
A Review on Fabrication of Cylindrical and Rotating Parts by Thermoelectric-Erosion Based Turning Processes



Abstract
:1. Introduction
1.1. Selection of Materials for Turning Operation
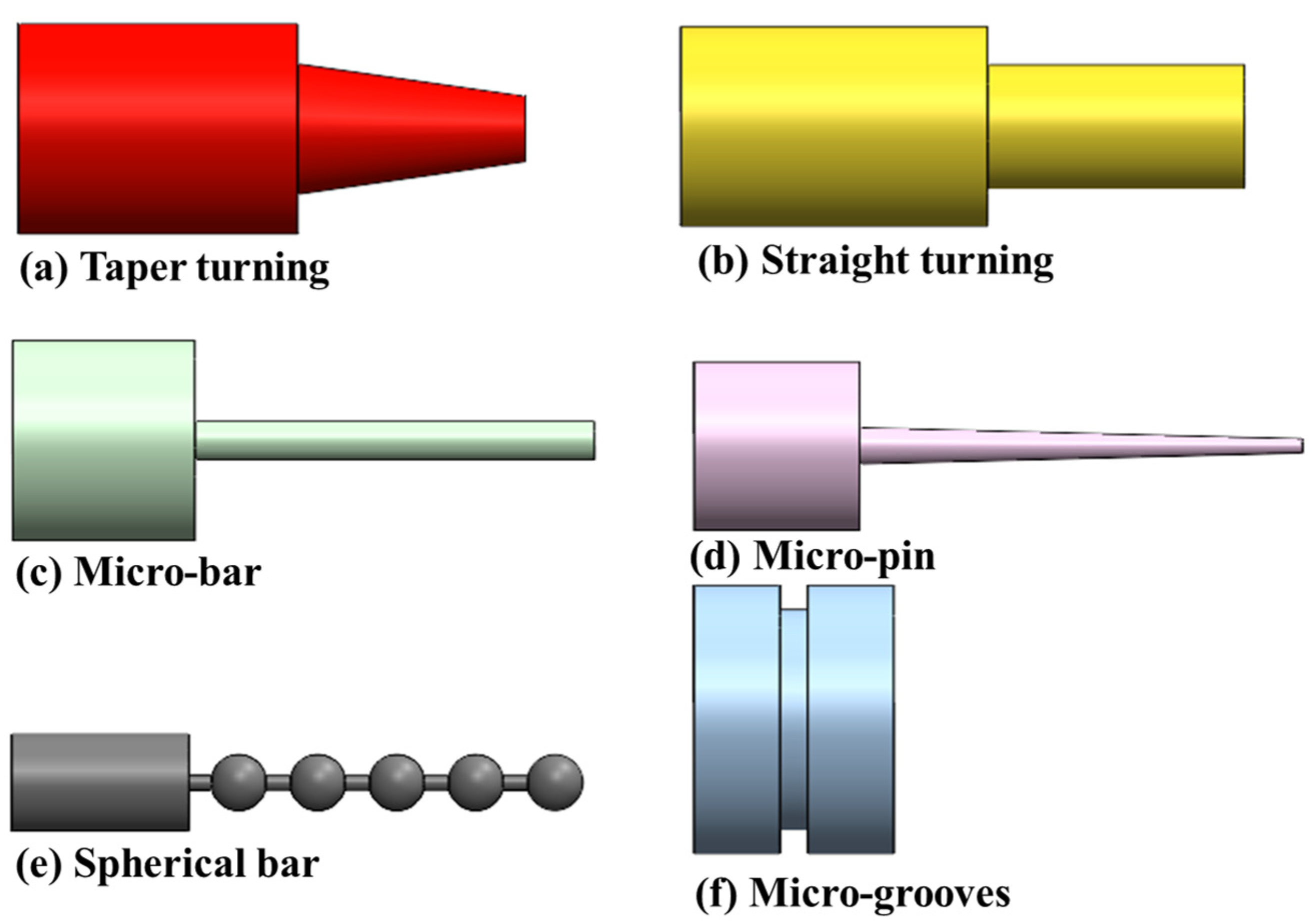
1.2. Methods of Turning Cylindrical Bars
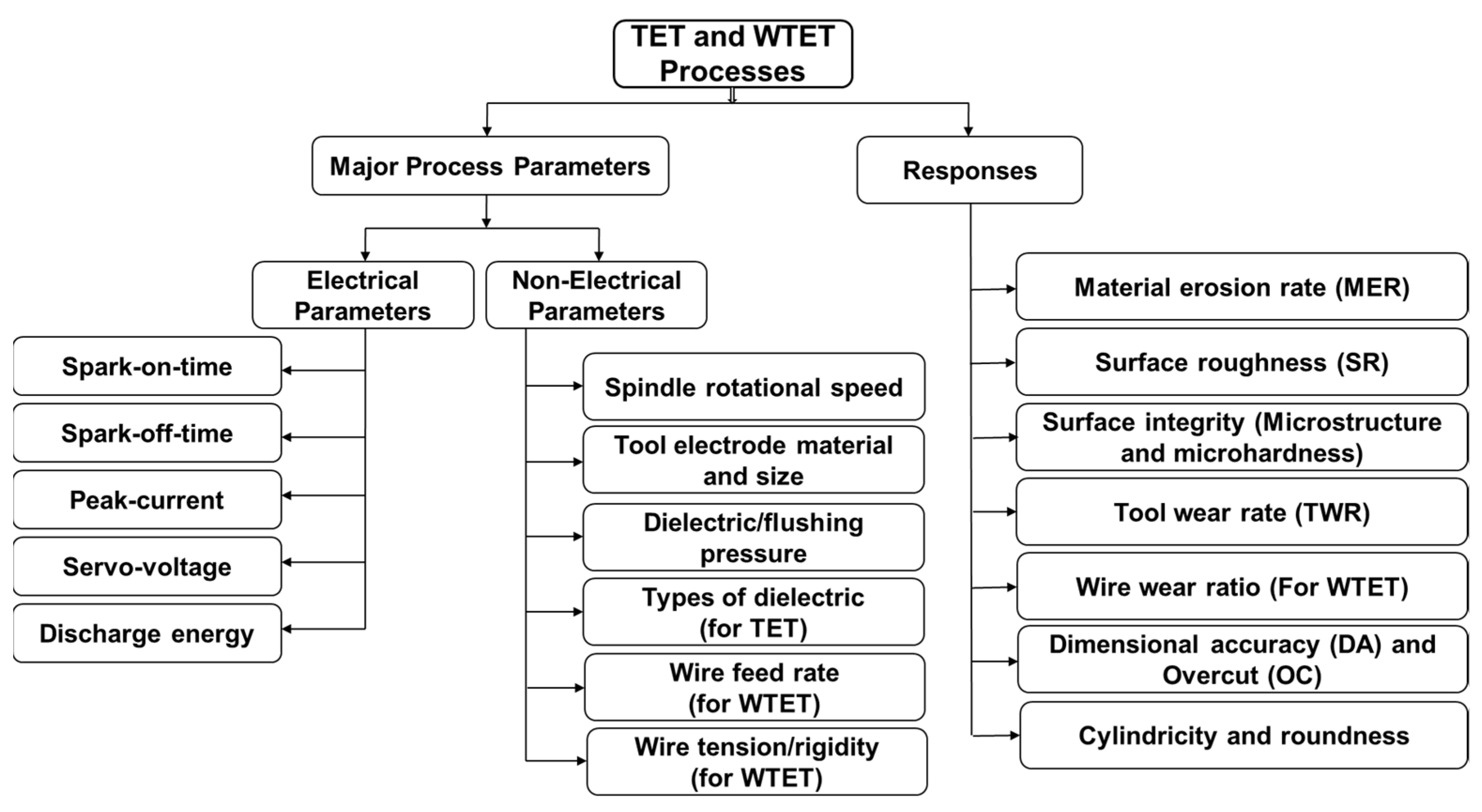
1.3. Process Parameters of Thermoelectric-Erosion Based Turning Processes
1.4. Limitations of Thermoelectric-Erosion Based Turning Processes
2. Review of Previous Research Work on Thermoelectric-Erosion Based Turning Processes
