
Influence of Honing Parameters on the Quality of the Machined Parts and Innovations in Honing Processes



Abstract
1. Introduction
2. Parameters of the Honing Process
- L—stroke length of the honing head in reciprocating motion [m]
- —stroke frequency of the honing head in reciprocating motion
- —peripheral speed of the honing head
- n—rotational speed of the honing head
- d—diameter of the honing hole [mm]
- —honing angle [°]
- –
- pressure of the abrasive whetstone to the honed surface;
- –
- material of the abrasive tool;
- –
- cutting speed;
- –
- honing angle;
- –
- width of the abrasive tool;
- –
- type of cutting fluid;
- –
- size of the abrasive grain.
- –
- specific pressure value of abrasive whetstone to the honed surface;
- –
- cutting speed, formed by two components: rotation and axial speed
- –
- coolant fluid;
- –
- temperature of the coolant;
- –
- composition of material to be honed and their production variations;
- –
- kind of abrasive grain;
- –
- grit size;
- –
- kind of abrasive bind;
- –
- surface status of the workpiece before honing (superficial hardness, roughness, protective impregnations, electroplate depositions, etc.);
- –
- temperature of the workpiece during honing process;
- –
- expansion speed of abrasive whetstones;
- –
- kind of material to be removed.
- –
- material of the workpiece;
- –
- dimensions of honed hole;
- –
- deviations of the initial shape of honed hole and assumed after machining;
- –
- the quality of the machined surface;
- –
- the number of abrasive stones for the tool;
- –
- tool dimensions;
- –
- grain material;
- –
- binder material;
- –
- grain size and its concentration;
- –
- condition of the abrasive tool surface.
3. Effect of Honing Parameters on Surface Roughness
- -
- For higher viscosity oil (ISO VG 320), textured specimens did not show any beneficial effect in reducing friction;
- -
- For medium viscosity oil (ISO VG 150), all the textured specimens showed a lower coefficient of friction than smooth specimens for higher sliding speeds (1.0 and 1.27 m/s);
- -
- For lower viscosity oil (ISO VG 46) the beneficial effect of micro-grooves becomes larger with a decrease in groove density as well as for higher sliding speeds (0.5, 1.0 and 1.27 m/s).
- -
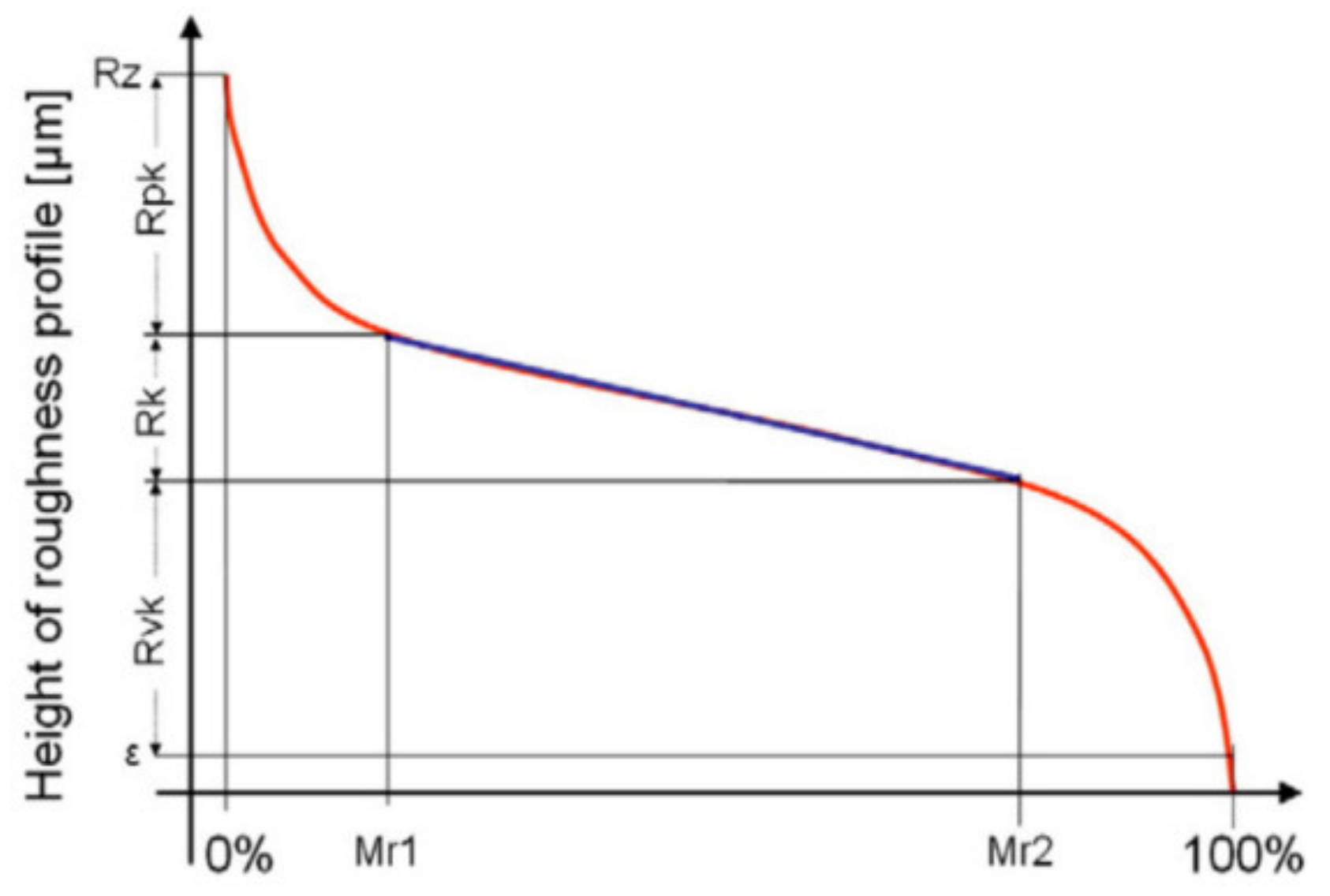
- Rpk 0.1–0.3 μm (average value 0.2 μm);
- -
- Rk 0.8–1.2 μm (average value 1 μm);
- -
- Rvk 1.2–2 μm (average value 1.6 μm);
- -
- Mr1 2–10% (average value 6%);
- -
- Mr2 70–85% (average value 77.5%);
- -
- Rz (DIN) 3–4 μm (average value 3.5 μm);
- -
- Honing angle 40–55° (average value 48°).
4. Effect of Honing Parameters on Shape Deviations in the Honed Holes
5. Effect of Honing Parameters on Material Removal Rate
6. Honing Process Innovations
6.1. Variable Kinematics
6.2. Automation of the Machine Tools
6.3. Use of 3D Printed Tools
7. Discussion
8. Conclusions
- Different parameters affect the surface finish of the parts obtained in honing processes: the grain size of the abrasive, density, honing time, linear speed, axial speed, etc. In general, the larger the grain size, the greater the surface roughness. The density of the abrasive and pressure also influence roughness.
