
Microstructural Evolution of the TLP Joints of RAFM Steel during Aging and Creep

Abstract
:1. Introduction
2. Experiments Details
3. Results and Discussion
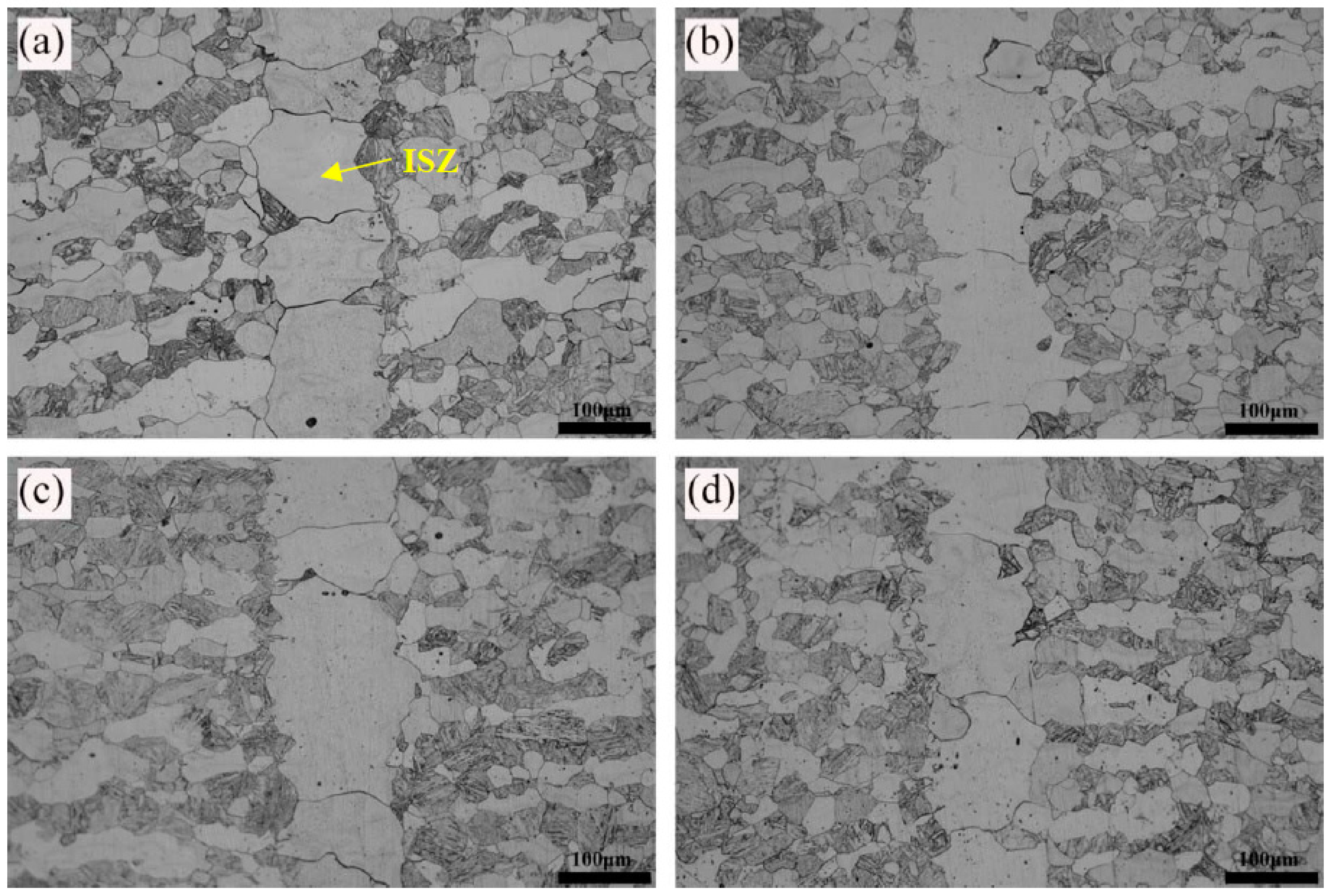
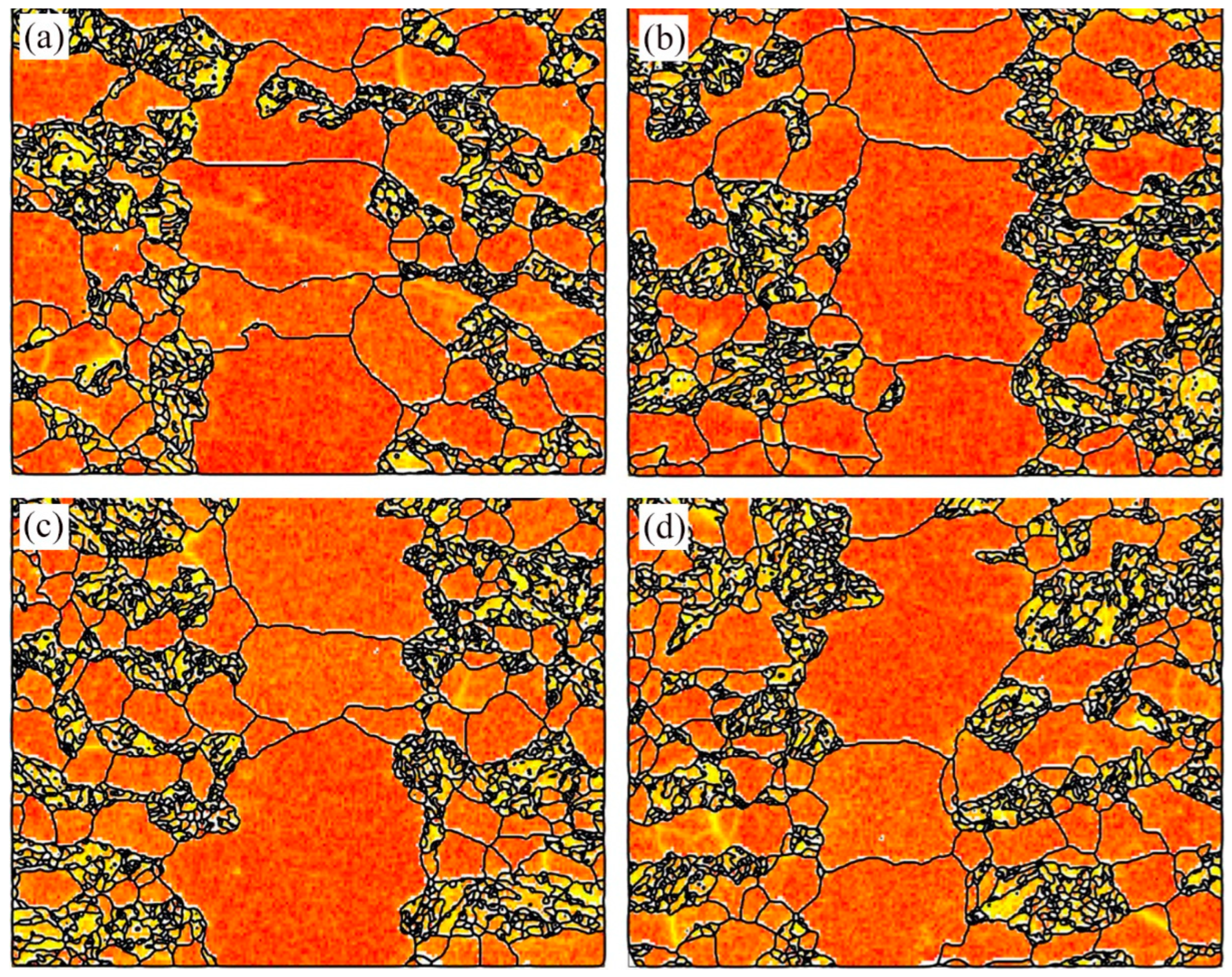
3.1. Microstructural Evolution of TLP Joints during Aging
