
The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting

Abstract
:1. Introduction
1.1. Polishing and LP
1.2. Mechanism of LP
1.3. Scope of This Research
2. In-Situ Laser Polishing (ILP) Experiment
2.1. Experiment Methods
2.2. Results of Experiment
3. Numerical Model and Validation
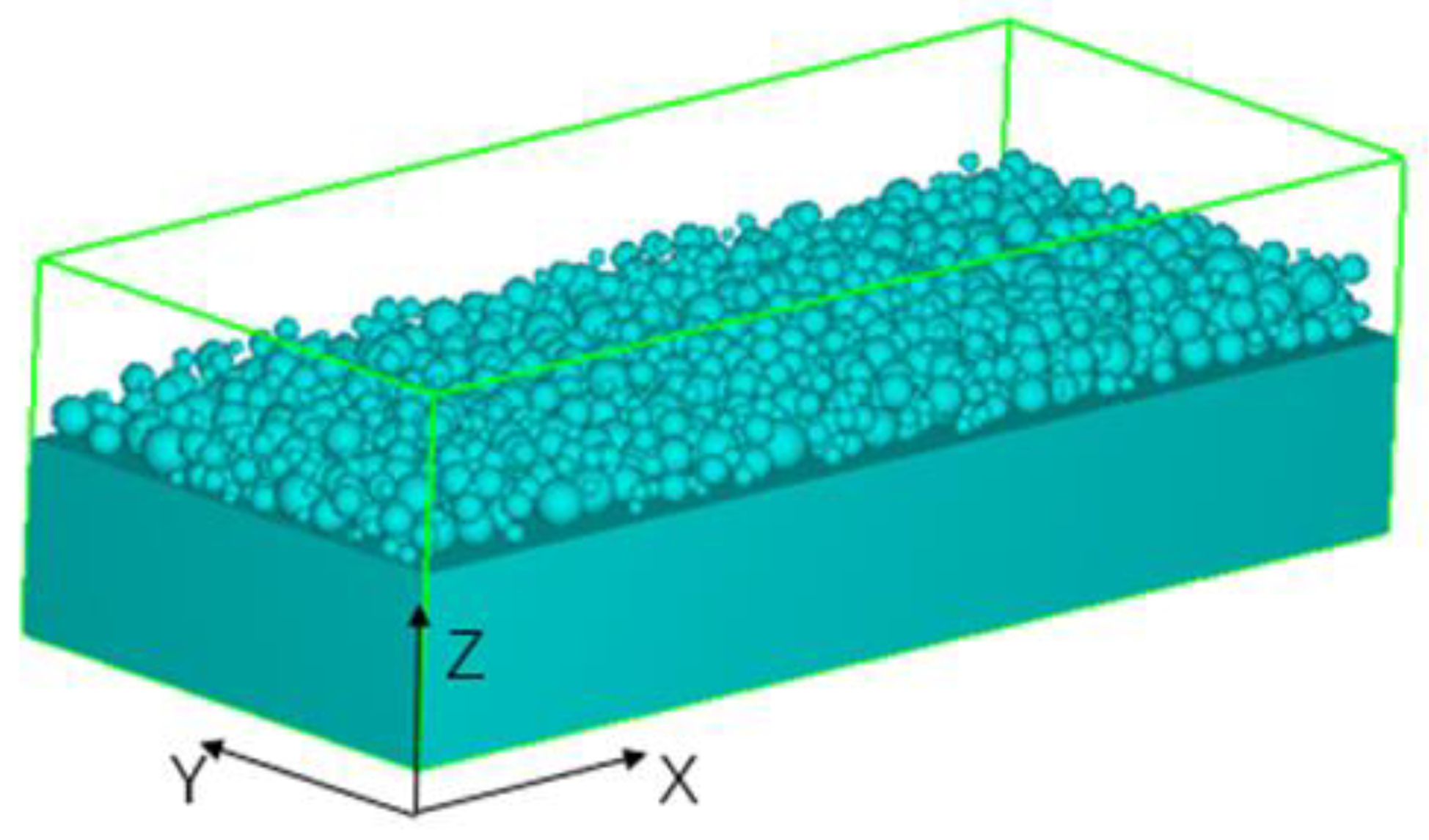
3.1. Model Establishment
3.2. Governing Equations
3.3. Gaussian Heat Source and Boundary Conditions
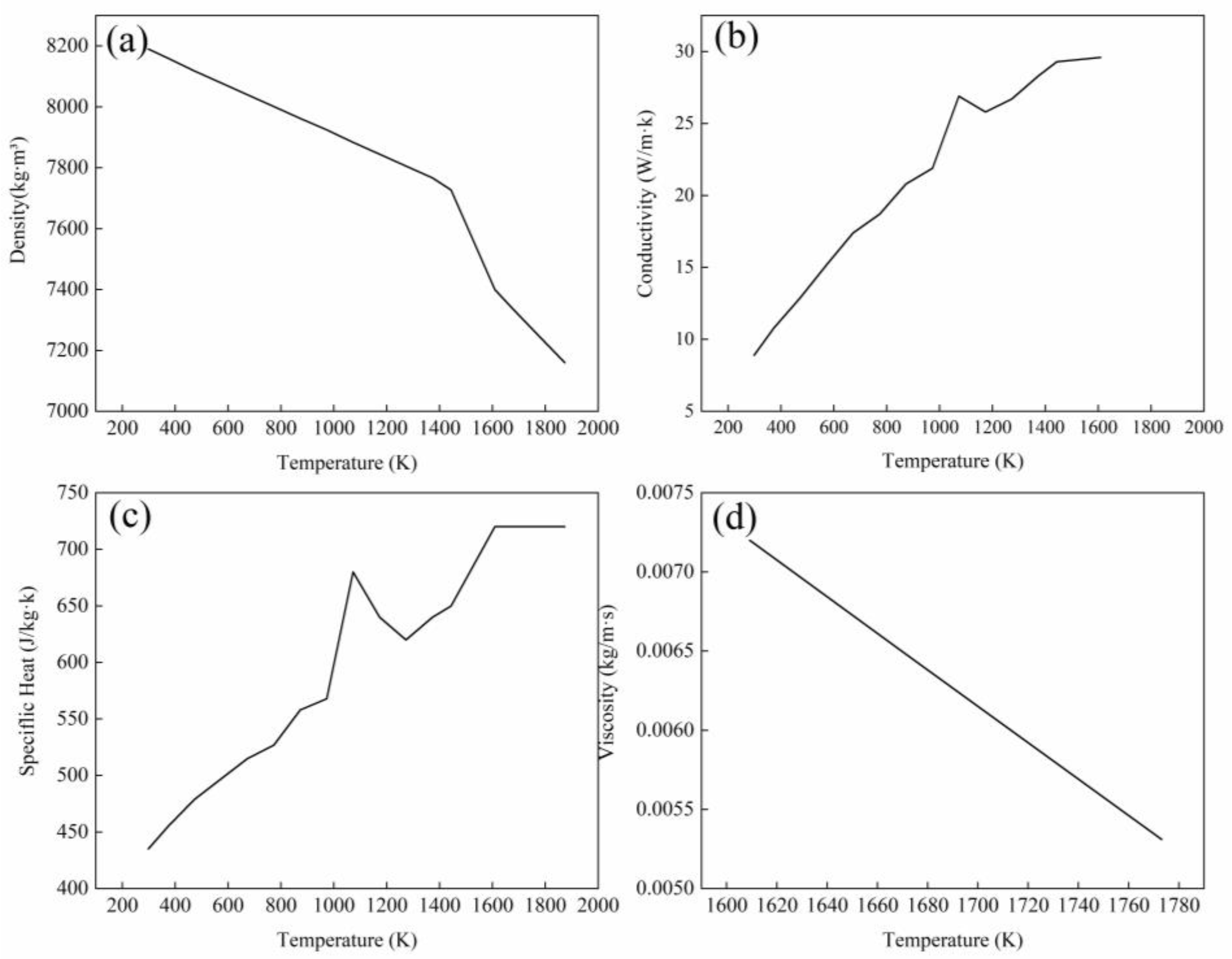
3.4. Process Parameters and Material Properties
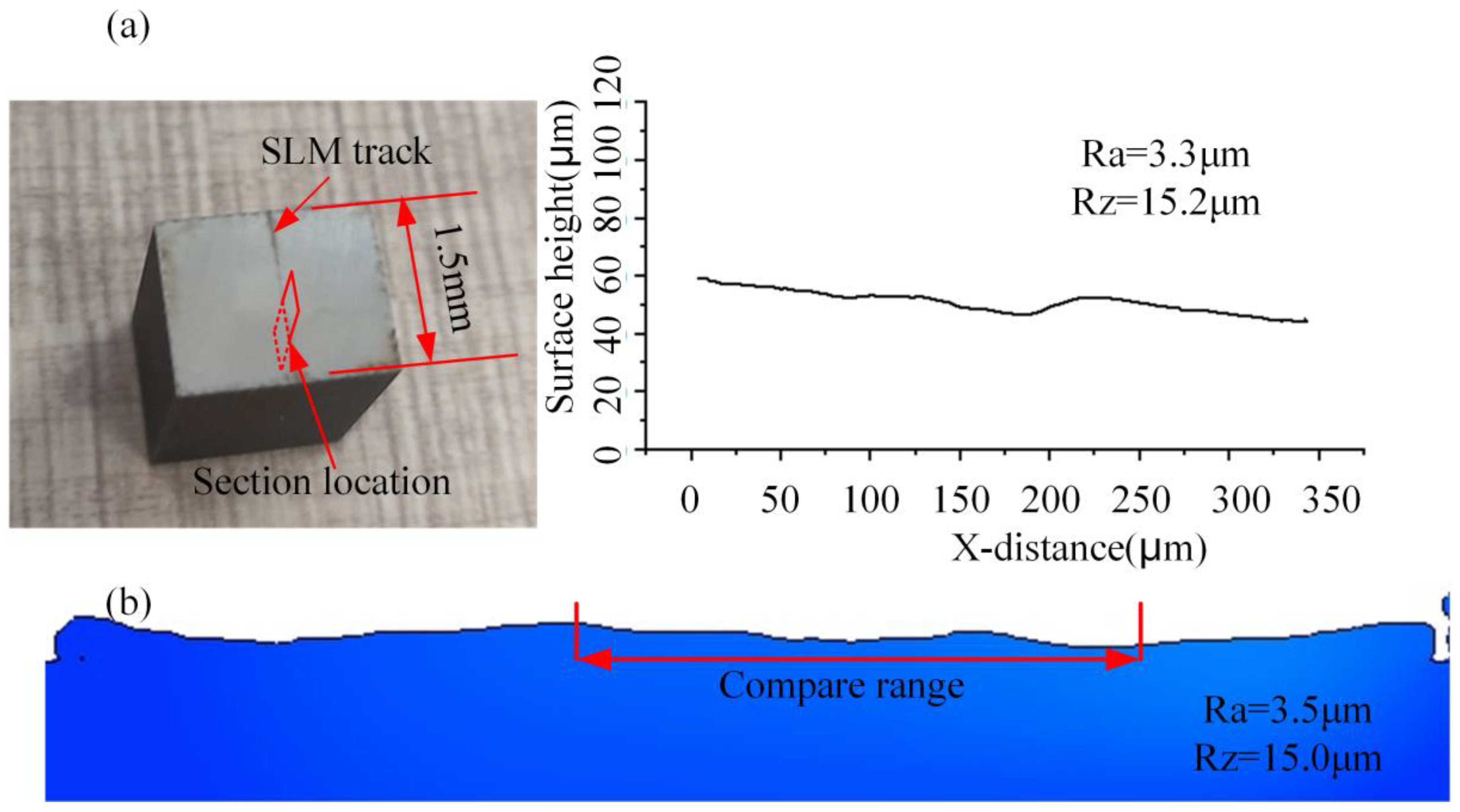
3.5. Validation
4. Results and Discussion of Numerical Simulation
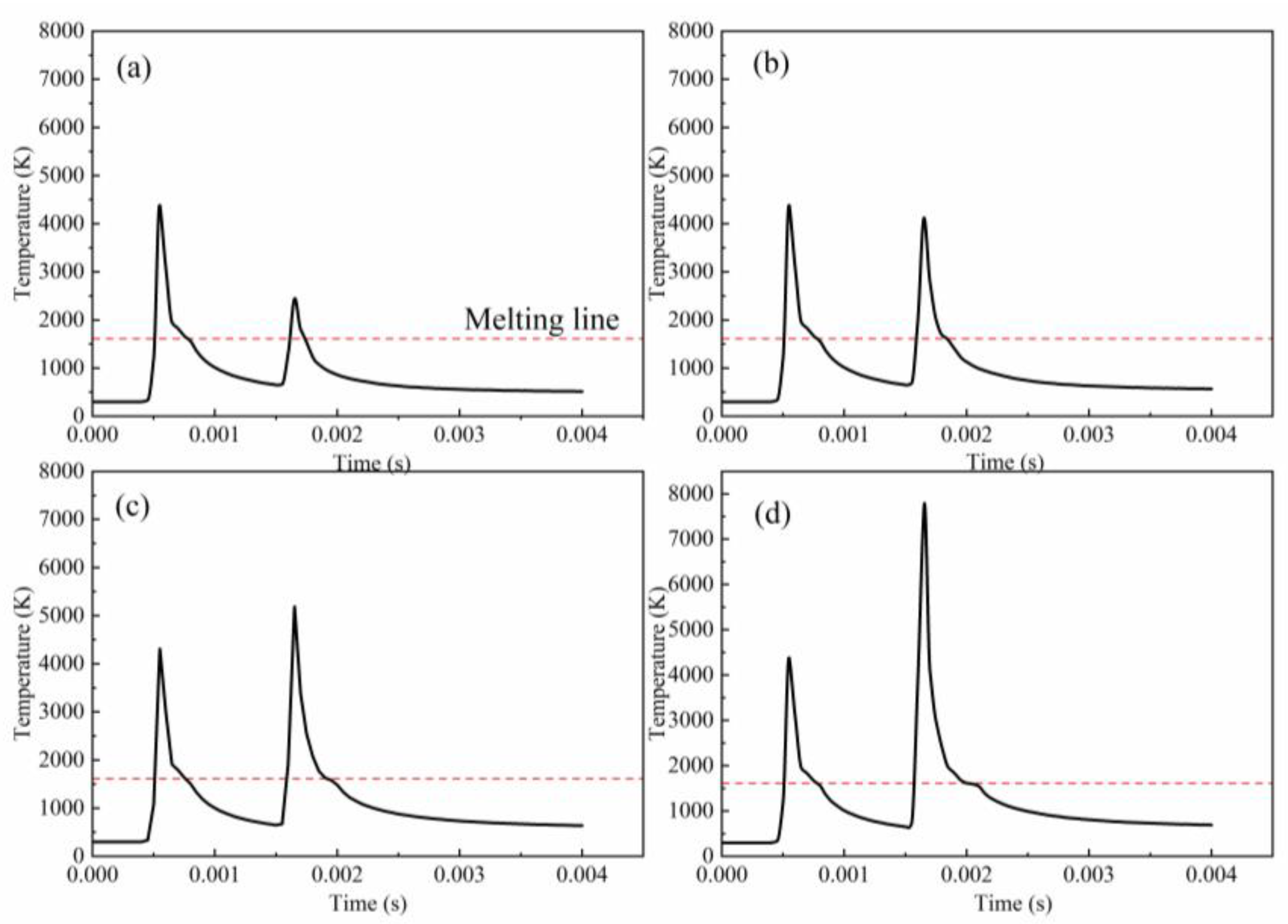
4.1. Temperature Change in ILP Process
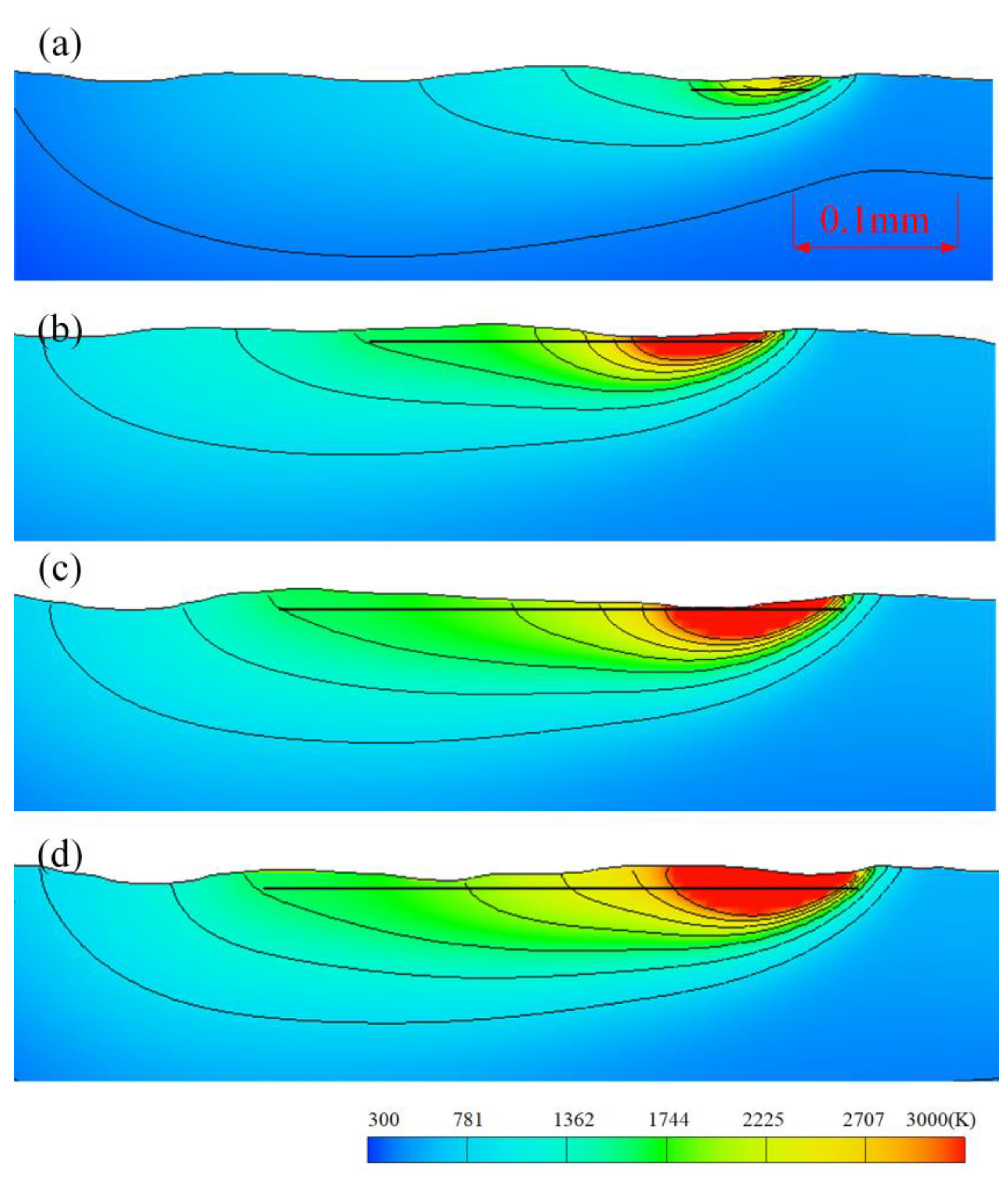
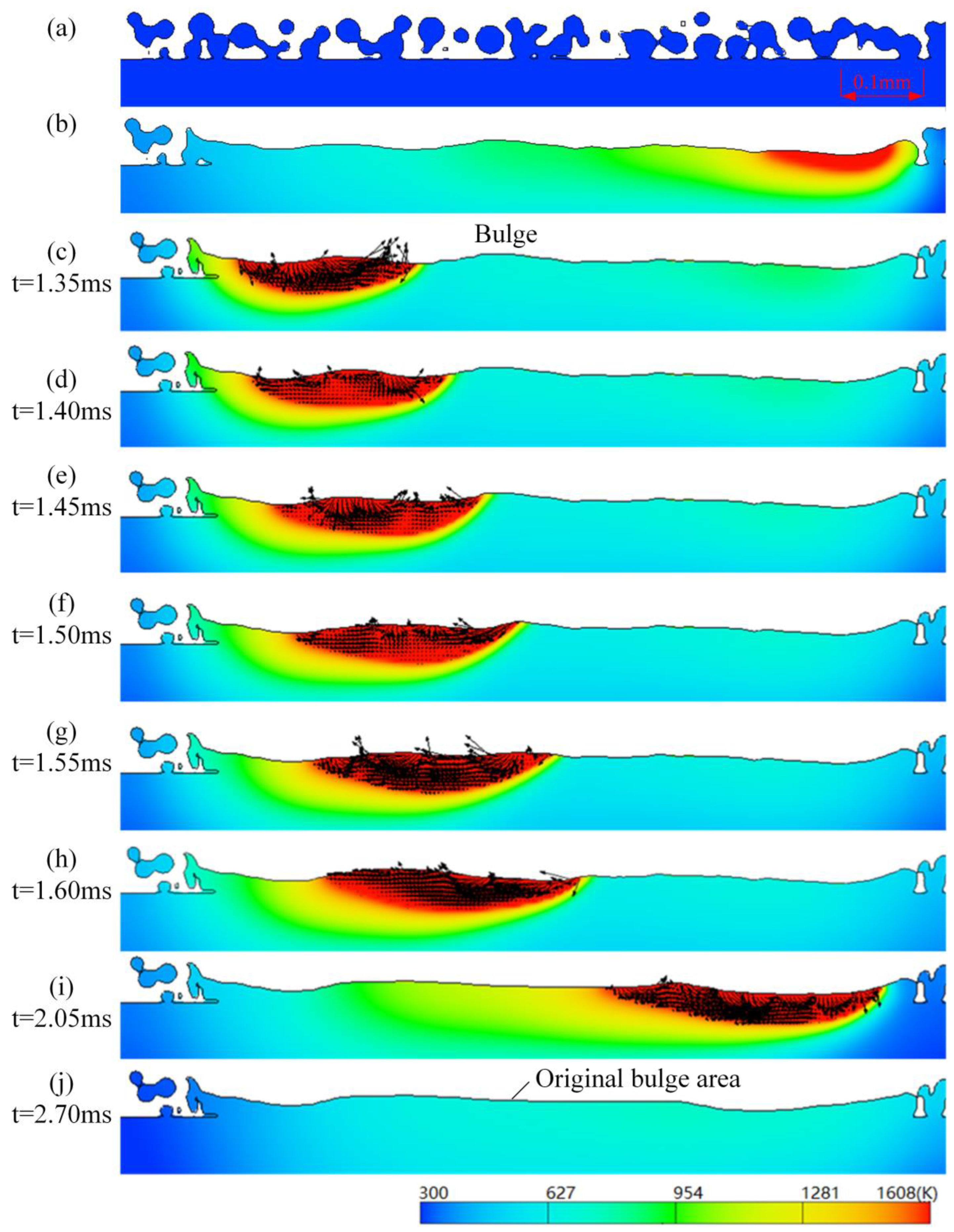
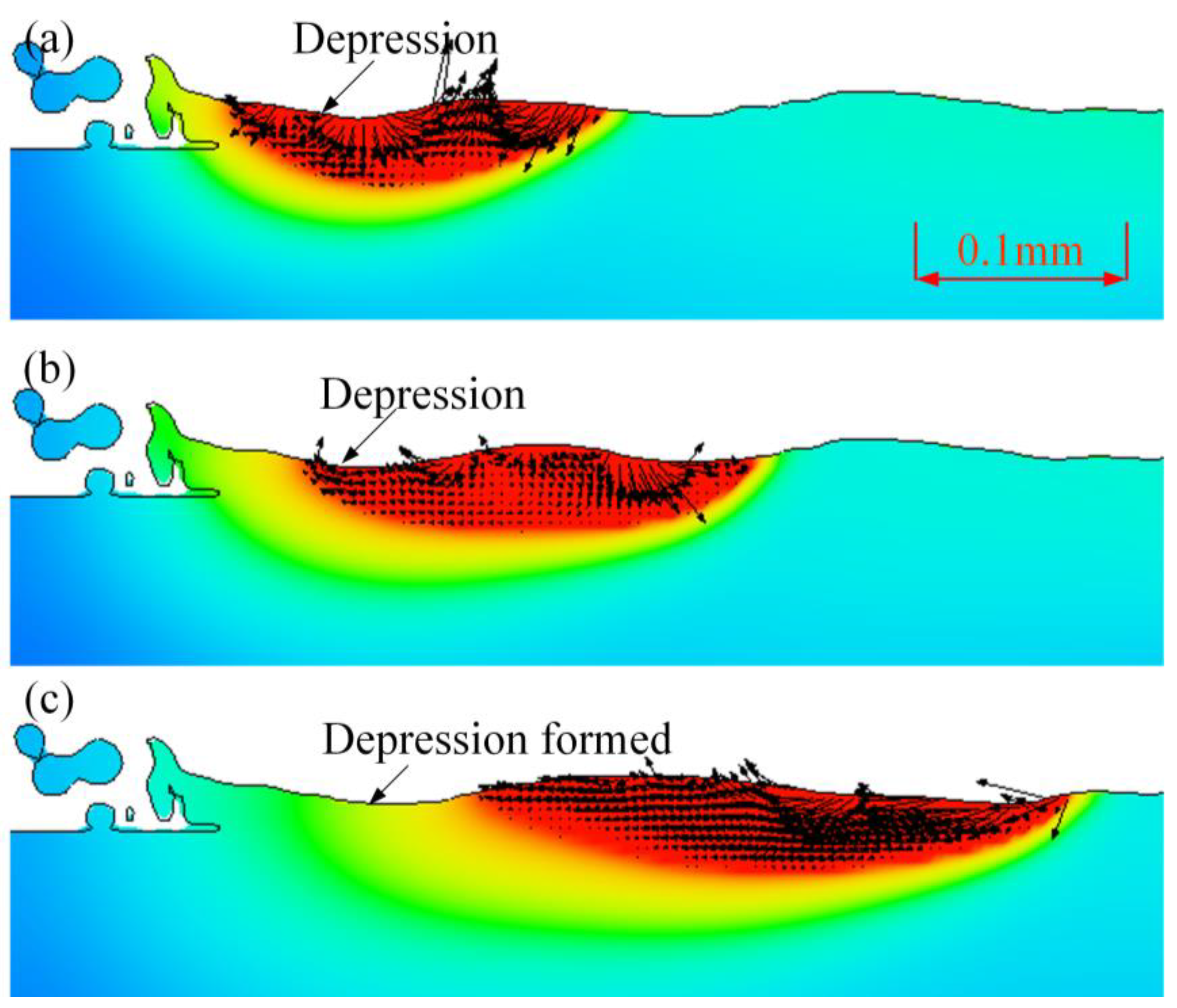
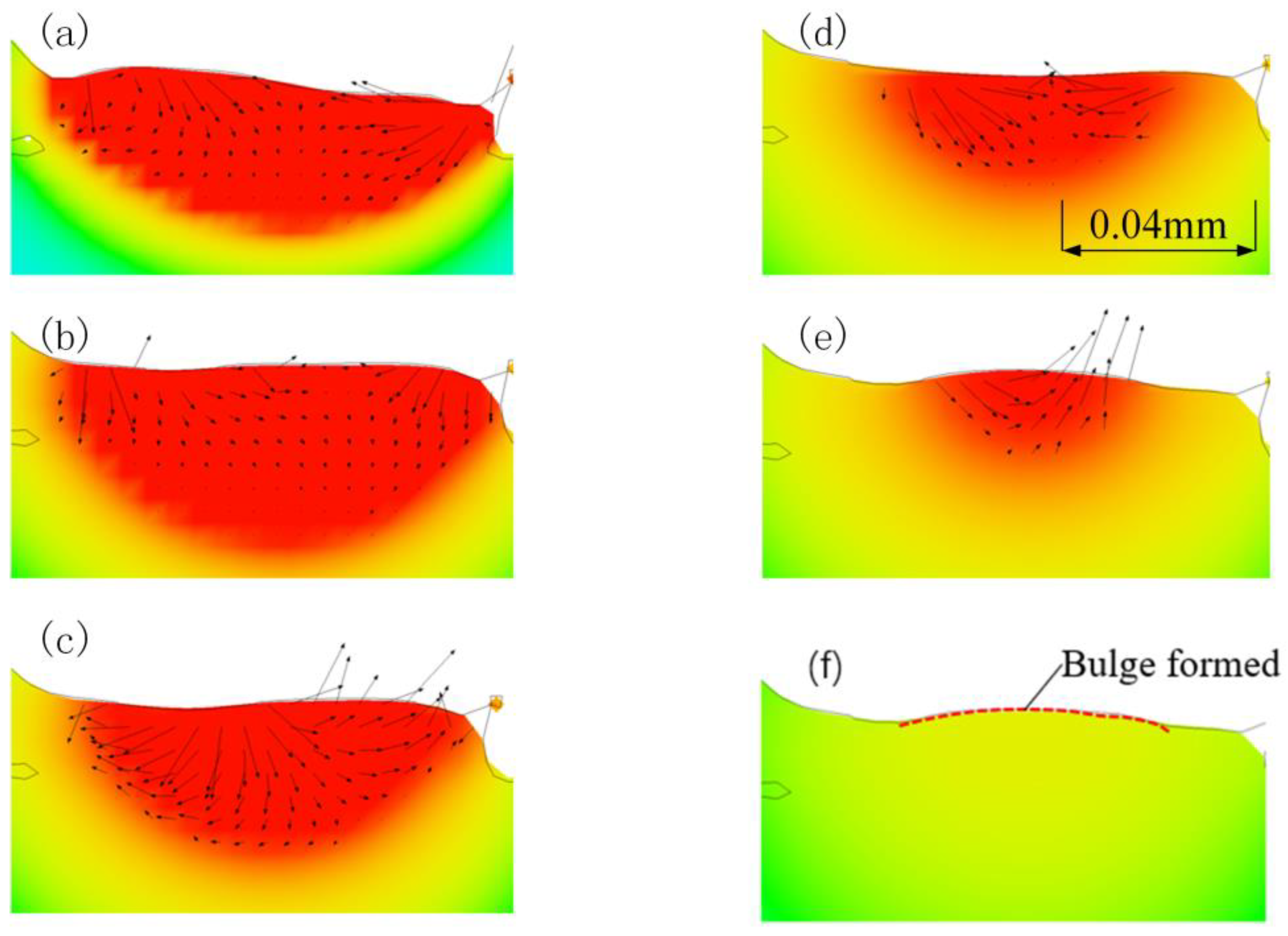
4.2. Surface Morphology Evolution and Molten Pool Dynamics during ILP
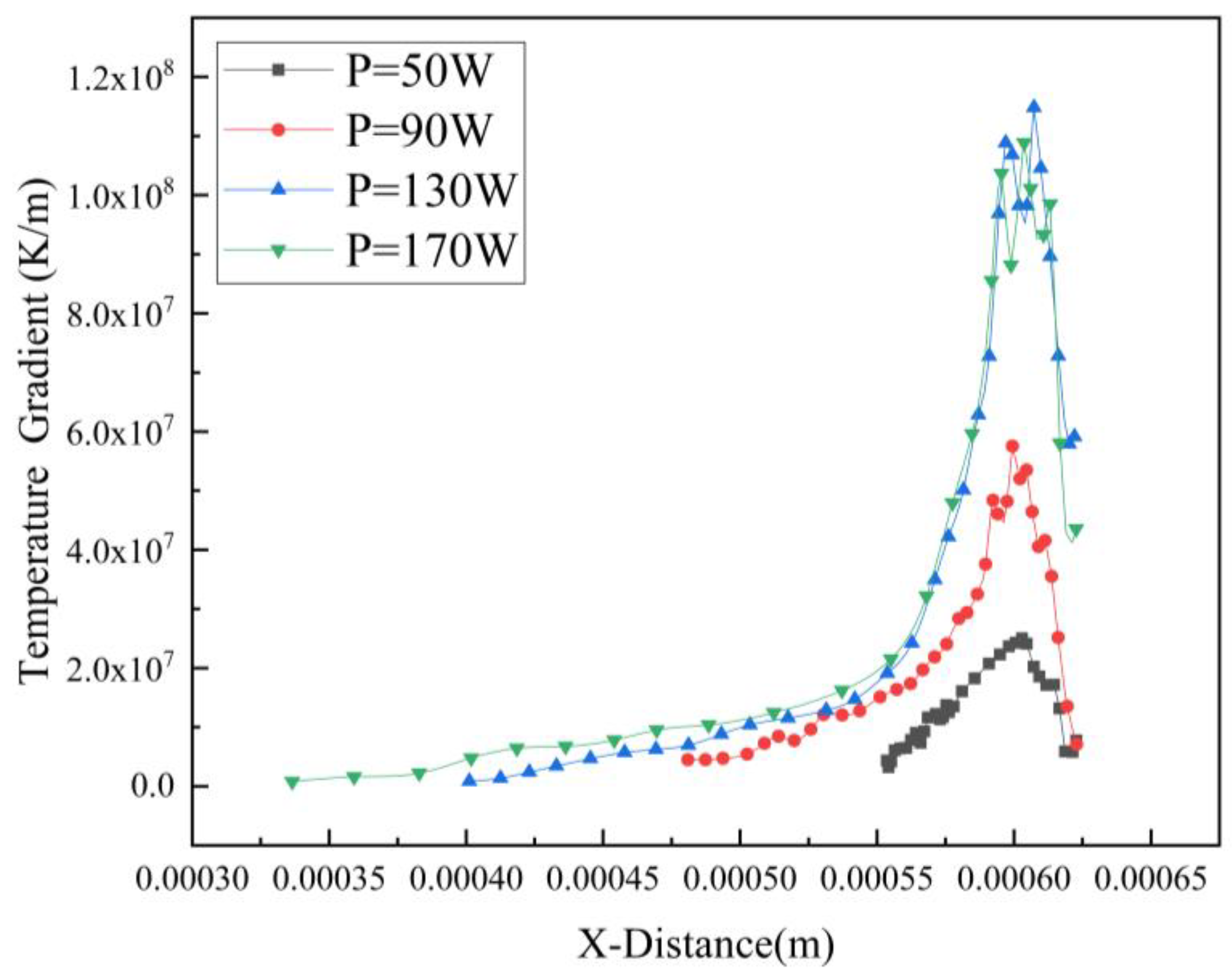
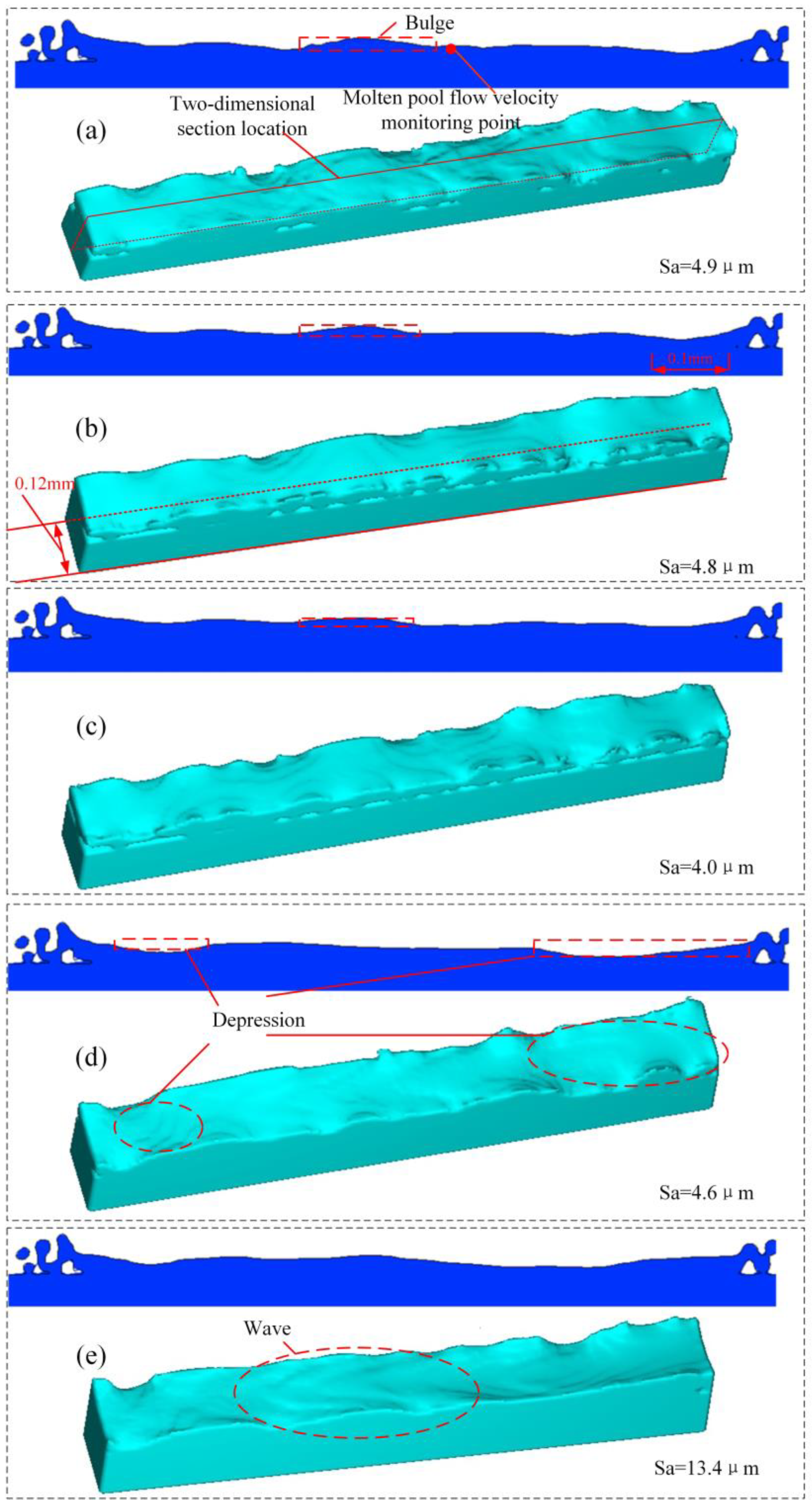
4.3. Effect of ILP Power on the Surface Quality of as-SLMed Track and Its Mechanism
4.4. Influence of the Interaction between the Tracks on Surface Quality
5. Conclusions
- (1)
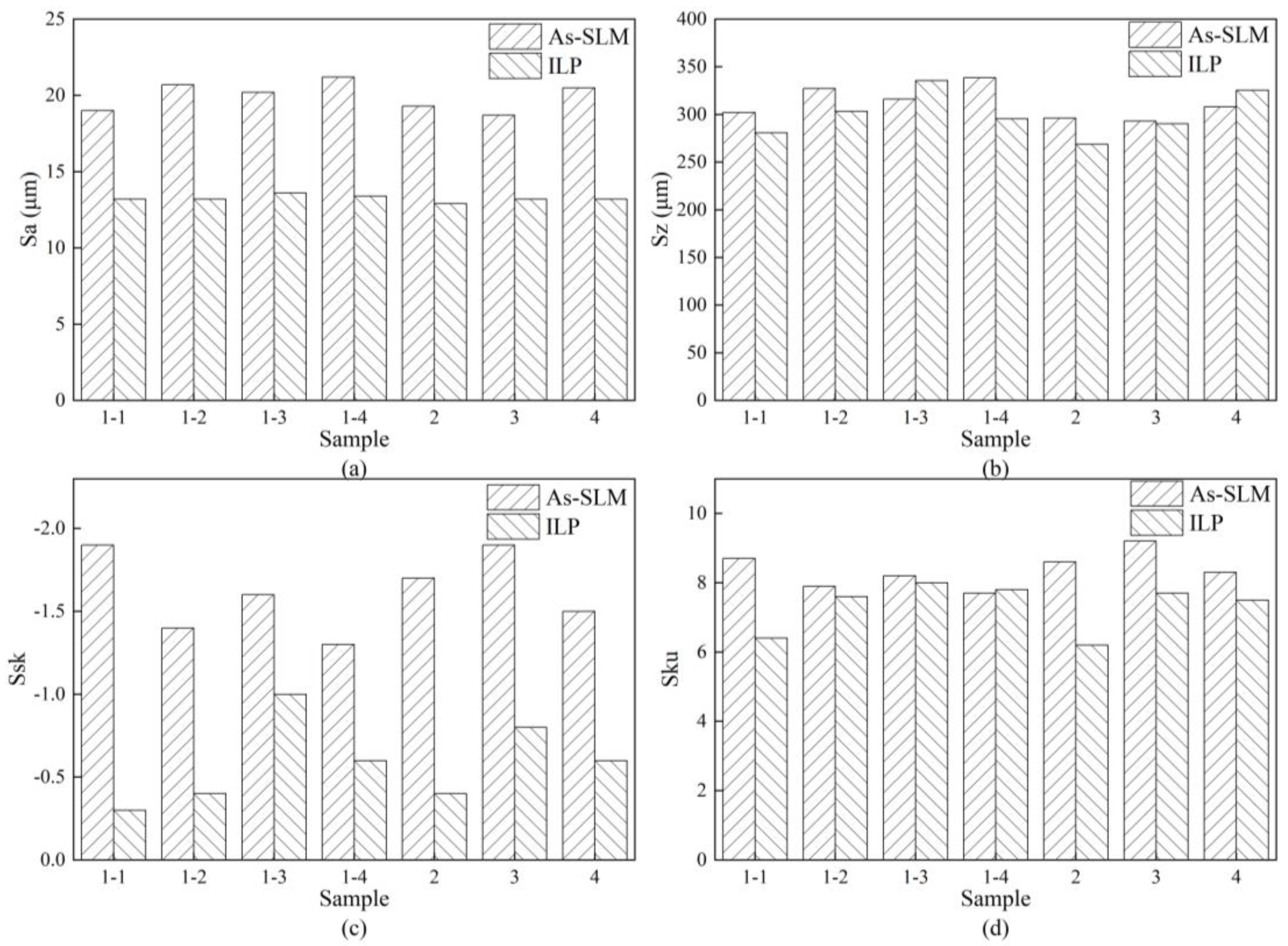
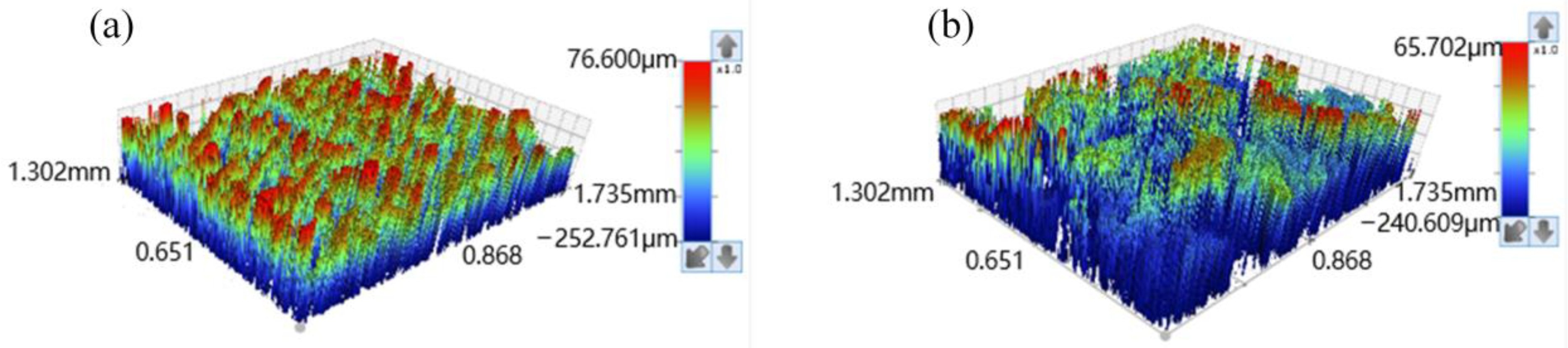
- SLM and ILP experiments were performed, respectively. The surface roughness of the SLM samples after ILP is reduced from 20.0 ± 1.25 μm to 13.3 ± 0.35 μm. The quality of the surface is significantly improved, which proves the effectiveness of ILP in improving the surface quality of nickel-based alloys fabricated by SLM;
- (2)
