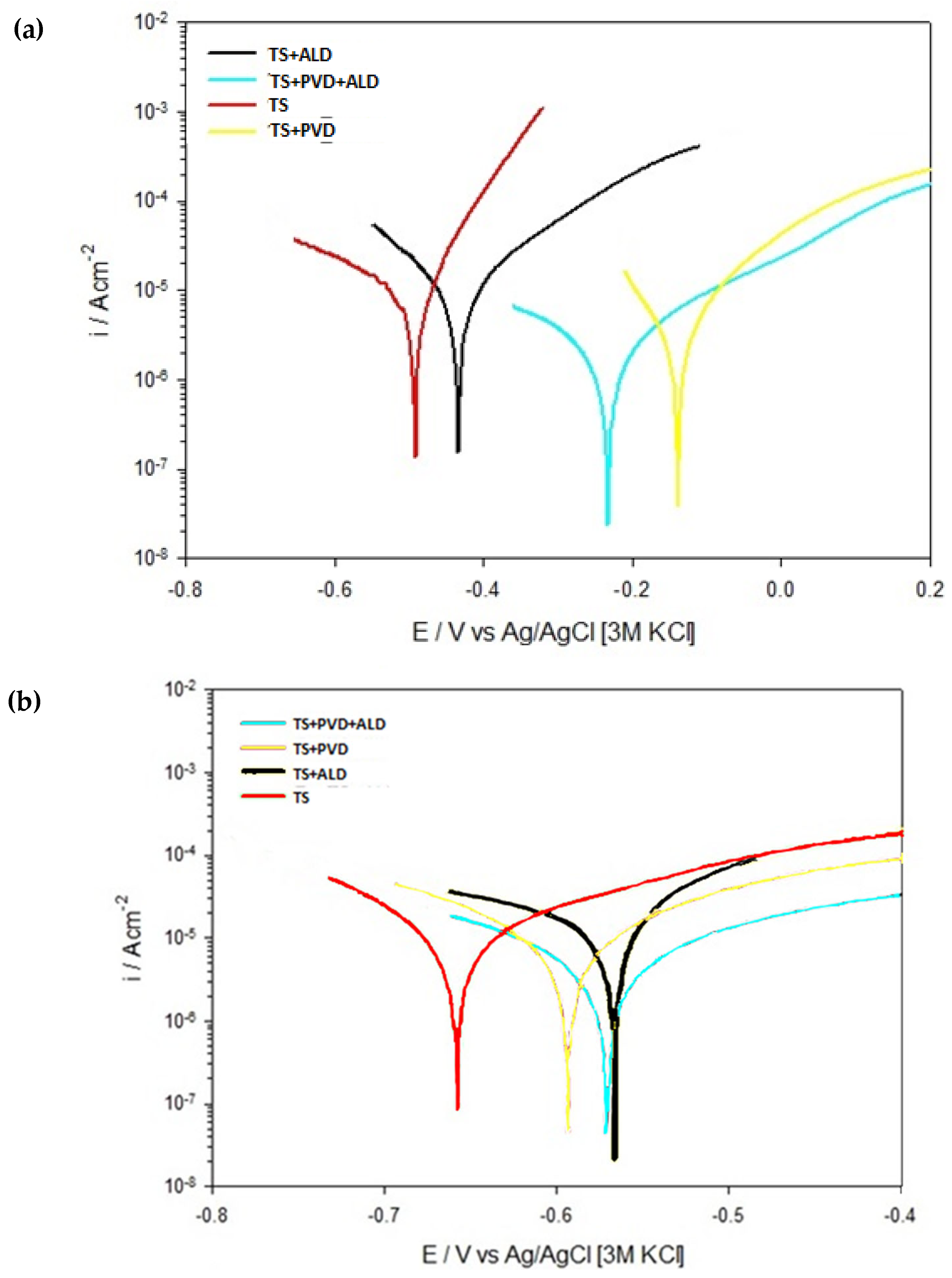
Potentiodynamic tests performed on samples after immersion times of (a) 15 min and (b) 24 h.
