
Evaluation on Flexibility of Phenomenological Hardening Law for Automotive Sheet Metals


Abstract
:1. Introduction
2. Ordinary Differential Equation of Existing Hardening Laws
2.1. Saturation Laws
2.2. Power Laws
2.3. Combination of Hardening Laws
2.3.1. Additive Combination
2.3.2. Multiplicative Combination
3. New Strain Hardening Law
3.1. Saturation Law
3.2. Power Law
4. Application for Automotive Sheet Metals
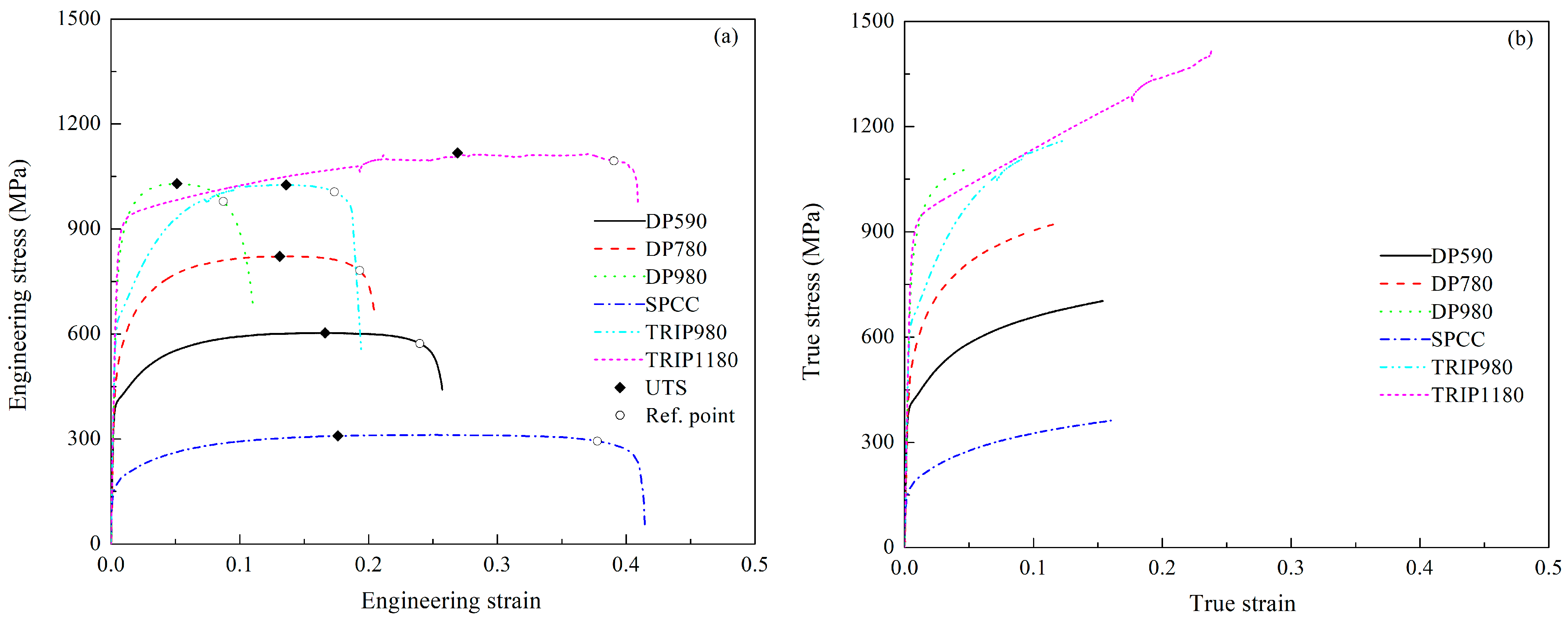
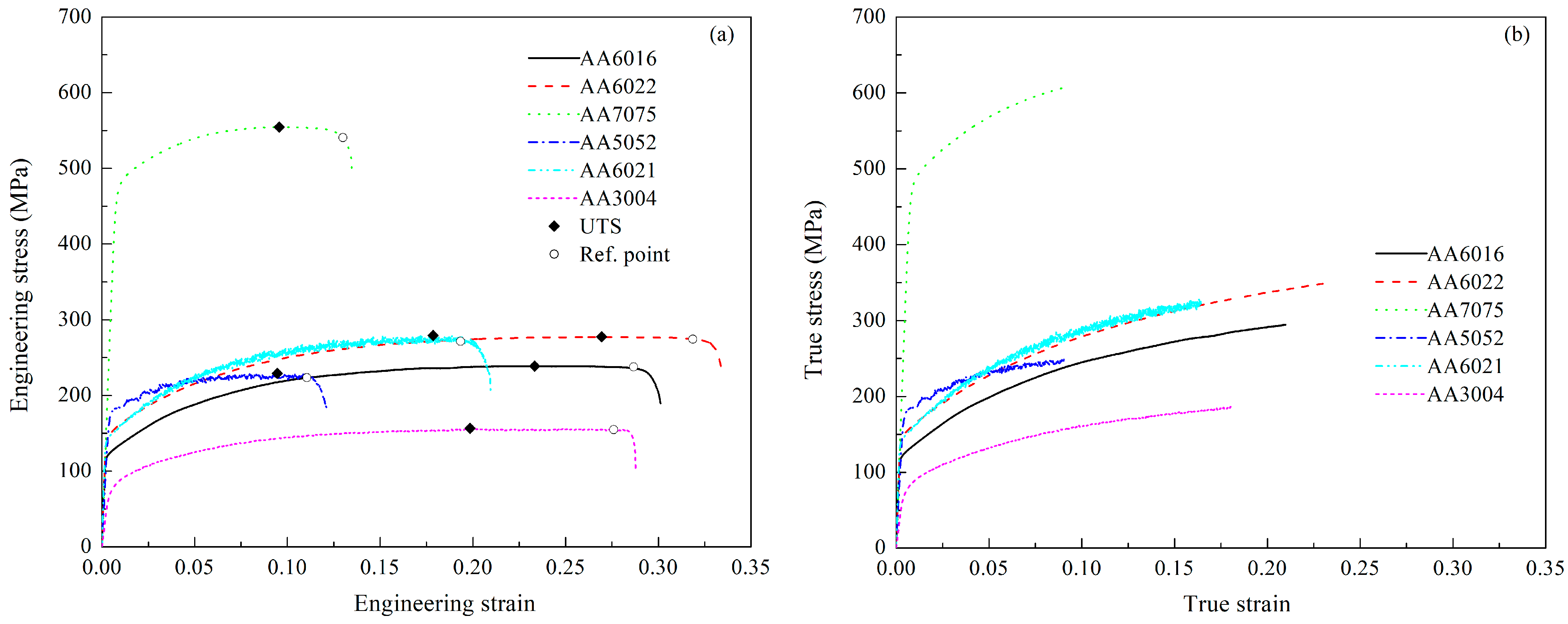
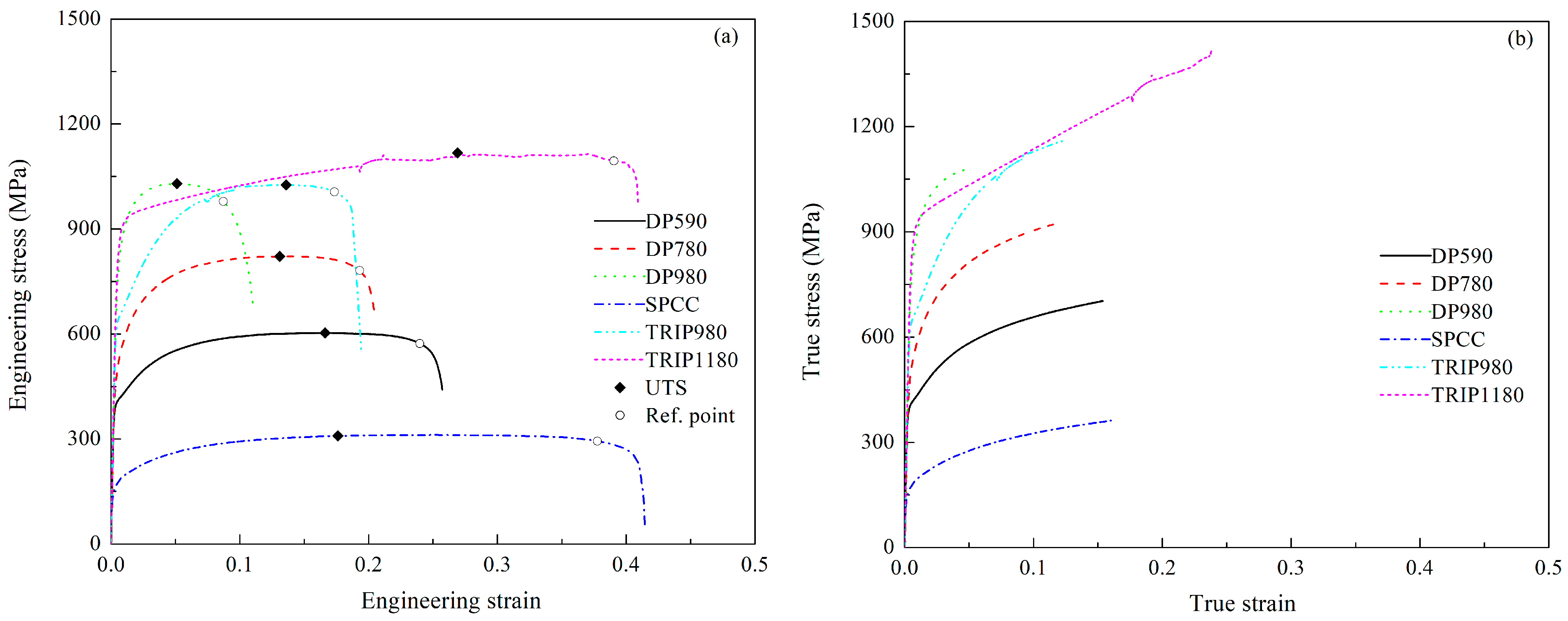
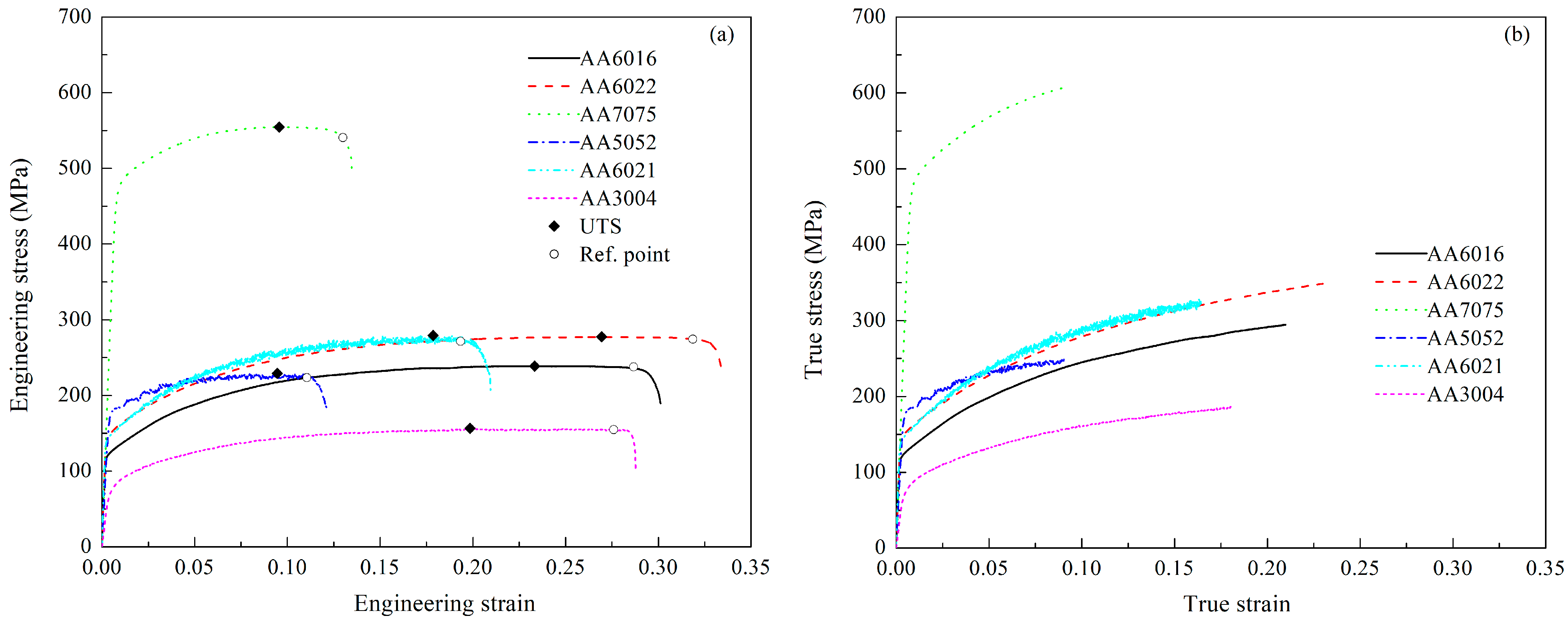
4.1. Investigated Materials
4.2. Calibration Method
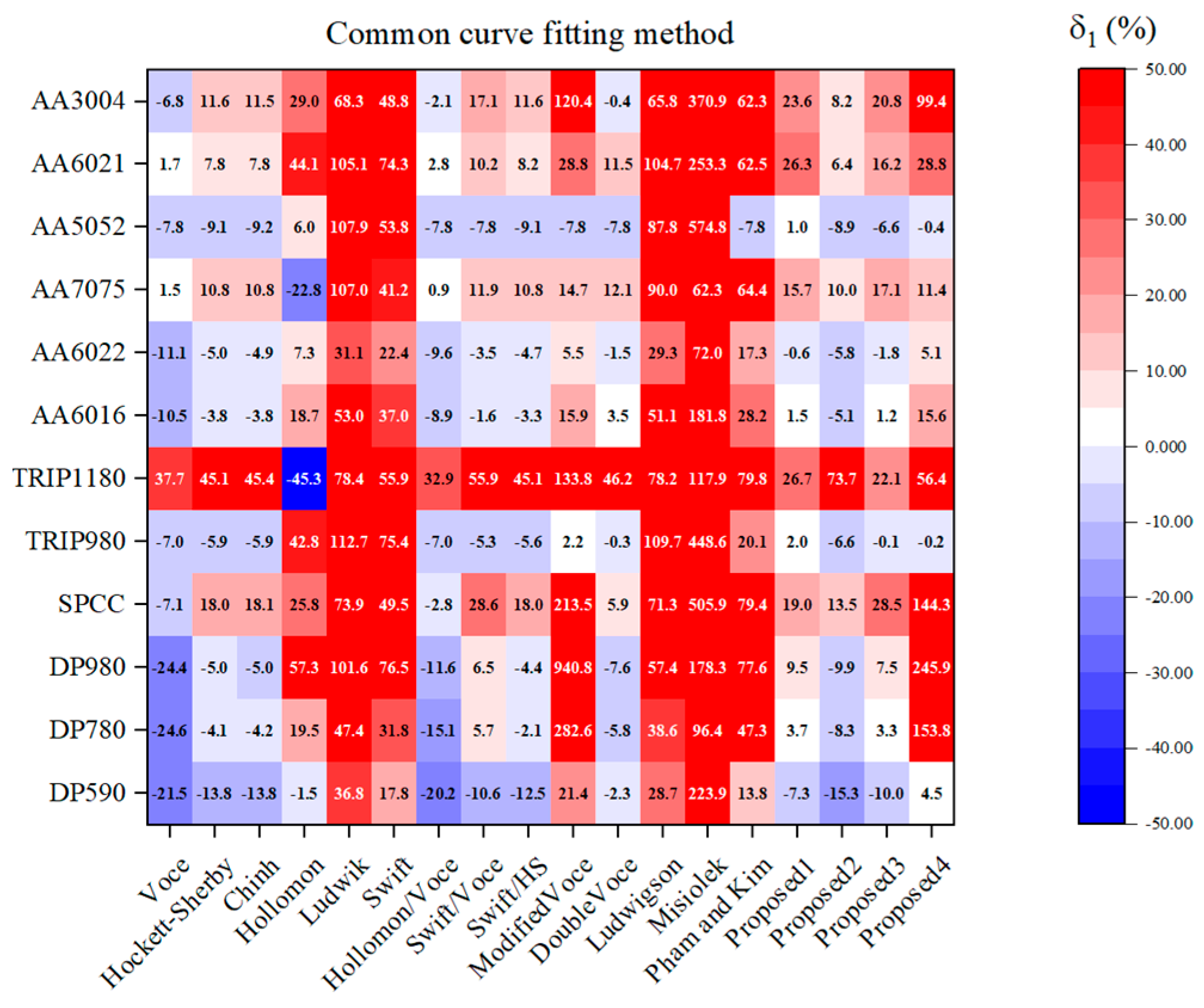
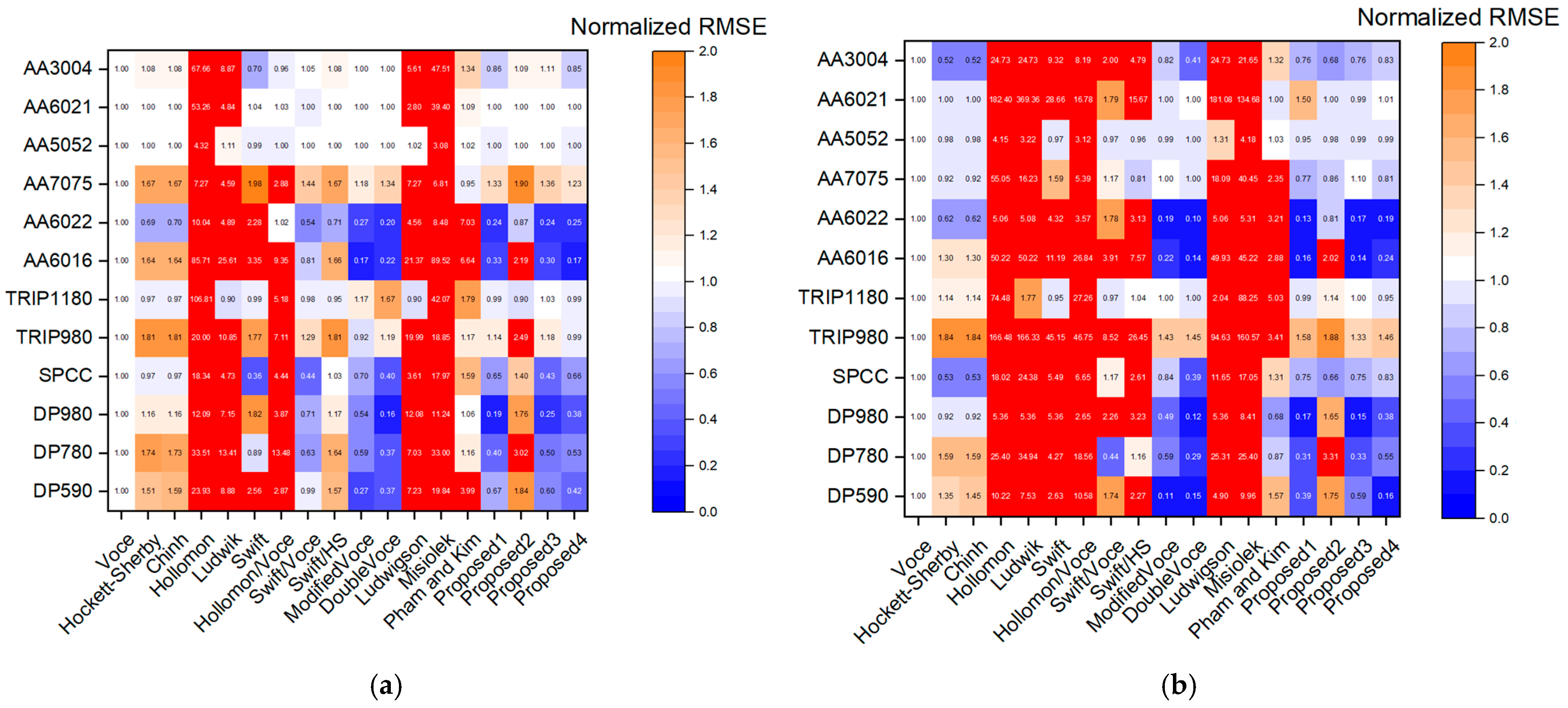
4.2.1. Common Curve Fitting Method
4.2.2. Constrained Curve Fitting Method
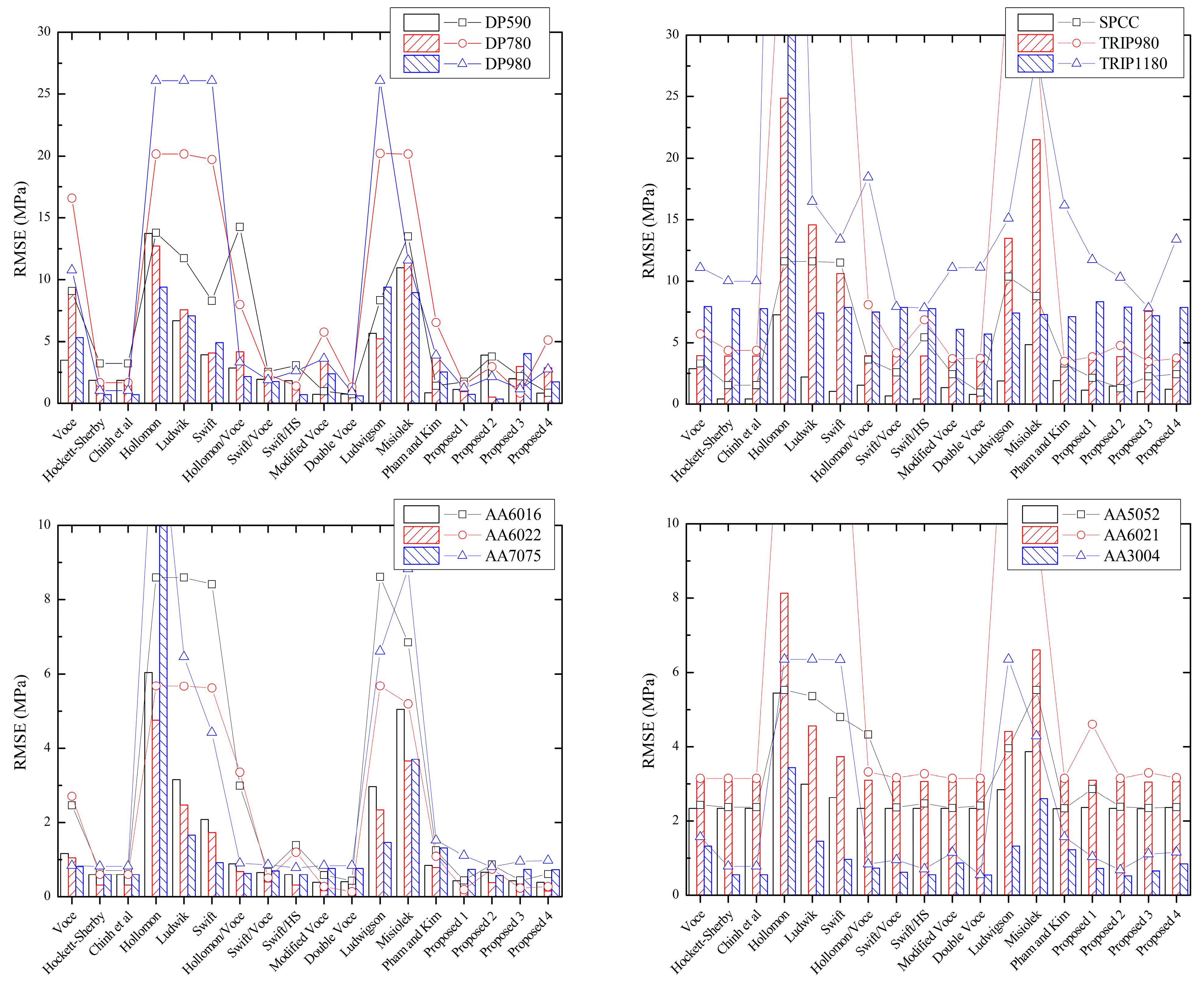
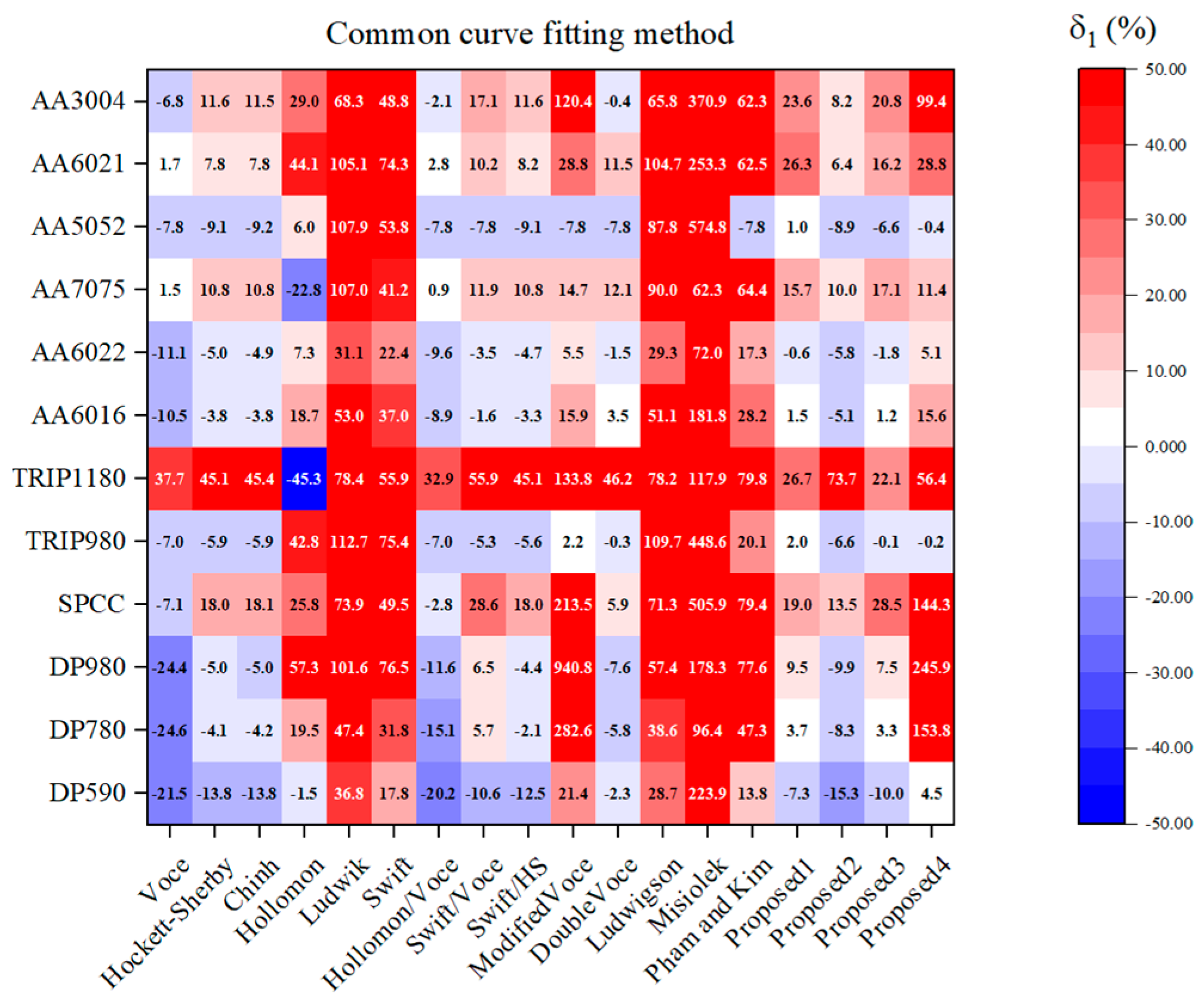
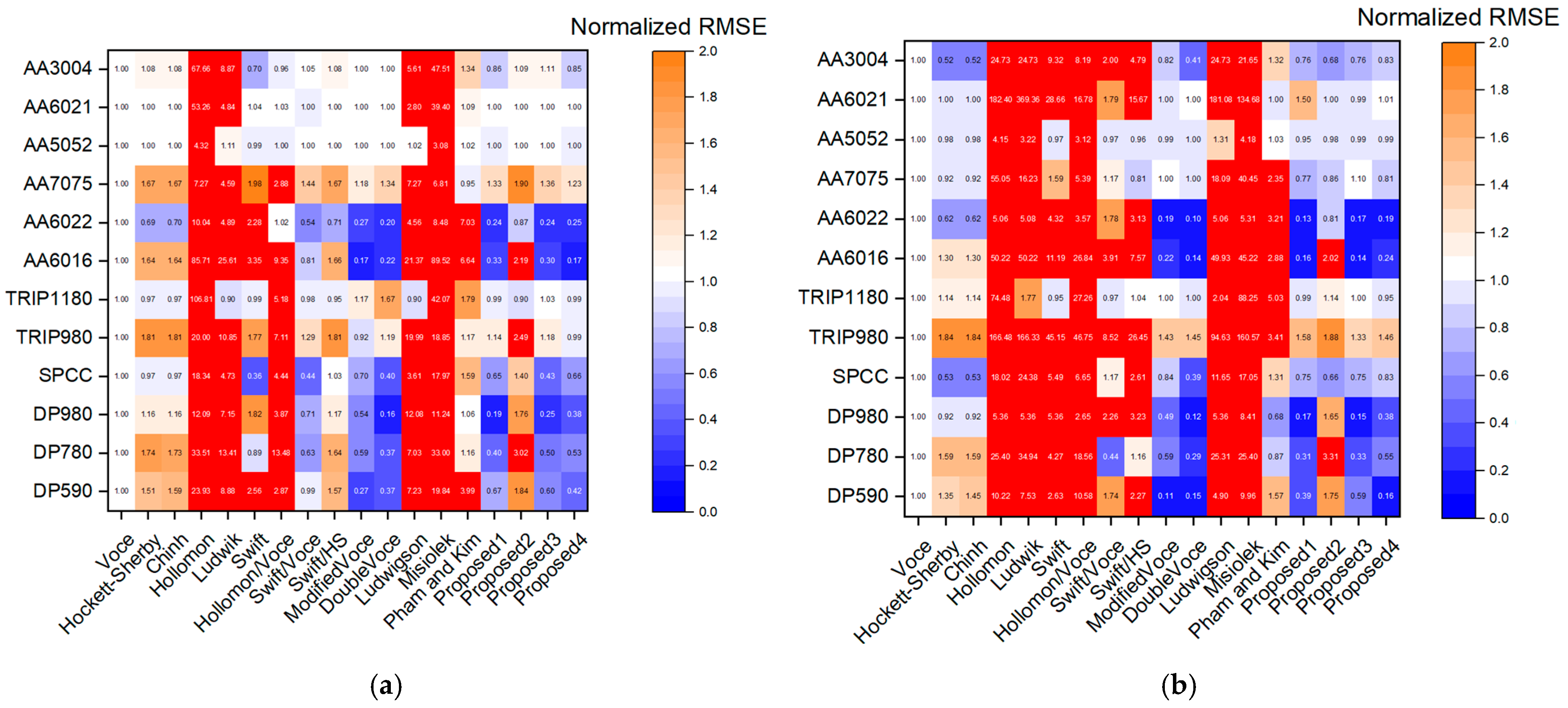
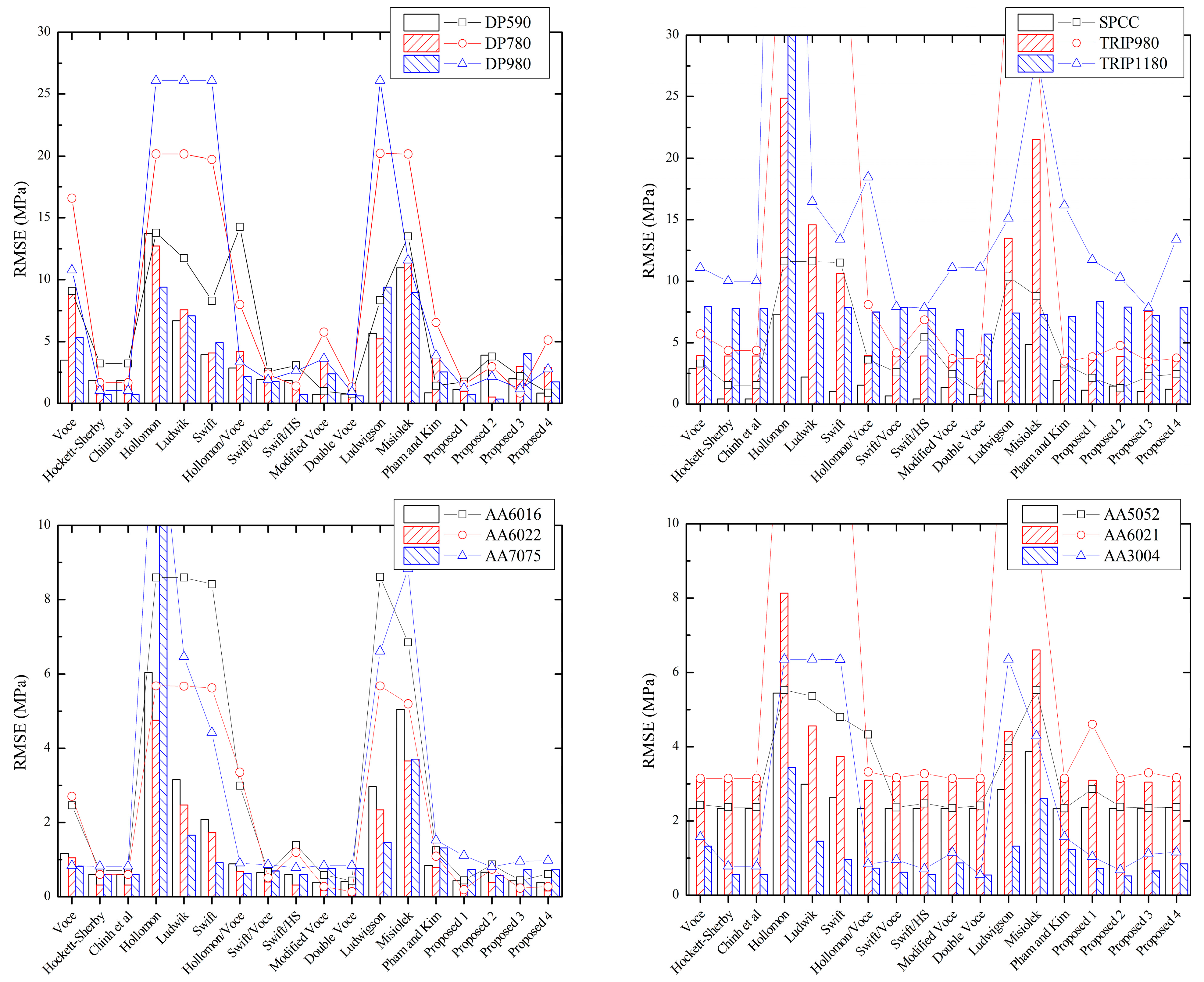
4.3. Calibration Result
4.4. Discussion
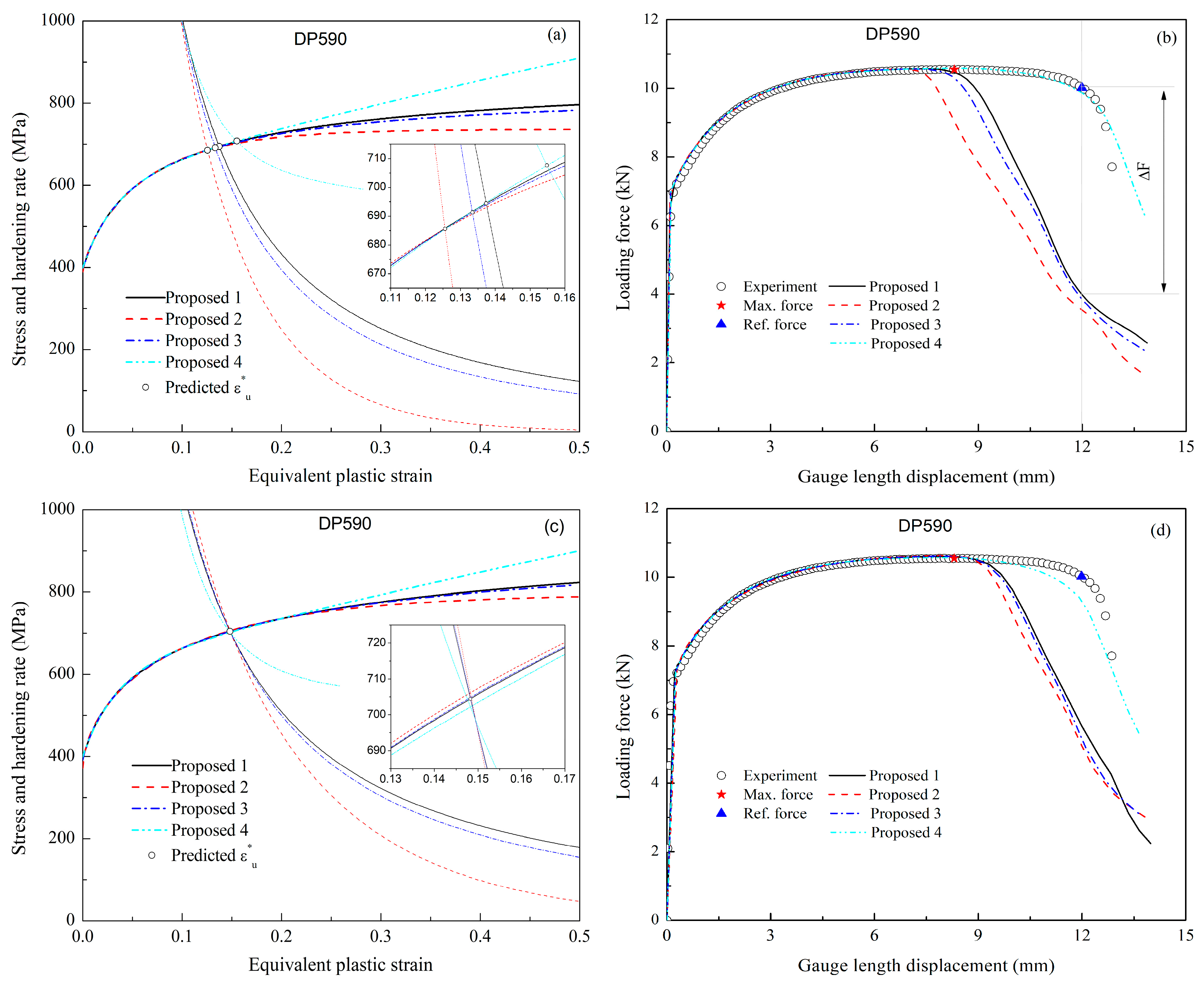
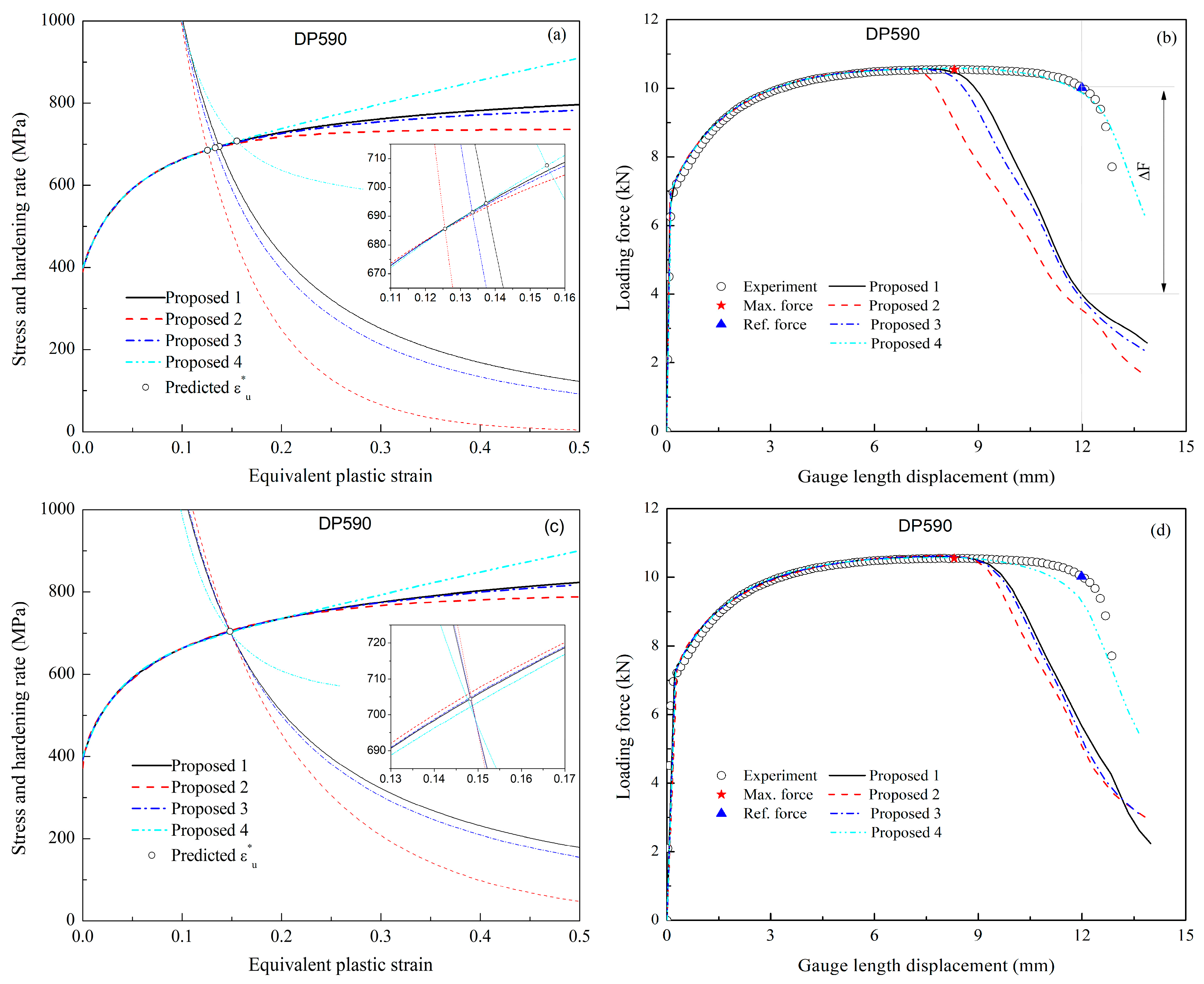
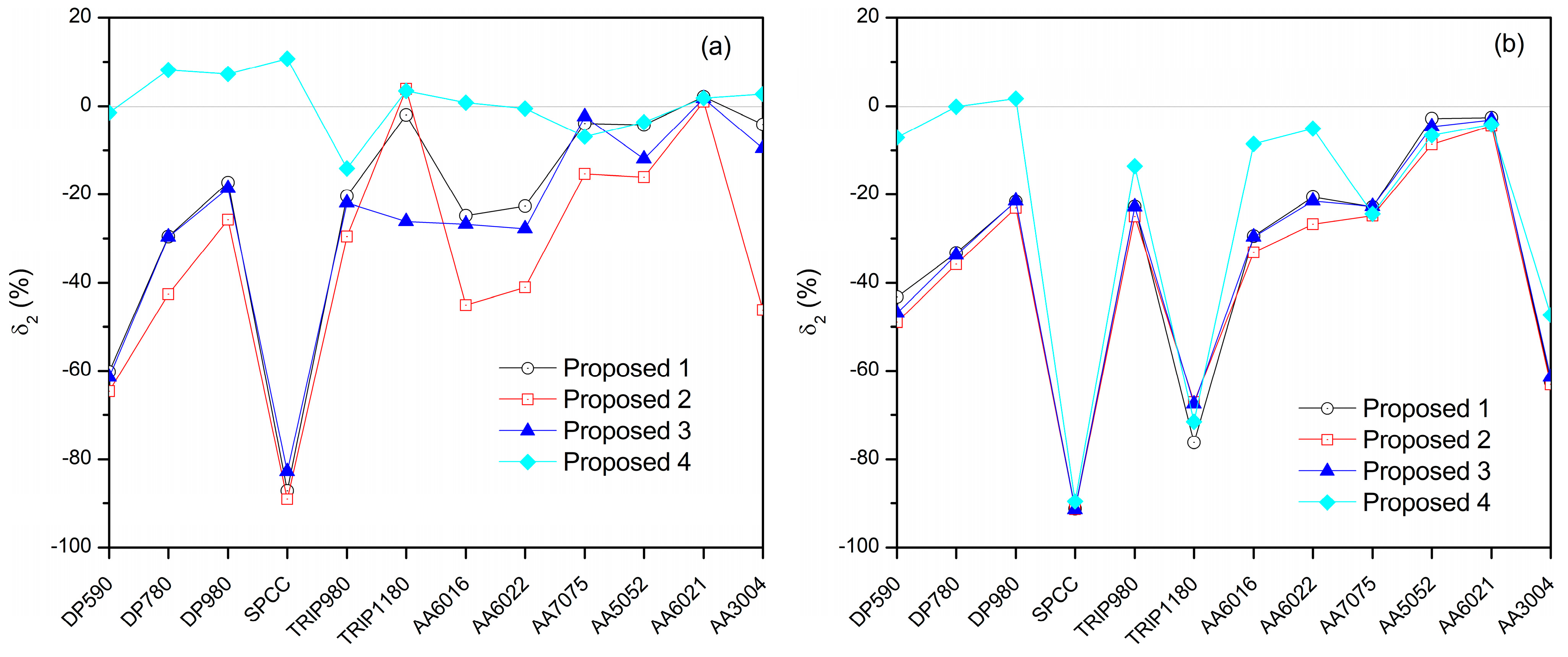
4.4.1. Diffuse Neck Prediction
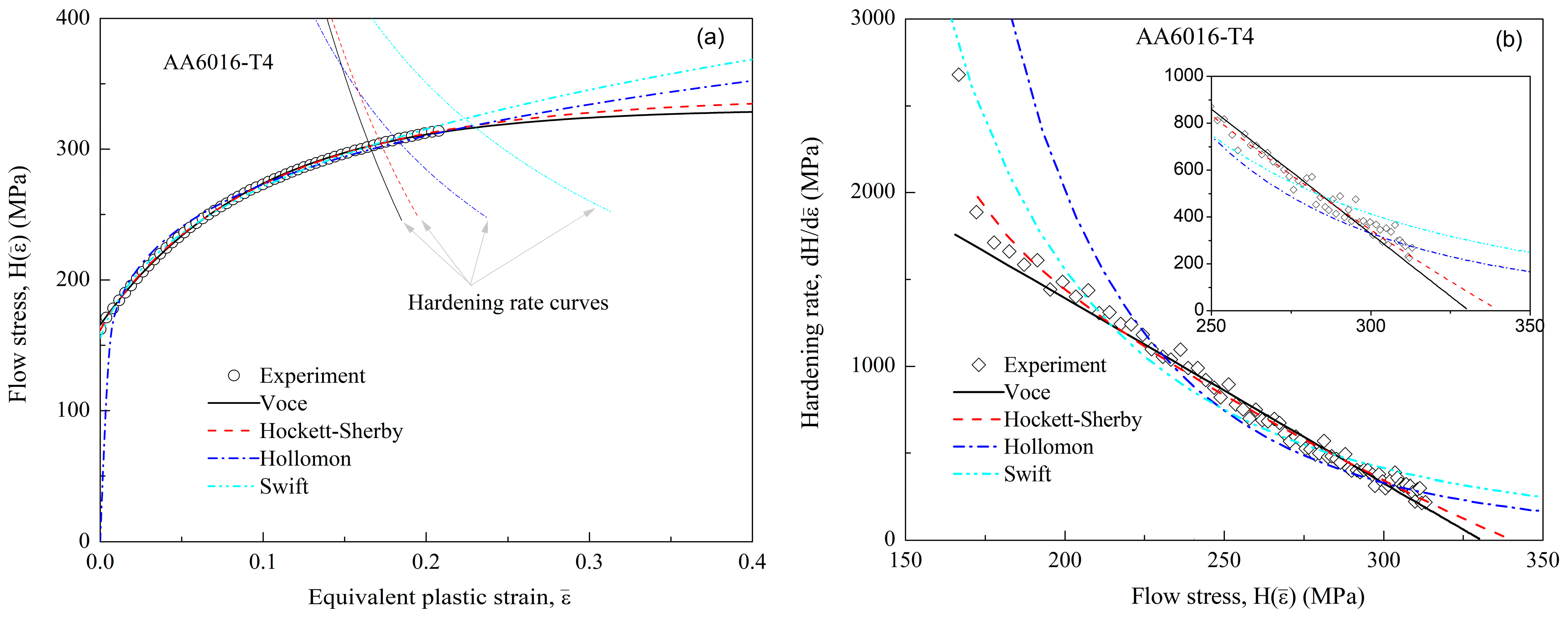
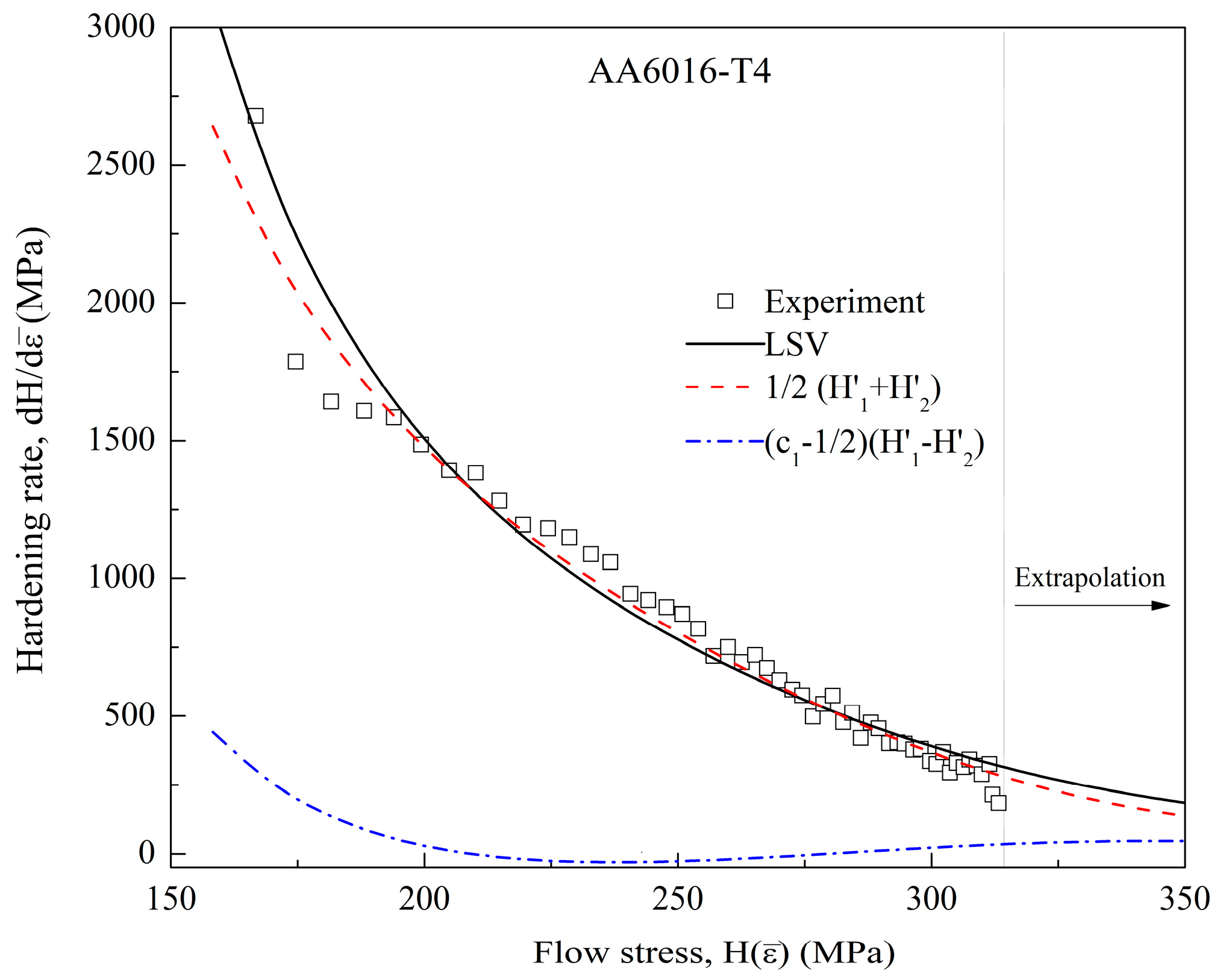
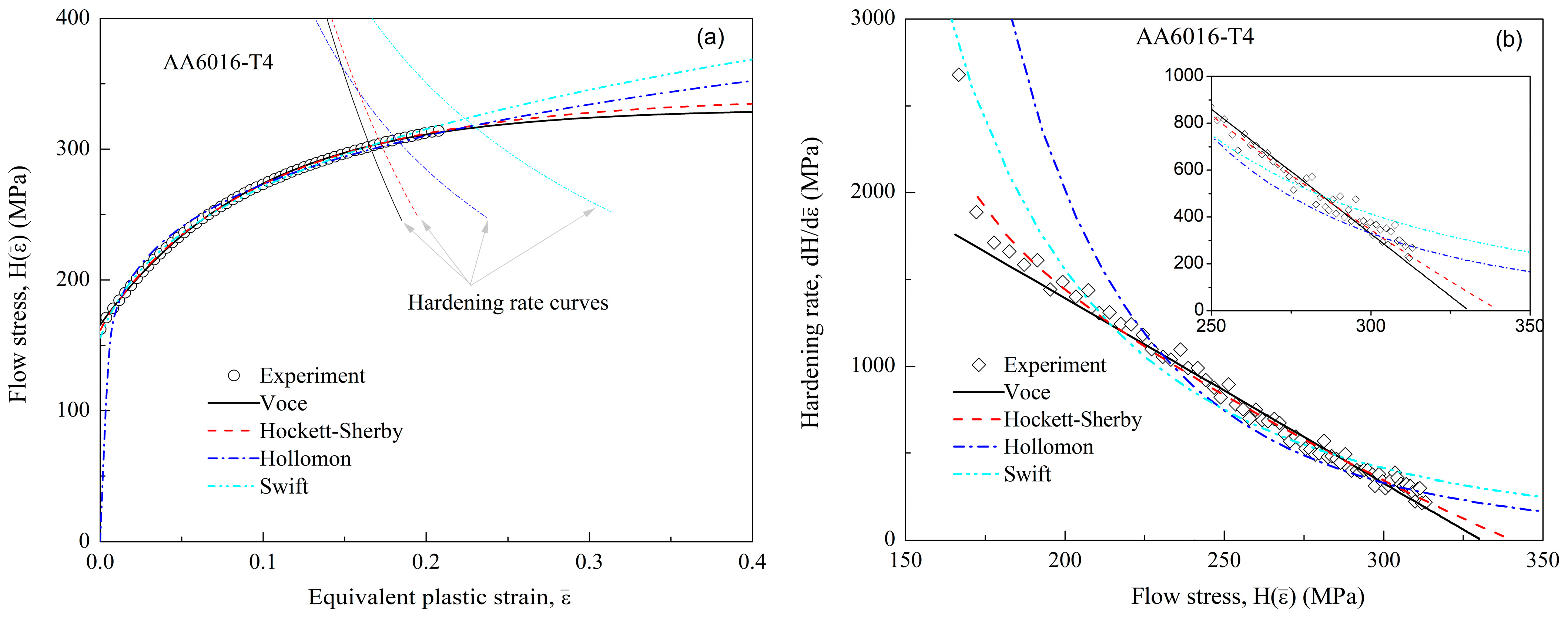
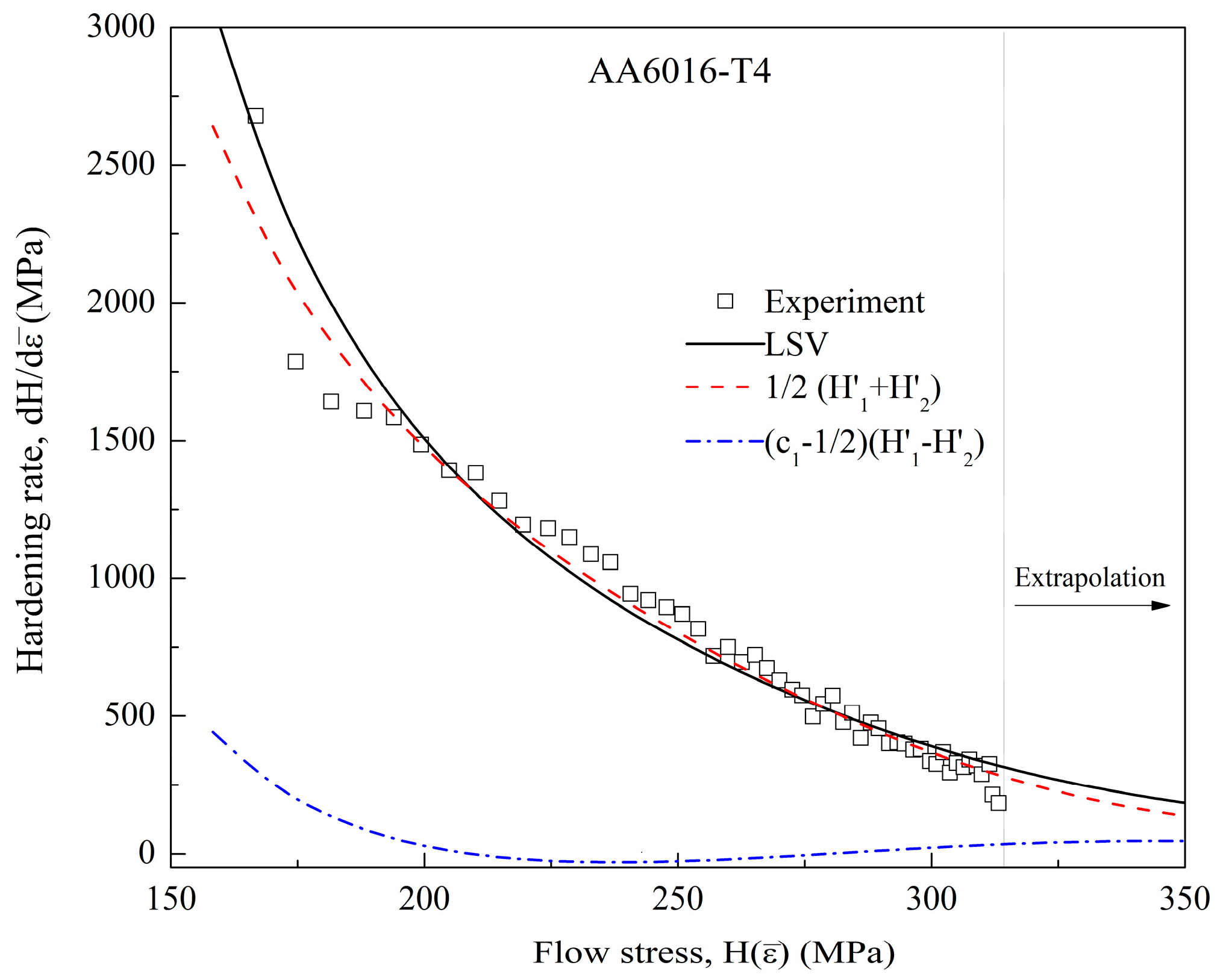
4.4.2. Hardening Rate Curve Prediction
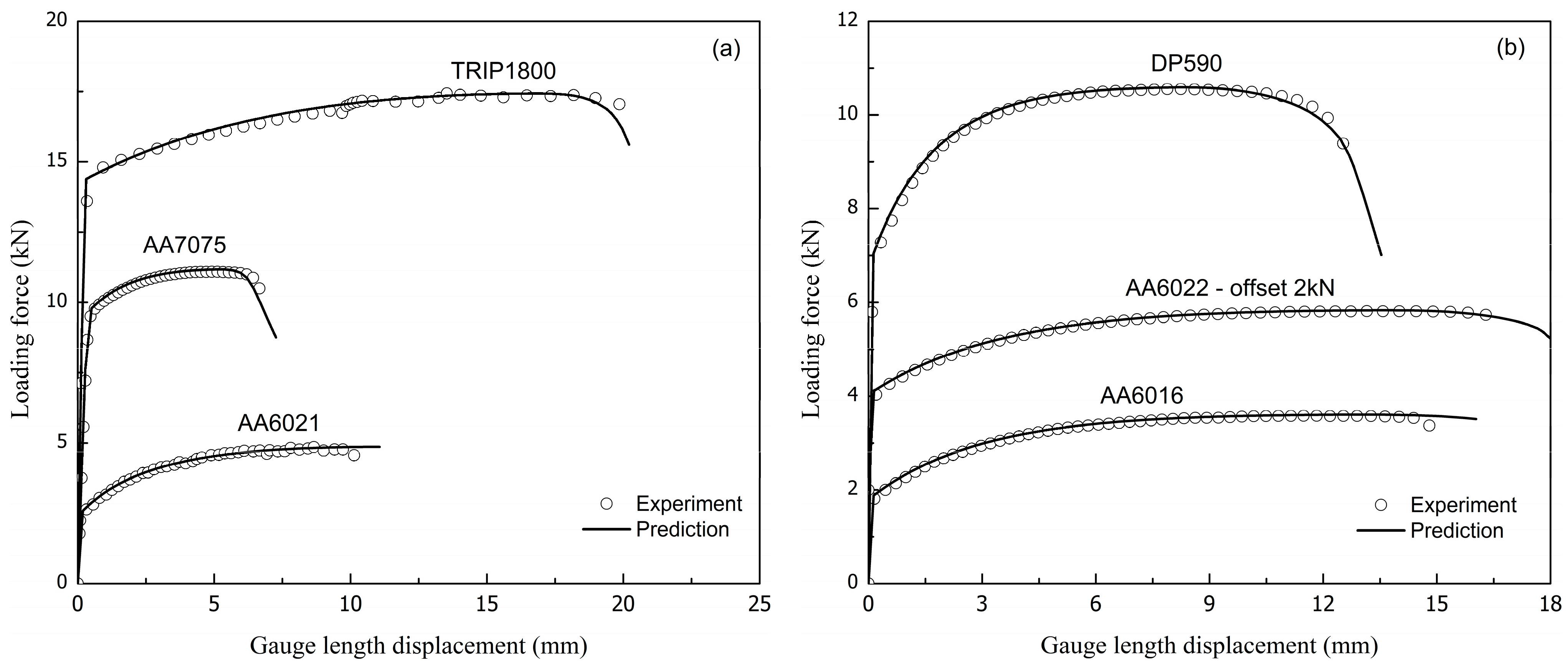
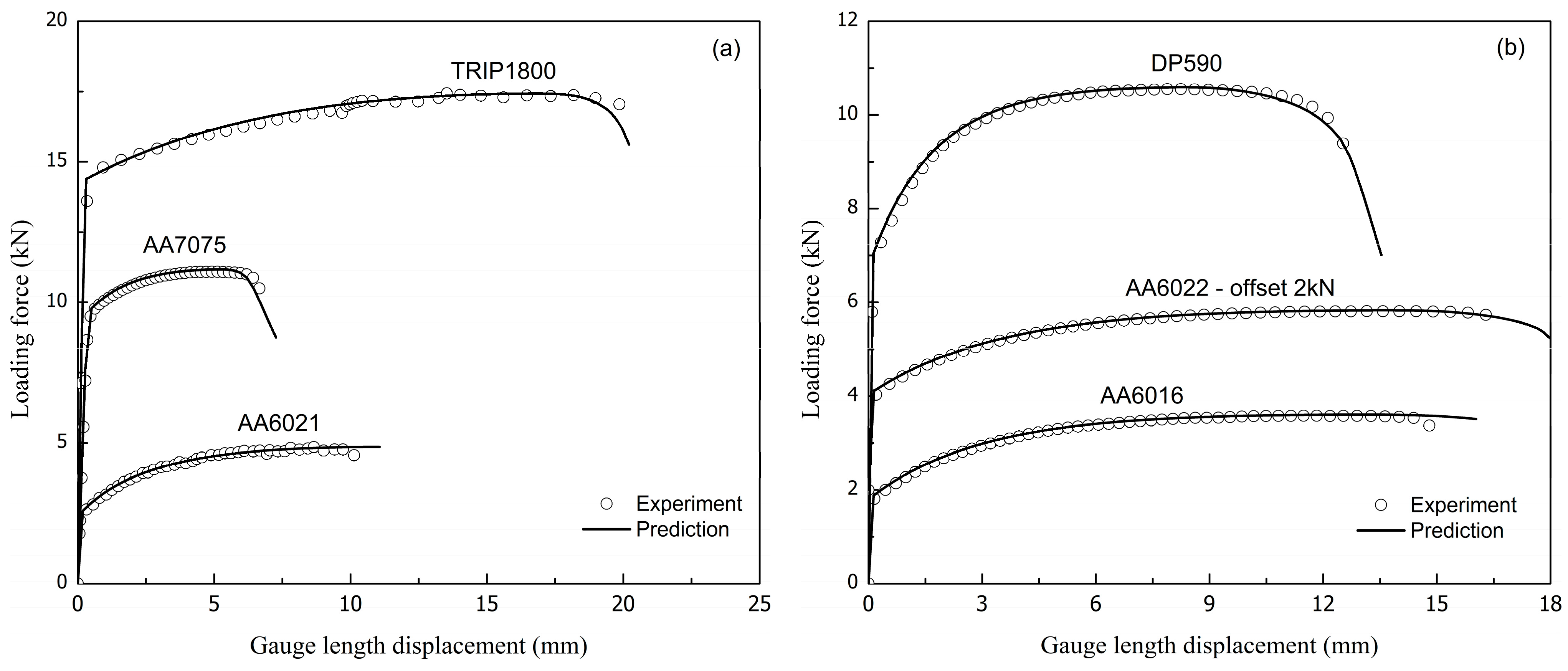
5. Validation
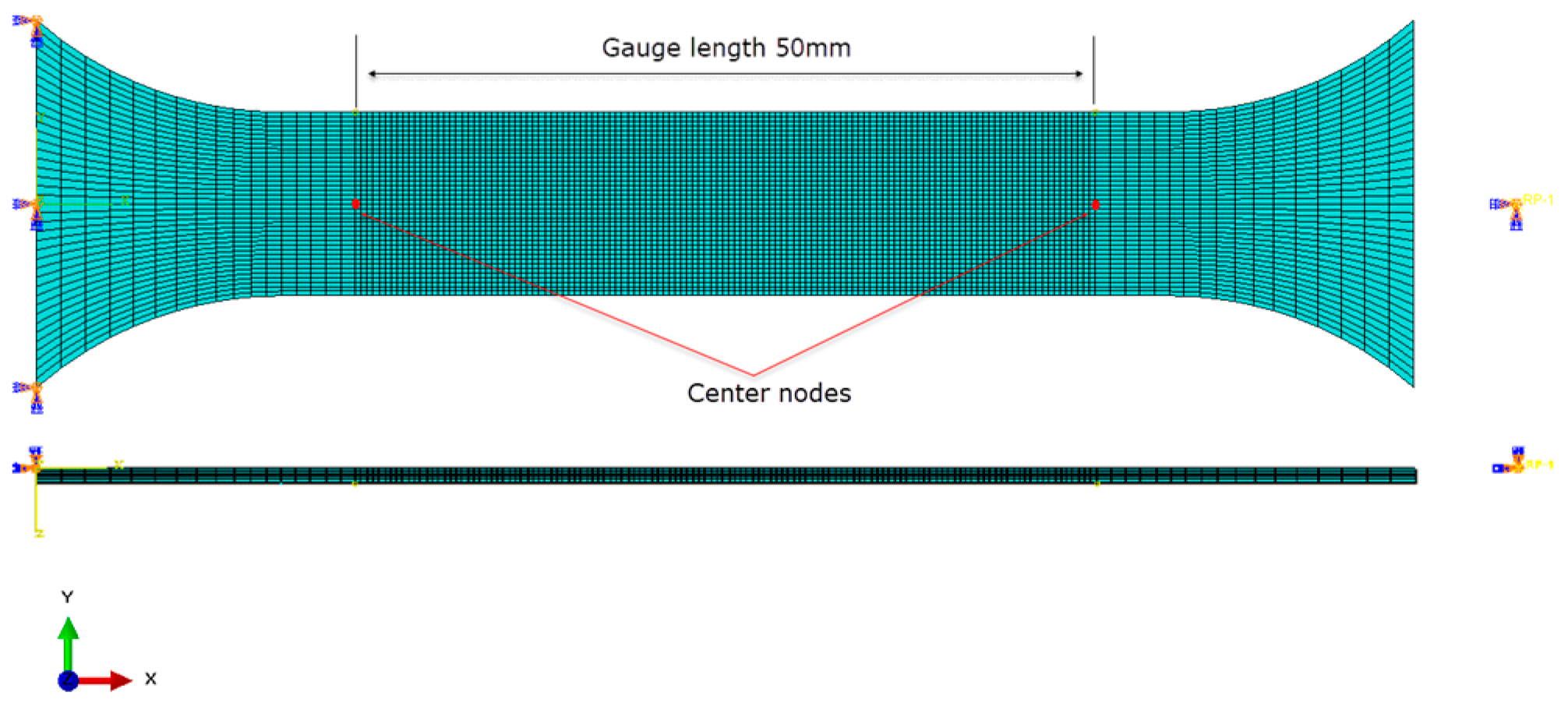
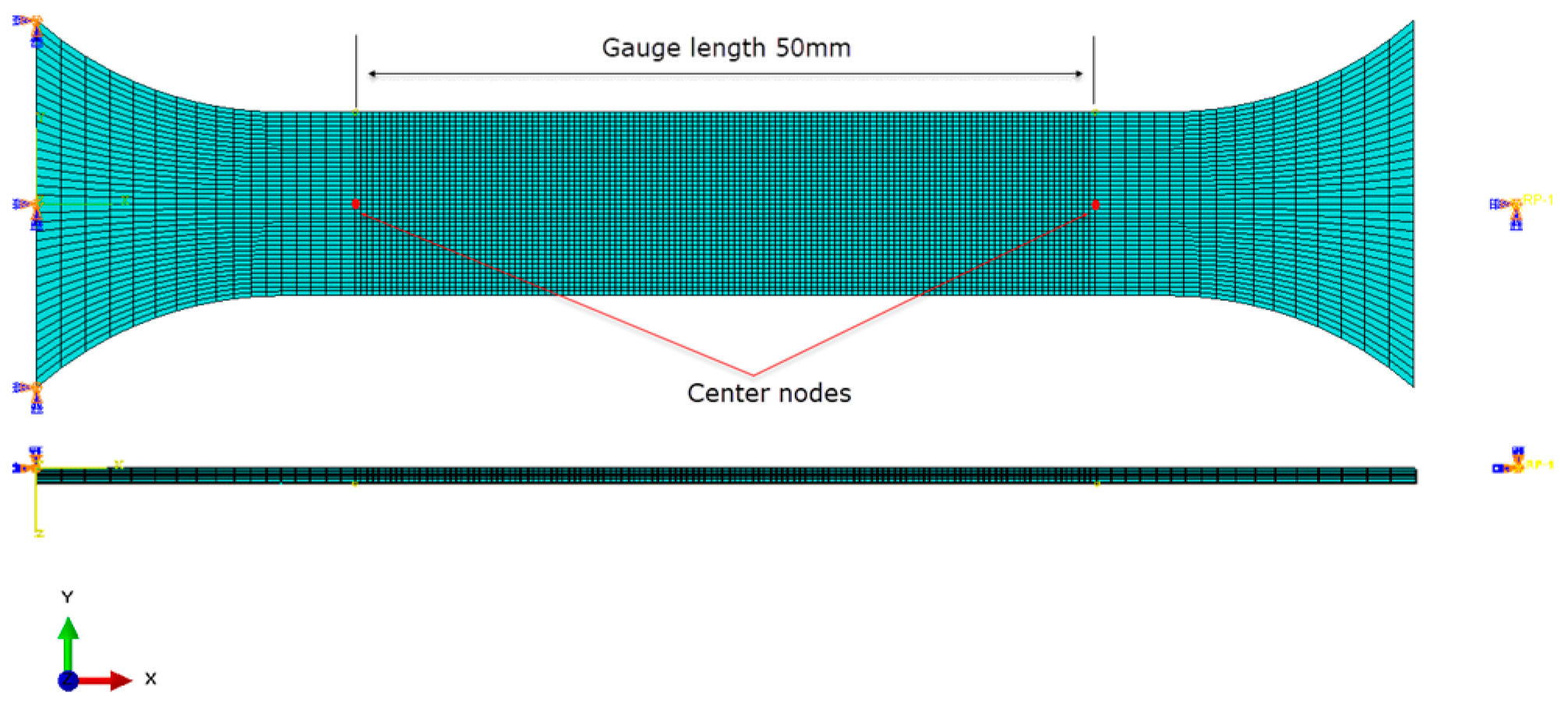
5.1. Finite Element Model
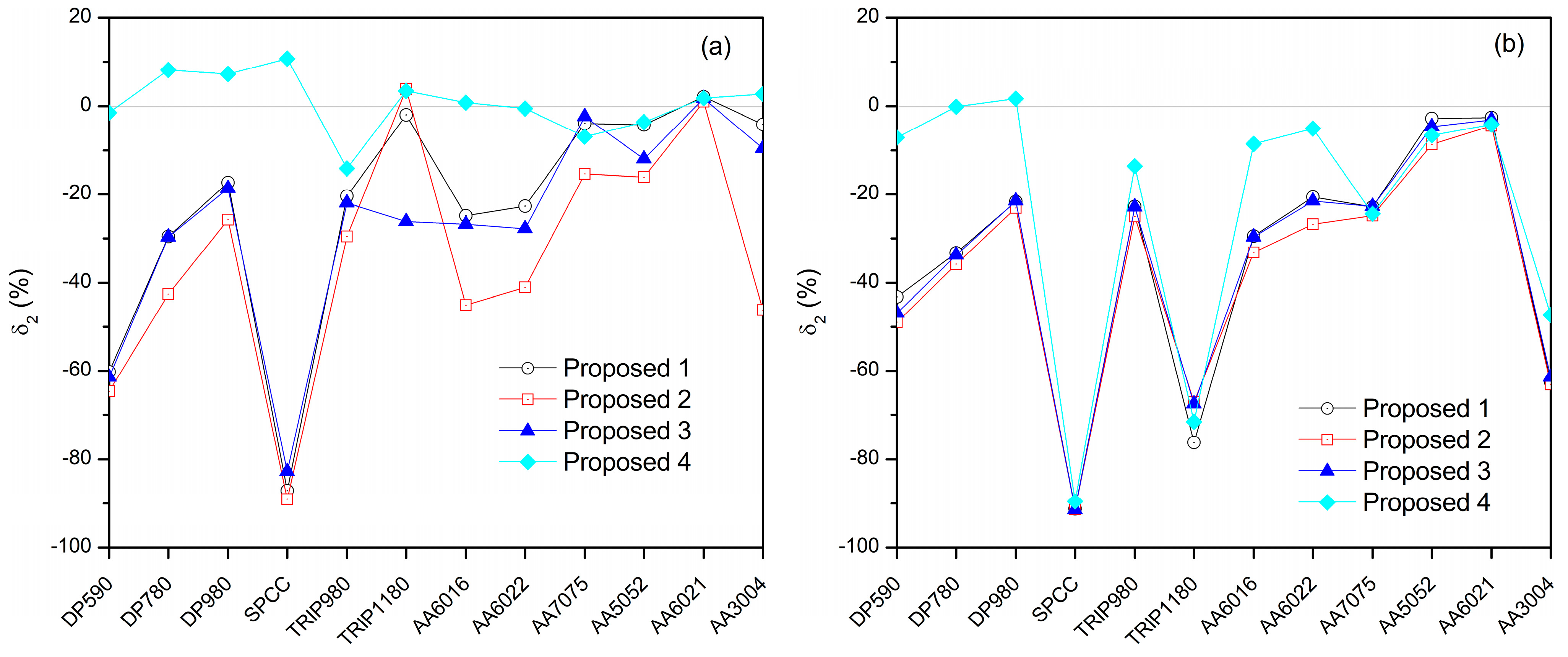
5.2. Effect of Calibration Method
5.3. Selection of a Proper Hardening Law
