

Microstructures, Mechanical Behavior, and Radiation Damage of (TiVCr)x-(TaW)1-x Binary System High-Entropy Alloy Films




Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Elemental Composition Distribution
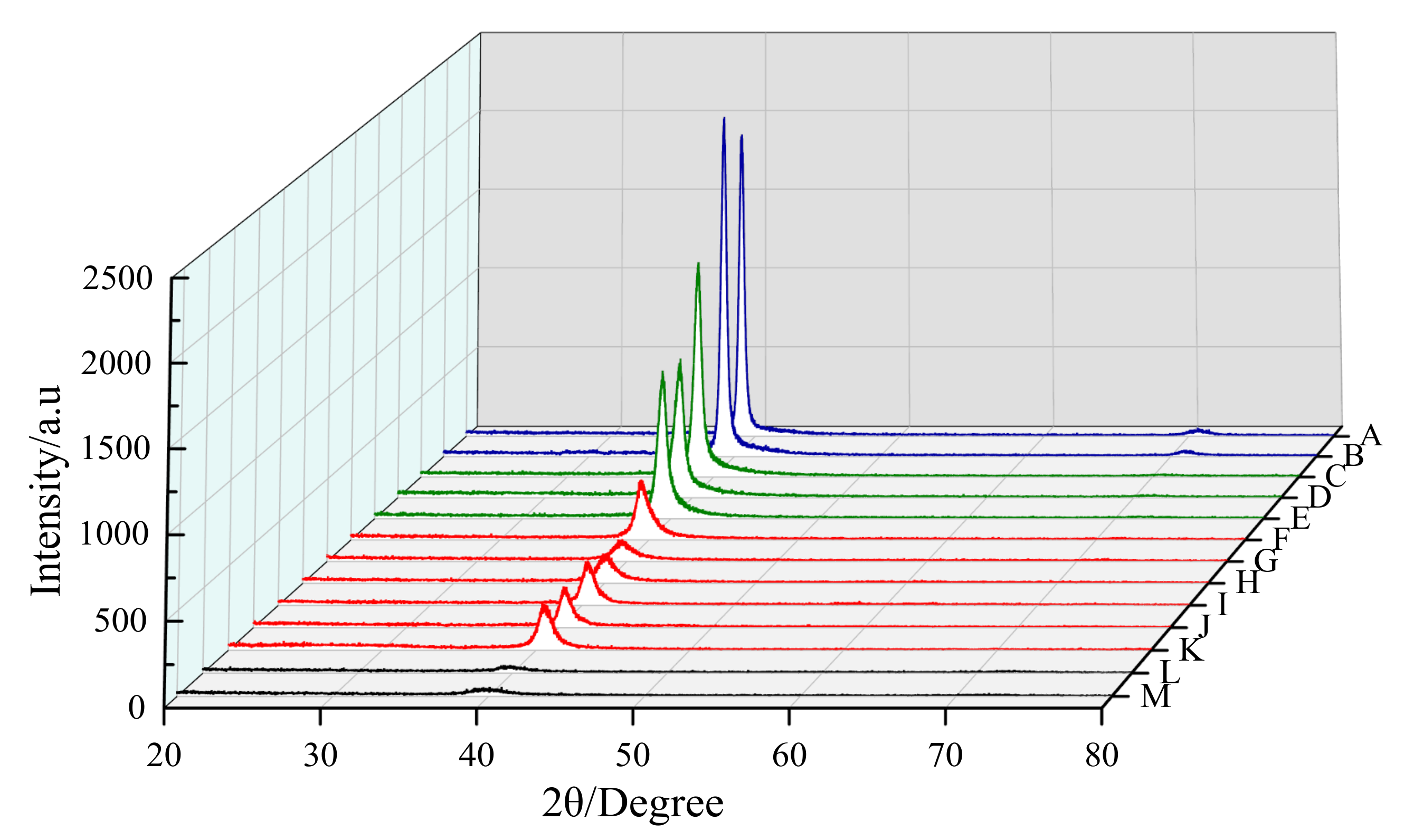
3.2. Structural Analysis
3.3. Phase-Formation Rule
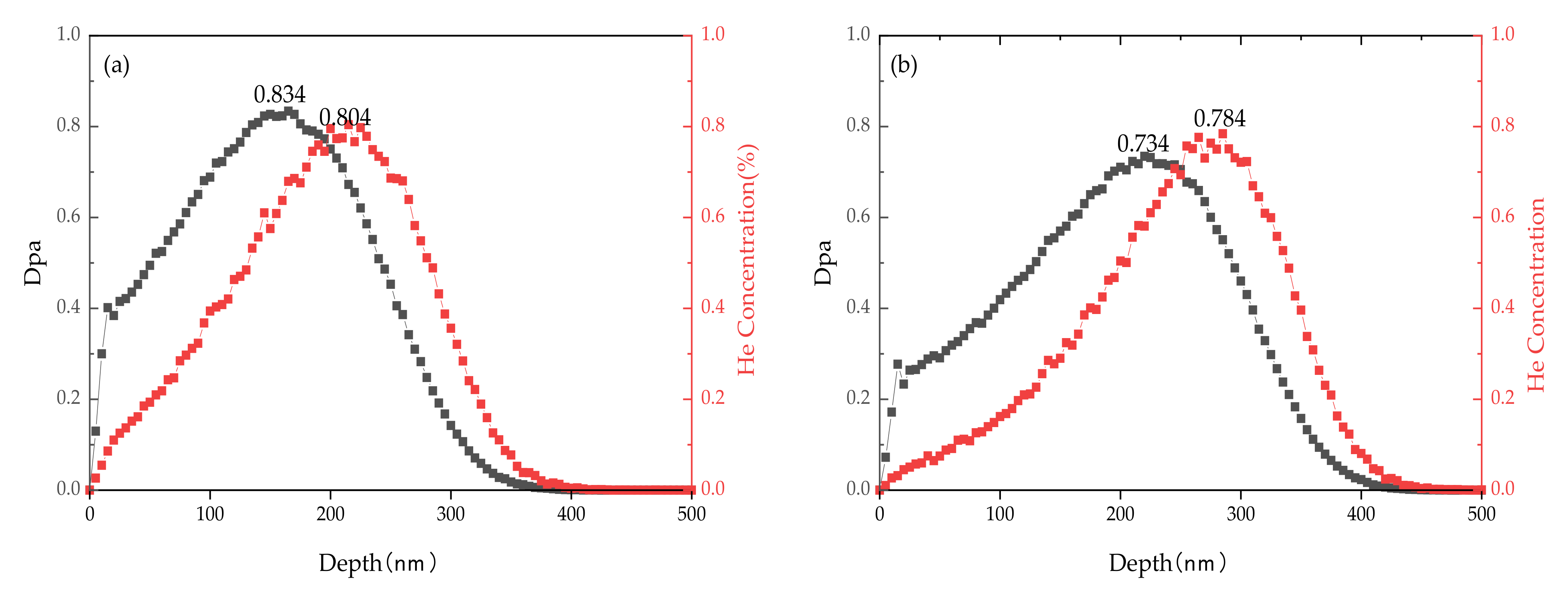
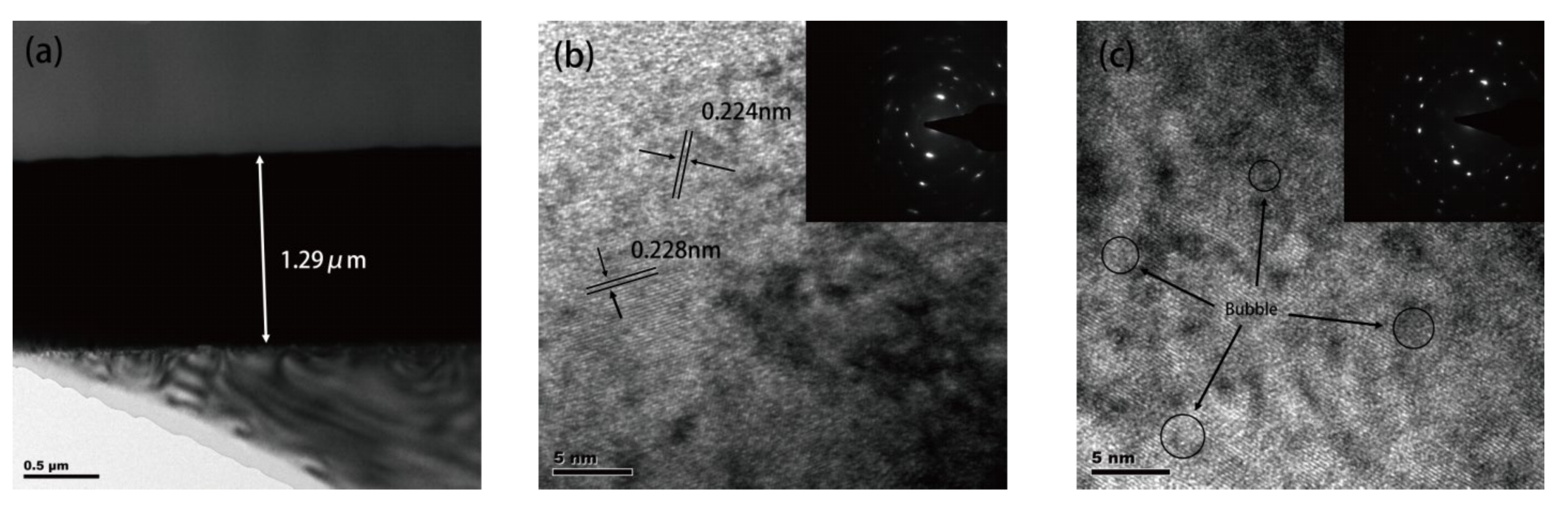
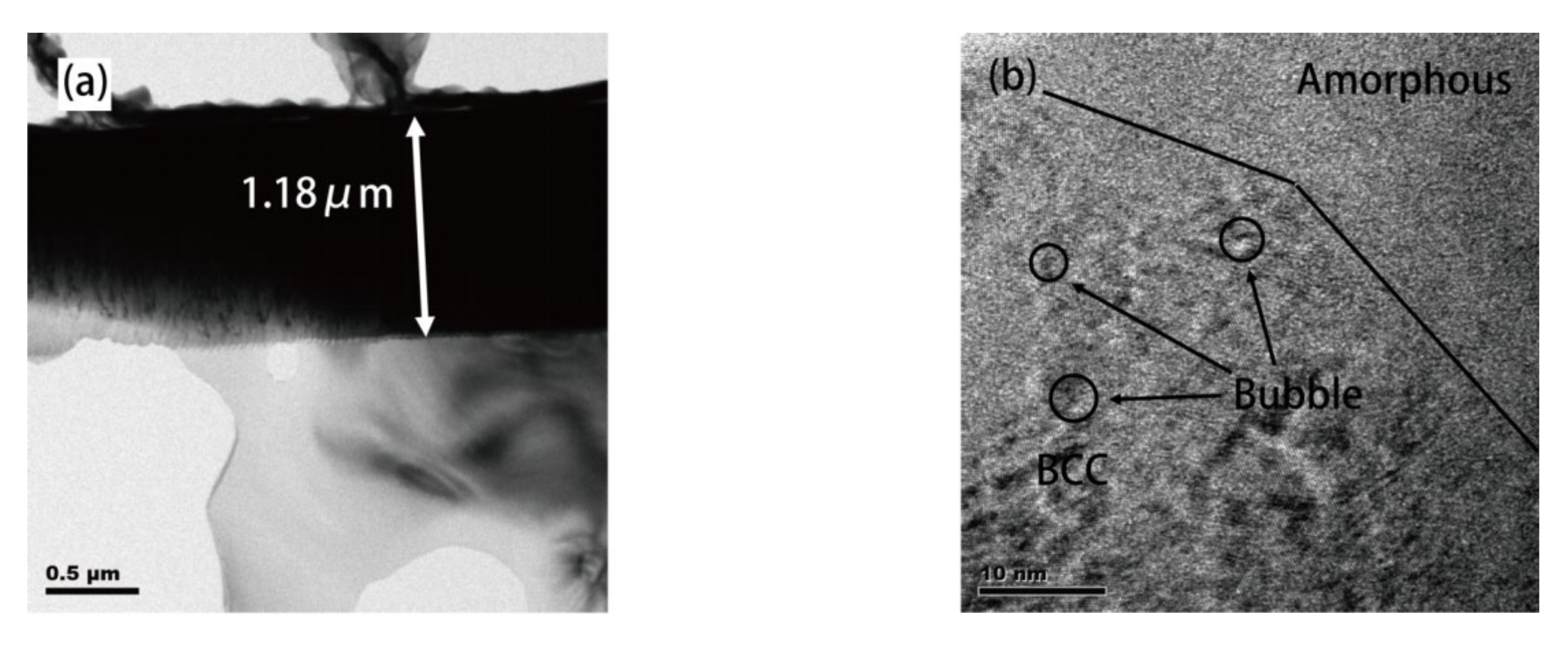
3.4. TEM and Radiation-Damage Analysis
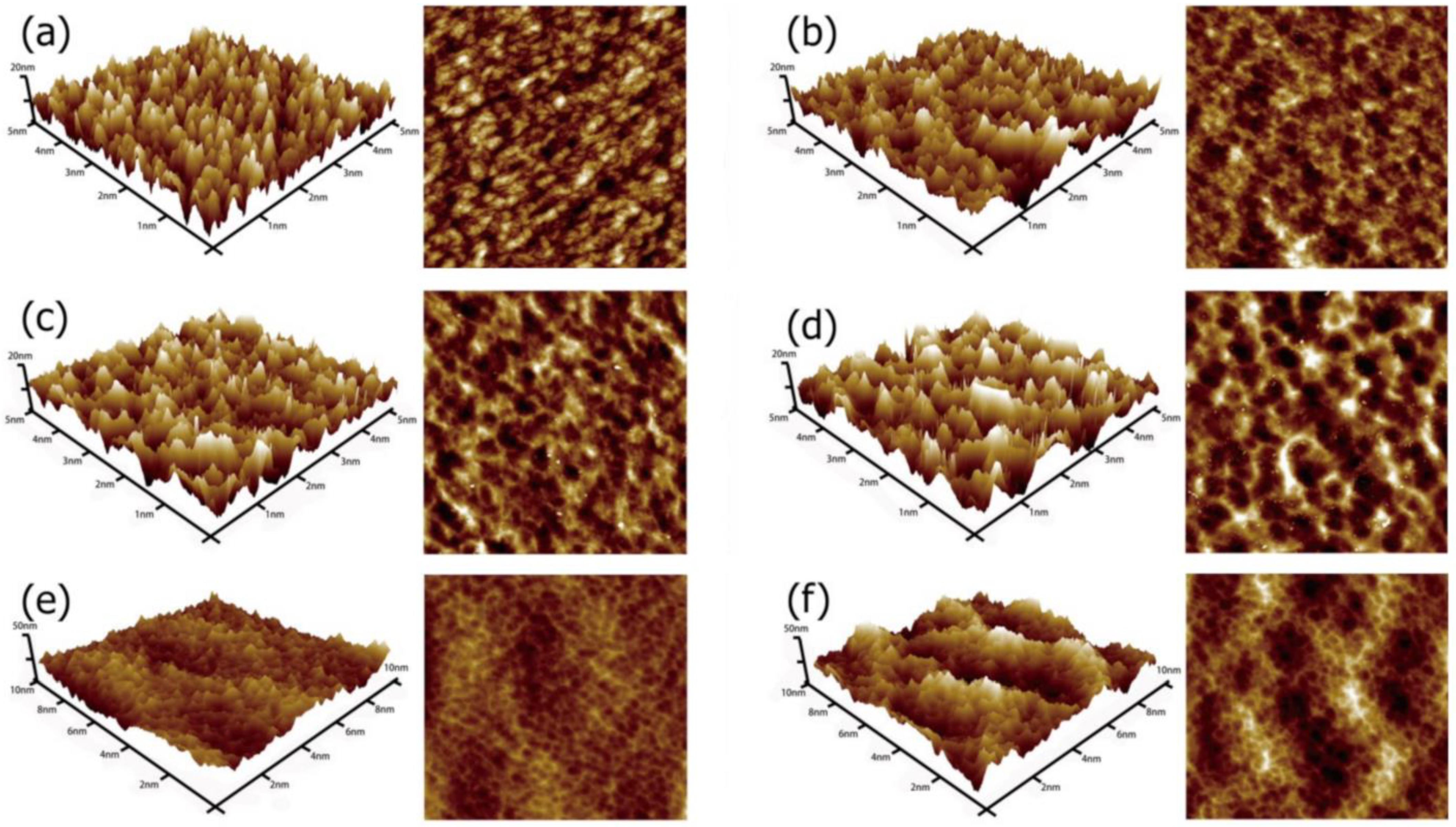
3.5. Surface Topography
3.6. Mechanical Properties
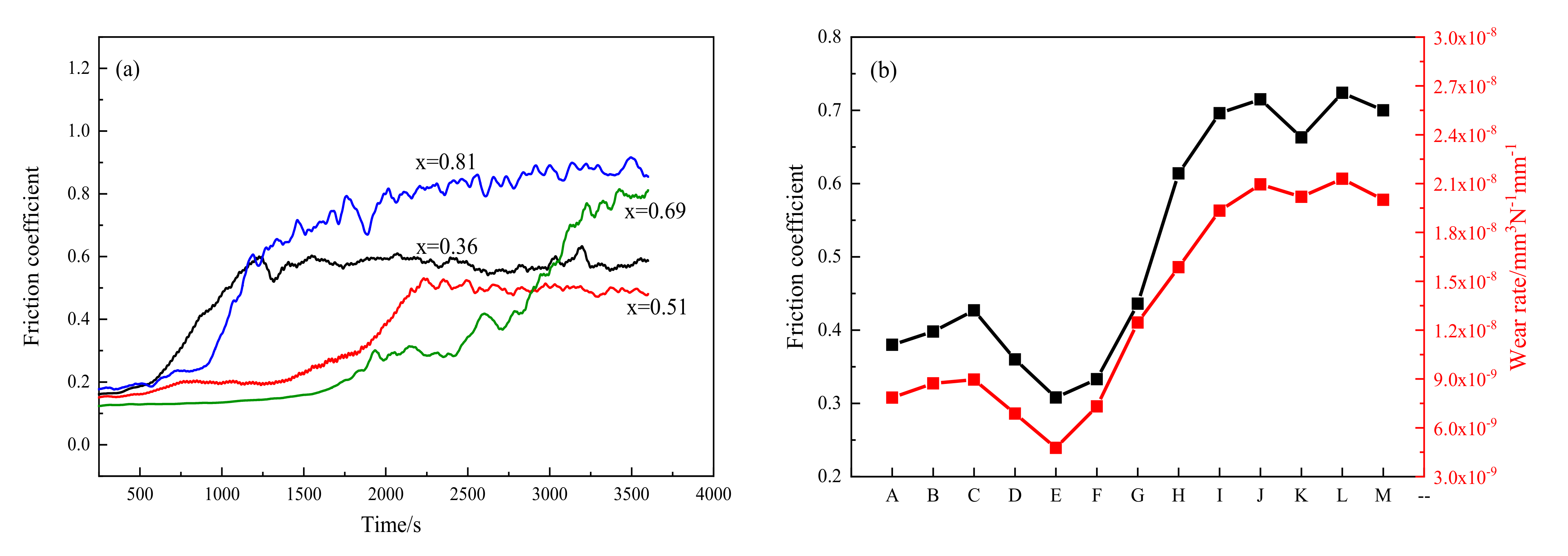
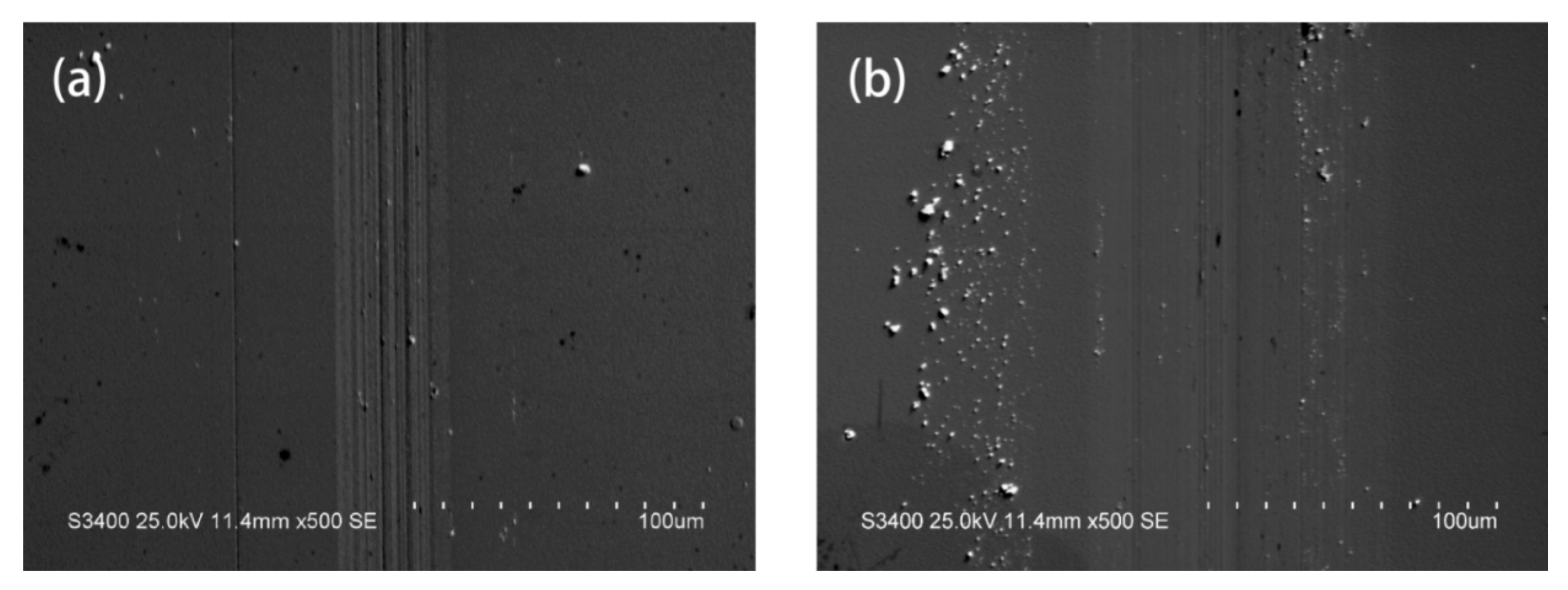
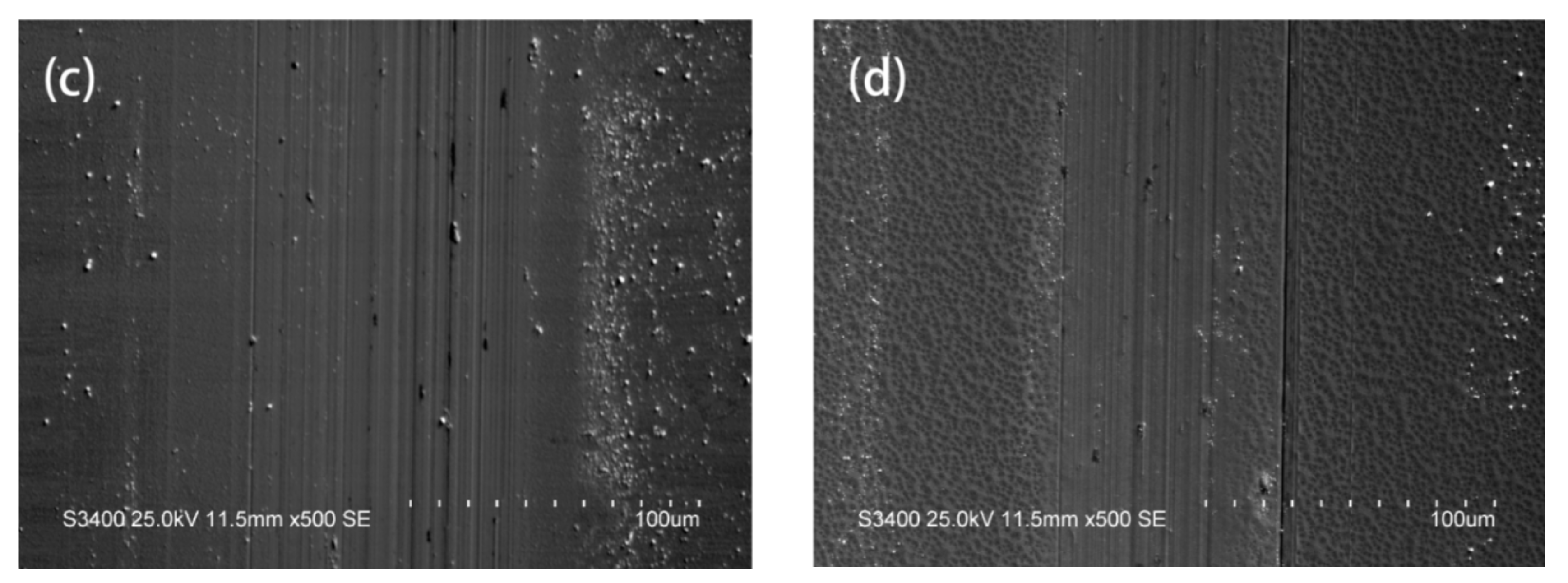
3.7. Tribological Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guérin, Y.; Was, G.S.; Zinkle, S.J. Materials challenges for advanced nuclear energy systems. MRS Bull. 2009, 34, 10–14. [Google Scholar]
- Global Nuclear Energy Partnership Technical Integration Office. Global Nuclear Energy Partnership Technology Development Plan; GNEP-TECH-TR-PP-2007-00020, rev. 0; Idaho National Laboratory: Idaho Falls, ID, USA, 2007. [Google Scholar]
- Odette, G.R.; Alinger, M.J.; Wirth, B.D. Recent Developments in Irradiation-Resistant Steels. Annu. Rev. Mater. Res. 2008, 38, 471–503. [Google Scholar] [CrossRef]
- Qiu, X.-W.; Zhang, Y.-P.; He, L.; Liu, C.-G. Microstructure and corrosion resistance of AlCrFeCuCo high entropy alloy. J. Alloys Compd. 2013, 549, 195–199. [Google Scholar] [CrossRef]
- Varalakshmi, S.; Rao, G.A.; Kamaraj, M.; Murty, B.S. Hot consolidation and mechanical properties of nanocrystalline equiatomic AlFeTiCrZnCu high entropy alloy after mechanical alloying. J. Mater. Sci. 2010, 45, 5158–5163. [Google Scholar] [CrossRef]