Table 2.
Summary of the electrochemical parameters acquired by potentiodynamic tests performed after 15 min and 24 h immersion times.
The potentiodynamic curves taken after 15 min of immersion show an active electrochemical behaviour. This means that the coating had no effective barrier effect on the substrate and that the corrosive media had permeated the defects, probably through the coarser defects of the thermal spray coating or the unsealed defects of the sealed samples. An attempt to form a barrier was only observed on the TS + PVD + ALD sample. This is probably because the deposition of the ALD coating partially sealed the defects produced during the deposition of the PVD deposit. Indeed, a detailed study of the anodic curves shows that the increase in anodic currents was higher for the TS sample compared to the other samples. Furthermore, this observation confirms that the addition of thin films to the TS coating reduces the corrosion kinetics. An important parameter on which to evaluate the corrosion resistance of the material for active materials is the Icorr, which can be related to the corrosion rate of the material for active materials. In this case, as expected, the highest corrosion currents were obtained by the unsealed coating, while the addition of a single layer of thin film reduced the corrosion currents, which were significantly reduced for the system coated with two thin films. These observations support the hypothesis that the use of thin films is useful to reduce the total defects of a thermal spray coating; although the defects are only partially sealed, this is enough to reduce the corrosion rate of the coated systems.
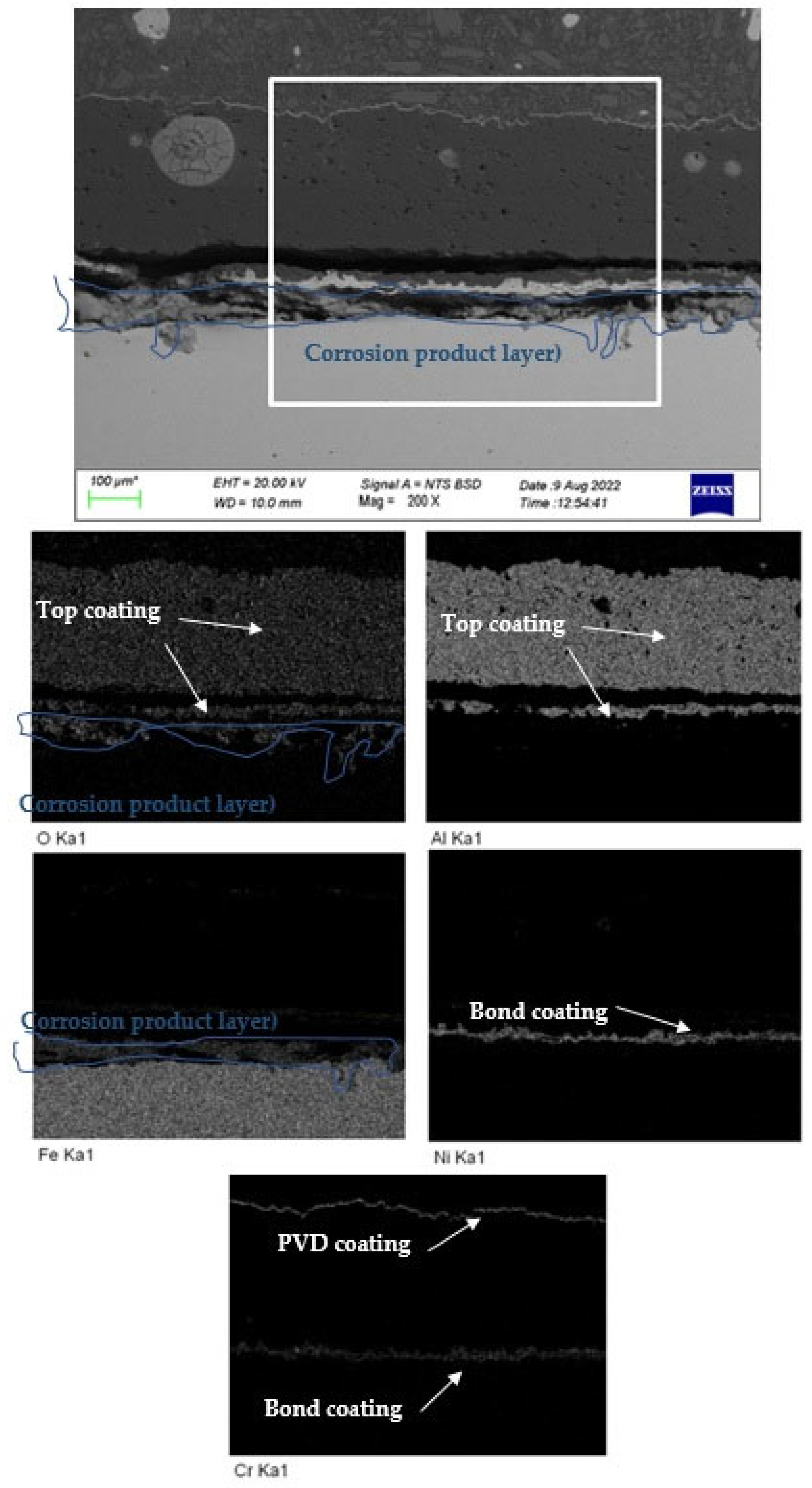
By analysing the potentiodynamic curves obtained from the samples immersed for 24 h, it is possible to observe some slight differences in the morphology of the anodic curve. In fact, a qualitative analysis of the anodic part of the potentiodynamic curve shows that the corrosion currents are lower compared to the same samples tested after 15 min of immersion. This behaviour is probably related to the fact that some corrosion products are produced at the interface between the bond coat and the substrate, as shown in Figure 7. These compounds are then partially covering the substrate surface in between the bond coating and the steel by partially protecting the underneath substrate. This corrosion morphology combined with the delamination of the coating is typical of thermal-sprayed coatings exposed to corrosive environments [30]. During the cutting of the samples, a strong delamination was observed for the sample coated with only the thermal spray coating.
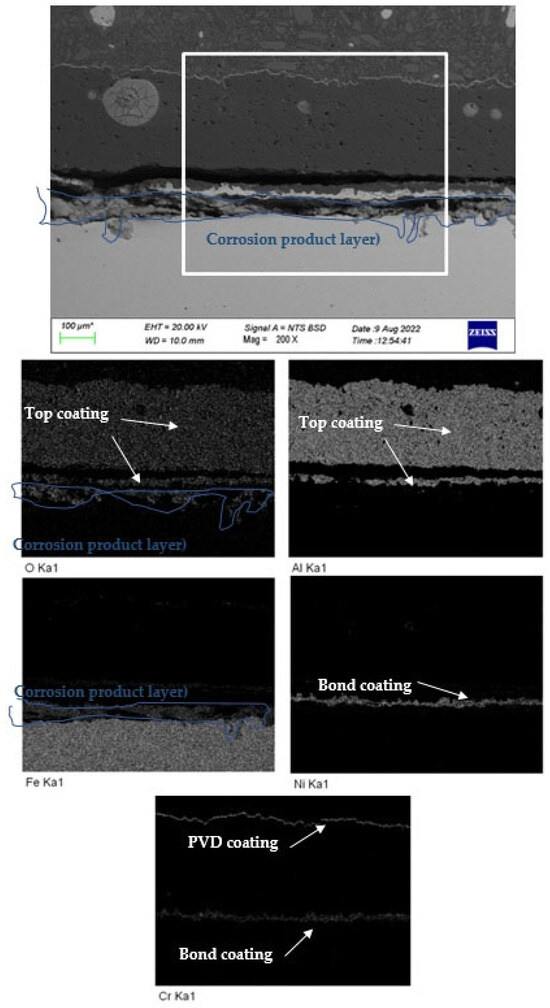
Figure 7.
SEM image and EDXS mapping (squared area) of TS + PVD coating after potentiodynamic test (24 h of immersion).
