
Effect of Ultrasonic Surface Rolling on the Fretting Wear Property of 7075 Aluminum Alloy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimens
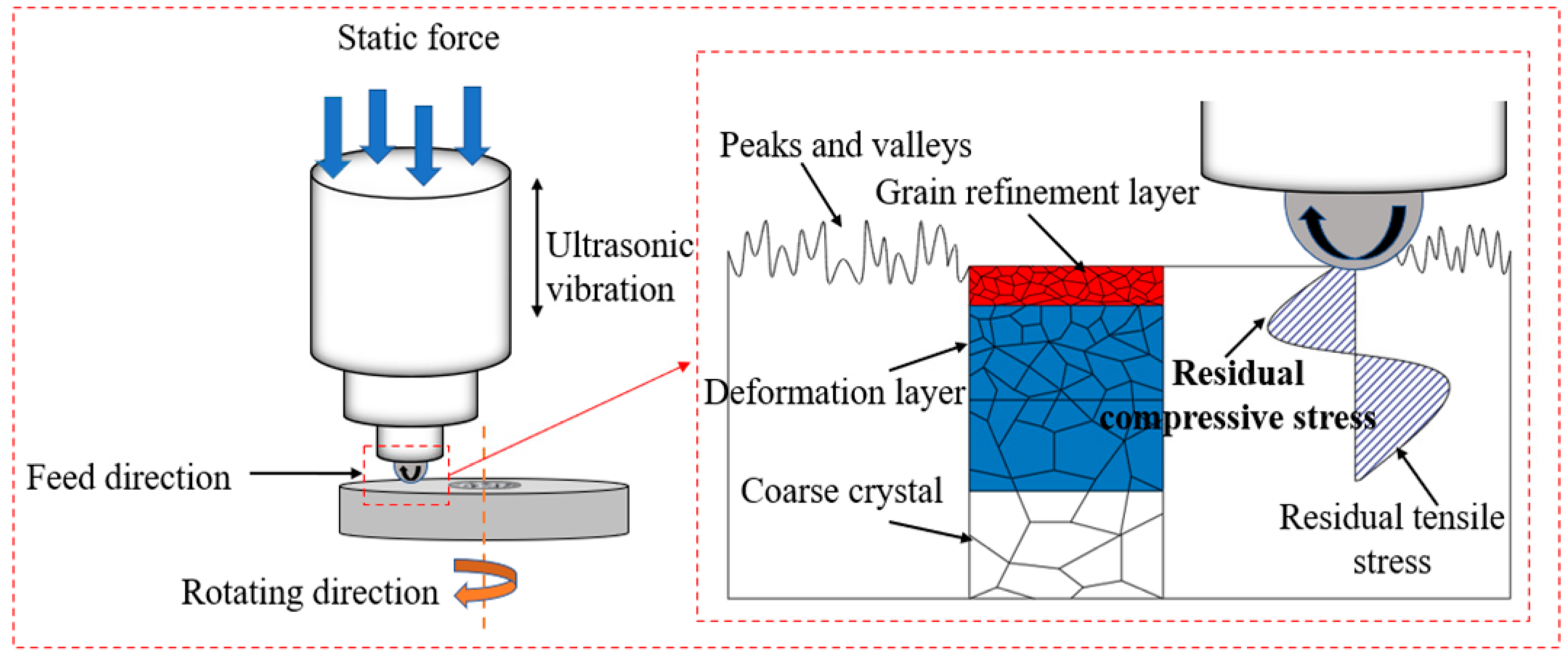
2.2. Ultrasonic Surface Rolling
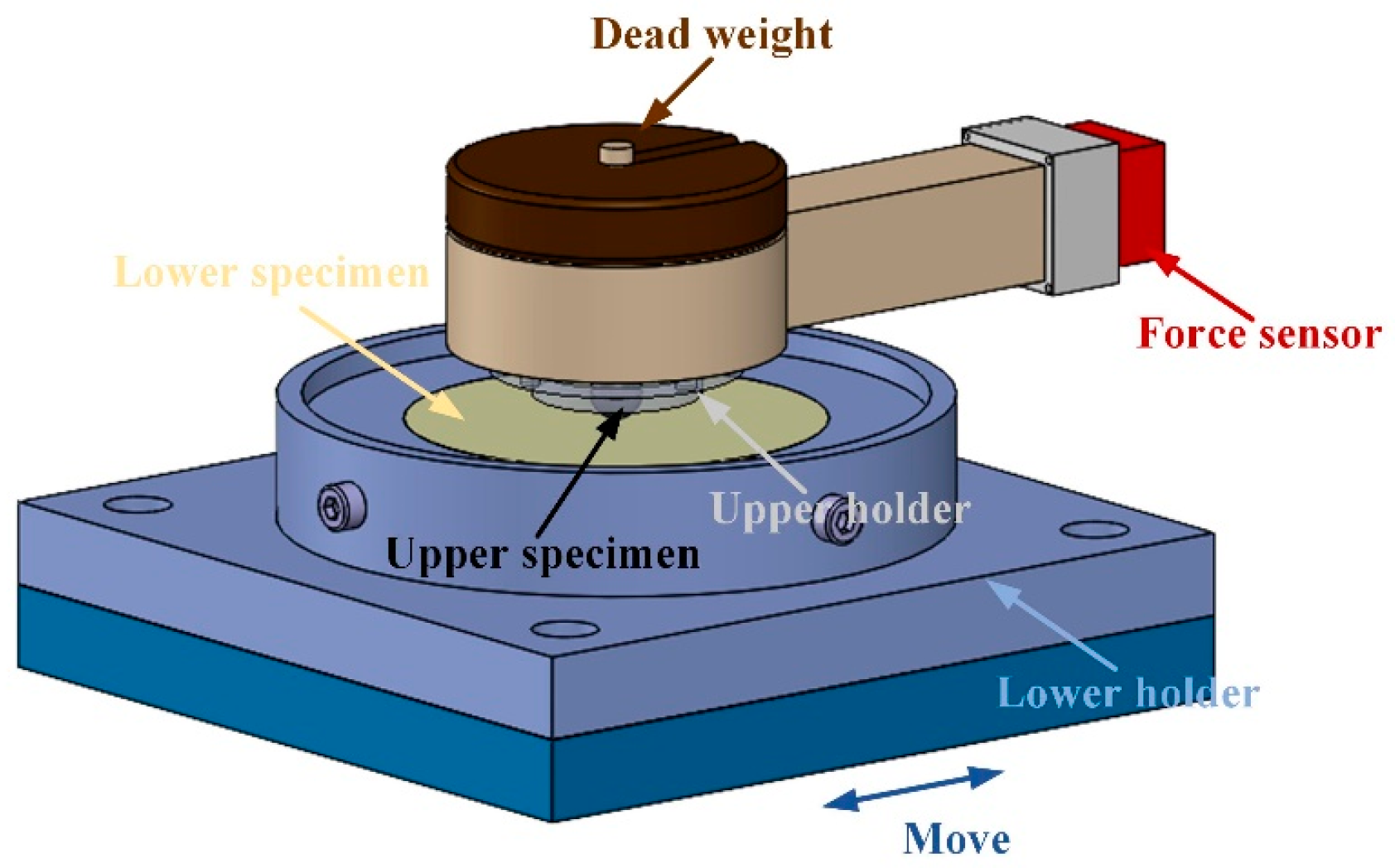
2.3. Fretting Wear Tests
2.4. Analysis Methods
3. Results and Discussion
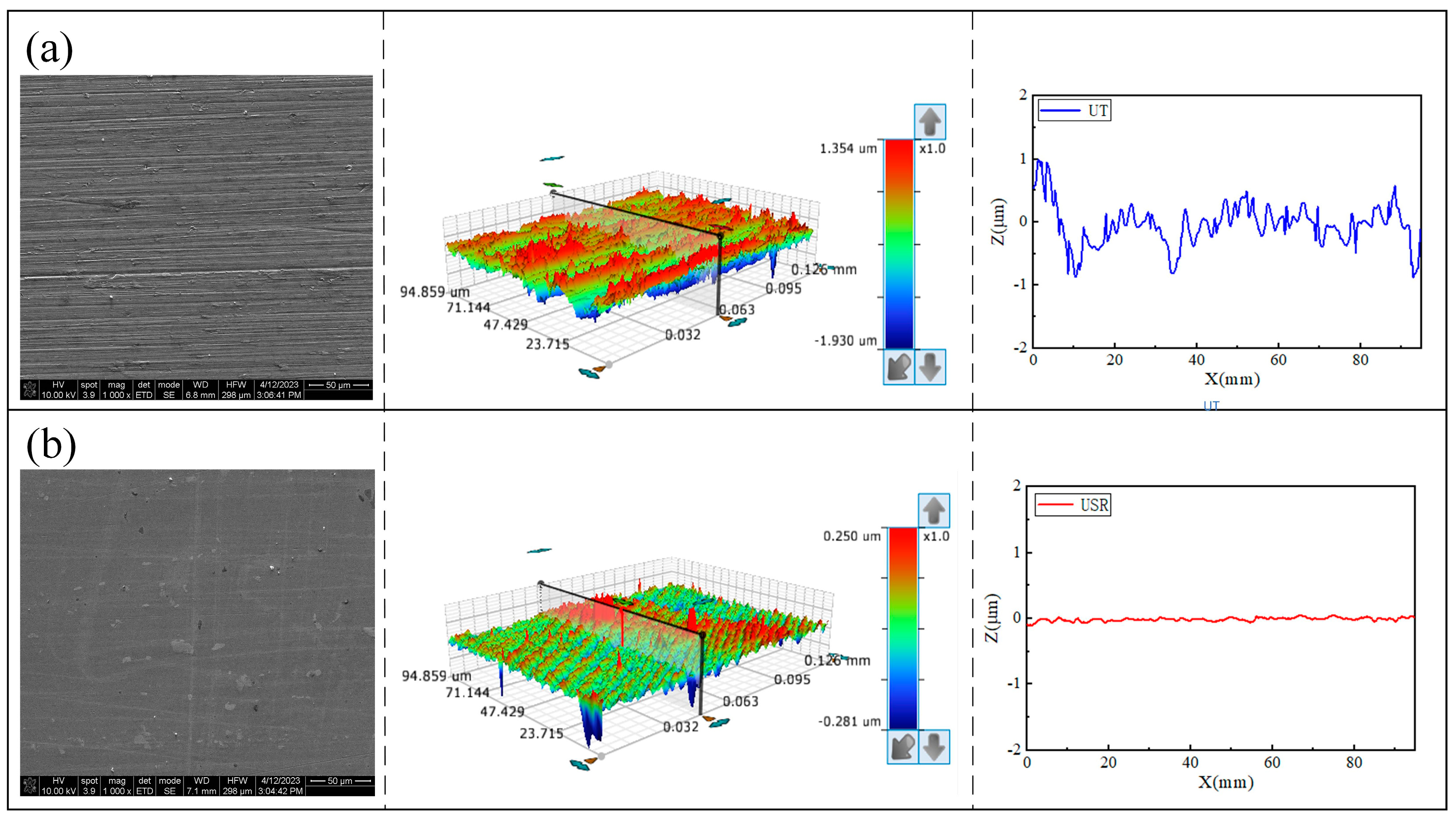
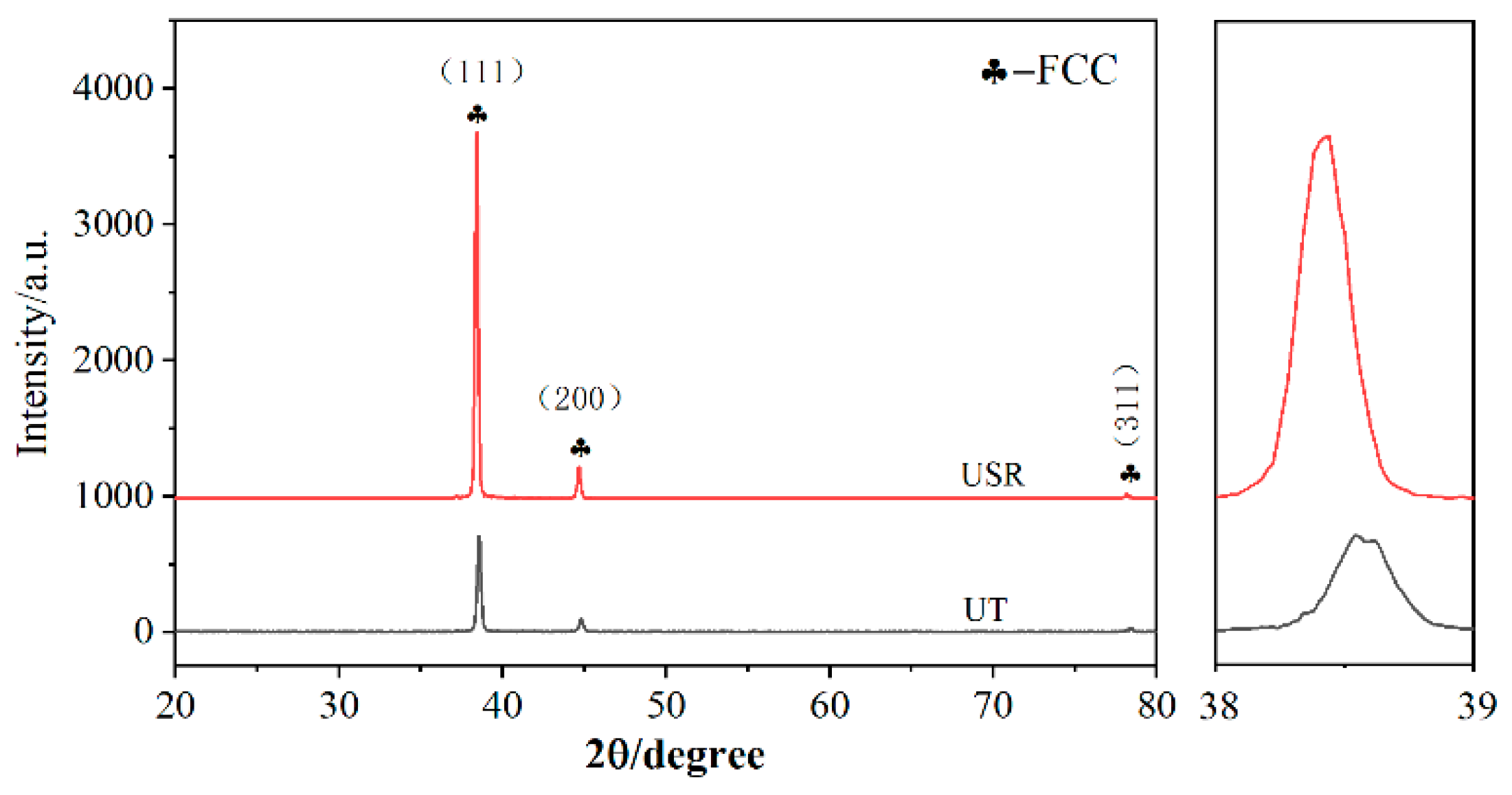
3.1. Surface Morphology and Phase Analysis
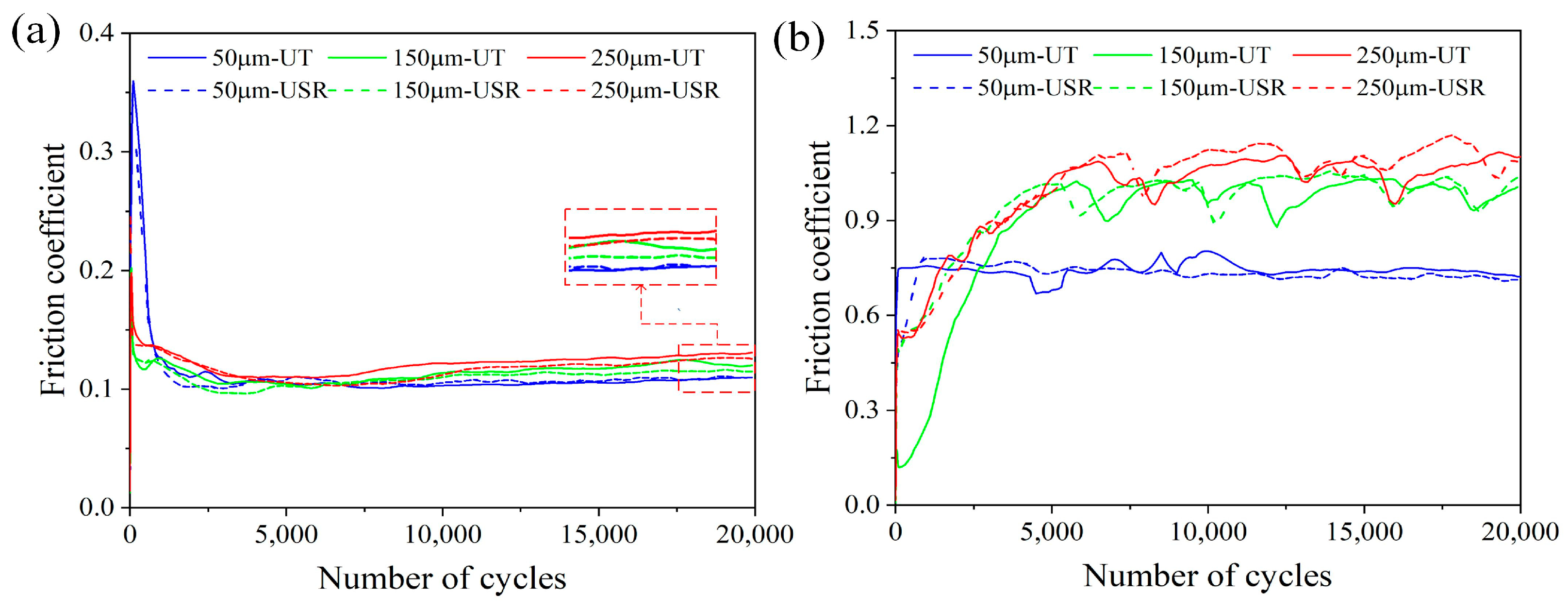
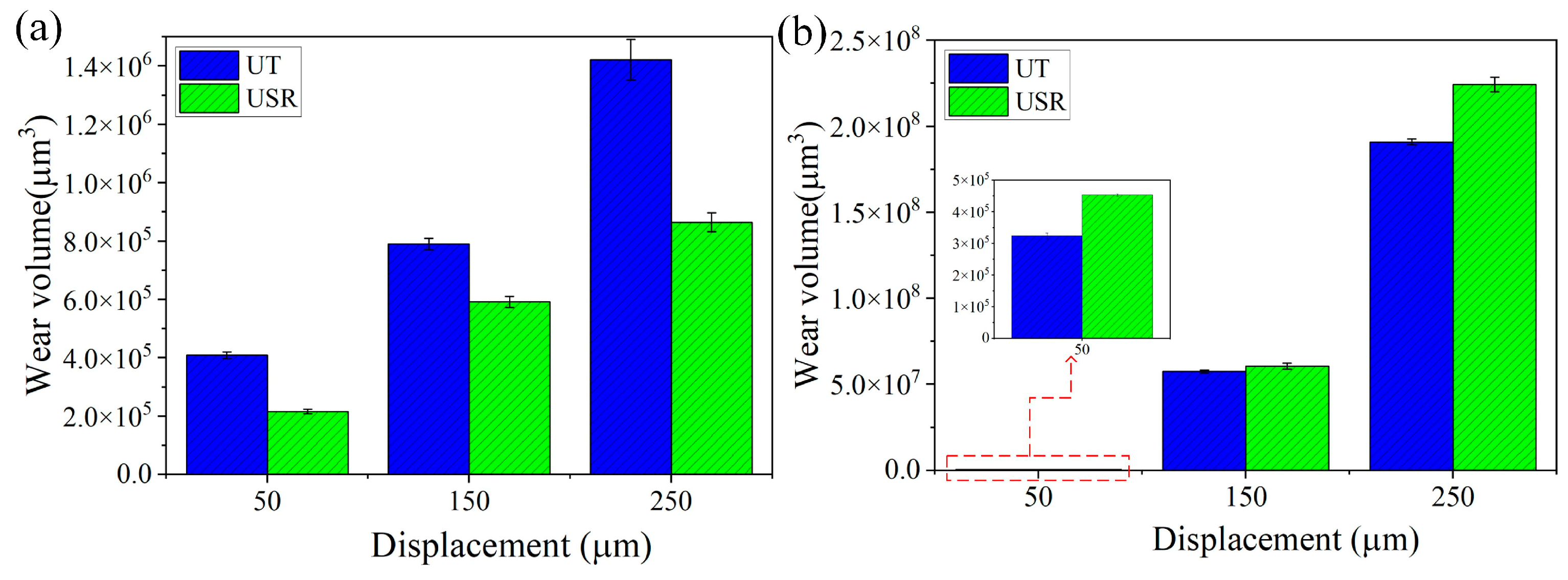
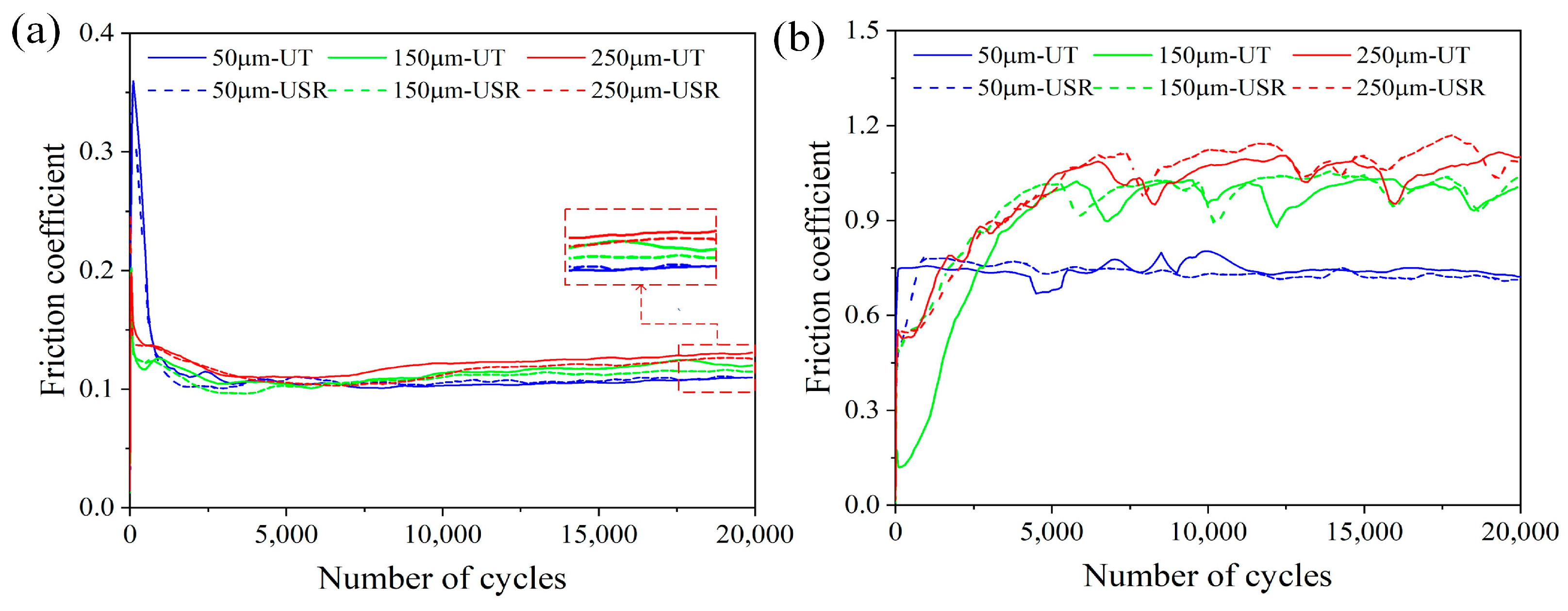
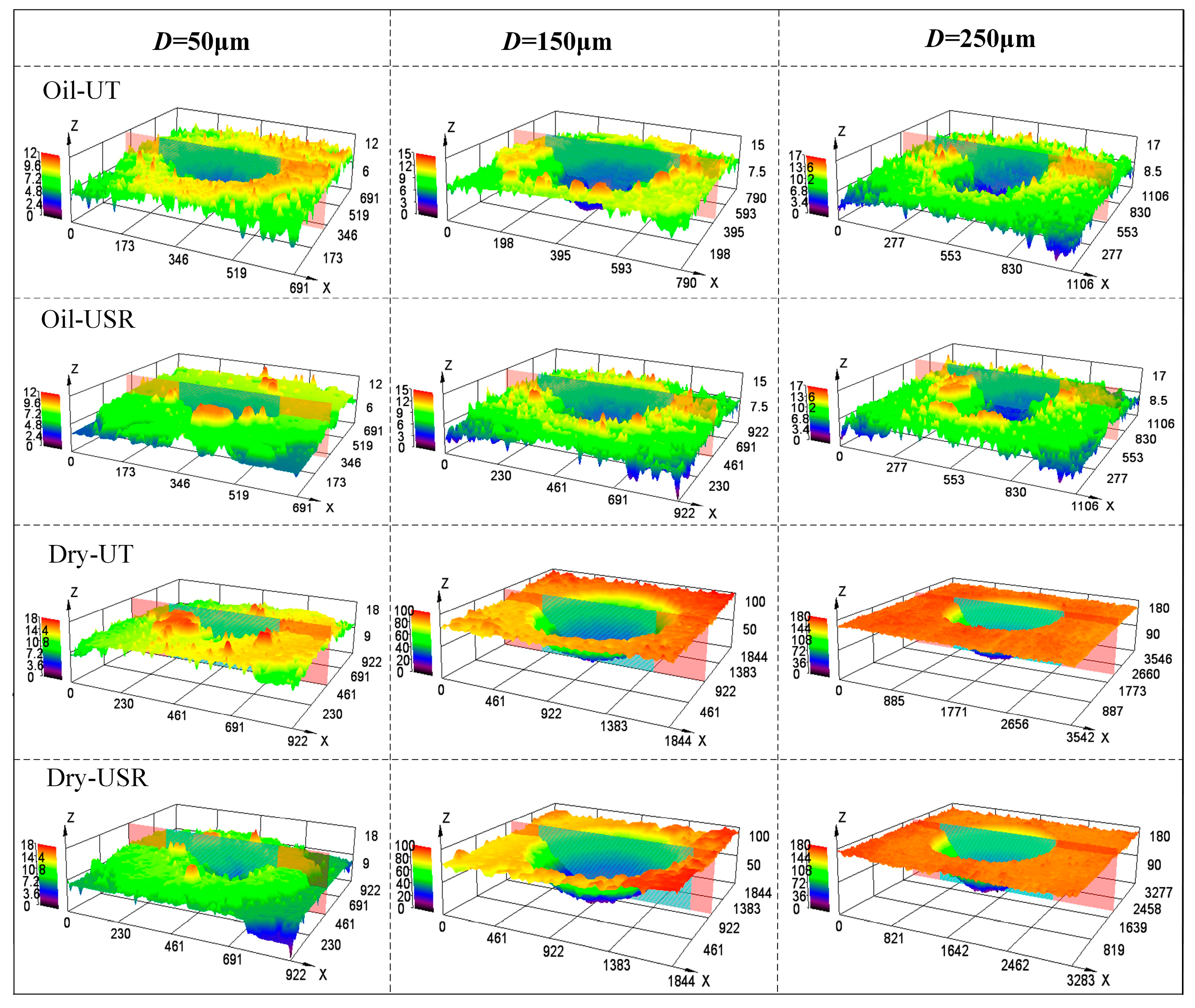
3.2. Friction Coefficient and Wear Volume
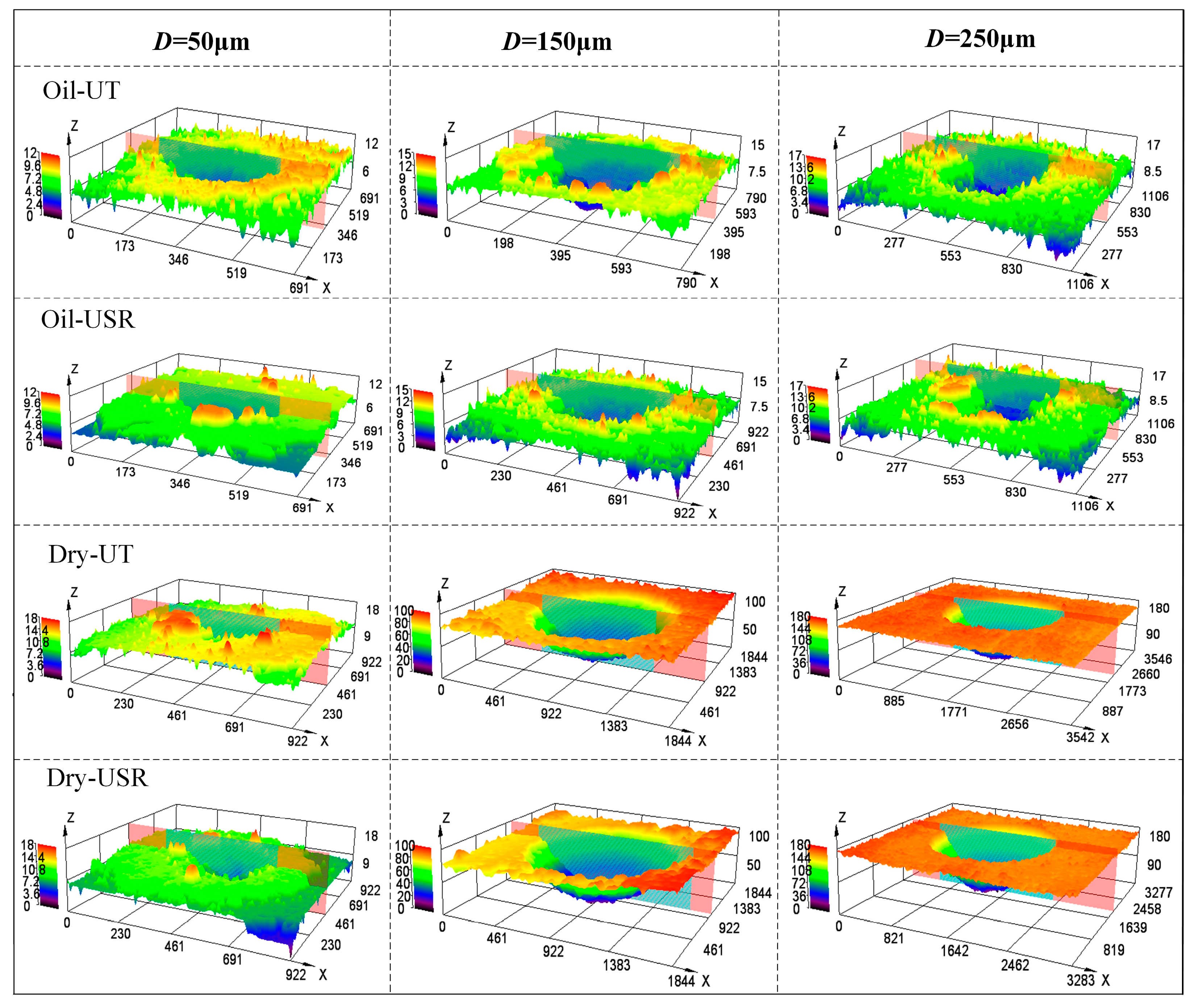
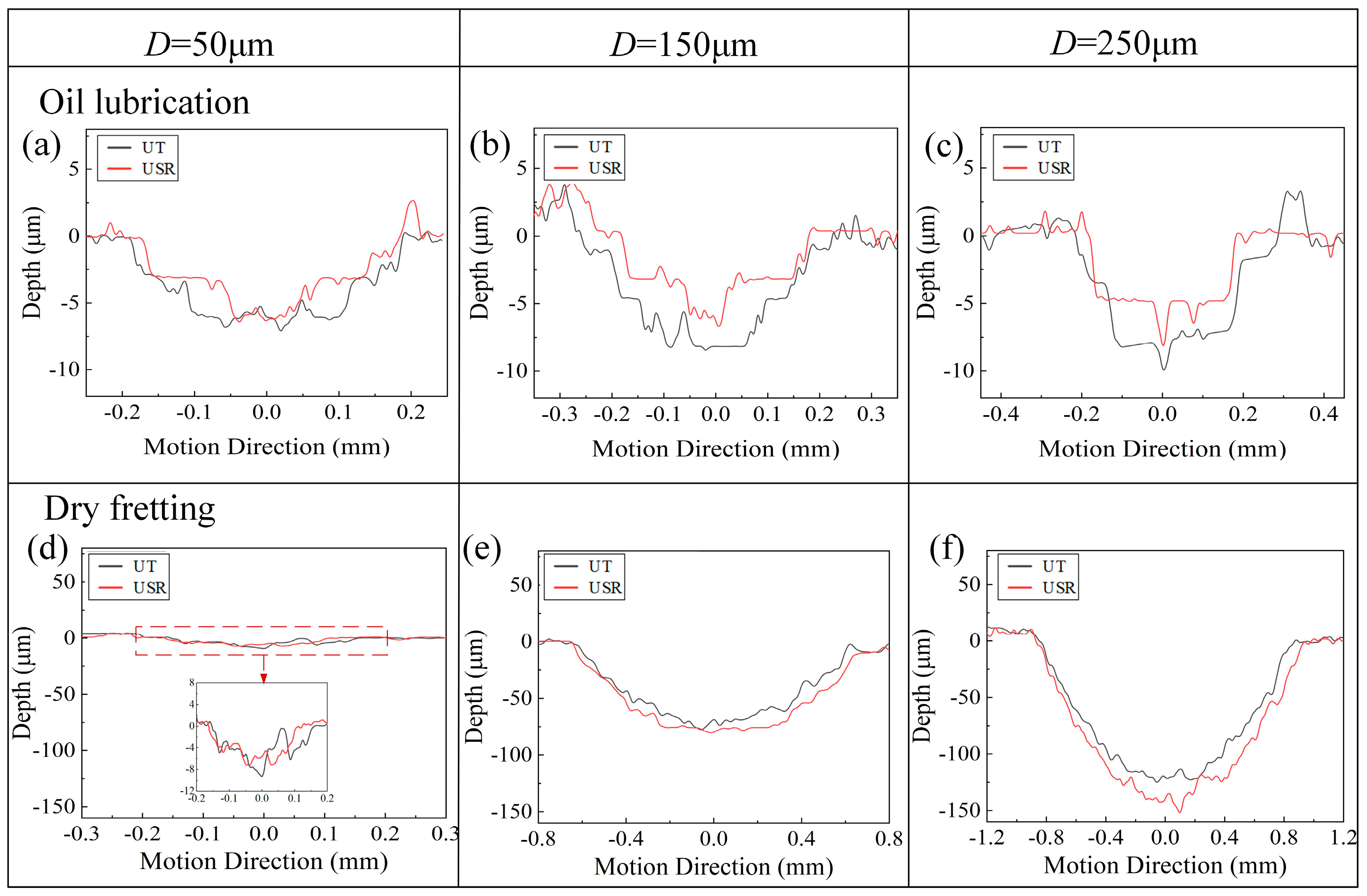
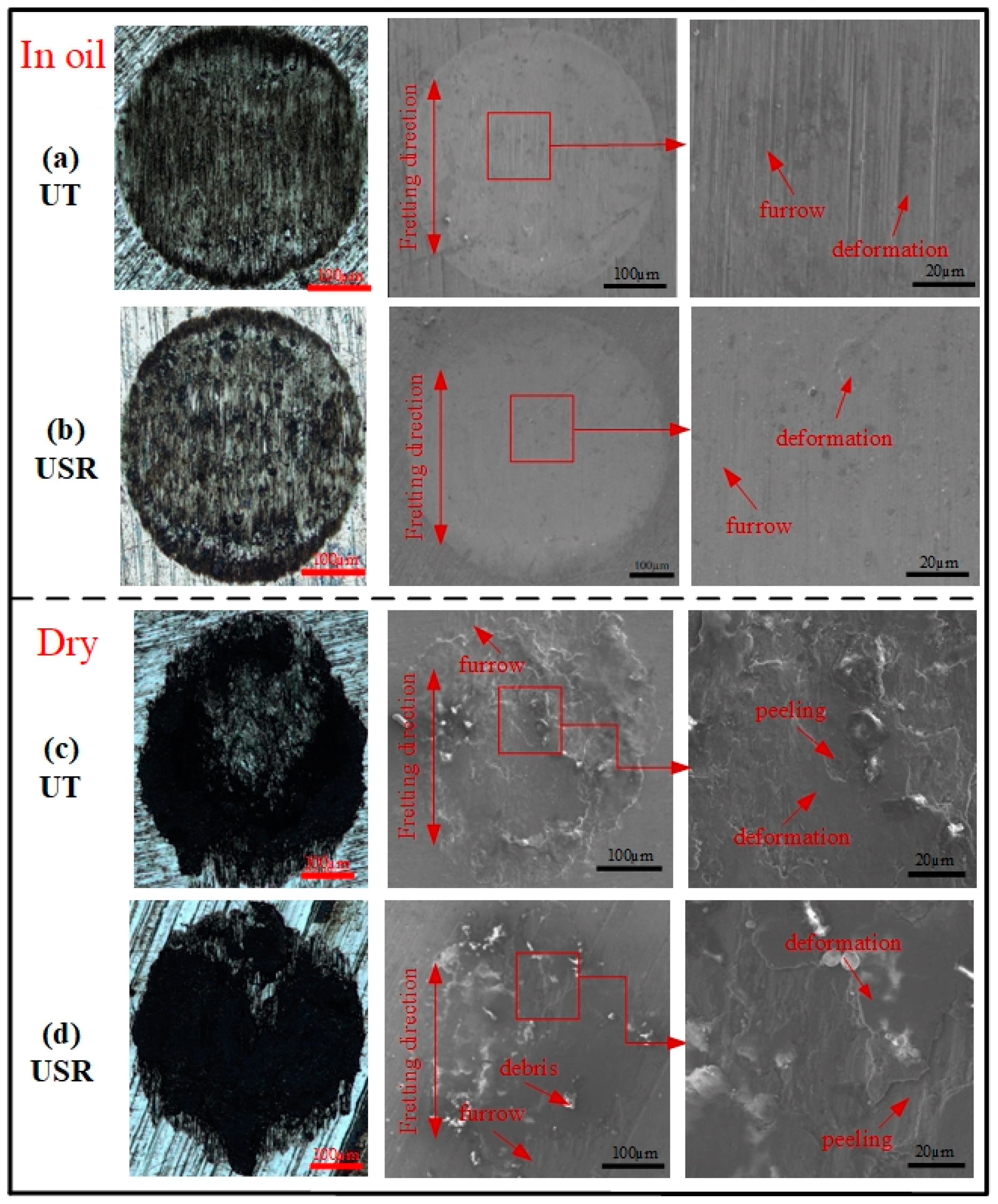
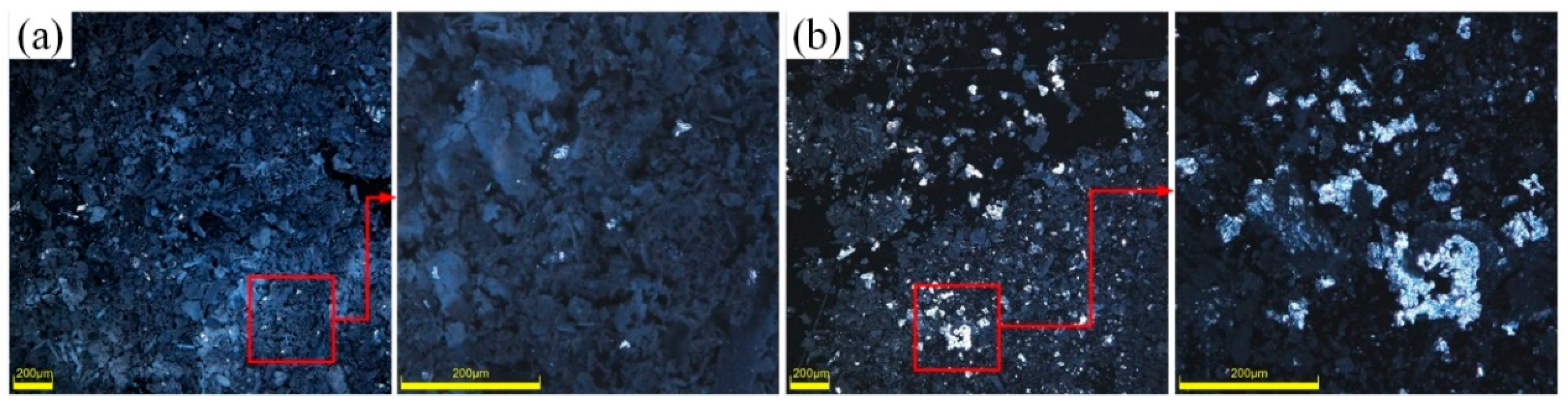
3.3. Wear Mechanism
4. Conclusions
- Compared with the untreated specimens, the USR treatment results in a 90% reduction in surface roughness and a 13HV increase in microhardness. The XRD analysis showed that the grains were refined after USR treatment.
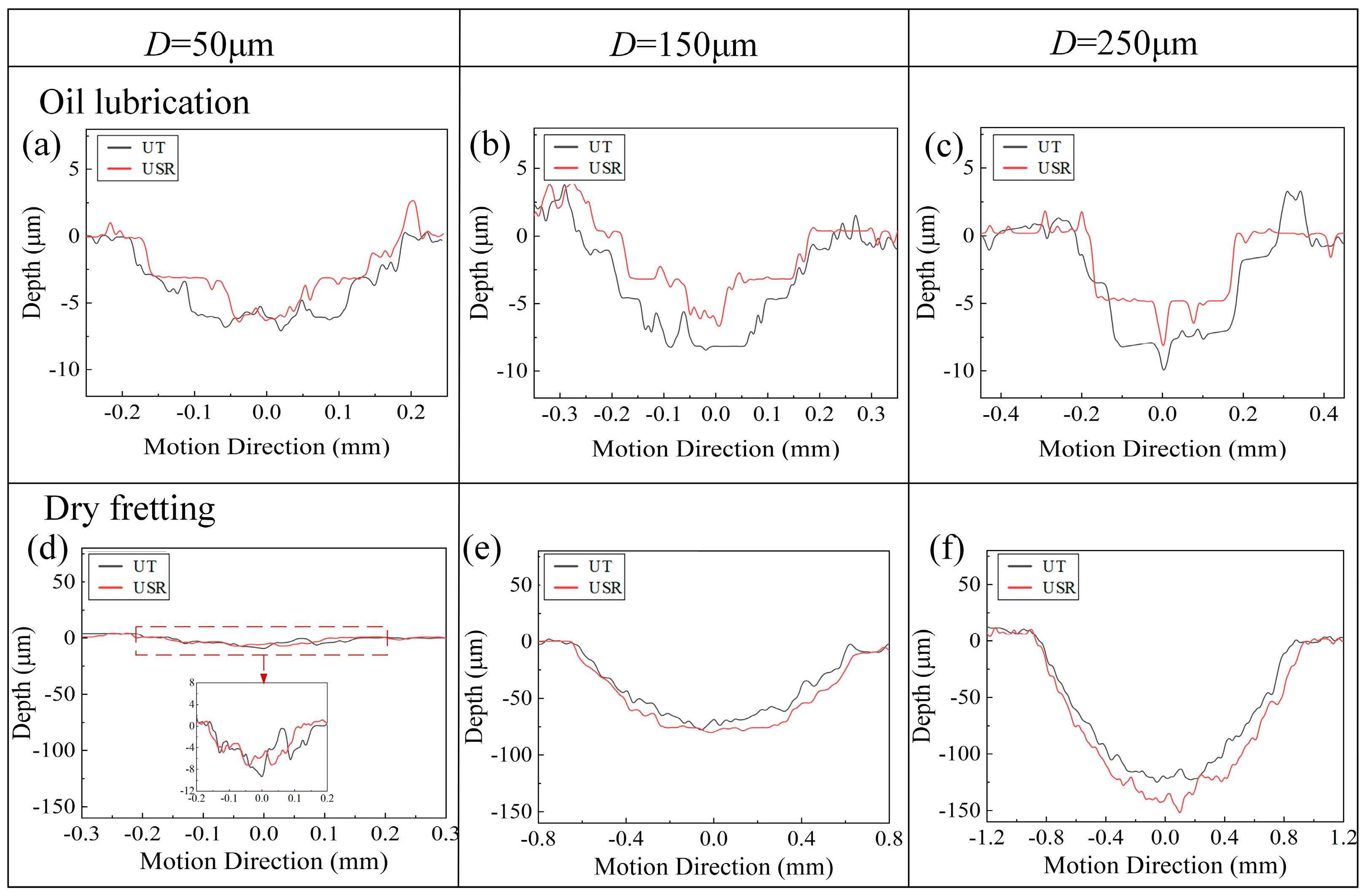
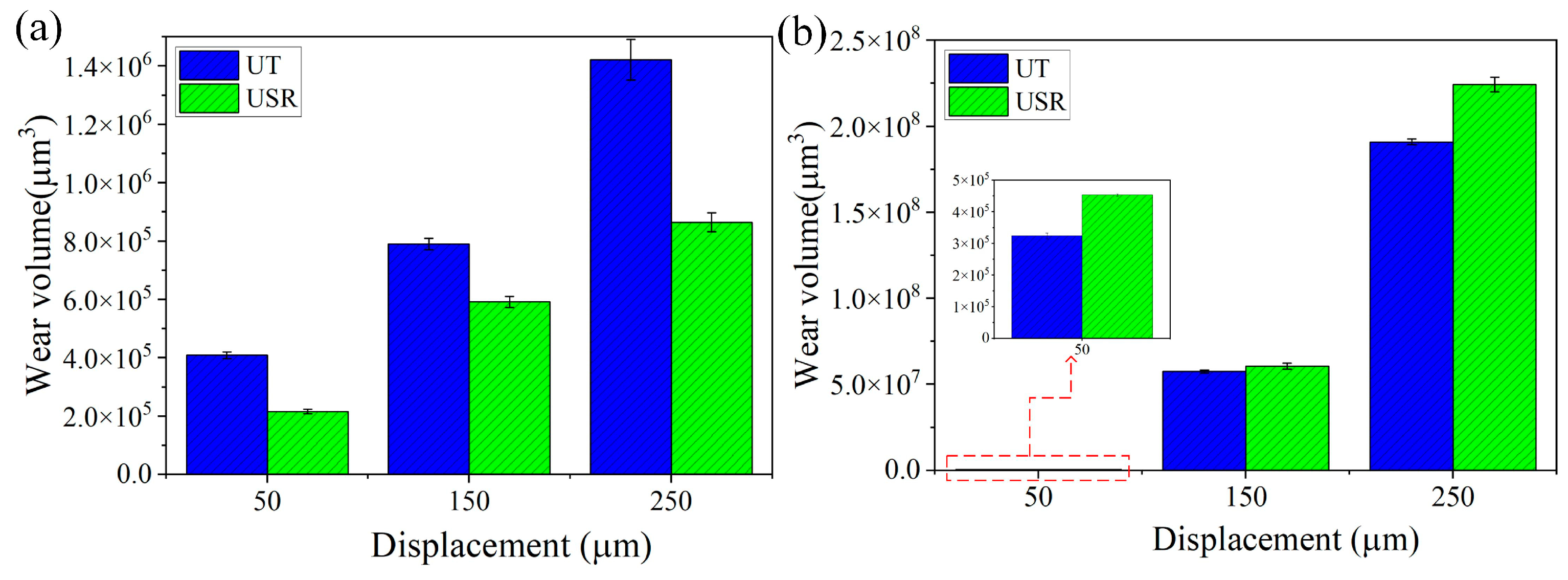
