
Towards Understanding the Relationships between Processing Conditions and Mechanical Performance of the Additive Friction Stir Deposition Process
 , , ,
, , , 

Abstract
:1. Introduction
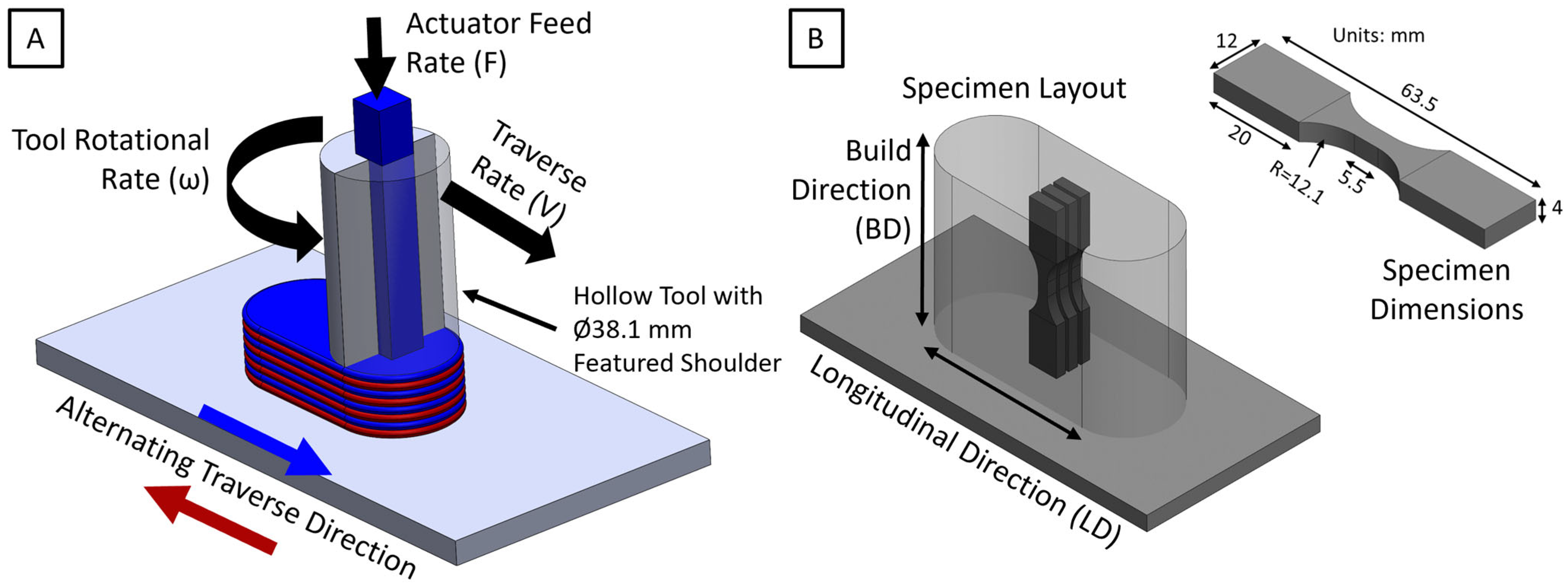
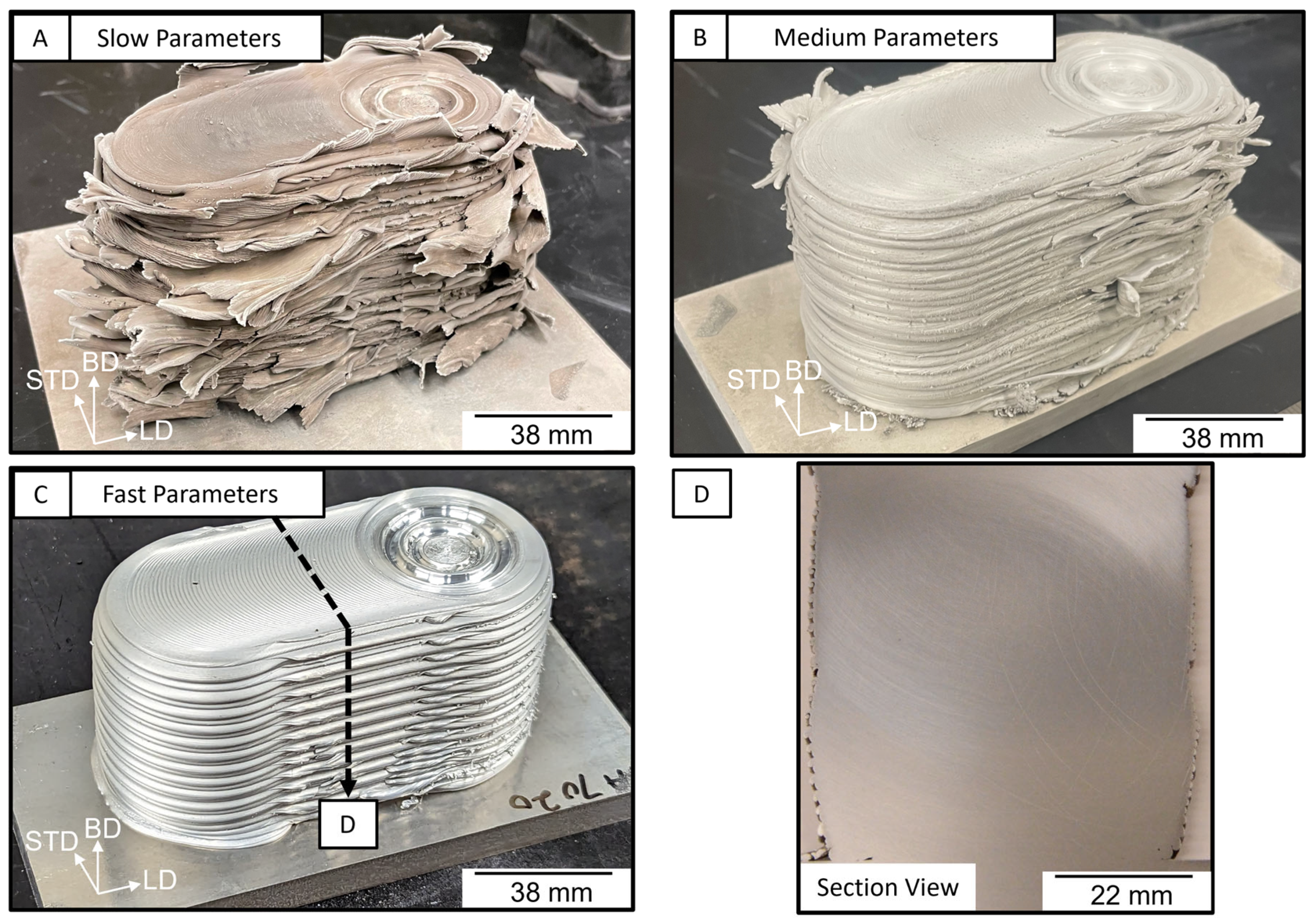
2. Materials and Methods