- Singh, S.; Wanderka, N.; Kiefer, K.; Siemensmeyer, K.; Banhart, J. Effect of decomposition of the Cr–Fe–Co rich phase of Al-CoCrCuFeNi highentropy alloy on magnetic properties. Ultramicroscopy 2011, 111, 619–622. [Google Scholar] [CrossRef]
- Lin, S.Y.; Chang, S.-Y.; Huang, Y.-C.; Shieu, F.-S.; Yeh, J.-W. Mechanical performance and nanoindenting deformation of (AlCrTaTiZr)NCy multi-component coatings co-sputtered with bias. Surf. Coat. Technol. 2012, 206, 5096–5102. [Google Scholar] [CrossRef]
- Dong, Y.; Zhou, K.; Lu, Y.; Gao, X.; Wang, T.; Li, T. Effect of vanadium addition on the micro-structure and properties of AlCoCrFeNi high entropy alloy. Mater. Des. 2014, 57, 67–72. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Chang, Y.-J.; Yeh, A.-C. The evolution of microstructures and high temperature properties of AlxCo1.5CrFeNi1.5Tiy high entropy alloys. J. Alloys Compd. 2015, 653, 379–385. [Google Scholar] [CrossRef]
- Zheng, R.; Chen, J.; Xiao, W.; Ma, C. Microstructure and tensile properties of nanocrystalline (FeNiCo-Cu)1-xTixAlx high entropy alloys processed by high pressure torsion. Intermetallics 2016, 74, 38–45. [Google Scholar] [CrossRef]
- Waseem, O.A.; Ryu, H.J. Powder Metallurgy Processing of a WxTaTiVCr High-Entropy Alloy and Its Derivative Alloys for Fusion Material Applications. Sci. Rep. 2017, 7, 1–14. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Padmanabhan, J.; Cheung, B.; Liu, J.; Chen, Z.; Scanley, B.E.; Wesolowski, D.; Pressley, M.; Broadbridge, C.C.; Altman, S.; et al. Combinatorial development of antibacterial Zr-Cu-Al-Ag thin film metallic glasses. Sci. Rep. 2016, 6, 26950. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koltunowicz, T.N.; Zhukowski, P.; Bondariev, V.; Saad, A.; Fedotova, J.A.; Fedotov, A.K.; Milosavljevic, M.V.; Kasiuk, J. En-hancement of negative capacitance effect in (CoFeZr)x(CaF2)(100-x) nanocomposite films deposited by ion beam sputtering in argon and oxygen atmosphere. J. Alloys Compd. 2014, 615, 361–365. [Google Scholar] [CrossRef]
- Ivashchenko, V.; Veprek, S.; Pogrebnjak, A.; Postolnyi, B. First-principles quantum molecular dynamics study of TixZr1−xN(111)/SiNy heterostructures and comparison with experimental results. Sci. Technol. Adv. Mater. 2014, 15, 025007. [Google Scholar] [CrossRef]
- Svito, I.; Fedotova, J.A.; Milosavljevic, M.; Zhukowski, P.; Koltunowicz, T.N.; Saad, A.; Kierczynski, K.; Fedotov, A.K. Influence of sputtering atmosphere on hopping conductance in granular nanocomposite (FeCoZr)x(Al2O3)1-x films. J. Alloys Compd. 2014, 615, 344–347. [Google Scholar] [CrossRef]
- Li, J.; Gittleson, F.S.; Liu, Y.; Liu, J.; Loye, A.M.; McMillon-Brown, L.; Kyriakides, T.R.; Schroers, J.; Taylora, A.D. Exploring a wider range of Mg-Ca-Zn metallic glass as biocompatible alloys using combinatorial sputtering. Chem. Commun. 2017, 53, 8288–8291. [Google Scholar] [CrossRef]
- Hou, H.; Hamilton, R.F.; Horn, M.W.; Jin, Y. NiTi thin films prepared by biased target ion beam deposition co-sputtering from elemental Ni and Ti targets. Thin Solid Films 2014, 570, 1–6. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, X.; Ma, J.; Lu, Z. Compositional gradient films constructed by sputtering in a multicom-ponent Ti-Al-(Cr, Fe, Ni) system. J. Mater. Res. 2018, 33, 3330–3338. [Google Scholar] [CrossRef] [Green Version]
- Yabuta, H.; Sano, M.; Abe, K.; Aiba, T.; Den, T.; Kumomi, H.; Nomura, K.; Kamiya, T.; Hosono, H. High-mobility thin-film transistor with amorphous InGaZnO4 channel fabricated by room temperature rf-magnetron sputtering. Appl. Phys. Lett. 2006, 89, 112123. [Google Scholar] [CrossRef]
