
Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels


Abstract
:1. Introduction
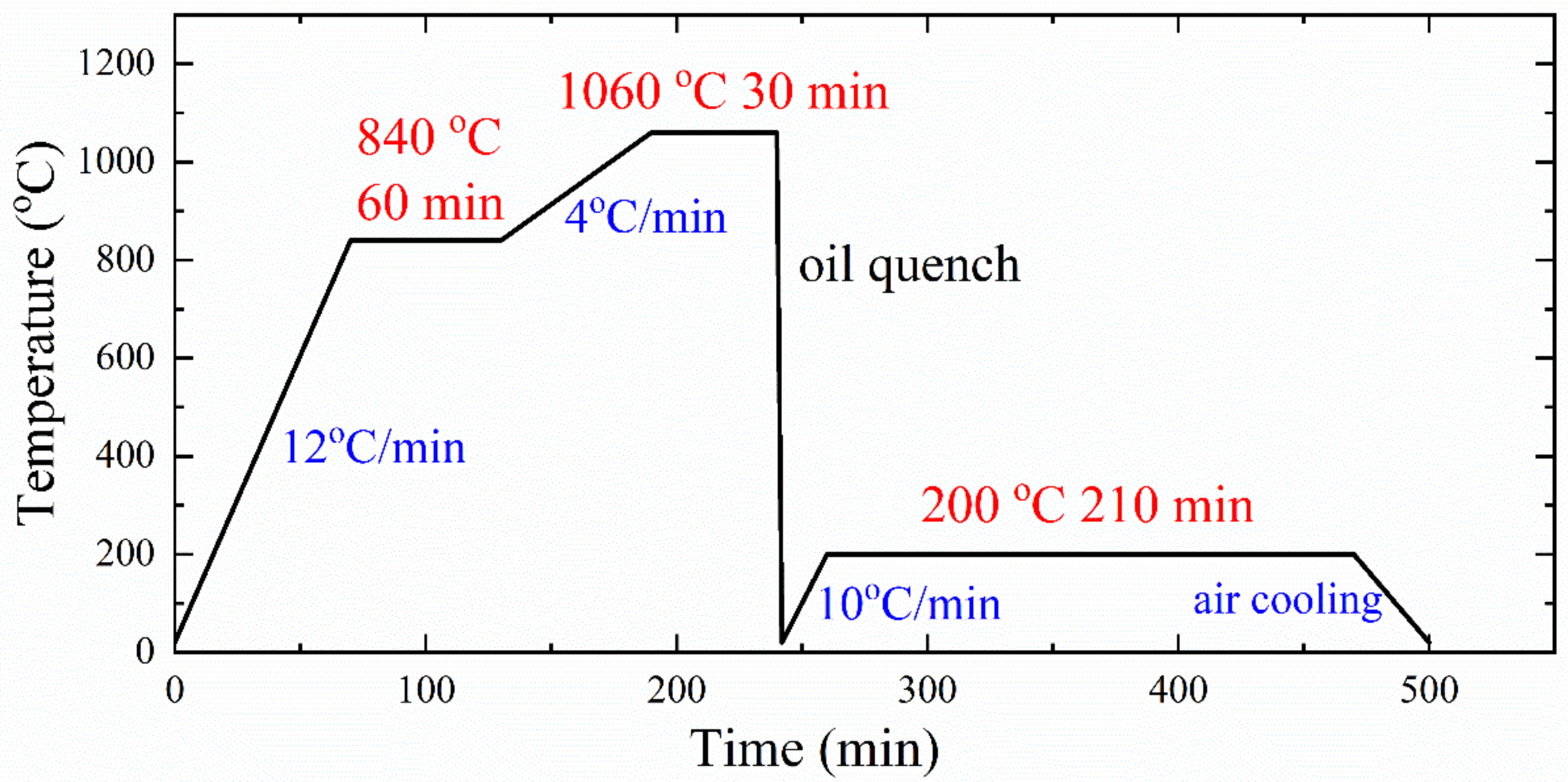
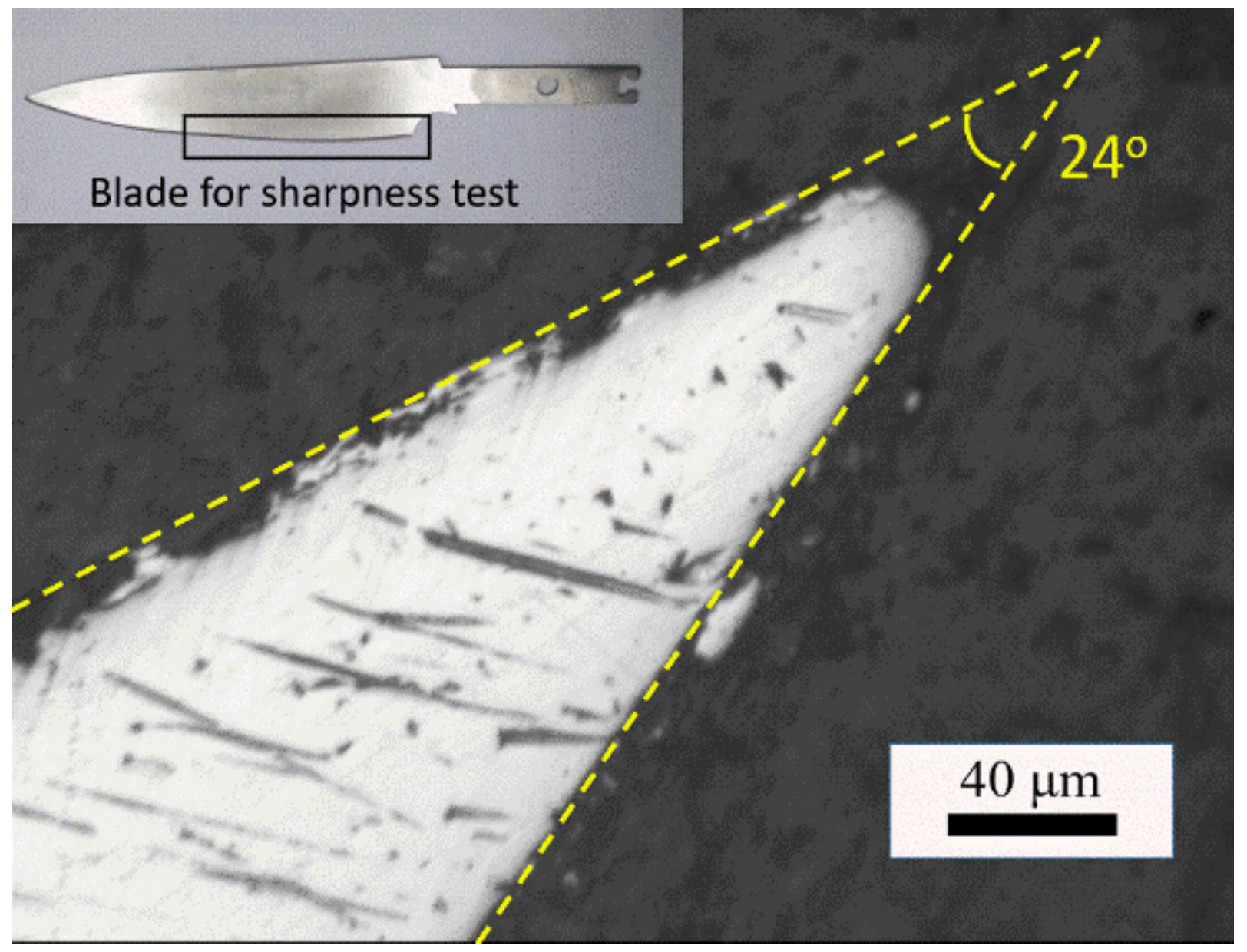
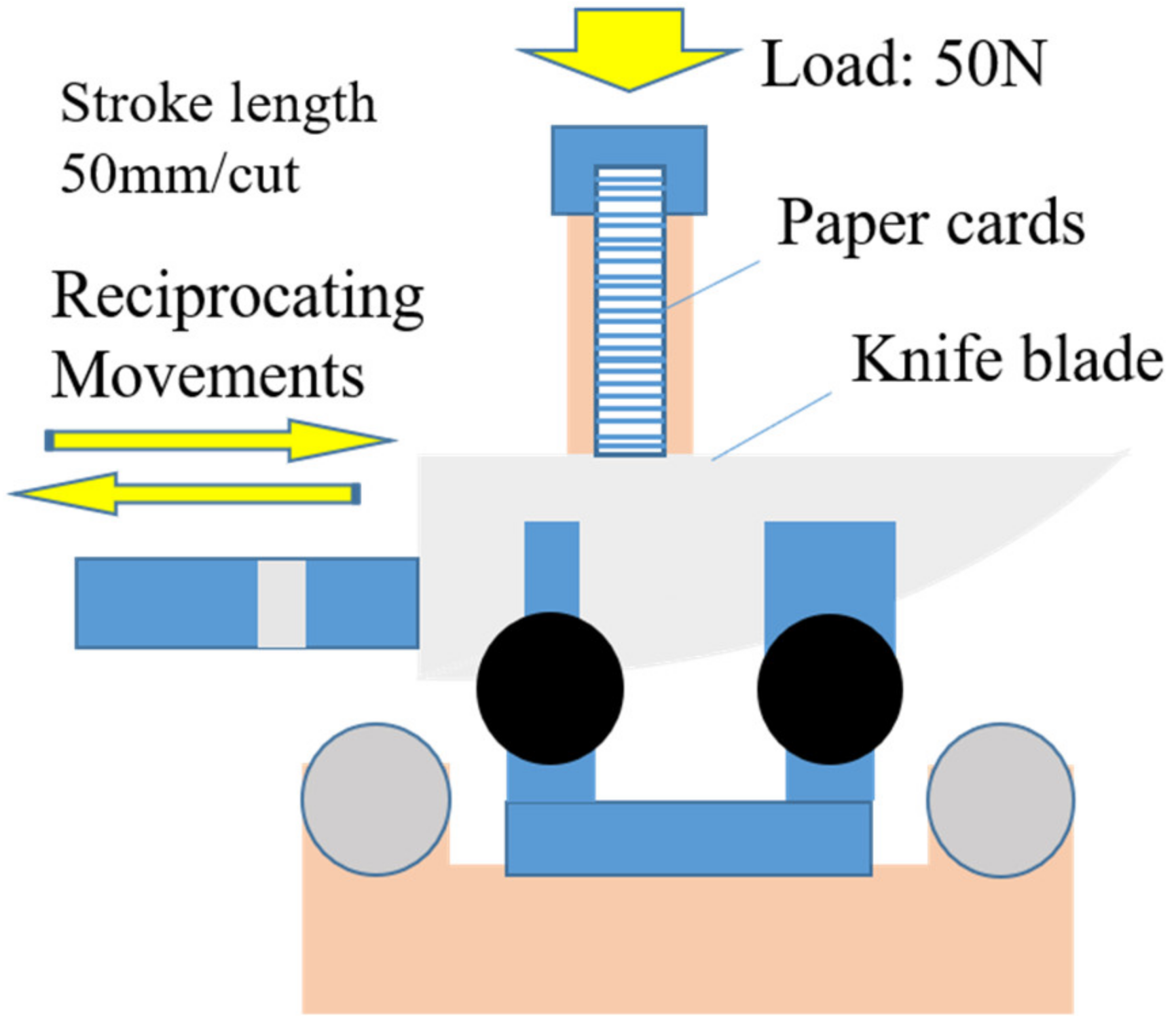
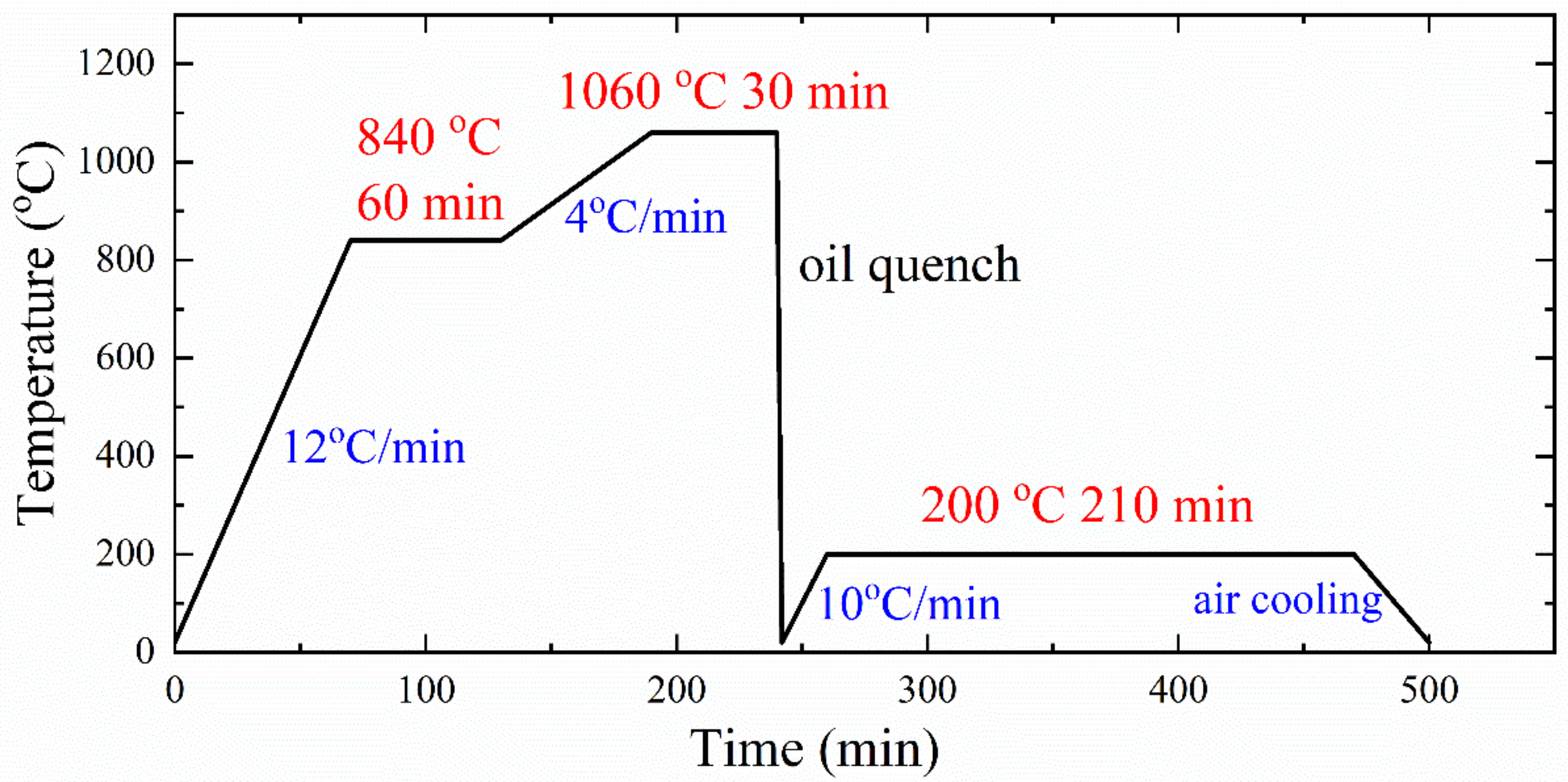