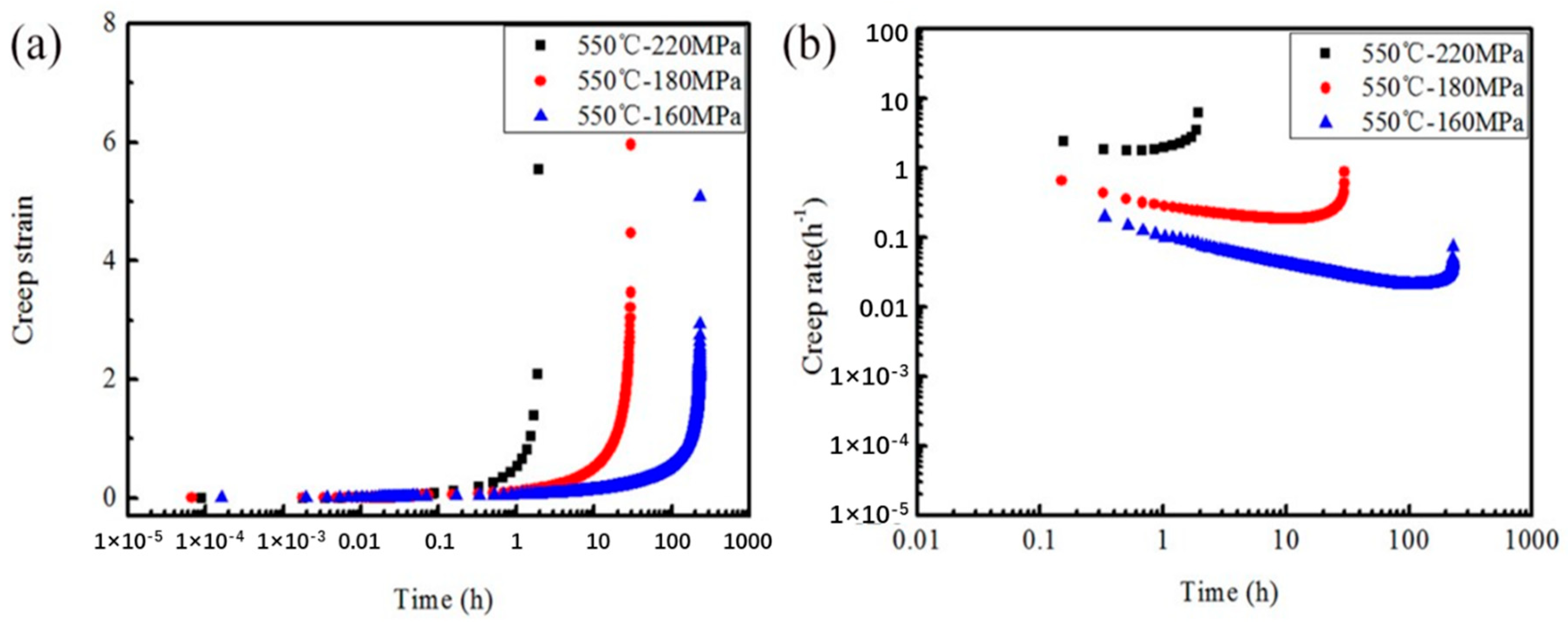
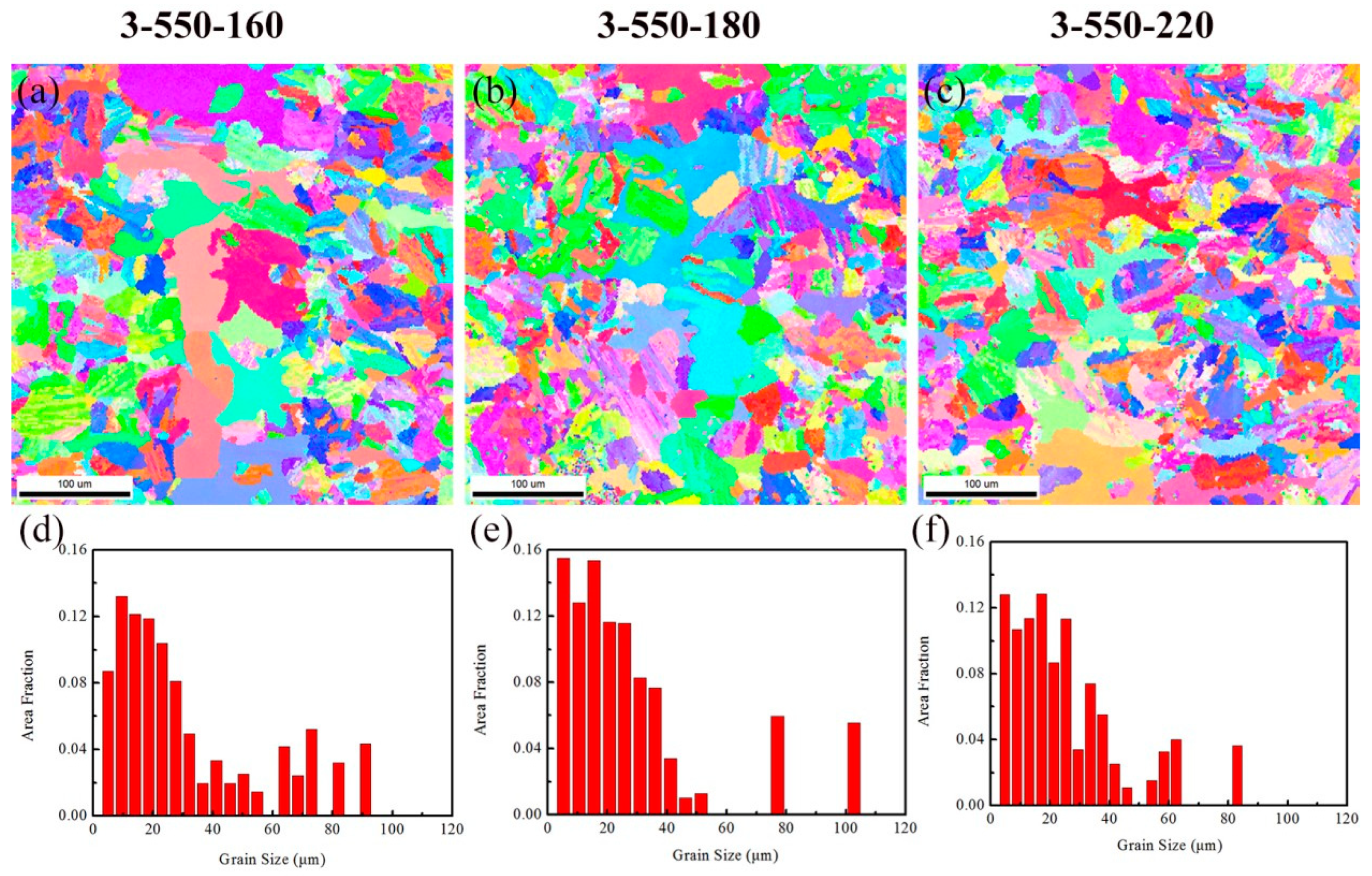
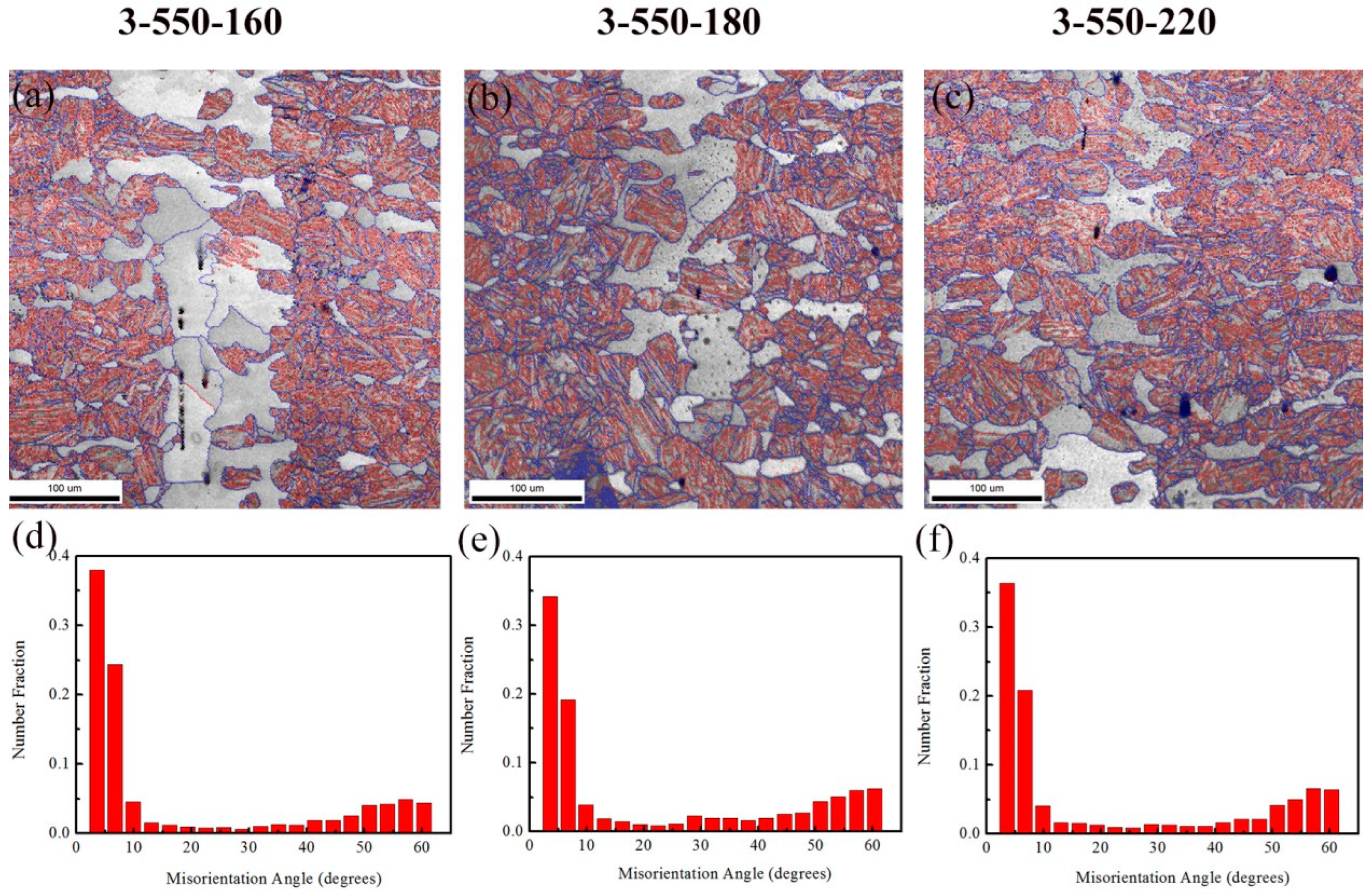
3.2. Creep Behaviors and Microstructural Evolution of TLP Joints during Creep
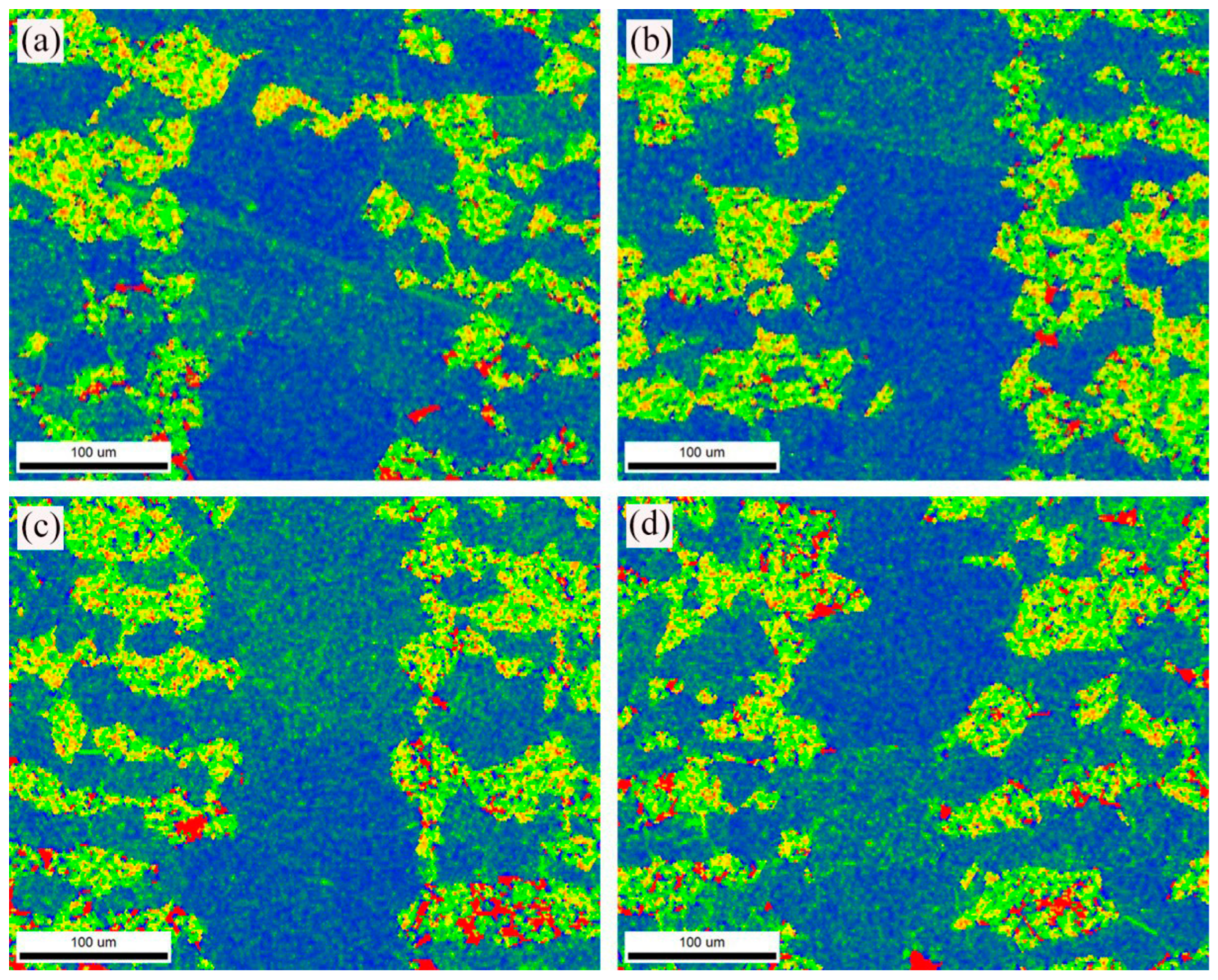
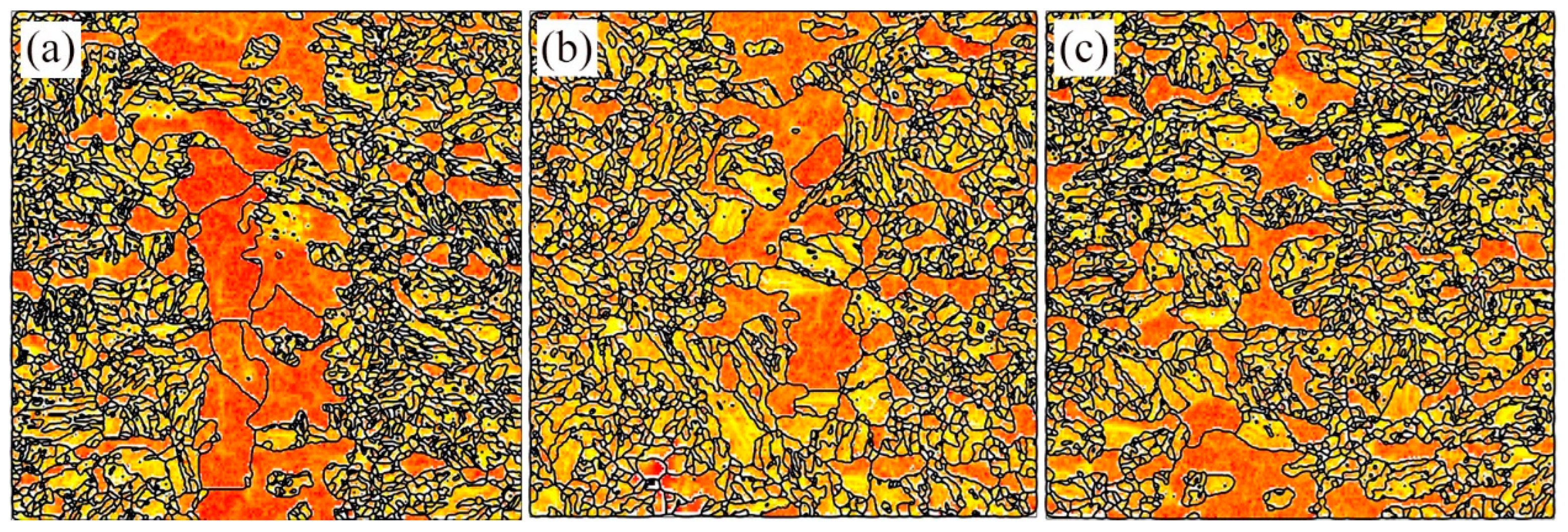