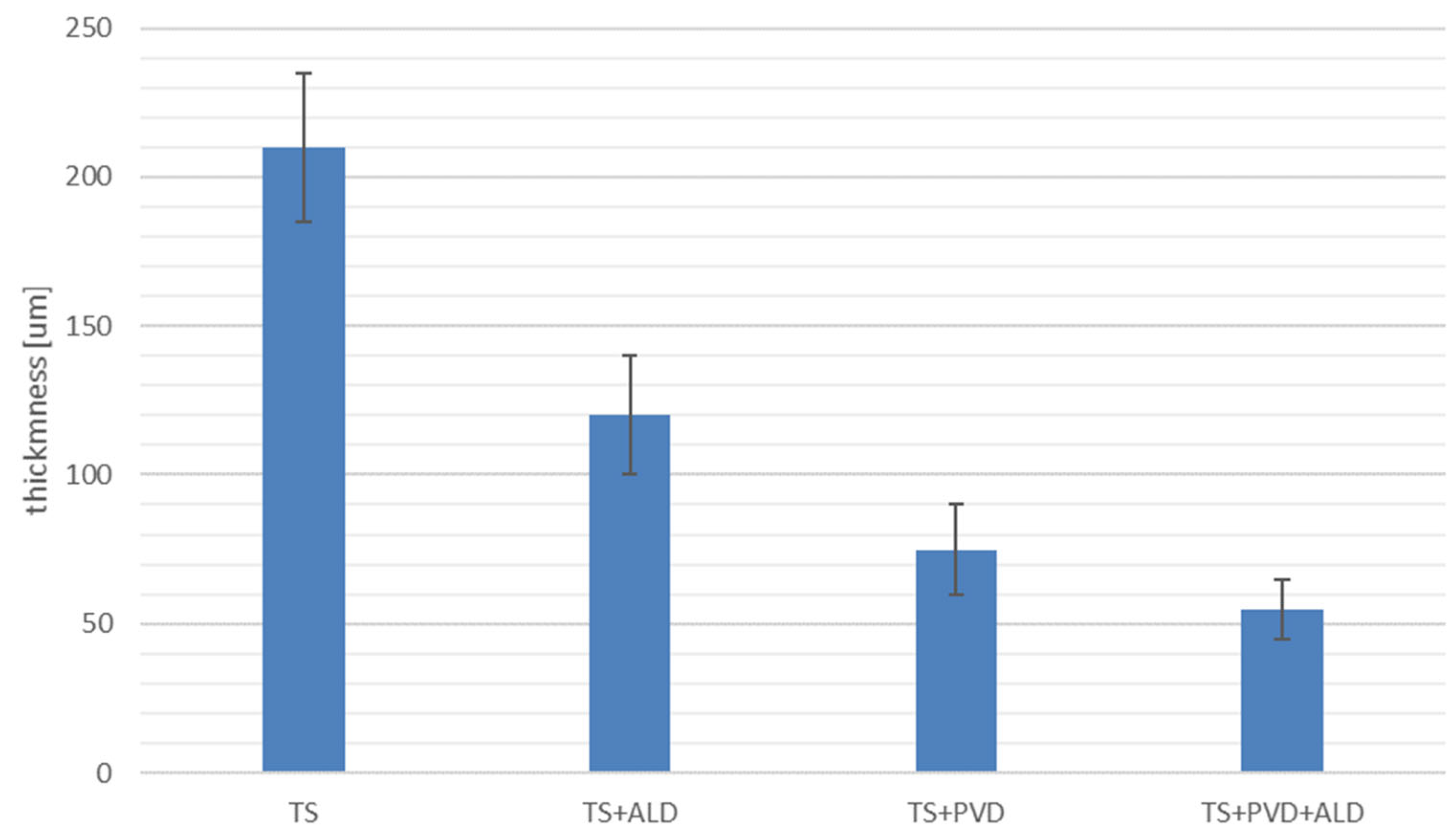
Considering that all the coated systems showed an active behaviour with a deflection of the anodic root, an evaluation of the sealing efficiency was carried out by analysing the thickness of the corrosion product (Figure 8). This analysis was carried out by cross-sectioning the samples, which were subjected to an SEM analysis after metallographic preparation.