2. Sample Processing and Experimental Testing
3. Results and Discussions
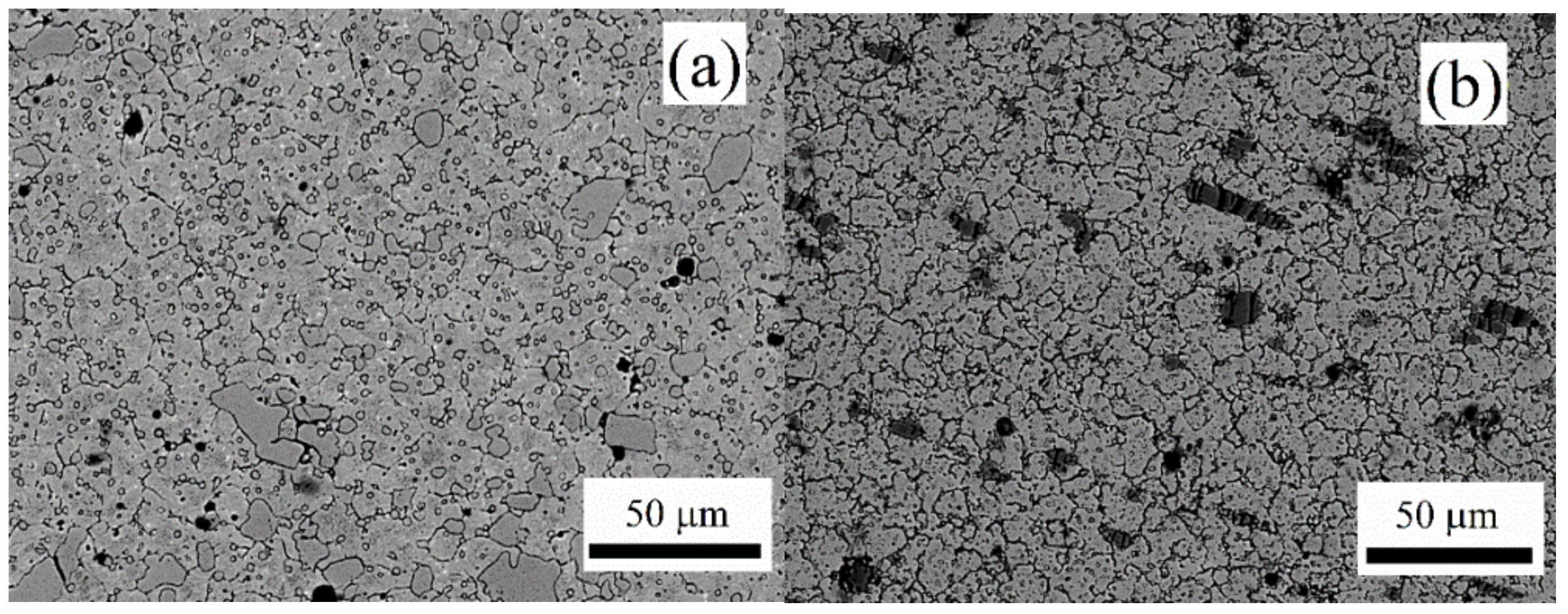
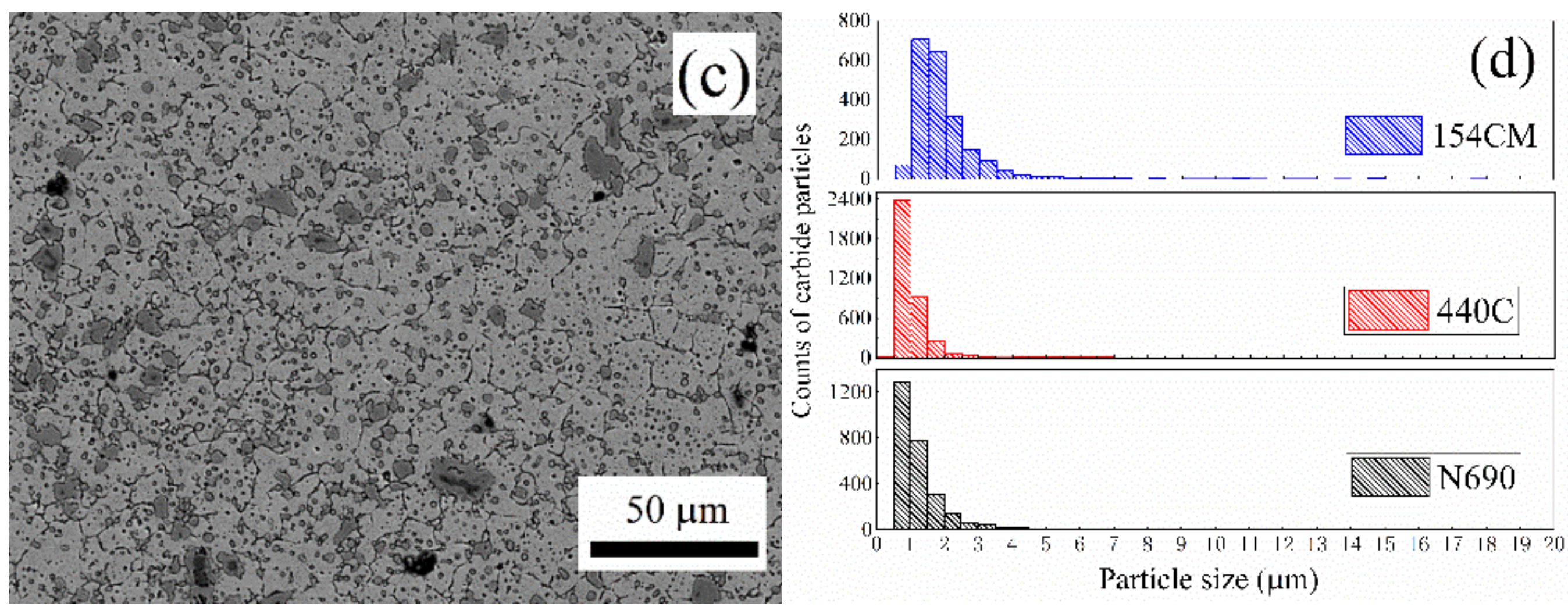
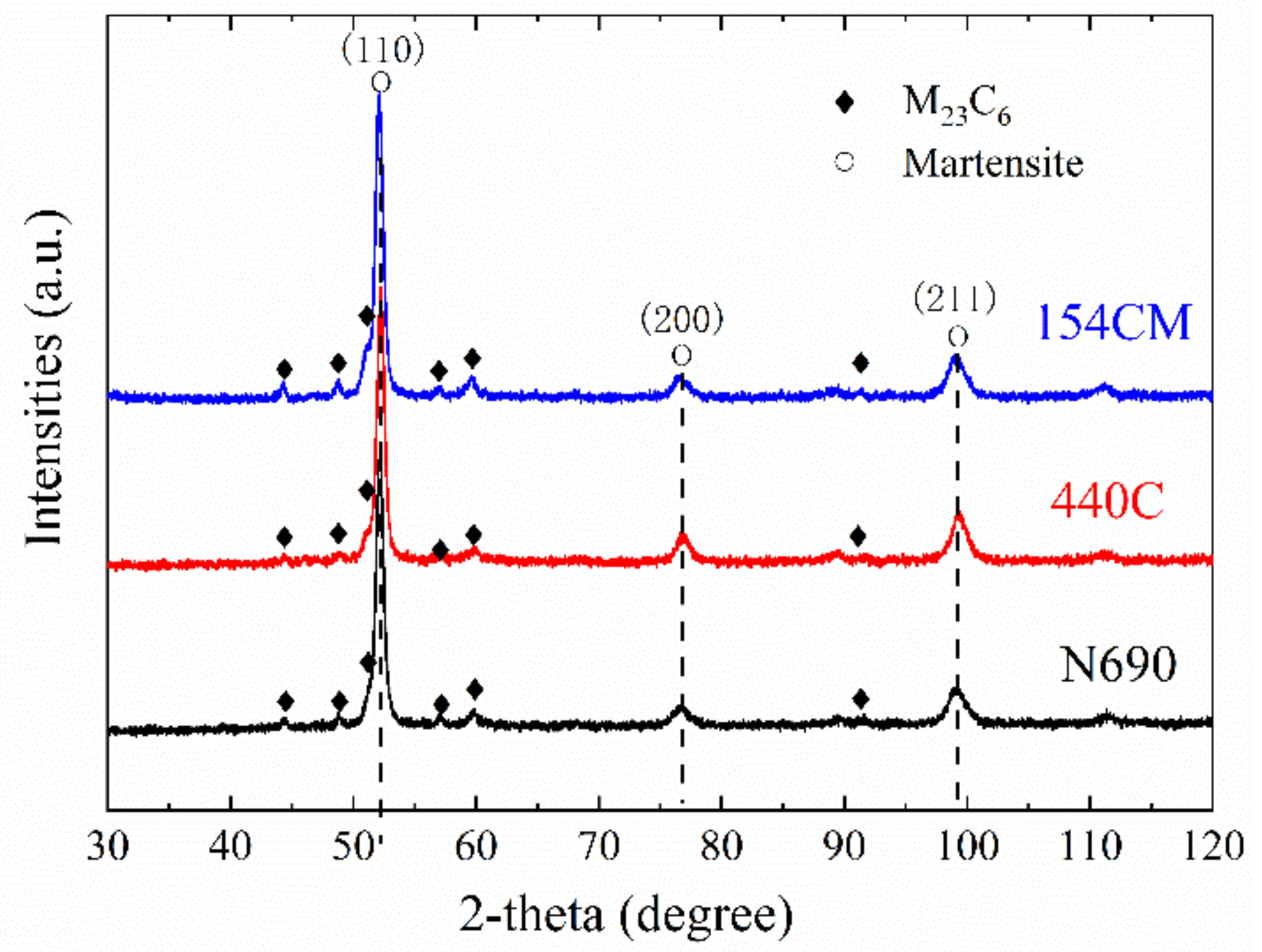
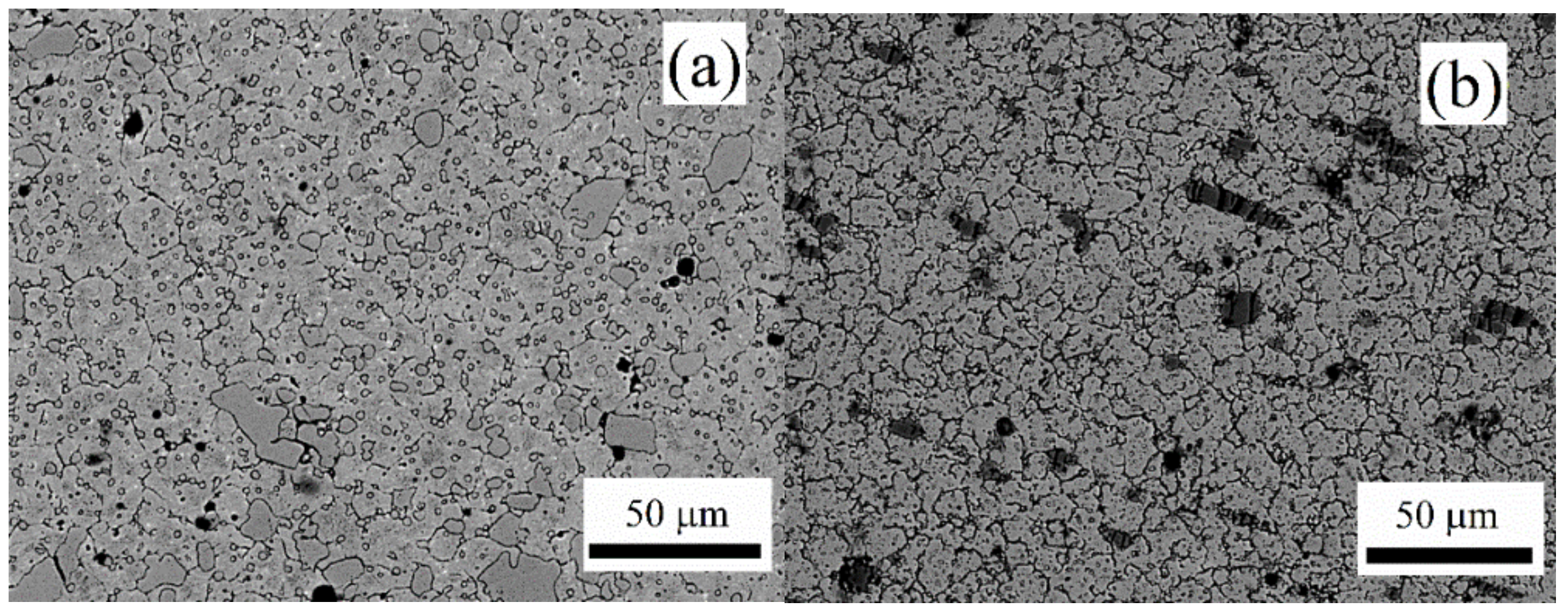