- Under oil lubricated conditions, the wear mechanism mainly consists of abrasive wear, plastic deformation, and oxidation. The friction coefficient is reduced and the amount of wear is decreased after the USR treatment. This is due to the increase in surface hardness and the decrease in roughness, which has a certain inhibitory effect on surface wear and plastic deformation. Moreover, after USR, the grain refinement leads to more boundaries, which makes it easier for the oil to penetrate into the material, generating more FeS to reduce the surface adhesion of the material and lowering the coefficient of friction.
- Under dry fretting conditions, the main wear mechanisms are abrasive and oxidative wear. The wear volume and friction coefficient of the USR-treated surfaces are increased, and this should be attributed to the exacerbation of abrasive wear by the hard abrasive particles exfoliated from the USR surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, P.; Zeng, L.; Mi, X.; Lu, Y.; Luo, S.; Zhai, W. Comparative study on the fretting wear property of 7075 aluminum alloys under lubricated and dry conditions. Wear 2021, 474, 203760. [Google Scholar] [CrossRef]
- Azarniya, A.; Taheri, A.K.; Taheri, K.K. Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective. J. Alloys Compd. 2019, 781, 945–983. [Google Scholar]
- Singh, A.; Ramakrishnan, A.; Baker, D.; Biswas, A.; Dinda, G. Laser metal deposition of nickel coated Al 7050 alloy. J. Alloys Compd. 2017, 719, 151–158. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Zeng, Z.; Fu, Y. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Peng, Y.; Duan, H.; Feng, Y.; Gong, J.; Somers, M.A. Surface hardening of Al0.1CoCrFeNi and Al0.5CoCrFeNi high-entropy alloys by low-temperature gaseous carburization. Intermetallics 2023, 160, 107943. [Google Scholar] [CrossRef]
- Wu, J.; Liu, R.; Wang, B.; Yang, C.; Qu, Y.; Xue, W. Preparation and characterization of carburized layer on pure aluminum by plasma electrolysis. Surf. Coat. Technol. 2015, 269, 119–124. [Google Scholar] [CrossRef]
- Gharbi, O.; Jiang, D.; Feenstra, D.; Kairy, S.; Wu, Y.; Hutchinson, C.; Birbilis, N. On the corrosion of additively manufactured aluminium alloy AA2024 prepared by selective laser melting. Corros. Sci. 2018, 143, 93–106. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Huang, B.; Liu, Y.; Zhou, Z.; Cheng, W.; Liu, X. Selective laser melting of 7075 aluminum alloy inoculated by Al–Ti–B: Grain refinement and superior mechanical properties. Vacuum 2022, 200, 111030. [Google Scholar] [CrossRef]
