
New Technology and Experimental Research on Thick-Walled Tube Fatigue Impact Loading Precision Separation


Abstract
:1. Introduction
2. Principle of Pneumatic Impact Loading Separation
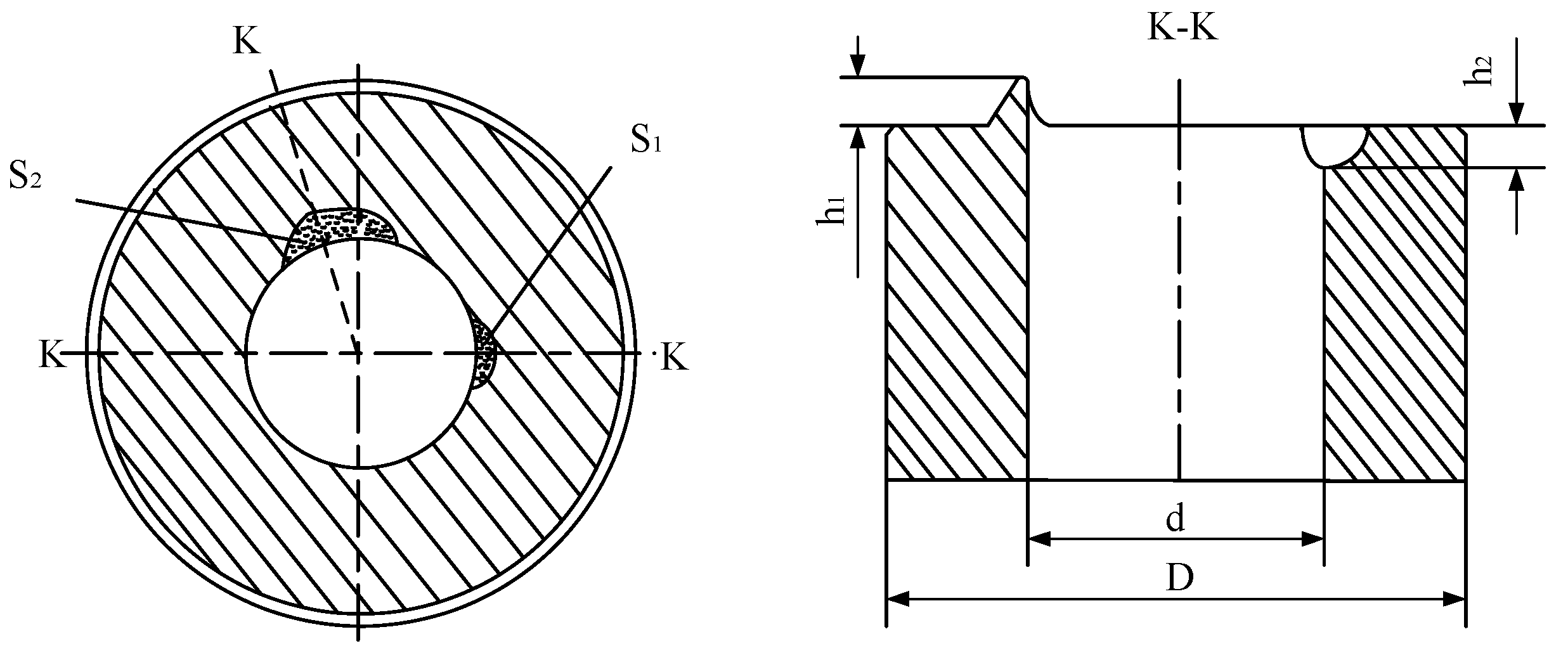
3. Thick-Walled Tube V-Notch Bottom Crack Initiation
4. Research on the Separation Experiment of Pneumatic Fatigue Impact Loading
4.1. Experimental Setup
