
Development of Desirable Fine Ferrite Grain Size and Random Second Phase Dual-Phase Steel Microstructures Using Composition and/or Processing Modifications


Abstract
:1. Introduction
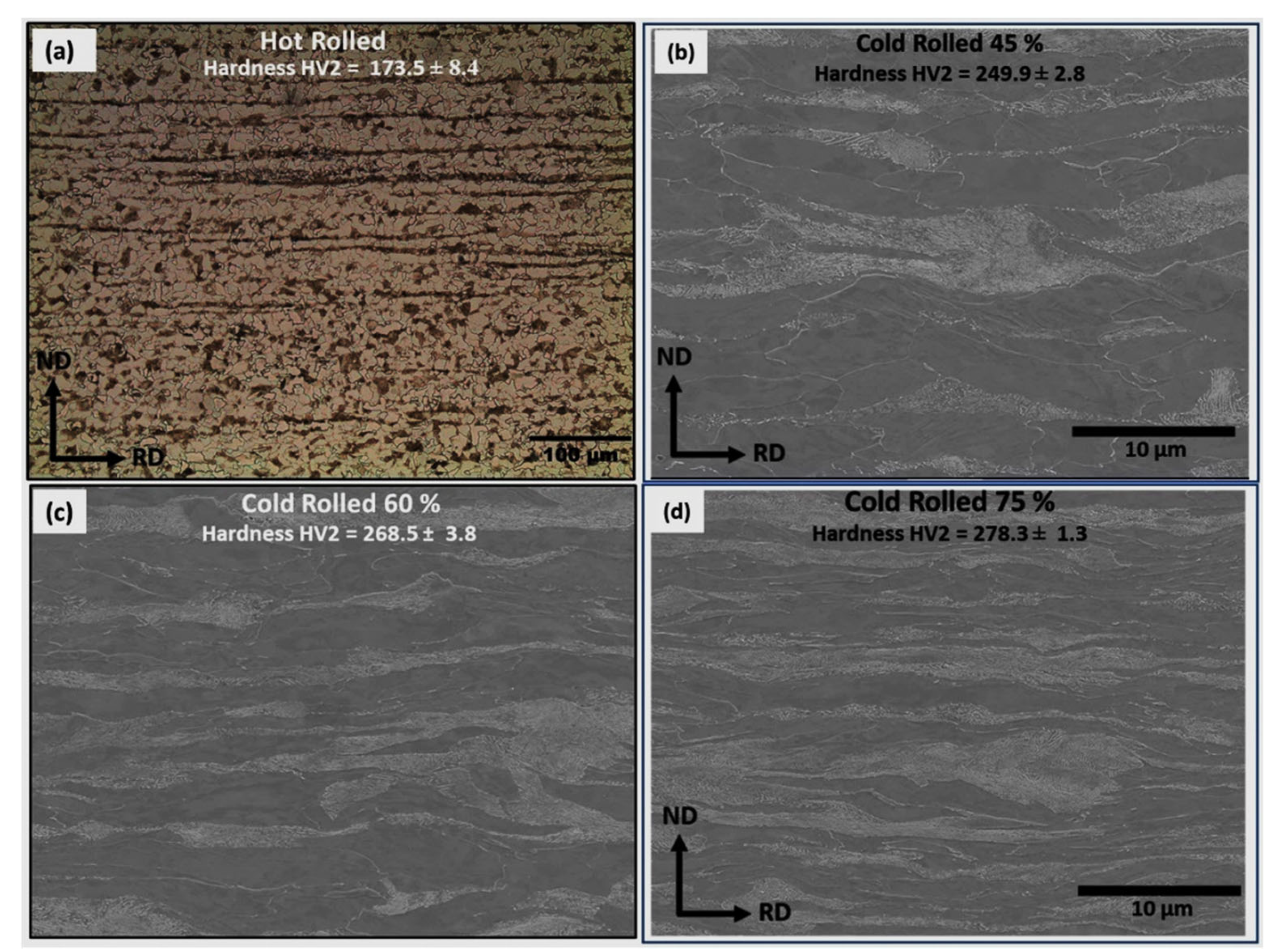
- Variant 1—Heating Rate Study. By changing the heating rate during annealing for a standard DP steel composition rolled to different cold rolling reductions, then the effect of changing the balance of recrystallisation, grain growth and austenitisation has been assessed.