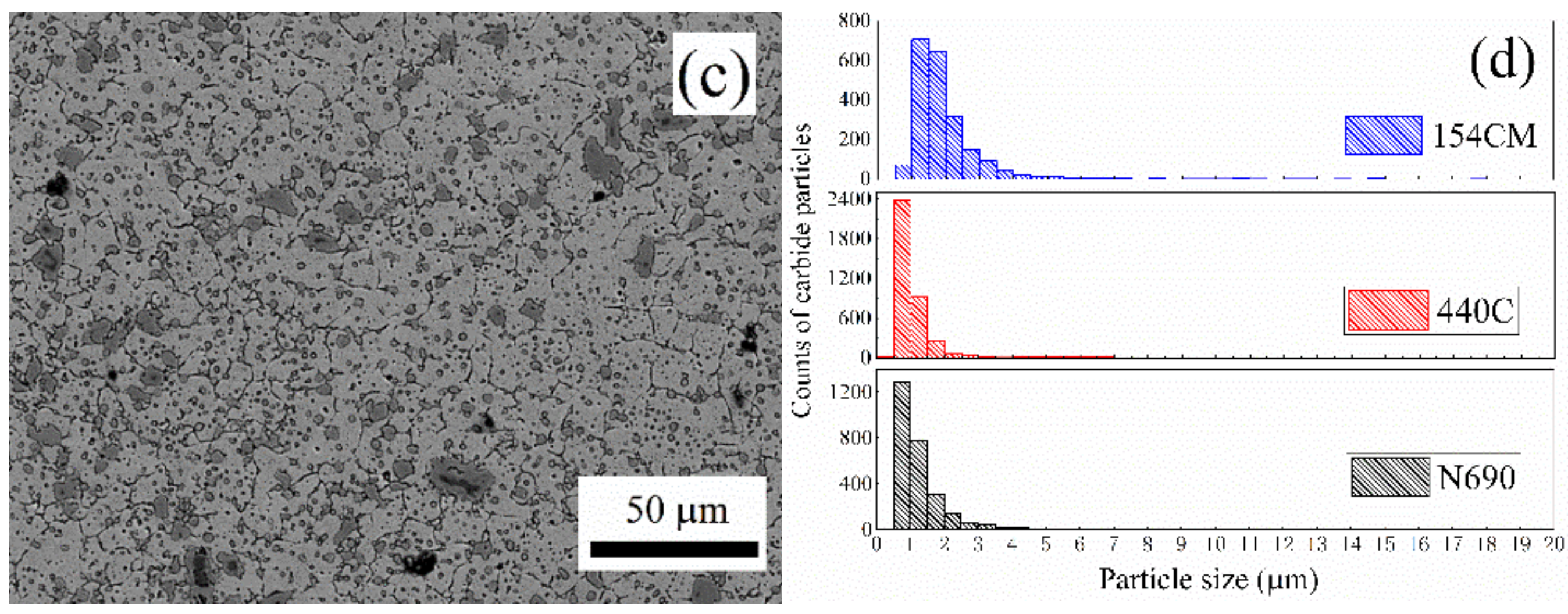
3.1. Phases and Microstructure
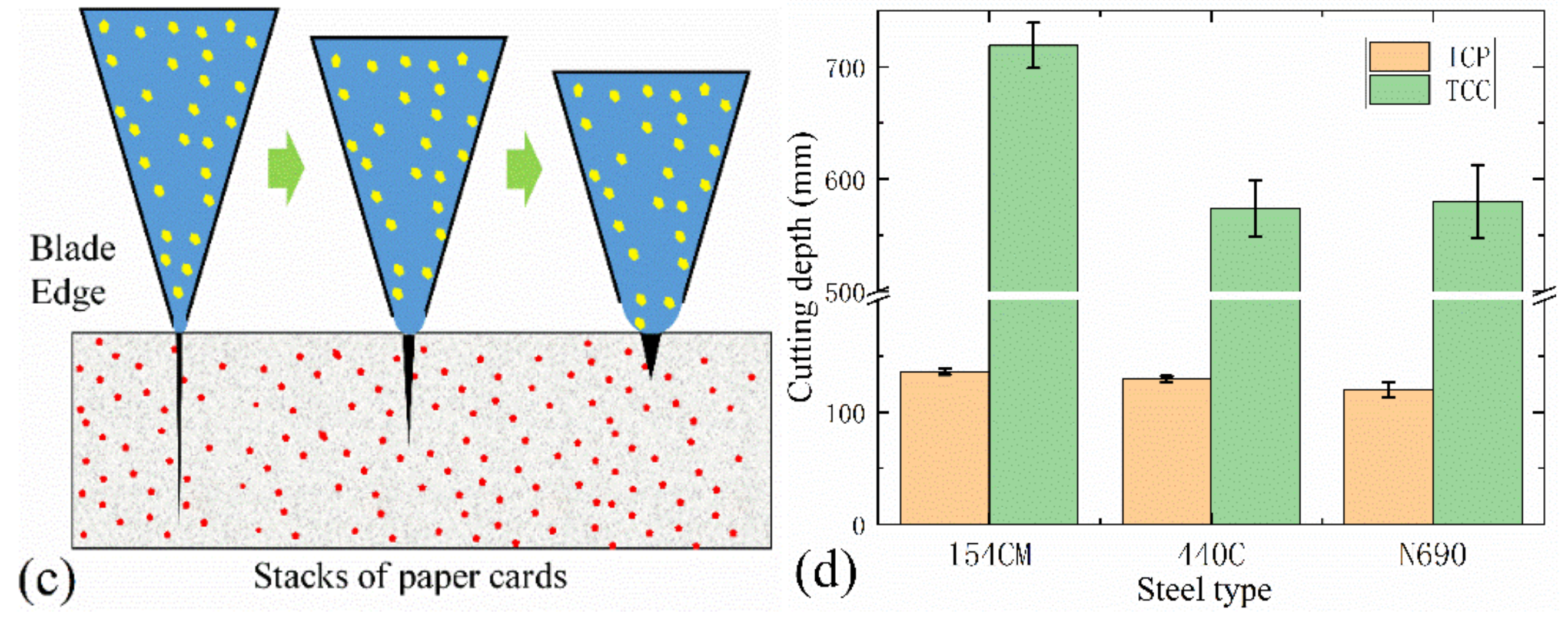
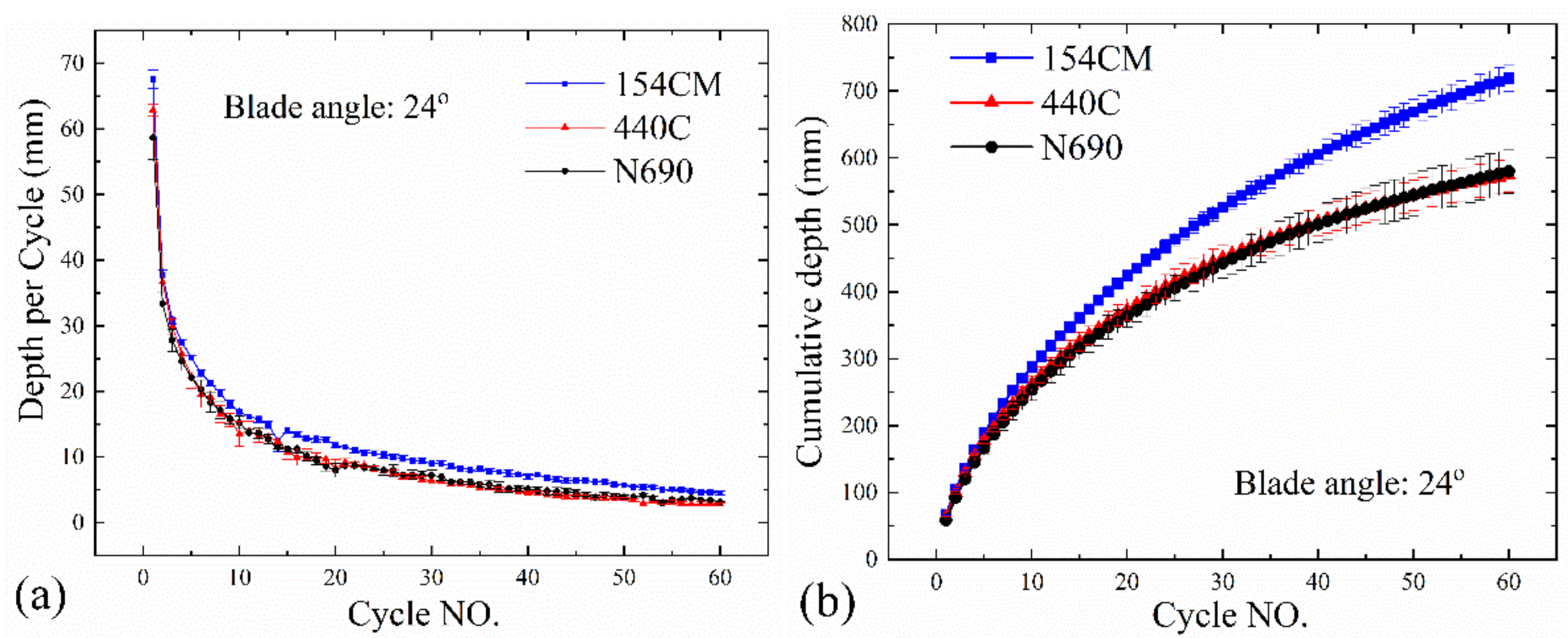
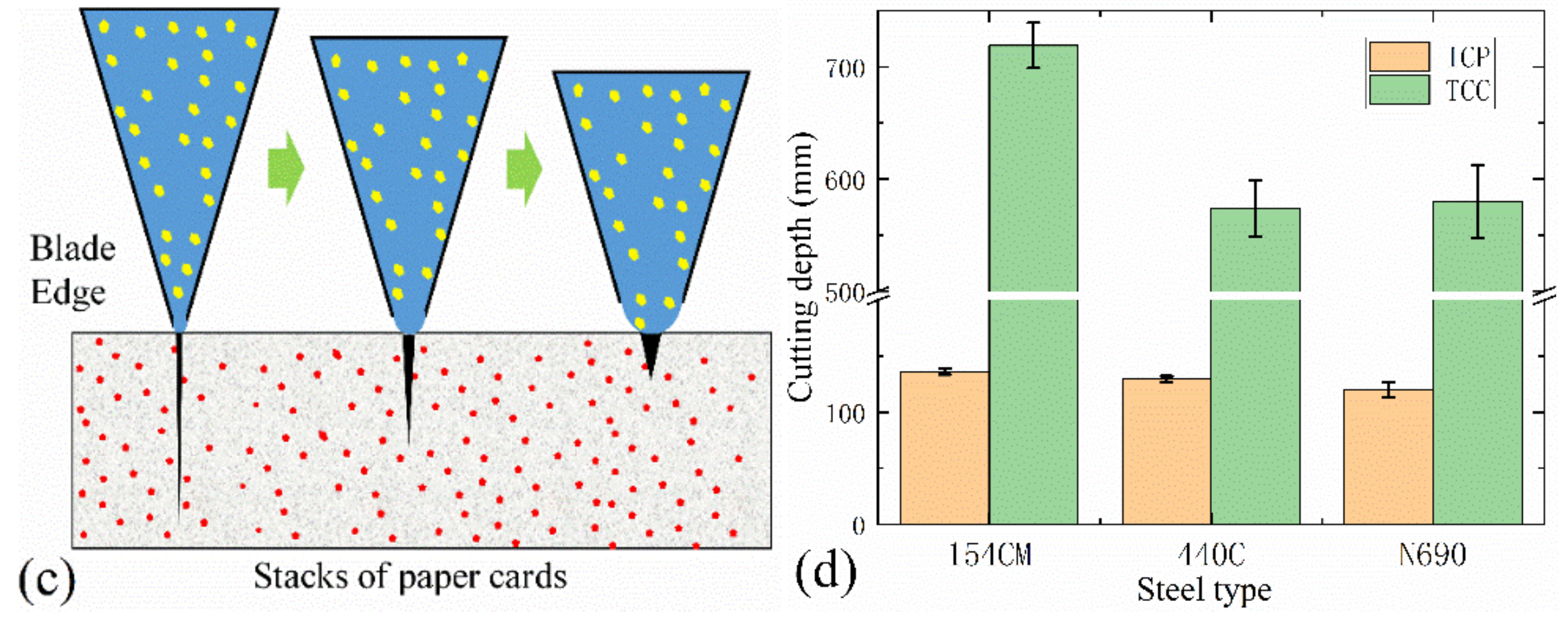
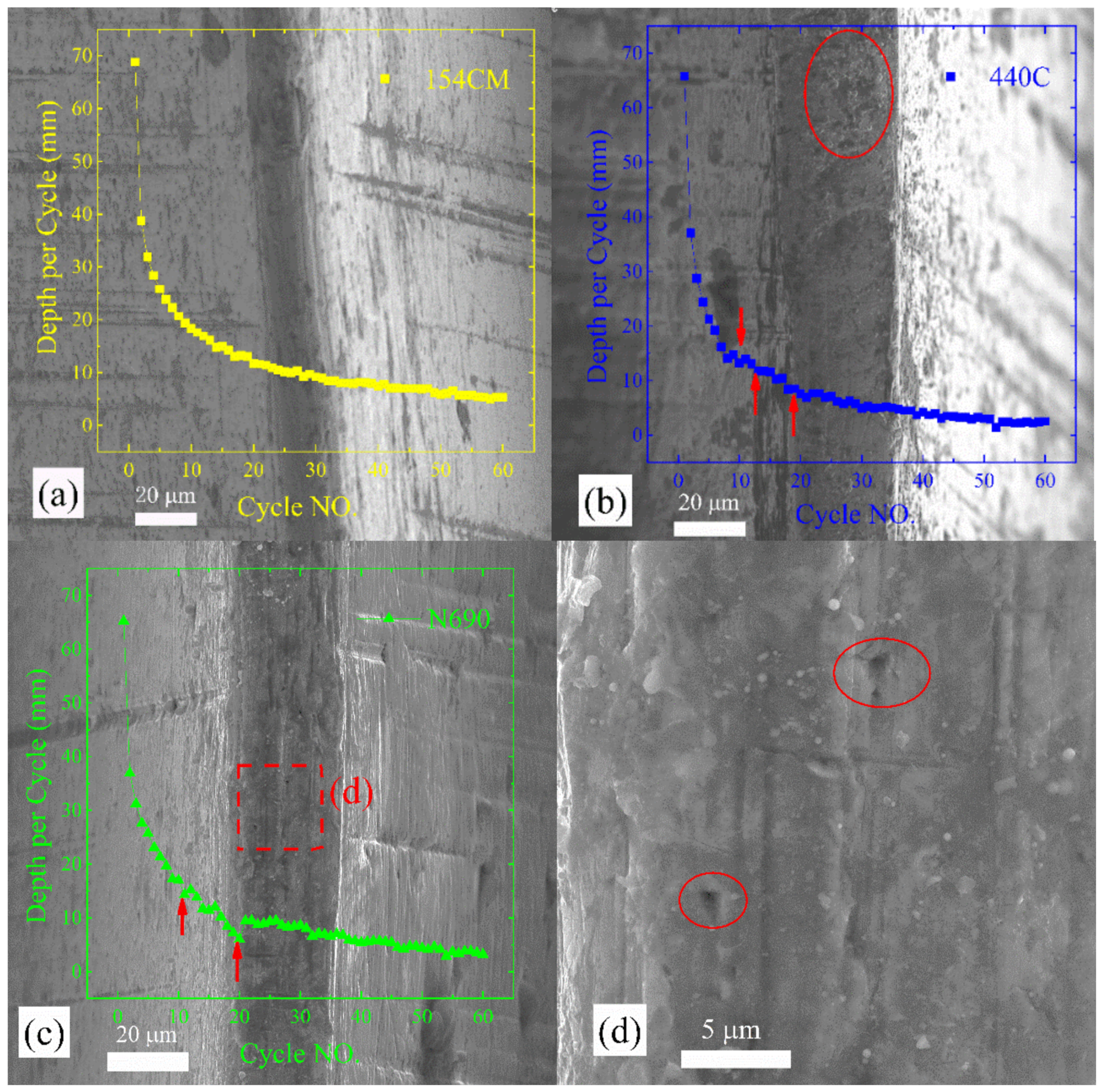
3.2. Capability of the MSS Blades to Maintain Sharpness