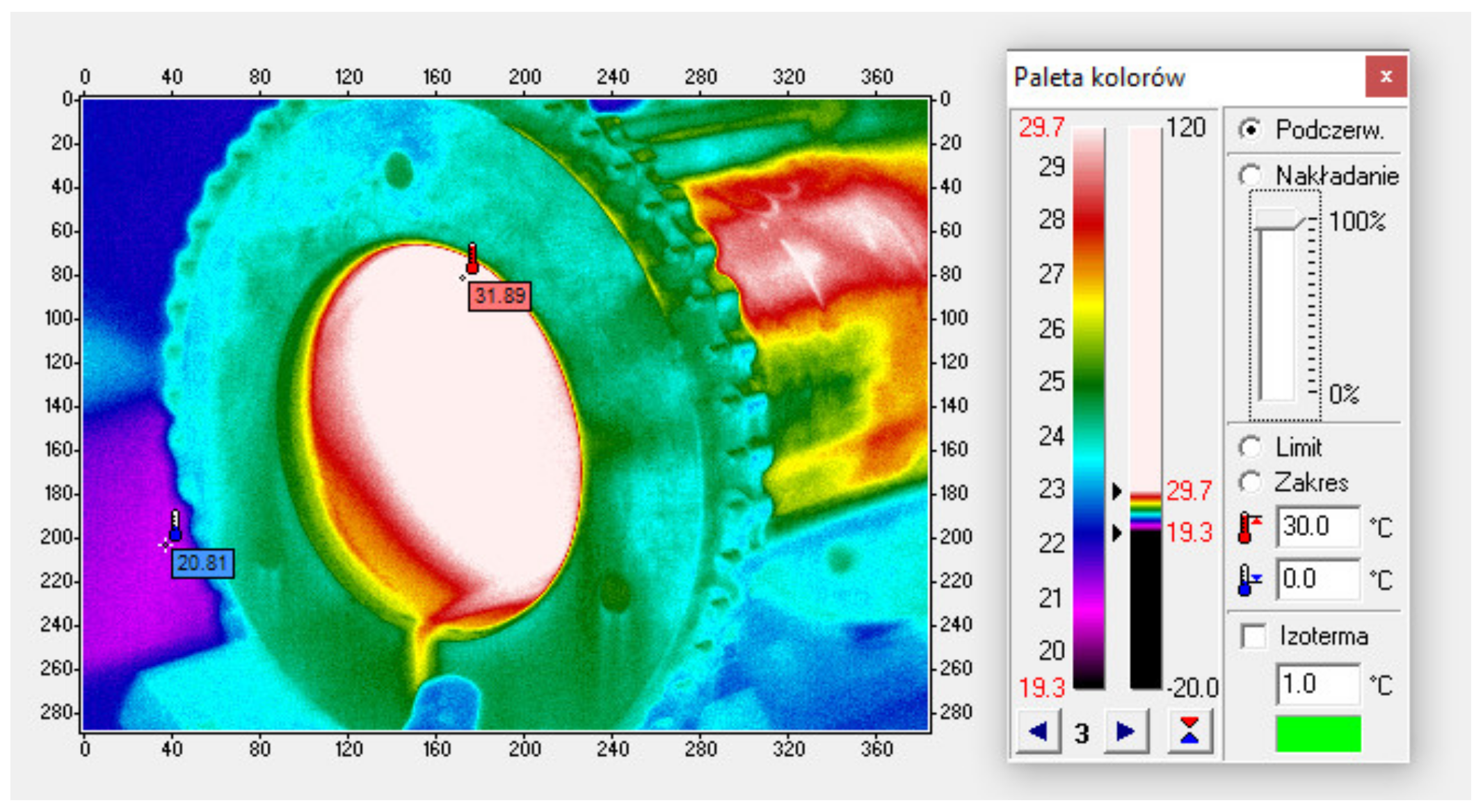
- The stroke length, followed by the pressure, greatly influences shape deviation. In addition, high temperatures on the workpiece’s surface can lead to high shape deviations.
- Grain size, stroke number, and working pressure have a big impact on the material removal rate in the honing process. If a too-high density of abrasive is used, especially in rough honing processes, clogging may occur, which will reduce the material removal rate.
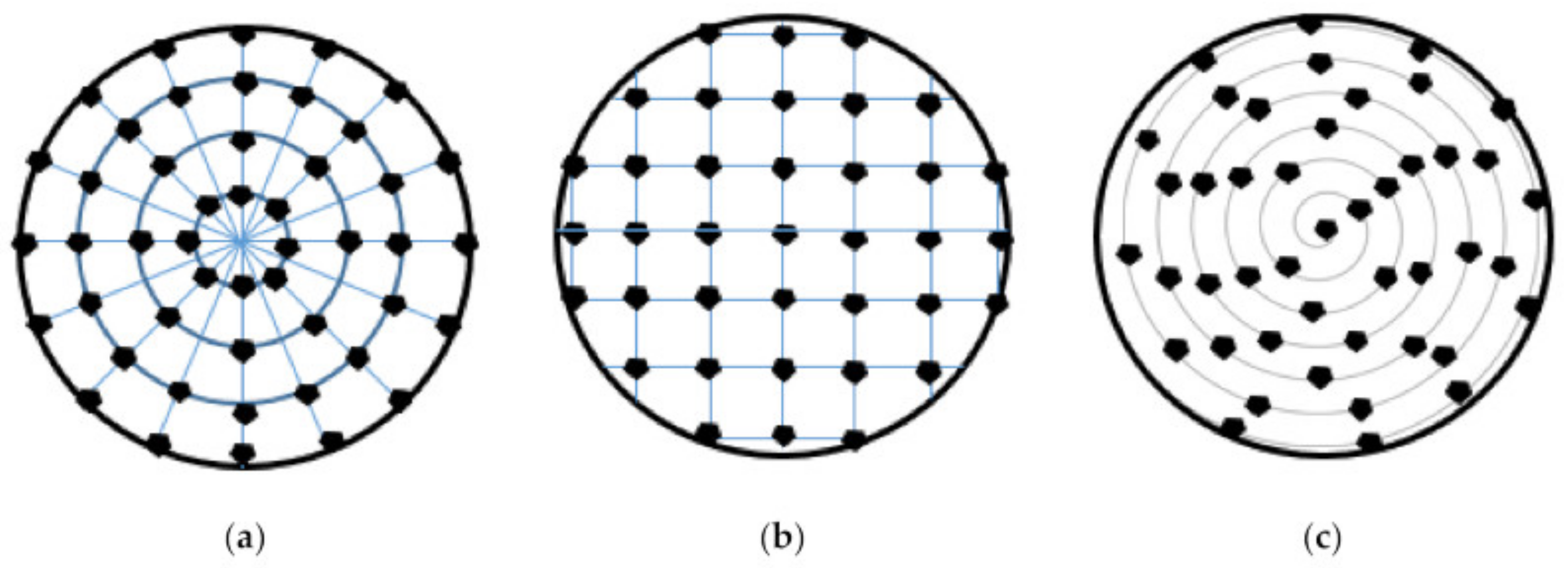
- As for the innovations in honing processes, variable kinematics has a positive impact on many aspects of the honing operation, providing an efficient and accurate process. It allows obtaining both good surface quality and a lower temperature on the workpiece’s surface, with less shape deviation in the cylinders.
- The automation of the honing process helps to optimize the tribology of the piston-liner system.
- Abrasive whetstones produced by a 3D printing method can be a factor in increasing the availability of honing tools. For example, metal powder technologies such as selective laser melting (SLM) can be used as potential methods to produce high-performance novel grinding wheels or honing stones. Alternatively, metal-bonded tools can be obtained by means of stereolithography with regular patterns for abrasives.
- In the future, an increase in the automation of the honing tools is expected, with the gradual introduction of CNC machines. The use of 3D printed tools opens a new window in which many different technologies can be employed. For example, extrusion, VAT polymerization, binder jetting, or powder bed fusion can be used, among others, to obtain the ceramic and/or metallic tools.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barylski, A.; Sender, P. Studies of the increase in diameter and temperature of workpieces during honing long holes in production conditions. Mechanik 2014, 9, 34–43.002. [Google Scholar]
- Davim, J.P. Machining: Fundamentals and Recent Advances; Springer: London, UK, 2008. [Google Scholar]
- Buj-Corral, I.; Vivancos-Calvet, J.; Coba-Salcedo, M. Modelling of surface finish and material removal rate in rough honing. Precis. Eng. 2014, 38, 100–108. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J.; Rodero-De-Lamo, L.; Marco-Almagro, L. Comparison between Mathematical Models for Roughness Obtained in Test Machine and in Industrial Machine in Semifinish Honing Processes. Procedia Eng. 2015, 132, 545–552. [Google Scholar] [CrossRef][Green Version]
- Buj-Corral, I.; Vivancos-Calvet, J.; Salcedo, M.C. Use of roughness probability parameters to quantify the material removed in plateau-honing. Int. J. Mach. Tools Manuf. 2010, 50, 621–629. [Google Scholar] [CrossRef]
- Chavan, P.S.; Harne, M.S. Effect of Honing Process Parameters on Surface Quality of Engine Cylinder Liners. Int. J. Eng. Res. Technol. 2013, 2, 4. [Google Scholar]
- Lawrence, K.D.; Ramamoorthy, B. Multi-surface topography targeted plateau honing for the processing of cylinder liner surfaces of automotive engines. Appl. Surf. Sci. 2016, 365, 19–30. [Google Scholar] [CrossRef]
- Demirci, I.; Mezghani, S.; Yousfi, M.; El Mansori, M. Impact of superficial surface texture anisotropy in helical slide and plateau honing on ring-pack performance. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 230, 1030–1037. [Google Scholar] [CrossRef]
- Deshpande, A.K.; Bhole, H.A.; Choudhari, L.A. Analysis of Super-Finishing Honing Operation with Old and New Plateau Honing Machine Concept. Int. J. Eng. Res. Gen. Sci. 2015, 3, 812–818. [Google Scholar]
- Szulc, S.; Stefko, A. Surface treatment of machine parts. In Physical Basis and Influence on Functional Properties, 1st ed.; WNT: Warsaw, Poland, 1976. [Google Scholar]
- Martínez-Pastor, R.; Almató-Soldevila, R. Description of modifications of the test bench. In New Design and Manufacturing Process for High Pressure Fluid Power Products; PROHIPP 05-012 Version.002. Report of the Research Project; Contract Number NMP 2-CT-2004-505466; Centelles: Barcelona, Spain, 2006. [Google Scholar]
- WNT Warsaw. Engineer’s Handbook. Machining; WNT: Warsaw, Poland, 1991; Volume 1. [Google Scholar]
- AZ SPA Machine Tools. VV80–Valve Seat Refacing Machine (Catalogue). Vicenza, Italy, 4p. Available online: https://www.azspa.it/media/attachments/2017/06/23/vv80-en-20140801.pdf (accessed on 30 October 2022).