3.3. Effect of Stress Loading on the Microstructural Evolution of TLP Joints
4. Conclusions
- (1)
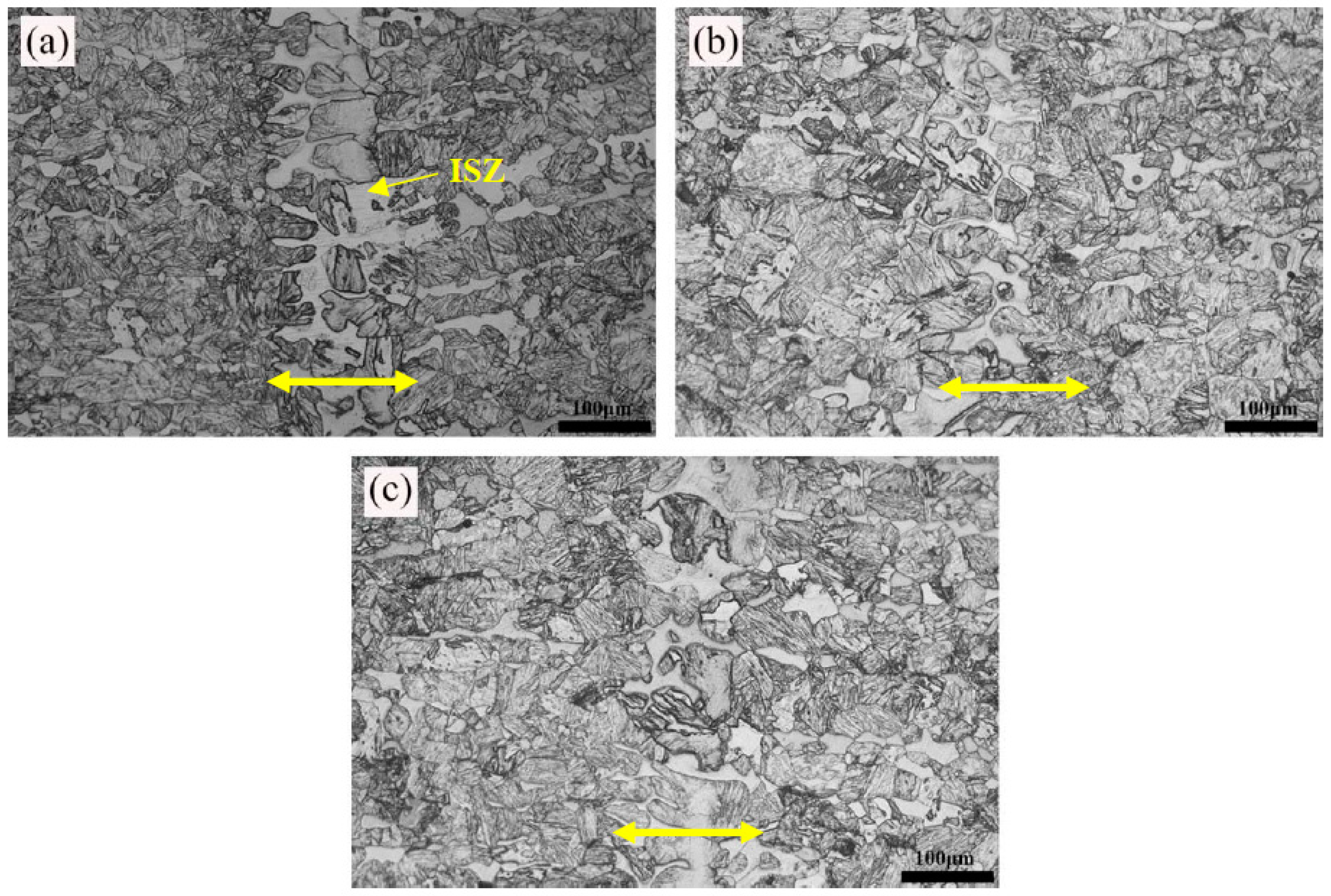
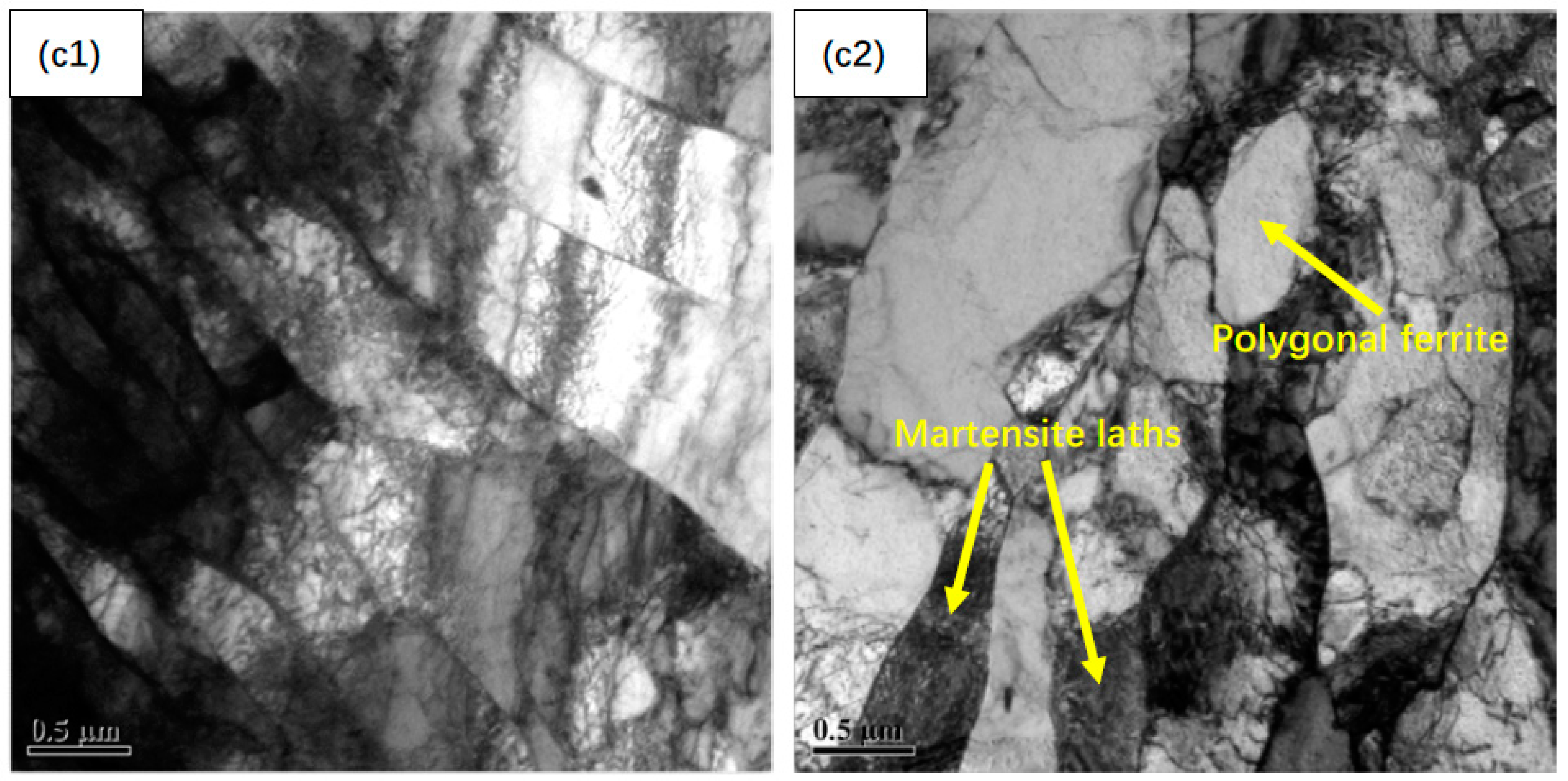
- During the high-temperature creep process, the base material area is the weakest part of the TLP joint for RAFM steel. the stress load is the main factor leading to recovery and grain-refinement in the weld zone. The microstructure of the weld zone changed from large-sized ferrite to a mixed microstructure of ferrite and martensite with the increase of creep stress.
