
A Metallurgical Dynamics-Based Method for Production State Characterization and End-Point Time Prediction of Basic Oxygen Furnace Steelmaking

Abstract
1. Introduction
2. Problem Statement
2.1. Overview of BOF Steelmaking
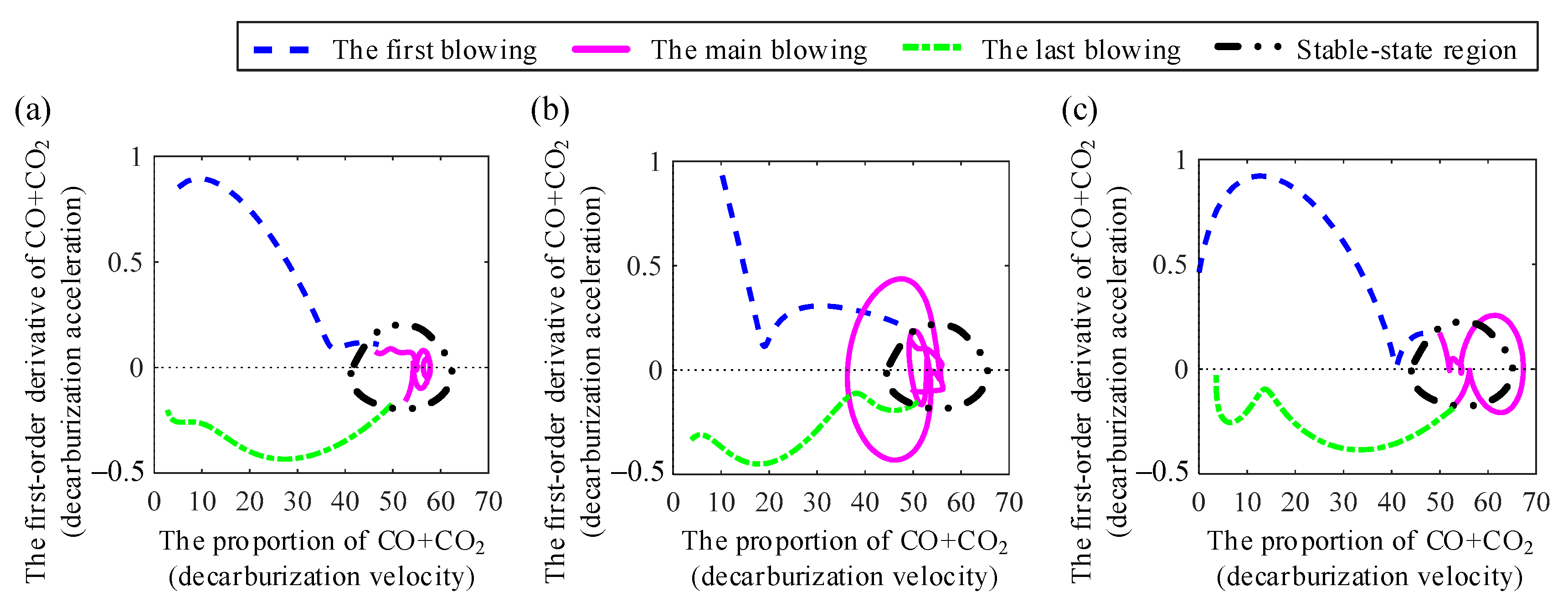
2.2. Metallurgical Dynamics and Phase Plane of the BOF Steelmaking
- Within the first blowing period, the phase trajectory shows increasing decarburization velocity and decreasing decarburization acceleration. The reason is that in the beginning, the silicon and manganese in the metal pool are preferentially oxidized and the carbon is following. With the silicon and manganese gradually consumed, the decarburization rate is enhanced. At the same time, as the carbon-oxygen reactions gradually reach their balances, the decarburization acceleration decreases.
- Within the main blowing period, the phase trajectory shows a stable state with the max decarburization velocity and nearly zero decarburization acceleration. The reason is that when the carbon concentration is high enough so that the transportation rate of oxygen limits the decarburization rate; thus, under a certain oxygen blowing, the decarburization reactions reach their balance condition and remain at their highest reaction velocities.
- Within the last blowing period, the phase trajectory shows decreasing decarburization velocity and a first decreasing then slightly increasing decarburization acceleration. The reason is that when the carbon concentration of the metal pool is too low so that the transportation rate of carbon limits the decarburization rate, with the unchanged oxygen blowing, the decarburization acceleration would be negative and decrease rapidly, further leading to decreasing decarburization velocity. With the carbon concentration tending to be zero, the decarburization acceleration and velocity are close to zero.