- Barnes: Precision Honing & Bore Finishing. Available online: http://www.barneshoning.com/assets/files/BarnesBrochure.pdf (accessed on 18 March 2018).
- Yurdakul, M.; Tansel Ic, Y.; Güneş, S. An optimization study for the surface quality of the honing process. In Proceedings of the 24th International Conference on Production Research (ICPR 2017), Poznań, Poland, 30 July–3 August 2017. [Google Scholar] [CrossRef]
- Modern Machine Shop. Sing le-Pass vs. Multi-Stroke: The Ins and Outs of Honing. 2012. Available online: https://www.mmsonline.com/articles/single-pass-vs-multi-stroke-the-ins-and-outs-of-honing (accessed on 18 March 2018).
- Cabanettes, F.; Fahlgren, L.; Hoering, T.; Rosén, B.-G. Global and local mapping of motor blocks liners roughness for the analysis of honing performance. J. Phys. Conf. Ser. 2014, 483, 012009. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, Y.; Niu, J.; Gong, J. Study on the Impact of Honing Machine Reciprocating Reversing Acceleration upon Reticulate Pattern Trajectory. In Proceedings of the 1st International Conference on Mechanical Engineering and Material Science (MEMS 2012), Shanghai, China, 28–30 December 2012. [Google Scholar]
- Edberg, S.; Landqvist, E. The Impact of Honing Process Parameters on the Surface Quality of Cylinder Liners. Master’s Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2015. [Google Scholar]
- Galloway Engines. Plateau Honing. Available online: http://www.gallowayengines.com.au/plateau-honing (accessed on 18 March 2018).
- Gruszka, J.; Suchecki, A. Nowe metody kształtowania powierzchni cylindrów silników spalinowych. Siln. Spalinowe 2007, 46, 27–35. (In Polish) [Google Scholar]
- ISO 13565-2:1996; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method. Surfaces Having Stratified Functional Properties—Part 2: Height Characterization Using the Linear Material Ratio Curve; International Organization for Standardization: Geneva, Switzerland, 1996.
- ISO 13565-3:1998; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method. Surfaces Having Stratified Functional Properties—Part 3: Height Characterization Using the Material Probability Curve; International Organization for Standardization: Geneva, Switzerland, 1998.
- ISO 13565-1:1996; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method. Surfaces Having Stratified Functional Properties—Part 1: Filtering and General Measurement Conditions; International Organization for Standardization: Geneva, Switzerland, 1996.
- WEMA. Abrasive Materials and Tools of the “Korund” Factory; WEMA Warsaw Machine Industry Publisher: Warsaw, Poland, 1986. [Google Scholar]
- Dimkovski, Z.; Anderberg, C.; Ohlsson, R.; Rosén, B.-G. Characterisation of worn cylinder liner surfaces by segmentation of honing and wear scratches. Wear 2011, 271, 548–552. [Google Scholar] [CrossRef]
- Fiat Chrysler America. Chrysler IIIH Engine Assembly Manual Draft; Betz, J., Ed.; Fiat Chrysler America: Auburn Hills, MI, USA, 2016. [Google Scholar]
- Grzesik, W. Basics of Machining of Constructional Materials, 2nd ed.; WNT Publishing House: Warsaw, Poland, 2010. [Google Scholar]
- Harasymowicz, J.; Wantuch, E. Finishing. A Script for Students of Higher Technical Schools; Graphic Department of the Krakow University of Technology: Krakow, Poland, 1994. [Google Scholar]
- Pawlus, P.; Cieslak, T.; Mathia, T. The study of cylinder liner plateau honing process. J. Mater. Process. Technol. 2009, 209, 6078–6086. [Google Scholar] [CrossRef]
- Sabri, L.; El Mansori, M. Process variability in honing of cylinder liner with vitrified bonded diamond tools. Surf. Coatings Technol. 2009, 204, 1046–1050. [Google Scholar] [CrossRef]
- Khanov, A.M.; Muratov, K.R.; Gashev, E.A.; Muratov, R.A. Kinematic potential of honing machines. Russ. Eng. Res. 2011, 31, 607–609. [Google Scholar] [CrossRef]
- Khanov, A.M.; Muratov, K.R.; Gashev, E.A.; Pepelyshev, A.V. Kinematics of honing methods. Russ. Acad. Sci. 2011, 13, 4. [Google Scholar]
- Feld, M. Fundamentals of Designing the Technological Technique of Typical Machine Parts; WNT Publishing House: Warsaw, Poland, 2003. [Google Scholar]
- Singh, V.; Agawal, V.P.; Deb, P. A decision making method for selection of finish process for a cylindrical surface. In Proceedings of the 2010 IEEE International Conference on Industrial Engineering and Engineering Management, Macao, China, 7–10 December 2010; pp. 38–42. [Google Scholar] [CrossRef]
- Paswan, S.K.; Bedi, T.S.; Singh, A.K. Modeling and simulation of surface roughness in magnetorheological fluid based honing process. Wear 2017, 376–377, 1207–1221. [Google Scholar] [CrossRef]
- Arantes, L.J.; Fernandes, K.A.; Schramm, C.R.; Silveira Leal, J.E.; Piratelli-Filho, A.; Franco, S.D.; Arencibia, R.V. The roughness characterization in cylinders obtained by conventional and flexible honing processes. Int. J. Adv. Manuf. Technol. 2017, 93, 635–649. [Google Scholar] [CrossRef]
- Goeldel, B.; Voisin, J.; Dumur, D.; El Mansori, M.; Frabolot, M. Flexible right sized honing technology for fast engine finishing. CIRP Ann. 2013, 62, 327–330. [Google Scholar] [CrossRef][Green Version]
- Urville, C.; Souvignet, T.; Dimkovski, Z.; Cabanettes, F. Honing process parameters influence on surface topographies. Procedia CIRP 2022, 108, 448–453. [Google Scholar] [CrossRef]
- Wang, D.; Wang, L.; Wu, J. Physics-based mechatronics modeling and application of an industrial-grade parallel tool head. Mech. Syst. Signal Process. 2020, 148, 107158. [Google Scholar] [CrossRef]
- Sender, P. Variable Kinematics of Honing Process—Influence on Machined Workpiece. Proceedings of the 21th International Research/Expert Conference (TMT 2018), Karlovy Vary, Czech Republic, 18–22 September 2018; Available online: https://www.tmt.unze.ba/proceedings2018.php (accessed on 29 May 2021).
- Sunnen. Cylinder Liner. Precision Bore Machining Systems & Solutions. p. 5. Available online: https://www.sunnen.com/userfiles/resources/brochures/3275ecdd3b4a.pdf (accessed on 30 October 2022).
- Animex: Manual Honing Tools RM404D. 1p. Available online: www.animextechnology.ch/documents/en/RM404D.pdf (accessed on 30 October 2022).
