

The Effect of Water Jet Overlaps in a Descaler on the Quality of Surface of the Hot Rolled Steel



Abstract
:1. Introduction
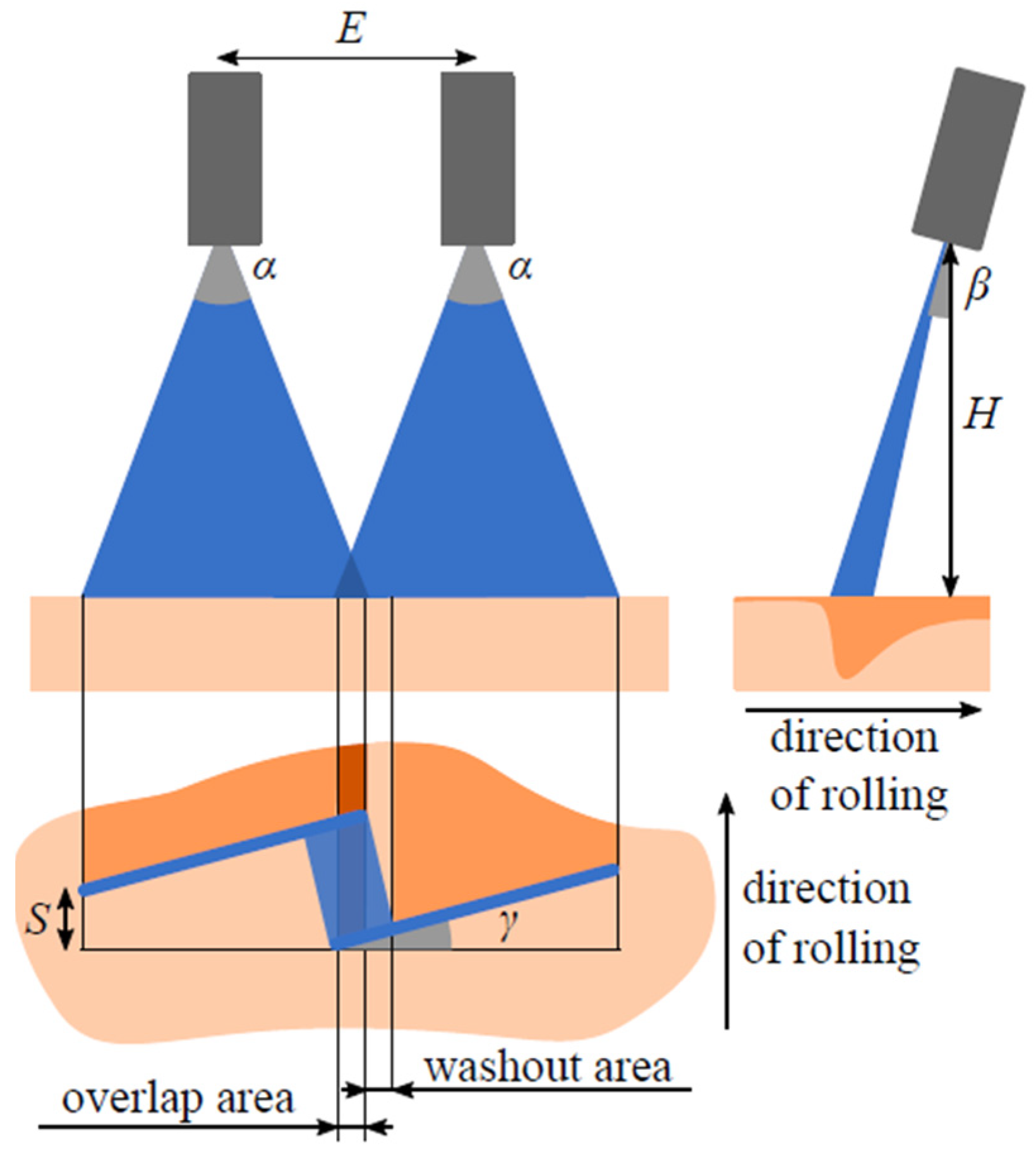
2. Nozzle Configuration
2.1. First and Second Configuration
2.2. Third and Fourth Configuration
3. Experiments
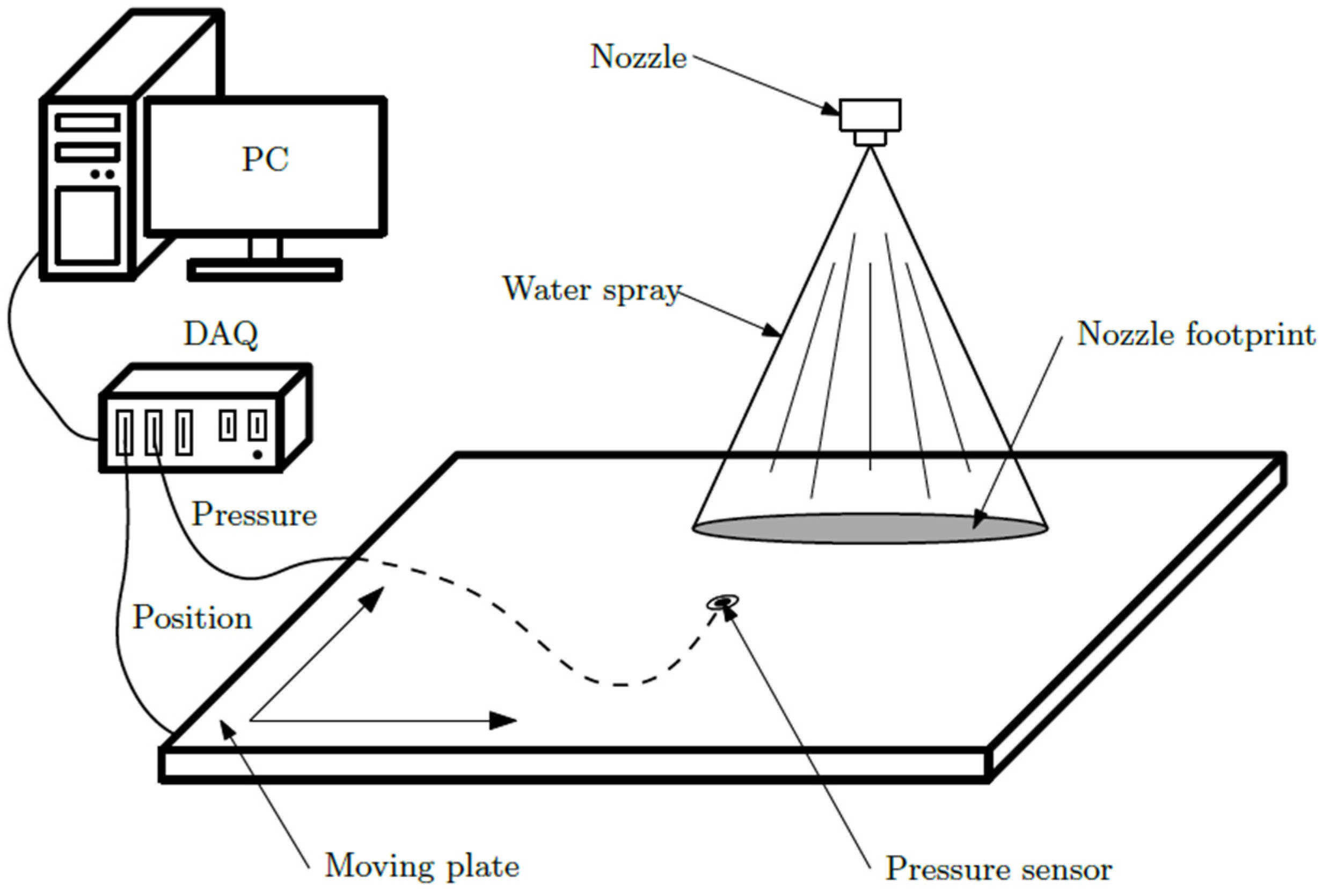
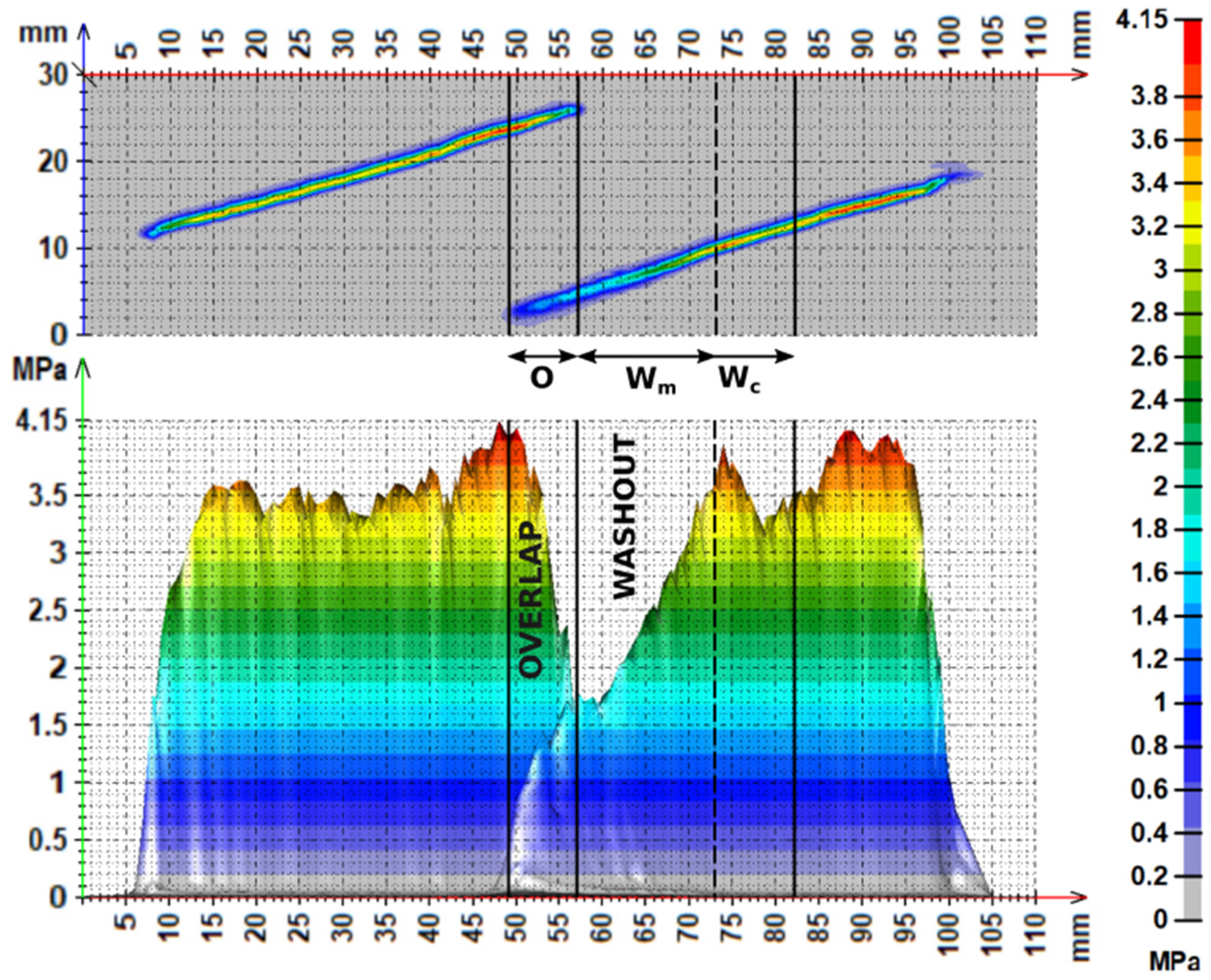
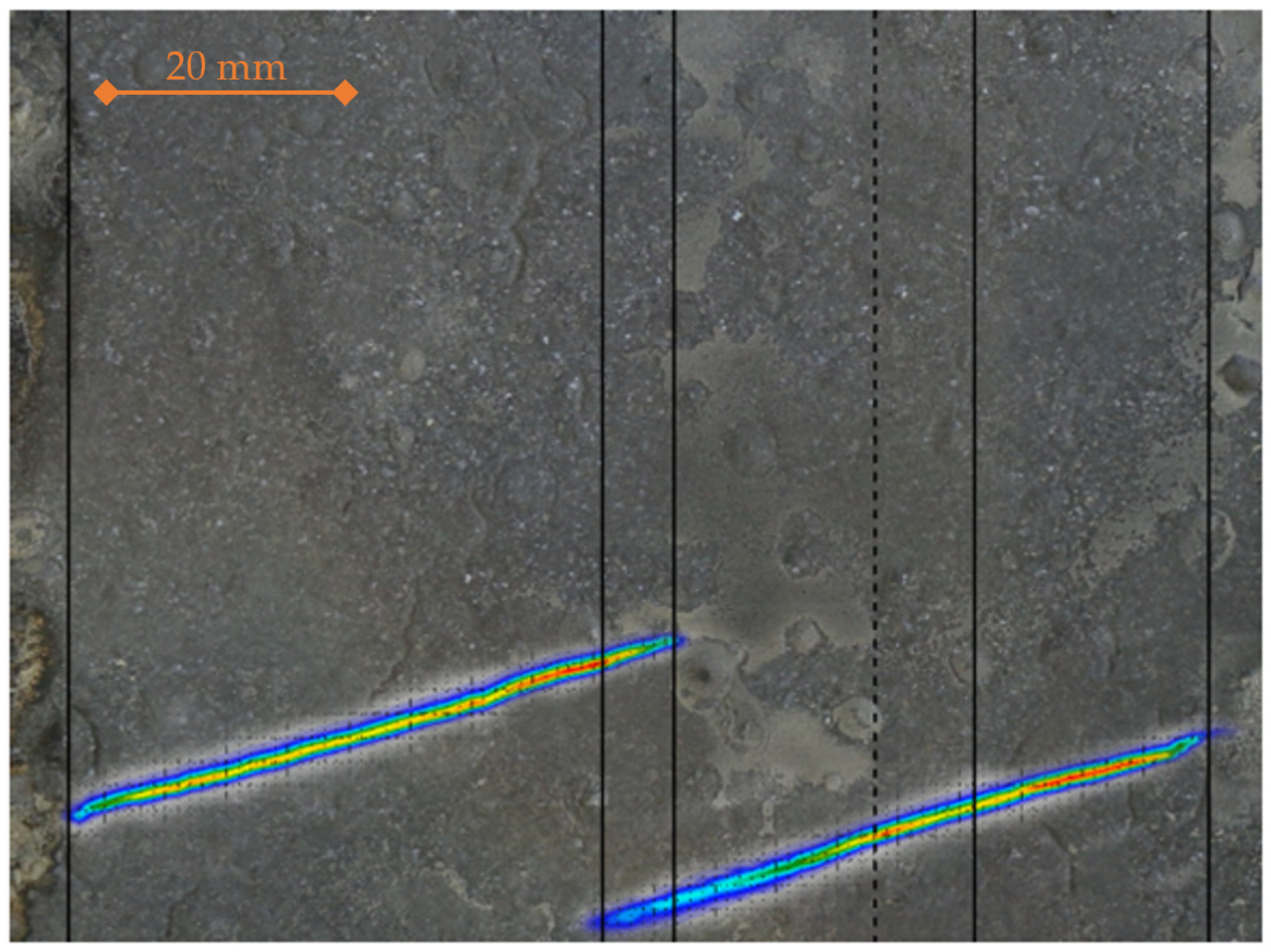
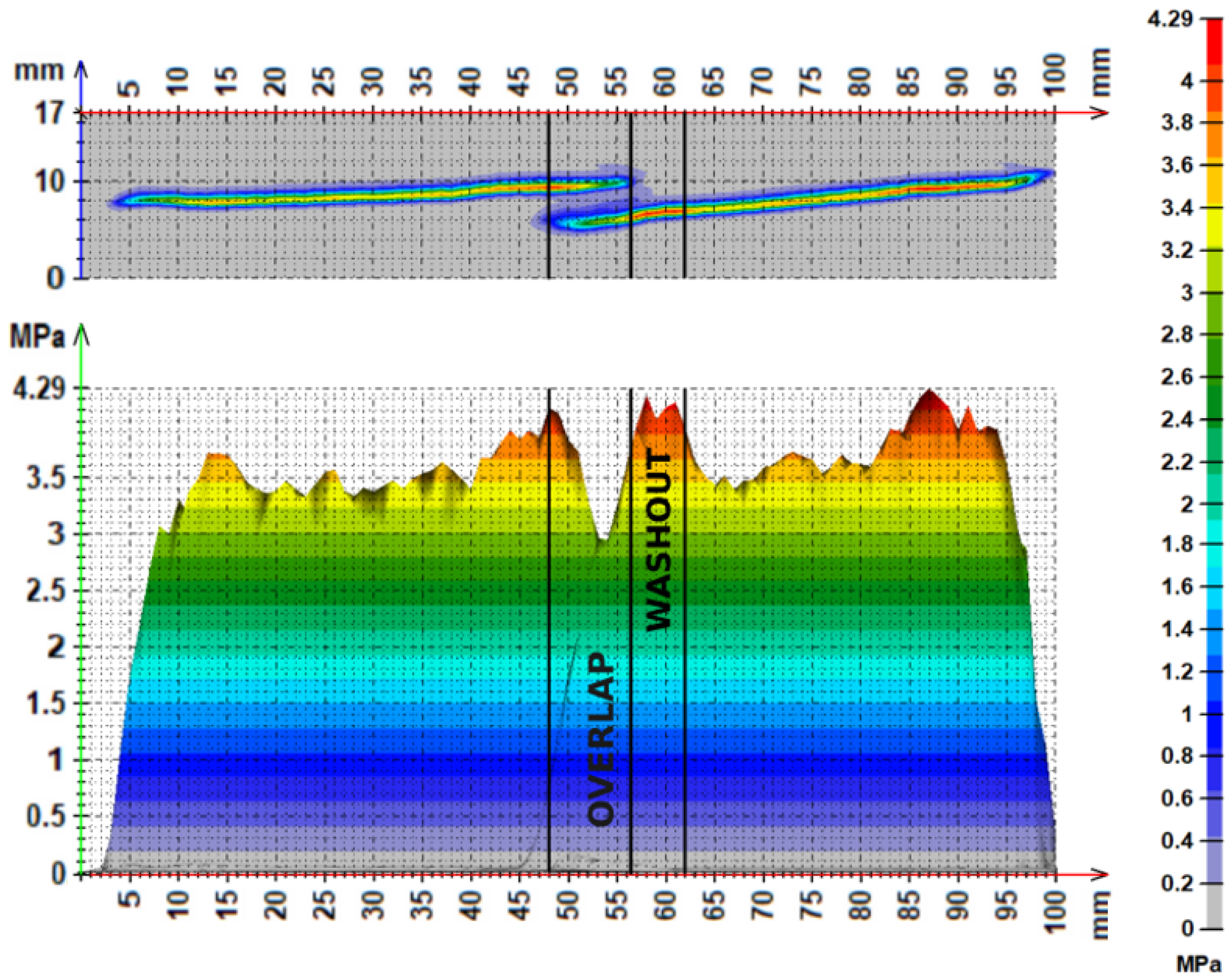
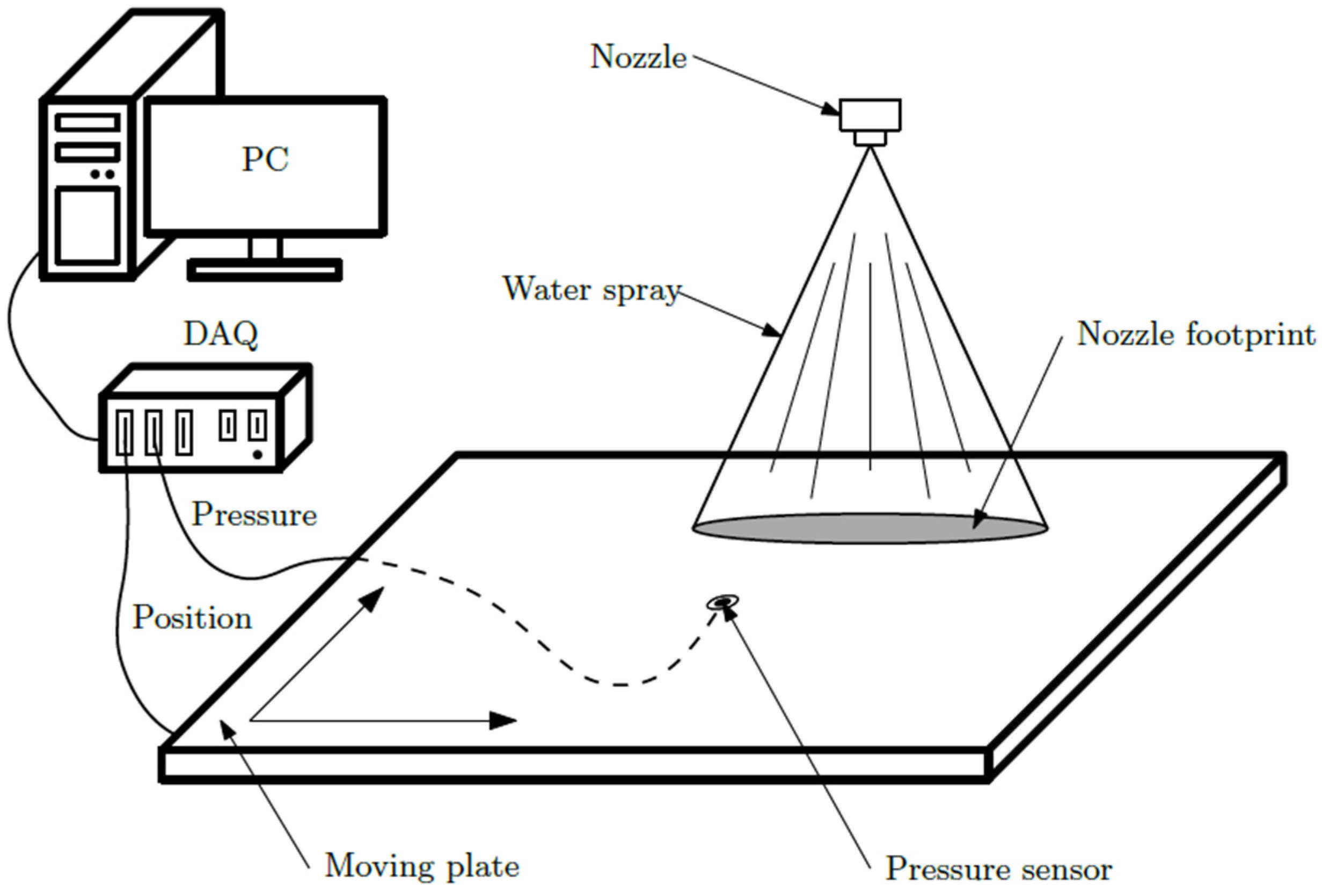
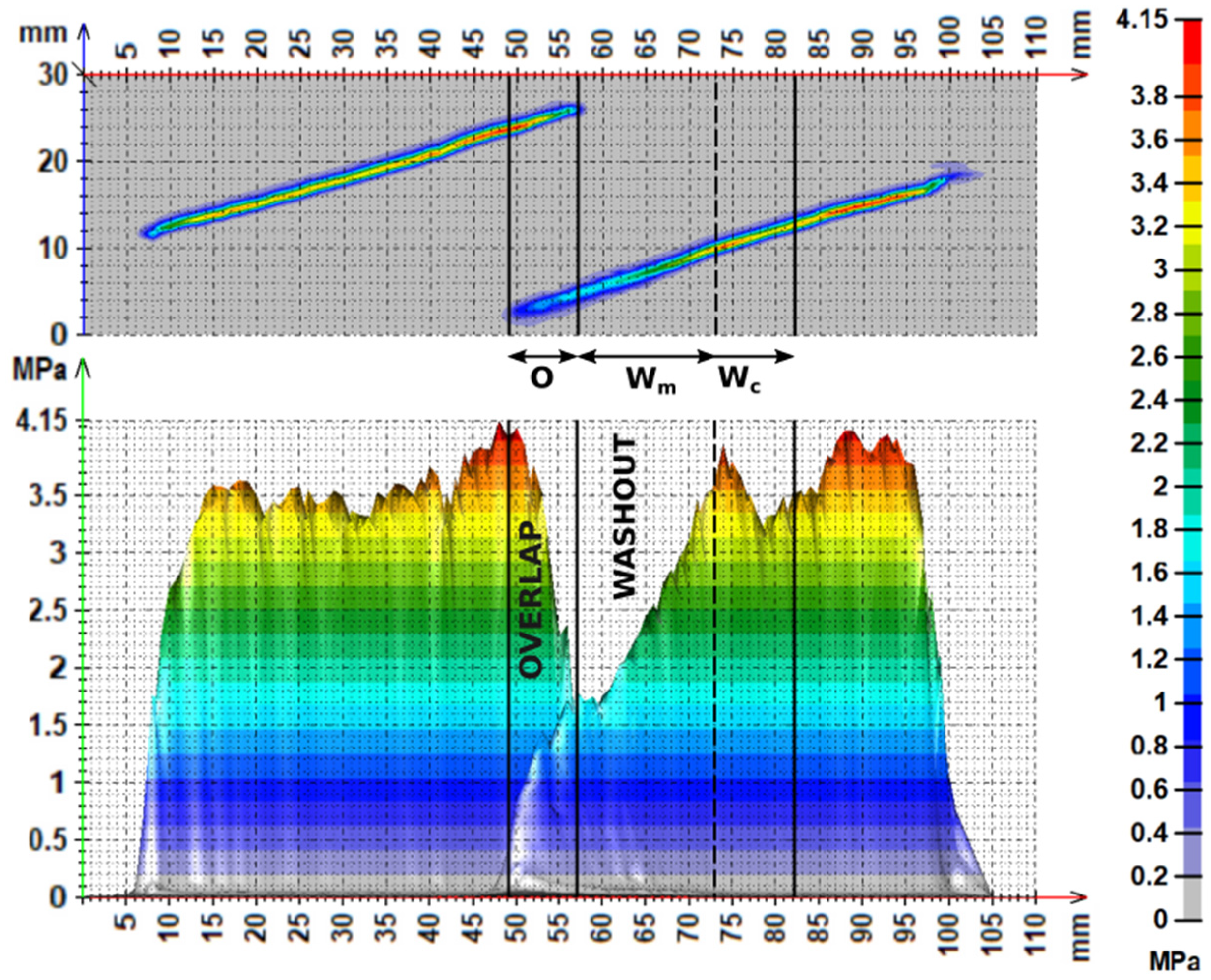
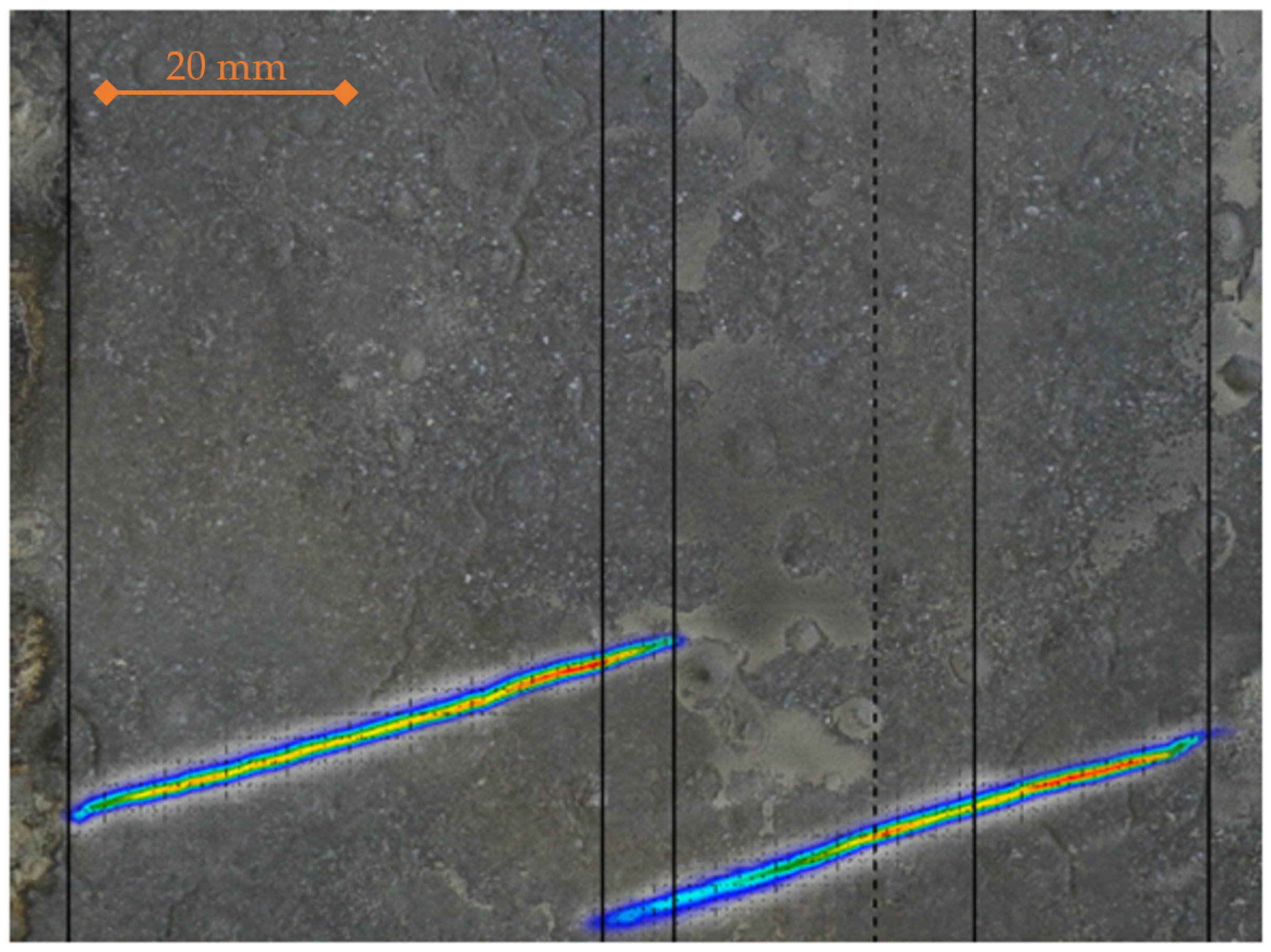
3.1. Impact Pressure Distribution Measurement
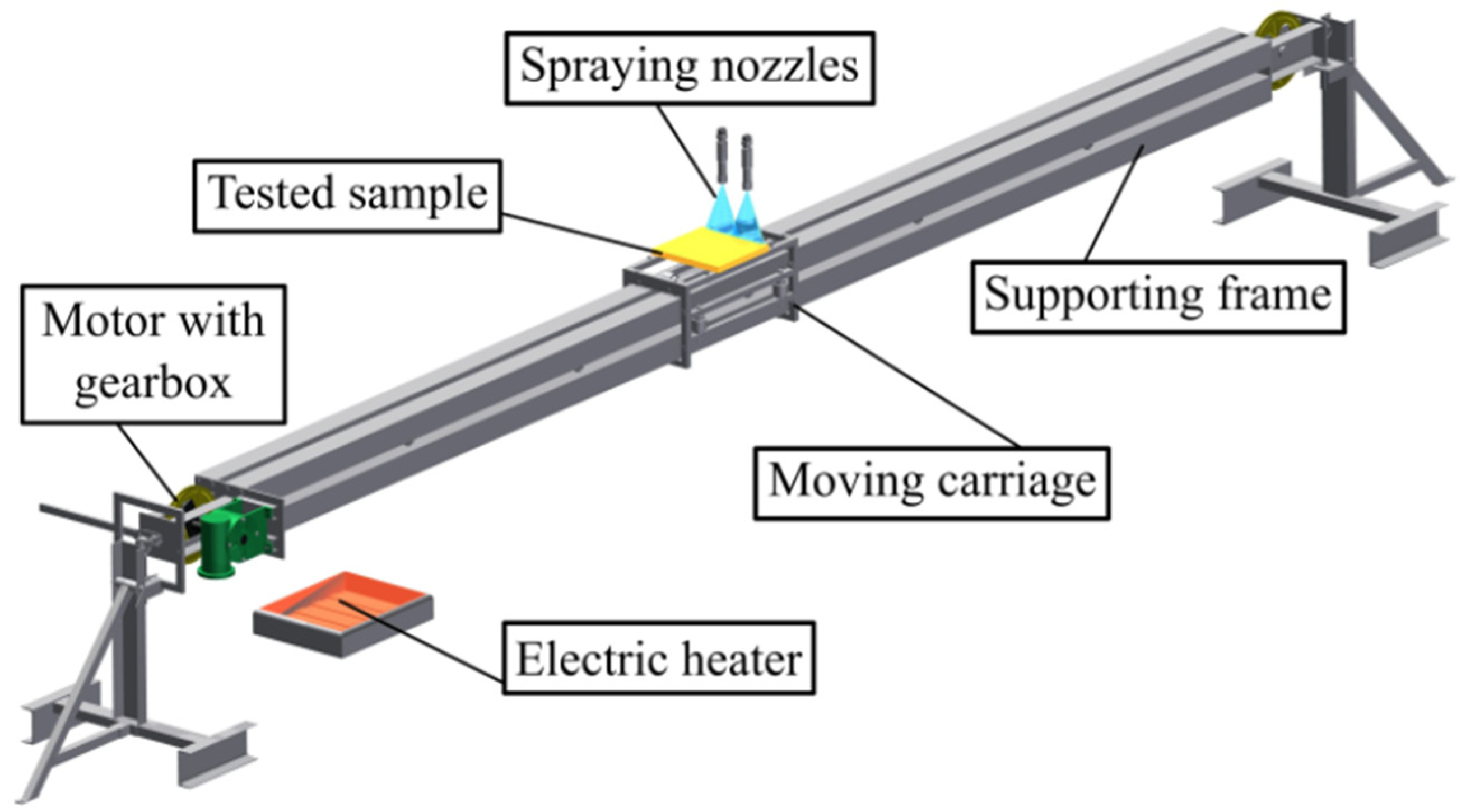
3.2. Hot Descaling Tests
4. Results
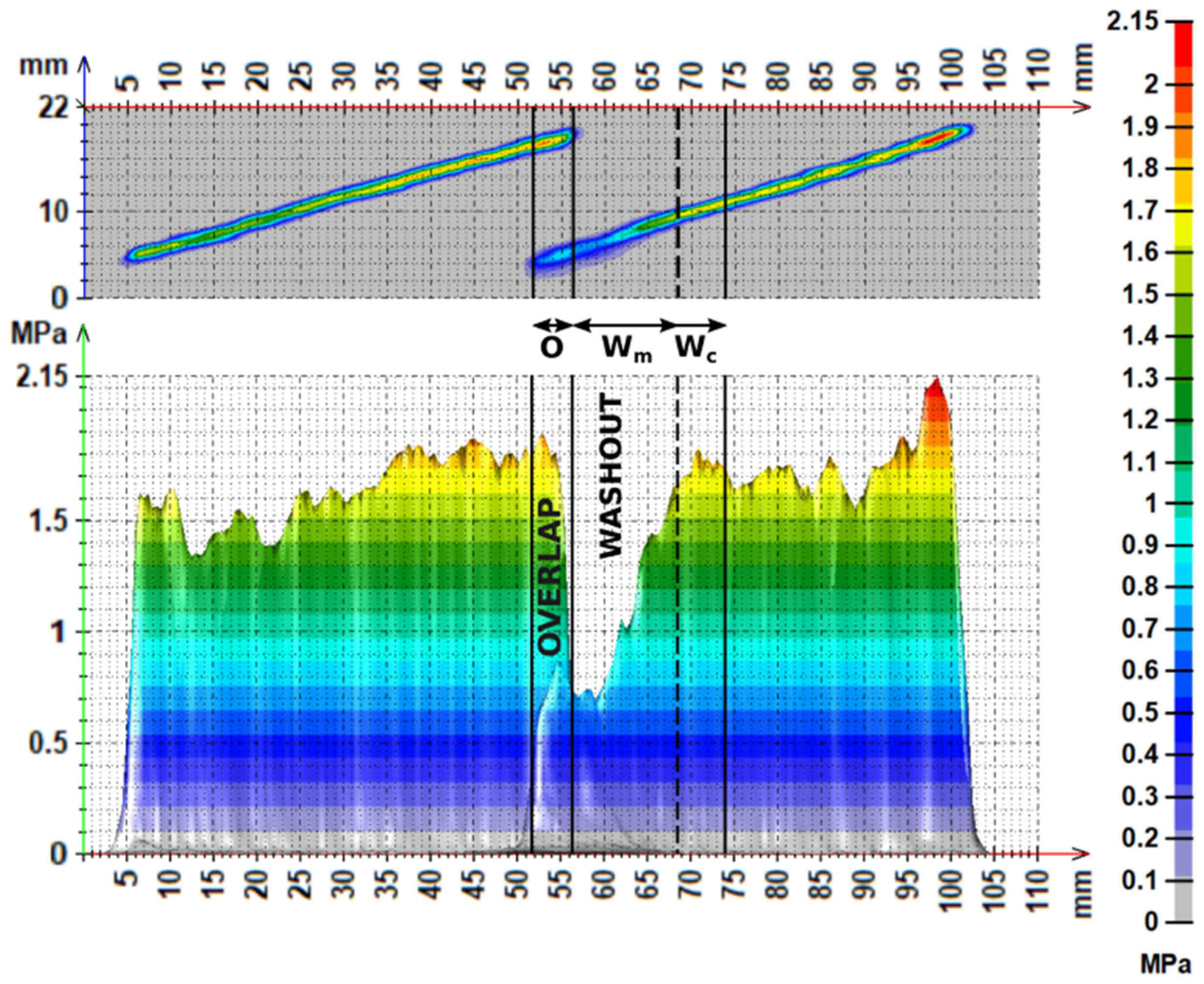
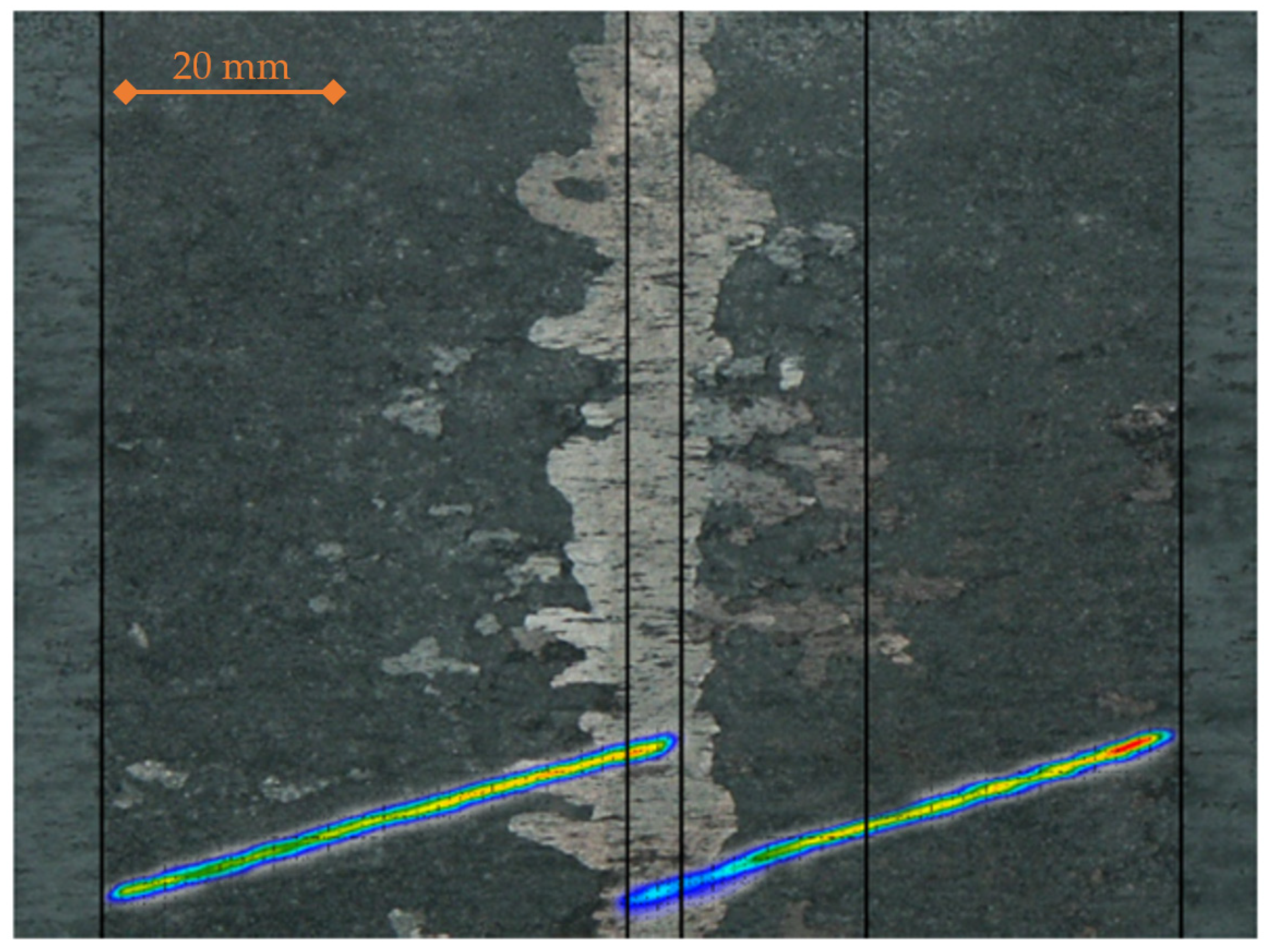
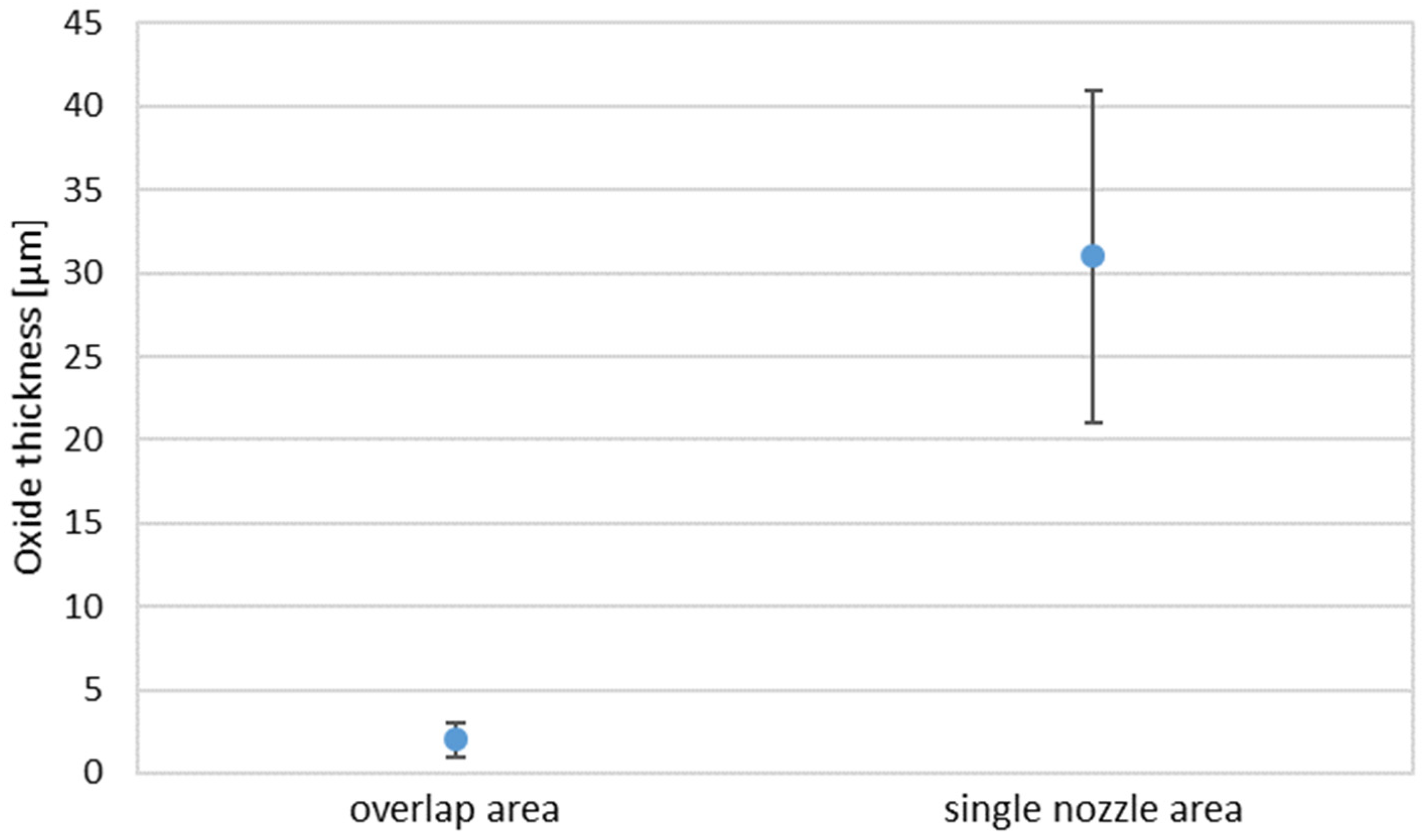
4.1. Configuration C1
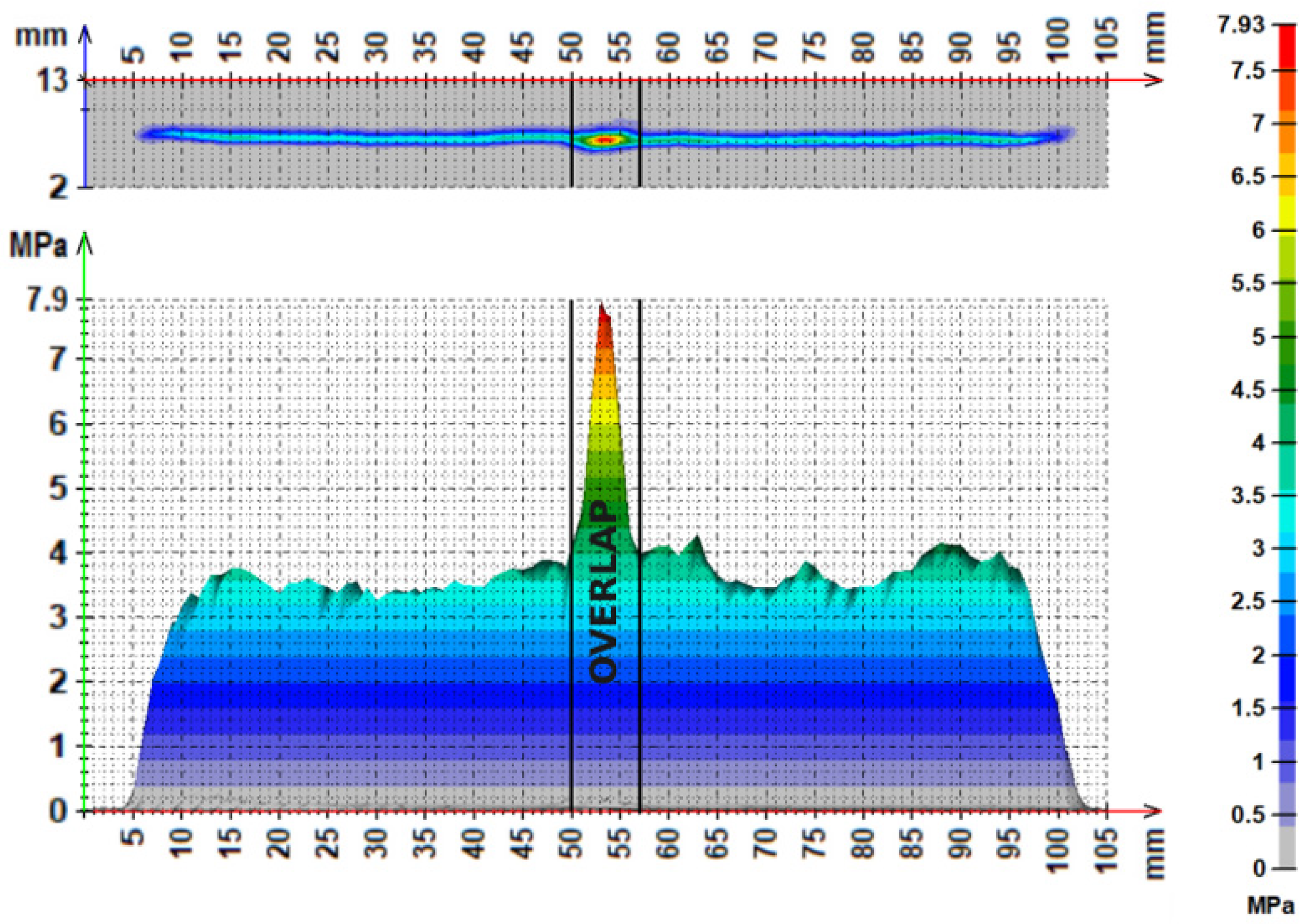
4.2. Configuration C2
4.3. Configuration C3
4.4. Configuration C4
5. Discussion
6. Conclusions
- Increasing the water pressure (not environmentally friendly);
- Reducing the offset angle to smaller values or zero;