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trzepieciński, T. Recent developments and trends in sheet metal forming. Metals 2020, 10, 779. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Łukaszek-Sołek, A.; Łuksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent development trends in metal forming. Arch. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Ablat, M.A.; Qattawi, A. Numerical simulation of sheet metal forming: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 1235–1250. [Google Scholar] [CrossRef]
- Barlat, F.; Gracio, J.J.; Lee, M.G.; Rauch, E.F.; Vincze, G. An alternative to kinematic hardening in classical plasticity. Int. J. Plast. 2011, 27, 1309–1327. [Google Scholar] [CrossRef]
- Banabic, D.; Carleer, B.; Comsa, D.S.; Kam, E.; Krasovskyy, A.; Mattiasson, K.; Sester, M.; Sigvant, M.; Zhang, X. Sheet Metal Forming Processes: Constitutive Modelling and Numerical Simulation; Springer: New York, NY, USA, 2010; ISBN 9783540881124. [Google Scholar]
- Gronostajski, Z. The constitutive equations for FEM analysis. J. Mater. Process. Technol. 2000, 106, 40–44. [Google Scholar] [CrossRef]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Hockett, J.E.; Sherby, O.D. Large strain deformation of polycrystalline metals at low homologous temperatures. J. Mech. Phys. Solids 1975, 23, 87–98. [Google Scholar] [CrossRef]
- Hollomon, J.H. Tensile deformation. Trans. AIME 1945, 162, 268–290. [Google Scholar]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, B.H.; Park, K.C.; Kim, Y.S. Influence of the post-necking prediction of hardening law on the theoretical forming limit curve of aluminium sheets. Int. J. Mech. Sci. 2018, 140, 521–536. [Google Scholar] [CrossRef]