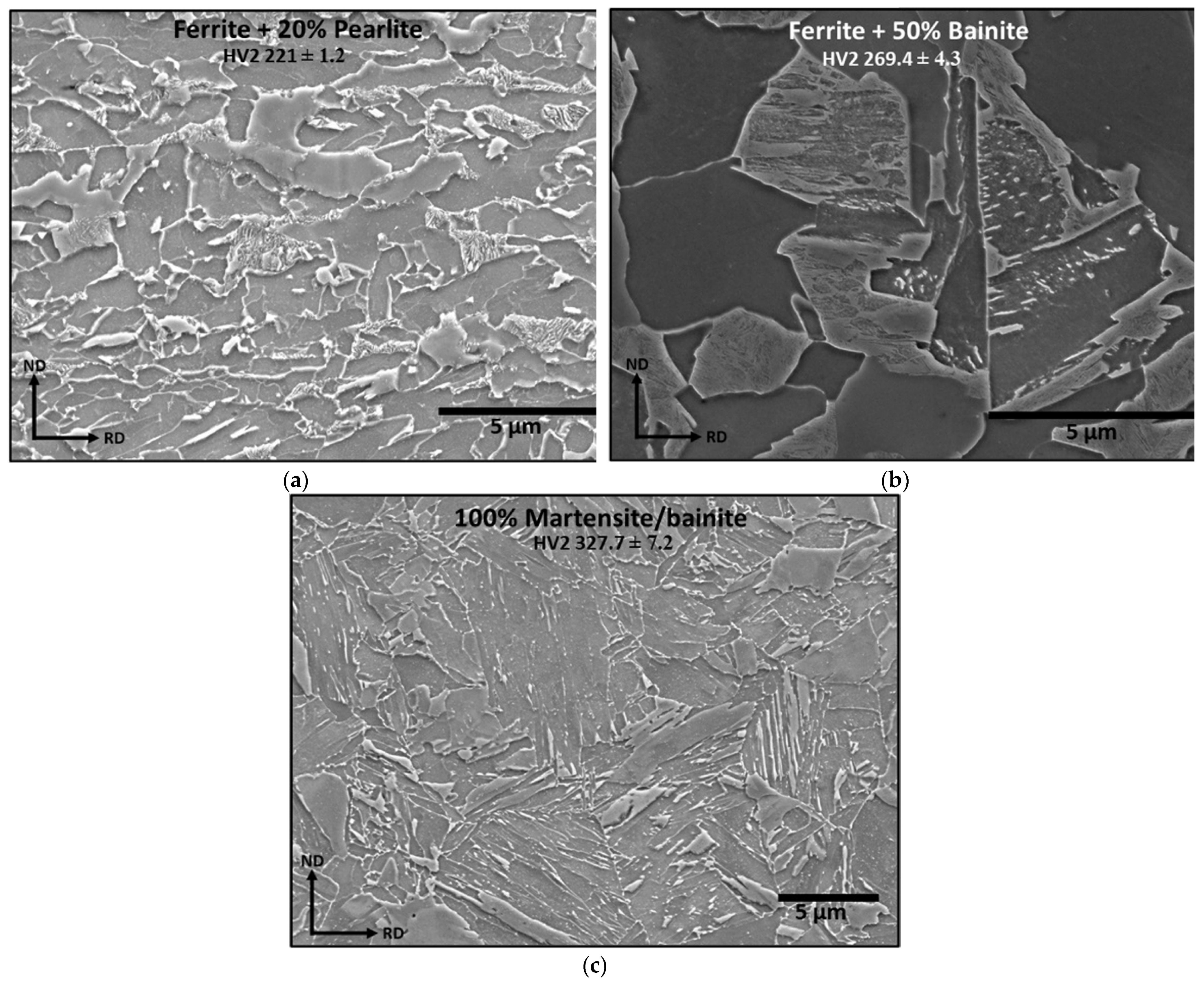
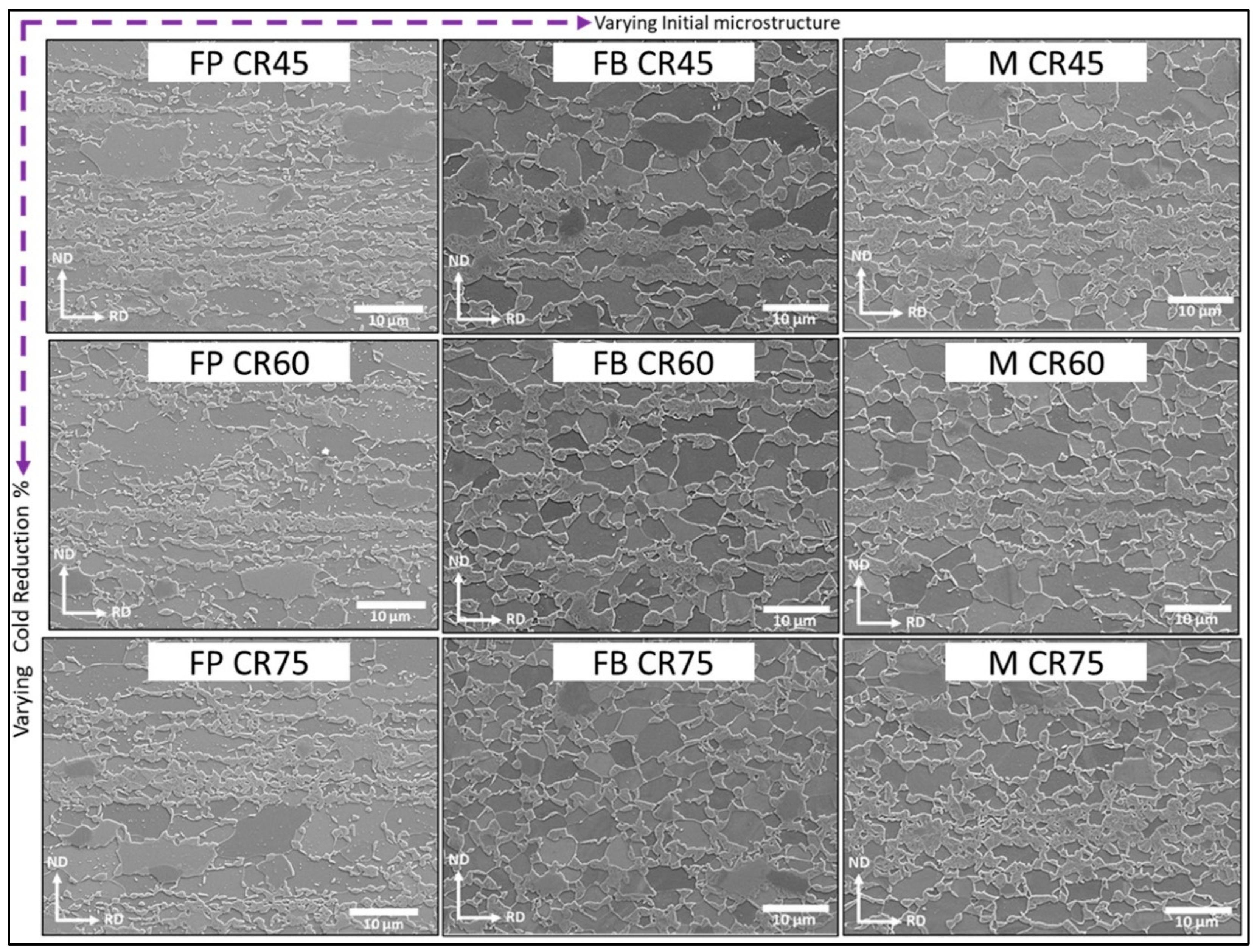
- Variant 2—Hot Rolled Microstructure Study. Different hot rolled microstructures of ferrite/pearlite, ferrite/bainite and fully martensitic have been produced, and the effect of cold rolling reduction and annealing on the resulting microstructure has been assessed considering the differences in martensite nucleation site locations.
