
Influence of R-Ratio on Fatigue of Aluminum Bonding Wires



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Aluminum Bonding Wires
2.2. Tensile Testing
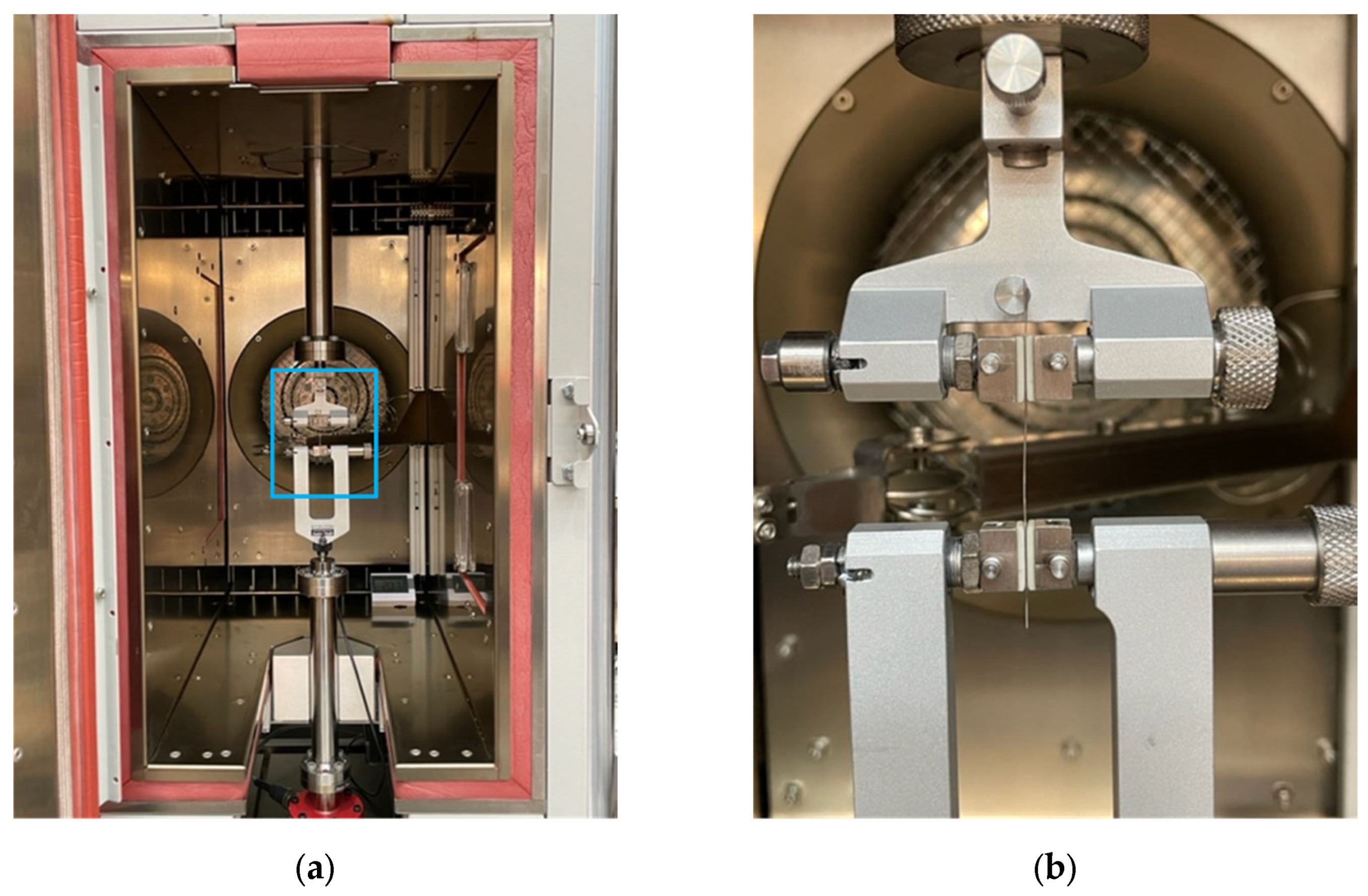
2.3. Fatigue Testing
2.4. SEM Analysis
3. Results
3.1. Tensile Testing
3.2. Fatigue Testing
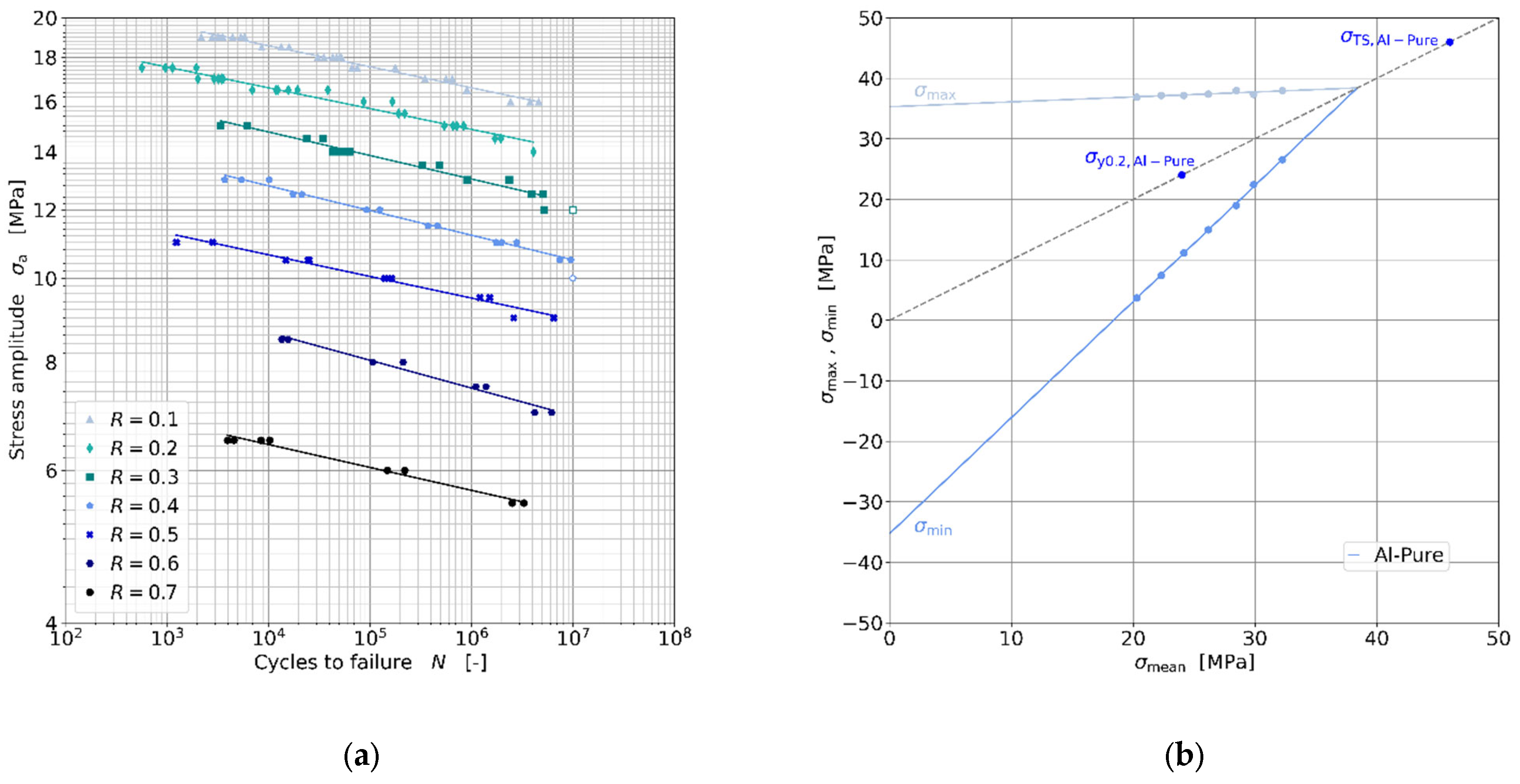
3.2.1. Influence of R-Ratio on the Fatigue of Al-Pure
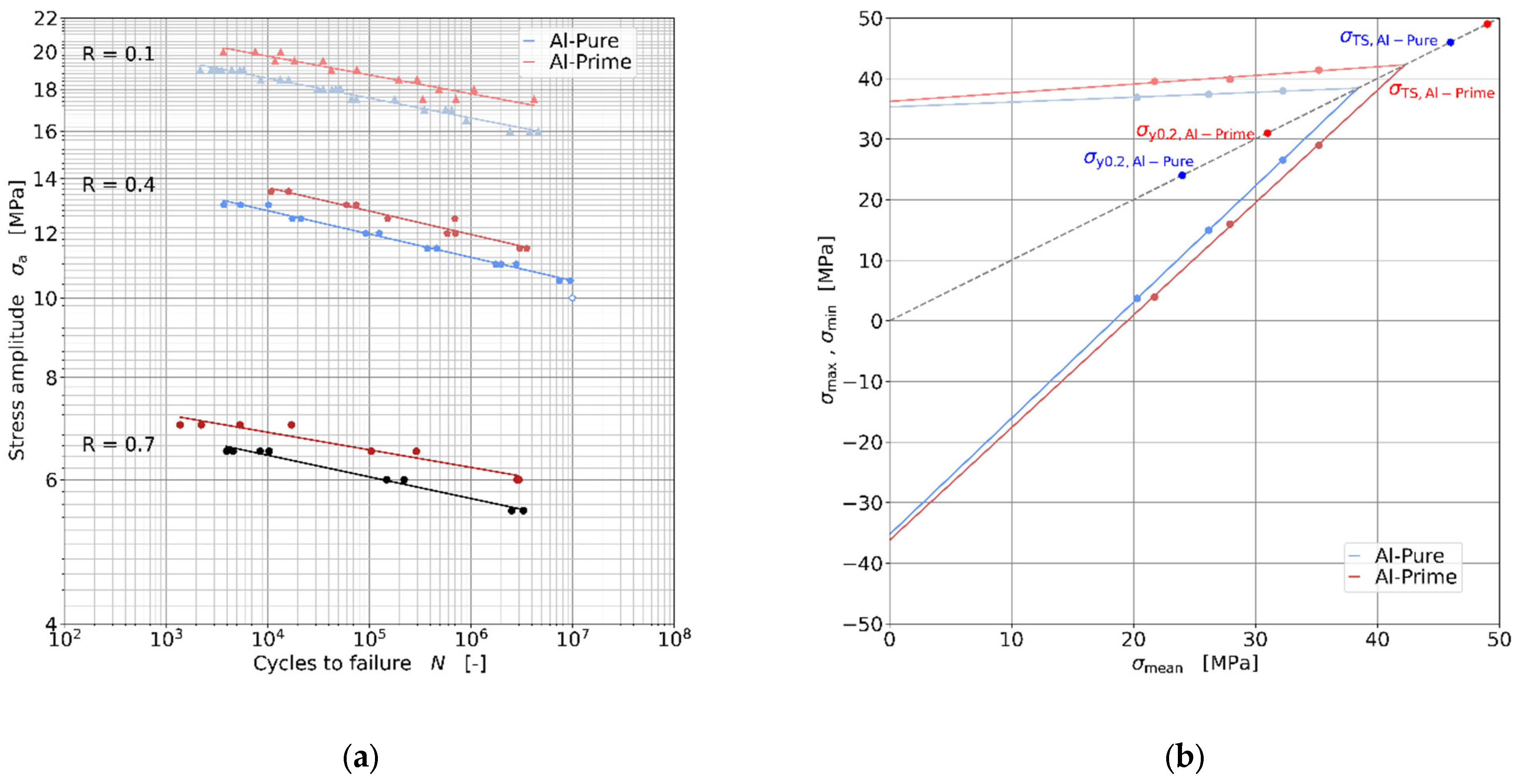
3.2.2. Comparison of Fatigue Results of Al-Pure and Al-Prime
3.2.3. Influence of Yield Stress and Strength on the Fatigue Behavior
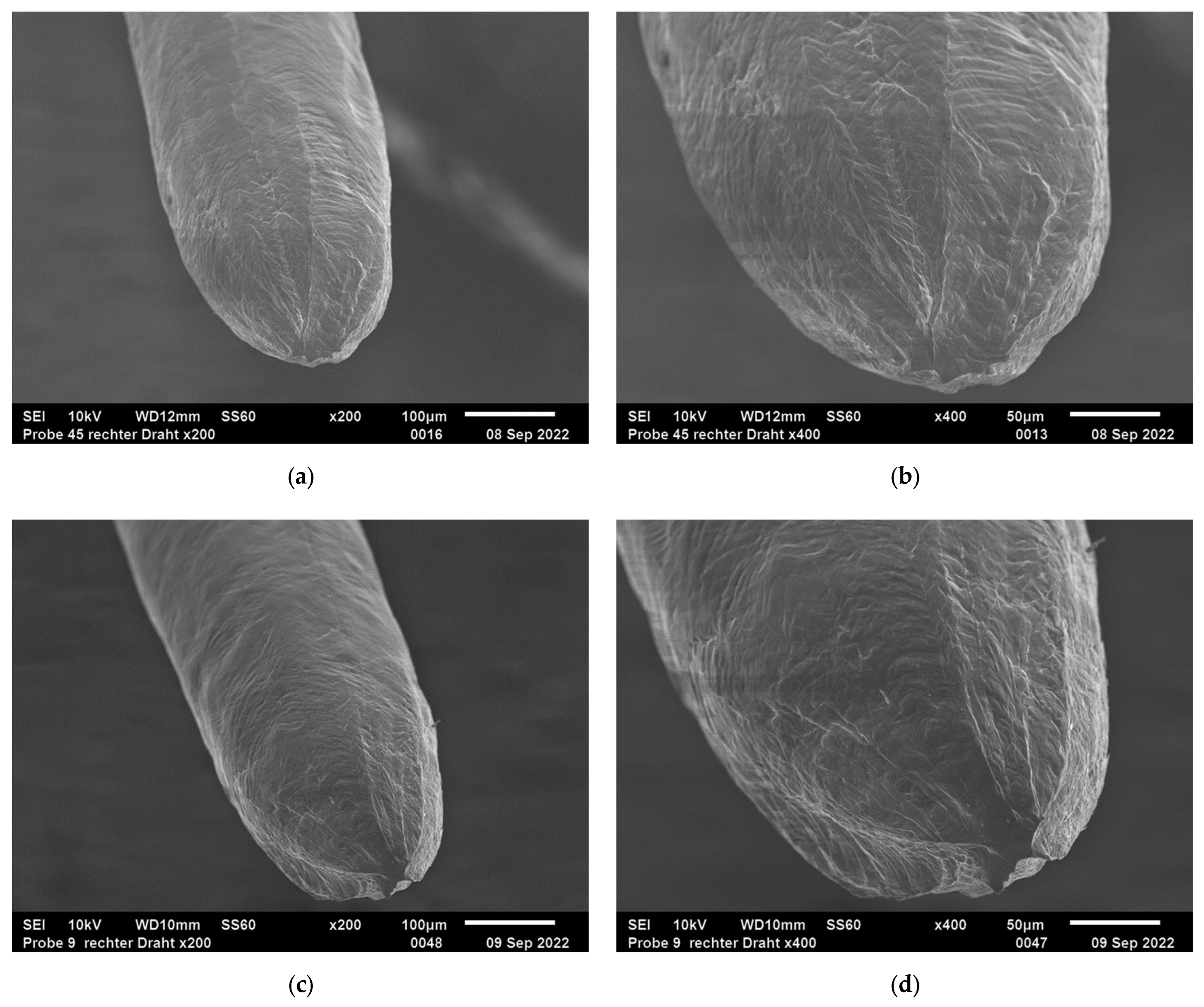
3.3. Analysis of Fracture Surfaces
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Levine, L. Wire Bonding. EDFAAO 2016, 18, 22–28. [Google Scholar] [CrossRef]
- Altenbach, H.; Dresbach, C.; Petzold, M. Characterizing the Anisotropic Hardening Behavior of Aluminum Bonding Wires. In Materials with Complex Behaviour II.; Öchsner, A., Da Silva, L.F.M., Altenbach, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 583–598. [Google Scholar]