- Yoshida, K.; Ishii, A.; Tadano, Y. Work-hardening behavior of polycrystalline aluminum alloy under multiaxial stress paths. Int. J. Plast. 2014, 53, 17–39. [Google Scholar] [CrossRef]
- Butuc, M.C.; Barata, A.; Gracio, J.J.; Duarte, J.F. A more general model for forming limit diagrams prediction. J. Mater. Process. Technol. 2002, 126, 213–218. [Google Scholar] [CrossRef]
- Kim, J.H.; Serpantié, A.; Barlat, F.; Pierron, F.; Lee, M.G. Characterization of the post-necking strain hardening behavior using the virtual fields method. Int. J. Solids Struct. 2013, 50, 3829–3842. [Google Scholar] [CrossRef] [Green Version]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Altan, T.; Tekkaya, A.E. Sheet Metal Forming: Fundamentals; ASM International: Russell, OH, USA, 2012; ISBN 1615038426. [Google Scholar]
- Duflou, J.R.; Habraken, A.M.; Cao, J.; Malhotra, R.; Bambach, M.; Adams, D.; Vanhove, H.; Mohammadi, A.; Jeswiet, J. Single point incremental forming: State-of-the-art and prospects. Int. J. Mater. Form. 2018, 11, 743–773. [Google Scholar] [CrossRef]
- Tekkaya, A.E. State-of-the-art of simulation of sheet metal forming. J. Mater. Process. Technol. 2000, 103, 14–22. [Google Scholar] [CrossRef]
- Gothivarekar, S.; Coppieters, S.; Talemi, R.; Debruyne, D. Effect of bending process on the fatigue behaviour of high strength steel. J. Constr. Steel Res. 2021, 182, 106662. [Google Scholar] [CrossRef]
- Eller, T.K.; Greve, L.; Andres, M.; Medricky, M.; Meinders, V.T.; Van Den Boogaard, A.H. Determination of strain hardening parameters of tailor hardened boron steel up to high strains using inverse FEM optimization and strain field matching. J. Mater. Process. Technol. 2016, 228, 43–58. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Horváth, G.; Horita, Z.; Langdon, T.G. A new constitutive relationship for the homogeneous deformation of metals over a wide range of strain. Acta Mater. 2004, 52, 3555–3563. [Google Scholar] [CrossRef]