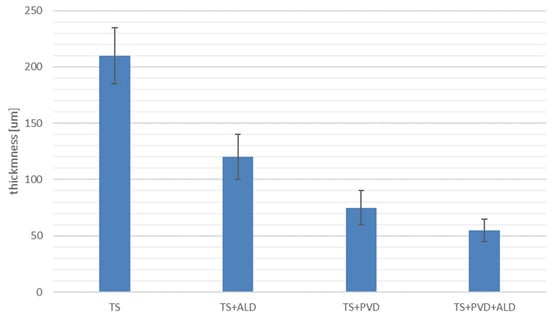
Figure 8.
Corrosion product thickness of the samples analysed in this experiment after the potentiodynamic test (24 h immersion).
The evaluation of the thickness of the corrosion products is in agreement with the finding in the analysis of the potentiodynamic curves. In addition, it was observed that the sealed specimens reduced the thickness of the corrosion products on the specimens subjected to the potentiodynamic test after 24 h of immersion. Again, the TS + PVD + ALD system showed the lowest thickness of corrosion products. Although the presence of thin films on TS coatings did not block the permeation of corrosive media, these films reduced the permeation of corrosive media and, thus, the corrosion process of the TS sample.
4. Conclusions
The aim of the present work was to verify the effect of PVD and/or ALD coating position on the corrosion resistance of TS coatings. The experimental results showed:
- The thermal spray coating had many intrinsic defects as it deposited, such as pores and shrinkage cracks.
- The PVD coating did not penetrate into the TS coating but covered the outer surface. Some cracks due to the differential thermal expansion between the PVD coating and the TS coating occurred during the cooling of the sample after deposition.
- The ALD coating was detectable with RF-GDOES and appeared to permeate slightly into some surface defects of the thermal spray coating.
- The thin films hindered the permeation of corrosive media, probably by partially sealing the thermal spray coating. The combination of PVD + ALD coatings on the thermal spray was the most efficient sealant. In the latter case, the corrosive media took 3 h to reach the substrate.
- The potentiodynamic curves show a reduction in the corrosion rates of the sealed coatings with respect to the unsealed ones in the samples tested after an immersion time of 15 min. The potentiodynamic measurements after 24 h of immersion were influenced by the corrosion products.
- The analysis of the corrosion morphologies and products after the potentiodynamic tests showed a lower amount of corrosion deposits in the sealed samples.
This work demonstrates that the use of thin films can reduce the permeation of corrosive media but cannot block it. The partial sealing effect of the thin films was due to the presence of some defects originating in the manufacturing process of the coatings (thermal shock). After ranking the samples analysed in this work, the best sealing performances were obtained by using both PVD + ALD coatings on TS samples. Further research activities should be conducted to both reduce the internal defects of thermal spray coatings and enhance the permeation of thin films into the internal defects of thermal spray coatings. In the latter case, the use of a plasma-enhanced deposition technique for the production of thin films is suggested.