3. Results and Discussion
4. Conclusions
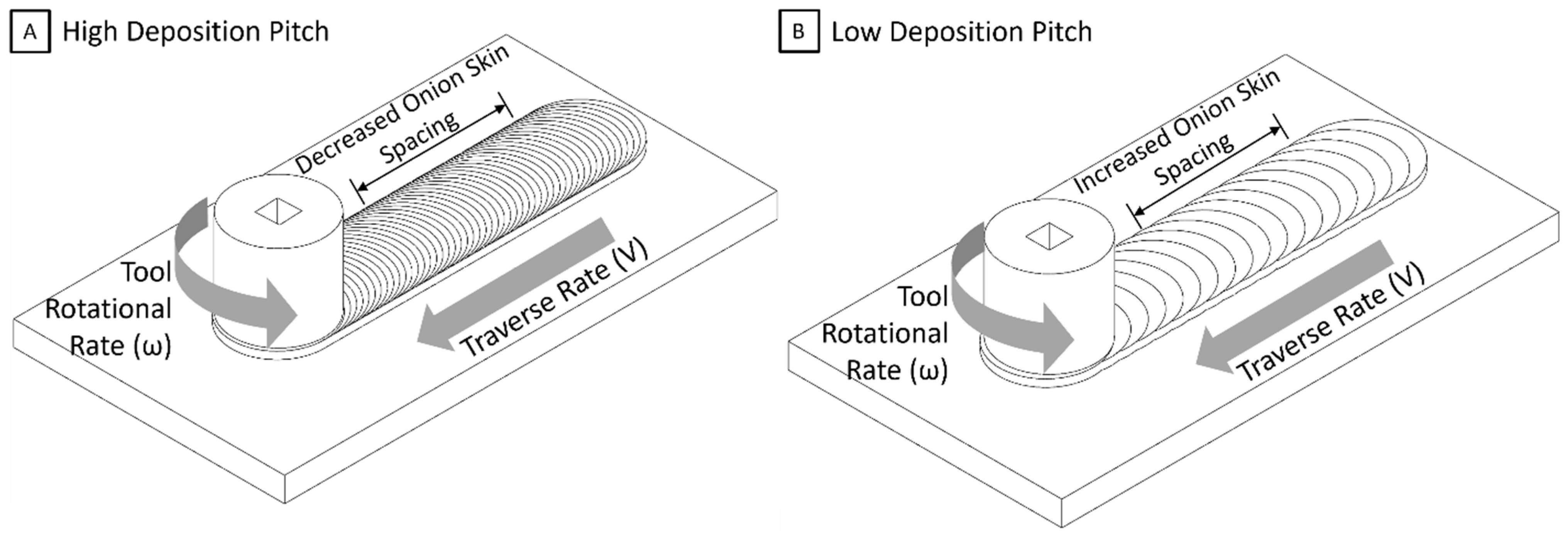
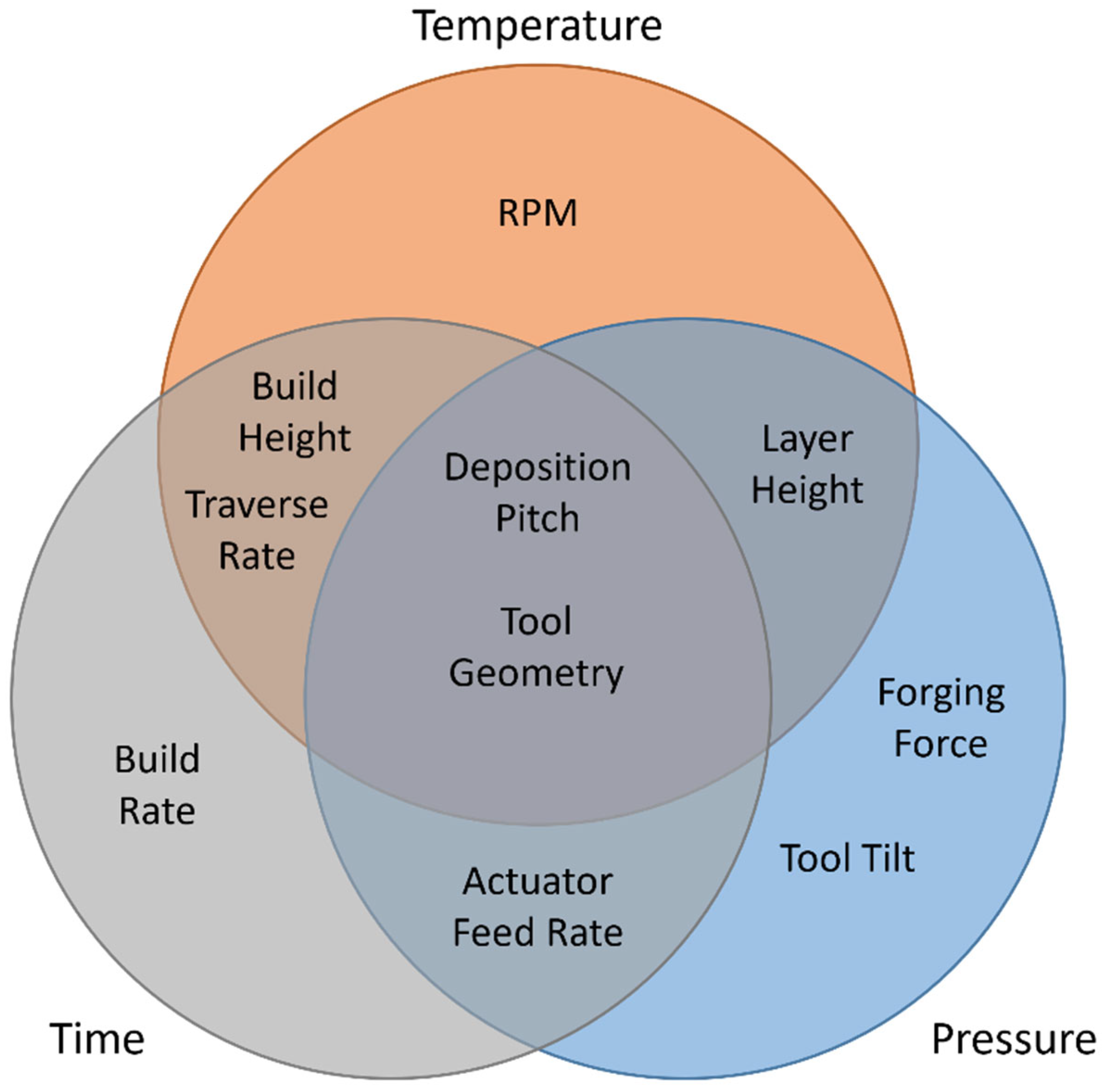
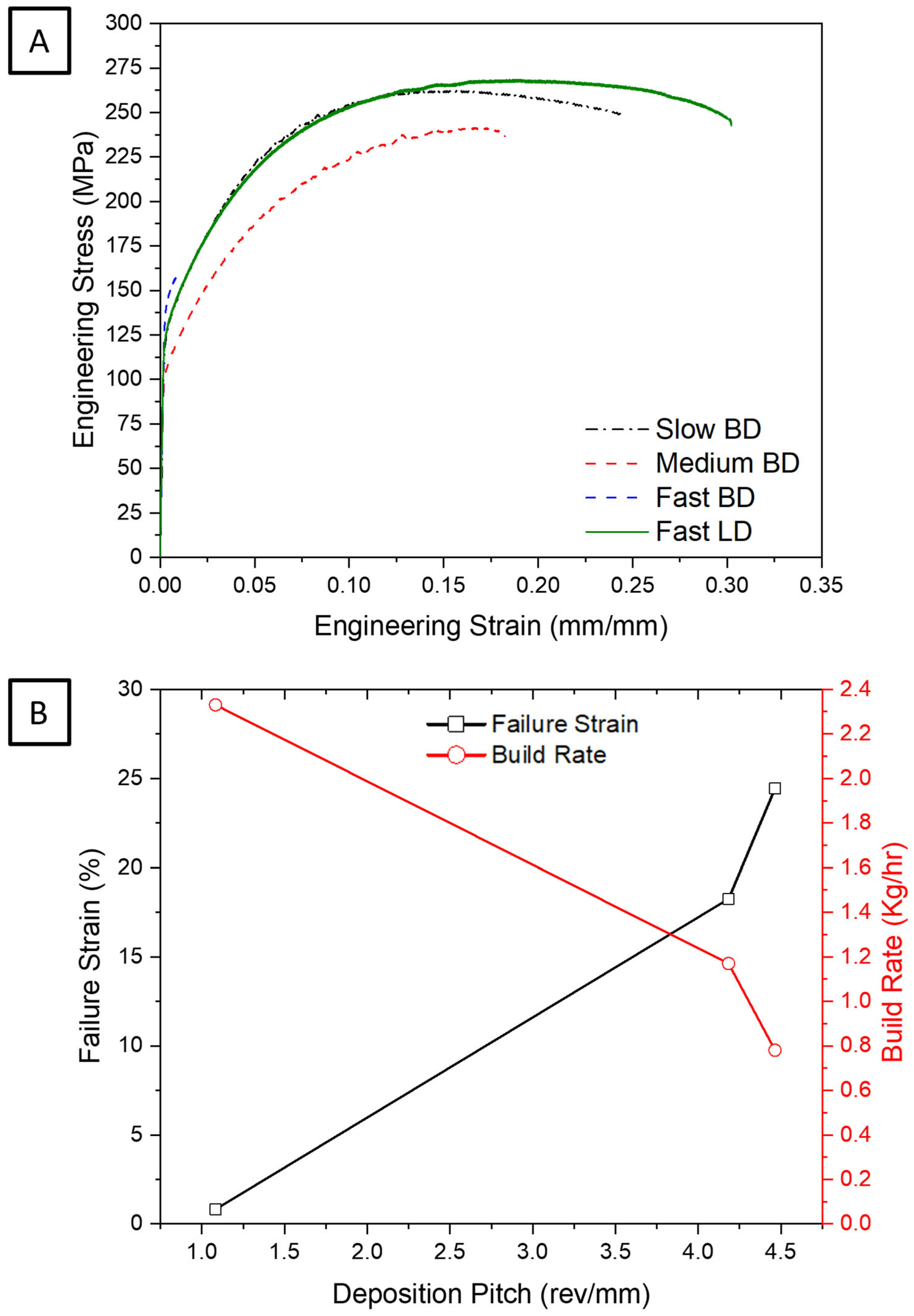
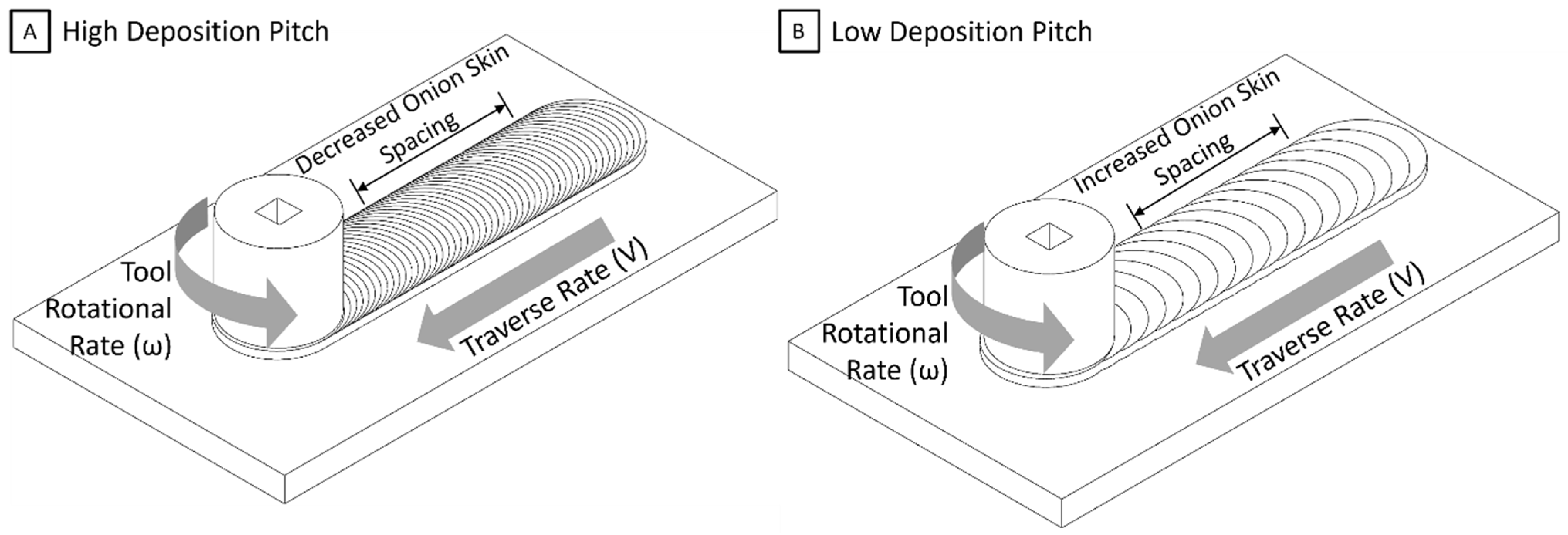
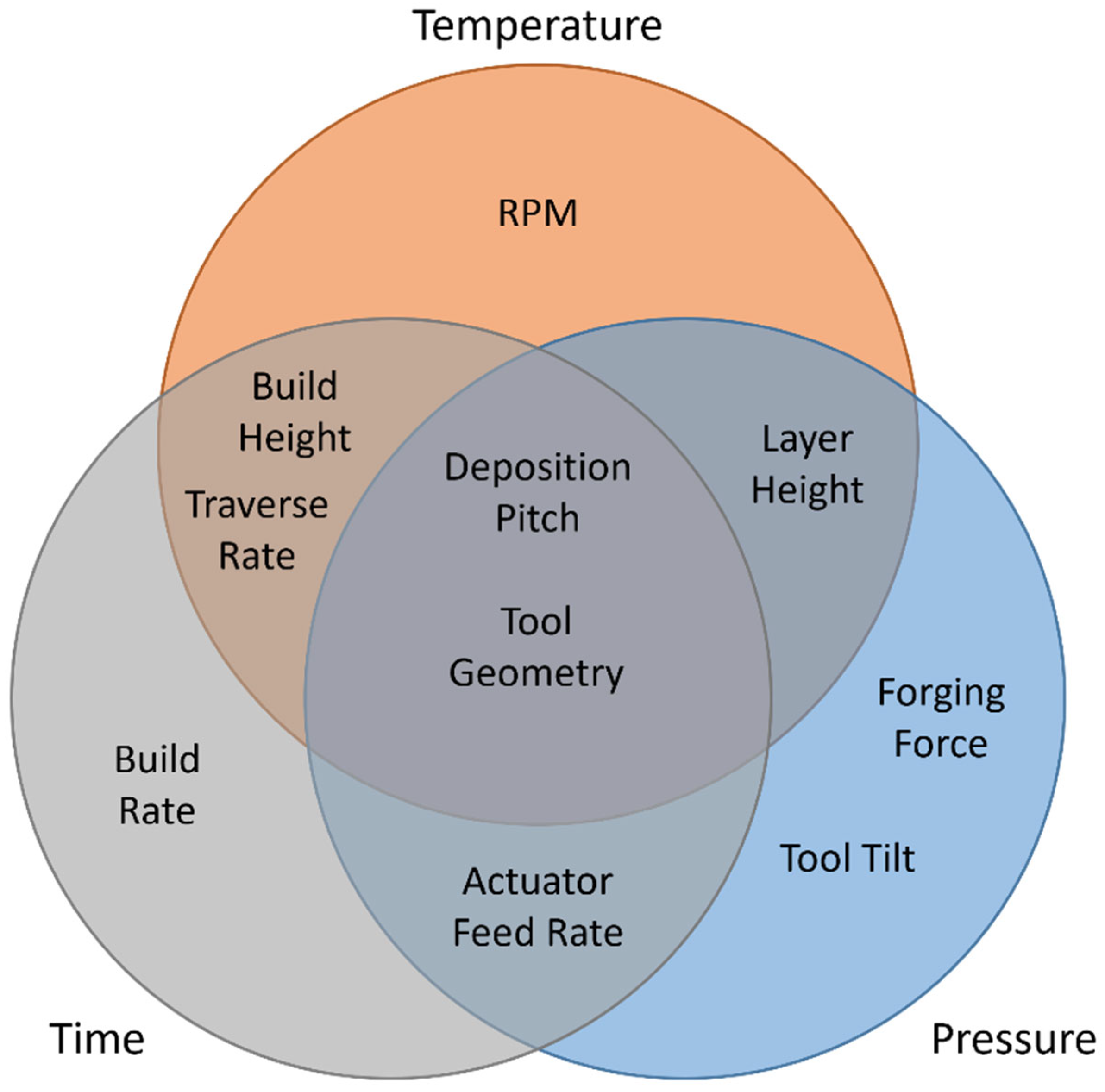
- Deposition pitch, i.e., the ratio of the tool rotational rate to traverse rate, is one of the simple but effective predictors of the interlayer bonding in AFSD processing of AA7020. The deposition pitch directly correlates the necessary temperature, time, and pressure required for effective solid-state bonding.