2.1. Review of Previous Research Work on Thermoelectric-Erosion Turning (TET)
2.2. Review of Previous Research Work on Wire-Assisted Thermoelectric-Erosion Turning (WTET)
3. Conclusions
- [i]
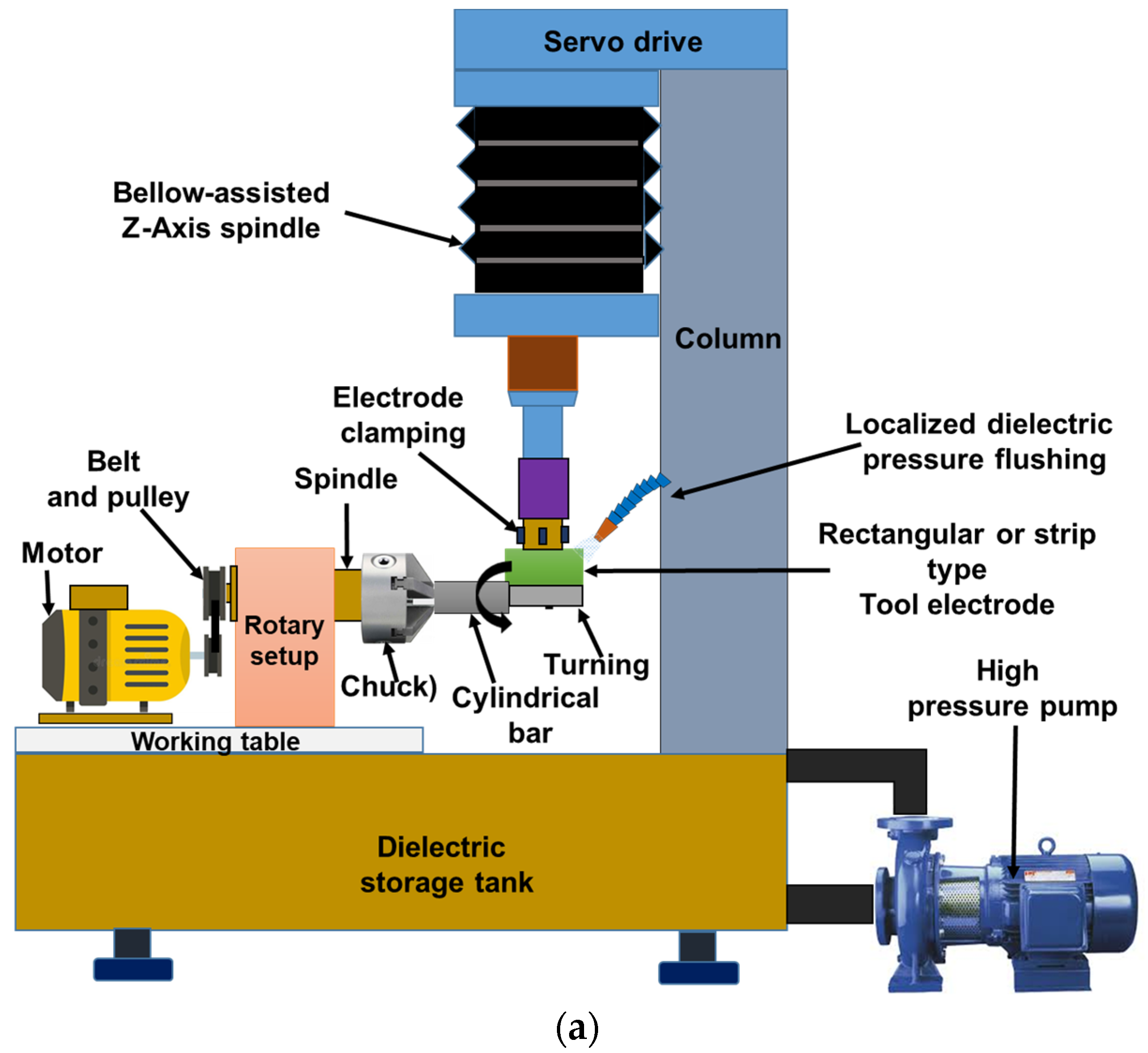
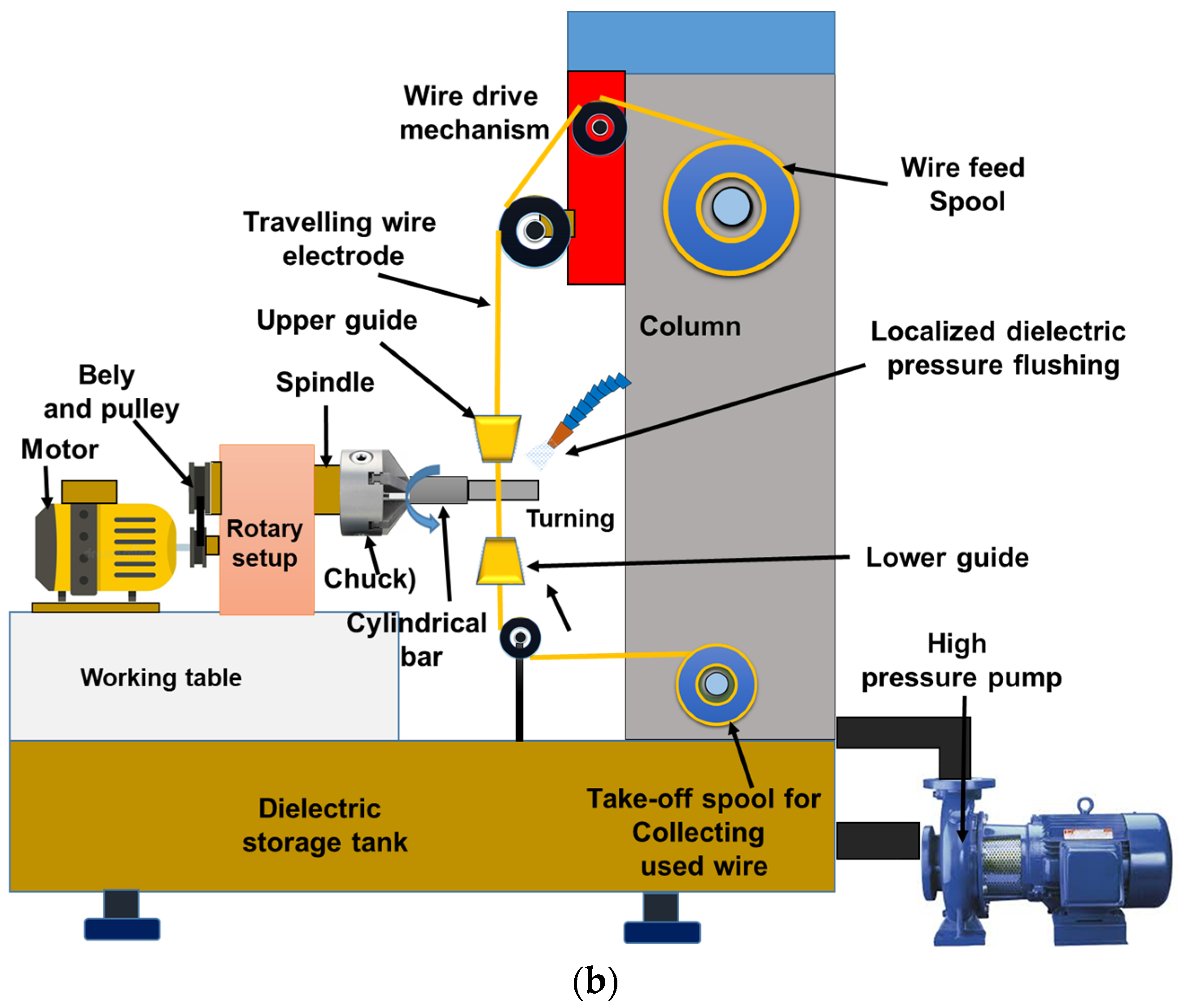
- Previous work revealed that almost researchers used a belt-driven rotary spindle attached with a chuck or collet to hold the cylindrical workpiece firmly at a rotating speed to perform turning operation by WTEM processes.