Author Contributions
Conceptualisation, A.L., A.C. and E.M.; methodology, A.L., F.S. and M.M.; formal analysis, M.M., A.R., E.M. and S.P.; investigation, F.A., M.M., F.S., A.L., S.P., A.C. and M.Q.; data curation, F.A., F.S. and A.R.; writing—original draft preparation, A.L. and F.A.; writing—review and editing, F.A., L.F., M.Q., E.M. and A.C.; supervision, L.F. and M.Q. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
No data are available.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Houdková, Š.; Zahálka, F.; Kašparová, M.; Berger, L.M. Comparative Study of Thermally Sprayed Coatings under Different Types of Wear Conditions for Hard Chromium Replacement. Tribol. Lett. 2011, 43, 139–154. [Google Scholar] [CrossRef]
- Baiamonte, L.; Marra, F.; Gazzola, S.; Giovanetto, P.; Bartuli, C.; Valente, T.; Pulci, G. Thermal Sprayed Coatings for Hot Corrosion Protection of Exhaust Valves in Naval Diesel Engines. Surf. Coat. Technol. 2016, 295, 78–87. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, B.S.; Puri, D.; Prakash, S. Use of Plasma Spray Technology for Deposition of High Temperature Oxidation/Corrosion Resistant Coatings-A Review. Mater. Corros. 2007, 58, 92–102. [Google Scholar] [CrossRef]
- Singh, H.; Kumar, R.; Prakash, C.; Singh, S. HA-Based Coating by Plasma Spray Techniques on Titanium Alloy for Orthopedic Applications. Mater. Today Proc. 2021, 50, 612–628. [Google Scholar] [CrossRef]
- Chellaganesh, D.; Khan, M.A.; Jappes, J.T.W. Thermal Barrier Coatings for High Temperature Applications-A Short Review. Mater. Today Proc. 2021, 45, 1529–1534. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal Spray High-Entropy Alloy Coatings: A Review; Springer: Berlin, Germany, 2020; Volume 29, ISBN 1166602001. [Google Scholar]
- Baiamonte, L.; Pulci, G.; Hlede, E.; Marra, F.; Bartuli, C. Thermal Spray Coatings for Corrosion and Wear Protection of Naval Diesel Engines Components. Metall. Ital. 2014, 106, 9–13. [Google Scholar]
- Sahith, M.S.; Giridhara, G.; Kumar, R.S. Development and Analysis of Thermal Barrier Coatings on Gas Turbine Blades-A Review. Mater. Today Proc. 2018, 5, 2746–2751. [Google Scholar] [CrossRef]
- Bolelli, G.; Giovanardi, R.; Lusvarghi, L.; Manfredini, T. Corrosion Resistance of HVOF-Sprayed Coatings for Hard Chrome Replacement. Corros. Sci. 2006, 48, 3375–3397. [Google Scholar] [CrossRef]
- Galedari, S.A.; Mahdavi, A.; Azarmi, F.; Huang, Y.; McDonald, A. A Comprehensive Review of Corrosion Resistance of Thermally-Sprayed and Thermally-Diffused Protective Coatings on Steel Structures. J. Therm. Spray Technol. 2019, 28, 645–677. [Google Scholar] [CrossRef]
- Li, H.; Ke, Z.; Li, J.; Xue, L.; Yan, Y. An Effective Low-Temperature Strategy for Sealing Plasma Sprayed Al2O3-Based Coatings. J. Eur. Ceram. Soc. 2018, 38, 1871–1877. [Google Scholar] [CrossRef]
- Liscano, S.; Gil, L.; Staia, M.H. Effect of Sealing Treatment on the Corrosion Resistance of Thermal-Sprayed Ceramic Coatings. Surf. Coat. Technol. 2004, 188–189, 135–139. [Google Scholar] [CrossRef]
- Knuuttila, J.; Sorsa, P.; Mäntylä, T. Sealing of Thermal Spray Coatings by Impregnation. J. Therm. Spray Technol. 1999, 8, 249–257. [Google Scholar] [CrossRef]
- Park, I.C.; Kim, S.J. Corrosion Behavior in Seawater of Arc Thermal Sprayed Inconel 625 Coatings with Sealing Treatment. Surf. Coat. Technol. 2017, 325, 729–737. [Google Scholar] [CrossRef]