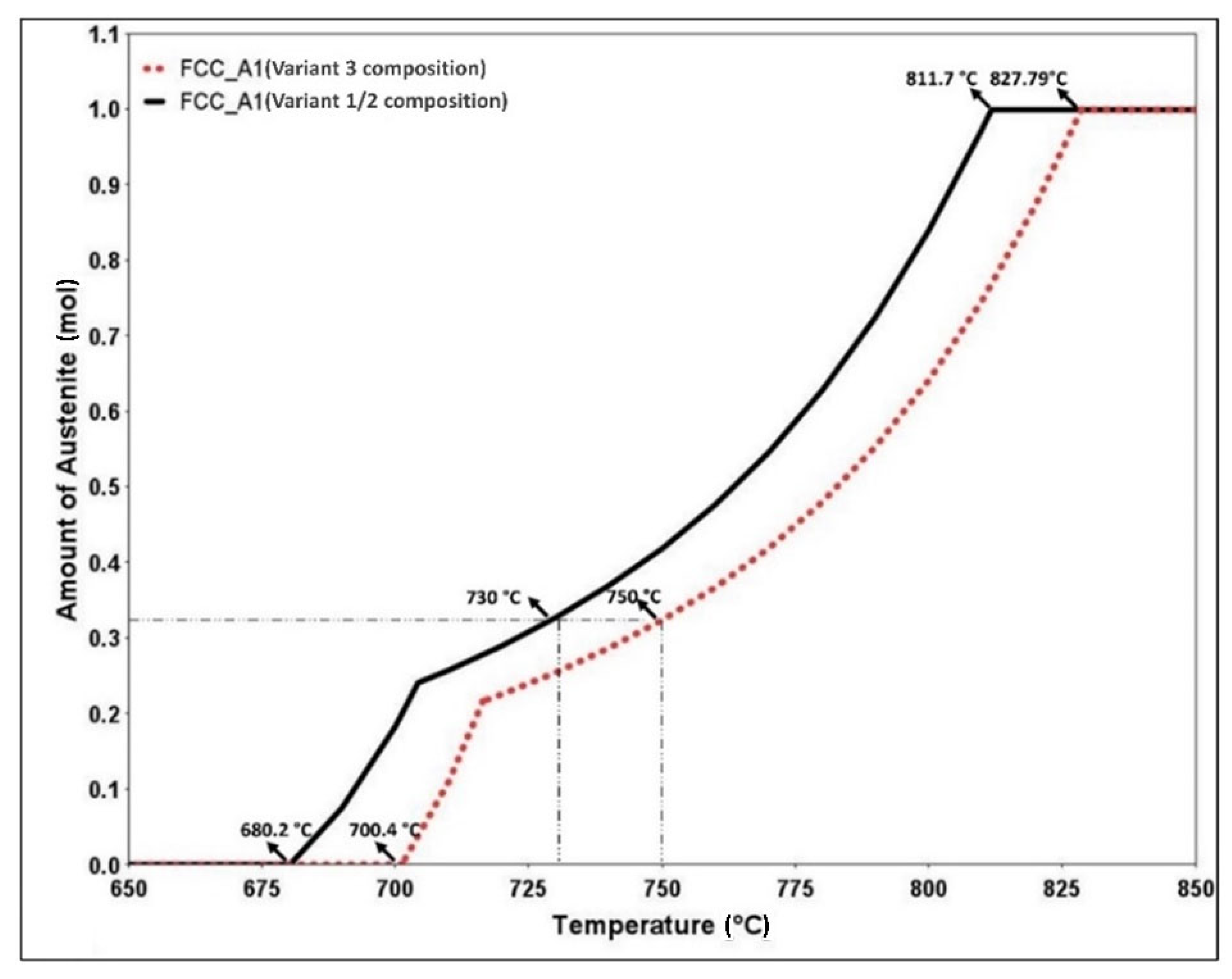
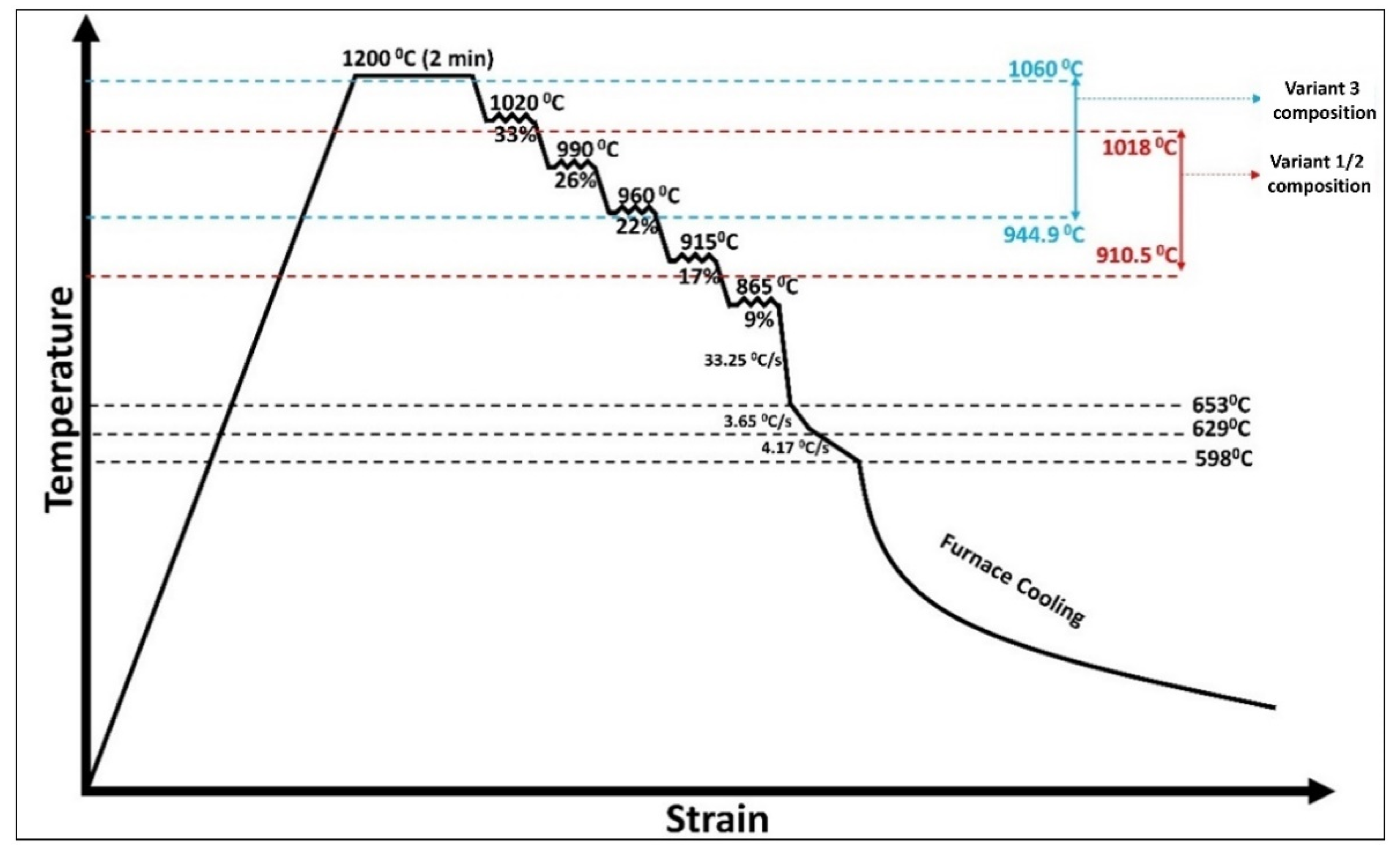
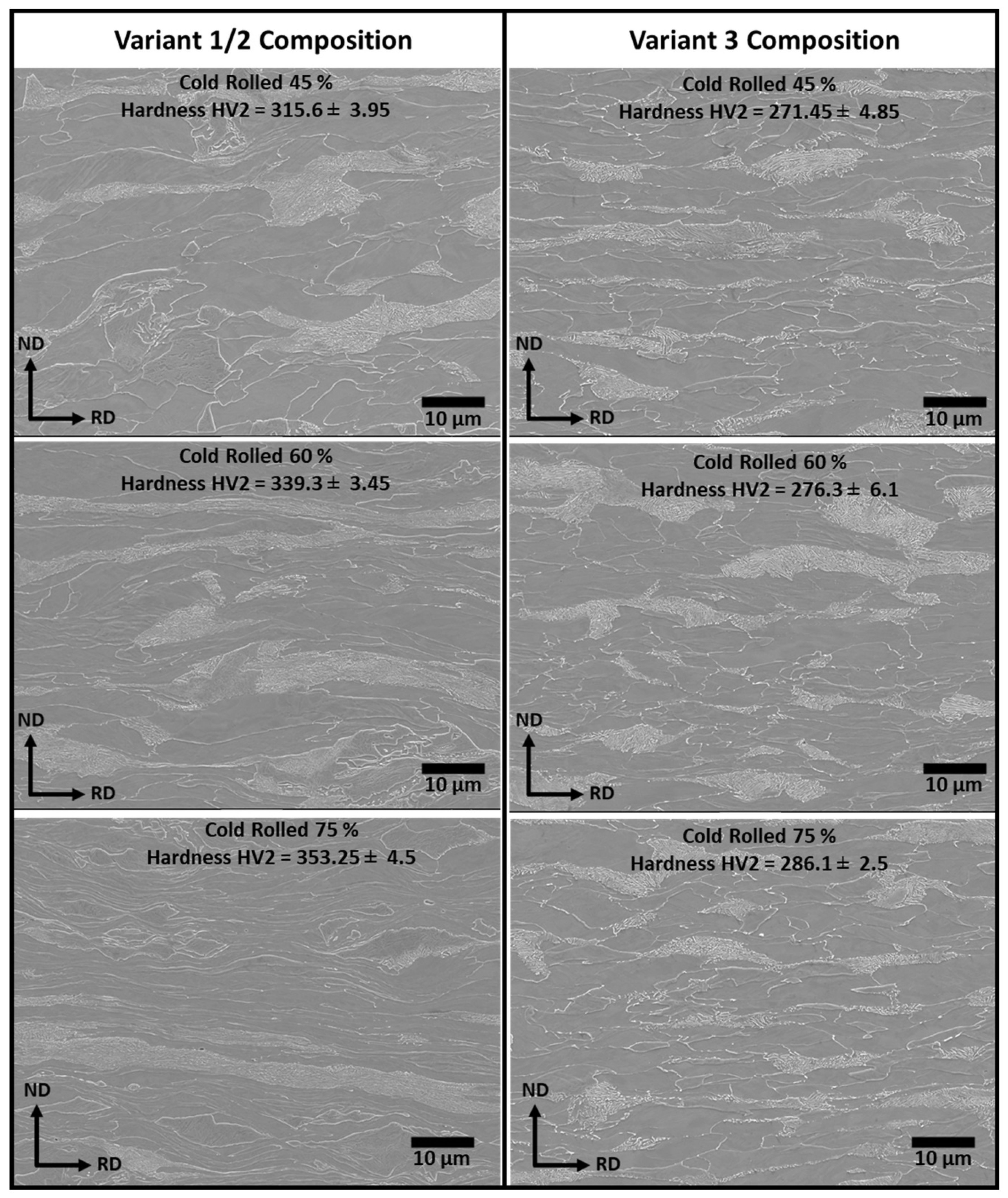
- Variant 3—Increased Nb Study. Reducing the Mn content and increasing the Nb content has been used to change the hot rolled microstructure (finer ferrite grain size), whilst maintaining the same hardness (balanced increased grain size strengthening and reduced solid solution strengthening). The effect of cold rolling reduction and annealing on the resulting microstructure has been assessed, accounting for the reduced Mn segregation and finer grain size affecting the martensite nucleation behaviour.
2. Materials
3. Methodology
3.1. Variant 1
3.2. Variant 2
3.3. Variant 3
3.4. Metallographic Preparation and Analysis
4. Results and Discussion
4.1. Variant 1
4.2. Variant 2
4.3. Variant 3
5. Conclusions
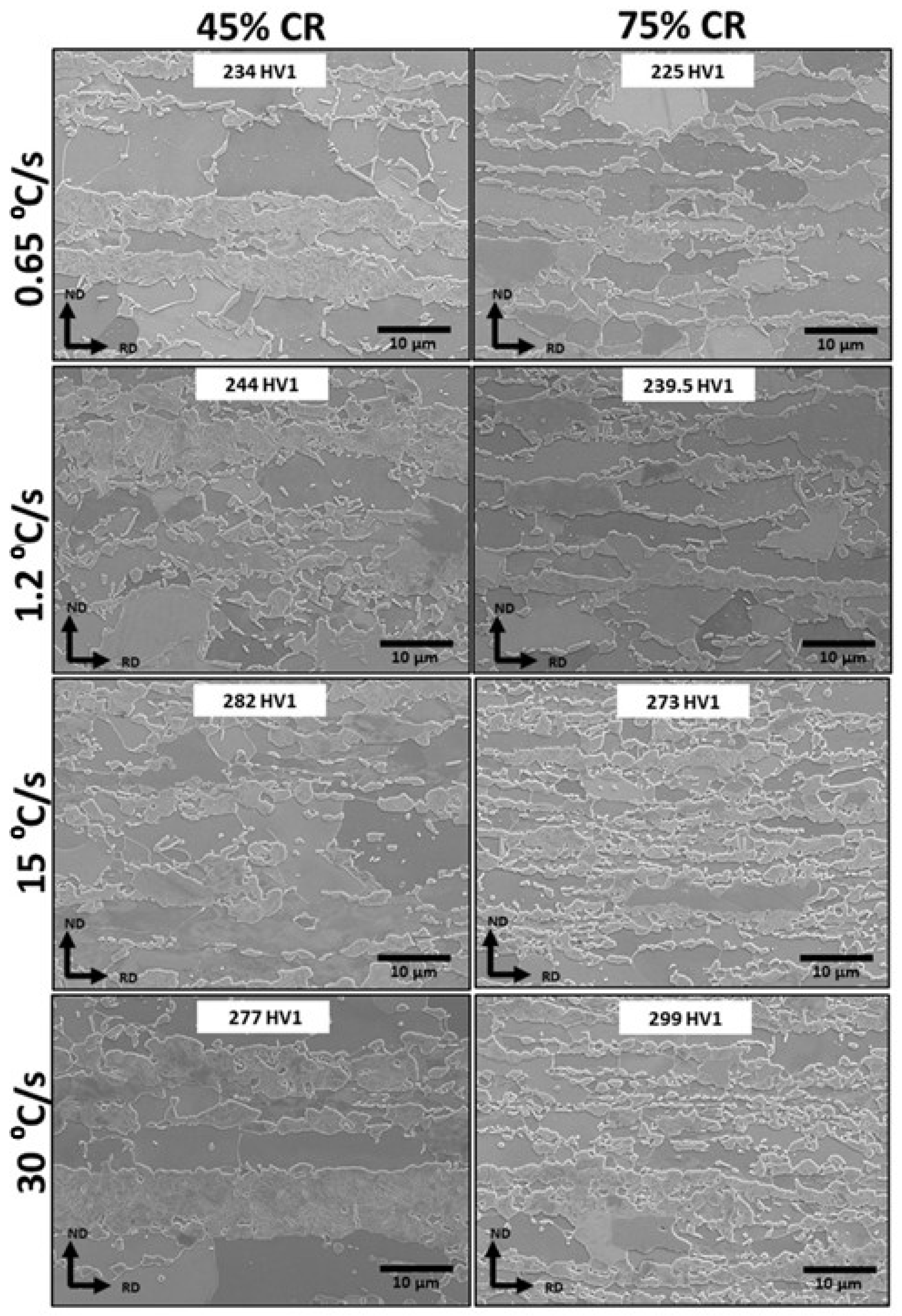
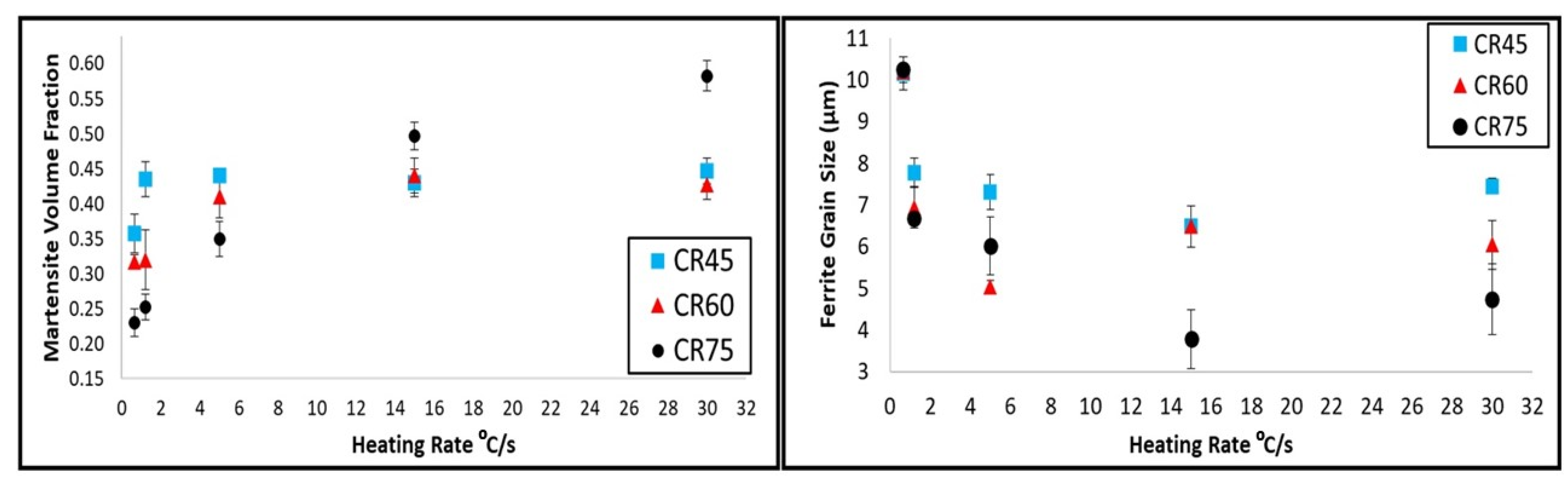
- Variant 1 looked at the influence of the heating rate and cold rolling reduction on the morphology and volume fraction of martensite after inter-critical annealing. It was found that the presence of a higher amount of dislocations and fragmented cementite particles from a higher cold rolling reduction caused an increase in martensite volume fraction for the higher heating rate samples.