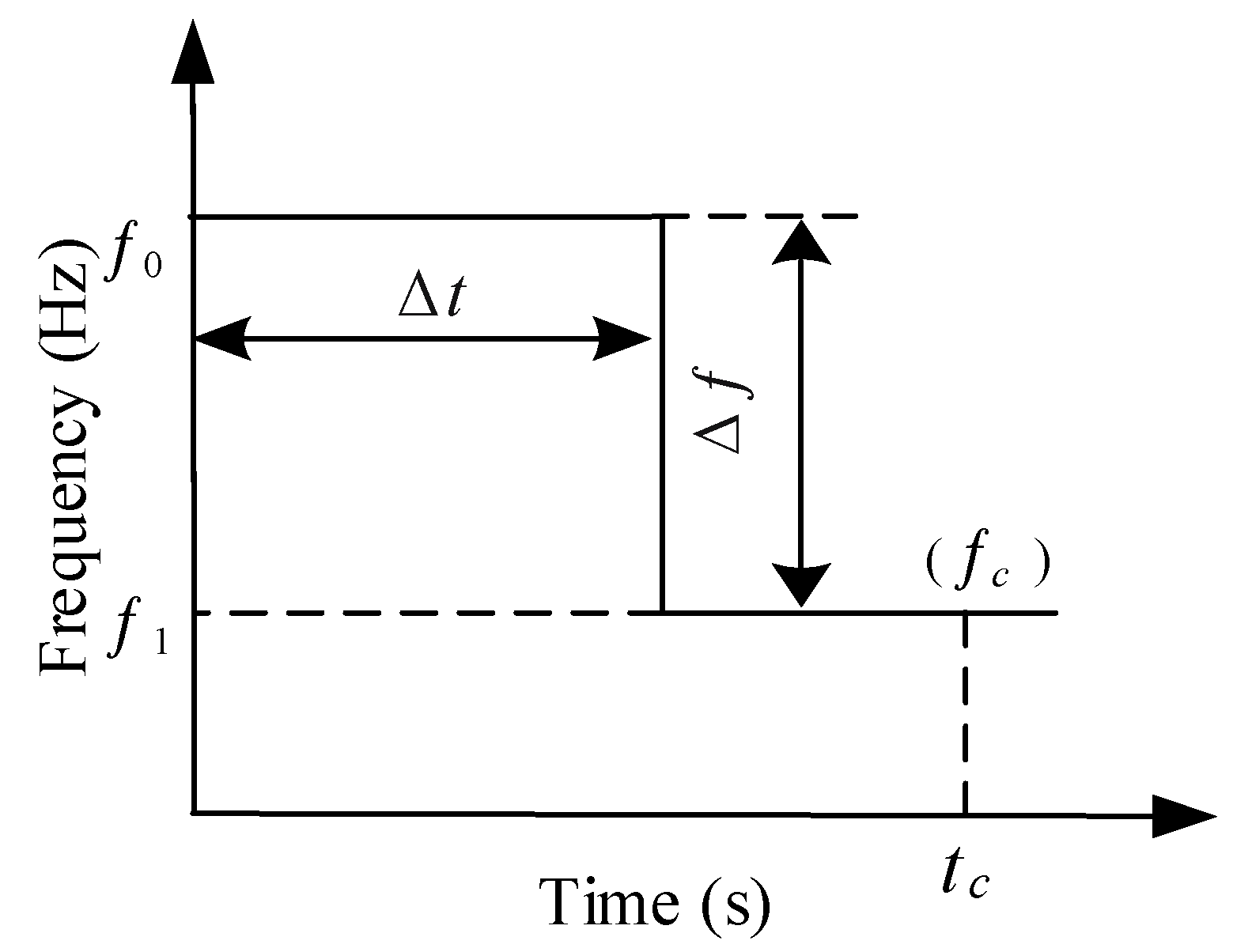
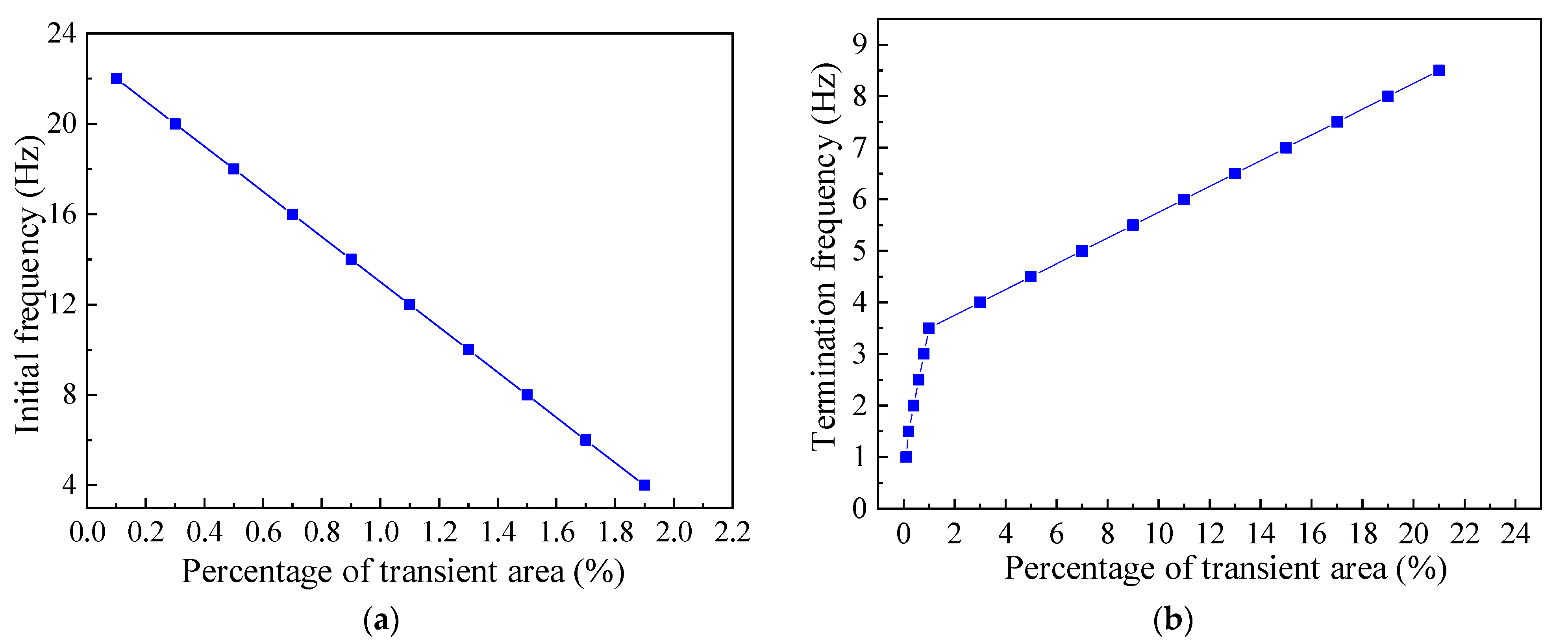
4.2. Control Curve of Tube Precision Separation
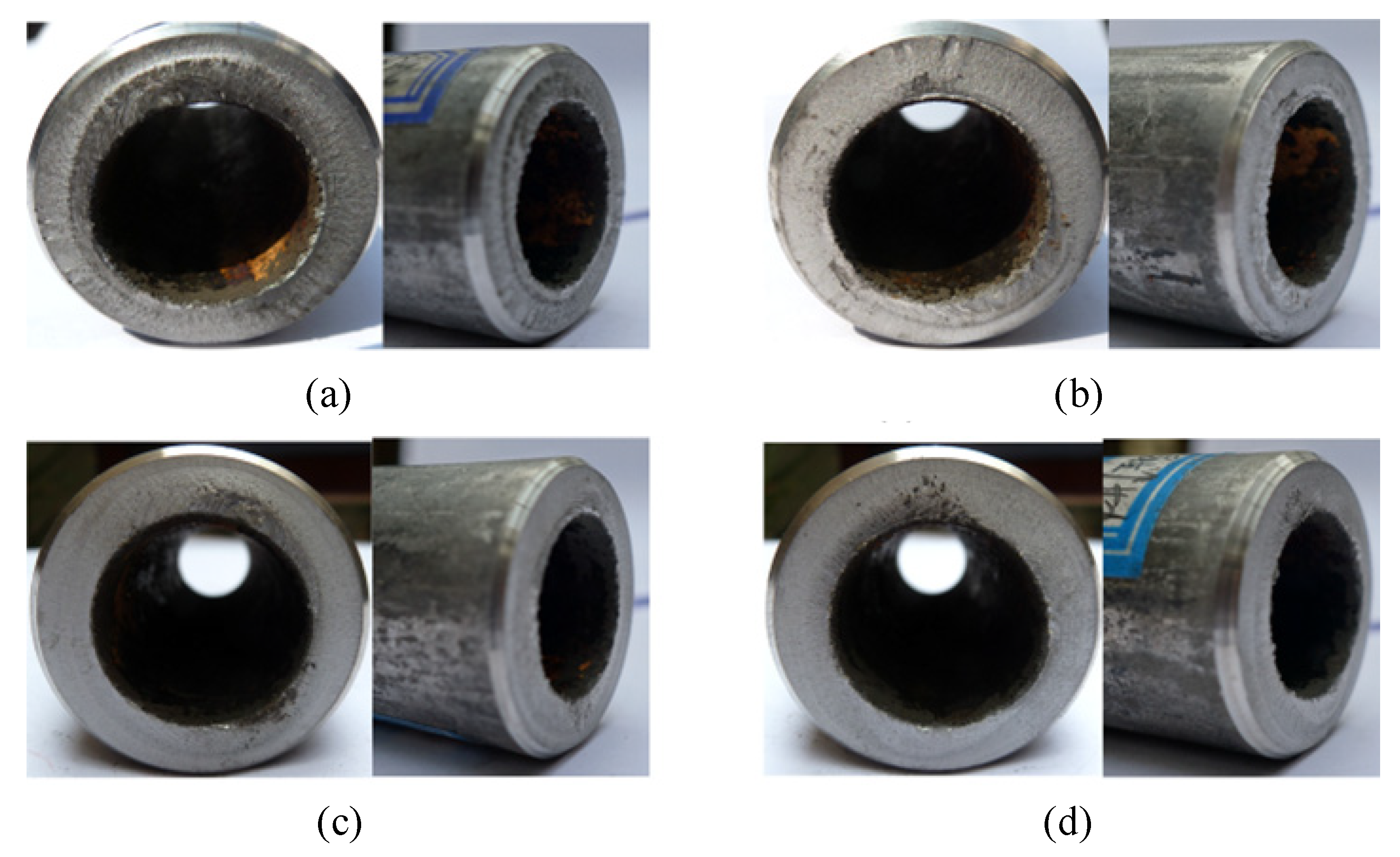
4.3. Test Results and Discussion
5. Conclusions
- (1)
- The thick-walled tube pneumatic fatigue impact loading precision separation process proposed in this paper effectively combines radial cyclic impact load, the stress concentration effect and the fatigue fracture principle, which realizes the thick-walled tube fatigue fracture.
- (2)
- In the analysis of crack initiation at the bottom of the V-notch in thick-walled tube, the threshold value of crack initiation at the tip of the V-notch was analyzed when the tube was subjected to bending load F and bending moment M under a plane strain state, and the expression of the corresponding theoretical stress concentration coefficient was obtained when the V-notch opening angle was and there was a relationship between the impact load and the loading frequency of the tube and the bending moment. Based on this, it can be judged whether the fatigue crack at the root of the tube V-notch was cracked.