- (2)
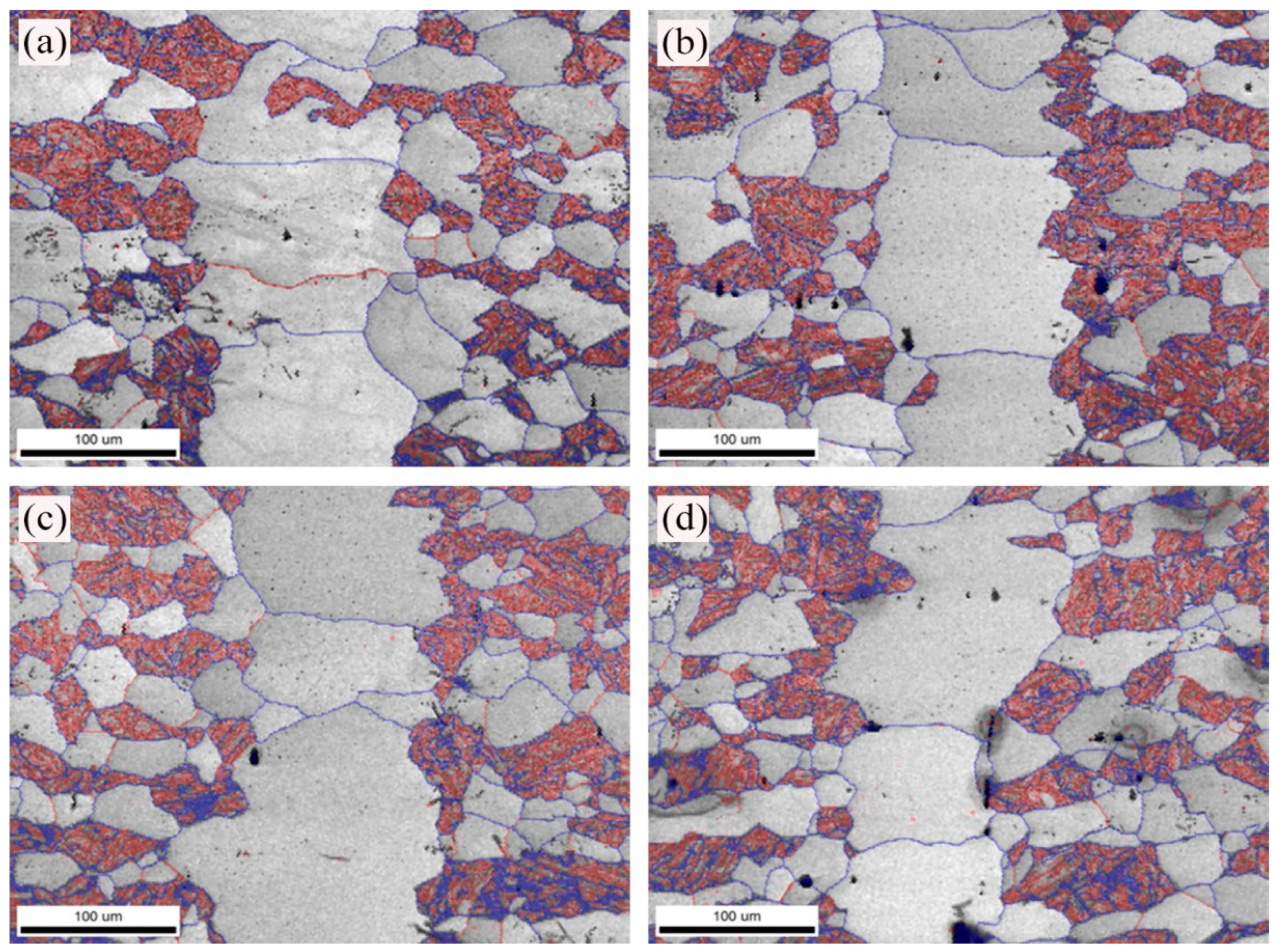
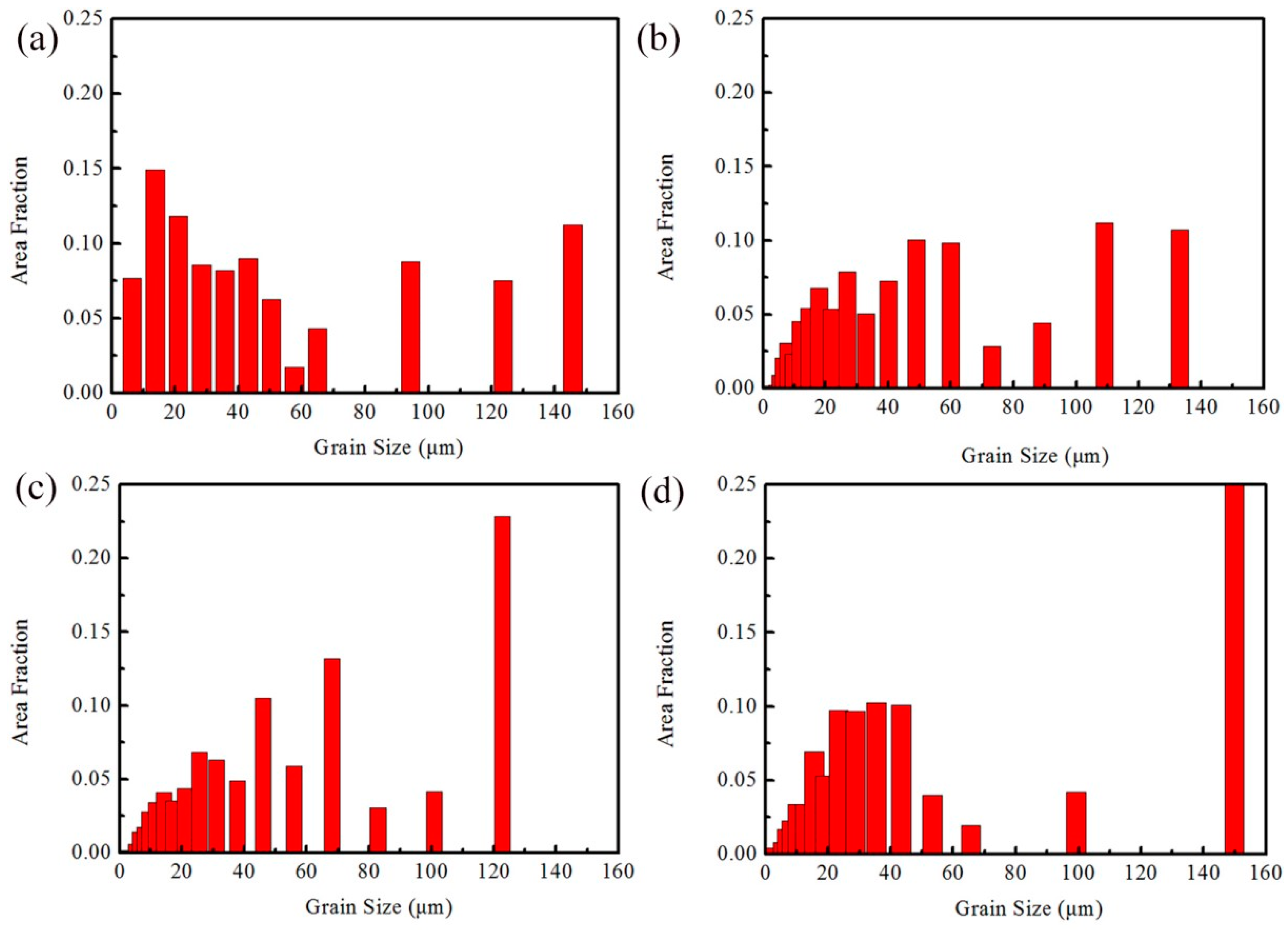
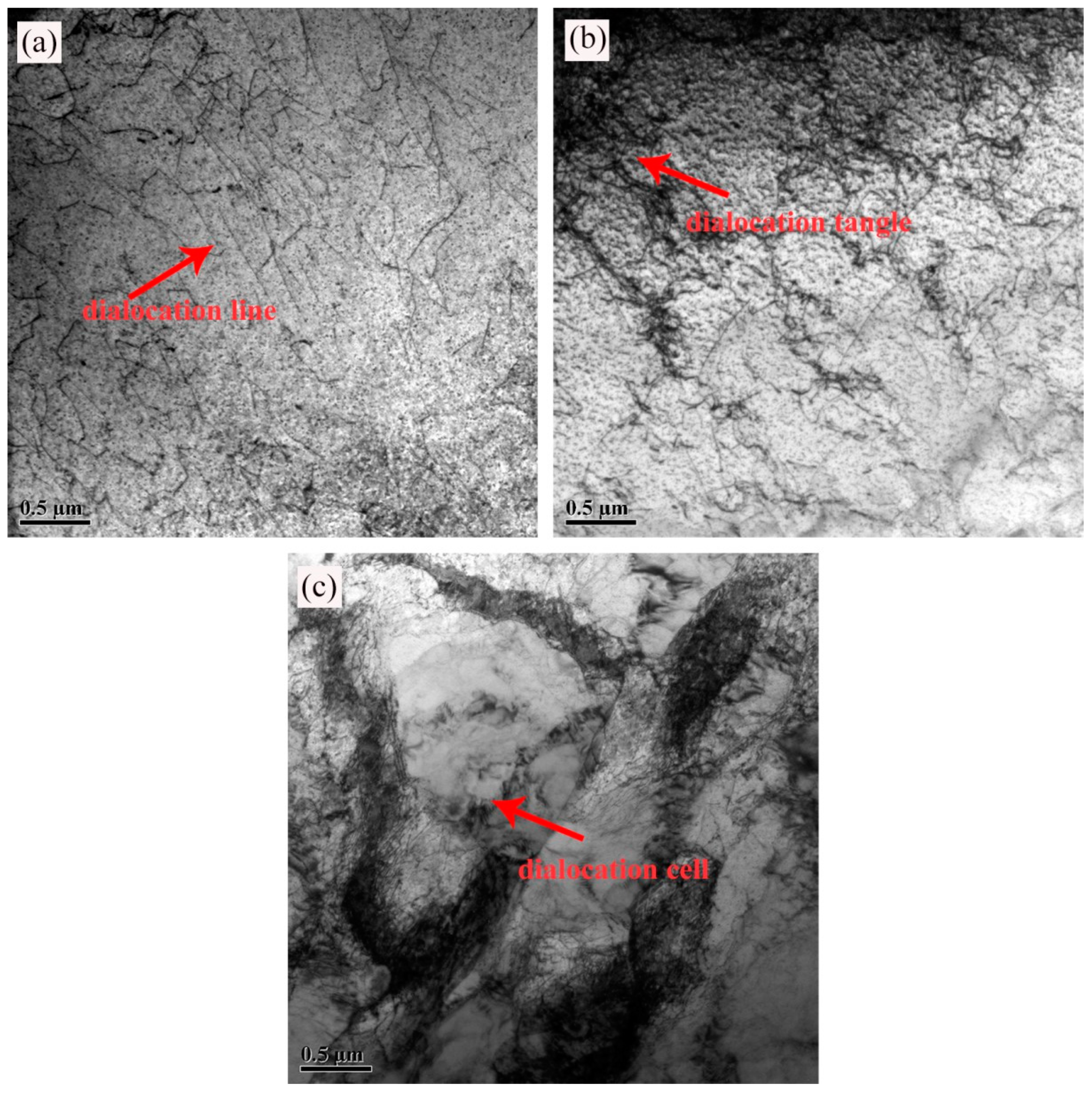
- With increases in the stress level, the grains in the weld zone were refined, and the dislocation density increased.
- (3)
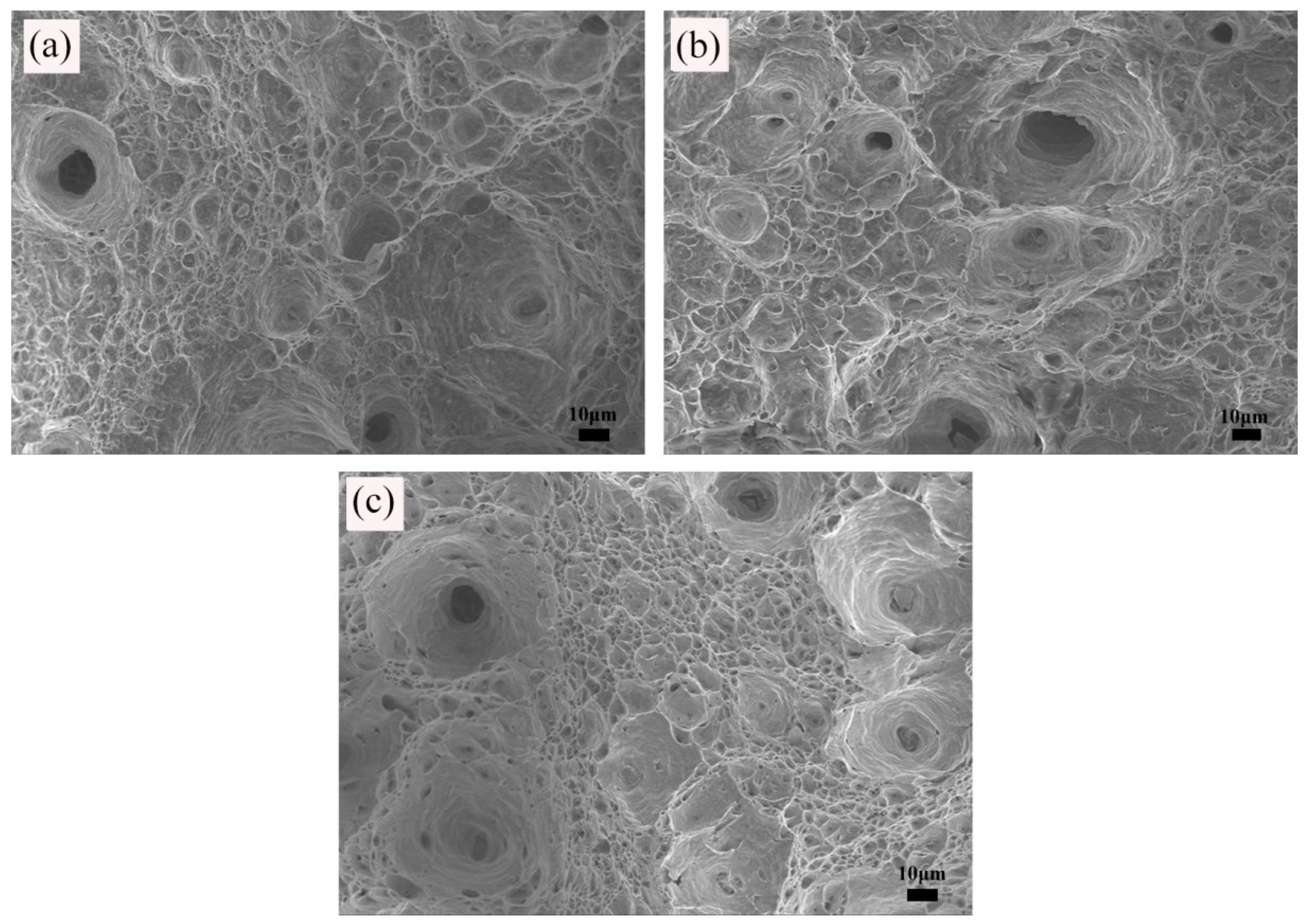
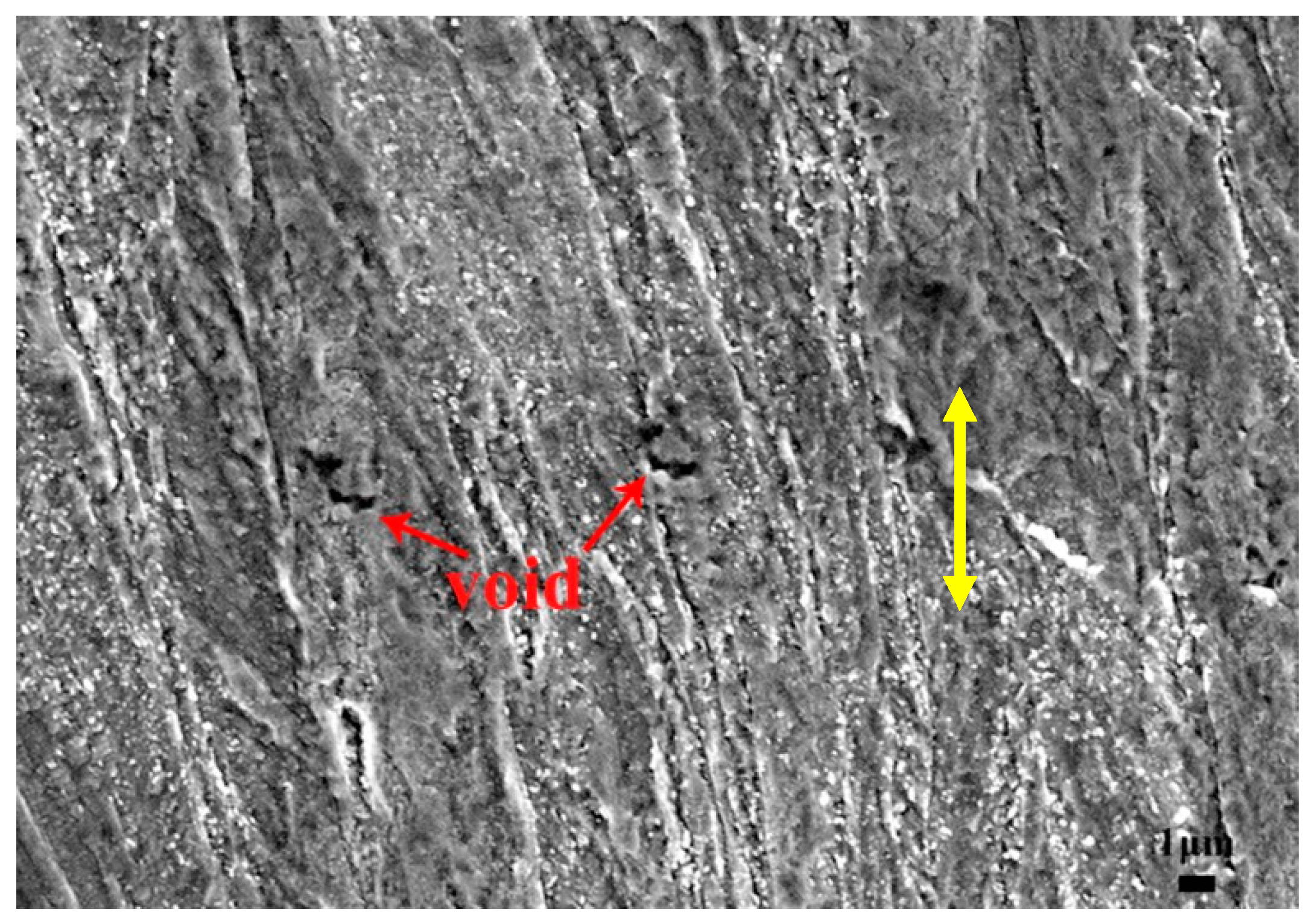
- The creep-fracture mechanism of TLP joints for RAFM steel is micro-void accumulation fracture. Micro-voids are mainly nucleated near M23C6 carbides on the martensite-lath boundaries and the prior austenite grain-boundaries, forming microcracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, C.; Mao, C.; Cui, L.; Zhou, X.; Yu, L.; Liu, Y. Recent Progress in Microstructural Control and Solid-State Welding of Reduced Activation Ferritic/Martensitic Steels. Acta Metall. Sin. 2021, 57, 1521–1538. [Google Scholar]
- Huang, Q.; Baluc, N.; Dai, Y.; Jitsukawa, S.; Kimura, A.; Konys, J.; Kurtz, R.J.; Lindau, R.; Muroga, T.; Odette, G.R.; et al. Recent progress of R&D activities on reduced activation ferritic/martensitic steels. J. Nucl. Mater. 2013, 442, S2–S8. [Google Scholar]
- Qiu, G.-X.; Zhan, D.-P.; Cao, L.; Jiang, Z.-H. Review on development of reduced activated ferritic/martensitic steel for fusion reactor. J. Iron Steel Res. Int. 2022, 29, 1343–1356. [Google Scholar] [CrossRef]
- Xia, L.-D.; Chen, H.; Yang, Z.-G.; Zhang, C. Experimental and theoretical analysis of equilibrium segregation and radiation-induced segregation of Cr at grain boundaries in a reduced activation ferritic/martensitic (RAFM) steel. J. Iron Steel Res. Int. 2021, 28, 445–452. [Google Scholar] [CrossRef]
- Tanigawa, H.; Shiba, K.; Sakasegawa, H.; Hirose, T.; Jitsukawa, S. Technical issues related to the development of reduced-activation ferritic/martensitic steels as structural materials for a fusion blanket system. Fusion Eng. Des. 2011, 86, 2549–2552. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Z.; Liu, Y.; Li, W.; Liu, C.; Li, H. Diffusion Bonding of 9Cr Martensitic/Ferritic Heat-Resistant Steels with an Electrodeposited Ni Interlayer. Metals 2018, 8, 1012. [Google Scholar] [CrossRef] [Green Version]
- Cardella, A.; Rigal, E.; Bedel, L.; Bucci, P.; Fiek, J.; Forest, L. The manufacturing technologies of the European breeding blankets. J. Nucl. Mater. 2004, 329, 133–140. [Google Scholar] [CrossRef]
- Liu, C.; Gao, Y.; Li, X.; Li, W.; Gan, K. Study on microstructure and mechanical property of linear friction welding on 9Cr reduced activation ferrite/martensite steel. J. Nucl. Mater. 2020, 531, 152011. [Google Scholar] [CrossRef]
- Muroga, T.; Gasparotto, M.; Zinkle, S. Overview of materials research for fusion reactors. Fusion Eng. Des. 2002, 61, 13–25. [Google Scholar] [CrossRef]
- Mao, C.; Liu, C.; Yu, L.; Liu, Y. Developing of containing Ta, Zr reduced activation ferritic/martensitic (RAFM) steel with excellent creep property. Mater. Sci. Eng. A 2022, 851, 143625. [Google Scholar] [CrossRef]