- From the test matrix for the Variant 1 work (heating rates from 0.65 to 30 °C/s and cold reductions of 45, 60 and 75%), a cold reduction of 75%, and the heating rate of 15 °C/s produced an optimum combination of fine ferrite grain size (3.8 μm) and high martensite volume fraction (50%) and therefore has the potential to give a good combination of strength and ductility.
- Variant 2 considered differences in the initial hot rolled microstructure to give a more uniform carbon distribution compared to that of the standard ferrite/pearlite microstructures. Both ferrite–50% bainite and fully martensite/bainite initial hot rolled microstructures produced desirable annealed DP steel microstructures with fine ferrite grain size and martensite with necklace morphology for all cold rolling reductions.
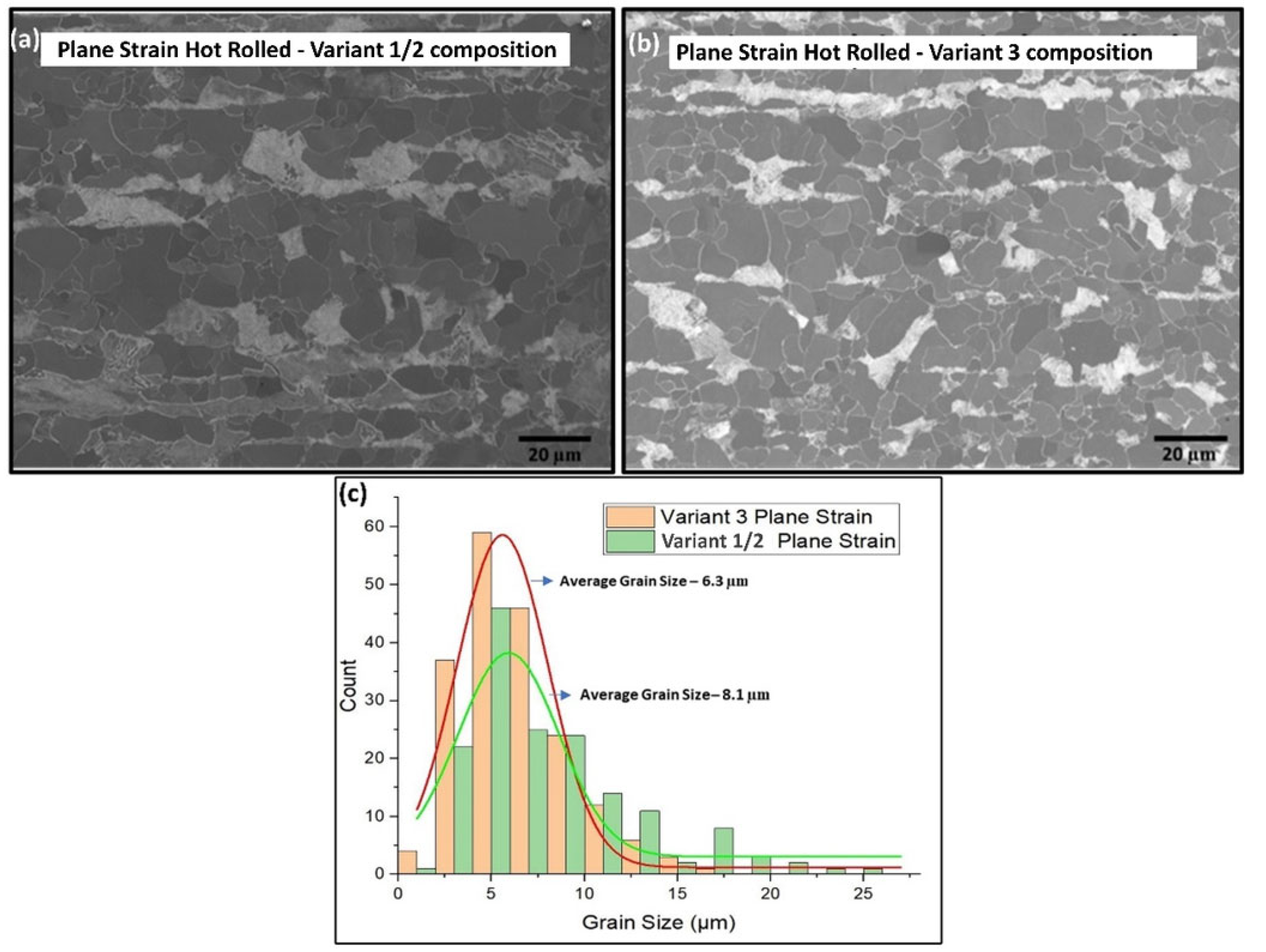
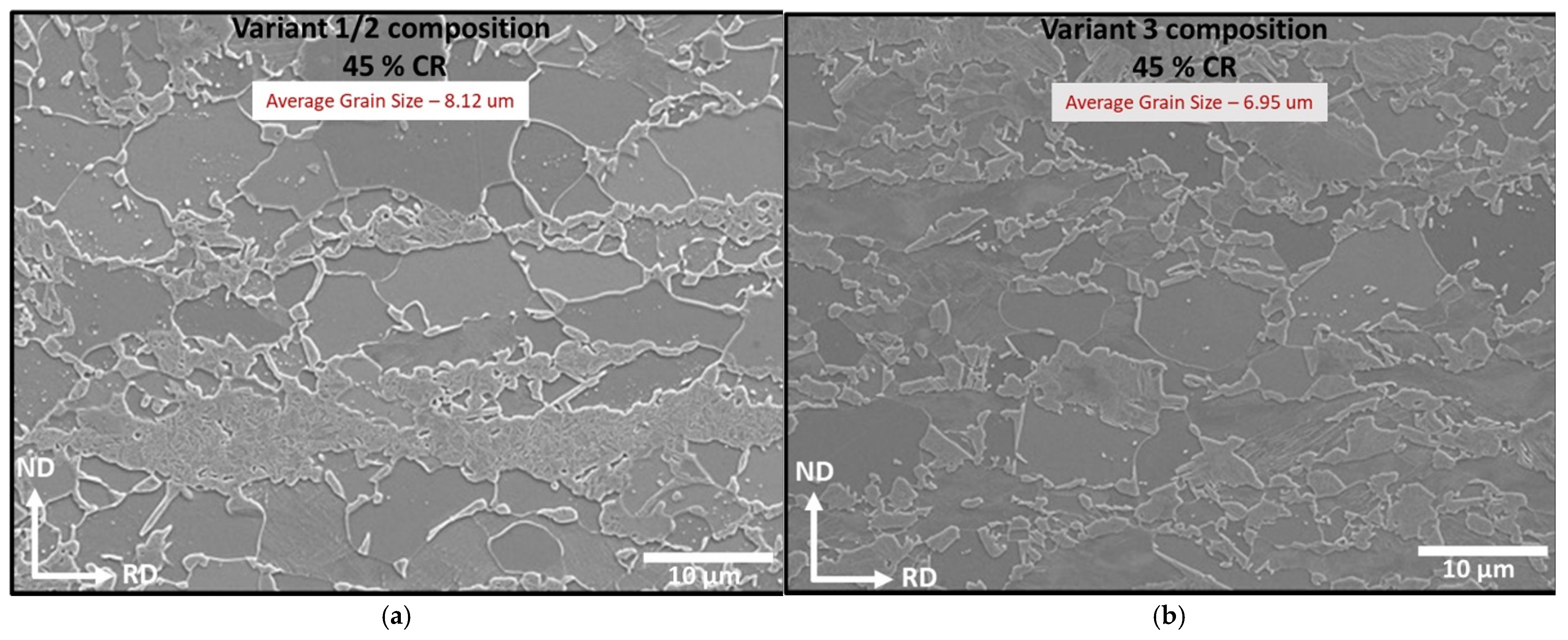
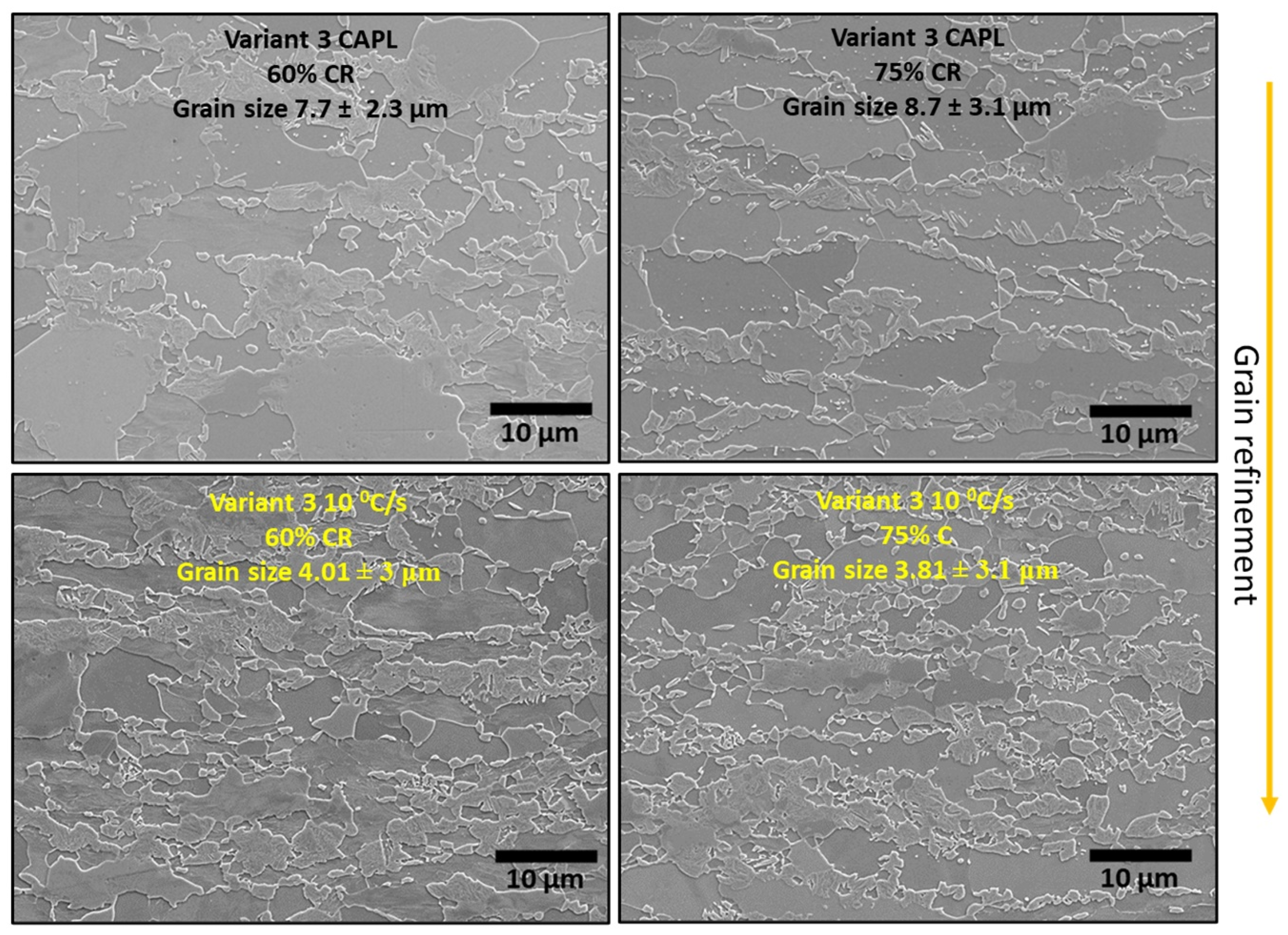
- The Variant 3 study used a lower Mn content and higher Nb content composition, compared to the Variant 1/2 composition to generate a hot rolled microstructure with a smaller ferrite grain size but the same hardness (balanced grain size and solid solution strengthening). It was found that the increase in niobium content increased the TNR temperature and consequently decreased the ferrite grain in the hot rolled material (6.3 µm) when compared to that of the Variant 1/2 composition (8.1 µm). However, after inter-critical annealing/quenching ferrite grain refinement in Variant 3 steel was