- da Silva Savonov, G.; Camarinha, M.G.G.; Rocha, L.O.; Barboza, M.J.R.; Martins, G.V.; Reis, D.A.P. Study of the influence of the RRA thermal treatment and plasma nitriding on corrosion behavior of 7075-T6 aluminum alloy. Surf. Coat. Technol. 2019, 374, 736–744. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Moustafa, E.B.; Alazwari, M.A.; Taha, M.A. An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing. Metals 2023, 13, 124. [Google Scholar]
- Sui, R.; Zhang, G.; Liu, H. Anti-Fouling Behaviors of a Modified Surface Induced by an Ultrasonic Surface Rolling Process for 304 Stainless Steel. Coatings 2022, 13, 60. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D. Mechanical and corrosion fatigue behaviors of gradient structured 7B50-T7751 aluminum alloy processed via ultrasonic surface rolling. J. Mater. Sci. Technol. 2020, 40, 88–98. [Google Scholar] [CrossRef]
- Xu, X.; Liu, D.; Zhang, X.; Liu, C.; Liu, D.; Zhang, W. Influence of ultrasonic rolling on surface integrity and corrosion fatigue behavior of 7B50-T7751 aluminum alloy. Int. J. Fatigue 2019, 125, 237–248. [Google Scholar]
