
Structure and Properties of Metal-Matrix Composites Based on an Inconel 625–TiB2 System Fabricated by Additive Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
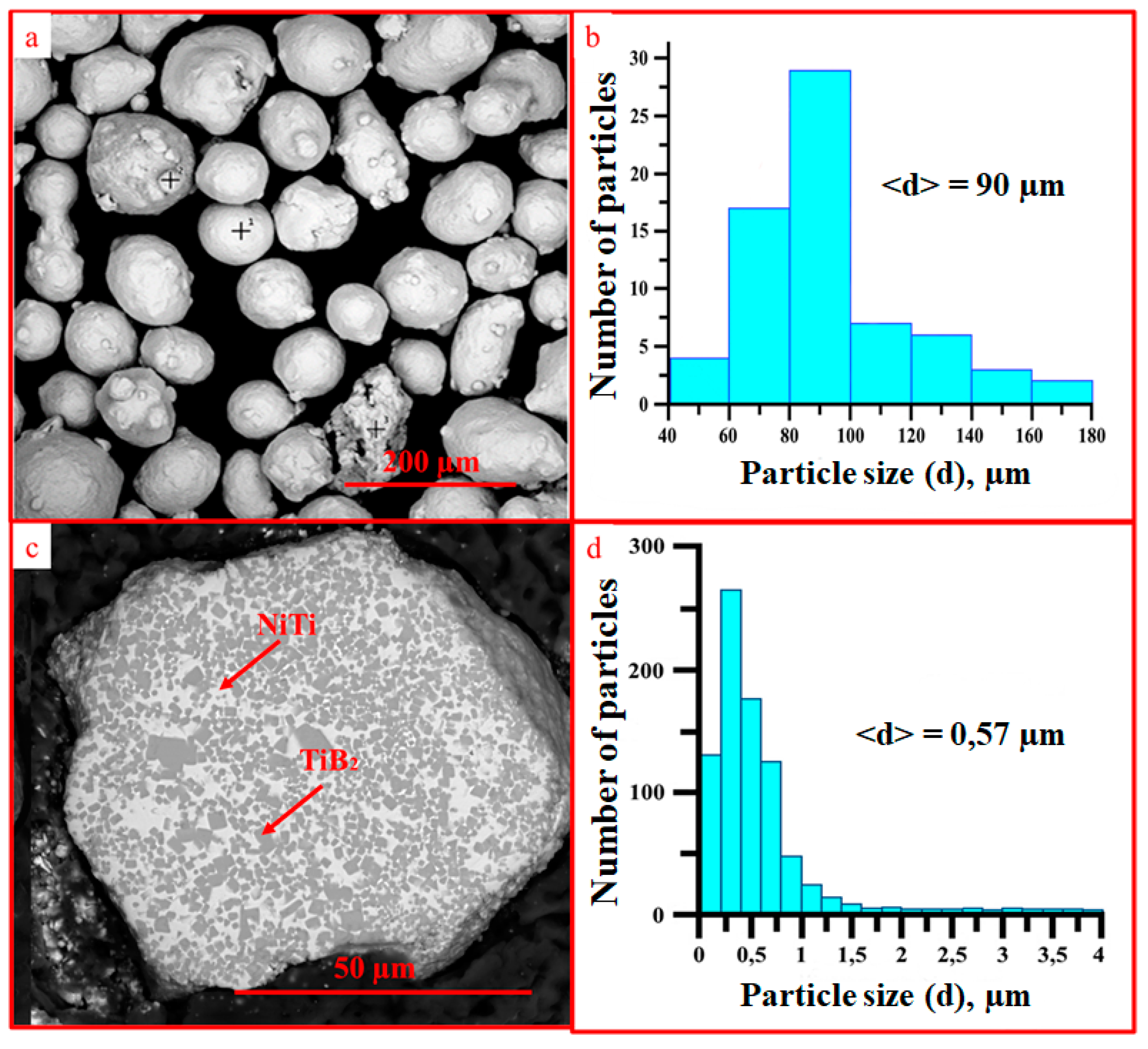
2.1. Initial Materials
2.2. Process of Obtaining Materials by Direct Laser Deposition from a Powder Mixture of 95 wt% Inconel 625 + 5 wt% NiTi–TiB2
2.3. Research Methods
3. Results and Discussion
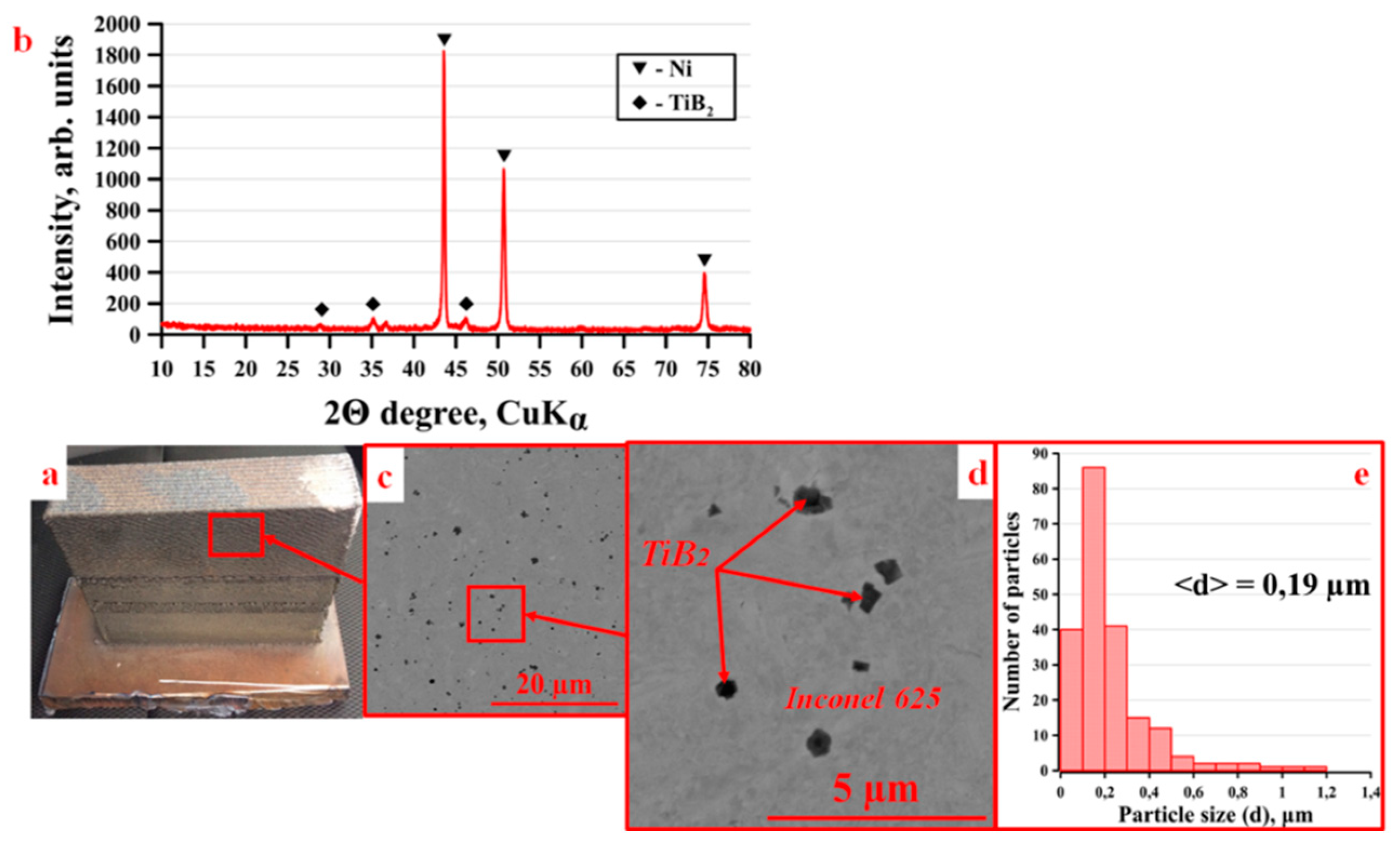
3.1. Phase Composition and Structure of the Materials 95 wt% Inconel 625 + 5 wt% NiTi–TiB2
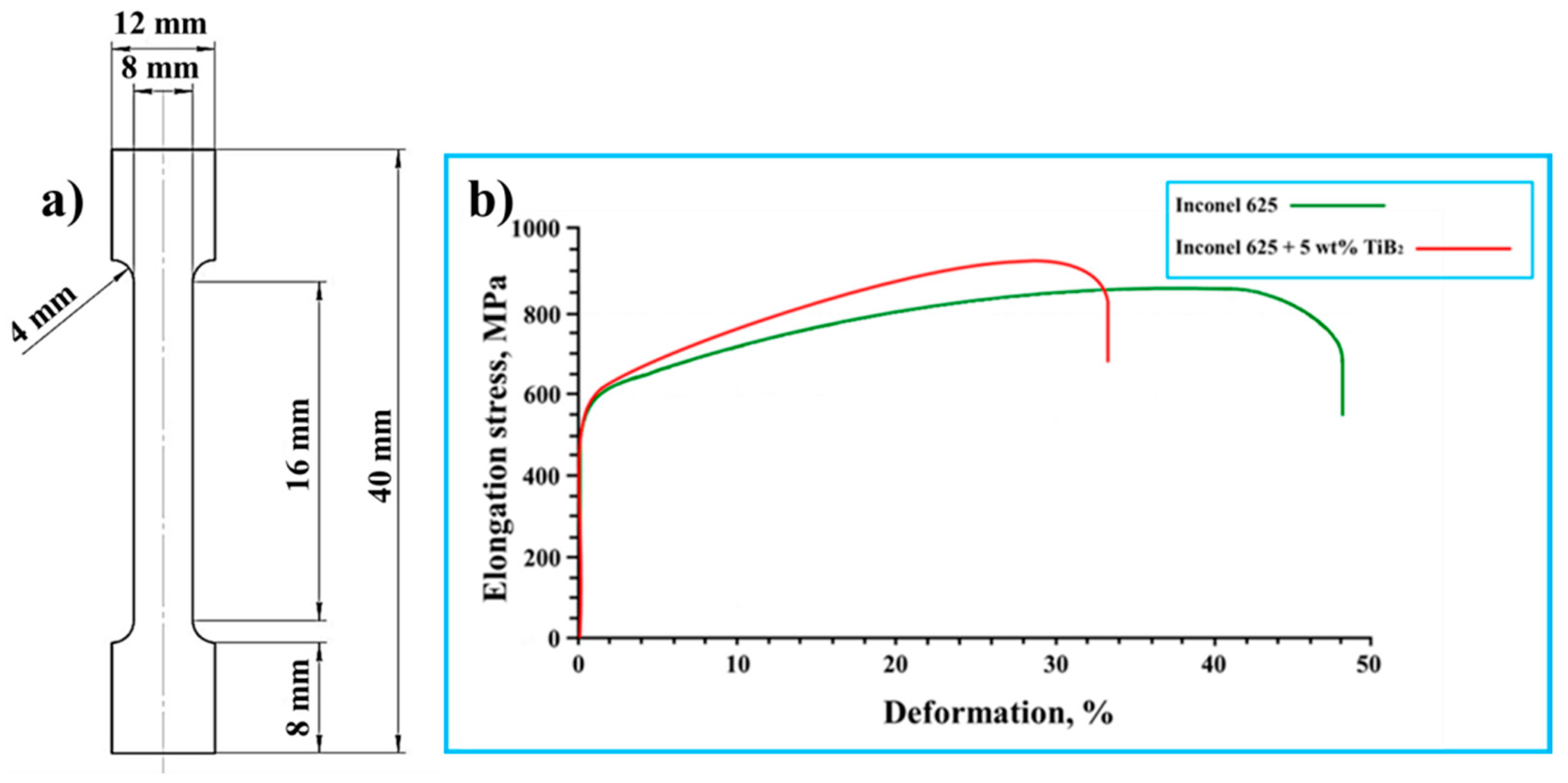
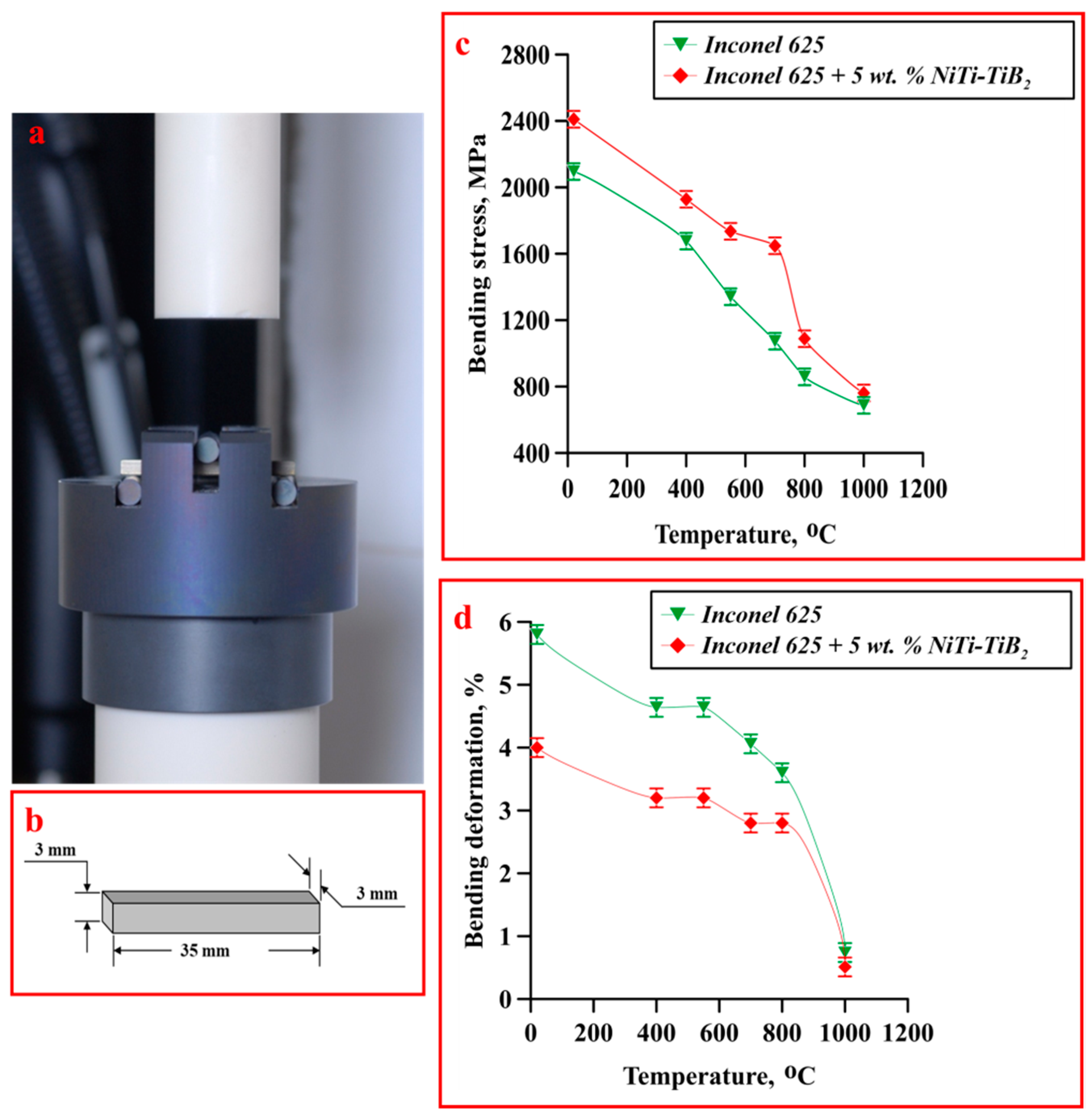
3.2. Mechanical Properties of the Material 95 wt% Inconel 625 + 5 wt% NiTi–TiB2
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fox, G.R.; Liang, H. Wear Mode Comparison of High-Performance Inconel Alloys. J. Tribol. 2010, 132, 021603. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Kappes, B.; Moorthy, S.; Drake, D.; Geerlings, H.; Stebner, A. Machine Learning to Optimize Additive Manufacturing Parameters for Laser Powder Bed Fusion of Inconel 718. In Proceedings of the 9th International Symposium on Superalloy 718 & Derivatives: Energy, Aerospace, and Industrial Applications, Pittsburgh, PA, USA, 13 May 2018. [Google Scholar]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. Int. Sch. Res. Not. 2012, 2012, 208760. [Google Scholar] [CrossRef] [Green Version]