achieved only for the 45% cold reduction sample, whereas both the 60% and 75% cold reduction Variant 3 samples produced a higher ferrite grain size due to rapid recrystallisation leading to greater grain growth.
- A higher heating rate of 10 °C/s was required to produce grain refinement in the 60% and 75% cold-reduced Variant 3 samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, J.; Poole, W.J.; Militzer, M. Austenite formation during intercritical annealing. Metall. Mater. Trans. A 2004, 35, 3363–3375. [Google Scholar] [CrossRef]
- Azizi-Alizamini, H.; Militzer, M.; Poole, W.J. Formation of Ultrafine Grained Dual Phase Steels through Rapid Heating. ISIJ Int. 2011, 51, 958–964. [Google Scholar] [CrossRef] [Green Version]
- Scott, C.; Fazeli, F.; Amirkhiz, B.S.; Pushkareva, I.; Allain, S. Structure-properties relationship of ultra-fine grained V-microalloyed dual phase steels. Mater. Sci. Eng. A 2017, 703, 293–303. [Google Scholar] [CrossRef]
- Anbarlooie, B.; Kadkhodapour, J.; Toudeshky, H.H.; Schmauder, S. Micromechanics of dual-phase steels: Deformation, damage, and fatigue. In Handbook of Mechanics of Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1127–1156. [Google Scholar] [CrossRef]
- Tasan, C.; Hoefnagels, J.; Diehl, M.; Yan, D.; Roters, F.; Raabe, D. Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int. J. Plast. 2014, 63, 198–210. [Google Scholar] [CrossRef] [Green Version]