- [ii]
- Most of the previous work is performed on turning the solid circular bars only.
- [iii]
- Most of the work has been performed on turning the circular bar by WTET and very little work has been performed on turning by the TET process.
- [iv]
- Higher MER and non-breaking rectangular electrodes are major advantages of the TET process.
- [v]
- TET has the potential to produce groove and turning operation on long machining length without breakage of tool electrode.
- [vi]
- WTET can produce good quality miniature parts on cylindrical bars from difficult-to-machine materials.
- [vii]
- The past research is mostly limited to the investigation of the material erosion rate and surface roughness during turning by TET and WTET.
- [viii]
- Limited work has been conducted on modeling and optimization of TET and WTET process parameters for enhancement in quality, productivity, and sustainability.
4. Future Research Directions
- [i]
- Development of a rotary table that should have a varying range of rotational speed facilitating TET and WTET of cylindrical parts.
- [ii]
- Investigations on energy consumption and consumption of consumables by TET and WTET processes.
- [iii]
- Exploring TET and WTET to perform micro to meso-sized taper turning on difficult-to-machine-materials.
- [iv]
- Investigating stepped turning on difficult-to-machine materials by TET and WTET.
- [v]
- Exploring the effect of assistance of magnetic field and vibrations on the performance of the WTET process during turning.
- [vi]
- Improving productivity and sustainability of the TET and WTET process by optimization and life cycle analysis.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| TET | Thermoelectric-erosion turning |
| WTET | Wire-assisted thermoelectric-erosion turning |
| Son | Spark-on-time |
| Soff | Spark-off-time |
| Pc | Peak-current |
| GV | Servo-voltage |
| DE | Discharge energy |
| WFR | Wire feed rate |
| WR | Wire rigidity |
| WP | Flushing pressure |
| SRS | Spindle rotational speed |
| MER | Material erosion rate |
| SR | Surface roughness |
| TER | Tool erosion rate |
| WWR | Wire wear ratio |
| SQ | Surface quality |
| SI | Surface integrity |
| DA | Dimensional accuracy |
| OC | Overcut |
| RL | Recast layer |
| RLT | Recast layer thickness |
| SEM | Scanning electron microscope |
| XRD | X-ray Powder Diffraction |
| DoE | Design of Experiments |
| DTM | Difficult-to-machine |
| HAR | High-aspect-ratio |
| OA | Orthogonal array |
| CCD | Central composite design |
| RSM | Response surface methodology |
| ANOVA | Analysis of variance |
| FFD | Full factorial design |
| GRA | Grey relational analysis |
| RA | Regression analysis |
| DFA | Desirability function analysis |
| S/N | Signal-to-noise |
| DOC | Depth of cut |
| TD | Turning diameter |
| TL | Turning length |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Researchers (Year) [Ref. no.] | Turning Specifications | Workpiece, Tool Electrode, and Dielectric | Process Parameters | Responses | Key Findings/Remarks |
|---|---|---|---|---|---|
| Azhiri et al. (2020) [22] | Meso-sized turning Type: Grooves | AISI D2 round bar (ϕ: 20 mm; L: 200 mm); Electrode: copper (L30 × W30 × T6 in mm) | Magnetic flux density, PC, Pulse duration, and SRS | RLT, SR, and Micro-hardness |
|
| Gohil and Puri (2015) [23] | - | - | - | - |
|
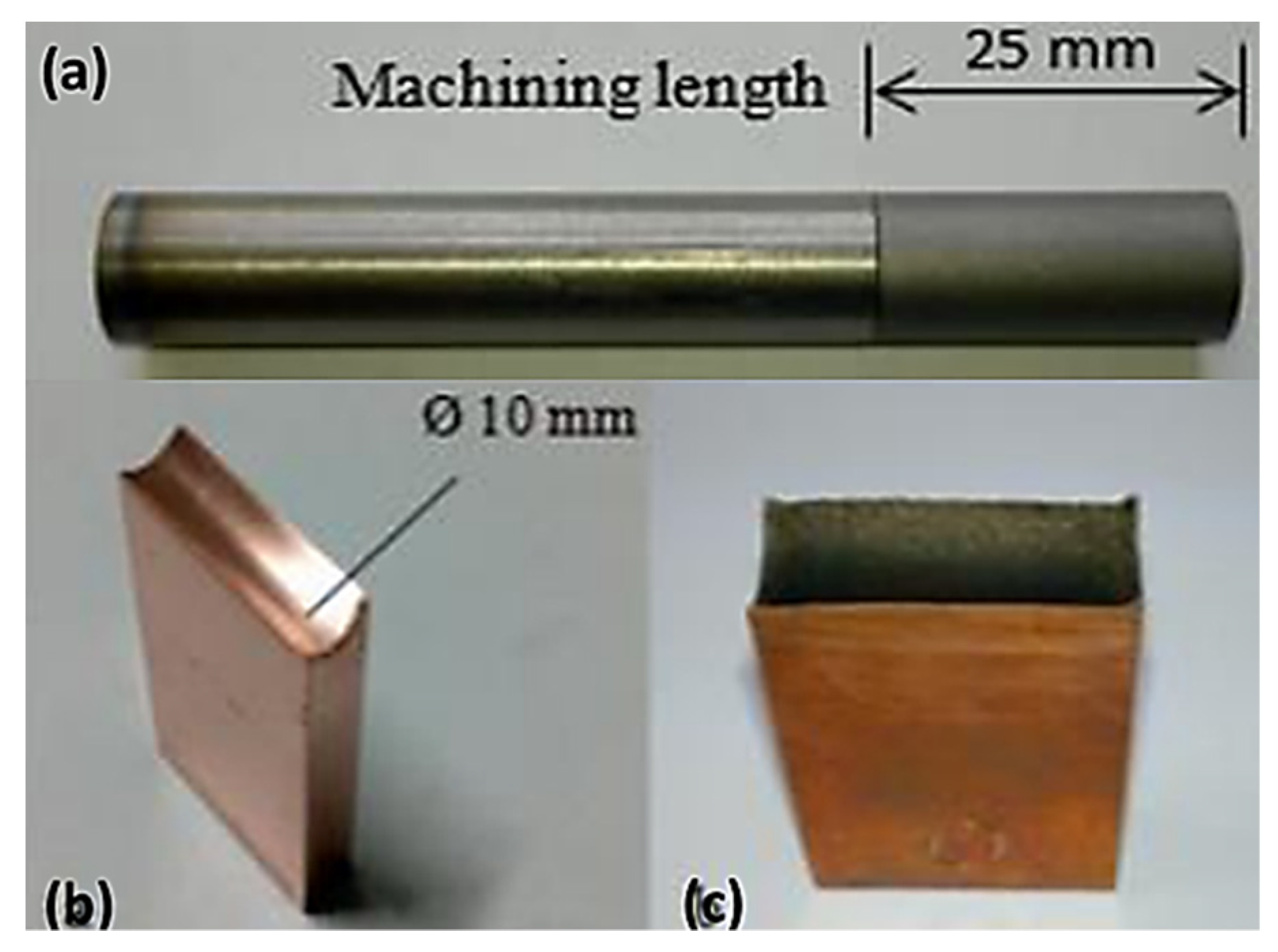
| Gohil and Puri (2016) [24] | Meso-sized turning (M/C Time: 25 min) (ϕ: 10 mm; TL: 25 mm) Type: Straight turning | Titanium Ti-6Al-4V alloy (ϕ: 10 mm; L: 75 mm); Electrode: copper (8mm × 25mm × 40mm and 5 mm radius); Dielctric: EDM oil | PC, Son, GV, SRS, and WP | MER and SR |
|
| Gohil and Puri (2018) [25] | Meso-sized turning (M/C Time: 25 min) (TL: 25 mm) Type: Straight turning | Titanium Ti-6Al-4V alloy (ϕ: 10 mm; L: 75 mm); Electrode: copper (L40 × W25 × T8 in mm) | Pc, Son,, Gv, SRS, and WP | MER and SR |
|
| Gohil and Puri (2018) [26] | Meso-sized turning (M/C Time: 15 min) (ϕ: 10 mm; TL: 25 mm) Type: Straight turning | SS-304 stainless steel (ϕ: 10 mm; L: 75 mm); Electrode: copper (L40 × W25 × T8 in mm); Dielectric: EDM oil | Son, Pc, Gv, and tool thickness | MER and TWR |
|
| Jadidi et al. (2020) [27] | Meso-sized turning (M/C Time: 120 min) Type: Groove | AISI D2 round bar (ϕ: 20 mm; L: 200 mm); Coppe electrode: (L30 × W30 × T6 in mm) | Magnetic flux density, Pulse current, Pulse duration, SRS | MER and OC |
|
| Matoorian et al. (2008) [28] | Meso-sized turning (M/C Time: 30 min) (Width: 6 mm; TL: 8 mm) Type: Straight turning | High-speed steel (ϕ: 6 mm; L: mm); Pure copper electrode (L8 × W10 × T50 in mm) | Pc, Son, Soff, Voltage, Servo, and SRS | MER |
|
| Rehman et al. (2021) [29] | Meso-sized turning (Width: 6 mm; TL: 6 mm; Depth: 20 mm) Type: Grooves | AISI D2 (ϕ: 10 mm; L: 200 mm); Copper eelectrode: (L30 × W30 × T6 in mm) | Magnetic flux density, Current, Son, and SRS | MER, OC, SR, RLT, and Hardness |
|
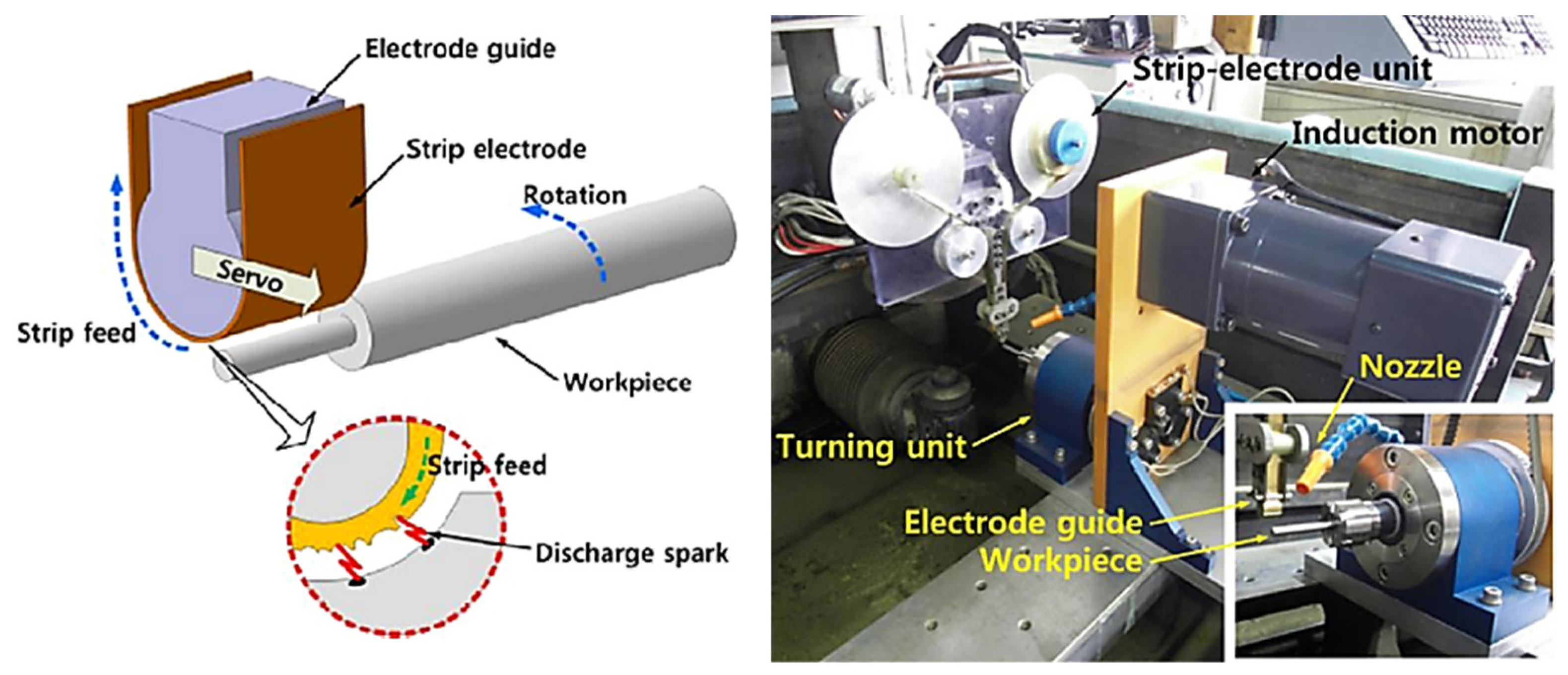
| Song et al. (2013) [30] | Meso-sized turning (M/C Time: 25 min) (DOC: 0.1 mm) Type: Straight turning | Stainless steel 304 (ϕ: 3.0 mm; L: 200 mm); Electrode: Brass strip (W10 × T0.1 in mm, feed speed: 2 mm/s); Dielectric: Deionized water | Power source, Pc, and DOC | MER and OC |