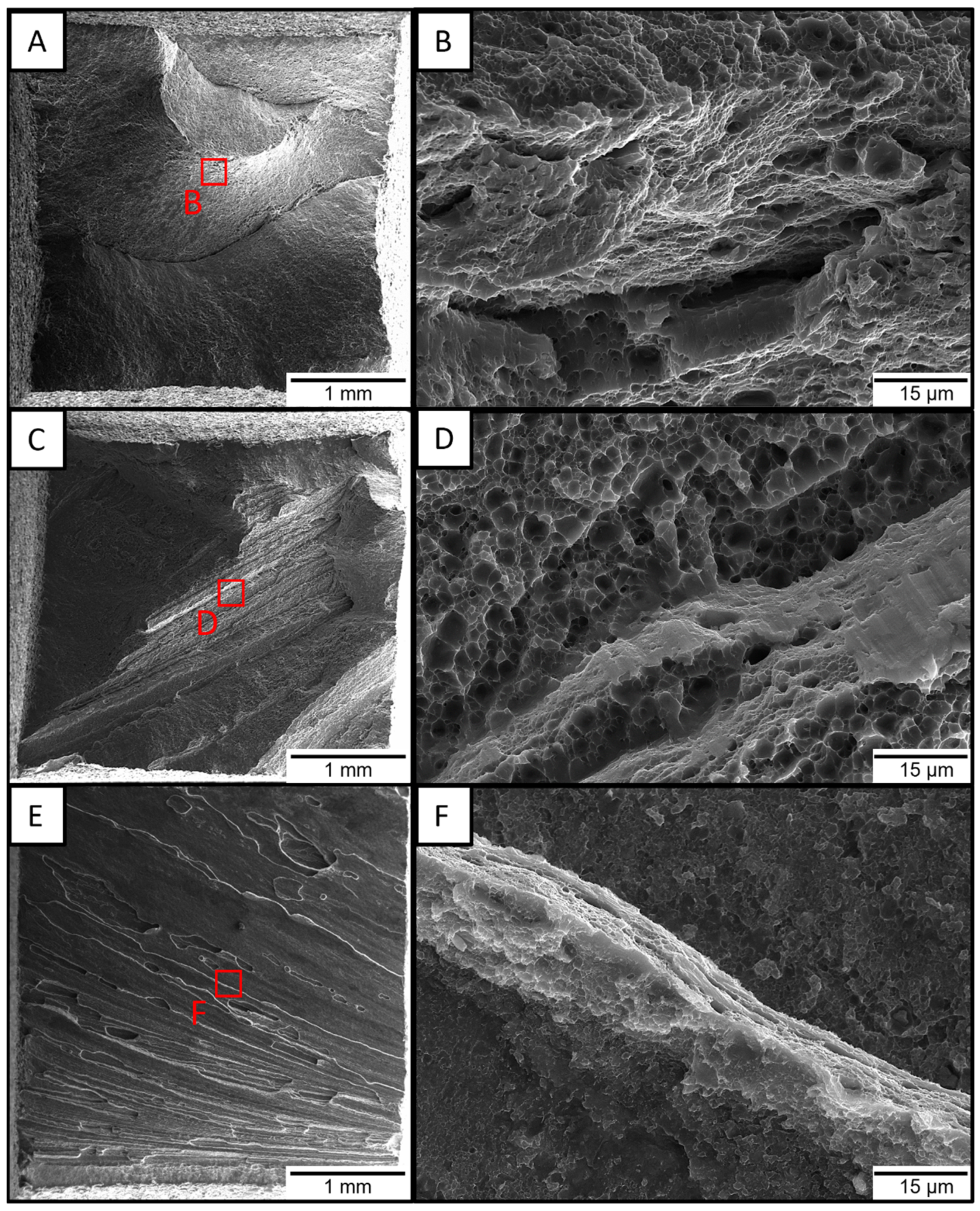
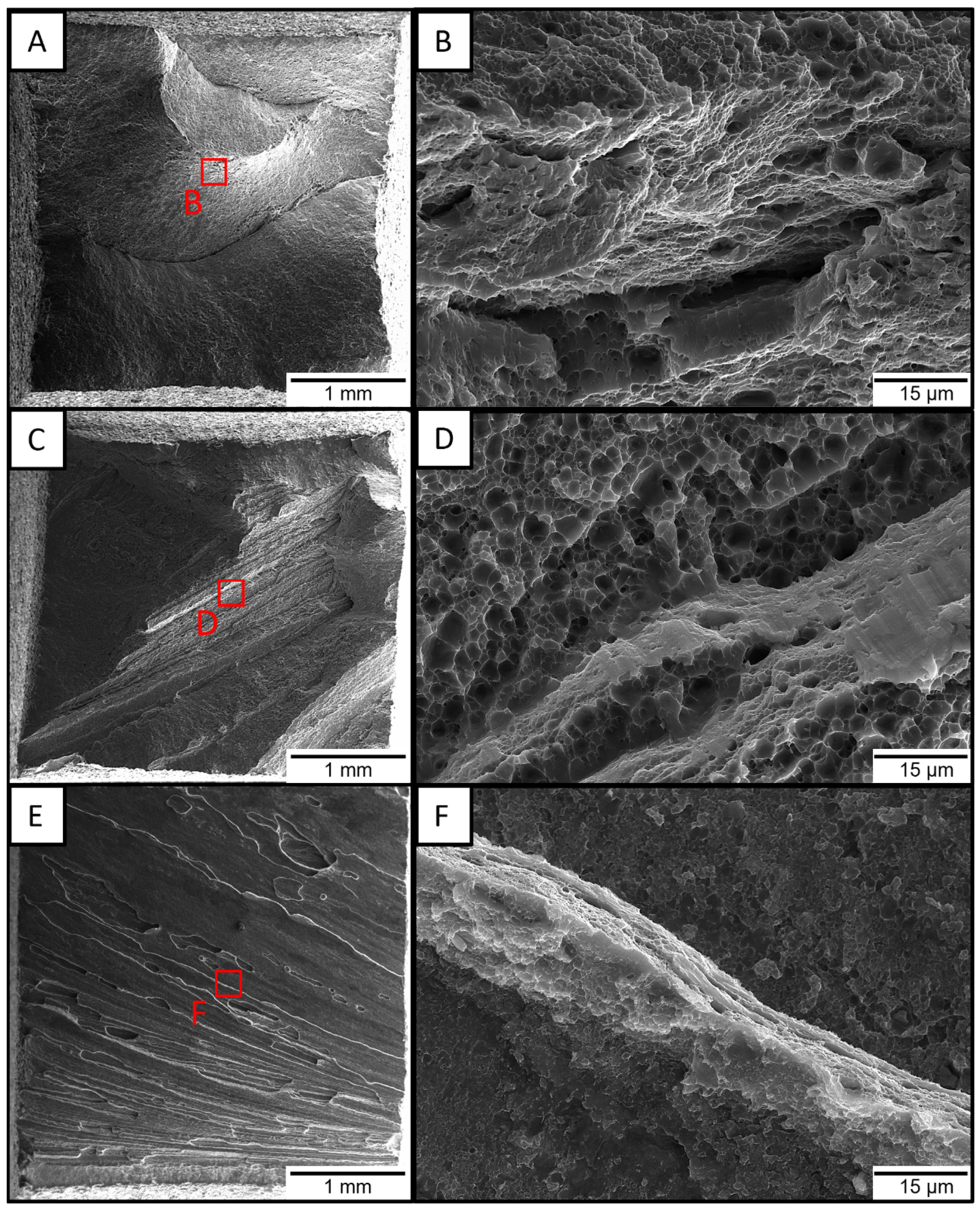
- Reducing the deposition pitch from 4.46 rev/mm to 1.08 rev/mm resulted in a significant decrease in failure strain from 24.4% to 0.82%, with the failure mechanism shifting from a ductile failure to brittle failure, inferring that there is a critical deposition pitch inducing the ductile to brittle transition.
- Near isotropic mechanical properties can be achieved in as-deposited AA7020, using a deposition pitch of at least 4 and a heat input of 1.39 MJ/m. Further investigations should be conducted to determine the critical deposition pitch and heat input for creating components with maximized build rates and isotropic-like properties.
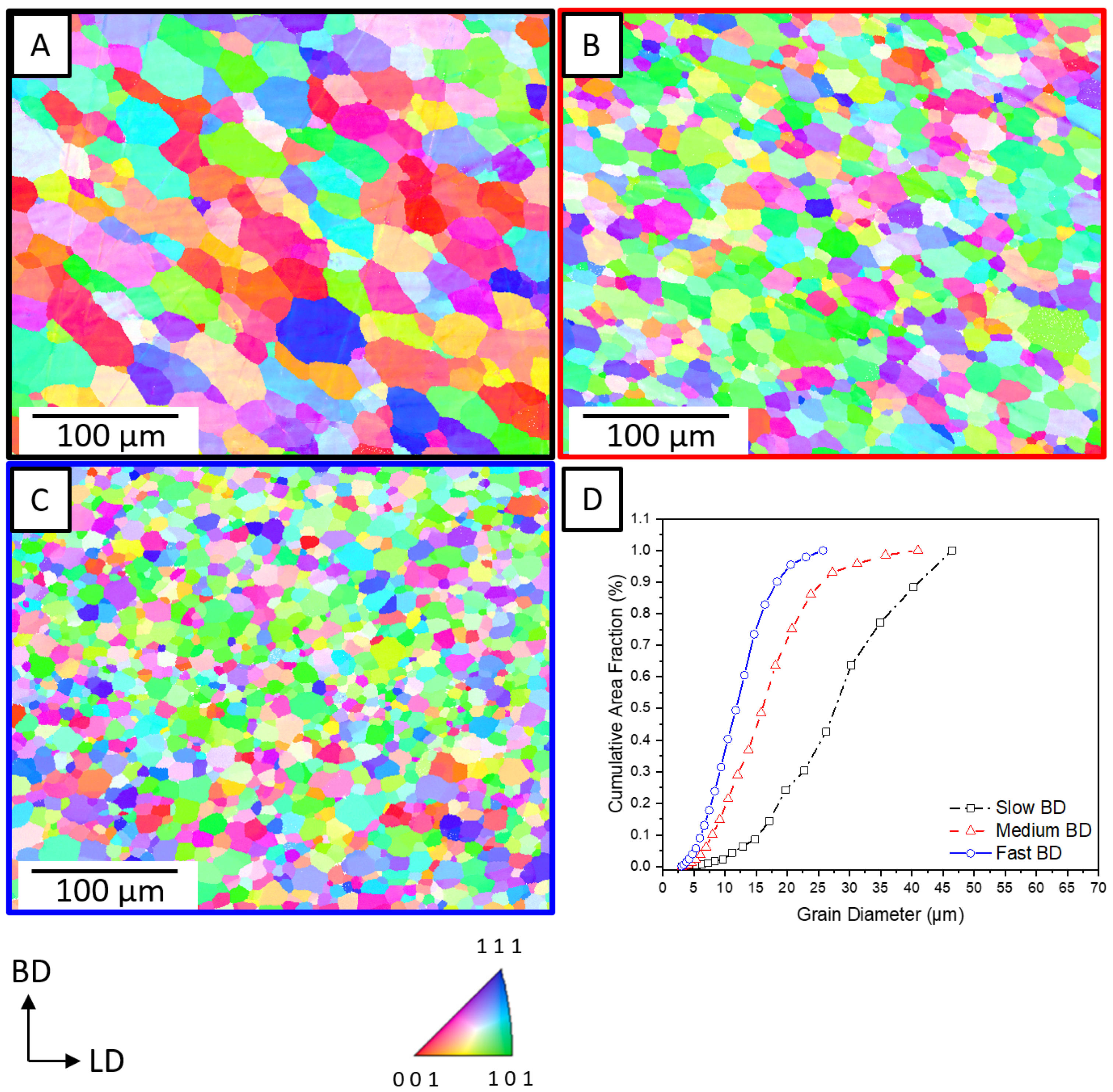
- There is an inverse relationship between the deposition pitch, grain refinement, and BD failure strain. Increasing the deposition pitch from 4.18 rev/mm to 4.46 rev/mm and an increased grain size from 17.7 µm to 29.4 µm resulted in a 33.9% increase in failure strain. The inverse relationship between grain refinement and BD strain to failure suggests deposition pitch and heat input are the dominant factors in resulting BD mechanical properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polmear, I. Light Alloys, 5th ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Puydt, Q.; Flouriot, S.; Ringeval, S.; De Geuser, F.; Estevez, R.; Parry, G.; Deschamps, A. Relationship Between Microstructure, Strength, and Fracture in an Al-Zn-Mg Electron Beam Weld: Part II: Mechanical Characterization and Modeling. Met. Mater. Trans. A 2014, 45, 6141–6152. [Google Scholar] [CrossRef]
- Wang, X.; Li, B.; Li, M.; Huang, C.; Chen, H. Study of local-zone microstructure, strength and fracture toughness of hybrid laser-metal-inert-gas-welded A7N01 aluminum alloy joint. Mater. Sci. Eng. A 2017, 688, 114–122. [Google Scholar] [CrossRef]
- Maya-Johnson, S.; Santa, J.F.; Mejía, O.L.; Aristizábal, S.; Ospina, S.; Cortés, P.A.; Giraldo, J.E. Effect of the Number of Welding Repairs with GTAW on the Mechanical Behavior of AA7020 Aluminum Alloy Welded Joints. Met. Mater. Trans. B 2015, 46, 2332–2339. [Google Scholar] [CrossRef]
- Bloem, C.A.; Salvador, M.D.; Amigó, V.; Vicente, A. Fatigue behaviour of GMAW welded aluminium alloy AA7020. Weld. Int. 2009, 23, 773–777. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, S.; Song, Z.; Fu, Y.; Yuan, Q.; Zhang, L. Effect of microstructural features on the failure behavior of hybrid laser welded AA7020. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 2010–2023. [Google Scholar] [CrossRef]
- Zhou, L.; Hyer, H.; Thapliyal, S.; Mishra, R.S.; McWilliams, B.; Cho, K.; Sohn, Y. Process-Dependent Composition, Microstructure, and Printability of Al-Zn-Mg and Al-Zn-Mg-Sc-Zr Alloys Manufactured by Laser Powder Bed Fusion. Metall. Mater. Trans. Phys. Metall. Mater. Sci. 2020, 51, 3215–3227. [Google Scholar] [CrossRef]