- Anush Raj, B.; Winowlin Jappes, J.T.; Adam Khan, M.; Dillibabu, V.; Brintha, N.C. Direct metal laser sintered (DMLS) process to develop Inconel 718 alloy for turbine engine components. Optik 2020, 202, 163735. [Google Scholar] [CrossRef]
- Schilke, P.W.; Foster, A.D.; Pepe, J.J. Advanced Gas Turbine Materials and Coatings; General Electric Company: New York, NY, USA, 1991. [Google Scholar]
- Sharma, P.; Chakradhar, D.; Nerendranath, S. Evaluation of WEDM performance characteristics of Inconel 706 for turbine disk application. Mater. Des. 2015, 202, 163735. [Google Scholar] [CrossRef]
- Farid, A.A.; Sharif, S.; Namazi, H. Effect of machining parameters and cutting edge geometry on surface integrity when drilling and hole making in Inconel 718. SAE Int. J. Mater. Manuf. 2009, 2, 564–569. [Google Scholar] [CrossRef]
- Kianian, B. Wohlers Report 2017: 3D Printing and Additive Manufacturing State of the Industry, Annual Worldwide Progress Report: Chapters Titles: The Middle East, and Other Countries, 22nd ed.; Wohlers Associates: Fort Collins, CO, USA, 2017. [Google Scholar]
- Mazalov, A.; Shmatov, D.; Zelenina, L.; Platko, D.; Promakhov, V.; Vorozhtsov, A.; Schulz, N. Researching the Properties of Samples Fabricated Using Selective Laser Melting from A High-Temperature Nickel-Based Alloy. Appl. Sci. 2021, 11, 1419. [Google Scholar] [CrossRef]
