
Online Detection of Keyhole Status in a Laser-MIG Hybrid Welding Process



Abstract
:1. Introduction
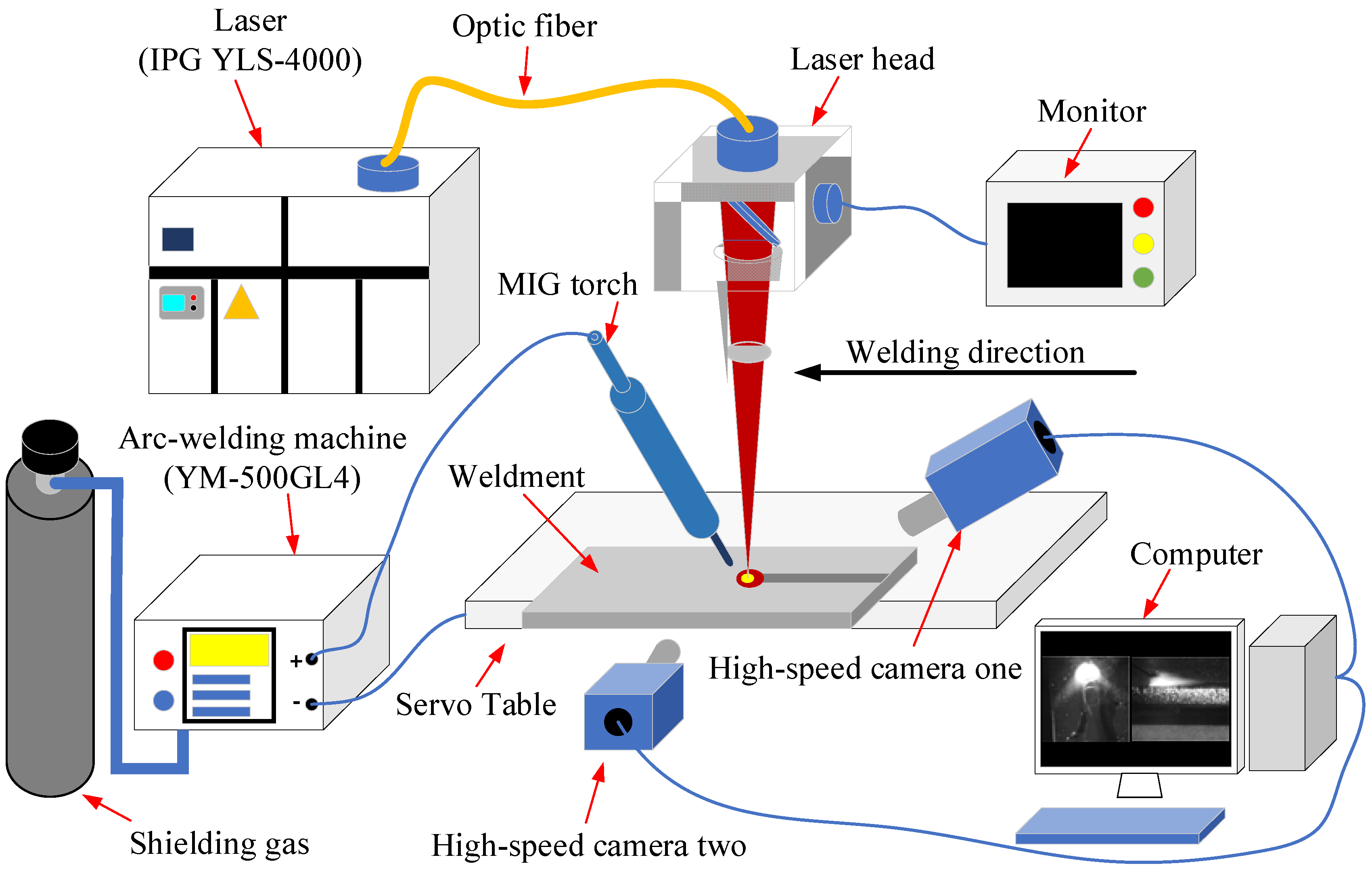
2. Experimental Setups
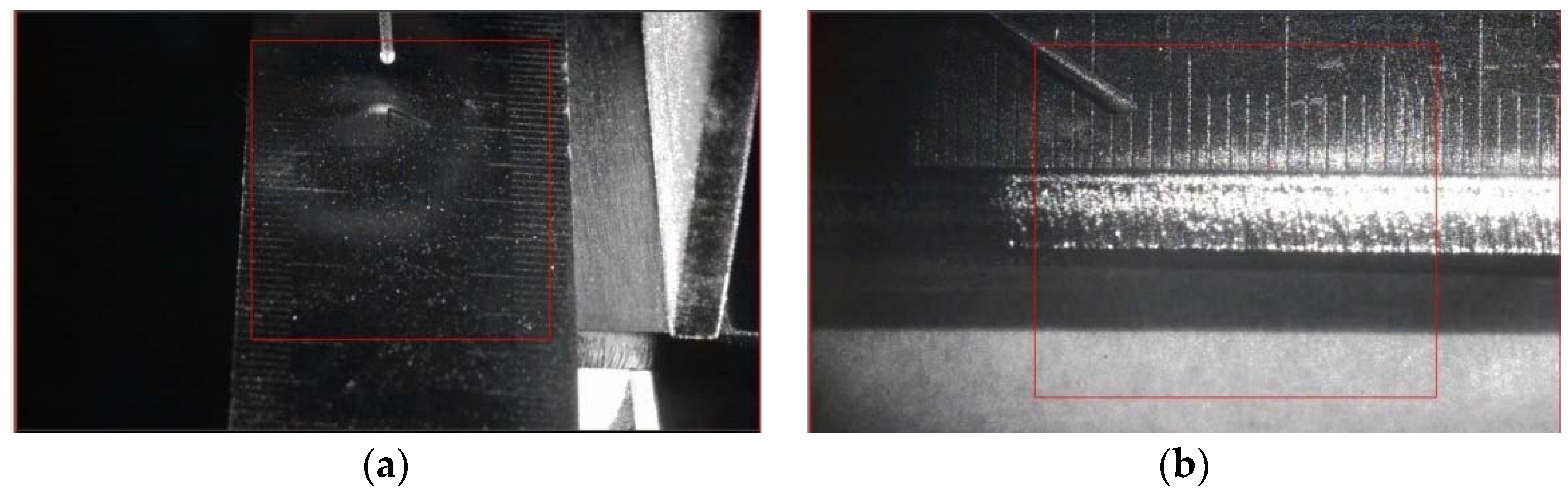
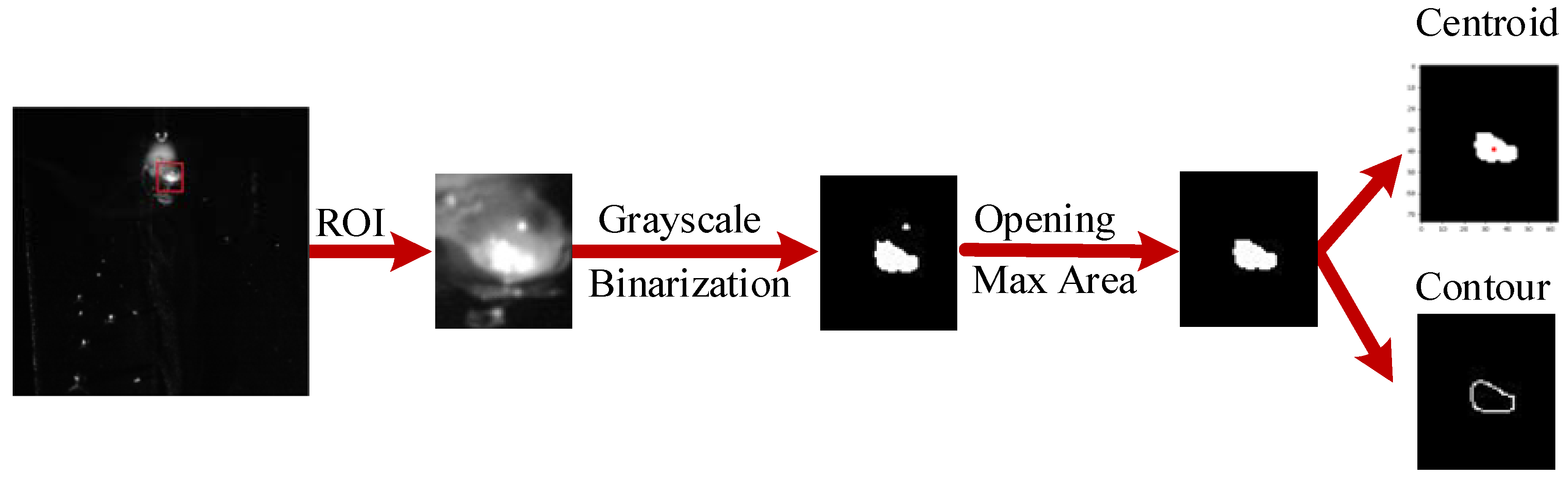
3. Welding Visual Features Extraction
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, Y.; Gao, X.; Ma, B.; Zhang, Y. Interface formation and bonding mechanisms of laser welding of PMMA plastic and 304 austenic stainless steel. Metals 2021, 11, 1495. [Google Scholar] [CrossRef]
- Zhang, Y.; Han, S.W.; Cheon, J.; Na, S.J.; Gao, X. Effect of joint gap on bead formation in laser butt welding of stainless steel. J. Manuf. Process. 2017, 249, 274–284. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shamsolhodaei, A.; Shen, J.; Lopes, J.G.; Gonçalves, R.M.; Ferraz, M.; Piçarra, L.; Zeng, Z.; Schell, N.; Zhou, N.; et al. Improving the ductility in laser welded joints of CoCrFeMnNi high entropy alloy to 316 stainless steel. Mater. Design 2022, 219, 110717. [Google Scholar] [CrossRef]
- Gao, X.; Ding, D.; Bai, T.; Katayama, S. Weld Pool Image Centroid Algorithm for Seam Tracking Vision Model in Arc Welding Process. IET Image Process. 2011, 5, 410–419. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Gubeljak, N.; Tonković, Z.; Nižetić, S.; Osman, K. Numerical Simulation and Experimental Measurement of Residual Stresses in a Thick-Walled Buried-Arc Welded Pipe Structure. Metals 2022, 12, 1102. [Google Scholar] [CrossRef]
- Martin, A.C.; Oliveira, J.P.; Fink, C. Elemental effects on weld cracking susceptibility in AlxCoCrCuyFeNi high-entropy alloy. Metall. Mater. Trans. A 2020, 51, 778–787. [Google Scholar] [CrossRef]
- Lee, C.M.; Woo, W.S.; Baek, J.T.; Kim, E.J. Laser and arc manufacturing processes: A review. Int. J. Precis. Eng. Man. 2016, 17, 973–985. [Google Scholar] [CrossRef]