- Increasing the inclination angle.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Krzyzanowski, M.; Beynon, J.H. Measurement of oxide properties for numerical evaluation of their failure under hot rolling conditions. J. Mater. Process. Technol. 2002, 125, 398–404. [Google Scholar] [CrossRef]
- Krzyzanowski, M.; Beynon, J.H. Modelling the boundary conditions for thermomechanical processing-oxide scale behaviour and composition effects. Model. Simul. Mater. Sci. Eng. 2000, 8, 927–945. [Google Scholar] [CrossRef]
- Morrel, R. Handbook of Properties of Technical and Engineering Ceramics; Her Majestys Stationery Office: London, UK, 1987. [Google Scholar]
- Pietrzyk, M.; Cser, L.; Lenard, J.G. Mathematical and Physical Simulation of the Properties of Hot Rolled Products; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar]
- Robertson, J.; Manning, M.I. Limits to adherence of oxide scales. Mater. Sci. Technol. 1990, 6, 81–92. [Google Scholar] [CrossRef]
- Lekakh, S.; O’malley, R.; Osei, R.; Peterson, L.; Sasso, O. Descaling of medium C and high Si, Mn steels. In Proceedings of the AISTech 2021 Iron and Steel Technology Conference, Nashville, TN, USA, 29 June–1 July 2021; pp. 596–607. [Google Scholar] [CrossRef]