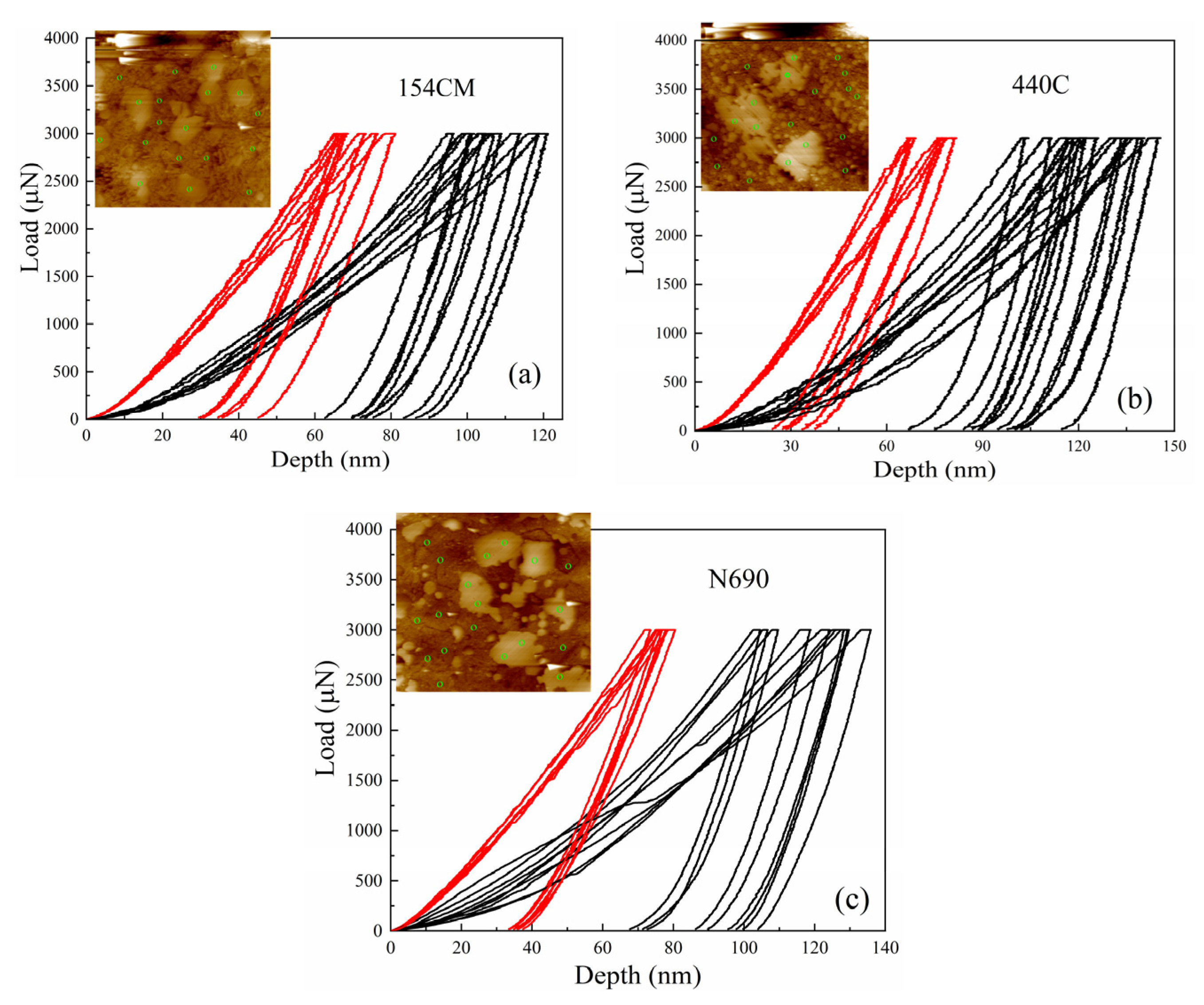
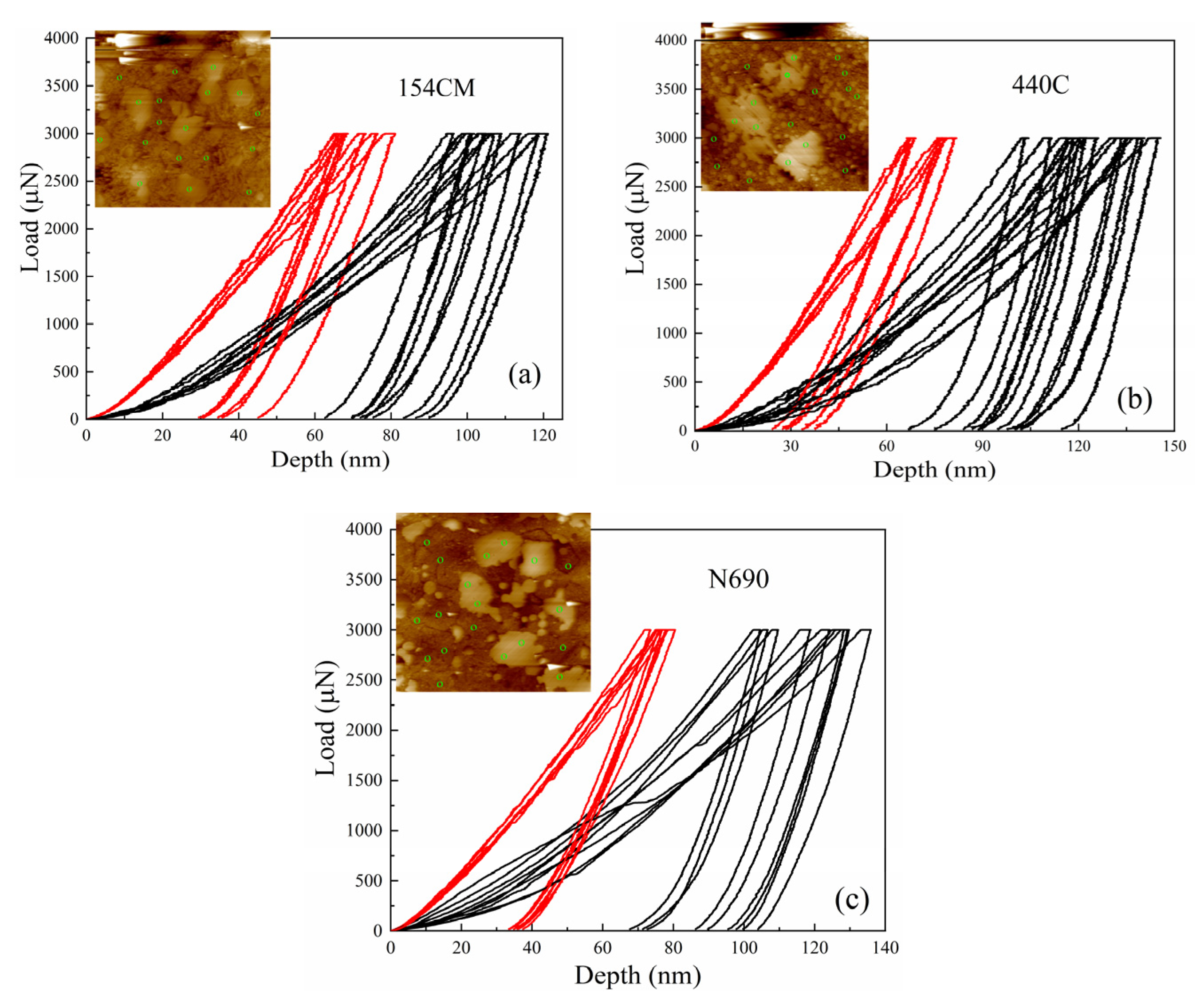
3.3. Hardness of Knife Steels: Rockwells (HRC) vs. Nanoindentation
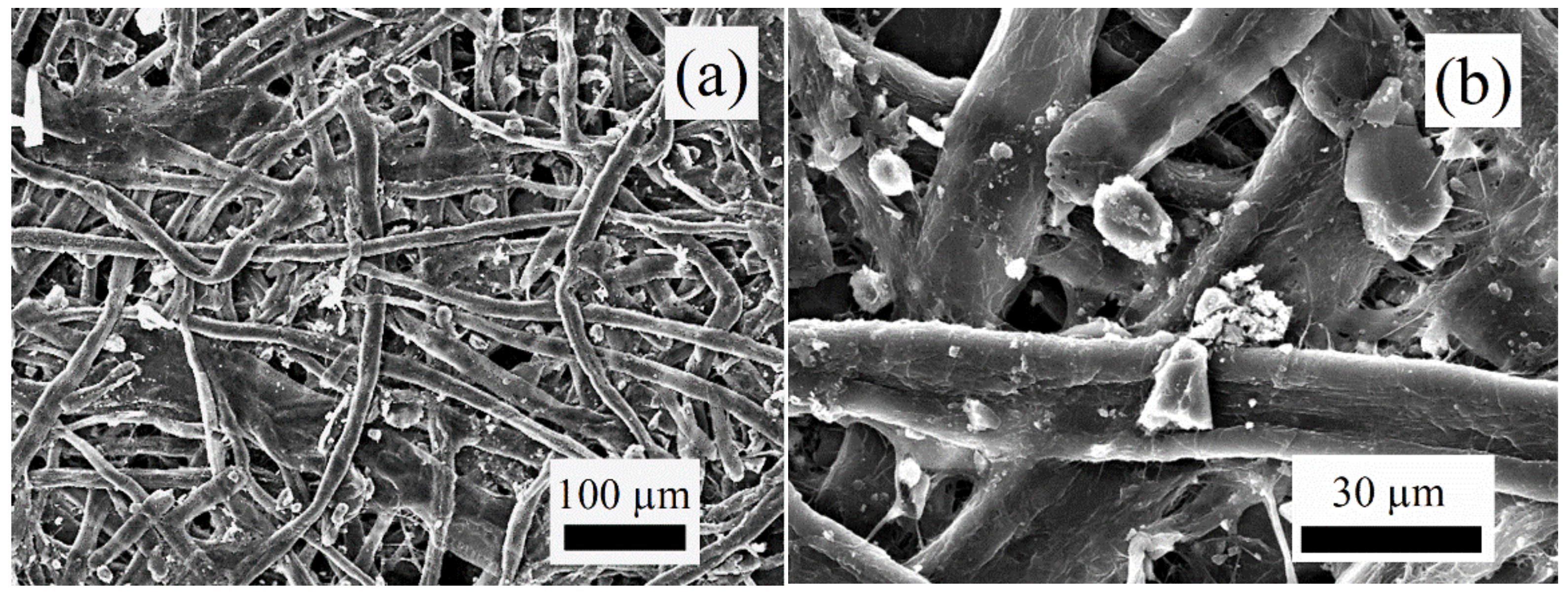
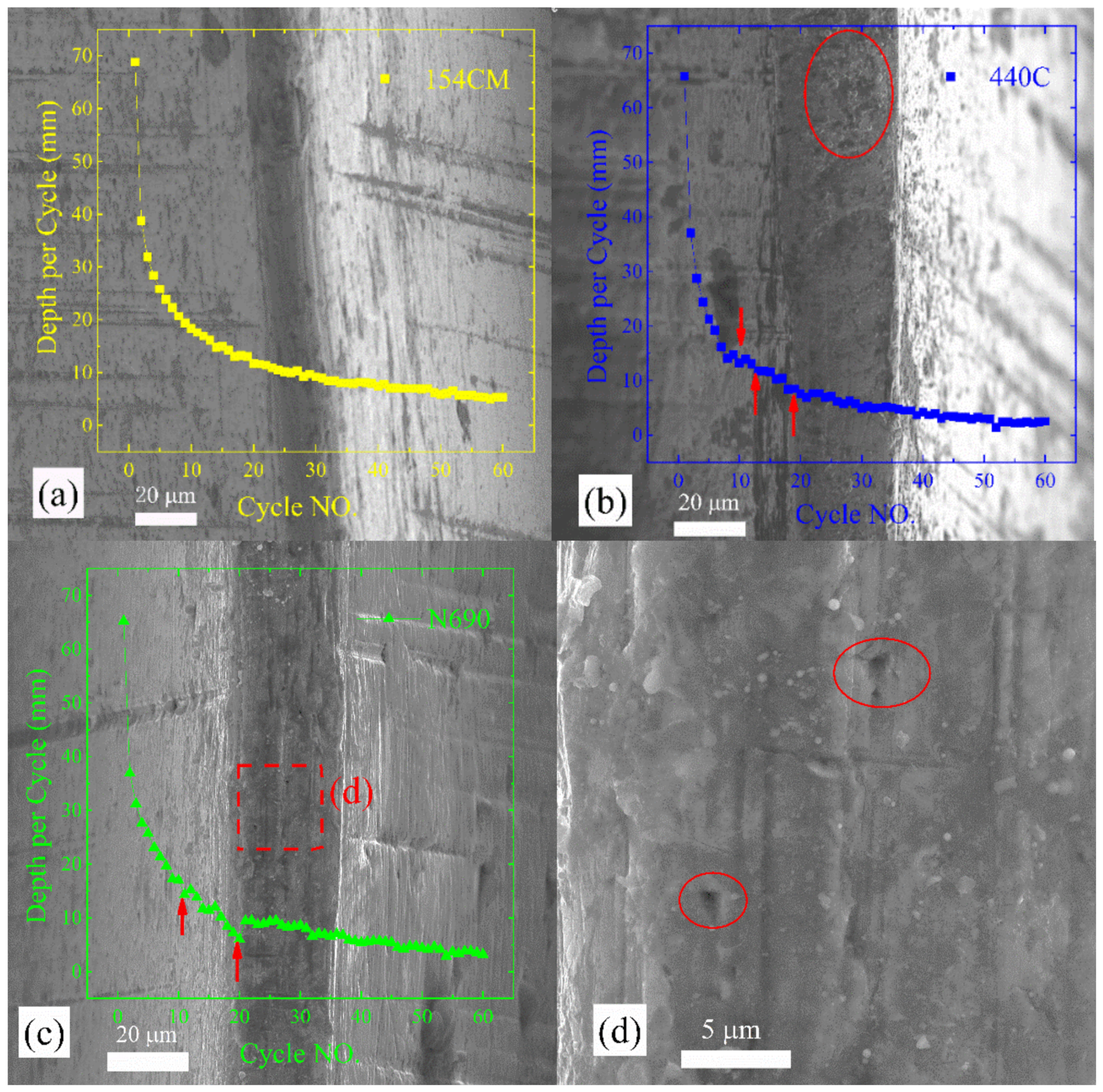