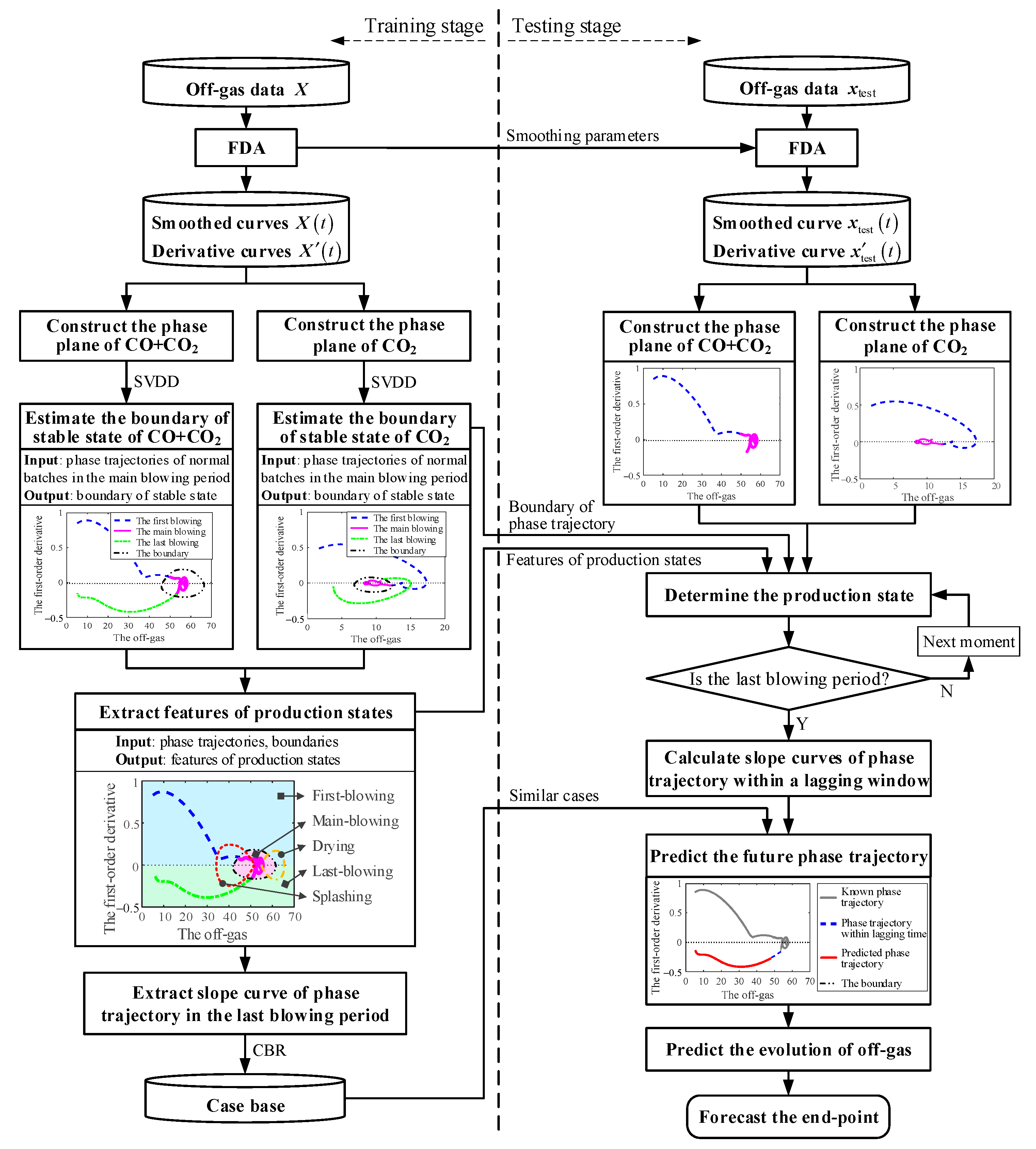
3. Method Description
3.1. Extraction and Characterization of Dynamics Features
3.2. Production State Recognition with Dynamics Features
3.3. End-Point Time Prediction with Dynamics Features
4. Experiment on BOF Steelmaking
4.1. Data Acquisition and Modeling Calculation
- PS: This method sets the embedding dimension as 2 and the delay time as to construct the phase space, and uses the phase trajectories to complete the rest calculation procedures as the FDA-PP method does.
- SVM: This method is calculated with 13 process variables, including the information of raw materials (i.e., the temperature of molten iron, the carbon content, silicon content, manganese content, phosphorus content of molten iron, the weight of molten iron, the weight of pig iron, the weight of scrap steel), the cumulative weight of auxiliary materials, and the operation parameters (i.e., the total proportion of CO and CO2, the height of oxygen lance, the cumulative volume of oxygen blowing, the flow of bottom blowing). Among them, the information of auxiliary materials and operation parameters is recorded as sequences. Since the SVM is a supervised classification method, 10 normal batches, 10 splashing batches, and 10 drying batches are trained for production state recognition. For the end-point time prediction, still 150 normal batches are used for training.
