
Research on Thickness Defect Control of Strip Head Based on GA-BP Rolling Force Preset Model

Abstract
:1. Introduction
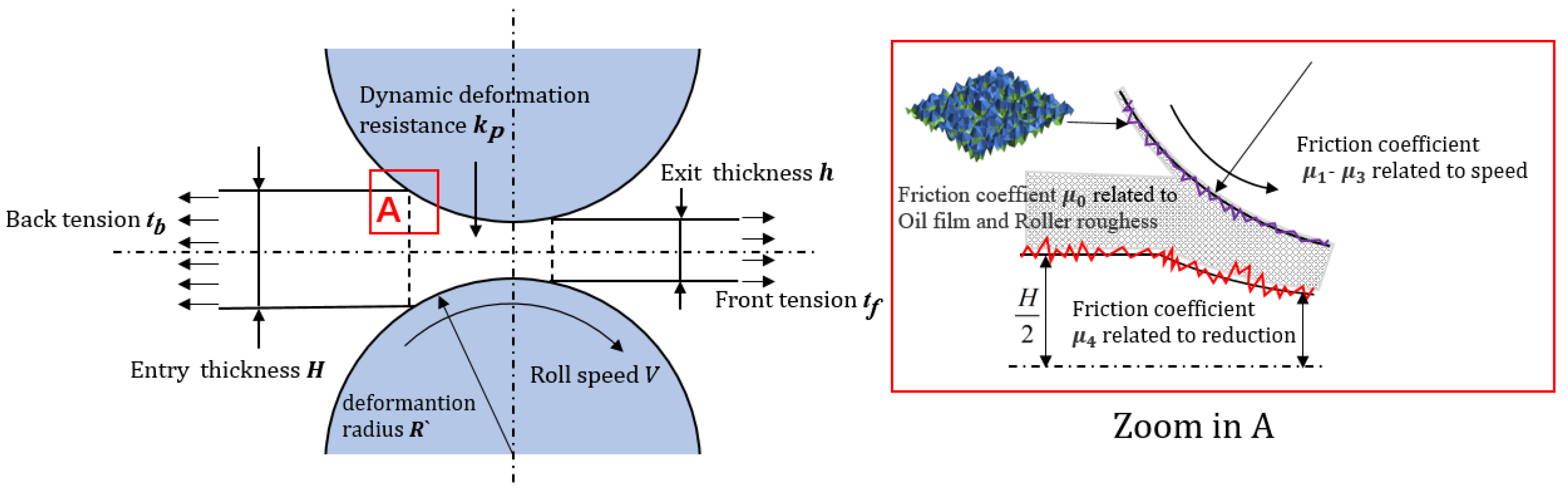
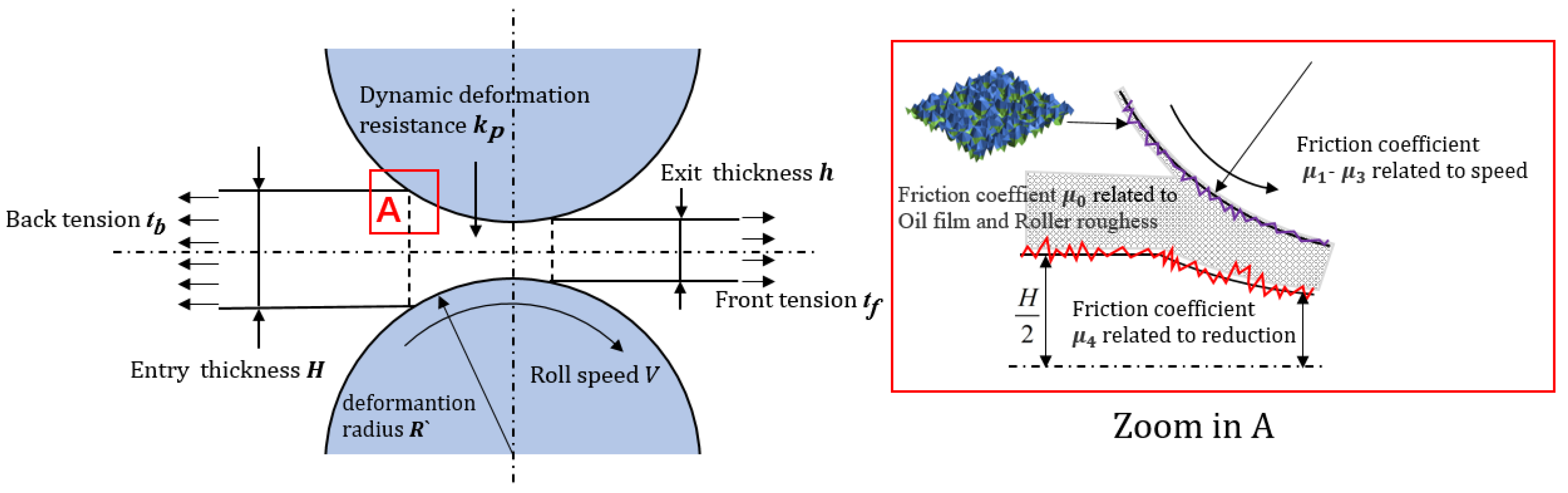
2. Theoretical Model of the Rolling Force
2.1. Friction Coefficient Model
2.2. Deformation Resistance Model
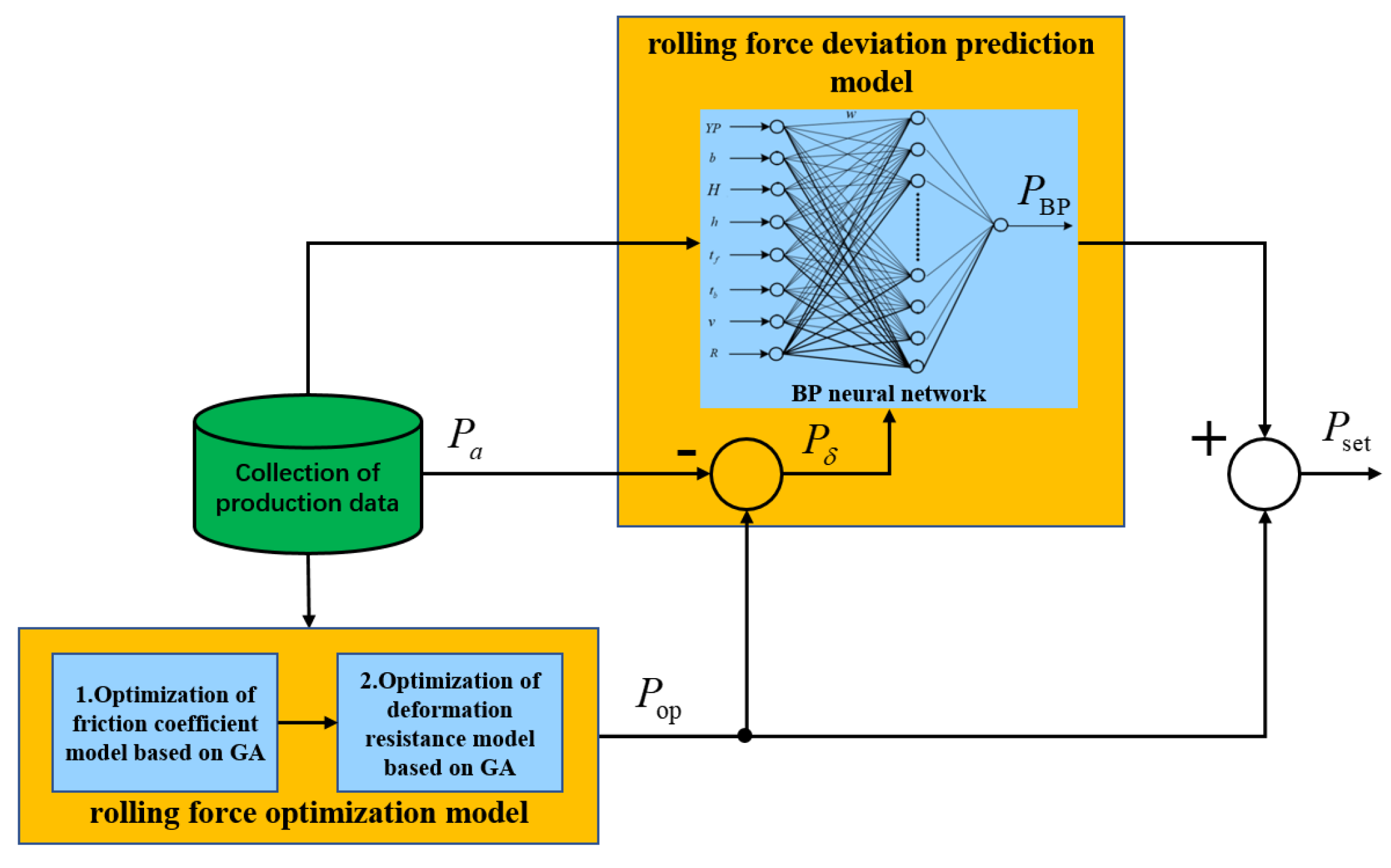
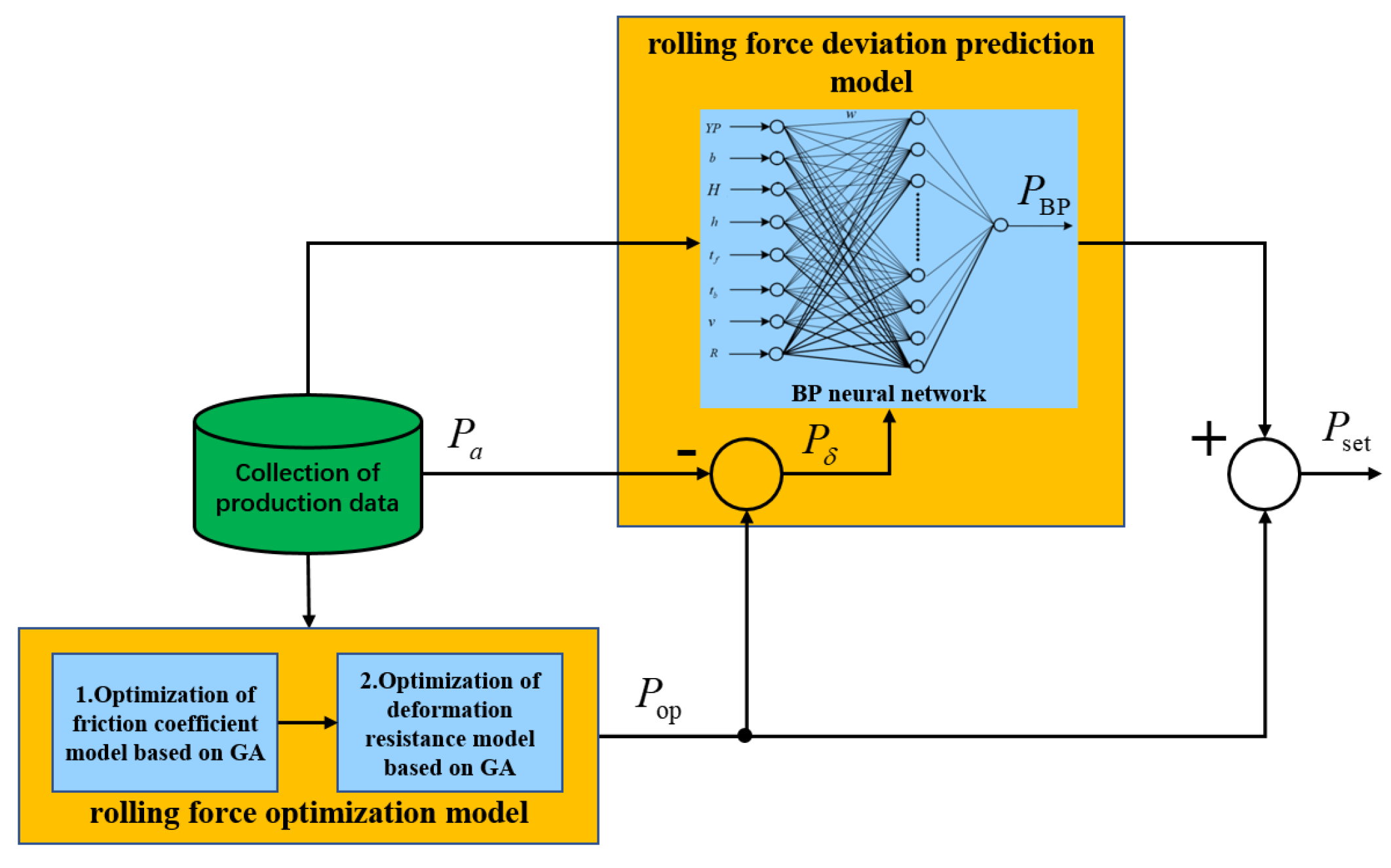
3. Rolling Force Preset Model (RPFM)
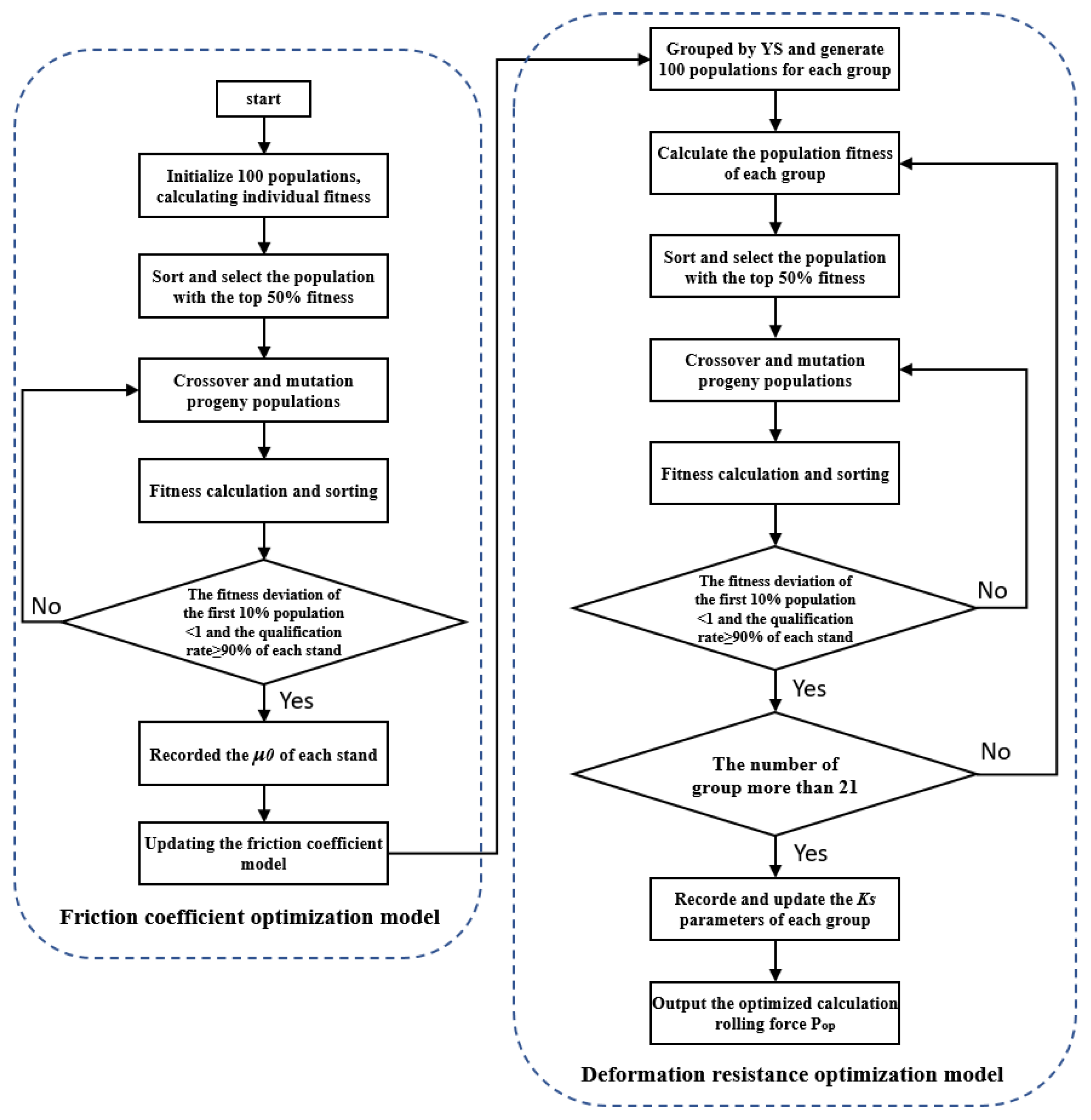
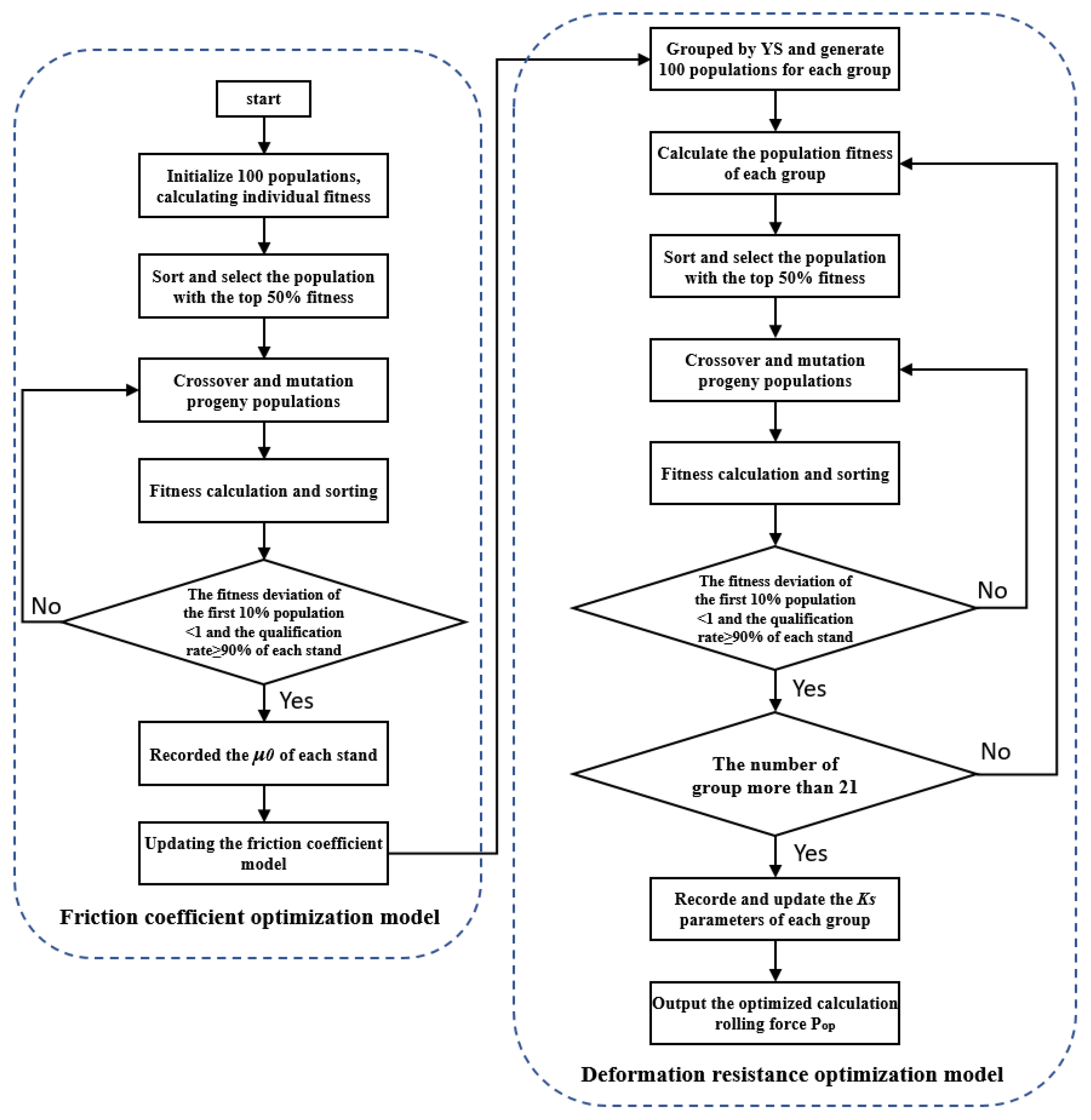
3.1. RFOM Established Based on GA
3.2. An RFDPM Established Based on a BP Neural Network
3.2.1. BP Neural Network Theory
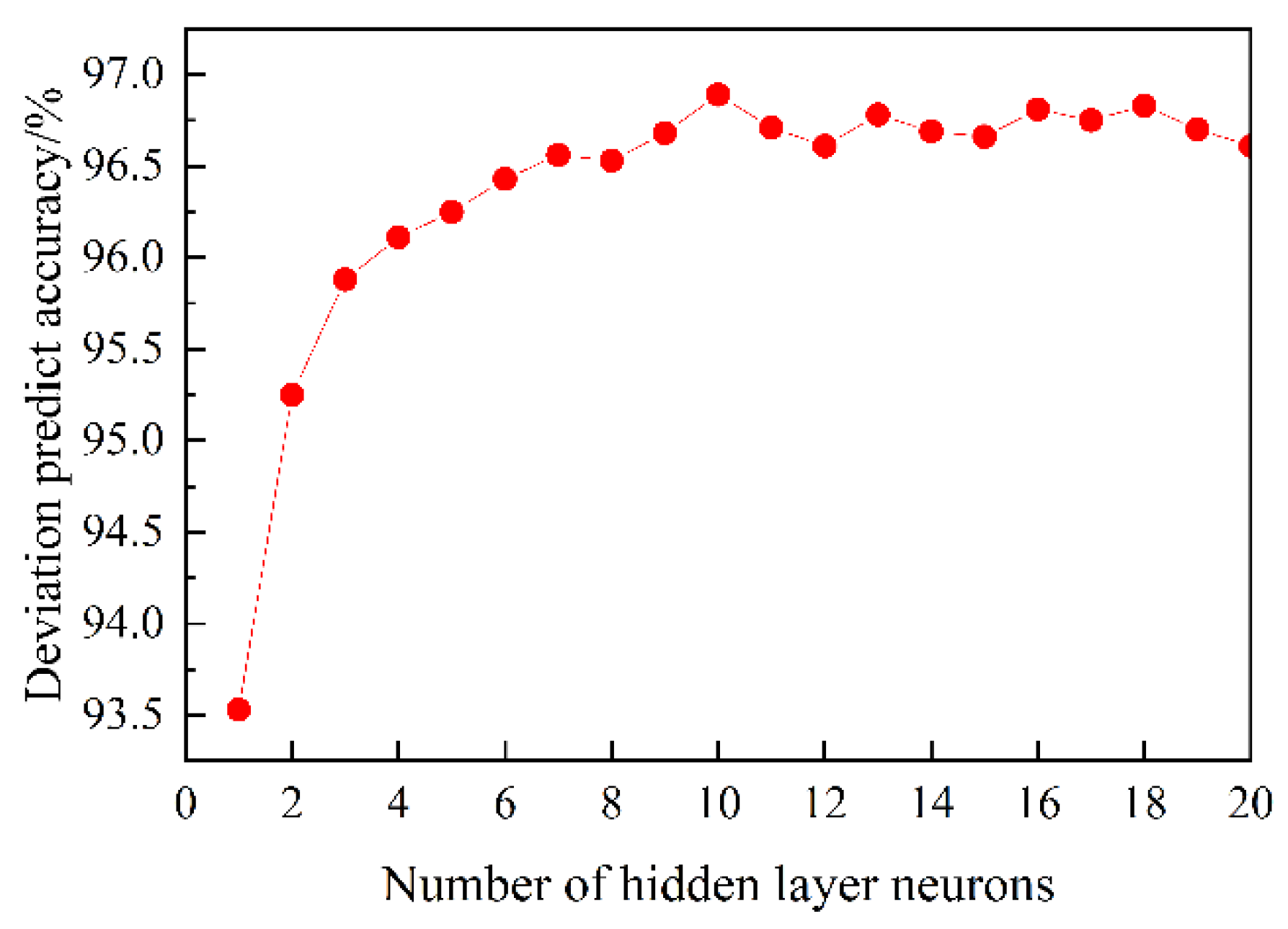
3.2.2. BP Neural Network Structure and Parameter Setting
4. Analysis of the Calculation Results
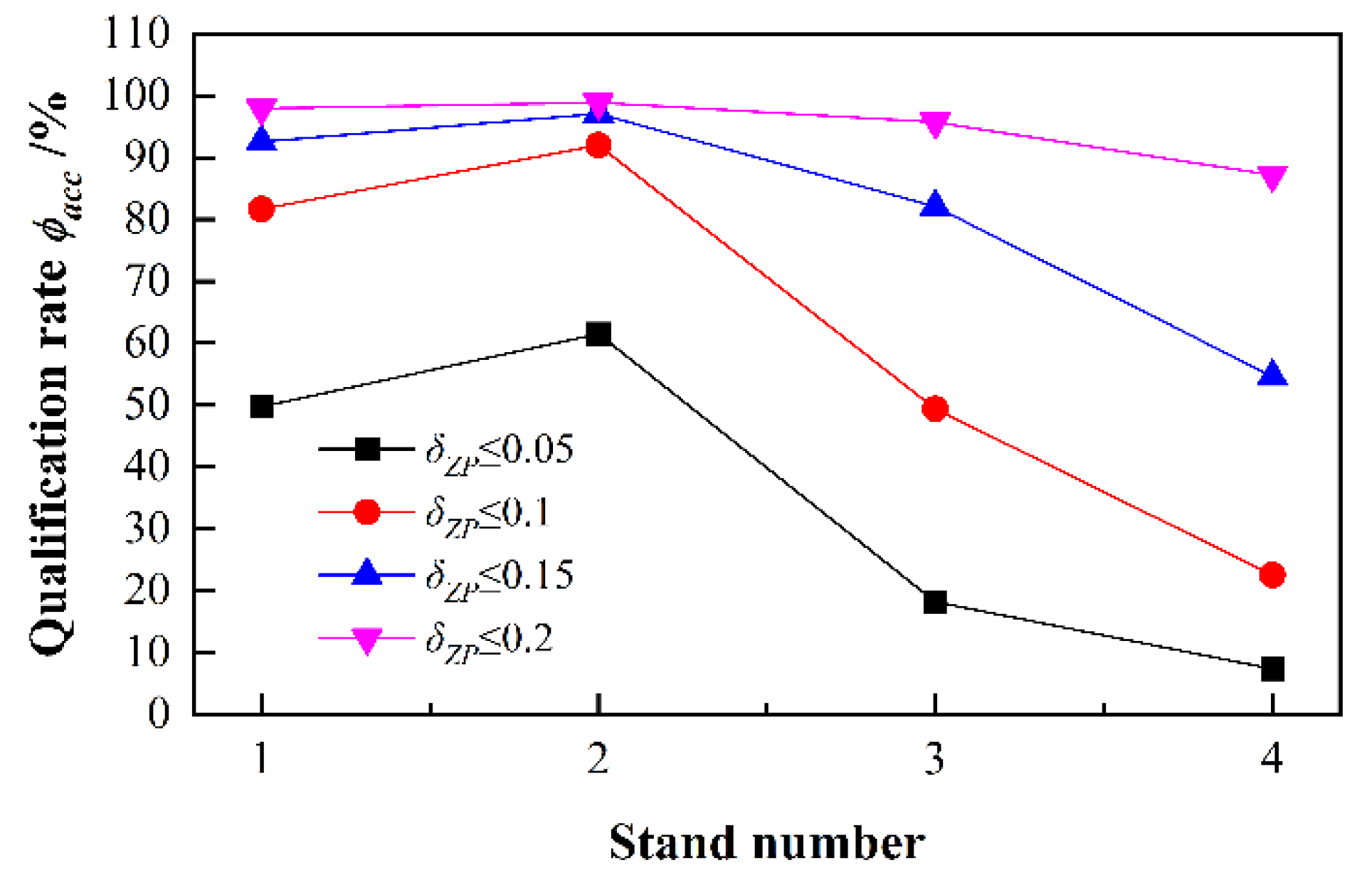
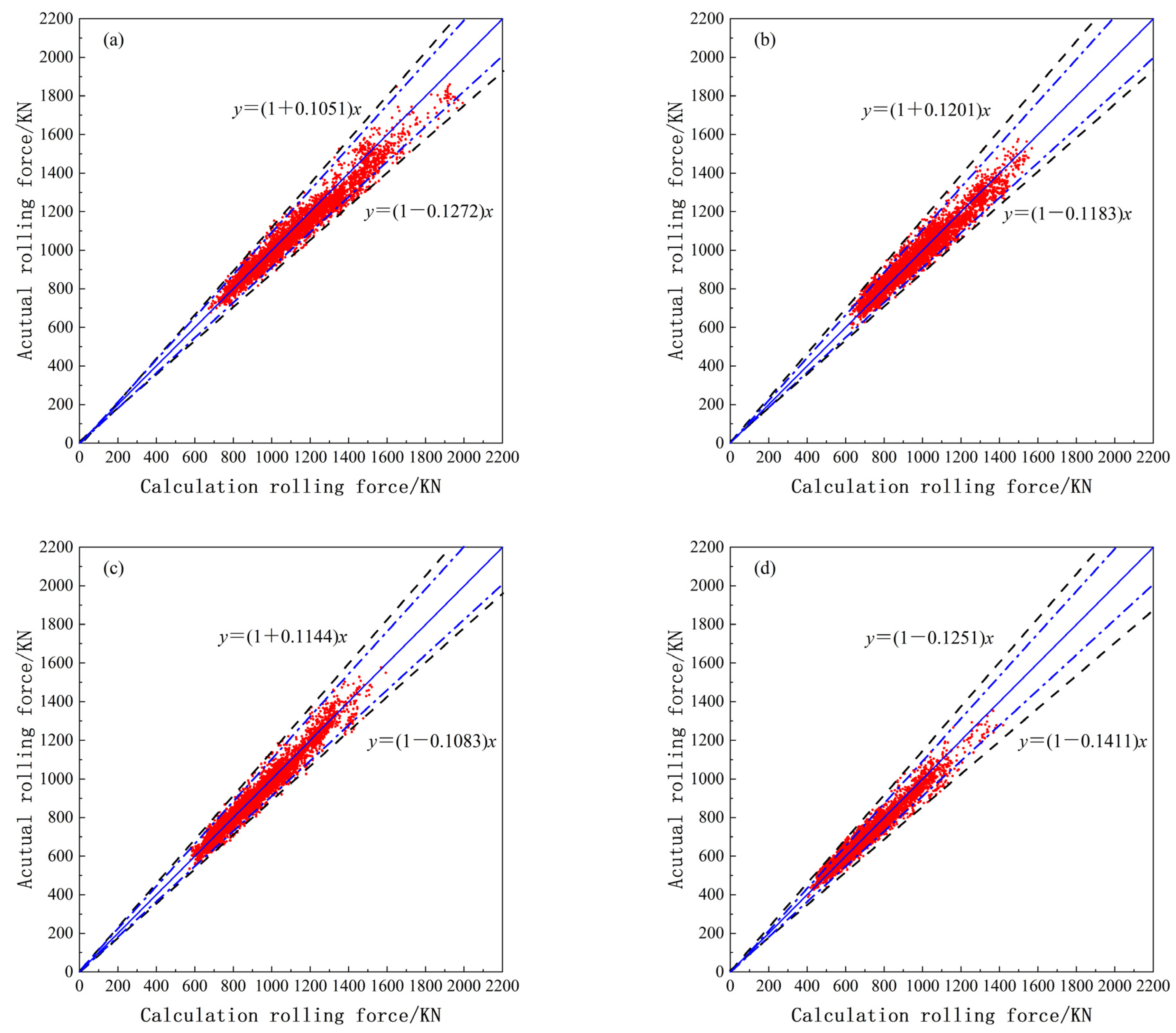
4.1. Calculation Result of RFOM
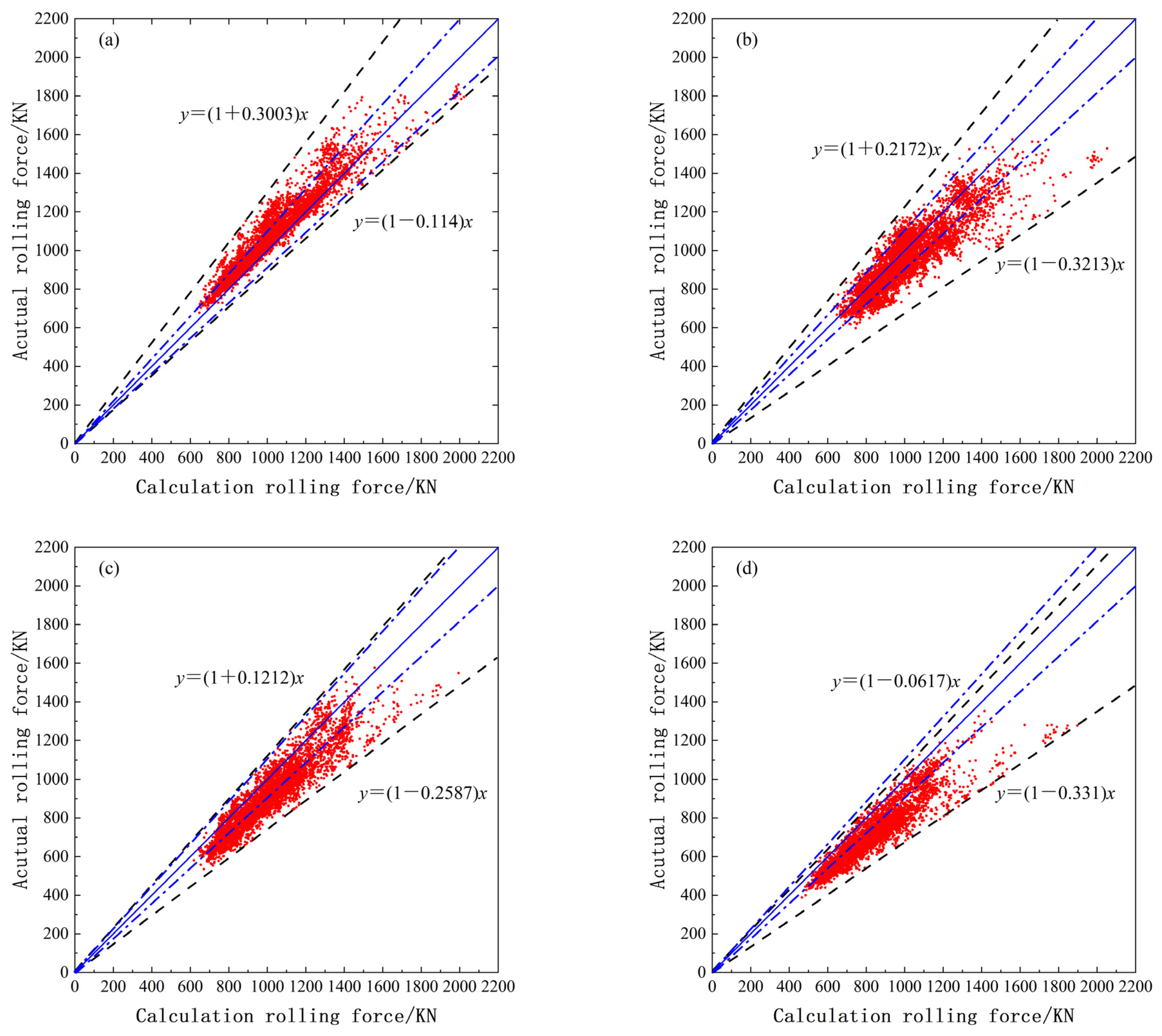
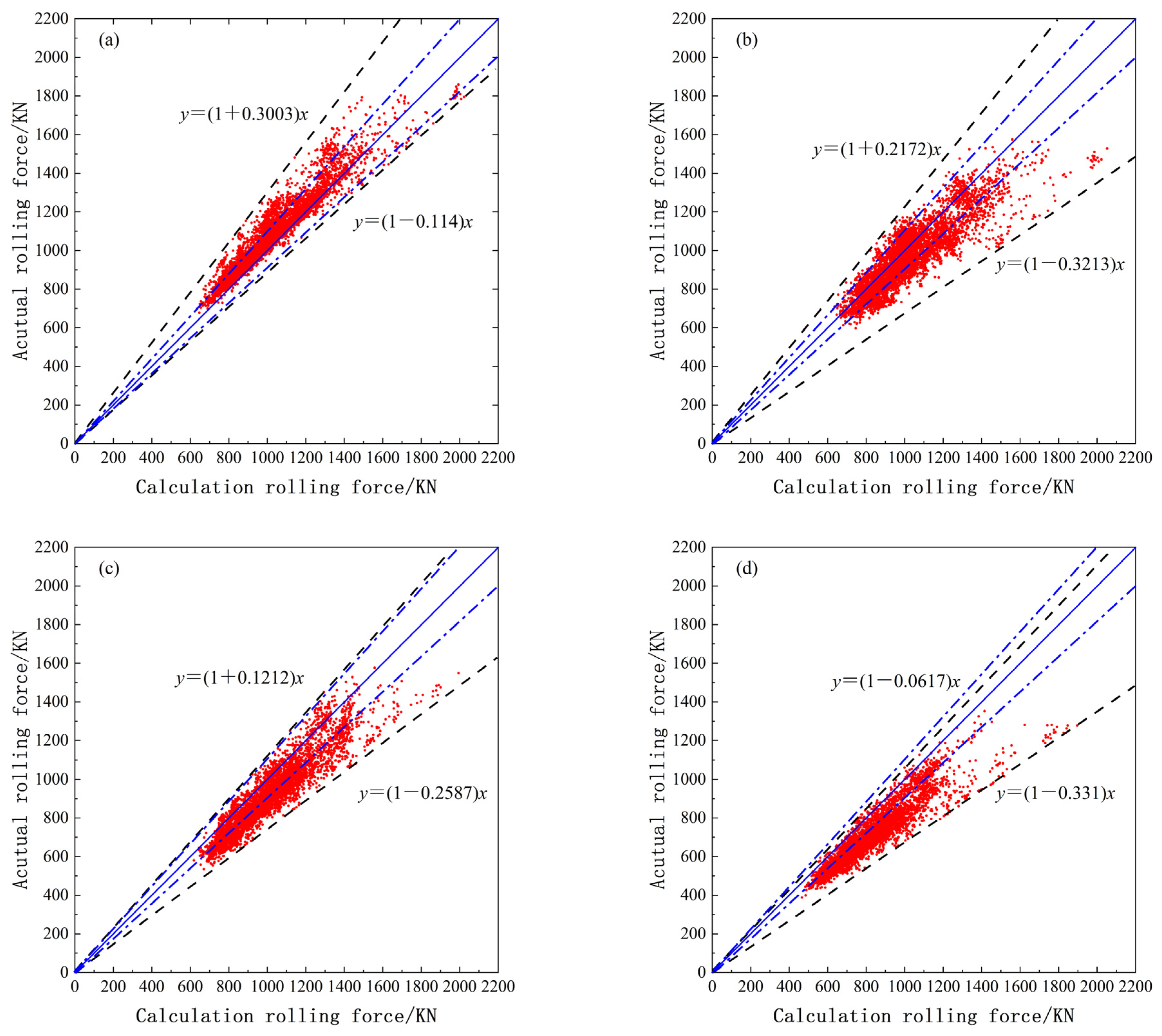
4.1.1. Rolling Force Model before Optimization
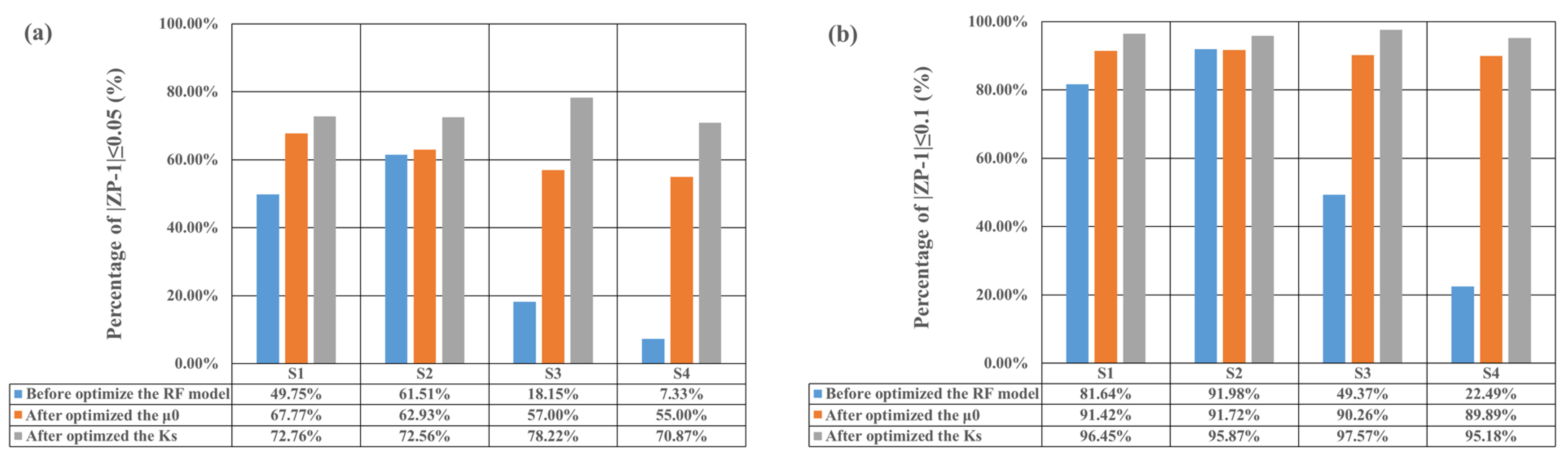
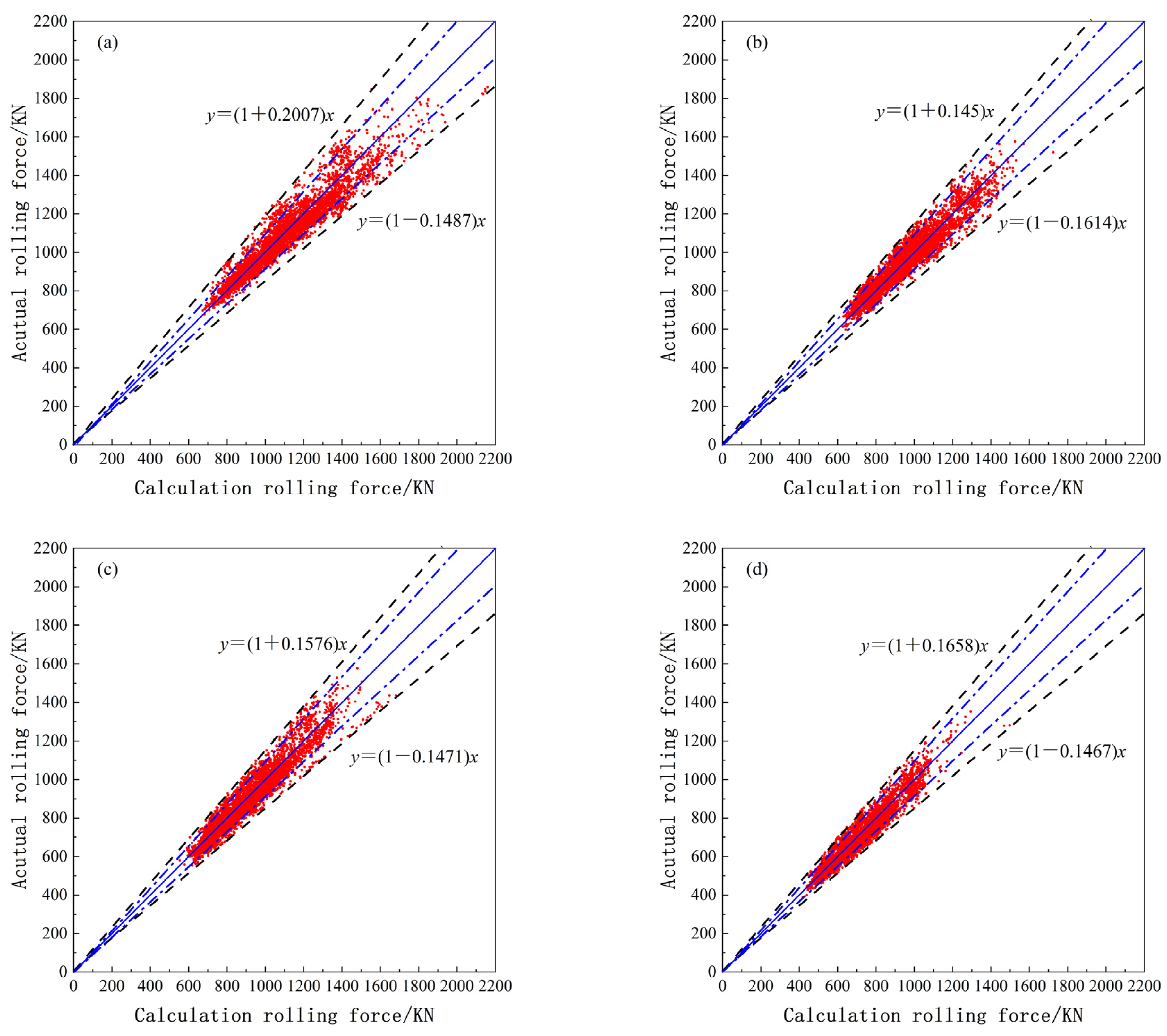
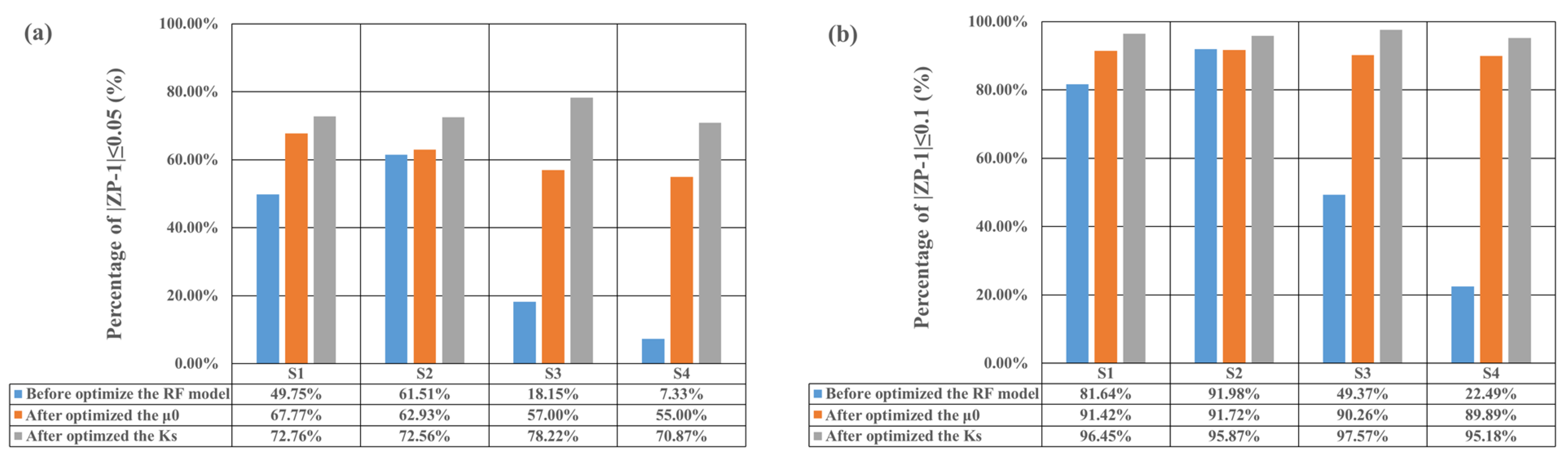
4.1.2. After Optimization of the Friction Coefficient Model
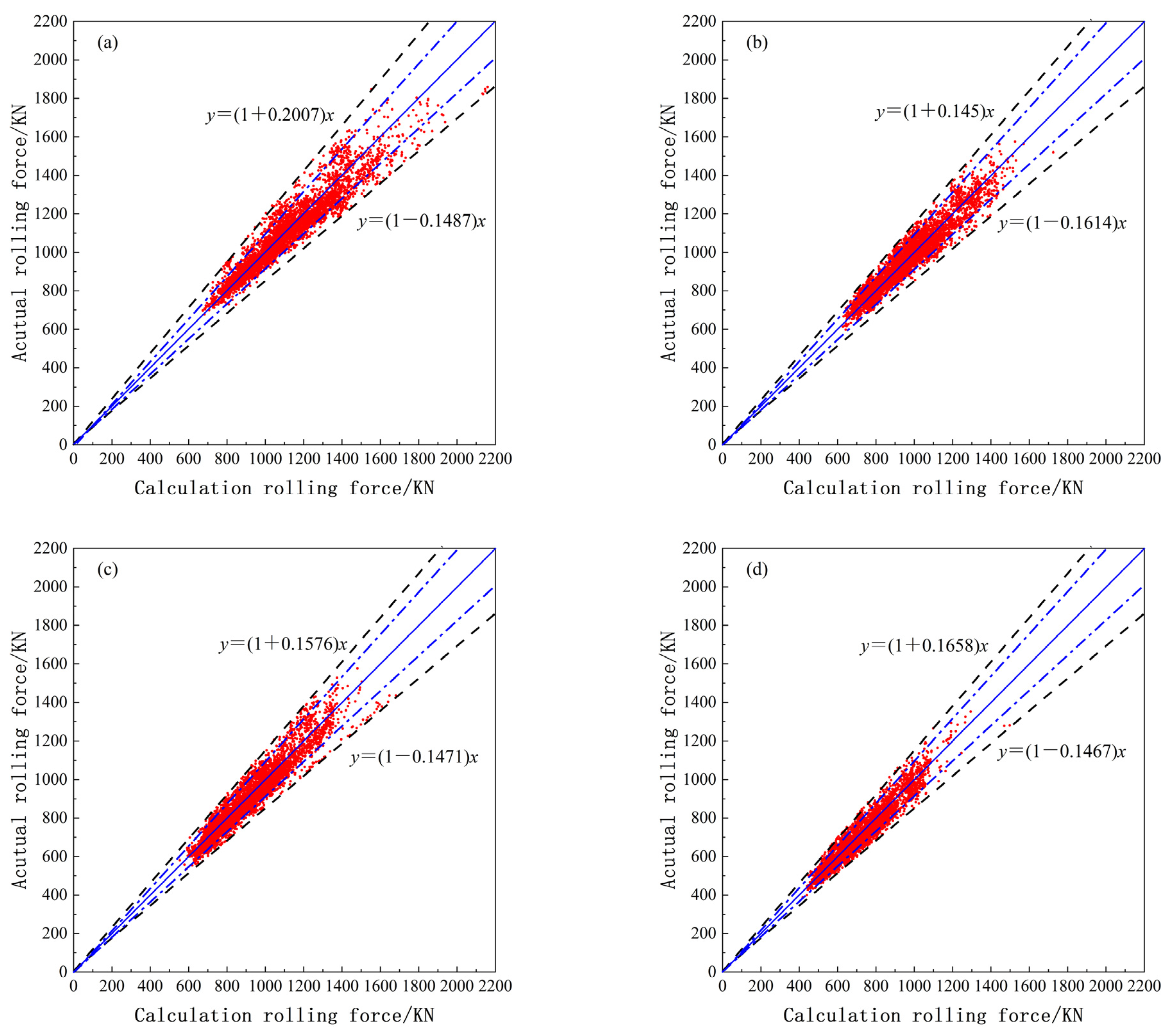