- Rao, H.; Oleksak, R.P.; Favara, K.; Harooni, K.; Dutta, B.; Maurice, D. Behavior of yttria-stabilized zirconia (YSZ) during laser direct energy deposition of an Inconel 625-YSZ cermet. Addit. Manuf. 2020, 31, 100932. [Google Scholar] [CrossRef]
- Zhukov, I.A.; Kozulin, A.A.; Khrustalyov, A.P.; Matveev, A.E.; Platov, V.V.; Vorozhtsov, A.B.; Zhukova, T.V.; Promakhov, V.V. The impact of particle reinforcement with Al2O3, TiB2, and TiC and severe plastic deformation treatment on the combination of strength and electrical conductivity of pure aluminum. Metals 2019, 9, 65. [Google Scholar] [CrossRef] [Green Version]
- Matveev, A.; Zhulov, I.; Ziatdinov, M.; Zhukov, A. Planetary milling and self-propagating high-temperature synthesis of Al-TiB2 composites. Materials 2020, 13, 1050. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hashim, J.; Looney, L.; Hashmi, M.S. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Vorozhtsov, S.A.; Eskin, D.G.; Tamayo, J.; Vorozhtsov, A.B.; Promakhov, V.V.; Averin, A.A.; Khrustalyov, A.P. The application of external fields to the manufacturing of novel dense composite master alloys and aluminum-based nanocomposites. Metall. Mater. Trans. A 2015, 46, 2870–2875. [Google Scholar] [CrossRef] [Green Version]
- Rawal, S.P. Metal-matrix composites for space applications. JOM 2001, 53, 14–17. [Google Scholar] [CrossRef]