- Osei, R.; Lekakh, S.; O’malley, R. Effect of Cu Additions on Scale Structure and Descaling Efficiency of Low C Steel Reheated in a Combustion Gas Atmosphere. Oxid. Met. 2022, 98, 363–383. [Google Scholar] [CrossRef]
- Gongye, F.; Zhou, J.; Peng, J.; Zhang, H.; Peng, S.; Li, S.; Deng, H. Study on the Removal of Oxide Scale Formed on 300 M Steel Special-Shaped Hot Forging Surfaces during Heating at Elevated Temperature by a High-Pressure Water Descaling Process. Materials 2023, 16, 1745. [Google Scholar] [CrossRef]
- Gong-Ye, F.-J.; Zhou, J.; Wang, X.; Zhang, H.; Peng, S.; Li, S.; Deng, H.; Zhang, J. Effect of high-temperature on oxidation behavior of 300 M steel. Mater. Today Commun. 2022, 32, 103987. [Google Scholar] [CrossRef]
- Sasaki, K.; Hayashi, K.; Takeda, M.; Nakakubo, S.; Yamada, Y.; Kitahara, A.; Wada, R.; Saeki, I. Effect of argon-purged cooling on generating residual stress in oxide scale formed on si-containing steels examined by in situ X-ray diffraction and finite element analysis. Mater. Trans. 2020, 61, 136–141. [Google Scholar] [CrossRef]