- Klengel, R.; Naumann, F.; Tismer, S.; Klengel, S. Investigation of Material Dynamic Processes During Shear Test of Aluminum Heavy Wire Bond Contacts. In Proceedings of the 2018 IEEE 68th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 29 May–1 June 2018; pp. 2019–2025. [Google Scholar]
- Merkle, L.; Kaden, T.; Sonner, M.; Gademann, A.; Turki, J.; Dresbach, C.; Petzold, M. Mechanical fatigue properties of heavy aluminium wire bonds for power applications. In Proceedings of the 2nd Electronics Systemintegration Technology Conference (ESTC), Greenwich, Great Britain, 1–4 September 2008; pp. 1363–1368. [Google Scholar]
- Dresbach, C. Ermittlung lokaler mechanischer Kennwerte mikroelektronischer Drahtkontaktierungen. Ph.D. Thesis, Martin-Luther-Universität Halle-Wittenberg, Halle (Saale), Germany, 2010. [Google Scholar]
- Van der Wel, P.J.; Otte, R.; Roberts, H.; de Bruijn, F.; van Zuijlen, A.; Merkus, B. Electromigration behavior in aluminum wires for power base-station applications. In Proceedings of the 2017 IEEE International Reliability Physics Symposium (IRPS), Monterey, CA, USA, 2–6 April 2017. [Google Scholar]
- Naumann, F.; Schischka, J.; Koetter, S.; Milke, E.; Petzold, M. Reliability characterization of heavy wire bonding materials. In Proceedings of the 2012 4th Electronic System-Integration Technology Conference (ESTC), Amsterdam, The Netherlands, 17–20 September 2012; pp. 1–5. [Google Scholar]
- Lefranc, G.; Weiss, B.; Klos, C.; Dick, J.; Khatibi, G.; Berg, H. Aluminum bond-wire properties after 1 billion mechanical cycles. Microelectron. Reliab. 2003, 43, 1833–1838. [Google Scholar] [CrossRef]