- Schneider, H.C.; Dafferner, B.; Aktaa, J. Embrittlement behaviour of different international low activation alloys after neutron irradiation. J. Nucl. Mater. 2001, 295, 16–20. [Google Scholar] [CrossRef]
- Kohno, Y.; Kohyama, A.; Hirose, T.; Hamilton, M.L.; Naruid, M. Mechanical property changes of low activation ferritic/martensitic steels after neutron irradiation. J. Nucl. Mater. 1999, 271, 145–150. [Google Scholar] [CrossRef]
- Kimura, A.; Matsui, H. Neutron irradiation effects on the microstructure of low-activation ferritic alloys. J. Nucl. Mater. 1994, 212–215, 701–706. [Google Scholar] [CrossRef]
- Samaras, M.; Derlet, P.; Van Swygenhoven, H.; Victoria, M. Atomic scale modelling of the primary damage state of irradiated fcc and bcc nanocrystalline metals. J. Nucl. Mater. 2006, 351, 47–55. [Google Scholar] [CrossRef]
- Yao, Z.; Baluc, N.; Victoria, M. Irradiation-induced stacking fault tetrahedra in fcc metals. Philos. Mag. 2005, 85, 769–777. [Google Scholar] [CrossRef]
- Garner, F.A.; Toloczko, M.B.; Sencer, B.H. Comparison of swelling and irradiation creep behavior of fcc-austenitic and bcc-ferritic/martensitic alloys at high neutron exposure. J. Nucl. Mater. 2000, 276, 123–142. [Google Scholar] [CrossRef]
- Chang, W.; Kikuchi, N. Analysis of non-isothermal mold filling process in resin transfer molding (RTM) and structural reaction injection molding (SRIM). Comput. Mech. Vol. 1995, 16, 22–35. [Google Scholar] [CrossRef]
- Medjani, F.; Sanjinés, R.; Allidi, G.; Karimi, A. Effect of substrate temperature and bias voltage on the crystallite orientation in RF magnetron sputtered AlN thin films. Thin Solid Films 2006, 515, 260–265. [Google Scholar] [CrossRef]