4.1.3. After Optimization of the Deformation Resistance Model
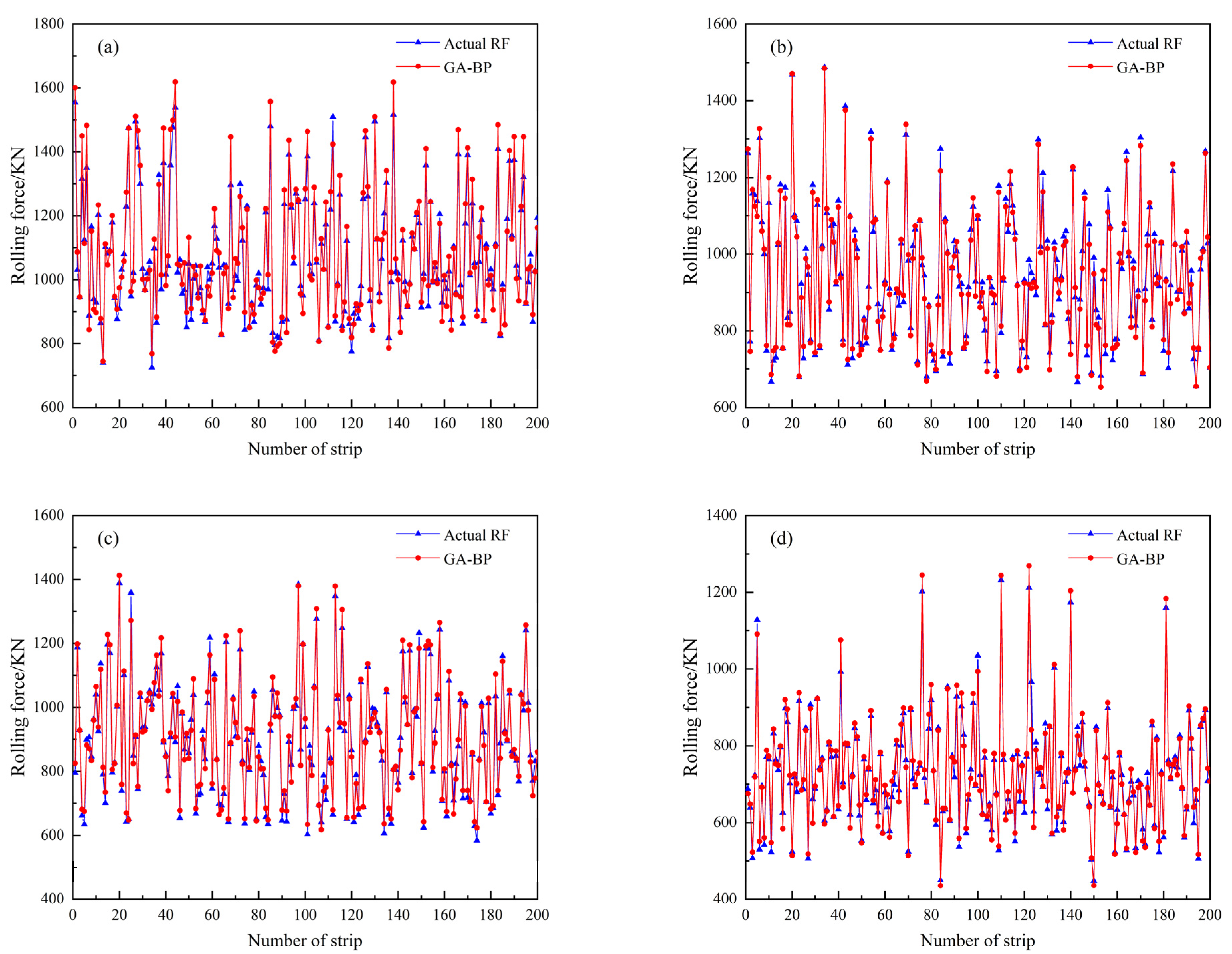
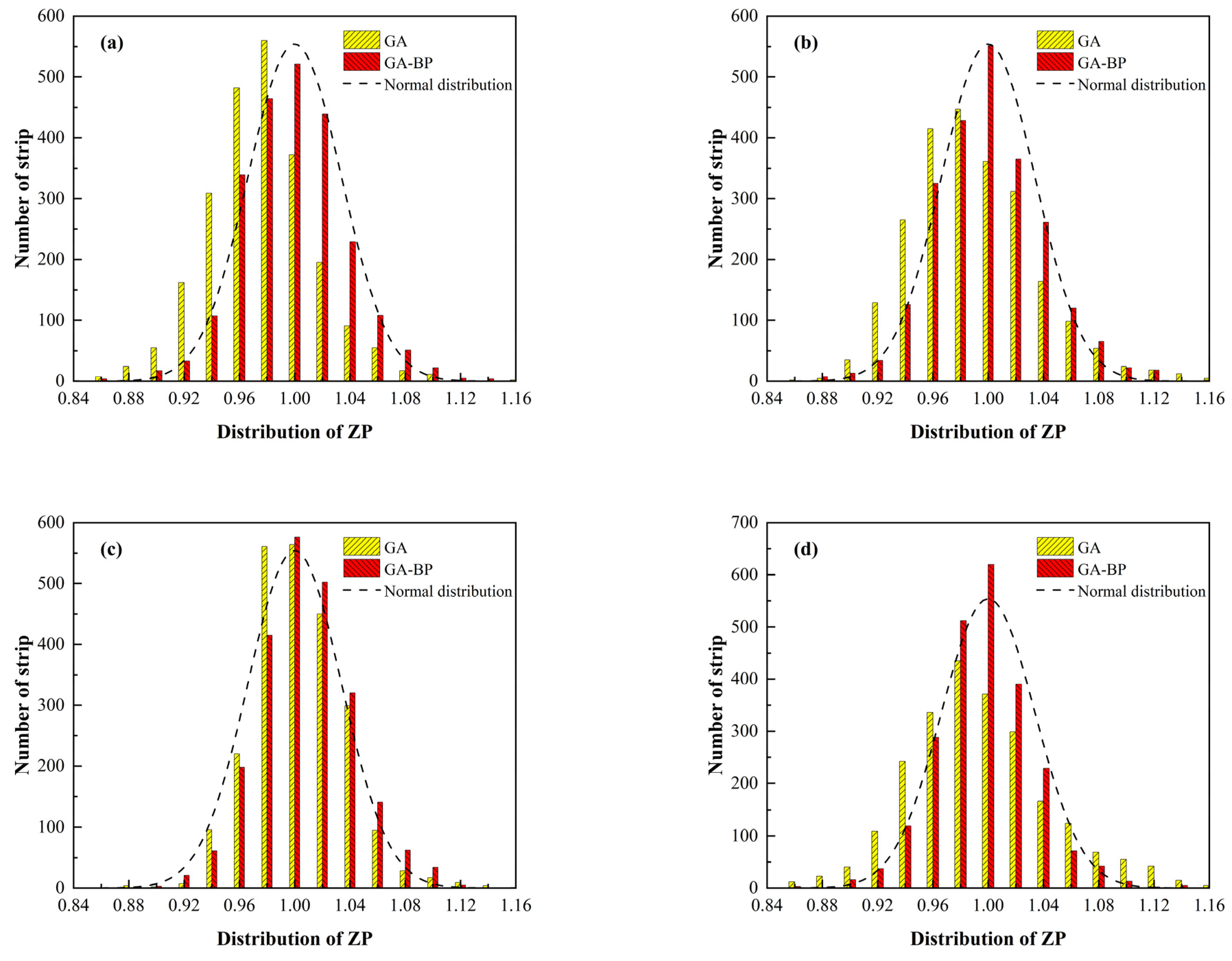
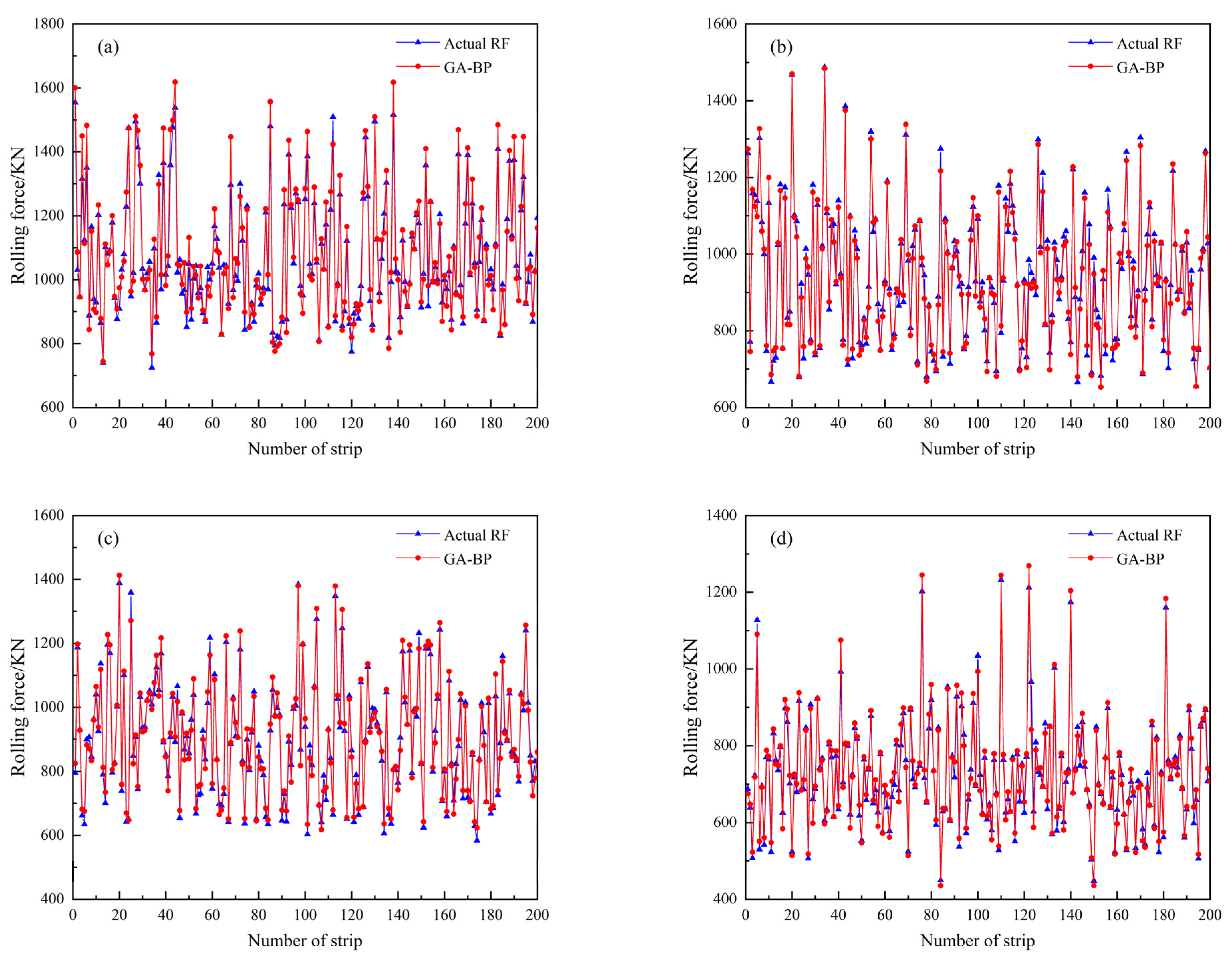
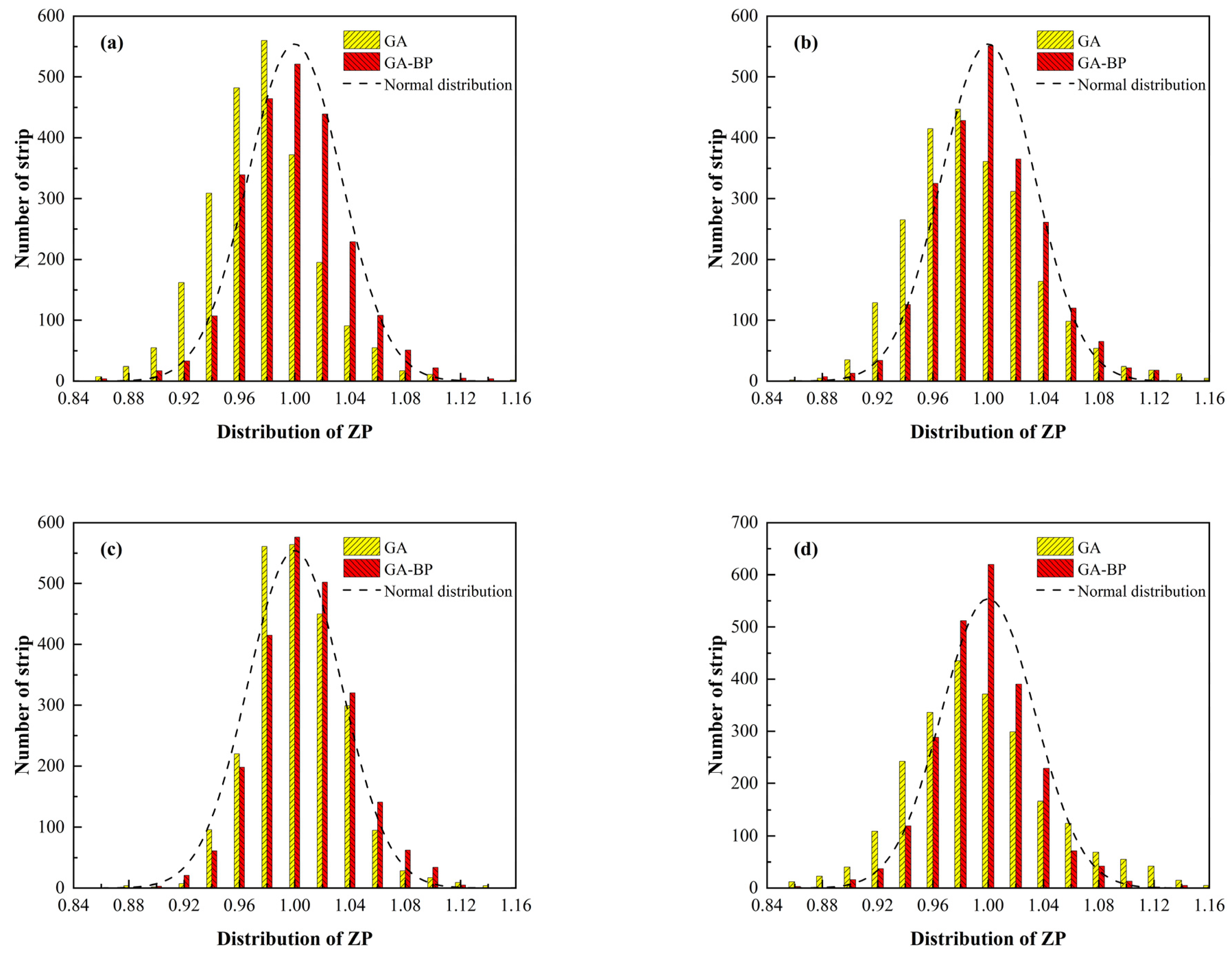
4.2. Calculation Result of RFDPM
5. Industrial Applications of RFPM
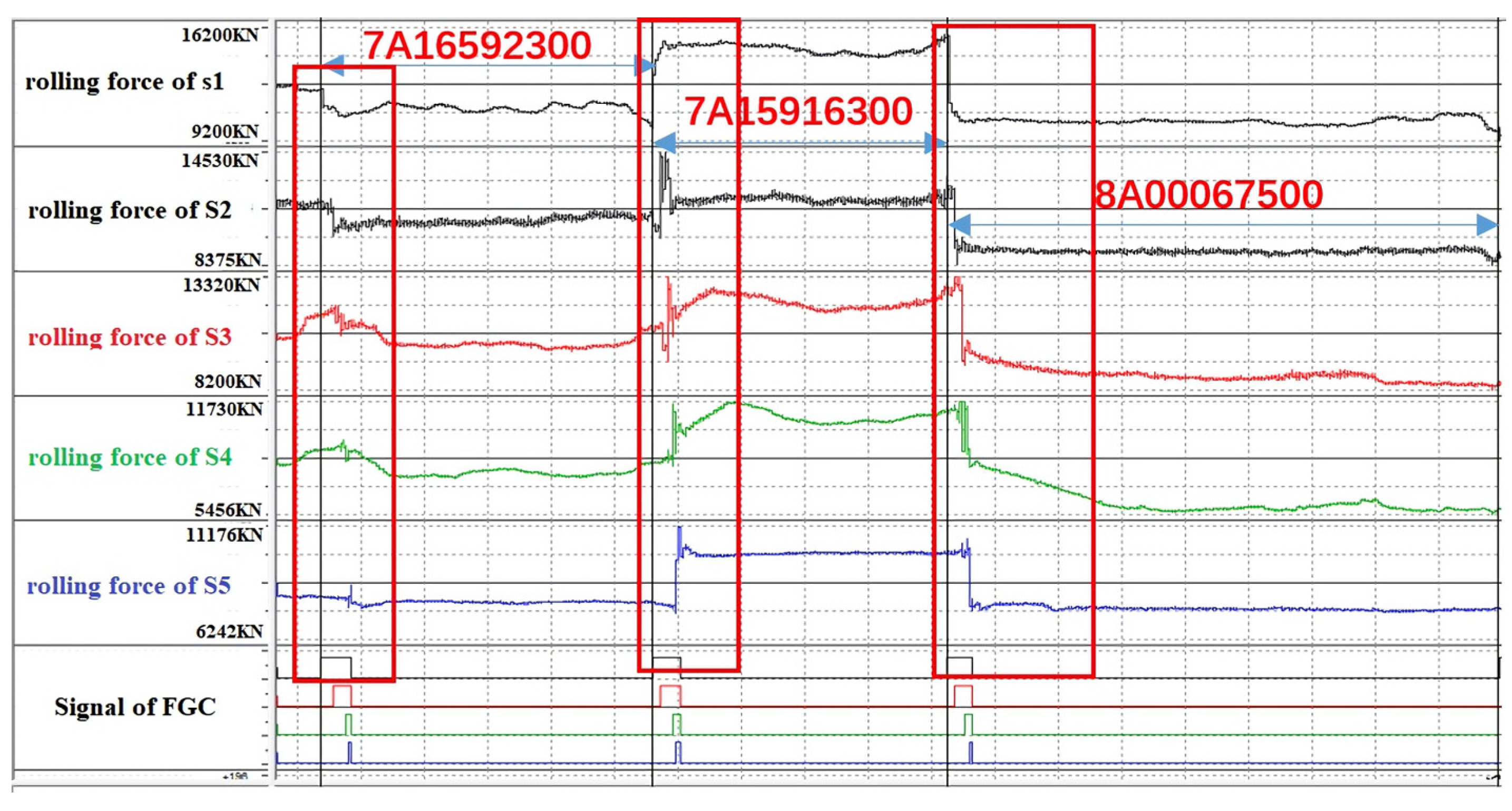
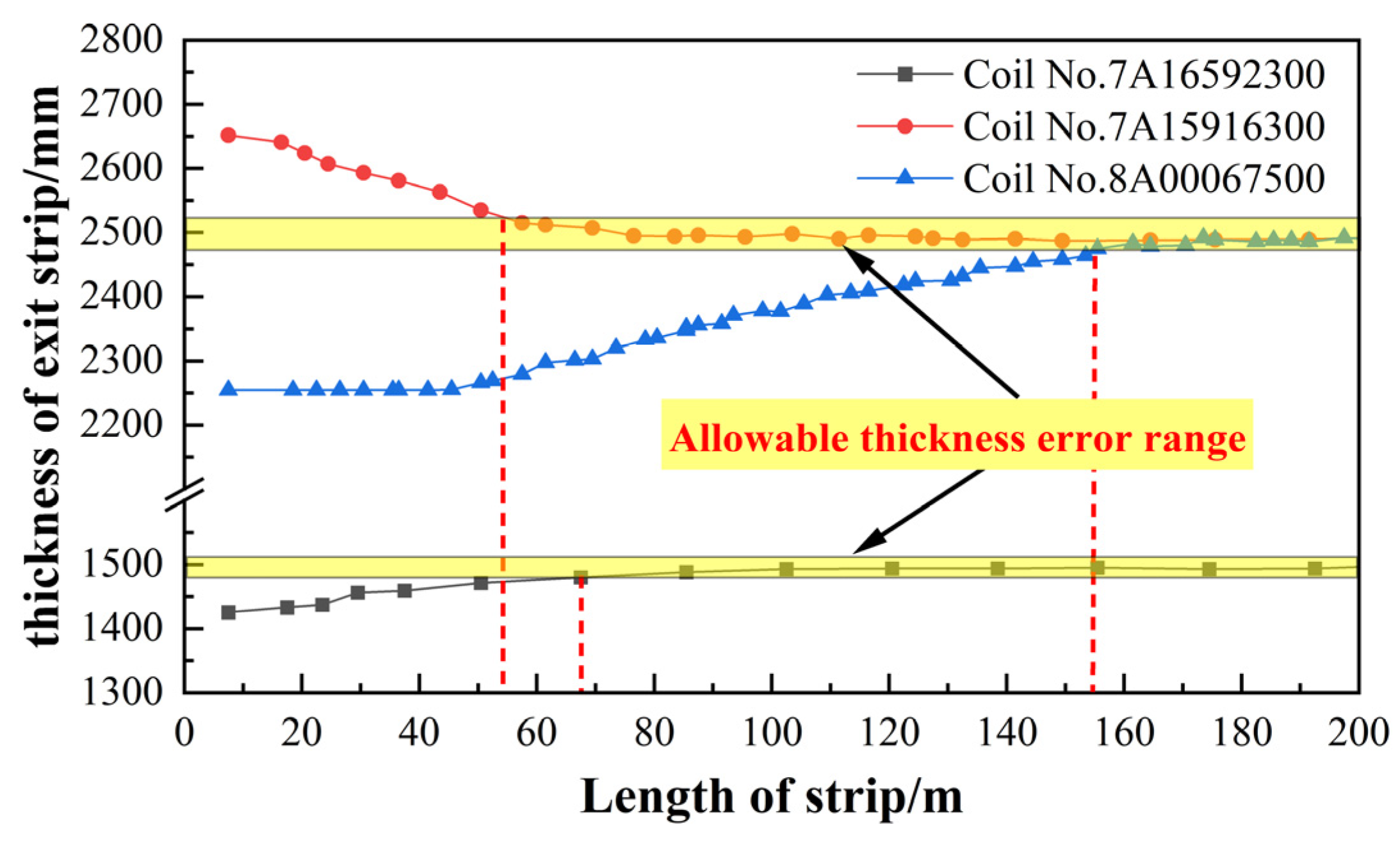
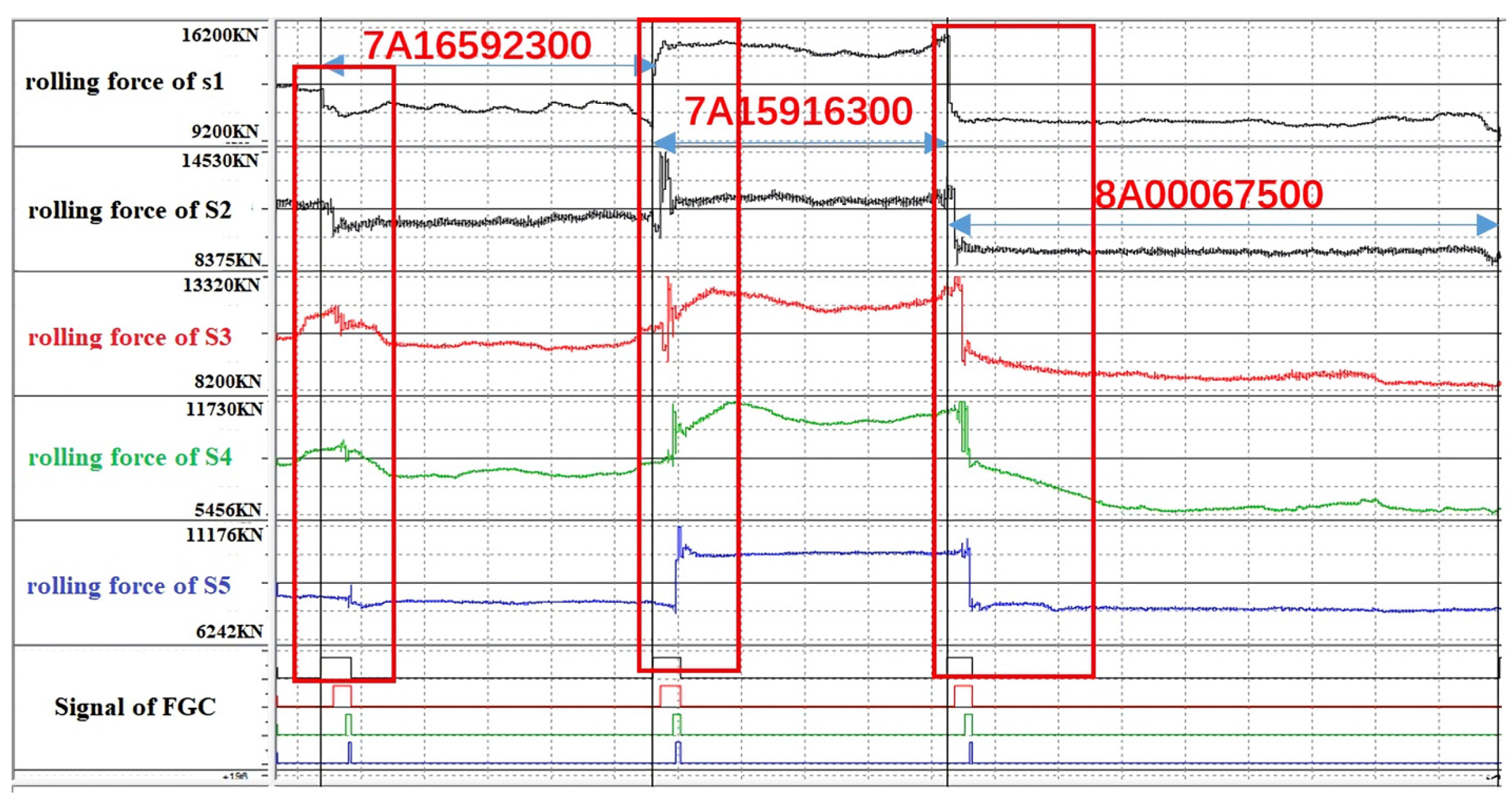
5.1. Thickness Defect Analysis of the Strip Head before Optimization
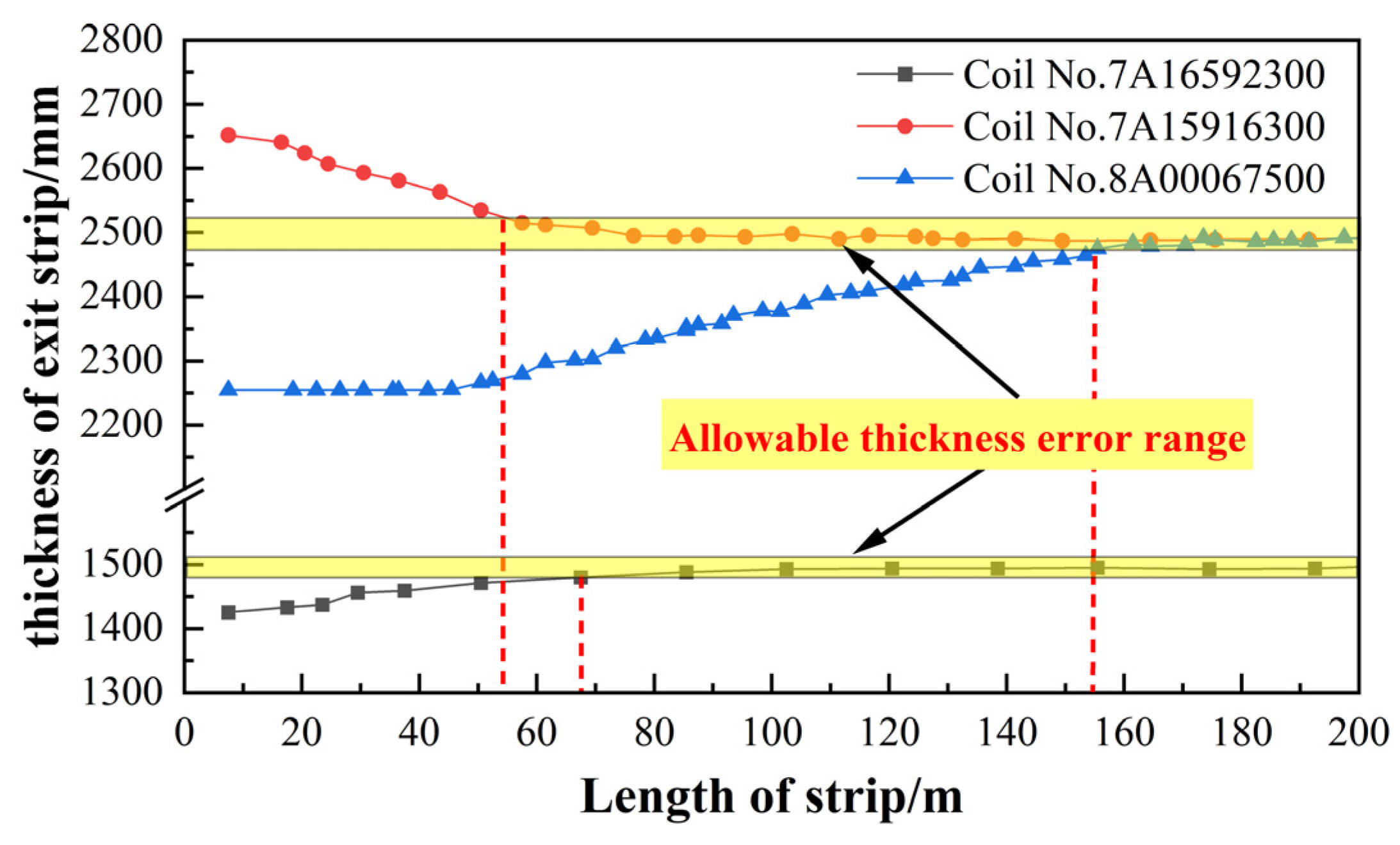
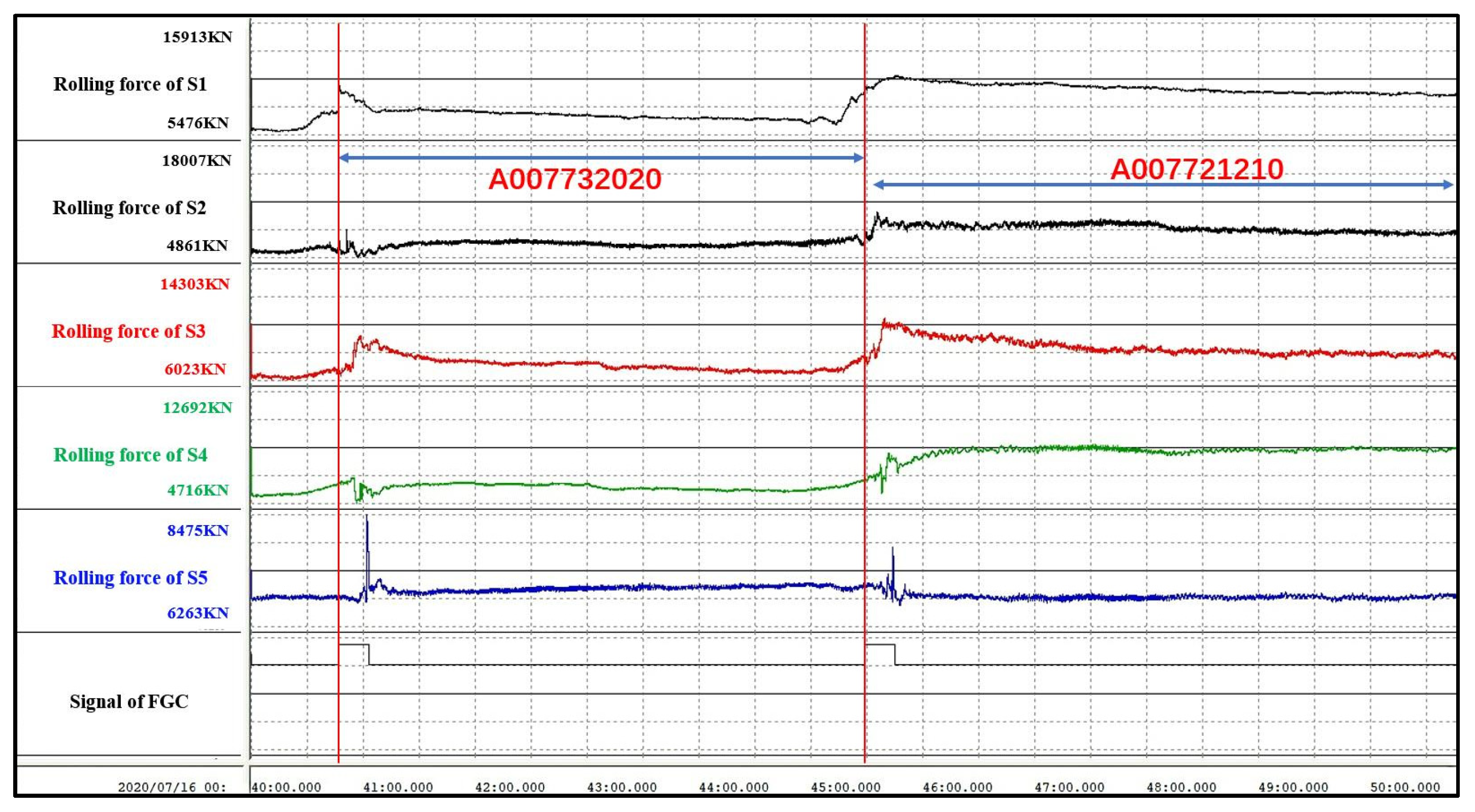
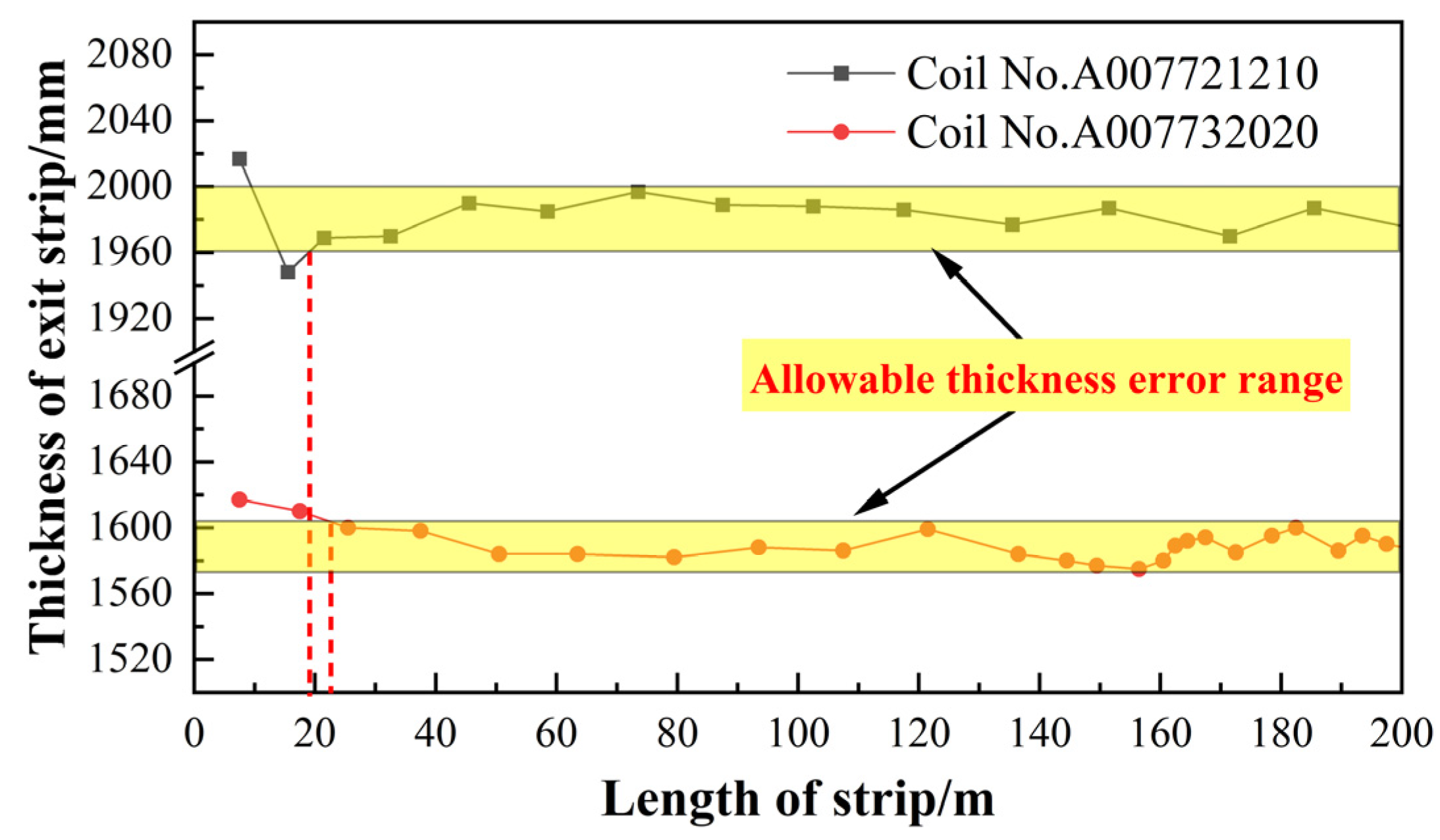
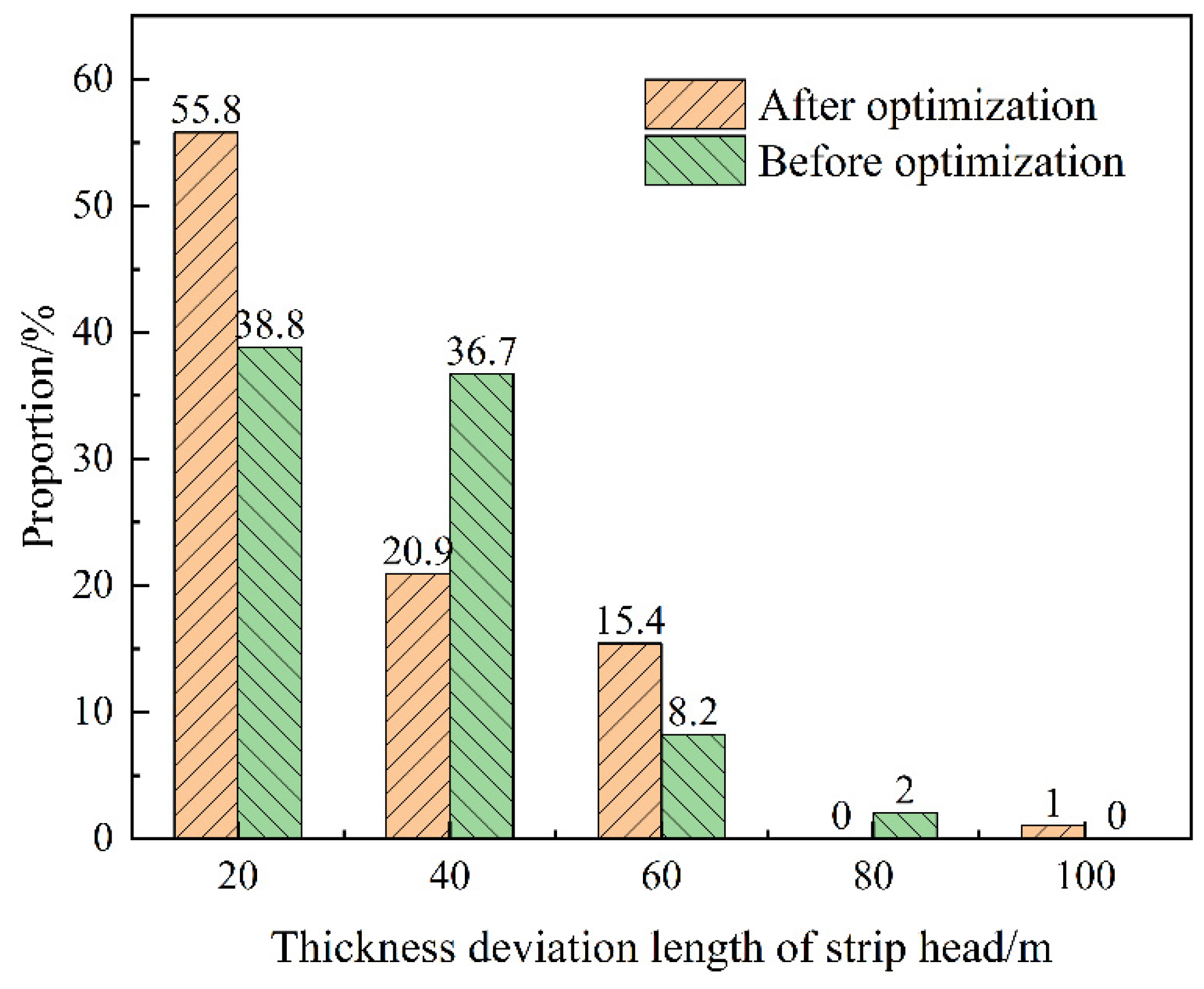
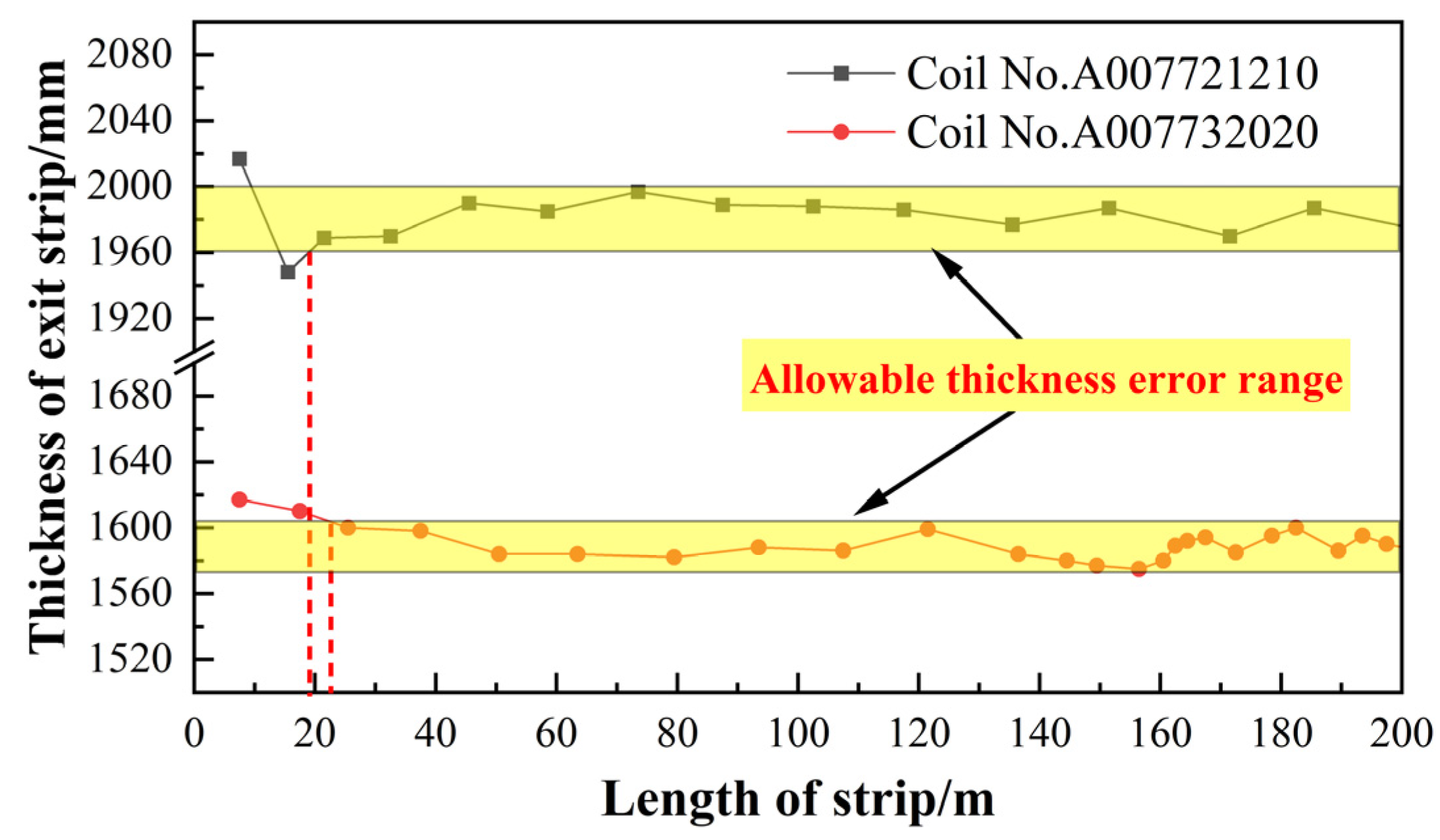
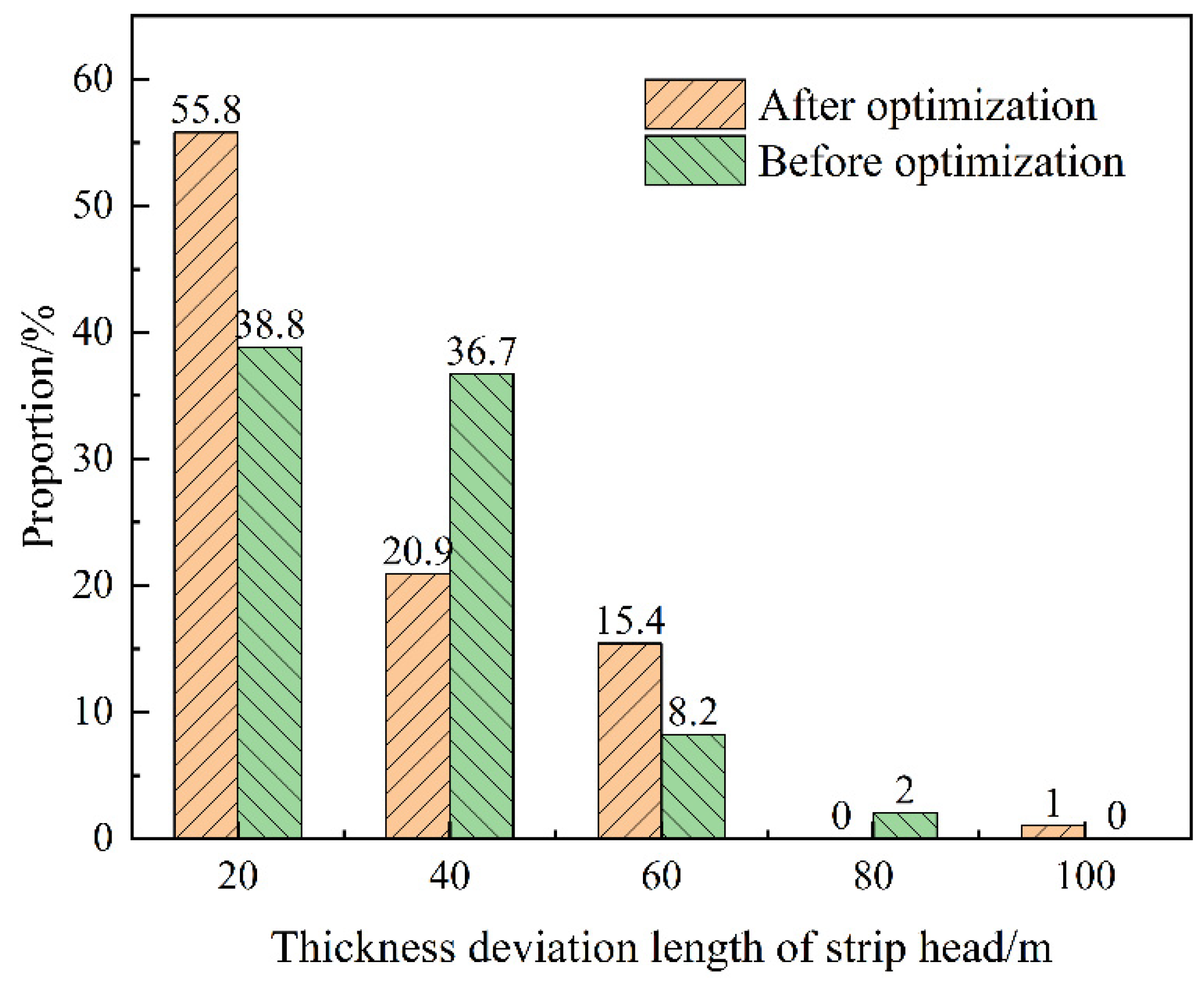
5.2. Optimization Effect Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ren, L.; Zhou, S.; Peng, T.; Ou, X. A review of CO2 emissions reduction technologies and low-carbon development in the iron and steel industry focusing on China. Renew. Sustain. Energy Rev. 2021, 143, 110846. [Google Scholar] [CrossRef]
- Chubenko, V.; Khinotskaya, A.; Yarosh, T.; Saithareiev, L. Sustainable development of the steel plate hot rolling technology due to energy-power process parameters justification. E3S Web Conf. 2020, 166, 06009. [Google Scholar] [CrossRef]