- BP: This method is carried out with the same variables and data partition as the SVM method does, where the size of the hidden layer is set as 60 for the production state recognition and 5 for the end-point prediction.
4.2. Results of the Production State Recognition
4.3. Results of the End-Point Time Prediction
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A. Calculation of Support Vector Data Description
Appendix B. Statement of Case-Based Reasoning
References
- World Steel Association. Fact Sheet: Steel and Raw Materials. Available online: https://worldsteel.org/steel-topics/statistics/world-steel-in-figures-2022/#crude-steel-production-by-process-2021 (accessed on 3 November 2022).
- De Vos, L.; Bellemans, I.; Vercruyssen, C.; Verbeken, K. Basic Oxygen Furnace: Assessment of Recent Physicochemical Models. Metall. Mater. Trans. B 2019, 50, 2647–2666. [Google Scholar] [CrossRef]
- Heenatimulla, J.; Brooks, G.A.; Dunn, M.; Sly, D.; Snashall, R.; Leung, W. Acoustic Analysis of Slag Foaming in the BOF. Metals 2022, 12, 1142. [Google Scholar] [CrossRef]
- Singha, P.; Shukla, A.K. Contribution of Hot-Spot Zone in Decarburization of BOF Steel-Making: Fundamental Analysis Based upon the FactSage-Macro Program. Metals 2022, 12, 638. [Google Scholar] [CrossRef]
- Shanmugam, S.P.; Nurni, V.N.; Manjini, S.; Chandra, S.; Holappa, L.E.K. Challenges and Outlines of Steelmaking toward the Year 2030 and Beyond—Indian Perspective. Metals 2021, 11, 1654. [Google Scholar] [CrossRef]
- Zhou, D.; Xu, K.; Lv, Z.; Yang, J.; Li, M.; He, F.; Xu, G. Intelligent Manufacturing Technology in the Steel Industry of China: A Review. Sensors 2022, 22, 8194. [Google Scholar] [CrossRef] [PubMed]
- Nenchev, B.; Panwisawas, C.; Yang, X.; Fu, J.; Dong, Z.; Tao, Q.; Gebelin, J.-C.; Dunsmore, A.; Dong, H.; Li, M.; et al. Metallurgical Data Science for Steel Industry: A Case Study on Basic Oxygen Furnace. Steel Res. Int. 2022, 93, 2100813. [Google Scholar] [CrossRef]
- Wang, R.; Mohanty, I.; Srivastava, A.; Roy, T.K.; Gupta, P.; Chattopadhyay, K. Hybrid Method for Endpoint Prediction in a Basic Oxygen Furnace. Metals 2022, 12, 801. [Google Scholar] [CrossRef]
- Zou, Y.; Yang, L.; Li, B.; Yan, Z.; Li, Z.; Wang, S.; Guo, Y. Prediction Model of End-Point Phosphorus Content in EAF Steelmaking Based on BP Neural Network with Periodical Data Optimization. Metals 2022, 12, 1519. [Google Scholar] [CrossRef]
- Han, M.; Zhao, Y. Dynamic control model of BOF steelmaking process based on ANFIS and robust relevance vector machine. Expert Syst. Appl. 2011, 38, 14786–14798. [Google Scholar] [CrossRef]
- Fei, H.; Xianyi, C.; Zhenghai, Z. Prediction of oxygen-blowing volume in BOF steelmaking process based on BP neural network and incremental learning. High Temp. Mater. Process. 2022, 41, 403–416. [Google Scholar] [CrossRef]
- Zhao, D. Research on Prediction of Converter Endpoint Based on Image Processing. Master’s Thesis, Inner Mongolia University of Science and Technology, Baotou, China, 2020. [Google Scholar]
- Li, A.; Li, C.; Wang, Y.; Cui, G.; Xie, S. Recognition of converter blowing periods based on improved DenseNet Network. J. Univ. Jinan 2022, 36, 273–277. [Google Scholar] [CrossRef]
- Wen, H. Research on Modeling and Prediction of BOF End-Point Based on the Furnace Mouth Radiation Information. Ph.D. Thesis, Nanjing University of Science and Technology, Nanjing, China, 2009. [Google Scholar]
- Brämming, M.; Bjorkman, B.; Samuelsson, C. BOF process control and slopping prediction based on multivariate data analysis. Steel Res. Int. 2016, 87, 301–310. [Google Scholar] [CrossRef]
- Qian, Q.; Fang, X.; Xu, J.; Li, M. Multichannel profile-based anomaly detection and its application in the monitoring of basic oxygen furnace steelmaking process. J. Manuf. Syst. 2021, 61, 375–390. [Google Scholar] [CrossRef]