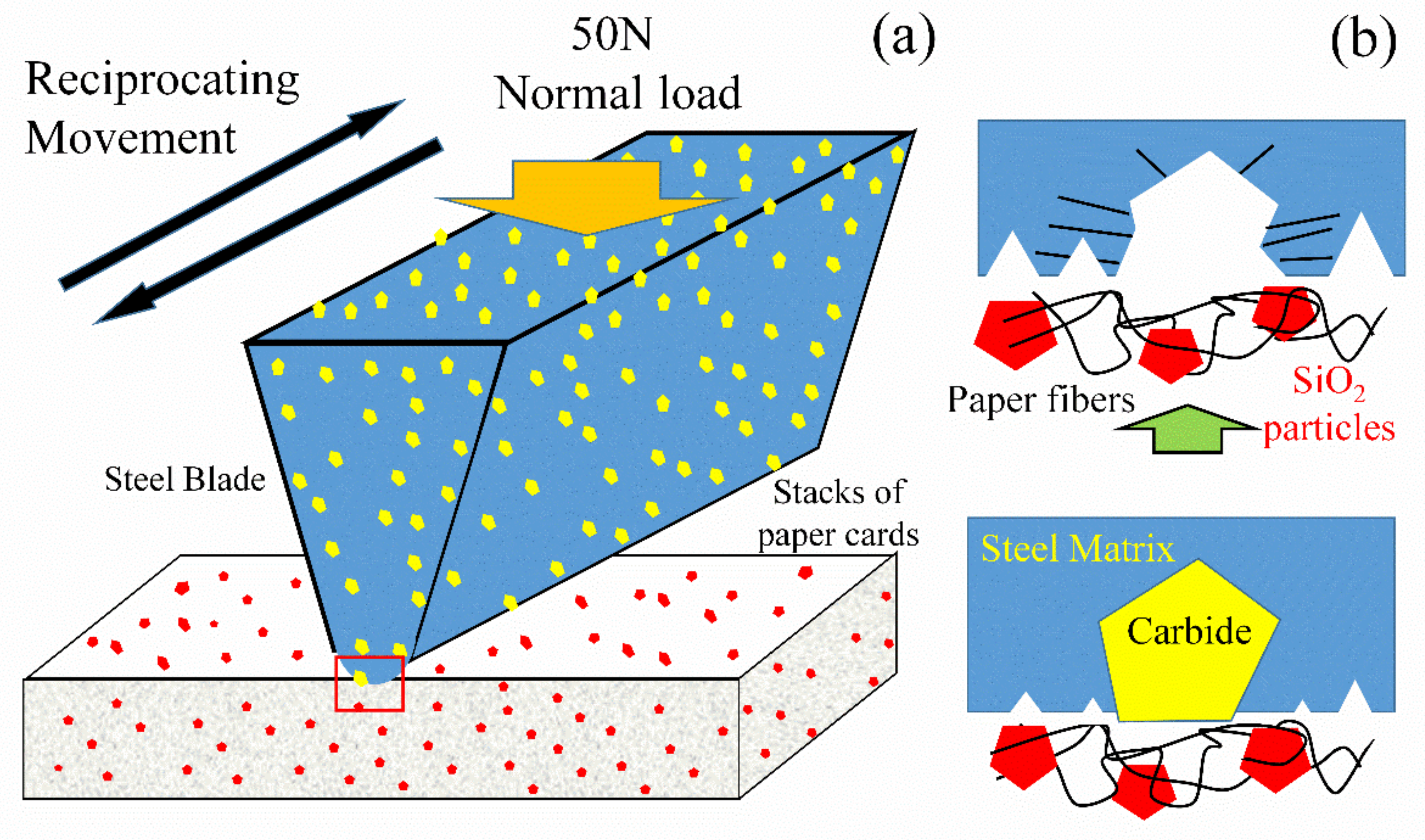
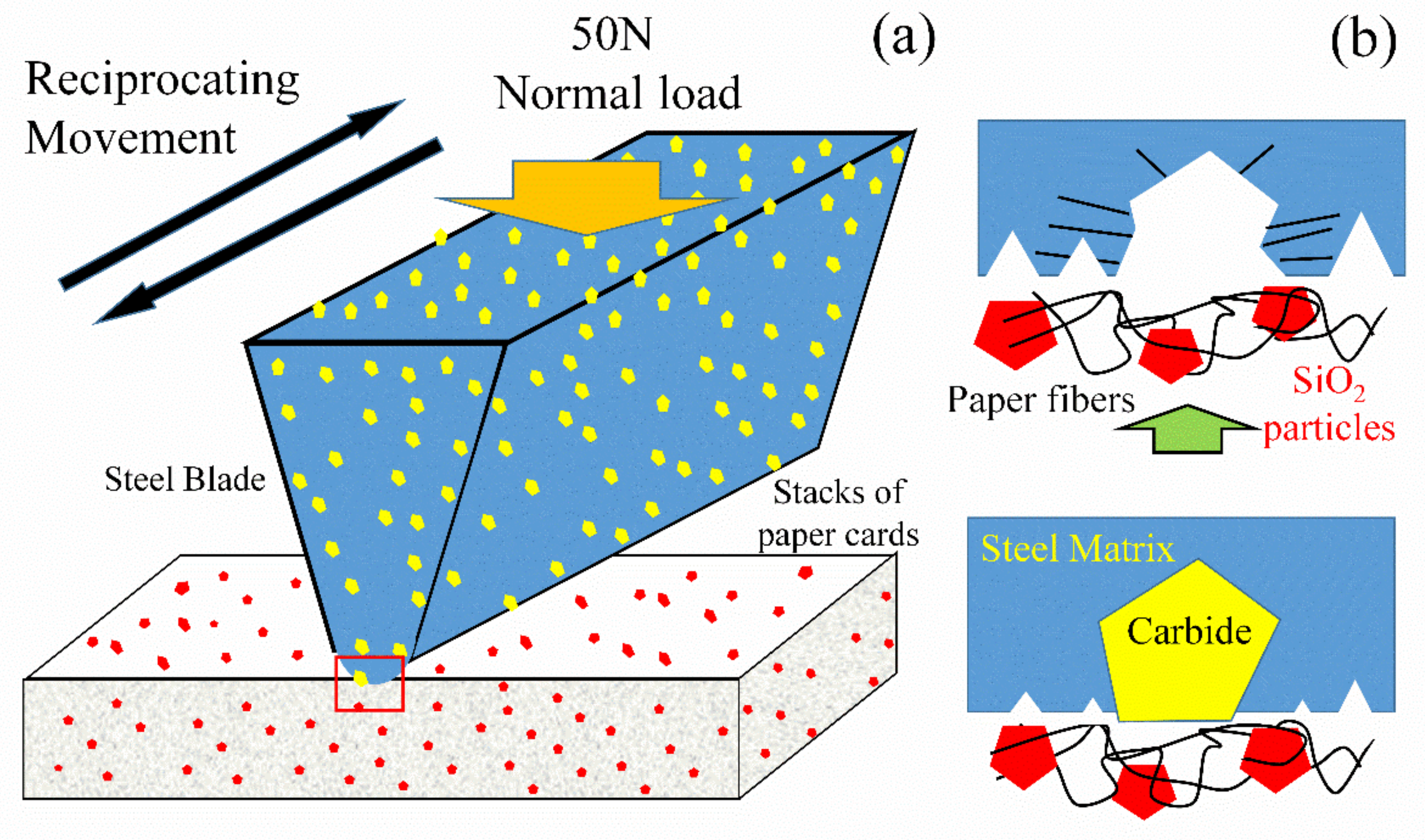
3.4. A Possible Wear Mechanism
4. Conclusions
- 1.
- The blade made of 154CM exhibited better sharpness retention than 440C and N690, while the HRC hardness values of these