- Chen, Z.-Y.; Chen, Z.-Z.; Kou, D.-X.; Li, Y.-Q.; Ma, Y.-L.; Li, Y.-M. Evolution of microstructure in reheated coarse-grained zone of G115 novel martensitic heat-resistant steel. J. Iron Steel Res. Int. 2022, 29, 327–338. [Google Scholar] [CrossRef]
- Chen, J.; Liu, Y.; Xiao, Y.; Liu, Y.; Liu, C.; Li, H. Improvement of High-Temperature Mechanical Properties of Low-Carbon RAFM Steel by MX Precipitates. Acta Metall. Sin. 2018, 31, 706–712. [Google Scholar] [CrossRef] [Green Version]
- Zhong, B.; Huang, B.; Li, C.; Liu, S.; Xu, G.; Zhao, Y.; Huang, Q. Creep deformation and rupture behavior of CLAM steel at 823 K and 873 K. J. Nucl. Mater. 2014, 455, 640–644. [Google Scholar] [CrossRef]
- Falat, L.; Čiripová, L.; Kepič, J.; Buršík, J.; Podstranská, I. Correlation between microstructure and creep performance of martensitic/austenitic transition weldment in dependence of its post-weld heat treatment. Eng. Fail. Anal. 2014, 40, 141–152. [Google Scholar] [CrossRef]
- Cook, G.O.; Sorensen, C.D. Overview of transient liquid phase and partial transient liquid phase bonding. J. Mater. Sci. 2011, 46, 5305–5323. [Google Scholar] [CrossRef] [Green Version]
- AlHazaa, A.; Haneklaus, N. Diffusion bonding and transient liquid phase (TLP) bonding of type 304 and 316 austenitic stainless steel—A review of similar and dissimilar material joints. Metals 2020, 10, 613. [Google Scholar] [CrossRef]
- Zhang, Y.; Feng, D.; He, Z.-Y.; Chen, X.-C. Progress in joining ceramics to metals. J. Iron Steel Res. Int. 2006, 13, 1–5. [Google Scholar] [CrossRef]
- Wang, G.; Sun, Y.; Wang, X.; Liu, J.; Liu, J.; Li, J.; Yu, J.; Zhou, Y.; Jin, T.; Sun, X.; et al. Microstructure evolution and mechanical behavior of Ni-based single crystal superalloy joint brazed with mixed powder at elevated temperature. J. Mater. Sci. Technol. 2017, 33, 1219–1226. [Google Scholar] [CrossRef]
- Di Luozzo, N.; Boudard, M.; Doisneau, B.; Fontana, M.; Arcondo, B. Transient liquid phase bonding of carbon steel tubes using a Cu interlayer: Characterization and comparison with amorphous Fe–B–Si interlayer bonds. J. Alloys Compd. 2014, 615, S13–S17. [Google Scholar] [CrossRef]
- Chen, S.; Tang, H.; Jing, X. Transient liquid-phase bonding of T91 steel pipes using amorphous foil. Mater. Sci. Eng. A 2009, 499, 114–117. [Google Scholar] [CrossRef]
- Gale, W.F.; Butts, D. Transient liquid phase bonding. Sci. Technol. Weld. Join. 2004, 9, 283–300. [Google Scholar] [CrossRef]
- Khakian, M.; Nategh, S.; Mirdamadi, S. Effect of bonding time on the microstructure and isothermal solidification completion during transient liquid phase bonding of dissimilar nickel-based superalloys IN738LC and Nimonic 75. J. Alloys Compd. 2015, 653, 386–394. [Google Scholar] [CrossRef]
- Liu, J.-D.; Jin, T.; Li, W.; Sun, X.-F.; Guan, H.-R.; Hu, Z.-Q. Creep fracture mechanism of TLP joint of a Ni-base single crystal superalloy. J. Alloys Compd. 2008, 457, 185–190. [Google Scholar] [CrossRef]