- Babu, A.; Kairy, S.; Huang, A.; Birbilis, N. Laser powder bed fusion of high solute Al-Zn-Mg alloys: Processing, characterisation and properties. Mater. Des. 2020, 196, 109183. [Google Scholar] [CrossRef]
- Li, S.; Zhang, L.-J.; Ning, J.; Wang, X.; Zhang, G.-F.; Zhang, J.-X.; Na, S.-J. Microstructures and mechanical properties of Al–Zn–Mg aluminium alloy samples produced by wire + arc additive manufacturing. J. Mater. Res. Technol. 2020, 9, 13770–13780. [Google Scholar] [CrossRef]
- Essa, G.M.; Zakria, H.M.; Mahmoud, T.S.; Khalifa, T.A. Microstructure examination and microhardness of friction stir welded joint of (AA7020-O) after PWHT. HBRC J. 2019, 14, 22–28. [Google Scholar] [CrossRef]
- Gaafer, A.; Mahmoud, T.; Mansour, E. Microstructural and mechanical characteristics of AA7020-O Al plates joined by friction stir welding. Mater. Sci. Eng. A 2010, 527, 7424–7429. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing Vii; Elsevier: Amsterdam, The Netherlands, 2005; Volume 50. [Google Scholar] [CrossRef]
- Halak, R.M.; Rath, L.; Suhuddin, U.F.H.R.; dos Santos, J.F.; Klusemann, B. Changes in processing characteristics and microstructural evolution during friction extrusion of aluminum. Int. J. Mater. Form. 2022, 15, 24. [Google Scholar] [CrossRef]
- Rath, L.; Kallien, Z.; Roos, A.; dos Santos, J.F.; Klusemann, B. Anisotropy and mechanical properties of dissimilar Al additive manufactured structures generated by multi-layer friction surfacing. Int. J. Adv. Manuf. Technol. 2023, 125, 2091–2102. [Google Scholar] [CrossRef]
- Seidi, E.; Miller, S.F.; Carlson, B.E. Friction surfacing deposition by consumable tools. J. Manuf. Sci. Eng. 2021, 143, 120801. [Google Scholar] [CrossRef]
- Gandra, J.; Miranda, R.; Vilaça, P. Performance analysis of friction surfacing. J. Mater. Process. Technol. 2012, 212, 1676–1686. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Babu, S.; Rajan, S.V.; Rafi, K.H.; Ram, G.J.; Stucker, B.E. Use of friction surfacing for additive manufacturing. Mater. Manuf. Process. 2013, 28, 189–194. [Google Scholar] [CrossRef]
- Nishihara, T. Development of Friction Stir Forming. In THERMEC’2003, in Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2003; Volume 426, pp. 2971–2978. [Google Scholar] [CrossRef]
- Lopez, J.J.; Williams, M.B.; Rushing, T.W.; Confer, M.P.; Ghosh, A.; Griggs, C.S.; Jordon, J.B.; Thompson, G.B.; Allison, P.G. A solid-state additive manufacturing method for aluminum-graphene nanoplatelet composites. Materialia 2022, 23, 101440. [Google Scholar] [CrossRef]
- Perry, M.E.; Griffiths, R.J.; Garcia, D.; Sietins, J.M.; Zhu, Y.; Yu, H.Z. Morphological and microstructural investigation of the non-planar interface formed in solid-state metal additive manufacturing by additive friction stir. Addit. Manuf. 2020, 35, 101293. [Google Scholar] [CrossRef]