- Chen, M.; Li, X.; Liu, L. Effect of electric field on interaction between laser and arc plasma in laser-arc hybrid welding. IEEE T. Plasma Sci. 2012, 40, 2045–2050. [Google Scholar] [CrossRef]
- Song, G.; Wang, Z.; Liu, Z.; Liu, L. Effect of partial rolling on the microstructure and mechanical properties of laser-TIG hybrid welded joints of 7075-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2022, 121, 589–599. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber laser-MIG hybrid welding of 5 mm 5083 aluminum alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Bagger, C.; Olsen, F.O. Review of laser hybrid welding. J. Laser Appl. 2004, 17, 2–14. [Google Scholar] [CrossRef]
- Liu, S.; Chen, S.; Wang, Q.; Li, Y.; Zhang, H.; Ding, H. Analysis of plasma characteristics and conductive mechanism of laser assisted pulsed arc welding. Opt. Laser Eng. 2017, 92, 39–47. [Google Scholar] [CrossRef]
- Chen, J.; Wang, T.; Gao, X.; Li, W. Real-time monitoring of high-power disk laser welding based on support vector machine. Comput. Ind. 2018, 94, 75–81. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, Y. Monitoring of welding status by molten pool morphology during high-power disk laser welding. Optik 2015, 126, 1797–1802. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Zhang, Y. Dynamic neuro-fuzzy-based human intelligence modeling and control in GTAW. IEEE T. Autom. Sci. Eng. 2013, 12, 324–335. [Google Scholar] [CrossRef]
- Wang, T.; Gao, X.; Katayama, S.; Jin, X. Study of dynamic features of surface plasma in high-power disk laser welding. Plasma Sci. Technol. 2012, 14, 245–251. [Google Scholar] [CrossRef]