- During the ILP process, the peak temperature in the ILP stage increases with increasing power, and the life of the molten pool also increases. When the ILP power is 130 W, the peak temperature in the ILP stage exceeds the peak temperature in the SLM stage. The high temperature of the molten pool will make the molten pool unstable, which is not conducive to the improvement of surface quality;
- (3)
- The mechanism of ILP improving the surface quality of SLM parts is that capillary force and thermal capillary force drive the molten pool flow to reduce the curvature of the bulge. During the initial stage of the molten pool swallowing the bulge, capillary force drives the liquid to the left of the bulge. When the bulge is completely swallowed by the molten pool, capillary force drives the molten pool to flow downward. As the curvature of the bulge decreases, the thermocapillary force becomes the main driving force, and the liquid is driven to the back of the molten pool;
- (4)
- The ILP power has a great influence on the surface quality. If the ILP power is too small, the molten pool life will be short, which is not enough to make the surface bulge disappear, and the effect on the surface quality improvement is limited. If the ILP power is too large, new bulges and depressions will be produced on the track surface, which will affect the surface quality;
- (5)
- Capillary force during the ILP process leads to the formation of the depression in the molten pool. If the mass transfer caused by the thermocapillary force cannot fill the depression in time, it will cause the formation of a recessed defect on the track surface. The material exchange between the center and both sides of the track caused by the surface tension gradient leads to the formation of the bulges. The final surface bulge depends on the surface tension gradient in the cooling stage of the molten pool.