- Yamashita, M.; Yarita, I.; Abe, H.; Mikuriya, T.; Yanagishima, F. Technologies of flying gauge change in fully continuous cold rolling mill for thin gauge steel strips. In Proceedings of the 4th International Steel Rolling Conference—The Science and Technology of Flat Rolling, Deauville, France, 1–3 June 1987; Volume 2. [Google Scholar]
- Kijima, H.; Kenmochi, K.; Yarita, I.; Sunamori, Y.; Fukuhara, A.; Miyahara, M. Improvement of the accuracy in thickness during flying gauge change in tandem cold mills. Rev. Métall. 1998, 95, 911–918. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, Z.; Tieu, A.; Liu, X.; Wang, G. A flying gauge change model in tandem cold strip mill. J. Mater. Process. Technol. 2008, 204, 152–161. [Google Scholar] [CrossRef]
- Li, S.; Wang, Z.; Guo, Y. A novel analytical model for prediction of rolling force in hot strip rolling based on tangent velocity field and MY criterion. J. Manuf. Process. 2019, 47, 202–210. [Google Scholar] [CrossRef]
- You, G.; Li, S.; Wang, Z.; Yuan, R.; Wang, M. A novel analytical model based on arc tangent velocity field for prediction of rolling force in strip rolling. Meccanica 2020, 55, 1453–1462. [Google Scholar] [CrossRef]