- Ismail, K.; Perlade, A.; Jacques, P.J.; Pardoen, T.; Brassart, L. Impact of second phase morphology and orientation on the plastic behavior of dual-phase steels. Int. J. Plast. 2019, 118, 130–146. [Google Scholar] [CrossRef]
- Chbihi, A.; Barbier, D.; Germain, L.; Hazotte, A.; Gouné, M. Interactions between ferrite recrystallization and austenite formation in high-strength steels. J. Mater. Sci. 2014, 49, 3608–3621. [Google Scholar] [CrossRef]
- Azizi-Alizamini, H.; Militzer, M.; Poole, W.J. Austenite formation in plain low-carbon steels. Metall. Mater. Trans. A 2011, 42, 1544–1557. [Google Scholar] [CrossRef]
- Lolla, T.; Cola, G.; Narayanan, B.; Alexandrov, B.; Babu, S. Development of rapid heating and cooling (flash processing) process to produce advanced high strength steel microstructures. Mater. Sci. Technol. 2011, 27, 863–875. [Google Scholar] [CrossRef]
- Zheng, C.; Raabe, D. Interaction between recrystallization and phase transformation during intercritical annealing in a cold-rolled dual-phase steel: A cellular automaton model. Acta Mater. 2013, 61, 5504–5517. [Google Scholar] [CrossRef]
- Li, P.; Li, J.; Meng, Q.; Hu, W.; Xu, D. Effect of heating rate on ferrite recrystallization and austenite formation of cold-roll dual phase steel. J. Alloys Compd. 2013, 578, 320–327. [Google Scholar] [CrossRef]