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Z.; Guan, K.; Gao, M.; Li, X.; Chen, X.; Zeng, X. The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloys Compd. 2011, 513, 518–523. [Google Scholar] [CrossRef]
- Qiu, C.; Chen, H.; Liu, Q.; Yue, S.; Wang, H. On the solidification behaviour and cracking origin of a nickel-based superalloy during selective laser melting. Mater. Charact. 2018, 148, 330–344. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Z.; Guan, Y. Thermodynamics analysis and rapid solidification of laser polished Inconel 718 by selective laser melting. Appl. Surf. Sci. 2020, 511, 145–152. [Google Scholar] [CrossRef]
- Li, N.; Huang, S.; Zhang, G.; Qin, R.; Liu, W.; Xiong, H.; Shi, G.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2018, 35, 242–269. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.; Li, J.; Yan, Y.; Wang, P. A comparative study on Johnson-Cook and modified Johnson-Cook constitutive material model to predict the dynamic behavior laser additive manufacturing FeCr alloy. J. Alloys Compd. 2017, 723, 179–187. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.; Li, J.; Wang, P.; Zheng, Z.; Chen, J.; Yan, Y. The stress coupling mechanism of laser additive and milling subtractive for FeCr alloy made by additive–subtractive composite manufacturing. J. Alloys Compd. 2018, 769, 898–905. [Google Scholar] [CrossRef]
- Cao, L.; Zhou, Q.; Han, Y.; Song, B.; Nie, Z.; Xiong, Y.; Xia, L. Review on intelligent monitoring of defects and process control of selective laser melting additive manufacturing. Acta Aeronaut. Astronaut. Sin. 2020, 65, 199–233. [Google Scholar] [CrossRef]