- Garcia, D.; Hartley, W.D.; Rauch, H.A.; Griffiths, R.J.; Wang, R.; Kong, Z.J.; Zhu, Y.; Yu, H.Z. In situ investigation into temperature evolution and heat generation during additive friction stir deposition: A comparative study of Cu and Al-Mg-Si. Addit. Manuf. 2020, 34, 101386. [Google Scholar] [CrossRef]
- Beck, S.; Rutherford, B.; Avery, D.; Phillips, B.; Rao, H.; Rekha, M.; Brewer, L.; Allison, P.; Jordon, J. The effect of solutionizing and artificial aging on the microstructure and mechanical properties in solid-state additive manufacturing of precipitation hardened Al–Mg–Si alloy. Mater. Sci. Eng. A 2021, 819, 141351. [Google Scholar] [CrossRef]
- Jordon, J.; Allison, P.; Phillips, B.; Avery, D.; Kinser, R.; Brewer, L.; Cox, C.; Doherty, K. Direct recycling of machine chips through a novel solid-state additive manufacturing process. Mater. Des. 2020, 193, 108850. [Google Scholar] [CrossRef]
- Chen, H.; Meng, X.; Chen, J.; Xie, Y.; Wang, J.; Sun, S.; Zhao, Y.; Li, J.; Wan, L.; Huang, Y. Wire-based friction stir additive manufacturing. Addit. Manuf. 2023, 70, 103557. [Google Scholar] [CrossRef]
- Chen, H.; Society, A.W.; Chen, J.; Meng, X.; Xie, Y.; Huang, Y.; Xu, S.; Zhao, Y. Wire-based friction stir additive manufacturing toward field repairing. Weld. J. 2022, 101, 249S–252S. [Google Scholar] [CrossRef]
- Avery, D.Z.; Phillips, B.J.; Mason, C.J.T.; Palermo, M.; Williams, M.B.; Cleek, C.; Rodriguez, O.L.; Allison, P.G.; Jordon, J.B. Influence of Grain Refinement and Microstructure on Fatigue Behavior for Solid-State Additively Manufactured Al-Zn-Mg-Cu Alloy. Met. Mater. Trans. A 2020, 51, 2778–2795. [Google Scholar] [CrossRef]
- Mason, C.; Rodriguez, R.; Avery, D.; Phillips, B.; Bernarding, B.; Williams, M.; Cobbs, S.; Jordon, J.; Allison, P. Process-structure-property relations for as-deposited solid-state additively manufactured high-strength aluminum alloy. Addit. Manuf. 2021, 40, 101879. [Google Scholar] [CrossRef]
- Avery, D.Z.; Cleek, C.; Phillips, B.J.; Rekha, M.Y.; Kinser, R.P.; Rao, H.; Brewer, L.N.; Allison, P.G.; Jordon, J.B. Evaluation of Microstructure and Mechanical Properties of Al-Zn-Mg-Cu Alloy Repaired via Additive Friction Stir Deposition. J. Eng. Mater. Technol. 2022, 144, 031003. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Petersen, D.T.; Garcia, D.; Yu, H.Z. Additive Friction Stir-Enabled Solid-State Additive Manufacturing for the Repair of 7075 Aluminum Alloy. Appl. Sci. 2019, 9, 3486. [Google Scholar] [CrossRef]
- Stubblefield, G.G.; Williams, M.B.; Munther, M.; Tew, J.Z.; Rowe, R.A.; Barkey, M.E.; Jordon, J.B.; Allison, P.G. Ballistic Evaluation of Aluminum Alloy (AA) 7075 Plate Repaired by Additive Friction Stir Deposition Using AA7075 Feedstock. J. Dyn. Behav. Mater. 2022, 9, 79–89. [Google Scholar] [CrossRef]