- (3)
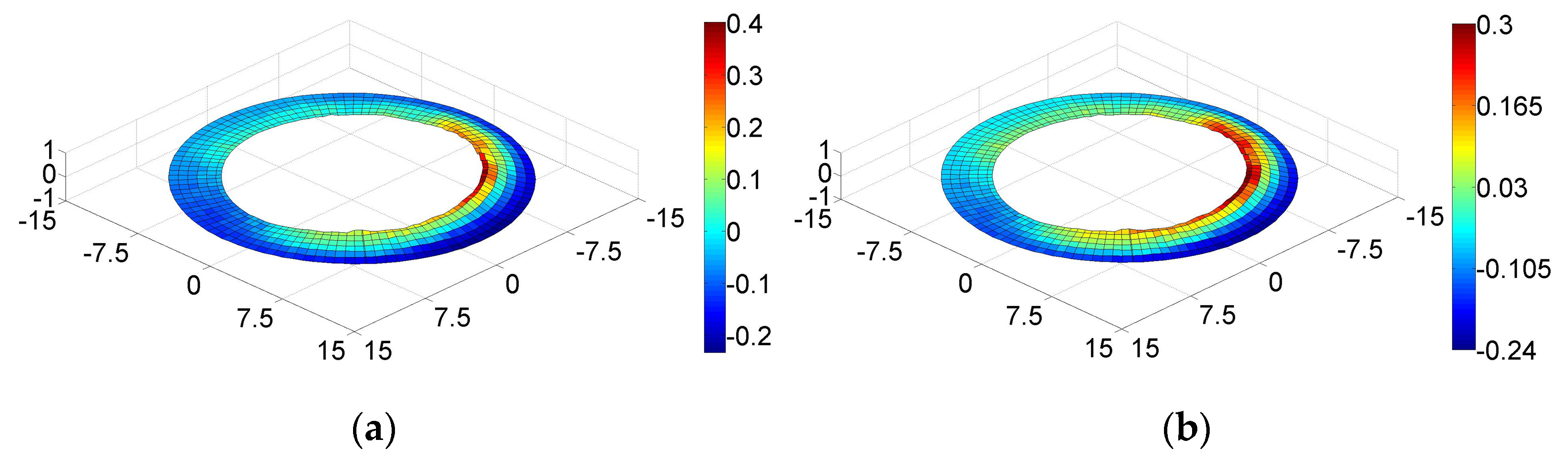
- Under the cyclic action of pneumatic impact load, the control method of gradually reducing the loading frequency from high to low can effectively control the initiation, stable expansion and rapid rupture of thick-walled tube cracks. Implements’ tube fatigue fracture and combining with thick wall tube fatigue fracture microscopic morphology, fracture analysis of the thick wall tube in the section of pneumatic impact fatigue loading precision separation characteristics of the GCr15 seamless steel tube is obtained by measuring and data processing sections. Figure 3D data shows a contrast analysis of the initial frequency and termination frequency of the relationship with the fracture quality. According to the proposed fracture quality evaluation method, the fracture quality of the separation section of the thick-walled tube is effectively analyzed.