- Fan, X.; Gao, X.; Liu, G.; Ma, N.; Zhang, Y. Research and prospect of welding monitoring technology based on machine vision. Int. J. Adv. Manuf. Technol. 2021, 115, 3365–3391. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, P.; Yu, Z.; Zhang, H.; Chen, H.; Tian, Y. Progress and perspectives of in-situ optical monitoring in laser beam welding: Sensing, characterization and modeling. J. Manuf. Process. 2022, 75, 767–791. [Google Scholar] [CrossRef]
- Kong, L.; Peng, X.; Chen, Y.; Wang, P.; Xu, M. Multi-sensor measurement and data fusion technology for manufacturing process monitoring: A literature review. Int. J. Extreme Manuf. 2020, 2, 022001. [Google Scholar] [CrossRef]
- Sforza, P.; Blasiis, D. On-line optical monitoring system for arc welding. NDT E Int. 2002, 35, 37–43. [Google Scholar] [CrossRef]
- Chen, M.; Xin, L.; Zhou, Q.; He, L.; Wu, F. Effect of laser pulse on alternative current arc discharge during laser-arc hybrid welding of magnesium alloy. Opt. Laser Eng. 2018, 100, 208–215. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Pan, Q.; Mizutani, M.; Kawahito, Y.; Katayama, S. High power disk laser-metal active gas arc hybrid welding of thick high tensile strength steel plates. J. Laser Appl. 2016, 28, 012004. [Google Scholar] [CrossRef]
- Gao, X.; You, D.; Katayama, S. Infrared image recognition for seam tracking monitoring during fiber laser welding. Mechatronics 2012, 22, 370–380. [Google Scholar] [CrossRef]
- Chokkalingham, S.; Chandrasekhar, N.; Vasudevan, M. Predicting the depth of penetration and weld bead width from the infra red thermal image of the weld pool using artificial neural network modeling. J. Intell. Manuf. 2012, 23, 1995–2001. [Google Scholar] [CrossRef]
- Sreedhar, U.; Krishnamurthy, C.V.; Balasubramaniam, K.; Raghupathyc, V.D.; Ravisankarc, S. Automatic defect identification using thermal image analysis for online weld quality monitoring. J. Mater. Process. Tech. 2012, 212, 1557–1566. [Google Scholar] [CrossRef]