- Gao, M.C.; Alman, D.E. Searching for Next Single-Phase High-Entropy Alloy Compositions. Entropy 2013, 15, 4504–4519. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Zhou, Y.; He, Q.; Ding, Z.; Li, F.; Yang, Y. Machine learning guided appraisal and exploration of phase design for high entropy alloys. Comput. Mater. 2019, 5, 128. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Luo, H.; Ju, H.; Yu, L.; Zhou, G. Microstructure, mechanical and tribological properties of TaWN composite films. Vacuum 2017, 146, 246–251. [Google Scholar] [CrossRef]
- Guo, S.; Hu, Q.; Ng, C.; Liu, C.T. More than entropy in high-entropy alloys: Forming solid solutions or amorphous phase. Intermetallics 2013, 41, 96–103. [Google Scholar] [CrossRef]
- Song, P.; Sun, J.; Wang, Z.; Cui, M.; Shen, T.; Li, Y.; Pang, L.; Zhu, Y.; Huang, Q.; Lü, J. Irradiation resistance properties studies on helium ions irradiated MAX phase Ti3AlC2. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2014, 326, 332–336. [Google Scholar] [CrossRef]
- Xia, S.; Gao, M.C.; Yang, T.; Liaw, P.K.; Zhang, Y. Phase stability and microstructures of high entropy alloys ion irradiated to high doses. J. Nucl. Mater. 2016, 480, 100–108. [Google Scholar] [CrossRef] [Green Version]
- Chen, E.Y.; Deo, C.; Dingreville, R. Irradiation resistance of nanostructured interfaces in Zr–Nb metallic multilayers. J. Mater. Res. 2019, 34, 2239–2251. [Google Scholar] [CrossRef] [Green Version]
- Huang, L.; Chen, Z.; Liu, W.; Huang, P.; Meng, X.; Xu, K.; Wang, F.; Lu, T. Enhanced irradiation resistance of amorphous alloys by introducing amorphous/amorphous interfaces. Intermetallics 2019, 107, 39–46. [Google Scholar] [CrossRef]