- Li, G.-H.; Wang, B.; Liu, Q.; Tian, X.-Z.; Zhu, R.; Hu, L.-N.; Cheng, G.-G. A process model for BOF process based on bath mixing degree. Int. J. Miner. Metall. Mater. 2010, 17, 715–722. [Google Scholar] [CrossRef]
- Wang, Z. Study on the Control of Steelmaking Process and Blowing End-Point for Medium-High Carbon Steel Melting by Converter. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2016. [Google Scholar]
- Li, N.; Lin, W.; Cao, L.; Liu, Q.; Sun, L.; Liao, S. Carbon prediction model for basic oxygen furnace off-gas analysis based on bath mixing degree. Chin. J. Eng. 2018, 40, 1244–1250. [Google Scholar] [CrossRef]
- Rahnama, A.; Li, Z.; Sridhar, S. Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters. Processes 2020, 8, 371. [Google Scholar] [CrossRef]
- Dering, D.; Swartz, C.L.; Dogan, N. A dynamic optimization framework for basic oxygen furnace operation. Chem. Eng. Sci. 2021, 241, 116653. [Google Scholar] [CrossRef]
- Deo, B.; Overbosch, A.; Snoeijer, B.; Das, D.; Srinivas, K. Control of Slag Formation, Foaming, Slopping, and Chaos in BOF. Trans. Indian Inst. Met. 2013, 66, 543–554. [Google Scholar] [CrossRef]
- Bae, S.; Mo, D.Y. Dynamical analysis of an anemoscope in the phase plane. Appl. Math. Model. 2010, 34, 1884–1891. [Google Scholar] [CrossRef]
- Han, Z.; Xu, N.; Chen, H.; Huang, Y.; Zhao, B. Energy-efficient control of electric vehicles based on linear quadratic regulator and phase plane analysis. Appl. Energy 2018, 213, 639–657. [Google Scholar] [CrossRef]
- Ramsay, J.O.; Silverman, B.W. Functional Data Analysis, 2nd ed.; Springer: New York, NY, USA, 2005. [Google Scholar]
- Han, M.; Li, Y.; Cao, Z. Hybrid intelligent control of BOF oxygen volume and coolant addition. Neurocomputing 2014, 123, 415–423. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Normal | Abnormal | Total | ||
|---|---|---|---|---|
| Splashing | Drying | |||
| Training | 150 | / | / | 150 |
| Testing | 225 | 66 | 35 | 326 |
| Total | 375 | 66 | 35 | 476 |
| Method | Blowing Periods Recognition of Normal Batches | Anomaly Identification of Abnormal Batches | |||
|---|---|---|---|---|---|
| First-Blowing | Main-Blowing | Last-Blowing | Splashing Anomaly | Drying Anomaly | |
| FDA-PP | 99.16% | 87.78% | 88.49% | 90.94% | 81.29% |
| PS | 98.22% | 82.33% | 84.13% | 67.00% | 74.29% |
| SVM | 87.28% | 66.67% | 71.93% | 62.12% | 54.55% |
| BP | 65.59% | 43.21% | 50.26% | 30.30% | 41.67% |
| Method | Normal Batches | Splashing Batches | Drying Batches | Mean Value |
|---|---|---|---|---|
| FDA-PP | 18.07% | 19.31% | 17.01% | 18.13% |
| PS | 41.36% | 49.79% | 46.91% | 46.02% |
| SVM | 19.53% | 31.28% | 26.78% | 25.86% |
| BP | 19.44% | 32.58% | 29.94% | 27.32% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, Q.; Dong, Q.; Xu, J.; Zhao, W.; Li, M. A Metallurgical Dynamics-Based Method for Production State Characterization and End-Point Time Prediction of Basic Oxygen Furnace Steelmaking. Metals 2023, 13, 2. https://doi.org/10.3390/met13010002
Qian Q, Dong Q, Xu J, Zhao W, Li M. A Metallurgical Dynamics-Based Method for Production State Characterization and End-Point Time Prediction of Basic Oxygen Furnace Steelmaking. Metals. 2023; 13(1):2. https://doi.org/10.3390/met13010002
Chicago/Turabian StyleQian, Qingting, Qianqian Dong, Jinwu Xu, Wei Zhao, and Min Li. 2023. "A Metallurgical Dynamics-Based Method for Production State Characterization and End-Point Time Prediction of Basic Oxygen Furnace Steelmaking" Metals 13, no. 1: 2. https://doi.org/10.3390/met13010002
APA StyleQian, Q., Dong, Q., Xu, J., Zhao, W., & Li, M. (2023). A Metallurgical Dynamics-Based Method for Production State Characterization and End-Point Time Prediction of Basic Oxygen Furnace Steelmaking. Metals, 13(1), 2. https://doi.org/10.3390/met13010002