steels were almost the same. Conventional plow mechanism for abrasive wear is unable to explain the discrepancy in cutting performance.
- 2.
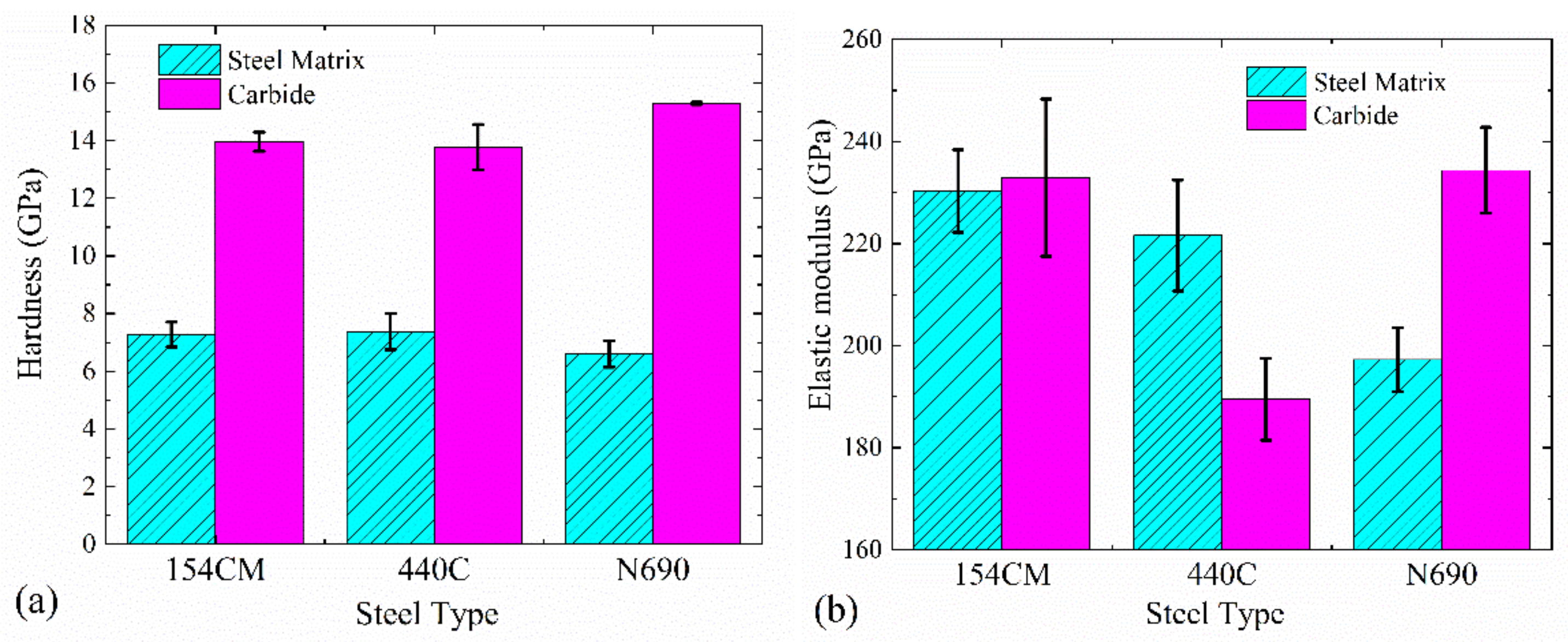
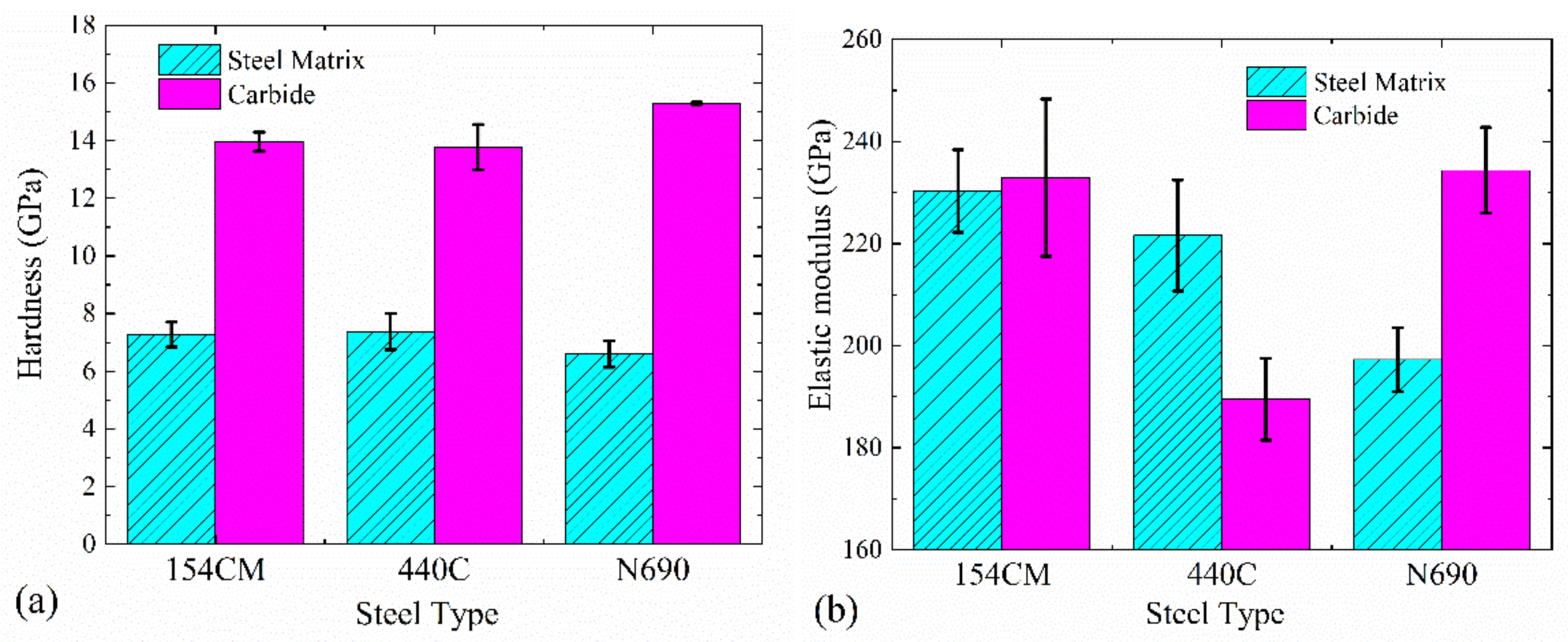
- It was found that the hardness of martensitic matrix in MSSs fall in the range of 6.6~7.37 GPa, while the hardness of carbide phases reaches to a higher range: 13.77~15.29 GPa. The discrepancy in sharpness retention is unlikely to result from the similar hardness results of the MSSs.