- Jiang, S.X.; Qin, W.F.; Guo, R.H.; Zhang, L. Surface functionalization of nanostructured silver-coated polyester fabric by mag-netron sputtering. Surf. Coat. Technol. 2010, 204, 3662–3667. [Google Scholar] [CrossRef]
- Ding, Y.; Muñiz-Lerma, J.A.; Trask, M.; Chou, S. Microstructure and mechanical property considerations in additive manufacturing of aluminum alloys. MRS Bull. 2016, 41, 745–751. [Google Scholar] [CrossRef]
- Li, C.Q.; Xu, D.K.; Zeng, Z.R.; Wang, B.J.; Sheng, L.Y.; Chen, X.B.; Han, E.H. Effect of volume fraction of LPSO phases on corrosion and mechanical properties of Mg-Zn-Y alloys. Mater. Des. 2017, 121, 430–441. [Google Scholar] [CrossRef]
- Arfat, Y.A.; Ahmed, J.; Jacob, H. Preparation and characterization of agar-based nanocomposite films reinforced with bimetallic (Ag-Cu) alloy nanoparticles. Carbohydr. Polym. 2017, 155, 382–390. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Nie, X.; Yin, J.; Hu, Z.; Zeng, X. Effect of Zirconium addition on crack, micro-structure and mechanical behavior of selective laser melted Al-Cu-Mg alloy. Scr. Mater. 2017, 134, 6–10. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.; Basirun, W.J.; Abas, W. Ceramic tantalum oxide thin film coating to enhance the corrosion and wear characteristics of Ti 6Al 4V alloy. J. Alloys Compd. 2016, 676, 369–376. [Google Scholar] [CrossRef]
- Dang, C.; Surjadi, J.U.; Gao, L.; Lu, Y. Mechanical Properties of Nanostructured CoCrFeNiMn High-Entropy Alloy (HEA) Coating. Front. Mater. 2018, 5, 41. [Google Scholar] [CrossRef] [Green Version]
- Feng, X.; Zhang, K.; Zheng, Y.; Zhou, H.; Wan, Z. Effect of Zr content on structure and mechanical properties of (CrTaNbMoV)Zrx high-entropy alloy films. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2019, 457, 56–62. [Google Scholar] [CrossRef]