- Jain, S.; Corliss, M.; Tai, B.; Hung, W. Electrochemical polishing of selective laser melted Inconel 718. Procedia CIRP 2019, 34, 239–246. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools. Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Tsai, M.; Yang, W. Combined ultrasonic vibration and chemical mechanical polishing of copper substrates. Int. J. Mach. Tools Manuf. 2012, 53, 69–76. [Google Scholar] [CrossRef]
- Guo, J.; Au, K.; Sun, C.; Goh, M.; Kum, C.; Liu, K.; Wei, J.; Suzuki, H.; Kang, R. Novel rotating-vibrating magnetic abrasive polishing method for double-layered internal surface finishing. J. Mater. Process. Technol. 2019, 264, 422–437. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.; Barreiro, J.; López de Lacalle, L.N. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Habibzadeh, S.; Li, L.; Shum-Tim, D.; Davis, E.C.; Omanovic, S. Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corros. Sci. 2014, 87, 89–100. [Google Scholar] [CrossRef]
- Yao, Y.; Zhou, R.; Zhang, C.; Mei, T.; Wu, M. Surface polishing technology for additive manufacturing complex metal components. Acta Aeronaut. Astronaut. Sin. 2020, 78, 1–14. [Google Scholar] [CrossRef]
- Fang, Z.; Lu, L.; Chen, L.; Guan, F. Laser Polishing of Additive Manufactured Superalloy. Procedia CIRP 2018, 71, 150–154. [Google Scholar] [CrossRef]