- Dahlmann, D.; Denkena, B. Hybrid tool for high performance structuring and honing of cylinder liners. CIRP Ann. 2017, 66, 113–116. [Google Scholar] [CrossRef]
- Jatti, P.; Mench, R.G. Developing an auto sizing system for vertical honing machine. Int. J. Recent Res. Civ. Mech. Eng. 2015, 1, 6–15. [Google Scholar]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture: A review. Tribol. Int. 2021, 167, 107409. [Google Scholar] [CrossRef]
- Sender, P. Analysis of Honing of Cylindrical Holes with Variable Kinematics Conditions. Ph.D. Thesis, Gdańsk University of Technology, Gdańsk, Poland, 2021. [Google Scholar]
- Muratov, K.R.; Gashev, E.A. Hole shaping in raster honing. Russ. Eng. Res. 2015, 35, 957–959. [Google Scholar] [CrossRef]
- KOMET of America: KomTronic Honing AKS x264. Available online: https://www.youtube.com/watch?v=6quv-mf5I0w (accessed on 30 October 2022).
- Schmitt, C.; Bähre, D. An Approach to the Calculation of Process Forces During the Precision Honing of Small Bores. Procedia CIRP 2013, 7, 282–287. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Rodero-de-Lamo, L.; Marco-Almagro, L. Optimization and Sensitivity Analysis of the Cutting Conditions in Rough, Semi-Finish and Finish Honing. Materials 2022, 15, 75. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Running-in wear modeling of honed surface for combustion engine cylinderliners. Wear 2013, 302, 1360–1369. [Google Scholar] [CrossRef]
- Pawlus, P.; Michalski, J.; Reizer, R. Progress in Cylinder Honing. Part I: Honing of Blind Holes; Institute of Advanced Manufacturing Technologies: Kraków, Poland, 2012. [Google Scholar]
- Zavos, A.; Nikolakopoulos, P.G. On the Cylinder Honing and Wavecut Effects against Piston Ring Artificial Texturing on the Friction in Marine Engines. In Proceedings of the 2nd International MARINELIVE Conference on “All Electric Ship”, Athens, Greece, 12–13 February 2014. [Google Scholar]
- Zavos, A.; Nikolakopoulos, P.G. Simulation and modeling of friction for honed and wave-cut cylinder bores of marine engines. Simul. Model. Pract. Theory 2014, 49, 228–244. [Google Scholar] [CrossRef]
- Saint-Gobain Abrasivi, S.p.A. Microabrasives for Honing & Superfinishing. Available online: https://www.nortonabrasives.com/sites/sga.na.com/files/document/Norton_Microabrasives_for_Honing_Superfinishing_5.pdf (accessed on 18 March 2018).
- Schmid, J. Friction optimization of cylinder surfaces. from the perspective of production technology. MTZ Worldw. 2010, 71, 18–23. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Welzel, F.; Risse, K.; Schorgel, M.; Kreter, S. Potentials for Improving Efficiency of Combustion Engines Due to Cylinder Liner Surface Engineering. Procedia CIRP 2016, 46, 258–265. [Google Scholar] [CrossRef]
- Grzesik, W. Influence of surface textures produced by finishing operations on their functional properties. J. Mach. Eng. 2016, 16, 15–23. [Google Scholar]
- Karpuschewski, B.; Welzel, F.; Risse, K.; Schorgel, M. Reduction of Friction in the Cylinder Running Surface of Internal Combustion Engines by the Finishing Process. Procedia CIRP 2016, 45, 87–90. [Google Scholar] [CrossRef]
- Javeed, A.; John, B.; Mana, A.P. Tribological performance of engine oil with graphene oxide nano additives on cylinder liner honing surface at high contact pressure. Mater. Today Proc. 2021, 45, 4008–4011. [Google Scholar] [CrossRef]
- Knoll, G.; Rienacker, A. Tribology in Automotive Engine Applications; Institute for Machine Elements and Design, University of Kassel: Kassel, Germany, 2011. [Google Scholar]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; Rosén, B.-G. New cylinder liner surfaces for low oil consumption. Tribol. Int. 2008, 41, 854–859. [Google Scholar] [CrossRef]
- Kim, E.-S.; Kim, S.-M.; Lee, Y.-Z. The effect of plateau honing on the friction and wear of cylinder liners. Wear 2018, 400–401, 207–212. [Google Scholar] [CrossRef]
- Kim, J.-K.; Xavier, F.-A.; Kim, D.-E. Tribological properties of twin wire arc spray coated aluminum cylinder liner. Mater. Des. 2015, 84, 231–237. [Google Scholar] [CrossRef]
- Korczewski, Z. Identification of Damage to Cylinder Liners of a Marine Piston Internal Combustion Engine in Operation; Research Papers 2; Naval Academy: Gdynia, Poland, 2007. [Google Scholar]
- Hu, Y.; Meng, X.; Xie, Y. A new efficient flow continuity lubrication model for the piston ring-pack with consideration of oil storage of the cross-hatched texture. Tribol. Int. 2018, 119, 443–463. [Google Scholar] [CrossRef]
- Iliuc, I. Improvement of Mixed Lubrication Regime for Friction and CO2 Emission Reduction in Internal Combustion Engine. In Proceedings of the Institute of Solid Mechanics, Romanian Academy, SISOM 2018 and Sessio of the Comission of Acoustics, Bucharest, Romania, 29–30 May 2008. [Google Scholar]
- Jocsak, J. The Effects of Surface Finish on Piston Ring-Pack Performance in Advanced Reciprocating Engine Systems. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2005. [Google Scholar]
- Ogorodov, V.A. Hole shaping in the honing of thin-walled cylinders. Russ. Eng. Res. 2017, 37, 549–553. [Google Scholar] [CrossRef]
- Uhlmann, E.; Spur, G.; Kleinschnitker, M. Chapter 5. Honing and Superfinishing. In Handbook of Ceramics Grinding and Polishing, 2nd ed.; Marinescu, I.D., Doi, T.K., Uhlmann, E., Eds.; William Andrew: Norwich, NY, USA, 2015; pp. 234–262. [Google Scholar] [CrossRef]
- Allard, N. Consequences of Machining on Roughness and Functions of Cylinder Liners Surfaces. Master’s Thesis, Halmstad University, Halmstad, Sweden, 2007. [Google Scholar]
- Schmitt, C.; Bähre, D. Analysis of the Process Dynamics for the Precision Honing of Bores. Procedia CIRP 2014, 17, 692–697. [Google Scholar] [CrossRef]
- Barylski, A.; Sender, P. The Proposition of an Automated Honing Cell with Advanced Monitoring. Machines 2020, 8, 70. [Google Scholar] [CrossRef]
- Wooldridge, D. An experimental investigation into the honing process. Prod. Eng. 1963, 42, 691–718. [Google Scholar] [CrossRef]
- Vrac, D.; Leposava, P.; Sidjanin, P.; Kovac, P.; Balos, S. The influence of honing process parameters on surface quality, produc-tivity, cutting angle and coefficients of friction. Ind Lubr. Tribol. 2012, 64, 77–83. [Google Scholar] [CrossRef]
- Vrac, D.; Sidjanin, L.; Balos, S. The Effect of Honing Speed and Grain Size on Surface Roughness and Material Removal Rate during Honing. Acta Polytech. Hung. 2014, 11, 1–13. [Google Scholar]
- Wang, J.; Shao, Y.; Zhu, X. Kinematics analysis and experimental study on ultrasonic vibration honing. In Proceedings of the International Technology and Innovation Conference 2009 (ITIC 2009), Xi’an, China, 12–14 October 2009. [Google Scholar] [CrossRef]
- Cabanettes, F.; Dimkovski, Z.; Rosén, B.-G. Roughness variations in cylinder liners induced by honing tools’ wear. Precis. Eng. 2015, 41, 40–46. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J. Roughness variability in the honing process of steel cylinders with CBN metal bonded tools. Precis. Eng. 2011, 35, 289–293. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Acoustic emission analysis for the detection of appropriate cutting operations in honing processes. Mech. Syst. Signal Process. 2018, 99, 873–885. [Google Scholar] [CrossRef]
- Wang, L. Image Analysis and Evaluation of Cylinder Bore Surfaces in Micrographs. Master’s Thesis, Karlsruher Institut für Technologie (KIT), Hannover, Germany, 2013. Available online: http://edok01.tib.uni-hannover.de/edoks/e01fn15/800068599.pdf (accessed on 29 May 2021).