- Wang, X.; Xu, Q.; Yu, S.-M.; Liu, H.; Hu, L.; Ren, Y.-Y. Laves-phase evolution during aging in fine grained heat-affected zone of a tungsten-strengthened 9% Cr steel weldment. J. Mater. Processing Technol. 2015, 219, 60–69. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, J.; Xu, G. Effects of thermal aging on microstructure and hardness of China low activation martensitic steel welded joint. Nucl. Eng. Des. 2016, 305, 666–671. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Liu, Y.; Wang, Z.; Liu, C.; Li, H. Homogenization stage during TLP bonding of RAFM steel with a Fe–Si–B interlayer: Microstructure evolution and mechanical properties. Mater. Sci. Eng. A 2020, 780, 139205. [Google Scholar] [CrossRef]
- Chunfang, W.; Maoqiu, W.; Jie, S.; Weijun, H.; Han, D. Effect of microstructure refinement on the strength and toughness of low alloy martensitic steel. J. Mater. Sci. Technol. 2007, 23, 659. [Google Scholar]
- Karthikeyan, T.; Paul, V.T.; Saroja, S.; Moitra, A.; Sasikala, G.; Vijayalakshmi, M. Grain refinement to improve impact toughness in 9Cr–1Mo steel through a double austenitization treatment. J. Nucl. Mater. 2011, 419, 256–262. [Google Scholar] [CrossRef]
- Divya, M.; Das, C.R.; Albert, S.K.; Goyal, S.; Ganesh, P.; Kaul, R.; Swaminathan, J.; Murty, B.S.; Kukreja, L.M.; Bhaduri, A.K. Influence of welding process on Type IV cracking behavior of P91 steel. Mater. Sci. Eng. A 2014, 613, 148–158. [Google Scholar] [CrossRef]
- Kim, B.-N.; Hiraga, K. Simulation of diffusional creep accompanied by grain growth in two-dimensional polycrystalline solids. Acta Mater. 2000, 48, 4151–4159. [Google Scholar] [CrossRef]
- Haslam, A.; Yamakov, V.; Moldovan, D.; Wolf, D.; Phillpot, S.; Gleiter, H. Effects of grain growth on grain-boundary diffusion creep by molecular-dynamics simulation. Acta Mater. 2004, 52, 1971–1987. [Google Scholar] [CrossRef]
- Sun, W.; Li, X.; Chen, M.; Ding, R.; Qiao, Z.; Wang, Z.; Liu, C.; Liu, Y. Effect of post bonding heat treatment on the local strain evolution of transient liquid phase bonded RAFM steel. Mater. Sci. Eng. A 2022, 840, 143008. [Google Scholar] [CrossRef]
- Chen, J.-G.; Liu, Y.-C.; Liu, C.-X.; Yan, B.-Y.; Li, H.-J. Effects of tantalum on austenitic transformation kinetics of RAFM steel. J. Iron Steel Res. Int. 2017, 24, 705–710. [Google Scholar] [CrossRef]
- Plesiutschnig, E.; Beal, C.; Sommitsch, C.; Paul, S.; Zeiler, G. Ferritic phase transformation to improve creep properties of martensitic high Cr steels. Scr. Mater. 2016, 122, 98–101. [Google Scholar] [CrossRef]
- Han, W.; Kimura, A.; Tsuda, N.; Serizawa, H.; Chen, D.; Je, H.; Fujii, H.; Ha, Y.; Morisada, Y.; Noto, H. Effects of mechanical force on grain structures of friction stir welded oxide dispersion strengthened ferritic steel. J. Nucl. Mater. 2014, 455, 46–50. [Google Scholar] [CrossRef]
- Schlacher, C.; Pelzmann, T.; Beal, C.; Sommitsch, C.; Gupta, C.; Toda, H.; Mayr, P. Investigation of creep damage in advanced martensitic chromium steel weldments using synchrotron X-ray micro-tomography and EBSD. Mater. Sci. Technol. 2015, 31, 516–521. [Google Scholar] [CrossRef]