- Cwikła, M.; Dziedzic, R.; Reiner, J. Influence of Overlap on Surface Quality in the Laser Polishing of 3D Printed Inconel 718 under the Effect of Air and Argon. Materials 2021, 14, 1479. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Guan, Y.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Laser. Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Chen, L.; Richter, B.; Zhang, X.; Bertsch, K.; Thoma, D.; Pfefferkorn, F. Effect of laser polishing on the microstructure and mechanical properties of stainless steel 316L fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2021, 802, 140–154. [Google Scholar] [CrossRef]
- Liang, C.; Hu, Y.; Liu, N.; Zou, X.; Wang, H.; Zhang, X.; Fu, Y.; Hu, J. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Metals 2020, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Han, X.; Li, H.; Liu, S.; Shen, S.; Zhou, X.; Zhang, D. In-Situ Laser Polishing Additive Manufactured AlSi10Mg: Effect of Laser Polishing Strategy on Surface Morphology, Roughness and Microhardness. Materials 2021, 14, 393. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Kang, D.; Wang, W. Theoretical and experimental study of bulge formation in laser polishing of 304 stainless steel. J. Manuf. Process. 2021, 66, 39–52. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, J.; Shen, H. Role of Capillary and Thermocapillary Forces in Laser Polishing of Metals. J. Manuf. Sci. Eng. Trans. ASME 2017, 139, 41–56. [Google Scholar] [CrossRef]
- Li, K.; Zhao, Z.; Zhou, H.; Zhou, H.; Yin, J.; Zhang, W.; Zhou, G. Numerical Simulation of Effect of Different Initial Morphologies on Melt Hydrodynamics in Laser Polishing of Ti6Al4V. Micromachines 2021, 12, 581. [Google Scholar] [CrossRef] [PubMed]
- Li, K.; Zhao, Z.; Zhou, H.; Zhou, H.; Jin, J. Numerical analyses of molten pool evolution in laser polishing Ti6Al4V. J. Manuf. Process. 2020, 58, 574–584. [Google Scholar] [CrossRef]