- Ye, H.; Chen, A.; Liu, S.; Zhang, C.; Gao, Y.; Li, Q.; Lv, J.; Chen, J.; Guo, H. Effect of ultrasonic surface rolling process on the surface properties of QAl10-3-1.5 aluminum bronze alloy. Surf. Coatings Technol. 2022, 433, 128126. [Google Scholar]
- Gong, L.; Pan, Y.; Peng, C.; Fu, X.; Jiang, Z.; Jiang, S. Effect of ultrasonic surface rolling processing on wear properties of Cr12MoV steel. Mater. Today Commun. 2022, 33, 104762. [Google Scholar] [CrossRef]
- Ye, H.; Sun, X.; Liu, Y.; Rao, X.-X.; Gu, Q. Effect of ultrasonic surface rolling process on mechanical properties and corrosion resistance of AZ31B Mg alloy. Surf. Coatings Technol. 2019, 372, 288–298. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, L.; Lu, F.; Qu, S.; Ji, V.; Hu, X.; Liu, H. Effects of ultrasonic surface rolling on fretting wear behaviors of a novel 25CrNi2MoV steel. Mater. Lett. 2021, 284, 128955. [Google Scholar] [CrossRef]
- Wu, J.; Deng, J.; Lu, Y.; Zhang, Z.; Meng, Y.; Wang, R.; Sun, Q. Effect of textures fabricated by ultrasonic surface rolling on dry friction and wear properties of GCr15 steel. J. Manuf. Process. 2022, 84, 798–814. [Google Scholar]
- Dang, J.; Zhang, H.; An, Q.; Lian, G.; Li, Y.; Wang, H.; Chen, M. Surface integrity and wear behavior of 300M steel subjected to ultrasonic surface rolling process. Surf. Coat. Technol. 2021, 421, 127380. [Google Scholar]