|
| Researchers (Year) [Ref. no.] | Turning Specifications | Workpiece, Tool Electrode, and Dielectric | Process Parameters | Responses | Key Findings/Remarks |
|---|---|---|---|---|---|
| Bergs et al. (2020) [31] | Meso-sized turning | Case hardening steel 18CrNiMo7-6; Brass wire (ϕ: 0.25 mm); Deionized water | Discharge energy (DE) and Soff | Surface integrity, Fatigue strength, Surface wear |
|
| Chen et al. (2018) [34] | Meso-sized turning | Cemented carbide K15; Tungsten wire (ϕ: 30 µm); Dielectric: TEM oil | Open voltage (OV), Discharge capacitance (DC), and SRS | MER and SR |
|
| Gjeldum et al. (2011) [35] | Meso-sized turning (DOC: 1.625 mm) (TD: 1.5 mm; TL: 6 mm) | Steel X5CrNi18-10 (ϕ: 4.75 mm); Brass wire (ϕ: 0.25 mm) | PC, Son, and SRS | MER |
|
| Giridharan and Samuel (2017) [36] | Meso-sized turning (DOC: 0.1 mm) | AISI 4340 stainless steel; Brass wire (ϕ: 0.25 mm); Deionized water (Conductivity: 200 µs) | Soff, Servo feed (SF), and SRS | MER, Surface finish (SF), RL and Surface crack |
|
| Giridharan and Samuel (2016) [36] | Meso-sized turning (DOC: 0.1 mm) | AISI 4340 stainless steel; Brass wire (ϕ: 0.25 mm); Deionized water (Conductivity: 200 µs) | Soff, SF, and SRS | Crater depth, MER |
|
| George et al. (2020) [18] | Meso-sized turning (DOC: 0.2 mm) (TD: 9.6 mm; TL: 10 mm) | Inconel 825 (ϕ: 10 mm); Brass wire (ϕ: 0.25 mm); Deionized water (Conductivity: 200µs) | Son, Soff, GV, and SRS | Roundness, Cylindricity, Surface roughness |
|
| George et al. (2019) [37] | Meso-sized turning (DOC: 0.2 mm) (TD: 9.6 mm; TL: 10 mm) | Inconel 825 (ϕ: 10 mm); Brass wire (ϕ: 0.25 mm); Deionized water (Conductivity: 200µs) | Son, Soff, GV, Average voltage, Average current, DE | SR; and Crater morphology |
|
| Hosseini et al. (2021) [38] | Meso-sized turning (DOC: 1 mm) (TD: 10 mm) Type: Straight turning | Inconel 718 (ϕ: 12 mm; L: 112 mm) | PC, Son, and SRS | Fatigue life; Surface integrity (i.e., SR, residual stress, and hardness) |
|
| Haddada and Tehrani (2008) [39] | Meso-sized turning (DOC: 2 mm) (TD: 6 mm; TL: 10 mm) Type: Straight turning | AISI D3 tool steel (ϕ: 10 mm); Brass wire electrode (ϕ: 250 µm); Dielectric: Deionized water | Power; Soff, Voltage, and SRS | MER |
|
| Haddada and Tehrani (2008) [40] | Meso-sized turning (DOC: 2 mm) (TD: 10 mm; TL: 10 mm) Type: Straight turning | AISI D3 (DIN X210Cr12) tool steel; Brass wire electrode (ϕ: 250 µm); Dielectric: Deionized water | Power; Soff, Voltage, and SRS | MER, SR, and Roundness |
|
| Izamshah et al. (2017) [41] | Meso-sized turning | Cylindrical brass bar (ϕ: 9.45 mm); Brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Radial-DOC, Table feed rate, Workpiece overhang, Spindle direction | MER and SR |
|
| Krishnan and Samuel (2013) [42] | Meso-sized turning (DOC: 0.1mm) | AISI D3 tool steel (ϕ: 10 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | Soff; Spark gap; Servo feed; WFR; and SRS | MER and SR |
|
| Mondal and Bose (2020) [43] | Micro-sized turning (DOC: 0.75 mm) (TD: 0.5 mm; TL: 15 mm) | ETP Cu rod (ϕ: 2 mm; L: 25 mm); Brass wire (OD: 0.25 mm); Dielectric: Deionized water | Son; Soff; SRS and Servo voltage | Dimensional inaccuracy |
|
| Mohammadi et al. (2013) [44] | Meso-sized turning (DOC: 0.06 mm) (ϕ: 6 mm; TL: 6.5 mm) | High speed stainless steel (ϕ: 6 mm); Brass wire (OD: 0.25 mm); Dielectric: Deionized water | Power, Soff; SRS Ultrasonic vibration | MER |
|
| Mohammadi et al. (2008) [45] | Meso-sized turning (DOC: 2 mm) (ϕ: 6 mm; TL: 10 mm) Type: cylindrical form | 1.7131 cemented steel (ϕ: 10 mm); Brass wire (OD: 0.25 mm); Dielectric: Deionized water | Power, Soff; SRS Servo, WFR, Wire rigidity (WR) | MER |
|
| Naik and Narendranath (2016) [46] | Meso-sized turning | Inconel 718 (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | MER and SR |
|
| Naik and Narendranath (2016) [47] | Meso-sized turning | Inconel 718 (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | MER and SR |
|
| Naik and Narendranath (2017) [48] | Meso-sized turning | Inconel 718 (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | MER and SR |
|
| Naik and Narendranath (2018) [49] | Meso-sized turning | Inconel 718 (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | MER and SR |
|
| Naik et al. (2018) [50] | Meso-sized turning | Inconel 718 superalloy (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | MER and SR |
|
| Naik et al. (2021) [51] | Meso-sized turning | Inconel 718 (ϕ: 10 mm; L: 50 mm); Zinc-coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; Servo voltage, WFR, and WP | SR |
|
| Nag et al. (2020) [52] | Meso-sized turning (DOC: 1.5 mm) (TD: 5 mm; TL: 3 mm) Type: Straight turning | Titanium (Ti6Al4V) cylindrical bar (ϕ: 8.0 mm; L: 30 mm); Zn coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | SRS, Son; Soff; and Gap voltage, | MER, SR, and WWR |
|
| Patel and Patel (2019) [53] | Meso-sized turning | GCr15 Bearing steel (ϕ: 4.75 mm); Brass wire (ϕ: 0.25 mm) | PC, In-feed, and SRS | MER |
|