- Merkle, L.; Sonner, M.; Petzold, M. Lifetime prediction of thick aluminium wire bonds for mechanical cyclic loads. Microelectron. Reliab. 2014, 54, 417–424. [Google Scholar] [CrossRef]
- Khatibi, G.; Lederer, M.; Czerny, B.; Kotas, A.B.; Weiss, B. A New Approach for Evaluation of Fatigue Life of Al Wire Bonds in Power Electronics. In Light Metals 2014; Grandfield, J., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 271–277. [Google Scholar]
- Czerny, B.; Khatibi, G. Accelerated mechanical fatigue interconnect testing method for electrical wire bonds. tm-Tech. Mess. 2018, 85, 213–220. [Google Scholar] [CrossRef]
- Czerny, B.; Khatibi, G. Cyclic robustness of heavy wire bonds: Al, AlMg, Cu and CucorAl. Microelectron. Reliab. 2018, 88–90, 745–751. [Google Scholar] [CrossRef]
- Broll, M.S.; Geissler, U.; Höfer, J.; Schmitz, S.; Wittler, O.; Lang, K.D. Microstructural evolution of ultrasonic-bonded aluminum wires. Microelectron. Reliab. 2015, 55, 961–968. [Google Scholar] [CrossRef]
- DIN 50100:2016-12; Schwingfestigkeitsversuch—Durchführung und Auswertung von zyklischen Versuchen mit konstanter Lastamplitude für metallische Werkstoffproben und Bauteile. Beuth Verlag: Berlin, Germany, 2016.




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moers, C.; Dresbach, C. Influence of R-Ratio on Fatigue of Aluminum Bonding Wires. Metals 2023, 13, 9. https://doi.org/10.3390/met13010009
Moers C, Dresbach C. Influence of R-Ratio on Fatigue of Aluminum Bonding Wires. Metals. 2023; 13(1):9. https://doi.org/10.3390/met13010009
Chicago/Turabian StyleMoers, Cassandra, and Christian Dresbach. 2023. "Influence of R-Ratio on Fatigue of Aluminum Bonding Wires" Metals 13, no. 1: 9. https://doi.org/10.3390/met13010009
APA StyleMoers, C., & Dresbach, C. (2023). Influence of R-Ratio on Fatigue of Aluminum Bonding Wires. Metals, 13(1), 9. https://doi.org/10.3390/met13010009