- Athavale, V.; Bartlett, L.; Buchely, M.; Lekakh, S.; Ojiako, T.; O’malley, R.; Osei, R.; Sasso, O.; Tayebali, T. Effect of Water Jet Nozzle Lead Angle on Descaling Efficiency. In Proceedings of the AISTech 2023 Proceedings, Detroit, MI, USA, 8–11 May 2023; pp. 1445–1454. [Google Scholar] [CrossRef]
- LEE, J.; HINTON, J. Key challenges for efficient descaling. In Proceedings of the AISTech2020 Iron and Steel Technology Conference, Cleveland OH, USA, 31 August–3 September 2020; pp. 1115–1125. [Google Scholar] [CrossRef]
- Wang, F.; Ning, L.; Zhu, Q.; Lin, J.; Dean, T.A. An investigation of descaling spray on microstructural evolution in hot rolling. Int. J. Adv. Manuf. Technol. 2008, 38, 3847. [Google Scholar] [CrossRef]
- Pohanka, M.; Votavova, H. Overcooling in overlap areas during hydraulic Descaling. Mater. Tehnol. 2016, 50, 575–578. [Google Scholar] [CrossRef]
- Tamura, Y.; Ueoka, S.; Kimura, Y.; Kabeya, K. Influence of injection distance on water droplet behavior in high pressure descaling. ISIJ Int. 2020, 60, 128–135. [Google Scholar] [CrossRef]