- Ludwik, P. Elemente der Technologischen Mechanik; Springer: Berlin/Heidelberg, Germany, 1909. [Google Scholar]
- Saboori, M.; Champliaud, H.; Gholipour, J.; Gakwaya, A.; Savoie, J.; Wanjara, P. Extension of flow stress–strain curves of aerospace alloys after necking. Int. J. Adv. Manuf. Technol. 2016, 83, 313–323. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, K.; Cerik, B.C.; Choung, J. Ductile fracture prediction of EH36 grade steel based on Hosford–Coulomb model. Ships Offshore Struct. 2019, 14, 219–230. [Google Scholar] [CrossRef]
- Coppieters, S.; Cooreman, S.; Sol, H.; Van Houtte, P.; Debruyne, D. Identification of the post-necking hardening behaviour of sheet metal by comparison of the internal and external work in the necking zone. J. Mater. Process. Technol. 2011, 211, 545–552. [Google Scholar] [CrossRef]
- Sung, J.H.; Kim, J.H.; Wagoner, R.H. A plastic constitutive equation incorporating strain, strain-rate, and temperature. Int. J. Plast. 2010, 26, 1746–1771. [Google Scholar] [CrossRef]
- Ha, J.; Baral, M.; Korkolis, Y.P. Plastic anisotropy and ductile fracture of bake-hardened AA6013 aluminum sheet. Int. J. Solids Struct. 2018, 155, 123–139. [Google Scholar] [CrossRef]
- Capilla, G.; Hamasaki, H.; Yoshida, F. Determination of uniaxial large-strain workhardening of high-strength steel sheets from in-plane stretch-bending testing. J. Mater. Process. Technol. 2017, 243, 152–169. [Google Scholar] [CrossRef]
- Ben-Elechi, S.; Khelifa, M.; Bahloul, R. Sensitivity of friction coefficients, material constitutive laws and yield functions on the accuracy of springback prediction for an automotive part. Int. J. Mater. Form. 2021, 14, 323–340. [Google Scholar] [CrossRef]