- Yu, L.; Luo, H.; Bian, J.; Ju, H.; Xu, J. Research on Microstructure, Mechanical and Tribological Properties of Cr-Ti-B-N Films. Coatings 2017, 7, 137. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | I(TiVCr), A | I(TaW), A | Concentration, at.% | |||||
|---|---|---|---|---|---|---|---|---|
| Ti | V | Cr | Ta | W | x | |||
| A | 1.4 | 1.6 | 7.92 | 10.63 | 8.08 | 37.07 | 36.30 | 0.266 |
| B | 1.5 | 1.5 | 10.88 | 13.54 | 11.67 | 31.37 | 32.55 | 0.361 |
| C | 1.6 | 1.4 | 12.15 | 14.73 | 12.94 | 29.56 | 30.63 | 0.398 |
| D | 1.7 | 1.3 | 14.69 | 16.97 | 15.49 | 25.92 | 26.93 | 0.472 |
| E | 1.8 | 1.2 | 15.83 | 18.49 | 16.98 | 24.17 | 24.53 | 0.513 |
| F | 1.9 | 1.1 | 16.89 | 20.08 | 19.05 | 21.98 | 22.01 | 0.560 |
| G | 2.0 | 1.0 | 18.90 | 21.83 | 21.57 | 18.92 | 18.78 | 0.623 |
| H | 2.1 | 0.9 | 20.14 | 22.92 | 22.96 | 17.03 | 16.95 | 0.660 |
| I | 2.2 | 0.8 | 21.61 | 23.56 | 24.47 | 15.09 | 15.27 | 0.696 |
| J | 2.3 | 0.7 | 22.26 | 25.02 | 26.59 | 13.08 | 13.05 | 0.739 |
| K | 2.4 | 0.6 | 23.92 | 26.27 | 29.35 | 10.29 | 10.16 | 0.795 |
| L | 2.5 | 0.5 | 24.88 | 26.52 | 30.14 | 9.27 | 9.20 | 0.815 |
| M | 2.6 | 0.4 | 26.70 | 27.67 | 32.44 | 6.72 | 6.47 | 0.868 |
| SERIES | Smix | Hmix | Tm (K) | Ω | δ | Phase |
|---|---|---|---|---|---|---|
| A | 11.46 | −5.69 | 3103.87 | 6.25 | 4.16 | BCC |
| B | 12.40 | −5.39 | 2975.71 | 6.85 | 4.68 | BCC |
| C | 12.68 | −5.29 | 2923.28 | 7.01 | 4.85 | BCC |
| D | 13.09 | −5.11 | 2820.11 | 7.22 | 5.17 | BCC |
| E | 13.24 | −5.02 | 2761.26 | 7.28 | 5.34 | BCC |
| F | 13.34 | −4.93 | 2695.56 | 7.29 | 5.53 | BCC + MG |
| G | 13.36 | −4.86 | 2607.16 | 7.16 | 5.77 | BCC + MG |
| H | 13.31 | −4.83 | 2555.06 | 7.04 | 5.89 | BCC + MG |