- Liu, J.; Han, J.; Lu, R.; Wang, Y.; Liu, C. Effect of abrasive water pressure on the surface layer characteristics of duplex stainless steel 2205. Mater. Res. Express 2023, 10, 046516. [Google Scholar] [CrossRef]
- Pohanka, M.; Kotrbacek, P.; Bartuli, E.; Raudensky, M. Energy-Efficient Cooling and Hydraulic Descaling Systems. Metallurgist 2020, 64, 729–740. [Google Scholar] [CrossRef]
- Wang, X.D.; Yang, Q.; He, A.R.; Wang, R.Z. Comprehensive contour prediction model of work roll used in online strip shape control model during hot rolling. Ironmak. Steelmak. 2007, 34, 303–311. [Google Scholar] [CrossRef]
- Lee, J.; Samanta, S.; Steeper, M. Review of accelerated cooling of steel plate. Ironmak. Steelmak. 2015, 42, 268–273. [Google Scholar] [CrossRef]
- Guo, D.F.; He, A.R.; Shao, J. Research on causes and mitigation measures of bright band on hot rolled strip. Ironmak. Steelmak. 2014, 41, 187–192. [Google Scholar] [CrossRef]
- Hu, S.; Teng, Z.; Huang, S.; Li, N.; Zhou, Q. Transient Calculation Studies of Liquid–Solid Collision in Jet Descaling. Energies 2023, 16, 292. [Google Scholar] [CrossRef]