- Williams, M.B.; Cahalan, L.P.; Lopez, J.J.; Perez-Andrade, L.I.; Leonard, R.T., III; McDonnell, M.M.; Kelly, M.R.; Lalonde, A.D.; Brewer, L.N.; Jordon, J.B.; et al. Dynamic Behavior Characterization of Aluminum Alloy 7020 Manufactured Using the Additive Friction Stir Deposition Process. JOM 2023. [Google Scholar] [CrossRef]
- Phillips, B.J.; Williamson, C.J.; Kinser, R.P.; Jordon, J.B.; Doherty, K.J.; Allison, P.G. Microstructural and Mechanical Characterization of Additive Friction Stir-Deposition of Aluminum Alloy 5083 Effect of Lubrication on Material Anisotropy. Materials 2021, 14, 6732. [Google Scholar] [CrossRef]
- ASTM. ASTM E606/E606M-12; Standard Test Method for Strain-Controlled Fatigue Testing. ASTM International: West Conshohocken, PA, USA, 2017; pp. 1–16. [CrossRef]
- Gradl, P.R.; Mireles, O.R.; Protz, C.S.; Garcia, C.P. Metal Additive Manufacturing for Propulsion Applications; American Institute of Aeronautics and Astronautics, Inc.: Reston, VA, USA, 2022. [Google Scholar] [CrossRef]
- Williams, M.B.; Robinson, T.W.; Williamson, C.J.; Kinser, R.P.; Ashmore, N.A.; Allison, P.G.; Jordon, J.B. Elucidating the Effect of Additive Friction Stir Deposition on the Resulting Microstructure and Mechanical Properties of Magnesium Alloy WE43. Metals 2021, 11, 1739. [Google Scholar] [CrossRef]
- Pew, J.W.; Nelson, T.W.; Sorensen, C.D. Torque based weld power model for friction stir welding. Sci. Technol. Weld. Join. 2007, 12, 341–347. [Google Scholar] [CrossRef]
- Ilkhichi, A.R.; Soufi, R.; Hussain, G.; Barenji, R.V.; Heidarzadeh, A. Establishing Mathematical Models to Predict Grain Size and Hardness of the Friction Stir-Welded AA 7020 Aluminum Alloy Joints. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2015, 46, 357–365. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Yadav, S.; Thapliyal, S.; Dhal, A.; Mishra, R.S. Additive friction stir deposition of SS316: Effect of process parameters on microstructure evolution. Mater. Charact. 2023, 195, 112470. [Google Scholar] [CrossRef]
- Arbegast, W.; Hartley, P. Trends in welding research. In Proceedings of the Fifth International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–5 June 1998. [Google Scholar]
- Merritt, G.R.; Williams, M.B.; Allison, P.G.; Jordon, J.B.; Rushing, T.W.; Cousin, C.A. Closed-Loop Temperature and Force Control of Additive Friction Stir Deposition. J. Manuf. Mater. Process. 2022, 6, 92. [Google Scholar] [CrossRef]
- Griffiths, R.J.; Perry, M.E.J.; Sietins, J.M.; Zhu, Y.; Hardwick, N.; Cox, C.D.; Rauch, H.A.; Yu, H.Z. A Perspective on Solid-State Additive Manufacturing of Aluminum Matrix Composites Using MELD. J. Mater. Eng. Perform. 2019, 28, 648–656. [Google Scholar] [CrossRef]
- Krishnan, K.N. On the formation of onion rings in friction stir welds. Mater. Sci. Eng. A 2002, 327, 246–251. [Google Scholar] [CrossRef]
- Byun, T.D.S.; Vastava, R.B. Solid-State Bonding of Superplastic Aluminum Alloy 7475 Sheet. 1985. Available online: https://ntrs.nasa.gov/citations/19860001777 (accessed on 2 March 2023).