- Peng, W.; Ding, J.G.; Zhang, D.H.; Zhao, D.W. A novel approach for the rolling force calculation of cold rolled sheet. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 5057–5067. [Google Scholar] [CrossRef]
- Liu, S.; Lu, H.; Zhao, D.; Huang, R.; Jiang, J. Dynamic rolling force modeling of cold rolling strip based on mixed lubrication friction. Int. J. Adv. Manuf. Technol. 2020, 108, 369–380. [Google Scholar] [CrossRef]
- Rath, S.; Singh, A.P.; Bhaskar, U.; Krishna, B.; Santra, B.K.; Rai, D.; Neogi, N. Artificial Neural Network Modeling for Prediction of Roll Force During Plate Rolling Process. Mater. Manuf. Process. 2010, 25, 149–153. [Google Scholar] [CrossRef]
- Teng, W.; Wang, G.M. Rolling Force Prediction System of Cold Rolling Process Based on BP Neural Network. Adv. Mater. Res. 2013, 690–693, 2361–2365. [Google Scholar] [CrossRef]
- Bagheripoor, M.; Bisadi, H. Application of artificial neural networks for the prediction of roll force and roll torque in hot strip rolling process. Appl. Math. Model. 2013, 37, 4593–4607. [Google Scholar] [CrossRef]
- Zhang, S.H.; Che, L.Z.; Liu, X.Y. Modelling of Deformation Resistance with Big Data and Its Application in the Prediction of Rolling Force of Thick Plate. Math. Probl. Eng. 2021, 2021, 2500636. [Google Scholar] [CrossRef]