- Song, Y. Research on Laser Polishing Mechanism and Process of SLM Additive Manufacturing Surface; Shandong University: Jinan, China, 2021. [Google Scholar] [CrossRef]
- Przemysław, P. Reduction of Influence of the High-Frequency Noise on the Results of Surface Topography Measurements. Materials 2021, 14, 333. [Google Scholar] [CrossRef]
- Pavel, P.; Ondřej, H. White-light interferometry on rough surfaces—measurement uncertainty caused by noise. Appl. Opt. 2012, 51, 465–473. [Google Scholar]
- Lv, F.; Liang, H.; Xie, D.; Mao, Y.; Wang, C.; Shen, L.; Tian, Z. On the role of laser in situ re-melting into pore elimination of Ti–6Al–4V components fabricated by selective laser melting. J. Alloys Compd. 2021, 854, 156–168. [Google Scholar] [CrossRef]
- Khairallah, S.; Anderson, A.; Rubenchik, A.; King, W. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Ye, W. Numerical Simulation of Temperature Field and Morphology Evolution of Molten Pool during Laser Selective Melting Process; Xi’an University of Technology: Xi’an, China, 2019. [Google Scholar]
- Lee, Y.; Zhang, W. Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. Addit. Manuf. 2016, 12, 178–188. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Zhu, K.; Xi, B. A 3-dimensional volume of fluid method-PLIC3D. Chin. Q. Mech. 2003, 18, 238–243. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Influence of thermodynamics within molten pool on migration and distribution state of reinforcement during selective laser melting of AlN/AlSi10Mg composites. Int. J. Mach. Tools Manuf. 2016, 100, 14–24. [Google Scholar] [CrossRef]