| Qu et al. (2018) [54] | Meso-sized turning (DOC: 1–2 mm) | Brass and Carbide; Brass wire (OD: 0.25 mm); Dielectric: Deionized water | SRS and WFR | MER |
|
| Roy and Mandal (2021) [55] | Meso-sized turning (DOC: 1.5 mm) (TD: 5 mm; TL: 5 mm) Type: Taper turning | Nitinol 60 (ϕ: 8 mm; L: 100 mm); Zn coated brass wire (ϕ: 0.25 mm); Dielectric: Deionized water | Son; SRS and Inclination angle | VMER, SR |
|
| Sun et al. (2018) [56] | Micro-sized turning (DOC: mm) (TD: 40 μm; TL: 1 mm) Type: Helix or spiral turning | Titanium alloy:Ti-6Al-4V (TC4) bar (ϕ: 2.8 mm); Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water (5 μS/cm) | PC, Son, Soff,WR; WFR, Feed speed, WP; and SRS | Craters, Cracks, Surface alloying, Surface composition, Micro-hardness, White layer |
|
| Sun et al. (2018) [57] | Micro-sized turning (DOC: mm) (TD: 360, 130 and 70 µm; TL: 1000 μm) Type: Straight turning | Carbon steel (ASTM 1045) bar (ϕ: 760 μm) Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water (5 μS/cm) | PC, Son, Soff, Open volatge; WR; WFR, Feed speed, WP; and SRS | MER and SR |
|
| Sun et al. (2018) [58] | Micro-sized turning (DOC: 0.4 mm) (TD: 175.77 μm; TL: 1.5 mm) Type: Helix or spiral turning | Tungsten Carbide (YG8) cylindrical rod (ϕ: 3 mm; L: 40 mm); Brass wire (ϕ: 0.2 mm) Dielectric: Deionized water (5 μS/cm) | PC, Son, Soff,WR; WFR, Feed speed, WP; and SRS | MER, SR, microstructure, and Elements change |
|
| Sun and Gong (2018) [59] | Micro-sized turning (TD: 175.77 μm; TL: 1300 μm) Type: Helix or spiral turning | YG8 cylindrical rod (ϕ: 2. 8 mm); Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water (5 μS/cm) | PC, Son, Soff,WR; WFR, Feed speed, WP; and SRS | MER, SR, microstructure, and Elements change |
|
| Talebizadehsardari et al. (2017) [60] | Meso-sized turning Type: Straight turning | Inconel 718 bar (ϕ: 12 mm; L: 112 mm); Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water (5 μS/cm) | PC, Son, and SRS | MER and Life cycle fracture |
|
| Vignesh et al. (2018) [61] | Micro and Meso-sized turning Type: Taper and straight turning | Difficult-to-machine-materials; Brass and coated wire (ϕ: 0.2–0.25 mm); Dielectric: Deionized water | Voltage, discharge current, Son, Soff, spark gap, type of dielectrics, WP; SRS and WFR | MER, SR, RL, Crater formation |
|
| Vignesh and Ramanujam (2019) [62] | Meso-sized turning (DOC: 0.25 mm) (ϕ: 9.5 mm; TL: 5 mm) Type: Straight turning | Titanium alloy Grade- 5 (ϕ: 10 mm); Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water (5μS/cm) | Son, WFR, and SRS | MER, SR, RLT, and Microhardness |
|
| Wang et al. (2016) [63] | Meso-sized turning (ϕ: ?mm; TL: 33.7 µm; 34.1 µm;) Type: Micro grooves | K15 and Z100CD17 bearing steel (ϕi: mm); Tungsten wire (ϕ: 30 µm); Dielectric: Deionized water | Open voltage, Servo voltage, Discharge resistance, Discharge capacitance | Machining accuracy |
|
| Wang et al. (2020) [64] | Meso-sized turning (DOC: 25 μm) (ϕ: 0 mm; TL: 23 μm) Type: Micro grooves | Gcr15 bearing steel (ϕi: 20 mm; ϕo: 28 mm; L: 28 mm); Zinc-coated brass wire (ϕ: 0.2–0.25 mm); Dielectric: Deionized water | SRS, WFR, and WR | Roundness, SR, Surface morphology |
|
| Zhu et al. (2016) [65] | Micro-sized turning Type: Straight turning | GCr15 steel rod (ϕ: 3.9 mm); Brass wire (ϕ: 0.2 mm); Dielectric: Deionized water | Open voltage, Servo voltage, Discharge resistance and DC | MER and SR |
|
| Vignesh et al. (2018) [61] | Micro and Meso-sized turning Type: Taper and straight turning | Difficult-to-machine materials; Brass and coated wire (ϕ: 0.2–0.25 mm); Dielectric: Deionized water | Voltage, discharge current, Son, Soff, spark gap, type of dielectrics, WP; SRS and WFR | MER, SR, RL, Crater formation |
|
References
- Uhlmann, E.; Piltz, S.; Oberschmidt, D. Machining of micro rotational parts by wire electrical discharge grinding. Prod. Eng. 2008, 2, 227–233. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.D.; Noordin, M.Y. Development of new fabrication and measurement techniques of micro-electrodes with high aspect ratio for micro EDM using typical EDM machine. Measurement 2017, 97, 64–78. [Google Scholar] [CrossRef]
- Yin, Q.; Wang, X.; Wang, Q.; Zhang, Y. Fabrication of micro rod electrode by electrical discharge grinding using two block electrodes. J. Mater. Process. Technol. 2016, 234, 143–149. [Google Scholar] [CrossRef]
- Liu, X.; Devor, R.E.; Kapoor, S.G.; Ehmann, K.F. The mechanics of machining at the microscale: Assessment of the current state of the science. J. Manuf. Sci. Eng. 2004, 126, 666–678. [Google Scholar] [CrossRef]
- McGeough, J.A. Micromachining of Engineering Materials; Marcel Dekker Inc.: New York, NY, USA, 2002; ISBN 0-8247-0644-7. [Google Scholar]
- Chaubey, S.K.; Jain, N.K. State-of-art review of past research on manufacturing of meso and micro cylindrical gears. Precis. Eng. 2018, 51, 702–728. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Jain, N.K. Capabilities evaluation of WSEM, milling and hobbing for meso-gear manufacturing. Mater. Manuf. Process. 2018, 33, 1539–1548. [Google Scholar] [CrossRef]