- Wilson, J.M.; Shin, Y.C. Microstructure and wear properties of laser-deposited functionally graded Inconel 690 reinforced with TiC. Surf. Coat. Technol. 2012, 207, 517–522. [Google Scholar] [CrossRef]
- Liu, Z.; Cabrero, J.; Niang, S.; Al-Taha, Z.Y. Improving corrosion and wear performance of HVOF-sprayed Inconel 625 and WC-Inconel 625 coatings by high power diode laser treatments. Surf. Coat. Technol. 2007, 201, 7149–7158. [Google Scholar] [CrossRef]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Gu, D.; Hong, C.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Combined strengthening of multi-phase and graded interface in laser additive manufactured TiC/Inconel 718 composites. J. Phys. D Appl. Phys. 2013, 47, 045309. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Alkhayat, M.; Urban, W.; Yuan, W.; Cao, S.; Gasser, A.; Weisheit, A.; Kelbassa, I.; et al. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Mater. Sci. Eng. A 2015, 635, 118–128. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schulz, N.; Vorozhtsov, A. Synthesis of Metal Matrix Composites Based on CrxNiy-TiN for Additive Technology. Materials 2021, 14, 5914. [Google Scholar] [CrossRef] [PubMed]
- Promakhov, V.; Matveev, A.; Schulz, N.; Grigoriev, M.; Olisov, A.; Vorozhtsov, A.; Zhukov, A.; Klimenko, V. High-Temperature Synthesis of Metal–Matrix Composites (Ni-Ti)-TiB2. Appl. Sci. 2021, 11, 2426. [Google Scholar] [CrossRef]