- Sunwoo, A.; Lum, R. Superplastic deformation enhanced diffusion bonding of aluminum alloy 7475. Scr. Metall. Mater. 1995, 33, 639–644. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Mg | Zr | Si | Fe | Cu | Mn | Cr | Ti | Ti + Zr |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 4.7 | 1.1 | 0.1 | 0.1 | 0.18 | 0.05 | 0.17 | 0.11 | 0.04 | 0.14 |
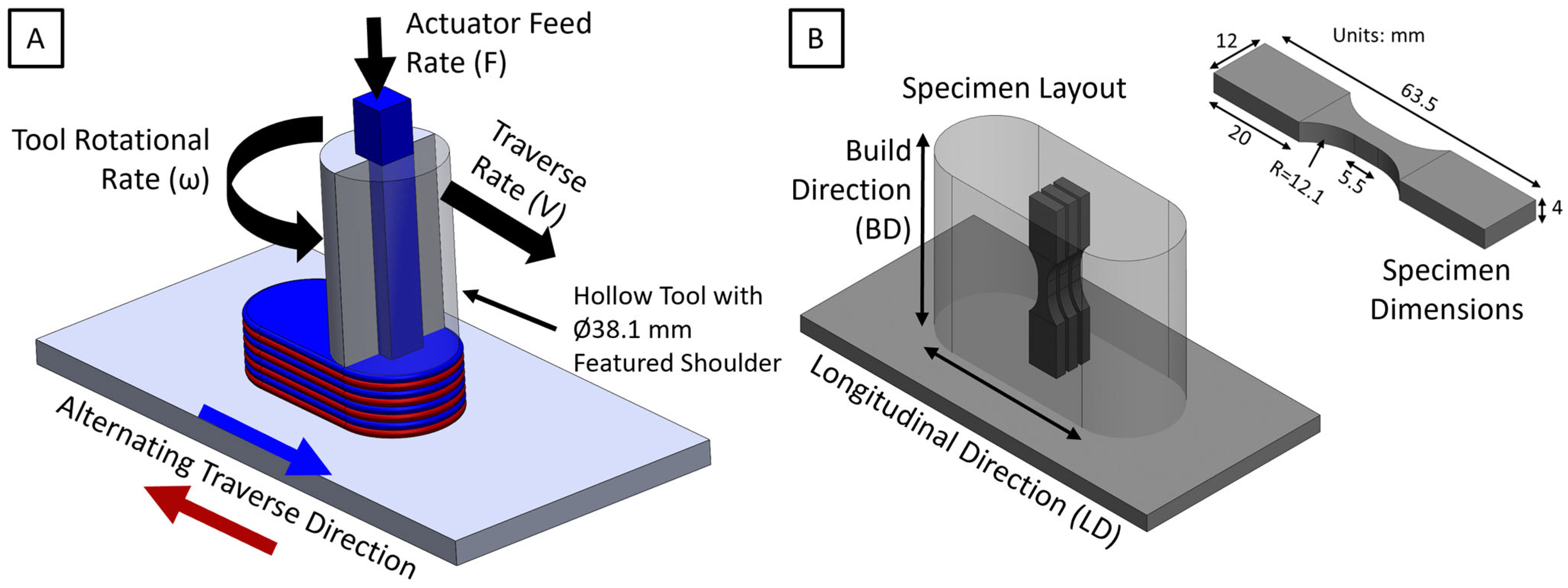
| Specimen ID | Tool Rotational Rate (ω, RPM) | Traverse Rate (V, mm/min) | Actuator Feed Rate (F, mm/min) | Deposition Pitch (rev/mm) | Deposition Rate (Kg/h) |
|---|---|---|---|---|---|
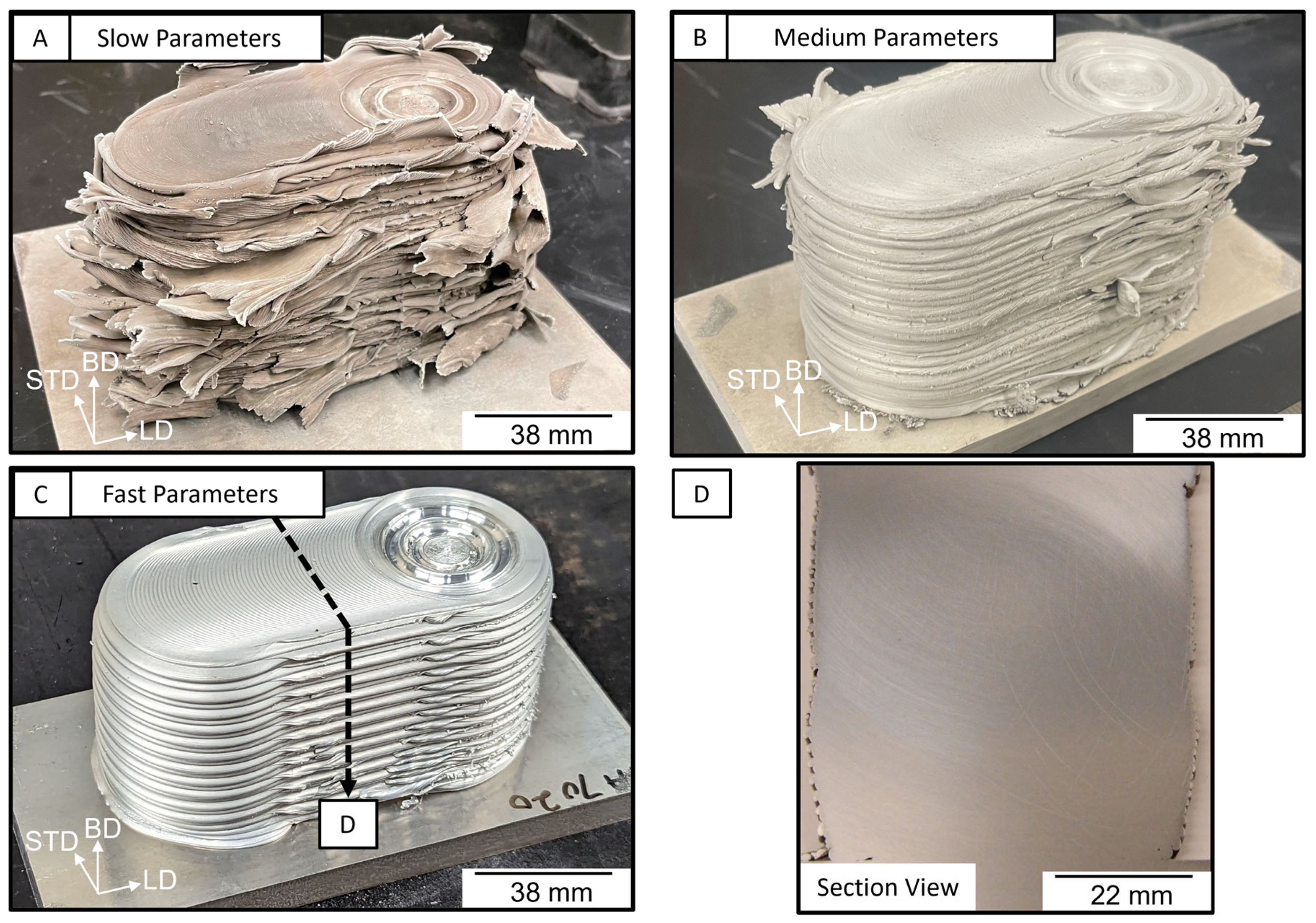
| Slow | 225 | 50.4 | 50.4 | 4.46 | 0.78 |
| Medium | 425 | 101.6 | 76.2 | 4.18 | 1.17 |
| Fast | 275 | 254 | 152.4 | 1.08 | 2.33 |
| Specimen ID | Torque (N*m) | Weld Power (W) | Heat Input (MJ) | Tpeak (°C) | Grain Size (µm) |
|---|---|---|---|---|---|
| Slow | 95.2 | 2243 | 2.67 | 350 | 29.4 ± 10.0 |
| Medium | 53.0 | 2359 | 1.39 | 365 | 17.7 ± 7.5 |
| Fast | 83.6 | 2407 | 0.57 | 321 | 12.7 ± 4.9 |
| Specimen ID | Young’s Modulus (GPa) | YS (MPa) | UTS (MPa) | Failure Strain (%) |
|---|---|---|---|---|
| Slow BD | 57.5 | 129 | 262 | 24.4 |
| Medium BD | 57.5 | 109 | 241 | 18.3 |
| Fast BD | 63.0 | 145 | 157 | 0.82 |
| Fast LD | 67.0 | 130 | 269 | 30.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Williams, M.B.; Zhu, N.; Palya, N.I.; Hoarston, J.B.; McDonnell, M.M.; Kelly, M.R.; Lalonde, A.D.; Brewer, L.N.; Jordon, J.B.; Allison, P.G. Towards Understanding the Relationships between Processing Conditions and Mechanical Performance of the Additive Friction Stir Deposition Process. Metals 2023, 13, 1663. https://doi.org/10.3390/met13101663
Williams MB, Zhu N, Palya NI, Hoarston JB, McDonnell MM, Kelly MR, Lalonde AD, Brewer LN, Jordon JB, Allison PG. Towards Understanding the Relationships between Processing Conditions and Mechanical Performance of the Additive Friction Stir Deposition Process. Metals. 2023; 13(10):1663. https://doi.org/10.3390/met13101663
Chicago/Turabian StyleWilliams, Malcolm B., Ning Zhu, Nick I. Palya, Jacob B. Hoarston, Martin M. McDonnell, Matthew R. Kelly, Aaron D. Lalonde, Luke N. Brewer, James B. Jordon, and Paul G. Allison. 2023. "Towards Understanding the Relationships between Processing Conditions and Mechanical Performance of the Additive Friction Stir Deposition Process" Metals 13, no. 10: 1663. https://doi.org/10.3390/met13101663
APA StyleWilliams, M. B., Zhu, N., Palya, N. I., Hoarston, J. B., McDonnell, M. M., Kelly, M. R., Lalonde, A. D., Brewer, L. N., Jordon, J. B., & Allison, P. G. (2023). Towards Understanding the Relationships between Processing Conditions and Mechanical Performance of the Additive Friction Stir Deposition Process. Metals, 13(10), 1663. https://doi.org/10.3390/met13101663