- Chaubey, S.K.; Jain, N.K. Analysis and multi-response optimization of gear quality and surface finish of meso-sized helical and bevel gears manufactured by WSEM process. Precis. Eng. 2019, 55, 293–309. [Google Scholar] [CrossRef]
- Davis, J.R. Gear Materials, Properties, and Manufacture; ASM International: Novelty, OH, USA, 2005; ISBN 978-0-87170-815-1. [Google Scholar]
- Jain, N.K.; Chaubey, S.K. Chapter 1.17 Review of Miniature Gear Manufacturing. In Comprehensive Materials Finishing; Hashmi, M.S.J., Ed.; Elsevier: Oxford, UK, 2016; Volume 1, pp. 504–538. [Google Scholar] [CrossRef]
- O’Hara, J.; Fang, F. Advances in micro cutting tool design and fabrication. Int. J. Extr. Manuf. 2019, 1, 032003. [Google Scholar] [CrossRef]
- Masuzawa, T.; Tonshoff, H.K. Three-dimensional micromachining by machine tools. Ann. CIRP 1997, 46, 621–628. [Google Scholar] [CrossRef]
- Singh, B.; Misra, J.P. A critical review of wire electric discharge machining. In DAAAM International Scientific Book; DAAAM International: Vienna, Austria, 2016; pp. 249–266. [Google Scholar] [CrossRef]
- Gnanavel, C.; Saravanan, R.; Chandrasekaran, M.; Pugazhenthi, R. Restructured review on electrical discharge machining-a state of the art. IOP Conf. Ser. Mater. Sci. Eng. 2017, 183, 012015. [Google Scholar] [CrossRef]
- Rajendran, S.; Marimuthu, K.; Sakthivel, M. Study of crack formation and resolidified in EDM Process on T90Mn2W50Cr45 tool steel. Mater. Manuf. Process. 2013, 28, 664–669. [Google Scholar] [CrossRef]
- Giridharan, A.; Samuel, G.L. Investigation into erosion rate of AISI 4340 steel during wire electrical discharge turning process. Mach. Sci. Technol. 2017, 22, 287–298. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Mandal, A.; Dixit, A.R.; Das, A.K.; Mandal, N. Modeling and optimization of machining nimonic C-263 superalloy using multicut strategy in WEDM. Mater. Manuf. Process. 2016, 31, 860–868. [Google Scholar] [CrossRef]
- George, J.; Mathew, J.; Manu, R. Determination of Crater Morphology and 3D Surface Roughness in Wire Electrical Discharge Turning of Inconel 825. Arab. J. Sci. Eng. 2020, 45, 5109–5127. [Google Scholar] [CrossRef]
- Spur, G.; Schonbeck, J. Anode erosion in wire-EDM-a theoretical model. Ann. CIRP 1993, 42, 253–256. [Google Scholar] [CrossRef]
- Benedict, G.F. Nontraditional Manufacturing Processes; Marcel Dekker Inc.: New York, NY, USA, 1987; ISBN 0-8247-7352-7. [Google Scholar]
- Azhiri, R.B.; Jadidi, A.; Teimouri, R. Electrical discharge turning by assistance of external magnetic field, part II: Study of surface integrity. Int. J. Lightweight Mater. Manuf. 2020, 3, 305–315. [Google Scholar] [CrossRef]
- Gohil, V.; Puri, Y.M. Turning by electrical discharge machining: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 195–208. [Google Scholar] [CrossRef]
- Gohil, V.; Puri, Y.M. Statistical analysis of material removal rate and surface roughness in electrical discharge turning of titanium alloy (Ti-6Al-4V). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 1603–1614. [Google Scholar] [CrossRef]
- Gohila, V.; Puri, Y.M. Optimization of electrical discharge turning process using Taguchi-Grey relational approach. Procedia CIRP 2018, 68, 70–75. [Google Scholar] [CrossRef]
- Gohil, V.; Puri, Y.M. A study on the effect of tool electrode thickness on MRR, and TWR in electrical discharge turning process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 346, 012036. [Google Scholar] [CrossRef]
- Jadidi, A.; Azhiri, R.B.; Teimouri, R. Electrical discharge turning by assistance of external magnetic field, part I: Study of MRR and dimensional accuracy. Int. J. Lightweight Mater. Manuf. 2020, 3, 265–276. [Google Scholar] [CrossRef]
- Matoorian, J.P.; Sulaiman, S.; Ahmad, M.M.H.M. An experimental study for optimization of electrical discharge turning (EDT) process. J. Mater. Process. Technol. 2008, 204, 350–356. [Google Scholar] [CrossRef]
- Rehman, S.; Alam, M.M.; Alhems, L.M.; Alimoradi, A. Experimental modeling and optimization of magnetic field assisted electrical discharge turning: Applicable for wind power turbine elements. Alex. Eng. J. 2021, 60, 2209–2223. [Google Scholar] [CrossRef]
- Song, K.Y.; Chung, D.K.; Parkc, M.S.; Chua, C.N. EDM turning using a strip electrode. J. Mater. Process. Technol. 2013, 213, 1495–1500. [Google Scholar] [CrossRef]
- Berg, T.; Tombu, U.; Mevissen, D.; Klink, A.; Brimmers, J. Load Capacity of Rolling Contacts Manufactured by Wire EDM Turning. Procedia CIRP 2020, 87, 474–479. [Google Scholar] [CrossRef]
- Owhala, A.; Rao, N.S.; Gupta, U.; Mahajan, M. Extension of Wire-EDM capability for turning titanium alloy and an experimental study for process optimization by grey relational analysis. Mater. Today Proc. 2020, 24, 966–974. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Nag, A.; Dixit, A.R.; Hloch, S.; Tiwari, S.; Scucka, J.; Pachauri, P. Surface integrity in wire-EDM tangential turning of in situ hybrid metal matrix composite A359/B4C/Al2O3. Sci. Eng. Compos. Mater. 2018, 26, 122–133. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Z.; Wang, Y.; Chi, G.; Guo, C. Micro reciprocated wire-EDM of micro-rotating structure combined multi-cutting strategy. Int. J. Adv. Manuf. Technol. 2018, 97, 2703–2714. [Google Scholar] [CrossRef]