- Shirazi, H.; Miyamoto, G.; Nedjad, S.H.; Chiba, T.; Ahmadabadi, M.N.; Furuhara, T. Microstructure evolution during austenite reversion in Fe-Ni martensitic alloys. Acta Mater. 2018, 144, 269–280. [Google Scholar] [CrossRef]
- El-Desoky, O.; Abd El-Azim, M.; ElKossy, M. Analysis of creep behavior of welded joints of P91 steel at 600 C. Int. J. Press. Vessel. Pip. 2019, 171, 145–152. [Google Scholar] [CrossRef]
- Ariza-Echeverri, E.A.; Masoumi, M.; Nishikawa, A.S.; Mesa, D.; Marquez-Rossy, A.; Tschiptschin, A.P. Development of a new generation of quench and partitioning steels: Influence of processing parameters on texture, nanoindentation, and mechanical properties. Mater. Des. 2020, 186, 108329. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Schmauder, S.; Raabe, D.; Ziaei-Rad, S.; Weber, U.; Calcagnotto, M. Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels. Acta Mater. 2011, 59, 4387–4394. [Google Scholar] [CrossRef]
- Kundu, A.; Field, D.P.; Chakraborti, P.C. Influence of strain amplitude on the development of dislocation structure during cyclic plastic deformation of 304 LN austenitic stainless steel. Mater. Sci. Eng. A 2019, 762, 138090. [Google Scholar] [CrossRef]
- Mazaheri, Y.; Jahanara, A.H.; Sheikhi, M.; Kalashami, A.G. High strength-elongation balance in ultrafine grained ferrite-martensite dual phase steels developed by thermomechanical processing. Mater. Sci. Eng. A 2019, 761, 138021. [Google Scholar] [CrossRef]
- Ho, H.S.; Sun, L.; Liu, K.; Niu, P.; Zhang, E. Microstructural evolution and strain hardening behavior of AISI 316L type austenitic stainless steel. Int. J. Mater. Res. 2018, 110, 287–296. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | W | Mn | Si | V | Ta | B | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| RAFM steel | 0.04 | 8.93 | 1.71 | 0.44 | 0.04 | 0.22 | 0.073 | - | Bal |
| Fe-Si-B interlayer | - | - | - | - | 5.29 | - | - | 3.00 | Bal |
| Aging Time | 0 h | 5 h | 20 h | 100 h | 500 h |
| Average grain-size | 51 | 55 | 56 | 60 | 65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, K.; Li, W.; Ding, R.; Liu, C. Microstructural Evolution of the TLP Joints of RAFM Steel during Aging and Creep. Metals 2022, 12, 1333. https://doi.org/10.3390/met12081333
Liu K, Li W, Ding R, Liu C. Microstructural Evolution of the TLP Joints of RAFM Steel during Aging and Creep. Metals. 2022; 12(8):1333. https://doi.org/10.3390/met12081333
Chicago/Turabian StyleLiu, Kun, Wenchao Li, Ran Ding, and Chenxi Liu. 2022. "Microstructural Evolution of the TLP Joints of RAFM Steel during Aging and Creep" Metals 12, no. 8: 1333. https://doi.org/10.3390/met12081333
APA StyleLiu, K., Li, W., Ding, R., & Liu, C. (2022). Microstructural Evolution of the TLP Joints of RAFM Steel during Aging and Creep. Metals, 12(8), 1333. https://doi.org/10.3390/met12081333