- Marzbali, M.; Dolatabadi, A. High-speed droplet impingement on dry and wetted substrates. Phys. Fluids 2020, 32, 112101. [Google Scholar] [CrossRef]
- Krzyzanowski, M.; Beynon, J.H. Interfacial heat transfer during hot metal forming operations assuming scale failure effects. Mater. Sci. Technol. 2016, 32, 407–417. [Google Scholar] [CrossRef]
- Zeleňák, M.; Říha, Z.; Jandačka, P. Visualization and velocity analysis of a high-speed modulated water jet generated by a hydrodynamic nozzle. Measurement 2020, 159, 107753. [Google Scholar] [CrossRef]
- Říha, Z.; Zeleňák, M.; Kruml, T.; Poloprudský, J. Comparison of the disintegration abilities of modulated and continuous water jets. Wear 2021, 478–479, 203891. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metalworking, Friction, Lubrication and Wear; The American Society for Metals: Metals Park, OH, USA, 1983. [Google Scholar]
- Votavova, H.; Pohanka, M. Study of Water Jet Collision of High Pressure Flat Jet Nozzles for Hydraulic Descaling. Appl. Mech. Mater. 2016, 821, 152–158. [Google Scholar] [CrossRef]
- Kim, S.C.; Choi, J.W. Method of setting nozzle intervals at the finishing scale breaker. KSME Int. J. 2003, 17, 870–878. [Google Scholar] [CrossRef]
- Silk, N.J. The practical aspects of hydraulic de-scaling. Steel Times Int. 2001, 25, 38–41. [Google Scholar]
- Shih, C.-C.; Wu, M.-T.; Huang, C.-C.; Hwang, W.-S.; Kuo, J.-C. Formation of Black Striped Oxide Scale on Hot-Rolled Si-Containing Carbon Steel. Mater. Trans. 2018, 59, 1716–1722. [Google Scholar] [CrossRef]
- Platov, S.I.; Dyoma, R.R.; Latypov, O.R.; Banshchikov, V.S.; Mustafin, V.A.; Kharchenko, M.V.; Tyuteryakov, N.S. Improvement of Hot Rolling Technology to Reduce the “Rolled-in Scale” Defect. Steel Transl. 2023, 53, 291–297. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Configuration Number | Nominal Spray Angle [°] | Measured Spray Angle [°] | System Pressure [MPa] | Flow Rate [l/min] | Pitch of the Nozzles [mm] | Height [mm] | Inclination Angle β [°] | Offset Angle γ [°] | Spray Spot Distance [mm] | Calculated Overlap [mm] |
|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 30 | 35 | 40 | 36 | 43 | 75 | 15 | 15 | 10 | 4.3 |