- Gjeldum, N.; Veza, I.; Bilic, B. Prediction of MER of cylindrical wire electro discharge turning using DOE and ANN. Trans. FAMENA 2018, 33, 1539–1548, ISSN 1333-1124. [Google Scholar]
- Giridharan, A.; Samuel, G.L. Analysis on the effect of discharge energy on machining characteristics of wire electrical discharge turning process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 2064–2081. [Google Scholar] [CrossRef]
- George, J.; Manu, R.; Mathew, J. Multi-objective optimization of roundness, cylindricity and areal surface roughness of Inconel 825 using TLBO method in wire electrical discharge turning (WEDT) process. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 377. [Google Scholar] [CrossRef]
- Hosseini, E.; Rehman, S.; Alimoradi, A. Surface integrity of fatigue strength of nickel based super alloy in turning by wire electrical discharge process. Part B J. Eng. Manuf. 2021, 236, 135–145. [Google Scholar] [CrossRef]
- Haddad, M.J.; Tehrani, A.F. Material removal rate (MER) study in the cylindrical wire electrical discharge turning (CWEDT) process. J. Mater. Process. Technol. 2008, 199, 369–378. [Google Scholar] [CrossRef]
- Haddad, M.J.; Tehrani, A.F. Investigation of cylindrical wire electrical discharge turning (CWEDT) of AISI D3 tool steel based on statistical analysis. J. Mater. Process. Technol. 2008, 198, 77–85. [Google Scholar] [CrossRef]
- Izamshah, R.; Akmal, M.; Ali, M.A.; Kasim, M.S. Performance evaluation of rotary mechanism characteristics by response surface methodology in cylindrical wire electrical discharge turning. Adv. Mater. Process. Technol. 2018, 4, 281–295. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Samuel, G.L. Multi-objective optimization of material removal rate and surface roughness in wire electrical discharge turning. Int. J. Adv. Manuf. Technol. 2013, 67, 2021–2032. [Google Scholar] [CrossRef]
- Mondal, S.; Bose, D. Formation of smallest cylindrical geometries by wire electrical discharge turning process. Mater. Today Proc. 2020, 26, 1500–1505. [Google Scholar] [CrossRef]
- Mohammadi, A.; Tehrania, A.F.; Abdullah, A. Introducing a new technique in wire electrical discharge turning and evaluating ultrasonic vibration on material removal rate. Procedia CIRP 2013, 6, 583–588. [Google Scholar] [CrossRef] [Green Version]
- Mohammadi, A.; Tehrani, A.F.; Emanian, E.; Karimi, D. Statistical analysis of wire electrical discharge turning on material removal rate. J. Mater. Process. Technol. 2008, 205, 283–289. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Yang, X. Influence of process parameters on material removal rate in wire electric discharge turning process of Inconel 718. Int. J. Adv. Res. Sci. Technol. 2016, 5, 224–232, ISSN 2319-8354. [Google Scholar]
- Naik, G.M.; Narendranath, S. Experimental Investigation of Wire EDM Turning of Inconel 718 Super alloys. In Proceedings of the 2nd International Conference on Design, Analysis, Manufacturing and Simulation, Chennai, India, 7–8 April 2016; pp. 1–6. [Google Scholar]
- Naik, G.M.; Narendranath, S. A parametric optimization of wire-ED turning process parameters on material removal rate of Inconel 718. J. Mech. Eng. Biomech. 2017, 2, 8–14. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S. Optimization of wire-ed turning process parameters by taguchi-grey relational analysis. J. Mech. Eng. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Naik, G.M.; Roy, A.; Sachin, B.; Narendranath, S. ANOM Optimization Studies on Wire Electric Discharge Turning Using Taguchi’s Experimental Design. Res. Rev. J. Mater. Sci. 2018, 6, 165–168. [Google Scholar] [CrossRef]
- Naik, G.M.; Anjan, B.N.; Badiger, R.I.; Bellubbi, S.; Mishra, D.K. An investigation on effects of wire-EDT machining parameters on surface roughness of Inconel 718. Mater. Today Proc. 2021, 35, 474–477. [Google Scholar] [CrossRef]
- Nag, A.; Srivastavab, A.K.; Dixita, A.R.; Mandala, A.; Das, A.K. A Study of surface integrity and effect of process parameters in wire electrical discharge turning of Ti-6Al-4V. Indian J. Eng. Mater. Sci. 2020, 27, 267–276, ISSN 0975-1017. [Google Scholar]
- Patel, H.; Patel, D.M. Design a new wire cut EDM machine for turning operation. Int. J. Adv. Technol. Eng. Explor. 2019, 6, 84–91. [Google Scholar] [CrossRef]
- Qu, J.; Shih, A.J.; Scattergood, R.O. Development of the Cylindrical Wire Electrical Discharge Machining Process, Part 1: Concept, Design, and Material Removal Rate. Trans. ASME 2002, 124, 702–707. [Google Scholar] [CrossRef]