- Xin-Qiu, Z.; Yan-Sheng, W. BP neural network based GPSA used in tandem cold rolling force prediction. In Proceedings of the 2011 International Conference on Consumer Electronics, Communications and Networks (CECNet), Xianning, China, 16–18 April 2011; pp. 4829–4832. [Google Scholar] [CrossRef]
- Wang, Z.-H.; Gong, D.-Y.; Li, X.; Li, G.-T.; Zhang, D.-H. Prediction of bending force in the hot strip rolling process using artificial neural network and genetic algorithm (ANN-GA). Int. J. Adv. Manuf. Technol. 2017, 93, 3325–3338. [Google Scholar] [CrossRef]
- Zheng, G.; Ge, L.-H.; Shi, Y.-Q.; Li, Y.; Yang, Z. Dynamic Rolling Force Prediction of Reversible Cold Rolling Mill Based on BP Neural Network with Improved PSO. In Proceedings of the 2018 Chinese Automation Congress (CAC), Xi’an, China, 30 November–2 December 2018; pp. 2710–2714. [Google Scholar] [CrossRef]
- Sun, S.; Zhang, J.; Wang, J.; Xu, L. The Application of New Adaptive PSO in AGC and AFC Combination Control System. Procedia Eng. 2011, 16, 702–707. [Google Scholar] [CrossRef] [Green Version]
- Jansen, M.; Broese, E.; Feldkeller, B.; Poppe, T. How neural networks are proving themselves in rolling mill process control. Met. Min. More 1999, 1, 4–6. [Google Scholar]