- Zhao, K.; Wang, L.; Chang, Y.; Yan, J. Identification of post-necking stress-strain curve for sheet metals by inverse method. Mech. Mater. 2016, 92, 107–118. [Google Scholar] [CrossRef]
- Min, J.; Stoughton, T.B.; Carsley, J.E.; Lin, J. Compensation for process-dependent effects in the determination of localized necking limits. Int. J. Mech. Sci. 2016, 117, 115–134. [Google Scholar] [CrossRef] [Green Version]
- Koc, P.; Štok, B. Computer-aided identification of the yield curve of a sheet metal after onset of necking. Comput. Mater. Sci. 2004, 31, 155–168. [Google Scholar] [CrossRef]
- Ludwigson, D.C. Modified stress-strain relation for FCC metals and alloys. Metall. Trans. 1971, 2, 2825–2828. [Google Scholar] [CrossRef]
- Samuel, K.G.; Rodriguez, P. On power-law type relationships and the Ludwigson explanation for the stress-strain behaviour of AISI 316 stainless steel. J. Mater. Sci. 2005, 40, 5727–5731. [Google Scholar] [CrossRef]
- Lavakumar, A.; Sarangi, S.S.; Chilla, V.; Narsimhachary, D.; Ray, R.K. A “new” empirical equation to describe the strain hardening behavior of steels and other metallic materials. Mater. Sci. Eng. A 2021, 802, 140641. [Google Scholar] [CrossRef]
- Wang, N.; Ilinich, A.; Chen, M.; Luckey, G.; D’Amours, G. A comparison study on forming limit prediction methods for hot stamping of 7075 aluminum sheet. Int. J. Mech. Sci. 2019, 151, 444–460. [Google Scholar] [CrossRef]
- Fan, R.; Chen, M.; Wu, Y.; Xie, L. Prediction and experiment of fracture behavior in hot press forming of a TA32 titanium alloy rolled sheet. Metals 2018, 8, 985. [Google Scholar] [CrossRef] [Green Version]