- Pal, K.; Pal, S.K. Monitoring of weld penetration using arc acoustics. Mater. Manuf. Process. 2011, 26, 684–693. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Influences of synergy effect between laser and arc on laser-arc hybrid welding of aluminum alloys. Opt. Laser Technol. 2019, 120, 105766. [Google Scholar] [CrossRef]
- Zhu, Z.; Ma, X.; Wang, C.; Mi, G. Modification of droplet morphology and arc oscillation by magnetic field in laser-MIG hybrid welding. Opt. Laser Eng. 2020, 131, 106138. [Google Scholar] [CrossRef]
- Tang, G.; Zhao, X.; Li, R.; Liang, Y.; Jiang, Y.; Chen, H. The effect of arc position on laser-arc hybrid welding of 12-mm-thick high strength bainitic steel. Opt. Laser Technol. 2020, 121, 105780. [Google Scholar] [CrossRef]
- Wang, L.; Gao, X.; Chen, Z. Status analysis of keyhole bottom in laser-MAG hybrid welding process. Opt. express 2018, 26, 347–355. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Hua, X.; Liao, W.; Li, F.; Wang, M. The effect of the welding direction on the plasma and metal transfer behavior of CO2 laser+ GMAW-P hybrid welding processes. Opt. Laser Eng. 2014, 58, 102–108. [Google Scholar] [CrossRef]
- Chandrasekhar, N.; Vasudevan, M.; Bhaduri, A.K.; Jayakumar, T. Intelligent modeling for estimating weld bead width and depth of penetration from infra-red thermal images of the weld pool. J. Intell. Manuf. 2015, 26, 59–71. [Google Scholar] [CrossRef]
- Pal, K.; Bhattacharya, S.; Pal, S.K. Investigation on arc sound and metal transfer modes for on-line monitoring in pulsed gas metal arc welding. J. Mater. Process. Technol. 2010, 210, 1397–1410. [Google Scholar] [CrossRef]
- Feng, Y.; Gao, X.; Zhang, Y.; Peng, C.; Gui, X.; Sun, Y.; Xiao, X. Simulation and experiment for dynamics of laser welding keyhole and molten pool at different penetration status. Int. J. Adv. Manuf. Technol. 2021, 112, 2301–2312. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Detection of imperfection formation in disk laser welding using multiple on-line measurements. J. Mater. Process. Technol. 2015, 219, 209–220. [Google Scholar] [CrossRef]