- Moos, U.; Bähre, D. Analysis of Process Forces for the Precision Honing of Small Bores. Procedia CIRP 2015, 31, 387–392. [Google Scholar] [CrossRef]
- Obara, R.B.; Souza, R.M.; Tomanik, E. Quantification of folded metal in cylinder bores through surface relocation. Wear 2017, 384–385, 142–150. [Google Scholar] [CrossRef]
- Szabo, O. Examination of material removal process in honing. Acta Tech. Corviniensis Bull. Eng. 2014, 7, 35. [Google Scholar]
- Sabeur, M.; Ibrahim, D.; Mohamed, E.M.; Hassan, Z. Energy efficiency optimization of engine by frictional reduction of functional surfaces of cylinder ring–pack system. Tribol. Int. 2013, 59, 240–247. [Google Scholar] [CrossRef]
- Ozdemir, M.; Korkmaz, M.E.; Gunay, M.B. Optimization of surface roughness in honing of engine cylinder liners witch SiC honing stones. In Proceedings of the 1st International Conference on Engineering Technology and Applied Sciences, Afyonkarahisar, Turkey, 21–22 April 2016. [Google Scholar]
- Sivatte-Adroer, M.; Llanas-Parra, X.; Buj-Corral, I.; Vivancos-Calvet, J. Indirect model for roughness in rough honing processes based on artificial neural networks. Precis. Eng. 2016, 43, 505–513. [Google Scholar] [CrossRef]
- Tripathi, B.N.; Singh, N.K.; Vates, U.K. Surface Roughness Influencing Process Parameters & Modeling Techniques for Four Stroke Motor Bike Cylinder Liners during Honing: Review. Int. J. Mech. Mechatron. Eng. 2015, 15, 106. [Google Scholar]
- Entezami, S.S.; Farahnakian, M.; Akbari, A. Experimental Study of Effective Parameters on Honing Process of Cast Iron Cylinder. J. Mod. Process. Manuf. Prod. 2015, 4, 5–12. [Google Scholar]
- Kadyrov, R.R.; Charikov, P.N.; Pryanichnikova, V.V. Honing process optimization algorithms. IOP Conf. Ser. Mater. Sci. Eng. 2018, 327, 022052. [Google Scholar] [CrossRef]
- Kurzyna, Z.; Lejda, K.; Woś, P. Review of the Methods of Shaping the Surface Topography of the Internal Combustion Engine Cylinder Cores. Rzeszów University of Technology. Poland. (In Polish). Available online: http://publ.prz.edu.pl/pl/czasopisma/2012-9 (accessed on 3 January 2022).
- Rosén, B.-G.; Garnier, J. Uncertainties and optimized sampling in surface roughness characterization. Wear 2011, 271, 610–615. [Google Scholar] [CrossRef]
- Günay, M.; Korkmaz, M.E. Optimization of honing parameters for renewal of cylinder liners. J. Sci. 2017, 30, 111–119. [Google Scholar]
- Whitehouse, D.J. Some theoretical aspects of a practical measurement problem in plateau honing. Int. J. Prod. Res. 1983, 21, 215–221. [Google Scholar] [CrossRef]
- Zahouani, H.; Mansori, E.M. Multi-scale and multi-fractal analysis of abrasive wear signature of honing process. Wear 2017, 376–377, 178–187. [Google Scholar] [CrossRef]
- Sabri, L.; Mezghani, S.; Mansori, E.M.; Le Lan, J.-V.; Dal Negro, T. 3D Multi-Scale Topography Analysis in Specifying Quality of Honed Surfaces. In Proceedings of the ASME 2008 9th Biennial Conference on Engineering Systems Design and Analysis, Haifa, Israel, 7–9 July 2008. [Google Scholar] [CrossRef]
- Anderberg, C.; Pawlus, P.; Rosén, B.-G.; Thomas, T.R. Alternative descriptions of roughness for cylinder liner production. J. Mater. Process. Technol. 2009, 209, 1936–1942. [Google Scholar] [CrossRef]
- Michalski, J.; Woś, P. The effect of cylinder liner surface topography on abrasive wear of piston–cylinder assembly in combustion engine. Wear 2011, 271, 582–589. [Google Scholar] [CrossRef]
- Bouassida, H. Lubricated Piston Ring Cylinder Liner Contact: Influence of the Liner Microgeometry. Ph.D. Thesis, Institut National des Sciences Appliquées de Lyon, Lyon, France, 2014. Available online: http://theses.insa-lyon.fr/publication/2014ISAL0088/these.pdf (accessed on 29 May 2021).
- Schmitt, C.; Klein, S.; Bähre, D. An Introduction to the Vibration Analysis for the Precision Honing of Bores. Procedia Manuf. 2015, 1, 637–643. [Google Scholar] [CrossRef][Green Version]
- Raza, K.K. Effect of Grooved Surface Texturing on the Behavior of Lubricated Contacts. Ph.D. Thesis, University of Coimbra, Coimbra, Portugal, 2016. [Google Scholar]
- Reizer, R.; Pawlus, P.; Galda, L.; Grabon, W.; Dzierwa, A. Modeling of worn surface topography formed in a low wear process. Wear 2012, 278–279, 94–100. [Google Scholar] [CrossRef]
- Sabri, L.; Mezghani, S.; El Mansori, M.; Zahouani, H. Multiscale study of finish-honing process in mass production of cylinder liner. Wear 2011, 271, 509–513. [Google Scholar] [CrossRef]
- El Mansori, M.; Goeldel, B.; Sabri, L. Performance impact of honing dynamics on surface finish of precoated cylinder bores. Surf. Coatings Technol. 2013, 215, 334–339. [Google Scholar] [CrossRef]
- Masip, R.F.; Coba-Salcedo, M.; Vivancos Calvet, J. Plateau-honing semi-empirical model. In Proceedings of the 10th International Research/Expert Conference, Barcelona, Spain, 11–15 September 2006. [Google Scholar]
- Reizer, R.; Pawlus, P. 3D surface topography of cylinder liner forecasting during plateau honing process. J. Phys. Conf. Ser. 2011, 311, 12021. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Sep, J. Tribological characteristics of one-process and two-process cylinder liner honed surfaces under reciprocating sliding conditions. Tribol. Int. 2010, 43, 1882–1892. [Google Scholar] [CrossRef]
- Koszela, W.; Pawlus, P.; Galda, L. The effect of oil pockets size and distribution on wear in lubricated sliding. Wear 2007, 263, 1585–1592. [Google Scholar] [CrossRef]
- Koszela, W.; Pawlus, P.; Rejwer, E.; Ochwat, S. Possibilities of oil pockets creation by the burnishing technique. Arch. Civ. Mech. Eng. 2013, 13, 465–471. [Google Scholar] [CrossRef]
- Napadłek, W. Laser micromachining of the cylinder liner surface layer in the tribological aspect. Probl. Eksploat. 2011, 4, 27–34. [Google Scholar]
- Napadłek, W. Analysis of Tribological Processes in Components of Massive Roller Bearings. Solid State Phenom. 2015, 220–221, 319–323. [Google Scholar] [CrossRef]
- Oerlikon Metco, A.G. SUMEBore Technology. 2016. Available online: https://www.oerlikon.com/metco/en/products-services/sumebore/ (accessed on 18 March 2018).
- Vlădescu, S.-C.; Ciniero, A.; Tufail, K.; Gangopadhyay, A.; Reddyhoff, T. Optimization of Pocket Geometry for Friction Reduction in Piston–Liner Contacts. Tribol. Trans. 2017, 61, 522–531. [Google Scholar] [CrossRef]
- Wos, S.; Koszela, W.; Pawlus, P. The effect of both surfaces textured on improvement of tribological properties of sliding elements. Tribol. Int. 2017, 113, 182–188. [Google Scholar] [CrossRef]
- Muratov, K.R.; Gashev, E.A. Methods of Precision Hole Honing; Modern Problems of Science and Education; Perm National Research Polytechnic University: Perm, Russia, 2014. [Google Scholar]
- Yousfi, M. Tribofunctional Study of Low-Friction Engine Liner Textures Generated by Honing Process. Ph.D. Thesis, Paris Institute of Technology, Paris, France, 2014. Available online: https://pastel.archives-ouvertes.fr/tel-01148194 (accessed on 29 May 2021).