- Zhang, Q.D.; Xu, X.G.; Yu, M.; Zhai, B.; Li, S. Cold Rolling Force Model Based on GA and ANN for Stainless Steel Strip. Iron Steel 2018, 43, 46–48. [Google Scholar] [CrossRef]
- Cui, C.G. Intelligent prediction model based on neural network algorithm and mechanism model for rolling force in tandem cold rolling. Comput. Mod. 2019, 8, 74–78, 91. [Google Scholar] [CrossRef]
- Zhang, S.H.; Deng, L.; Che, L.Z. An integrated model of rolling force for extra-thick plate by combining theoretical model and neural network model. J. Manuf. Process. 2022, 75, 100–109. [Google Scholar] [CrossRef]
- Guo, H.; Hao, P.; Chen, J. Based on Support Vector Machine of Cold Rolling Force Prediction Research. DEStech Trans. Comput. Sci. Eng. 2018, 197–204. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No | Parameter | Unit | Min | Max |
|---|---|---|---|---|
| 1 | Yield strength | MPa | 175 | 499 |
| 2 | Strip width | mm | 870 | 1595 |
| 3 | Entry thickness of S1 | mm | 2.001 | 5.616 |
| 4 | Exit thickness of S1 | mm | 1.316 | 4.65 |
| 5 | Exit thickness of S2 | mm | 0.772 | 3.866 |
| 6 | Exit thickness of S3 | mm | 0.508 | 3.011 |
| 7 | Exit thickness of S4 | mm | 0.383 | 2.462 |
| 8 | Exit speed of S1 | mpm | 53.7 | 426.70 |
| 9 | Exit speed of S2 | mpm | 70.4 | 639.70 |