- (4)
- The separation device of pneumatic fatigue impact loading precision separation process has a simple structure, is easy to operate, saves raw materials, has low energy consumption and obtains a good thick-walled tube precision separation effect, which has certain engineering application significance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, C.; Wen, G. A Low Loss Slow Wave Structure Based on HCG SSP for Traveling Wave Tube Applications. In Proceedings of the 2018 Asia-Pacific Microwave Conference (APMC), Kyoto, Japan, 6–9 November 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 962–964. [Google Scholar]
- Xiao, S.H.; Luan, X.S.; Liang, Z.Q.; Wang, X.B.; Zhou, T.F.; Ding, Y. Fracture Analysis of Ultrahigh-Strength Steel Based on Split Hopkinson Pressure Bar Test. Metals 2022, 12, 628. [Google Scholar] [CrossRef]
- Jukic, K.; Peric, M.; Tonkovic, Z.; Skozrit, I.; Jarak, T. Numerical Calculation of Stress Intensity Factors for Semi-Elliptical Surface Cracks in Buried-Arc Welded Thick Plates. Metals 2021, 11, 1809. [Google Scholar] [CrossRef]
- Zhong, B.; Zhao, S.D.; Zhao, R.F.; Liao, J.A. Numerical and experimental investigation on the influence of main-motor rotational-frequency in fine-cropping. Chin. J. Mech. Eng. 2014, 228, 514–524. [Google Scholar] [CrossRef]
- Yang, M.; Gao, C.; Pang, J.; Li, S.; Hu, D.; Li, X.; Zhang, Z. High-Cycle Fatigue Behavior and Fatigue Strength Prediction of Differently Heat-Treated 35CrMo Steels. Metals 2022, 12, 688. [Google Scholar] [CrossRef]
- Nojavan, S.; Schesser, D.; Yang, Q.D. A two-dimensional in situ fatigue cohesive zone model for crack propagation in composites under cyclic loading. Int. J. Fatigue 2016, 82, 449–461. [Google Scholar] [CrossRef]
- Lesiuk, G.; Rymsza, B.; Rabiega, J.; Correia, J.A.; Jesus, A.D.; Calcada, R. Influence of loading direction on the static and fatigue fracture properties of the long term operated metallic materials. Eng. Fail. Anal. 2019, 96, 409–425. [Google Scholar] [CrossRef]
- Vecchiato, L.; Campagnolo, A.; Meneghetti, G. Numerical calibration and experimental validation of the direct current potential drop (DCPD) method for fracture mechanics fatigue testing of single-edge-crack round bars. Int. J. Fatigue 2021, 150, 106316. [Google Scholar] [CrossRef]
- Liu, C.M.; Li, B.B.; Cai, Y.B.; Chen, X. Fatigue crack propagation behaviour of pressurised elbow pipes under cyclic bending. Thin Walled Struct. 2020, 154, 106882. [Google Scholar] [CrossRef]
- Mo, X.Y.; Xue, F.M.; Liu, Y.; Jiao, Z.R. Fatigue crack propagation analysis under complex stress state based on XFEM. Chin. J. Plast. Eng. 2022, 29, 177–182. [Google Scholar]
- Hanina, E.; Partom, Y.; Havazelet, D.; Sadot, O. Study of onset of thermoplastic instability by modeling shear band formation in torsion of thin-walled steel tube. Int. J. Impact. Eng. 2017, 106, 103–109. [Google Scholar] [CrossRef]
- Klocke, F.; Shirobokov, A.; Trauth, D.; Mattfeld, P. Deep rolling of fine blanking punch edges. Int. J. Mater. Form. 2016, 9, 489–498. [Google Scholar] [CrossRef]
- Stefan, J.; Berthold, S. Crack-tip residual stresses and crack propagation in cyclically-loaded specimens under different loading modes. Int. J. Mater. Res. 2022, 96, 770–774. [Google Scholar]
- Wang, S.Y.; Song, S.J.; Lu, X.C.; Kan, Q.H.; Kang, G.Z.; Zhang, X. Crystal-plastic finite element simulation of tensile fracture of CrMnFeCoNi high-entropy alloy. Chin. J. Mech. Eng. 2021, 57, 43–51. [Google Scholar]