- Pham, Q.T.; Kim, Y.S. Identification of the plastic deformation characteristics of AL5052-O sheet based on the non-associated flow rule. Met. Mater. Int. 2017, 23, 254–263. [Google Scholar] [CrossRef]
- Pham, Q.T.; Oh, S.H.; Kim, Y.S. An efficient method to estimate the post-necking behavior of sheet metals. Int. J. Adv. Manuf. Technol. 2018, 98, 2563–2578. [Google Scholar] [CrossRef]
- Pham, Q.T.; Lee, M.G.; Kim, Y.S. New procedure for determining the strain hardening behavior of sheet metals at large strains using the curve fitting method. Mech. Mater. 2021, 154, 103729. [Google Scholar] [CrossRef]
- Pham, Q.T.; Nguyen-Thoi, T.; Ha, J.; Kim, Y.-S. A Hybrid Fitting-Numerical Method for Determining Strain Hardening Behavior of Sheet Metals. Mech. Mater. 2021, 161, 104031. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Dhinwal, S.S.; Vu, V.Q.; Toth, L.S. A new macroscopic strain hardening function based on microscale crystal plasticity and its application in polycrystal modeling. Mater. Sci. Eng. A 2021, 823, 141634. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Seo, O.S.; Lee, C.A.; Lee, M.G.; Kim, J.H.; Kim, H.Y. Mechanical behavior of AZ31B Mg alloy sheets under monotonic and cyclic loadings at room and moderately elevated temperatures. Materials 2014, 7, 1271–1295. [Google Scholar] [CrossRef] [Green Version]
- Noder, J.; Butcher, C. A comparative investigation into the influence of the constitutive model on the prediction of in-plane formability for Nakazima and Marciniak tests. Int. J. Mech. Sci. 2019, 163, 105138. [Google Scholar] [CrossRef]
- Nes, E. Modelling of work hardening and stress saturation in FCC metals. Prog. Mater. Sci. 1997, 41, 129–193. [Google Scholar] [CrossRef]