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Texturation mécanique antifriction par rodage du tribo-système segment-cylindre. Présentation du projet d’acquisition d’un tribo-simulateur du fonctionnement moteur. In Proceedings of the 28th Journees Internationales Francophones de Tribologie, Saint-Étienne, France, 27–29 April 2016. (In French). [Google Scholar]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Mutual Effect of Groove Size and Anisotropy of Cylinder Liner Honed Textures on Engine Performances. Adv. Mater. Res. 2014, 966–967, 175–183. [Google Scholar] [CrossRef]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Generation of circular and elliptic low-friction texture patterns by honing process. In Proceedings of the 42nd Leeds-Lyon Symposium on Tribology, Lyon, France, 7–9 September 2015. [Google Scholar]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Smoothness and plateauness contributions to the running-in friction and wear of stratified helical slide and plateau honed cylinder liners. Wear 2015, 332–333, 1238–1247. [Google Scholar] [CrossRef]
- Yousfi, M.; Talu, S. The impact of helical slide honing on surface microtexture compared to plateau honing process through relevant characterization methods. Microsc. Res. Techniq. 2022, 85, 2397–2408. [Google Scholar] [CrossRef]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Comparative study between 2D and 3D characterization methods for cylinder liner plateau honed surfaces. Proc. NAMRI/SME 2014, 42. [Google Scholar]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Tribological performances of elliptic and circular texture patterns produced by innovative honing process. Tribol. Int. 2016, 100, 255–262. [Google Scholar] [CrossRef]
- Yuan, S.; Huang, W.; Wang, X. Orientation effects of micro-grooves on sliding surfaces. Tribol. Int. 2011, 44, 1047–1054. [Google Scholar] [CrossRef]
- Lawrence, K.D.; Ramamoorthy, B. An accurate and robust method for the honing angle evaluation of cylinder liner surface using machine vision. Int. J. Adv. Manuf. Technol. 2011, 55, 611–621. [Google Scholar] [CrossRef]
- Gałda, L.; Sęp, J.; Tomczewski, L. Influence of the geometry of microcavities in the surface on tribological properties of sliding elements. Tribology 2014, 5. [Google Scholar]
- Gropper, D.; Wang, L.; Harvey, T.J. Hydrodynamic lubrication of textured surfaces: A review of modeling techniques and key findings. Tribol. Int. 2016, 94, 509–529. [Google Scholar] [CrossRef]
- Guo, Z.; Yuan, C.; Liu, P.; Peng, Z.; Yan, X. Study on Influence of Cylinder Liner Surface Texture on Lubrication Performance for Cylinder Liner–Piston Ring Components. Tribol. Lett. 2013, 51, 9–23. [Google Scholar] [CrossRef]
- Hoffmeister, H.-W.; Grosse, T.; Gerdes, A. Investigation of the Influence of Different Process Setting Parameters on the Surface Formation at Honing of Thermally Sprayed Layers. Procedia CIRP 2012, 1, 371–376. [Google Scholar] [CrossRef]
- Howell-Smith, S.; Rahnejat, H.; King, P.D.; Dowson, D. Reducing in-cylinder parasitic losses through surface modification and coating. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2014, 228, 391–402. [Google Scholar] [CrossRef]
- Mark, C.; Malburg, M.C.; Raja, J.; Whitehouse, D.J. Characterization of Surface Texture Generated by Plateau Honing Process. CIRP Annals 1993, 42, 637–639. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Zahouani, H.; El Mansori, M. The effect of groove texture patterns on piston-ring pack friction. Precis. Eng. 2012, 36, 210–217. [Google Scholar] [CrossRef]
- Dimkovski, Z.; Anderberg, C.; Rosén, B.G.; Ohlsson, R.; Thomas, T.R. Quantification of the cold worked material inside the deep honing grooves on cylinder liner surfaces and its effect on wear. Wear 2009, 267, 2235–2242. [Google Scholar] [CrossRef]
- Dimkovski, Z.; Cabanettes, F.; Löfgren, H.; Anderberg, C.; Ohlsson, R.; Rosén, B.G. Optimization of cylinder liner surface finish by slide honing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 575–584. [Google Scholar] [CrossRef]
- Xi, C.; Hu, X.; Zhang, Z. Research for cylindricity prediction model of inner-hole honing. In Proceedings of the 2011 Second International Conference on Mechanic Automation and Control Engineering, Hohot, China, 15–17 July 2011; pp. 1506–1509. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, X.; Cheng, L.; Gong, H.; Yan, B.; Lee, J.H. The Influence Study of Ultrasonic honing parameters to workpiece surface temperature. MATEC Web Conf. 2016, 45, 04008. [Google Scholar] [CrossRef]
- Buyukli, I.M.; Kolesnik, V.M. Improving accuracy of holes honing. Odes’kyi Politech. Universytet. Pr. 2015, 1, 34–43. [Google Scholar] [CrossRef][Green Version]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; Rosen, B.G. Optimization of the cylinder liner surface for reduction of oil consumption. In Proceedings of WTC2005 World Tribology Congress III, Proceedings of the World Tribology Congress III, Washington, DC, USA, 12–16 September 2005; The American Society of Mechanical Engineers: New York, NY, USA, 2008. [Google Scholar] [CrossRef]
- Voronov, S.A. Development of Mathematical Methods for the Analysis of Dynamics of Hole-Smoothing Processes; Moscow State Technical University: Moscow, Russia, 2008. [Google Scholar]
- Voronov, S.A.; Gouskov, A.M.; Bobrenkov, O.A. Modelling of bore honing. Int. J. Mechatron. Manuf. Syst. 2009, 2, 566. [Google Scholar] [CrossRef]
- Akkurt, A. Comparison of Roller Burnishing Method with Other Hole Surface Finishing Processes Applied on AISI 304 Austenitic Stainless Steel. J. Mater. Eng. Perform. 2010, 20, 960–968. [Google Scholar] [CrossRef]
- Kapoor, J. Parametric Investigations into Bore Honing through Response Surface Methodology. Mater. Sci. Forum 2014, 808, 11–18. [Google Scholar] [CrossRef]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Mutual influence of crosshatch angle and superficial roughness of honed surfaces on friction in ring-pack tribo-system. Tribol. Int. 2013, 66, 54–59. [Google Scholar] [CrossRef]
- Muratov, R.A.; Muratov, K.R. Honing bar expansion mechanism with variable pressure along the workpiece. Russ. Eng. Res. 2007, 27, 288–290. [Google Scholar] [CrossRef]
- González-Rojas, H.A.; Vivancos-Calvet, J.; Coba-Salcedo, M. Thermal Analysis of Honing Process. Mater. Sci. Forum 2006, 526, 235–240. [Google Scholar] [CrossRef]
- Yokoyama, K.; Ichimiya, R. Analysis of thermal deformation of workpiece in honing process (3rd report). Numerical analyses of cylindrical and non-cylindrical workpieces. Bull. Jpn. Soc. Precis. Eng. 1982, 48, 919–924. [Google Scholar] [CrossRef][Green Version]
- Yokoyama, K.; Ichimiya, R.; Iwata, K.; Moriwaki, T. Analysis of Thermal Deformation on Workpiece on Honing Process (5th Report). Thermal Effects Due to Heat Capacity of Workpiece and Kind of Honing Stone. Bull. Jpn. Soc. Precis. Eng. 1985, 561, 2302–2307. [Google Scholar] [CrossRef][Green Version]
- Lin, Z.; Pan, L.; Yan, C. The Adherence Mechanism of Superalloy Honing Oilstone. Key Eng. Mater. 2014, 589–590, 464–469. [Google Scholar] [CrossRef]
- Babiczew, A.P.; Poljanchikov, J.I.; Slavin, A.V. Gladzenie. In Volgograd State Architect.-Builds; Babiczew, A.P., Ed.; Ministry of Education and Science of the Russian Federation: Moscow, Russia; Don State Technical University: Volgograd, Russia, 2013; ISBN 978-5-98276-6. [Google Scholar]