- Roy, B.K.; Mandal, A. An investigation into the effect of wire inclination in Wire-Electrical Discharge Turning process of NiTi-60 shape memory alloy. J. Manuf. Process. 2021, 64, 739–749. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.; Yin, G.; Cai, M.; Li, P. Experimental study on surface quality and machinability of Ti-6Al-4V rotated parts fabricated by low-speed wire electrical discharge turning. Int. J. Adv. Manuf. Technol. 2018, 95, 2601–2611. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.; Cheng, J.; Cai, M. Experimental Investigation on Carbon Steel MicroRod Machining by Low Speed Wire Electrical Discharge Turning. Mater. Manuf. Process. 2018, 33, 597–605. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.; Ma, Y.; Yang, Y.; Liang, C. An experimental study for evaluating the machining accuracy of LS-WEDT and its application in fabricating micro parts. Int. J. Adv. Manuf. Technol. 2018, 98, 969–983. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y. Experimental study on fabricating spirals microelectrode and micro-cutting tools by low speed wire electrical discharge turning. J. Mater. Process. Technol. 2018, 258, 271–285. [Google Scholar] [CrossRef]
- Talebizadehsardari, P.; Eyvazian, A.; Musharavati, F.; Zeeshan, Q.; Mahani, R.B.; Sebaey, T.A. Optimization of wire electrical discharge turning process: Trade-off between production rate and fatigue life. Int. J. Adv. Manuf. Technol. 2021, 112, 719–730. [Google Scholar] [CrossRef]
- Vignesha, M.; Ramanujama, R.; Kuppan, P. A Comprehensive Review on Wire Electrical Discharge Based Hybrid Turning (WEDHT). Mater. Today Proc. 2018, 5, 12273–12284. [Google Scholar] [CrossRef]
- Vignesh, M.; Ramanujam, R. Machining investigation on Ti-6Al-4V alloy using a wire electrical discharge hybrid turning (WEDHT) process. Mater. Res. Express 2019, 6, 2–17. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Wang, Z.; Li, H.; Liu, H. Fabrication of micro-rotating structure by micro reciprocated wire-EDM. J. Micromech. Microeng. 2016, 26, 115014. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.; Jia, J.; Yang, P.; Wang, X.; Yang, S. Machining of cylindrical parts by wire electrical discharge grinding using thin plate guide. Int. J. Adv. Manuf. Technol. 2021, 113, 1081–1096. [Google Scholar] [CrossRef]
- Zhu, Y.; Liang, T.; Gu, L.; Zhao, W. Machining of Micro Rotational Parts with Wire EDM Machine. Proc. Manuf. 2016, 5, 849–856. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Y.; Liang, T.; Gu, L.; Zhao, W. Precision machining of high aspect-ratio rotational part with wire electro discharge machining. J. Mech. Sci. Technol. 2017, 31, 1391–1399. [Google Scholar] [CrossRef]
- Zakaria, M.A.M.; Izamshah, R.; Kasim, M.S.; Hafiz, M.S.A.; Ramli, A. Effect of Wire Electrical Discharge Turning Parameters on Surface Roughness of Titanium Alloy. J. Appl. Sci. Eng. 2021, 25, 267–274. [Google Scholar] [CrossRef]




| Material Type | Characteristics | Features and Applications |
|---|---|---|
| Stainless steel | High corrosion resistance, non-magnetic, non-hardenable | Medical industries, aircraft, automotive, and food industries |
| Inconel | Resistant to corrosion and extreme temperatures, and high mechanical strength | Gas turbine, aerospace, and aircraft parts |
| Tool steel | High strength, extreme hardness, and resistance to wear | Dies, punch, blanking tools, and gauges |
| Die steel | Excellent wear and abrasion-resistant properties | Tools, dies, and instruments |
| Shape memory alloys | React to changes in their environment and ability to regain o their original shape | Micro-valves, actuators, and biomedical applications |
| Titanium alloys | Higher strength to weight ratio, corrosion-resistant | For lightweight and low-strength applications |
| Aluminum alloys | Lightweight, non-corrosive, excellent machinability | For extremely light-duty instruments and for high precision applications |
| Bronze alloys | Excellent machinability, low friction, good compatibility | For high-precision applications |
| Sintered powdered alloys | Low cost, low quality, moderate strength | For commercial applications |
| Metal matrix composites | High-temperature resistance | Carbide drills, aircraft components, automotive industries |
| Type | Methods | Nature of the Process | Manufacturing Process |
|---|---|---|---|
| Contact type or Traditional turning methods | Chip formation | Subtractive (Lathe) |
|
| Micro-manufacturing processes | Formative | Additive or accretion |
|
| Chemical ablation |
| ||
| Melting and vaporization | Thermoelectric vaporization |
| |
| Non-contact type or Advanced turning methods | Thermoelectric-erosion based turning | Controlled spark erosion |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaubey, S.K.; Gupta, K. A Review on Fabrication of Cylindrical and Rotating Parts by Thermoelectric-Erosion Based Turning Processes. Metals 2022, 12, 1227. https://doi.org/10.3390/met12071227
Chaubey SK, Gupta K. A Review on Fabrication of Cylindrical and Rotating Parts by Thermoelectric-Erosion Based Turning Processes. Metals. 2022; 12(7):1227. https://doi.org/10.3390/met12071227
Chicago/Turabian StyleChaubey, Sujeet Kumar, and Kapil Gupta. 2022. "A Review on Fabrication of Cylindrical and Rotating Parts by Thermoelectric-Erosion Based Turning Processes" Metals 12, no. 7: 1227. https://doi.org/10.3390/met12071227
APA StyleChaubey, S. K., & Gupta, K. (2022). A Review on Fabrication of Cylindrical and Rotating Parts by Thermoelectric-Erosion Based Turning Processes. Metals, 12(7), 1227. https://doi.org/10.3390/met12071227