- Salvado, F.C.; Teixeira-Dias, F.; Walley, S.M.; Lea, L.J.; Cardoso, J.B. A review on the strain rate dependency of the dynamic viscoplastic response of FCC metals. Prog. Mater. Sci. 2017, 88, 186–231. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.; Cui, Z.; Chen, S. Recrystallization of 30Cr2Ni4MoV ultra-super-critical rotor steel during hot deformation. Part I: Dynamic recrystallization. Mater. Sci. Eng. A 2011, 528, 5073–5080. [Google Scholar] [CrossRef]
- Nabizada, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Barati, M.H.; Asghari-Rad, P.; Kim, H.S. The high temperature mechanical properties and the correlated microstructure/texture evolutions of a TWIP high entropy alloy. Mater. Sci. Eng. A 2021, 802, 140600. [Google Scholar] [CrossRef]
- Shi, P.; Zhong, Y.; Li, Y.; Ren, W.; Zheng, T.; Shen, Z.; Yang, B.; Peng, J.; Hu, P.; Zhang, Y.; et al. Multistage work hardening assisted by multi-type twinning in ultrafine-grained heterostructural eutectic high-entropy alloys. Mater. Today 2020, 41, 62–71. [Google Scholar] [CrossRef]
- Mu, Z.; Zhao, J.; Yua, G.; Huang, X.; Meng, Q.; Zhai, R. Hardening model of anisotropic sheet metal during the diffuse instability necking stage of uniaxial tension. Thin-Walled Struct. 2021, 159, 107198. [Google Scholar] [CrossRef]
- Maček, A.; Starman, B.; Mole, N.; Halilovič, M. Calibration of Advanced Yield Criteria Using Uniaxial and Heterogeneous Tensile Test Data. Metals 2020, 10, 542. [Google Scholar] [CrossRef]
- Lou, Y.; Huh, H. Prediction of ductile fracture for advanced high strength steel with a new criterion: Experiments and simulation. J. Mater. Process. Technol. 2013, 213, 1284–1302. [Google Scholar] [CrossRef]