- Ćalkin, I.A. Improving the Quality of Internal Cylindrical Surfaces in the Finishing of Parts of NGK Technological Machines; Oil and Gas Institute: Krasnoyarsk, Russia, 2016. [Google Scholar]
- Spencer, A.; Almqvist, A.; Larsson, R. A numerical model to investigate the effect of honing angle on the hydrodynamic lubrication between a combustion engine piston ring and cylinder liner. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 683–689. [Google Scholar] [CrossRef]
- Guo, Y.B.; Warren, A.W. Microscale Mechanical Behavior of the Subsurface by Finishing Processes. J. Manuf. Sci. Eng. 2005, 127, 333–338. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. The analysis of directionality of honed cylinder liners surfaces. Scanning 2014, 36, 95–104. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.Q.; Zhu, X.J.; Cheng, L.L. Stability Study of Single-abrasive Coupled Flutter in Ultrasonic Vibration Honing. In Proceedings of the 5th International Conference on Information Engineering for Mechanics and Materials, Huhhot, China, 25–26 July 2015. [Google Scholar]
- Borse, S.; Chaudhari, A.; Deshmukh, S.; Bhandarkar, M.S. Honing machine stone feeding system. Int. J. Innov. Res. Electr. Electron. Instrum. Control. Eng. 2016, 4, 3. [Google Scholar] [CrossRef]
- Flemming, J.; Hornes, A. Lissajous-like figures with triangular and square waves. Rev. Bras. Ensino Fís. 2013, 35, 1–4. [Google Scholar] [CrossRef]
- Gold, J.; Benham, C.E.; Keer, R. Harmonic Vibrations and Vibration Figures; Newton and Co., Scientific Instrument Makers: London, UK, 1909; p. 215. [Google Scholar]
- Gao, S.; Yang, C.; Xu, J.; Su, H.; Fu, Y. Modelling and simulation of bore diameter evolution in finish honing. Procedia Manuf. 2018, 26, 462–468. [Google Scholar] [CrossRef]
- Drossel, W.-G.; Hochmuth, C.; Schneider, R. An adaptronic system to control shape and surface of liner bores during the honing process. CIRP Ann. 2013, 62, 331–334. [Google Scholar] [CrossRef]
- Grosse, T.; Winter, M.; Baron, S.; Hoffmeister, H.W.; Baron, S.; Hoffmeister, H.W.; Herrmann, C.; Dröder, K. Honing with polymer based cutting fluids. CIRP J. Manuf. Sci. Technol. 2015, 11, 89–98. [Google Scholar] [CrossRef]
- Pawlus, P.; Michalski, J.; Reizer, R. Progress in Cylinder Honing. Part II: Honing of Cylinder Liners; Institute of Advanced Manufacturing Technologies: Kraków, Poland, 2012. [Google Scholar]
- Sczerbina, K.; Hrechka, A.; Mazhara, V. Kinematics of cutting process while honing holes with a hone with variable geometry of sticks. In Design, Production and Exploitation of Agricultural Machines; National Interagency Scientific and Technical Collection of Works; Central Ukrainian National Technical University: Kropyvnytskyi, Ukraine, 2020; (In Ukrainian). Available online: http://zbirniksgm.kntu.kr.ua/pdf/50/21.pdf (accessed on 30 October 2022). [CrossRef]
- Podgaetski, M.M.; Sczerbina, K.K. Formation of a Complex Grain Movement Trajectory During Hone Honing; Kirovohrad National Technical University: Kirovohrad, Ukraine, 2012. (In Ukrainian) [Google Scholar]
- Sender, P. Influence of abrasive grain trajectory on machining of thin-walled cylinder liners of internal combustion engines for honing with variable kinematics. AUTOBUSY–Tech. Eksploat. Syst. Transportowe. 2018, 19, 634–641. [Google Scholar] [CrossRef][Green Version]
- Chris-Marine: Liner Condition Camera. 2019. p. 2. Available online: https://chris-marine.com/wp-content/uploads/2019/04/LCC-H063-2125.pdf (accessed on 30 October 2022).
- Droeder, K.; Hoffmeister, H.-W.; Grosse, T. Force-controlled form honing using a piezo-hydraulic form honing system. CIRP Ann. 2017, 66, 317–320. [Google Scholar] [CrossRef]
- Drossel, W.-G.; Bucht, A.; Hochmuth, C.; Schubert, A.; Stoll, A.; Schneider, J.; Schneider, R. High Performance of Machining Processes by Applying Adaptronic Systems. Procedia CIRP 2014, 14, 500–505. [Google Scholar] [CrossRef]
- Jain, N.K.; Ramlal Naik, L.; Dubey, A.K.; Shan, H.S. State-of-art-review of electrochemical honing of internal cylinders and gears. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 665–681. [Google Scholar] [CrossRef]
- KADIA Produktion GmbH + Co. T Line Precision Honing Machine. p. 3. Available online: https://kadia.com/fileadmin/user_upload/02-honen/02-honmaschinen/KADIA-Lline-en.pdf (accessed on 30 October 2022).
- Paswan, K.; Singh, A.K. Analysis of surface finishing mechanism in a newly developed rotational magnetorheological honing process for its productivity improvement. Wear 2019, 426–427, 68–82. [Google Scholar] [CrossRef]
- Schmitt, R.; König, N.; Zheng, H. Machine integrated optical measurement of honed surfaces in presence of cooling lubricant. J. Phys. Conf. Ser. 2011, 311, 012007. [Google Scholar] [CrossRef]
- Yadav, A.K.; Singh, S.; Gupta, G. Design and Manufacturing of Honing Tool for Drilling Machine. Int. J. Adv. Res. Innov. 2014, 2, 433–435. [Google Scholar]
- Goeldel, B.; El Mansori, M.; Dumur, D. Macroscopic simulation of the liner honing process. CIRP Ann. 2012, 61, 319–322. [Google Scholar] [CrossRef][Green Version]
- Goeldel, B.; El Mansori, M.; Dumur, D. Simulation of Roughness and Surface Texture Evolution at Macroscopic Scale During Cylinder Honing Process. Procedia CIRP 2013, 8, 27–32. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Koszela, W.; Reizer, R. Proposals of methods of oil capacity calculation. Tribol. Int. 2014, 75, 117–122. [Google Scholar] [CrossRef]
- Grigoryev, E.S.; Kadyrov, R.R.; Charikov, P.N.; Pryanichnikova, V.V. Simulation of Honing of a Processed Workpiece on CNC Machine. Key Eng. Mater. 2017, 743, 236–240. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sivatte-Adroer, M. Multi-Objective Optimization of Material Removal Rate and Tool Wear in Rough Honing Processes. Machines 2022, 10, 83. [Google Scholar] [CrossRef]
- Khanov, A.M.; Gashev, E.A.; Muratov, K.R. Formation of raster trajectories in the honing of cylindrical surfaces. Russ. Eng. Res. 2013, 33, 423–426. [Google Scholar] [CrossRef]
- Gashev, E.A.; Muratov, K.R. Tool motion in the honing of cylindrical surfaces. Russ. Eng. Res. 2014, 34, 268–271. [Google Scholar] [CrossRef]
- Gouskov, A.M.; Voronov, S.A.; Butcher, E.A.; Sinha, S.C. Non-conservative oscillations of a tool for deep hole honing. Commun. Nonlinear Sci. Numer. Simul. 2006, 11, 685–708. [Google Scholar] [CrossRef]
- Guo, C.; Zhu, X. Effect of ultrasound on dynamics characteristic of the cavitation bubble in grinding fluids during honing process. Ultrasonics 2018, 84, 13–24. [Google Scholar] [CrossRef] [PubMed]
- Stout, K.J.; Davis, E.J.; Sullivan, P.J. Honed Surfaces. In Atlas of Machined Surfaces; Springer: Dordrecht, The Netherlands, 1990. [Google Scholar] [CrossRef]
- Kaczmarek, J. Fundamentals of Machining, Abrasive and Erosive Machining; WNT Publishing House: Warsaw, Poland, 1970. [Google Scholar]
- KS Motor Service International GmbH: Honing of Gray Cast Iron Cylinder Blocks. p. 12. Available online: https://documents.pub/document/honing-of-gray-cast-iron-cylinder-blocks-12-adjustment-of-the-hone-the-honing.html?page=1 (accessed on 30 October 2022).