- Xiang, Y.; Zhang, S.; Li, J.; Wei, Z.; Yang, L.; Jiang, L. Numerical simulation and experimental verification for selective laser single track melting forming of Ti6Al4V. J. Zhejiang Univ. (Eng. Sci.) 2019, 53, 2102–2109. [Google Scholar] [CrossRef]
- Gürtler, F.; Karg, M.; Leitz, K.H.; Schmidt, M. Simulation of Laser Beam Melting of Steel Powders using the Three-Dimensional Volume of Fluid Method. Phys. Procedia 2013, 41, 881–886. [Google Scholar] [CrossRef] [Green Version]
- Yuan, W.; Chen, H.; Cheng, T.; Wei, Q. Effects of laser scanning speeds on different states of the molten pool during selective laser melting: Simulation and experiment. Mater. Des. 2020, 189, 108–129. [Google Scholar] [CrossRef]
- Shrestha, S.; Chou, K. A study of transient and steady-state regions from single-track deposition in laser powder bed fusion. J. Manuf. Process. 2021, 61, 226–235. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Wang, W.; Kang, D. Study on the mechanism of surface topography evolution in melting and transition regimes of laser polishing. Opt. Laser. Technol. 2021, 139, 106–118. [Google Scholar] [CrossRef]
- Roberts, I.; Wang, C.J.; Esterlein, R.; Stanford, M.; Mynors, D. A three-dimensional finite element analysis of the temperature field during laser melting of metal powders in additive layer manufacturing. Int. J. Mach. Tools Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Yang, A.S.; Tiedje, J.N.; Hattel, J. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100–112. [Google Scholar] [CrossRef]
- Leung, C.; Marussi, S.; Towrie, M.; Atwood, R.; Withers, P.; Lee, P. The effect of powder oxidation on defect formation in laser additive manufacturing. Acta Mater. 2019, 166, 294–305. [Google Scholar] [CrossRef] [Green Version]