- Fan, X.; Wang, C.; Zhang, N.; Zhang, Y.; Huang, Y.; Gao, X. Evaluation of welding process stability and weld formation during laser-MIG hybrid welding. In Proceedings of the 2021 7th International Conference on Mechanical Engineering, Materials and Automation Technology (MMEAT 2021), Dali, China, 18–20 June 2021. [Google Scholar]
- Fan, X.; Gao, X.; Zhang, N.; Ye, G.; Liu, G.; Zhang, Y. Monitoring of 304 austenitic stainless-steel laser-MIG hybrid welding process based on EMD-SVM. J. Manuf. Process. 2022, 73, 736–747. [Google Scholar] [CrossRef]
- Frostevarg, J. Factors affecting weld root morphology in laser keyhole welding. Opt. Laser Eng. 2018, 101, 89–98. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameters | Laser Power/kW | Current/A | Voltage/V |
|---|---|---|---|
| No. 1 (non-penetration) | 2 | 150 | 18 |
| No. 2 (partial penetration) | 2.5 | 120 | 16 |
| No. 3 (normal penetration) | 3 | 150 | 18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, X.; Gao, X.; Huang, Y.; Zhang, Y. Online Detection of Keyhole Status in a Laser-MIG Hybrid Welding Process. Metals 2022, 12, 1446. https://doi.org/10.3390/met12091446
Fan X, Gao X, Huang Y, Zhang Y. Online Detection of Keyhole Status in a Laser-MIG Hybrid Welding Process. Metals. 2022; 12(9):1446. https://doi.org/10.3390/met12091446
Chicago/Turabian StyleFan, Xi’an, Xiangdong Gao, Yuhui Huang, and Yanxi Zhang. 2022. "Online Detection of Keyhole Status in a Laser-MIG Hybrid Welding Process" Metals 12, no. 9: 1446. https://doi.org/10.3390/met12091446
APA StyleFan, X., Gao, X., Huang, Y., & Zhang, Y. (2022). Online Detection of Keyhole Status in a Laser-MIG Hybrid Welding Process. Metals, 12(9), 1446. https://doi.org/10.3390/met12091446