- Raju, H.P.; Narayanasamy, K.; Srinivasa, Y.G.; Krishnamurthy, R. Characteristics of extrude honed SG iron internal primitives. J. Mater. Process. Technol. 2005, 166, 455–464. [Google Scholar] [CrossRef]
- Kishore, K.; Krishna, P.G.; Kumar, G.K.; Srihari, T. Design and performance evaluation of a horizontal hydraulic honing attachment to lathe. Int. J. Eng. Sci. Technol. 2014, 6, 106–111. [Google Scholar] [CrossRef]
- Marinescu, L.D.; Rowe, W.B.; Dimitrov, B.; Inasaki, I. Tribology of Abrasive Machining Processes; William Andrew: Norwich, NY, USA, 2004; ISBN 0815514905. [Google Scholar]
- Qin, P.P.; Yang, C.I.; Huang, W.; Xu, G.W.; Liu, C.J. Honing process of hydraulic cylinder bore for remanufacturing. In Proceedings of the 4th International Conference on Sensors, Measurement and Intelligent Materials (ICSMIM 2015), Shenzhen, China, 27–28 December 2015. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, X.; Wang, D.; Yao, Z.; Xi, L.; Wang, X. Methodology to Improve the Cylindricity of Engine Cylinder Bore by Honing. J. Manuf. Sci. Eng. 2017, 139, 031008. [Google Scholar] [CrossRef]
- Schmitt, C. Analyse und Modellbildung von Kräften beim Präzisionshonen von Bohrungen. Ph.D. Thesis, Saarland University, Saarbrücken, Germany, 2015. (In German). [Google Scholar]
- Wang, Q.; Feng, Q.; Li, Q.; Zu Ren, C. The Experimental Investigation of Stone Wear in Honing. Key Eng. Mater. 2011, 487, 462–467. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P.; Woś, S.; Koszela, W.; Wieczorowski, M. Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol. Int. 2017, 113, 137–148. [Google Scholar] [CrossRef]
- Welzel, F. Tribologische Optimierung von Zylinderlaufflächen in Verbrennungsmotoren aus Fertigungstechnischer Sicht. Doctoral Dissertation, Otto von Guericke University Magdeburg, Magdeburg, Germany, 2014. (In German). [Google Scholar]
- Grzesik, W.; Rech, J.; Žák, K. Characterization of surface textures generated on hardened steel parts in high-precision machining operations. Int. J. Adv. Manuf. Technol. 2015, 78, 2049–2056. [Google Scholar] [CrossRef]
- Iskra, A.; Kałużny, J. Influence of the actual shape of the piston side surface on the parameters of the oil film. J. KONES Intern. Combust. Engines 2000, 7, 1–2. [Google Scholar]
- Brush Research Manufacturing Co. Inc. A Study of a Cylinder Wall Micro-Structure. Available online: http://info.brushresearch.com/study-of-cylinder-wall-micro-structure (accessed on 18 March 2018).
- Chris-Marine: Automatic Honing Machine Hon A. p. 2. Available online: https://chris-marine.com/wp-content/uploads/2019/03/Hon-A-H044-2141.pdf (accessed on 30 October 2022).
- Delapena Honing Equipment Ltd. Mandrels & Accessories for Honing Diameters 1.14 to 79.37 mm (0.045–3.125″). Available online: http://www.delapena.co.uk/pdf/tooling/mandrels_accessories_brochure_1.pdf (accessed on 18 March 2018).
- Engis: Microsoft Word-Engis SH1000 Honing Machine.docx. Available online: http://www.engis.com/pdf/Engis-SH1000-Honing-Machine.pdf (accessed on 18 March 2018).
- Gehring Technologies GmbH: Form Honing. Available online: https://www.gehring.de/sites/default/files/text/formhonen_en_web-en-ww.pdf (accessed on 18 March 2018).
- Gehring Technologies GmbH: Laser Honing. Available online: https://www.gehring.de/sites/default/files/text/laserstrukturieren_en_web-en-ww.pdf (accessed on 18 March 2018).
- Gehring Technologies GmbH: Position honing. Available online: https://www.gehring.de/sites/default/files/text/positionhoning_en-en-ww.pdf (accessed on 18 March 2018).
- Flores, G.; Wiens, A.; Gehring Technologies GmbH. Optimization of Power Train Friction. In Proceedings of the Engine Expo 2013, Stuttgart, Germany, 4–6 June 2013; p. 16. [Google Scholar]
- Flores, G.; Baumgartner, E.; Waiblinger, M.; Wagner, A. Method and Device for Producing Non-Cylindrical Bores with at Least One Recess by Honing. U.S. Patent 0129070 A1, 11 May 2017. [Google Scholar]
- Nagel GmbH: Honing Tools N-Series. Available online: https://www.nagel.com/en/news-press (accessed on 3 January 2019).
- Rottler: HP7A Smart Hone. Available online: https://www.rottlermfg.com/diamond-honing-machine.php (accessed on 18 March 2018).
- Asnafi, N.; Rajalampi, J.; Aspenberg, D. Design and Validation of 3D-Printed Tools for Stamping of DP600. IOP Conf. Ser. Mater. Sci. Eng. 2019, 651, 012010. [Google Scholar] [CrossRef]
- Popov, V.V.; Grilli, M.L.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef]
- Nair, A.P.; Keller, A.R.; Morrow, D.S.; Lima, A.B.; Spearrin, R.M.; Pineda, D.I. Hypergolic Continuous Detonation with Space-Storable Propellants and Additively Manufactured Injector Design. J. Spacecr. Rocket. 2022, 59, 1332–1341. [Google Scholar] [CrossRef]
- Deja, M.; Zieliński, D.; Kadir, A.; Humaira, S. Applications of Additively Manufactured Tools in Abrasive Machining—A Literature Review. Materials 2021, 14, 1318. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Chen, Z.; Guo, G.; Wang, L.; Rong, Y. Study on formability, mechanical property and finite element modeling of 3D-printed composite for metal-bonded diamond grinding wheel application. J. Manuf. Process. 2020, 54, 38–47. [Google Scholar] [CrossRef]
- Wu, H.; Liu, W.; Lin, L.; Chen, Y.; Xu, Y.; Wu, S.; Sun, Z.; An, D.; Wei, S.; Xie, Z. Realization of complex-shaped and high-performance alumina ceramic cutting tools via Vat photopolymerization based 3D printing: A novel surface modification strategy through coupling agents aluminic acid ester and silane coupling agent. J. Eur. Ceram. Soc. 2023, 43, 1051–1063. [Google Scholar] [CrossRef]
- Qiu, Y.; Huang, H. Research on the fabrication and grinding performance of 3-dimensional controllable abrasive arrangement wheels. Int. J. Adv. Manuf. Technol. 2019, 104, 1839–1853. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sanz-Fraile, H.; Ulldemolins, A.; Tejo-Otero, A.; Domínguez-Fernández, A.; Almendros, I.; Otero, J. Characterization of 3D Printed Metal-PLA Composite Scaffolds for Biomedical Applications. Polymers 2022, 14, 2754. [Google Scholar] [CrossRef]
- Clemens, F.; Sarraf, F.; Borzì, A.; Neels, A.; Hadian, A. Material extrusion additive manufacturing of advanced ceramics: Towards the production of large components. J. Eur. Ceram. Soc. 2022. [Google Scholar] [CrossRef]
- Davim, J.P. Surface Integrity in Machining; Springer: London, UK, 2010. [Google Scholar]
- Buj-Corral, I.; Vivancos-Calvet, J. Improvement of the manufacturing process of abrasive stones for honing. Int. J. Adv. Manuf. Technol. 2013, 68, 2517–2523. [Google Scholar] [CrossRef]
- Davim, J.P. Modern Machining Technology: A Practical Guide; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Advantages | Disadvantages |
|---|---|
| The honing geometry decreases the fluid velocity in the ring surface interfaced with fluid film compared to the wave-cut geometry. | Slow process compared to other abrasive machining processes, in which several stags are required |
| The honing geometry increases the pressure distribution in the ring surface interfaced with fluid film compared to the wave-cut geometry. | Expensive tools if diamond and cubic boron nitride are used |
| Friction reduction in friction pair is larger having honing cylinder geometry both for smooth and textured ring. | Linear speed value is limited |
| Honed cylinder liner in friction pair achieves a reduction of friction compared with the relevant wave-cut cylinder liner. | |
| The cross-hatch pattern favors oil flow |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sender, P.; Buj-Corral, I. Influence of Honing Parameters on the Quality of the Machined Parts and Innovations in Honing Processes. Metals 2023, 13, 140. https://doi.org/10.3390/met13010140
Sender P, Buj-Corral I. Influence of Honing Parameters on the Quality of the Machined Parts and Innovations in Honing Processes. Metals. 2023; 13(1):140. https://doi.org/10.3390/met13010140
Chicago/Turabian StyleSender, Piotr, and Irene Buj-Corral. 2023. "Influence of Honing Parameters on the Quality of the Machined Parts and Innovations in Honing Processes" Metals 13, no. 1: 140. https://doi.org/10.3390/met13010140
APA StyleSender, P., & Buj-Corral, I. (2023). Influence of Honing Parameters on the Quality of the Machined Parts and Innovations in Honing Processes. Metals, 13(1), 140. https://doi.org/10.3390/met13010140