- Basha, S.; Bhuyan, M.; Basha, M.; Venkaiah, N.; Sankar, M. Laser polishing of 3D printed metallic components: A review on surface integrity. Mater. Today Proc. 2020, 26, 2047–2054. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | As-SLMed | ILP | Change Percentage |
|---|---|---|---|
| Sa (μm) | 20.0 ± 1.25 | 13.3 ± 0.35 | 33.5% |
| Sz (μm) | 315.9 ± 22.75 | 302.2 ± 33.35 | 4.3% |
| Ssk | −1.6 ± 0.3 | −0.6 ± 0.3 | 62.5% |
| Sku | 8.4 ± 0.75 | 7.3 ± 0.90 | 13.1% |
| Sample | Power (W) | Scanning Speed (m/s) |
|---|---|---|
| SLM ILP ILP ILP ILP | 150 50 90 130 170 | 0.8 0.8 0.8 0.8 0.8 |
| Property | Value | Units | Property | Value | Units |
| Reflection coefficient | 0.7 | K | Marangoni coefficient | ||
| Solidus temperature | 1523 | K | Latent heat of fusion | 270 | |
| Liquidus temperature | 1608 | K | Latent heat of vaporisation | 6300 | |
| Boiling temperature | 3188 | K | Surface tension coefficient | 1.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Du, C.; Wang, P.; Meng, W.; Li, C. The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting. Metals 2022, 12, 778. https://doi.org/10.3390/met12050778
Zhao Y, Du C, Wang P, Meng W, Li C. The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting. Metals. 2022; 12(5):778. https://doi.org/10.3390/met12050778
Chicago/Turabian StyleZhao, Yanhua, Chuanbin Du, Peifu Wang, Wei Meng, and Changming Li. 2022. "The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting" Metals 12, no. 5: 778. https://doi.org/10.3390/met12050778
APA StyleZhao, Y., Du, C., Wang, P., Meng, W., & Li, C. (2022). The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting. Metals, 12(5), 778. https://doi.org/10.3390/met12050778