- Ding, H.F.; Zhu, C.C.; Song, C.S. Study of Pre-stretching fracture for Aluminum alloy Thick plates with Defects. J. Mech. Eng. 2016, 52, 30–36. [Google Scholar] [CrossRef]
- Chmelko, V.; Harakal, M.; Zlabek, P.; Margetin, M.; Durka, R. Simulation of Stress Concentrations in Notches. Metals 2022, 12, 43. [Google Scholar] [CrossRef]
- Liu, X.G.; Zhu, X.L. Mixed-mode Fatigue crack propagation of Titanium alloy Diffusion bonded joints. J. Aerosp. Power 2019, 34, 2395–2402. [Google Scholar]
- Li, Y.F.; Tao, H.L.; Gao, Q.; Tan, C.Q. Parametric simulation method for 3-D Non-planar crack Propagation. J. Aerosp. Power 2017, 32, 2888–2895. [Google Scholar]
- Hua, C.; Ren, H.; Lu, Y. Equivalence study on low cycle fracture of stepped shaft and shaft with V-groove under dual-frequency excitation. Chin. J. Eng. Des. 2019, 26, 321–328. [Google Scholar]
- Ali, A.; Faidi, M.K.; Kamarudin, K.H.; Abdullah, M.F.; Saad, M.R. Simulation and Experimental of Crack Propagation in Automotive Engineering Component. Key Eng. Mater. 2022, 6289, 467–472. [Google Scholar] [CrossRef]
- Zhao, R.F.; Zhao, S.D.; Zhong, B.; Tang, Y. Experimental investigation on new low cycle fatigue precision cropping process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 229, 1470–1476. [Google Scholar] [CrossRef]
- Hang, L.; Rui, Z.; Wang, D.P.; Deng, C.Y.; Guo, B.C.; Xu, X.H. Fatigue crack growth under overload/underload in different strength structural steels. J. Constr. Steel Res. 2022, 192, 107213. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Model | D (mm) | d (mm) | L (mm) | L1 (mm) | h (mm) | ||
|---|---|---|---|---|---|---|---|---|
| GCr15 | 30 | 18 | 1000 | 50 | 0.2 | 90° | 1.2 |
| Test Number | ||||
|---|---|---|---|---|
| I | 16.5 | 4.5 | 2 | 4 |
| II | 20 | 4 | 2 | 4 |
| III | 25.5 | 3.5 | 2 | 4 |
| IV | 31 | 3 | 2 | 4 |
| Test Number | h1 (mm) | h2 (mm) | a1 (%) | a2 (%) | tc (s) |
|---|---|---|---|---|---|
| I | 0.76 | 0.16 | 13.6 | 0.15 | 45 |
| II | 0.68 | 0.13 | 12.5 | 0.12 | 33 |
| III | 0.22 | 0.15 | 0.21 | 0.09 | 35 |
| IV | 0.17 | 0.12 | 0.20 | 0.08 | 20 |
| Separation Method | Fractional Defect Ratio (%) | Section Verticality | Section Flatness (mm) |
|---|---|---|---|
| Rotary wedge shear method | 7.9 | 0.3 | 1.0 |
| Impact shear method | 12.5 | 0.5 | 3.5 |
| Fatigue impact loading separation method for a thick-walled tube | 1.9 | 0.01 | 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, R.-F.; Gao, W.-C.; Zhang, D.-Y.; Xiao, X.-D.; Liu, Y.-W.; Pan, R.-Z. New Technology and Experimental Research on Thick-Walled Tube Fatigue Impact Loading Precision Separation. Metals 2022, 12, 837. https://doi.org/10.3390/met12050837
Zhao R-F, Gao W-C, Zhang D-Y, Xiao X-D, Liu Y-W, Pan R-Z. New Technology and Experimental Research on Thick-Walled Tube Fatigue Impact Loading Precision Separation. Metals. 2022; 12(5):837. https://doi.org/10.3390/met12050837
Chicago/Turabian StyleZhao, Ren-Feng, Wei-Cheng Gao, Dong-Ya Zhang, Xu-Dong Xiao, Yan-Wei Liu, and Run-Ze Pan. 2022. "New Technology and Experimental Research on Thick-Walled Tube Fatigue Impact Loading Precision Separation" Metals 12, no. 5: 837. https://doi.org/10.3390/met12050837
APA StyleZhao, R.-F., Gao, W.-C., Zhang, D.-Y., Xiao, X.-D., Liu, Y.-W., & Pan, R.-Z. (2022). New Technology and Experimental Research on Thick-Walled Tube Fatigue Impact Loading Precision Separation. Metals, 12(5), 837. https://doi.org/10.3390/met12050837