- Mohanty, R.R.; Girina, O.A.; Fonstein, N.M. Fonstein, Effect of heating rate on the austenite formation in low-carbon high-strength steels annealed in the intercritical region. Metall. Mater. Trans. A 2011, 42, 3680–3690. [Google Scholar] [CrossRef]
- Teixeira, J.; Moreno, M.; Allain, S.; Oberbillig, C.; Geandier, G.; Bonnet, F. Intercritical annealing of cold-rolled ferrite-pearlite steel: Microstructure evolutions and phase transformation kinetics. Acta Mater. 2021, 212, 16920. [Google Scholar] [CrossRef]
- Kulakov, M.; Poole, W.J.; Militzer, M. The effect of the initial microstructure on recrystallization and austenite formation in a DP600 Steel. Metall. Mater. Trans. A 2013, 44, 3564–3576. [Google Scholar] [CrossRef]
- Abad, R.; Fernández, A.I.; Lopez, B.; Rodriguez-Ibabe, J.M. Interaction between recrystallization and precipitation during multipass rolling in a low carbon niobium microalloyed steel. ISIJ Int. 2001, 41, 1373–1382. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Y.; Slater, C.; Connolly, S.; Farrugia, D.; Davis, C. Rapid alloy prototyping for strip steel development: DP800 steel case study. Ironmak. Steelmak. 2021, 48, 493–504. [Google Scholar] [CrossRef]
- Tasan, C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design. Annu. Rev. Mater. Sci. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- ASTM Standard, E112-12; Standard Test Methods for Determining Average Grain Size, ASTM Int. E112-12. ASTM: West Conshohocken, PA, USA, 2012.