- Zhao, X.; Liu, K.; Xu, D.; Liu, Y.; Hu, C. Effects of Ultrasonic Surface Rolling Processing and Subsequent Recovery Treatment on the Wear Resistance of AZ91D Mg Alloy. Materials 2020, 13, 5705. [Google Scholar] [PubMed]
- Hasan, S.; Wong, T.; Rohatgi, P.K.; Nosonovsky, M. Analysis of the friction and wear of graphene reinforced aluminum metal matrix composites using machine learning models. Tribol. Int. 2022, 170, 107527. [Google Scholar] [CrossRef]
- Zhang, P.; Xiong, Q.; Cai, Y.; Zhai, W.; Cai, M.; Cai, Z.; Zhu, J.; Gu, L. Dry fretting and sliding wear behavior of 7075-T651 aluminum alloy under linear reciprocating motion: A comparative study. Wear 2023, 526, 204942. [Google Scholar]
- Tang, J.; Hu, X.; Lai, F.; Guo, X.; Qu, S.; He, R.; Qin, S.; Li, J. Evolution of Fretting Wear Behaviors and Mechanisms of 20CrMnTi Steel after Carburizing. Metals 2020, 10, 179. [Google Scholar] [CrossRef]
- Zhang, P.; Lu, W.; Liu, X.; Zhai, W.; Zhou, M.; Zeng, W. Torsional fretting and torsional sliding wear behaviors of CuNiAl against 42CrMo4 under dry condition. Tribol. Int. 2018, 118, 11–19. [Google Scholar] [CrossRef]