| C2 | 45 | 45 | 40 | 35.5 | 43 | 55 | 15 | 15 | 0 | 2.6 |
| C3 | 30 | 35 | 40 | 36 | 43 | 75 | 15 | 0 | 0 | 6 |
| C4 | 30 | 35 | 40 | 36 | 43 | 75 | 15 | 3 | 0 | 5.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pohanka, M.; Votavová, H.; Resl, O.; Kotrbáček, P. The Effect of Water Jet Overlaps in a Descaler on the Quality of Surface of the Hot Rolled Steel. Metals 2023, 13, 1722. https://doi.org/10.3390/met13101722
Pohanka M, Votavová H, Resl O, Kotrbáček P. The Effect of Water Jet Overlaps in a Descaler on the Quality of Surface of the Hot Rolled Steel. Metals. 2023; 13(10):1722. https://doi.org/10.3390/met13101722
Chicago/Turabian StylePohanka, Michal, Helena Votavová, Ondřej Resl, and Petr Kotrbáček. 2023. "The Effect of Water Jet Overlaps in a Descaler on the Quality of Surface of the Hot Rolled Steel" Metals 13, no. 10: 1722. https://doi.org/10.3390/met13101722
APA StylePohanka, M., Votavová, H., Resl, O., & Kotrbáček, P. (2023). The Effect of Water Jet Overlaps in a Descaler on the Quality of Surface of the Hot Rolled Steel. Metals, 13(10), 1722. https://doi.org/10.3390/met13101722