| 10 | Exit speed of S3 | mpm | 104.6 | 969.4 |
| 11 | Exit speed of S4 | mpm | 146.7 | 1203.70 |
| 12 | Unit back tension of S1 | MPa | 2.04 | 7.93 |
| 13 | Unit forward tension of S1 | MPa | 5.43 | 16.34 |
| 14 | Unit forward tension of S2 | MPa | 6.19 | 19.11 |
| 15 | Unit forward tension of S3 | MPa | 7.76 | 20.04 |
| 16 | Unit forward tension of S4 | MPa | 8.76 | 22.58 |
| 17 | Working roll radius of S1 | mm | 206.96 | 216.97 |
| 18 | Working roll radius of S2 | mm | 195.04 | 216.78 |
| 19 | Working roll radius of S3 | mm | 193.91 | 216.83 |
| 20 | Working roll radius of S4 | mm | 192.95 | 207.09 |
| S1 | S2 | S3 | S4 | Average | |
|---|---|---|---|---|---|
| Original(%) | 81.64 | 91.98 | 49.37 | 22.49 | 61.37 |
| GA(%) | 96.45 | 95.87 | 97.57 | 95.18 | 96.27 |
| GA-BP(%) | 98.63 | 98.44 | 98.86 | 99.10 | 98.76 |
| S1 | S2 | S3 | S4 | Average | |
|---|---|---|---|---|---|
| GA(%) | 72.76 | 72.56 | 78.22 | 70.87 | 73.60 |
| GA-BP(%) | 86.49 | 79.60 | 87.07 | 91.09 | 86.06 |
| Coil | Steel Grade | Strip Width/mm | Entry Thickness/mm | Exit Thickness/mm | YS/MPa | Length of Thickness Defect/m |
|---|---|---|---|---|---|---|
| 7A16592300 | SPHD | 1340 | 4541 | 1495 | 225 | 67.5 |
| 7A15916300 | LG280VK | 1295 | 4873 | 2500 | 391 | 53.5 |