- Amosov, A.P.; Makarenko, A.G.; Samboruk, A.R.; Seplyarskii, B.S.; Samboruk, A.A.; Gerasimov, I.O.; Orlov, A.V.; Yatsenko, V.V. Granulation in the powder technology of self-propagating high-temperature synthesis. Russ. J. Non-Ferr. Met. 2013, 54, 267–273. [Google Scholar] [CrossRef]
- Artyukhova, N.; Anikeev, S.; Promakhov, V.; Korobenkov, M. The Effect of Cobalt on the Deformation Behaviour of a Porous TiNi-Based Alloy Obtained by Sintering. Materials 2021, 14, 7584. [Google Scholar] [CrossRef]
- Promakhov, V.; Zhukov, A.; Ziatdinov, M.; Zhukov, I.; Schulz, N.; Kovalchuk, S.; Dubkova, Y.; Korsmik, R.; Klimova-Korsmok, O.; Turichin, D.; et al. Inconel 625/TiB2 metal matrix composites by direct laser deposition. Metals 2021, 9, 141. [Google Scholar] [CrossRef] [Green Version]
- Lorusso, M.; Aversa, A.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Ugues, D.; Pavese, M. Tribological behavior of aluminum alloy AlSi10Mg-TiB2 composites produced by direct metal laser sintering (DMLS). J. Mater. Eng. Perform. 2016, 25, 3152–3190. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, T.; Hu, C.; Wu, H.; Liu, H.; Ma, X. Utilizing carbon nanotubes in ceramic particle reinforced MMC coatings deposited by laser cladding with Inconel 625 wire. J. Mater. Res. Technol. 2021, 13, 2026–2042. [Google Scholar] [CrossRef]