- Tang, P.; He, D.; Li, W.; Shang, L.; Zhai, H.; Wang, L.; Zhang, G. Achieving Superior Hot Corrosion Resistance by PVD/HVOF Duplex Design. Corros. Sci. 2020, 175, 108845. [Google Scholar] [CrossRef]
- Marcano, D.; Mauer, G.; Vaßen, R.; Weber, A. Manufacturing of High Performance Solid Oxide Fuel Cells (SOFCs) with Atmospheric Plasma Spraying (APS) and Plasma Spray-Physical Vapor Deposition (PS-PVD). Surf. Coat. Technol. 2017, 318, 170–177. [Google Scholar] [CrossRef]
- Zhai, H.; Ning, W.; Li, W.; Li, C.; Jia, J.; Xiao, R. Effect of Sealing Treatment on the Corrosion Resistance of Detonation-Sprayed Fe-Based Amorphous Coating. J. Mater. Eng. Perform. 2023, 32, 8419–8429. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2022, 10, 447. [Google Scholar] [CrossRef]
- Pougoum, F.; Qian, J.; Martinu, L.; Klemberg-Sapieha, J.; Zhou, Z.; Li, K.Y.; Savoie, S.; Lacasse, R.; Potvin, E.; Schulz, R. Study of Corrosion and Tribocorrosion of Fe3Al-Based Duplex PVD/HVOF Coatings against Alumina in NaCl Solution. Surf. Coat. Technol. 2019, 357, 774–783. [Google Scholar] [CrossRef]
- Goti, E.; Mura, A.; di Confiengo, G.M.G.; Casalegno, V. The tribological performance of super-hard Ta: C DLC coatings obtained by low-temperature PVD. Ceram. Int. 2023, in press. [Google Scholar] [CrossRef]
- Marin, E.; Lanzutti, A.; Andreatta, F.; Lekka, M.; Guzman, L. Atomic Layer Deposition: State-of-the-Art and Research/Industrial Perspectives. Corros. Rev. 2011, 29, 5–6. [Google Scholar] [CrossRef]
- Leppäniemi, J.; Sippola, P.; Peltonen, A.; Aromaa, J.J.; Lipsanen, H.; Koskinen, J. Effect of Surface Wear on Corrosion Protection of Steel by CrN Coatings Sealed with Atomic Layer Deposition. ACS Omega 2018, 3, 1791–1800. [Google Scholar] [CrossRef] [PubMed]
- Marin, E.; Guzman, L.; Lanzutti, A.; Fedrizzi, L.; Saikkonen, M. Chemical and Electrochemical Characterization of Hybrid PVD + ALD Hard Coatings on Tool Steel. Electrochem. Commun. 2009, 11, 2060–2063. [Google Scholar] [CrossRef]
- Härkönen, E.; Kolev, I.; Díaz, B.; Światowska, J.; Maurice, V.; Seyeux, A.; Marcus, P.; Fenker, M.; Toth, L.; Radnoczi, G.; et al. Sealing of Hard CrN and DLC Coatings with Atomic Layer Deposition. ACS Appl. Mater. Interfaces 2014, 6, 1893–1901. [Google Scholar] [CrossRef] [PubMed]
- Santinacci, L. Atomic Layer Deposition: An Efficient Tool for Corrosion Protection. Curr. Opin. Colloid Interface Sci. 2023, 63, 101674. [Google Scholar] [CrossRef]
- Zhang, J.; Li, Y.; Cao, K.; Chen, R. Advances in Atomic Layer Deposition. Nanomanufacturing Metrol. 2022, 5, 191–208. [Google Scholar] [CrossRef]
- Shan, C.X.; Hou, X.; Choy, K.L. Corrosion Resistance of TiO2 Films Grown on Stainless Steel by Atomic Layer Deposition. Surf. Coatings Technol. 2008, 202, 2399–2402. [Google Scholar] [CrossRef]
- Staszuk, M.; Reimann, Ł.; Pakuła, D.; Pawlyta, M.; Musztyfaga-Staszuk, M.; Czaja, P.; Beneš, P. Investigations of TiO2/NanoTiO2 Bimodal Coatings Obtained by a Hybrid PVD/ALD Method on Al-Si-Cu Alloy Substrate. Coatings 2022, 12, 338. [Google Scholar] [CrossRef]
- Liu, Y.; Yu, W.H.; Wang, J.Y. A Model for Quantification of GDOES Depth Profiles. Vacuum 2015, 113, 5–10. [Google Scholar] [CrossRef]
- Yung, T.Y.; Chen, T.C.; Tsai, K.C.; Lu, W.F.; Huang, J.Y.; Liu, T.Y. Thermal Spray Coatings of Al, ZnAl and Inconel 625 Alloys on SS304L for Anti-Saline Corrosion. Coatings 2019, 9, 32. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).