| 8A00067500 | SPHC-B | 1300 | 5347 | 2500 | 225 | 153.5 |
| Coil | Steel Grade | Strip Width/mm | Entry Thickness/mm | Exit Thickness/mm | YS/MPa | Length of Thickness Defect/m |
|---|---|---|---|---|---|---|
| A007732020 | 40Mn-C | 1230 | 2076 | 1590 | 467 | 19.5 |
| A007721210 | S50-A | 1210 | 2468 | 2004 | 435 | 23.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Sun, W.; He, A.; Yuan, T.; Shi, J.; Qiang, Y. Research on Thickness Defect Control of Strip Head Based on GA-BP Rolling Force Preset Model. Metals 2022, 12, 924. https://doi.org/10.3390/met12060924
Chen L, Sun W, He A, Yuan T, Shi J, Qiang Y. Research on Thickness Defect Control of Strip Head Based on GA-BP Rolling Force Preset Model. Metals. 2022; 12(6):924. https://doi.org/10.3390/met12060924
Chicago/Turabian StyleChen, Luzhen, Wenquan Sun, Anrui He, Tieheng Yuan, Jianrui Shi, and Yi Qiang. 2022. "Research on Thickness Defect Control of Strip Head Based on GA-BP Rolling Force Preset Model" Metals 12, no. 6: 924. https://doi.org/10.3390/met12060924
APA StyleChen, L., Sun, W., He, A., Yuan, T., Shi, J., & Qiang, Y. (2022). Research on Thickness Defect Control of Strip Head Based on GA-BP Rolling Force Preset Model. Metals, 12(6), 924. https://doi.org/10.3390/met12060924