- Li, W.; Yang, Y.; Liu, J.; Zhuo, Y.; Li, M.; Wen, S.; Wei, Q.; Yan, C.; Shi, Y. Enhanced nanohardness and new insights into texture evolution and phase transformation of TiAl/TiB2 in-situ metal matrix composites prepared via selective laser melting. Acta Mater. 2017, 136, 90–104. [Google Scholar] [CrossRef]
- Chen, L.; Sun, Y.; Li, L.; Ren, Y.; Ren, X. In situ TiC/Inconel 625 nanocomposites fabricated by selective laser melting: Densification behavior, microstructure evolution, and wear properties. Appl. Surf. Sci. 2020, 518, 145981. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | Chemical Composition of the Powder | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ni | Cr | Fe | Mo | P | Nb | B | Ti | Other | |
| Inconel 625 (Hoganas) | Main | 20.8 | 0.51 | 8.9 | - | 3.51 | - | - | 0.08 |
| Si | Co | C | Mn | Al | O2 | S | Cu | ||
| 0.43 | - | 0.01 | 0.37 | 0.01 | 0.07 | - | - | ||
| Beam Diameter in the Treatment Area, mm | Power, W | Side Beads Deposition Rate, mm/s | Intermediate Beads Deposition Rate, mm/s | Powder Consumption, g/min | X Offset, mm | Z Offset, mm |
|---|---|---|---|---|---|---|
| 1.5 | 500 | 10 | 15 | 5.1 | 0.7 | 0.2 |
| Discover Phases | Phase Content, Mass% | Lattice Parameters, Ǻ |
|---|---|---|
| Ni | 95 | a = 3.6218 |
| TiB2 | <5 | a = 2.9468 c = 3.1359 |
| Initial Mixture Composition | Elastic Modulus (E), MPa | Relative Elongation (%) | Tensile Strength (σB), MPa |