- Ding, H.-Y.; Dai, Z.-D.; Skuiry, S.C.; Hui, D. Corrosion wear behaviors of micro-arc oxidation coating of Al2O3 on 2024Al in different aqueous environments at fretting contact. Tribol. Int. 2010, 43, 868–875. [Google Scholar] [CrossRef]
- Chai, G.; Lu, H.; Xue, B.; Jia, E.; Yang, H.; Wang, C. Effect of liquid crystal polymer micro-bump structure prepared by mesh method on the frictional corrosion performance of micro-arc oxide coated pure aluminum disks. Surf. Coat. Technol. 2022, 446, 128748. [Google Scholar] [CrossRef]
- Xu, Y.; Zheng, Q.; Abuflaha, R.; Olson, D.; Furlong, O.; You, T.; Zhang, Q.; Hu, X.; Tysoe, W.T. Influence of dimple shape on tribofilm formation and tribological properties of textured surfaces under full and starved lubrication. Tribol. Int. 2019, 136, 267–275. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | HV | σys (MPa) | σuts (MPa) | E (GPa) |
|---|---|---|---|---|
| 7075 | 150 | 455 | 524 | 71 |
| Specimens | Crystal Ceil | 2θ/Degree | d/Å | FWHM | D/nm | D* | σ |
| UT | 111 | 39.06 | 2.34 | 0.21 | 39.13 | 37.95 | 1.18 |
| 200 | 44.68 | 2.027 | 0.23 | 36.77 | |||
| USR | 111 | 38.54 | 2.33 | 0.25 | 33.29 | 33.3 | 0.016 |
| 200 | 44.82 | 2.021 | 0.26 | 33.32 |
| Specimens | O | C | Al | Fe | Gu | Zn |