- Tao, H.; Zhang, N.; Tong, W. An iterative procedure for determining effective stress-strain curves of sheet metals. Int. J. Mech. Mater. Des. 2009, 5, 13–27. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thickness (mm) | Young Modulus (GPa) | Initial Yield Stress (MPa) | Ultimate Tensile Strength (MPa) | Maximum Uniform Strain | Elongation (%) |
|---|---|---|---|---|---|---|
| DP590 | 1.4 | 205 | 401 | 603 | 0.156 | 25.7 |
| DP780 | 1.2 | 206 | 489 | 822 | 0.123 | 20.5 |
| DP980 | 1.6 | 200 | 800 | 1030 | 0.050 | 11.0 |
| SPCC | 0.9 | 210 | 158 | 309 | 0.158 | 41.4 |
| TRIP980 | 1.2 | 213 | 640 | 1026 | 0.120 | 19.5 |
| TRIP1180 | 1.25 | 207 | 854 | 1117 | 0.229 | 40.9 |
| AA6016 | 1.2 | 69 | 158 | 277 | 0.238 | 33.4 |
| AA6022 | 1.1 | 67 | 123 | 238 | 0.209 | 30.1 |
| AA7075 | 1.6 | 67 | 478 | 554 | 0.091 | 13.5 |
| AA5052 | 0.8 | 73 | 173 | 229 | 0.090 | 12.2 |
| AA6021 | 1.4 | 71 | 146 | 279 | 0.157 | 20.9 |
| AA3004 | 0.51 | 62 | 73 | 156 | 0.171 | 28.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pham, Q.T.; Kim, Y.-S. Evaluation on Flexibility of Phenomenological Hardening Law for Automotive Sheet Metals. Metals 2022, 12, 578. https://doi.org/10.3390/met12040578
Pham QT, Kim Y-S. Evaluation on Flexibility of Phenomenological Hardening Law for Automotive Sheet Metals. Metals. 2022; 12(4):578. https://doi.org/10.3390/met12040578
Chicago/Turabian StylePham, Quoc Tuan, and Young-Suk Kim. 2022. "Evaluation on Flexibility of Phenomenological Hardening Law for Automotive Sheet Metals" Metals 12, no. 4: 578. https://doi.org/10.3390/met12040578
APA StylePham, Q. T., & Kim, Y.-S. (2022). Evaluation on Flexibility of Phenomenological Hardening Law for Automotive Sheet Metals. Metals, 12(4), 578. https://doi.org/10.3390/met12040578