|---|---|---|---|
| Inconel 625 + 5 wt% NiTi–TiB2 | 550 | 33 | 920 |
| Inconel 625 | 545 | 48 | 850 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Promakhov, V.; Matveev, A.; Klimova-Korsmik, O.; Schulz, N.; Bakhmat, V.; Babaev, A.; Vorozhtsov, A. Structure and Properties of Metal-Matrix Composites Based on an Inconel 625–TiB2 System Fabricated by Additive Manufacturing. Metals 2022, 12, 525. https://doi.org/10.3390/met12030525
Promakhov V, Matveev A, Klimova-Korsmik O, Schulz N, Bakhmat V, Babaev A, Vorozhtsov A. Structure and Properties of Metal-Matrix Composites Based on an Inconel 625–TiB2 System Fabricated by Additive Manufacturing. Metals. 2022; 12(3):525. https://doi.org/10.3390/met12030525
Chicago/Turabian StylePromakhov, Vladimir, Alexey Matveev, Olga Klimova-Korsmik, Nikita Schulz, Vladislav Bakhmat, Artem Babaev, and Alexander Vorozhtsov. 2022. "Structure and Properties of Metal-Matrix Composites Based on an Inconel 625–TiB2 System Fabricated by Additive Manufacturing" Metals 12, no. 3: 525. https://doi.org/10.3390/met12030525
APA StylePromakhov, V., Matveev, A., Klimova-Korsmik, O., Schulz, N., Bakhmat, V., Babaev, A., & Vorozhtsov, A. (2022). Structure and Properties of Metal-Matrix Composites Based on an Inconel 625–TiB2 System Fabricated by Additive Manufacturing. Metals, 12(3), 525. https://doi.org/10.3390/met12030525