|---|---|---|---|---|---|---|
| UT-oil | 39.66 | 41.75 | 15.69 | 1.74 | 0.46 | 0.7 |
| USR-oil | 40.95 | 39.31 | 17.17 | 1.86 | 0.39 | 0.31 |
| UT-dry | 43.02 | 35.38 | 19.54 | 1.32 | 0.48 | 0.26 |
| USR-dry | 42.3 | 35.99 | 19.82 | 1.13 | 0.37 | 0.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, Q.; Zhang, P.; Zhai, W.; Luo, X.; Cai, Z.; Zheng, F.; Gu, L. Effect of Ultrasonic Surface Rolling on the Fretting Wear Property of 7075 Aluminum Alloy. Metals 2023, 13, 1674. https://doi.org/10.3390/met13101674
Xiong Q, Zhang P, Zhai W, Luo X, Cai Z, Zheng F, Gu L. Effect of Ultrasonic Surface Rolling on the Fretting Wear Property of 7075 Aluminum Alloy. Metals. 2023; 13(10):1674. https://doi.org/10.3390/met13101674
Chicago/Turabian StyleXiong, Qiwen, Po Zhang, Wenzheng Zhai, Xiaoshuang Luo, Zhaobing Cai, Feilong Zheng, and Le Gu. 2023. "Effect of Ultrasonic Surface Rolling on the Fretting Wear Property of 7075 Aluminum Alloy" Metals 13, no. 10: 1674. https://doi.org/10.3390/met13101674
APA StyleXiong, Q., Zhang, P., Zhai, W., Luo, X., Cai, Z., Zheng, F., & Gu, L. (2023). Effect of Ultrasonic Surface Rolling on the Fretting Wear Property of 7075 Aluminum Alloy. Metals, 13(10), 1674. https://doi.org/10.3390/met13101674