| I | 13.21 | −4.83 | 2504.18 | 6.85 | 6.02 | BCC + MG |
| J | 13.01 | −4.79 | 2446.14 | 6.64 | 6.15 | BCC + MG |
| K | 12.63 | −4.80 | 2366.55 | 6.22 | 6.33 | BCC + MG |
| L | 12.47 | −4.85 | 2337.63 | 6.00 | 6.41 | MG |
| M | 11.91 | −4.87 | 2263.56 | 5.53 | 6.55 | MG |
| Ta | W | TaW | VW | TiCr | TaV | CrTi4 | TiV | |
|---|---|---|---|---|---|---|---|---|
| Cubic | bcc | |||||||
| d (110) | 0.224 nm | 0.224 nm | 0.228 nm | 0.219 nm | 0.221 nm | 0.225 nm | 0.227 nm | 0.222 nm |
| d (220) | 0.165 nm | 0.158 nm | 0.162 nm | 0.155 nm | 0.156 nm | 0.159 nm | 0.161 nm | 0.157 nm |
| d (211) | 0.135 nm | 0.129 nm | 0.132 nm | 0.126 nm | 0.127 nm | 0.130 nm | 0.131 nm | 0.128 nm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Huang, T.; Zhang, J.; Jiang, C.; Zhang, Y.; Liaw, P.K. Microstructures, Mechanical Behavior, and Radiation Damage of (TiVCr)x-(TaW)1-x Binary System High-Entropy Alloy Films. Metals 2022, 12, 772. https://doi.org/10.3390/met12050772
Li R, Huang T, Zhang J, Jiang C, Zhang Y, Liaw PK. Microstructures, Mechanical Behavior, and Radiation Damage of (TiVCr)x-(TaW)1-x Binary System High-Entropy Alloy Films. Metals. 2022; 12(5):772. https://doi.org/10.3390/met12050772
Chicago/Turabian StyleLi, Rongbin, Tian Huang, Jing Zhang, Chunxia Jiang, Yong Zhang, and Peter K. Liaw. 2022. "Microstructures, Mechanical Behavior, and Radiation Damage of (TiVCr)x-(TaW)1-x Binary System High-Entropy Alloy Films" Metals 12, no. 5: 772. https://doi.org/10.3390/met12050772
APA StyleLi, R., Huang, T., Zhang, J., Jiang, C., Zhang, Y., & Liaw, P. K. (2022). Microstructures, Mechanical Behavior, and Radiation Damage of (TiVCr)x-(TaW)1-x Binary System High-Entropy Alloy Films. Metals, 12(5), 772. https://doi.org/10.3390/met12050772