- ASTM E562-19e1; Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count, Practice. ASTM: West Conshohocken, PA, USA, 2011.
- Yang, D.Z.; Brown, E.L.; Matlock, D.K.; Krauss, G. Ferrite recrystallization and austenite formation in cold-rolled intercritically annealed steel. Metall. Trans. A 1985, 16, 1385–1392. [Google Scholar] [CrossRef]
- Granbom, Y. Structure and Mechanical Properties of Dual Phase Steels—An Experimental and Theoretical Analysis. Ph.D. Thesis, KHT School of Industrial Engineering and Management (ITM), Materials Science and Engineering, Mechanical Metallurgy, Stockholm, Sweden, 2010. [Google Scholar]
- Law, N.C.; Edmonds, D.V. The formation of austenite in a low-alloy steel. Metall. Mater. Trans. A 1980, 11, 33–46. [Google Scholar] [CrossRef]
- Mohanty, R.; Girina, O. Effect of Coiling Temperature on Kinetics of Austenite Formation in Cold Rolled Advanced High Strength Steels. Mater. Sci. Forum 2012, 706–709, 2112–2117. [Google Scholar] [CrossRef]
- Bai, D.Q.; Yue, S.; Sun, W.P.; Jonas, J.J. Effect of Deformation Parameters on the No-Recrystallization Temperature in Nb-Bearing Steels. Metall. Mater. Trans. A 1993, 24, 2151–2159. [Google Scholar] [CrossRef]
- Barbosa, R.; Boratto, F.; Yue, S.S.; Jonas, J.J. The influence of chemical composition on the recrystallisation behaviour of microalloyed steels. In Proceedings of the International Conference on Processing, Microstructure and Properties of HSLA Steels, Pittsburgh, PA, USA, 1 September 1988; pp. 51–61. [Google Scholar]
- Homsher, C.N.; Van Tyne, C.J. Determination of No-Recrystallization Temperature (Tnr) in Multiple Microalloyed Steels. Master’s Thesis, Colorado School of Mines, Golden, CO, USA, 2012. [Google Scholar]
- Popova, N.; Dement, T.; Nikonenko, E.; Kurzina, I.; Kozlov, E. Structure and phase composition of manganese steels modified by alloying elements. AIP Conf. Proc. 2017, 1800, 030001. [Google Scholar] [CrossRef] [Green Version]
- Calcagnotto, M.; Ponge, D.; Raabe, D. On the effect of manganese on grain size stability and hardenability in ultrafine-grained ferrite/martensite dual-phase steels. Metall. Mater. Trans. A 2012, 43, 37–46. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | C | Mn | Si | Cr + Mo | Nb |
|---|---|---|---|---|---|---|
| Variant 1 | 97.2 | 0.14 | 1.77 | 0.29 | 0.5–1.0 | 0.03 |
| Variant 3 | 97.7 | 0.14 | 1.3 | 0.26 | 0.5–1.0 | 0.048 |
| Cooling Method | Cooling Rate (°C/s) | Microstructure Obtained |
|---|---|---|
| As Received | - | Ferrite–20% Pearlite |
| Forced Air Quench | −14.02 | 50% Ferrite–50% Bainite |
| Water Quench | −190.2 | 100% Martensite |
| Initial Microstructure | Cold Reduction % | |||||
|---|---|---|---|---|---|---|
| 45% | 60% | 75% | ||||
| Grain Size (µm) | VF | Grain Size (µm) | VF | Grain Size (µm) | VF | |
| FP | 8.2 | 29 | 7.8 | 22 | 6.4 | 26 |
| FB | 5.7 | 31 | 4.2 | 36 | 2.59 | 33 |
| M | 5.1 | 33 | 3.9 | 32 | 2.97 | 36 |
| DP800 Alloy | Ae1 (°C) | Ae3 (°C) | Ms (°C) | TNR Temperature (°C) | TNR–Ae3 (°C) | ||||
|---|---|---|---|---|---|---|---|---|---|
| Barbosa et al. | Bai et al. | Fletcher et al. | Barbosa et al. | Bai et al. | Fletcher et al. | ||||
| Variant 1/2 composition | 680.2 | 811.7 | 432.0 | 946.8 | 1018.9 | 910.5 | 135.1 | 207.2 | 98.8 |
| Variant 3 composition | 700.4 | 827.9 | 448.5 | 1036.5 | 1060.3 | 944.9 | 208.6 | 232.4 | 117.0 |
| Variant | Cold Reduction % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 45 | 60 | 75 | |||||||
| HV2 | Grain Size (µm) | VF | HV2 | Grain Size (µm) | VF | HV2 | Grain Size (µm) | VF | |
| Variant 1/2 composition (730 °C) | 245 | 8.1 | 0.37 | 219 | 6.4 | 0.37 | 204 | 5.9 | 0.33 |
| Variant 3 composition (750 °C) | 264 | 7.0 | 0.41 | 238 | 7.7 | 0.42 | 210 | 8.7 | 0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bandi, B.; Slater, C.; Farrugia, D.; Davis, C. Development of Desirable Fine Ferrite Grain Size and Random Second Phase Dual-Phase Steel Microstructures Using Composition and/or Processing Modifications. Metals 2022, 12, 1158. https://doi.org/10.3390/met12071158
Bandi B, Slater C, Farrugia D, Davis C. Development of Desirable Fine Ferrite Grain Size and Random Second Phase Dual-Phase Steel Microstructures Using Composition and/or Processing Modifications. Metals. 2022; 12(7):1158. https://doi.org/10.3390/met12071158
Chicago/Turabian StyleBandi, Bharath, Carl Slater, Didier Farrugia, and Claire Davis. 2022. "Development of Desirable Fine Ferrite Grain Size and Random Second Phase Dual-Phase Steel Microstructures Using Composition and/or Processing Modifications" Metals 12, no. 7: 1158. https://doi.org/10.3390/met12071158
APA StyleBandi, B., Slater, C., Farrugia, D., & Davis, C. (2022). Development of Desirable Fine Ferrite Grain Size and Random Second Phase Dual-Phase Steel Microstructures Using Composition and/or Processing Modifications. Metals, 12(7), 1158. https://doi.org/10.3390/met12071158