- 3.
- Mo content seems to strengthen the atomic interactions in carbides and raise the elastic modulus significantly. According indentation results, the elastic moduli of carbide (232.9 GPa) and martensitic matrix (230.28 GPa) match each other in 154CM, while elastic modulus mismatch between matrix and carbide was observed in 440C and N690, respectively.
- 4.
- The modulus mismatch between the matrix and carbide results in additional force at the matrix-carbide interface, and therefore weaken the stability of carbide in steels. Fatigue peelings were more likely to occur in 440C and N690, and gave rise to easily-worn blade edge. The blade made of 154CM, however, mainly suffered abrasive wear by SiO2 particles and exhibited the best capability of sharpness retention.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Marsot, J.; Claudon, L.; Jacqmin, M. Assessment of knife sharpness by means of a cutting force measuring system. Appl. Ergon. 2007, 38, 83–89. [Google Scholar] [CrossRef] [PubMed]
- Gregory, G.E.; Hamby, R.C. Sharp edge cutting technology—A review of hand held and and machine knives/blands and their sgarp edge retention. Surf. Eng. 2000, 16, 373–378. [Google Scholar] [CrossRef]
- Savescu, A.; Cuny-guerrier, A.; Wild, P.; Reno, G.; Aublet-Cuvelier, A.; Claudon, L. Objective assessment of knife sharpness over a working day cutting meat. Appl. Ergon. 2018, 68, 109–116. [Google Scholar] [CrossRef]
- Deibel, K.R.; Raemy, C.; Wegener, K. Modeling slice-push cutting forces of a sheet stack based on fracture mechanics. Eng. Fract. Mech. 2014, 124–125, 234–247. [Google Scholar] [CrossRef]
- Schuldt, S.; Arnold, G.; Kowalewski, J.; Schneider, Y.; Rohm, H. Analysis of the sharpness of blades for food cutting. J. Food Eng. 2016, 188, 13–20. [Google Scholar] [CrossRef]
- McCarthy, C.T.; Annaidh, A.N.; Gilchrist, M.D. On the sharpness of straight edge blades in cutting soft solids: Part II—Analysis of blade geometry. Eng. Fract. Mech. 2010, 77, 437–451. [Google Scholar] [CrossRef]
- Verhoeven, J.D.; Pendray, A.H.; Clark, H.F. Wear tests of steel knife blades. Wear 2008, 265, 1093–1099. [Google Scholar] [CrossRef]
- Karltun, J.; Vogel, K.; Bergstrand, M.; Eklund, J. Maintaining knife sharpness in industrial meat cutting: A matter of knife or meat cutter ability. Appl. Ergon. 2016, 56, 92–100. [Google Scholar] [CrossRef]
- Roscioli, G.; Taheri-Mousavi, S.M.; Tasan, C.C. How hair deforms steel. Science 2020, 369, 689–694. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, C.; Chen, Z.; Sui, J. The advance of surgical blades in cutting soft biological tissue: A review. Int. J. Adv. Manuf. Technol. 2021, 113, 1817–1832. [Google Scholar] [CrossRef]
- Rodenburg, C.; Rainforth, W.M. A quantitative analysis of the influence of carbides size distributions on wear behaviour of high-speed steel in dry rolling/sliding contact. Acta Mater. 2007, 55, 2443–2454. [Google Scholar] [CrossRef]
- Richter, J. Tribological evaluation of high-speed steels with a regulated carbide phase. Mater. Charact. 2003, 50, 339–347. [Google Scholar] [CrossRef]
- Badisch, E.; Mitterer, C. Abrasive wear of high speed steels: Influence of abrasive particles and primary carbides on wear resistance. Tribol. Int. 2003, 36, 765–770. [Google Scholar] [CrossRef]
- Xu, L.; Wei, S.; Han, M.; Long, R. Effect of Carbides on Wear Characterization of High-Alloy Steels under High-Stress Rolling-Sliding Condition. Tribol. Trans. 2014, 57, 631–636. [Google Scholar] [CrossRef]
- Liu, F.; Zhou, K. Effect of Molybdenum-Rich Carbides on Wear Behavior of Powder Metallurgy Steel. Mater. Trans. 2012, 53, 1203–1205. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Q.T.; Li, J.; Shi, C.B.; Yu, W.T.; Shi, C.M.; Li, J.H. Precipitation behavior of carbides in high-carbon martensitic stainless steel. Int. J. Mater. Res. 2017, 108, 20–28. [Google Scholar] [CrossRef]
- Zhu, Q.T.; Li, J.; Zhang, J.; Shi, C. Bin Effect of Primary Carbides on the Sharpness of Kitchen Knives Made of 8Cr13MoV Steel. J. Mater. Eng. Perform. 2019, 28, 4511–4521. [Google Scholar] [CrossRef]
- Olsson, C.O.A.; Landolt, D. Passive films on stainless steels—Chemistry, structure and growth. Electrochim. Acta 2003, 48, 1093–1104. [Google Scholar] [CrossRef]
- Calliari, I.; Zanesco, M.; Dabalà, M.; Brunelli, K.; Ramous, E. Investigation of microstructure and properties of a Ni-Mo martensitic stainless steel. Mater. Des. 2008, 29, 246–250. [Google Scholar] [CrossRef]
- Anwar, M.S.; Romijarso, T.B.; Mabruri, E. Pitting Resistance of the Modified 13Cr Martensitic Stainless Steel in Chloride Solution. Int. J. Electrochem. Sci. 2018, 13, 1515–1526. [Google Scholar] [CrossRef]
- Pardal, J.M.; da Silva, M.R.; Bastos, I.N.; de Macêdo, M.C.S.; Tavares, S.S.M. Influence of tempering treatment on microstructure and pitting corrosion resistance of a new super ferritic–martensitic–austenitic stainless steels with 17%Cr. Corros. Eng. Sci. Technol. 2016, 51, 337–341. [Google Scholar] [CrossRef]
- Mabruri, E.; Anwar, M.S.; Prifiharni, S. Tensile properties of the modified 13Cr martensitic stainless steels. AIP Conf. Proc. 2016, 1725, 020039. [Google Scholar] [CrossRef] [Green Version]
- Reilly, G.A.; McCormack, B.A.O.; Taylor, D. Cutting sharpness measurement: A critical review. J. Mater. Process. Technol. 2004, 153–154, 261–267. [Google Scholar] [CrossRef]
- McCarthy, C.T.; Hussey, M.; Gilchrist, M.D. On the sharpness of straight edge blades in cutting soft solids: Part I—Indentation experiments. Eng. Fract. Mech. 2007, 74, 2205–2224. [Google Scholar] [CrossRef]
- McGorry, R.W.; Dowd, P.C.; Dempsey, P.G. A technique for field measurement of knife sharpness. Appl. Ergon. 2005, 36, 635–640. [Google Scholar] [CrossRef]
- Schuldt, S.; Arnold, G.; Roschy, J.; Schneider, Y.; Rohm, H. Defined abrasion procedures for cutting blades and comparative mechanical and geometrical wear characterization. Wear 2013, 300, 38–43. [Google Scholar] [CrossRef]
- Bilmes, P.D.; Llorente, C.L.; Huama, L.S.; Gassa, L.M.; Gervasi, C.A. Microstructure and pitting corrosion of 13CrNiMo weld metals. Corros. Sci. 2006, 48, 3261–3270. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Tao, Q.; Wang, J.; Galindo-Nava, E.I.; Zhang, T.; Pan, Z. The Effect of Primary Carbide on the Wear Resistance of Fe-Cr-C Coatings. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 6355–6363. [Google Scholar] [CrossRef]
- Chiu, L.H.; Liao, H.C.; Lin, S.C.; Pan, Y.T.; Liou, H.Y. Carbide distribution effect on wear behavior of cold work tool steels. Adv. Mater. Res. 2012, 567, 240–243. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic-Modulus Using Load and Displacement Sensing Indentation Experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Hirota, K.; Mitani, K.; Yoshinaka, M.; Yamaguchi, O. Simultaneous synthesis and consolidation of chromium carbides (Cr3C2, Cr7C3 and Cr23C6) by pulsed electric-current pressure sintering. Mater. Sci. Eng. A 2005, 399, 154–160. [Google Scholar] [CrossRef]
- Li, Y.; Gao, Y.; Xiao, B.; Min, T.; Yang, Y.; Ma, S.; Yi, D. The electronic, mechanical properties and theoretical hardness of chromium carbides by first-principles calculations. J. Alloys Compd. 2011, 509, 5242–5249. [Google Scholar] [CrossRef]
- Lentz, J.; Röttger, A.; Theisen, W. Hardness and modulus of Fe2B, Fe3 (C,B),and Fe23(C,B)6 borides and carboborides in the Fe-C-B system. Mater. Charact. 2018, 135, 192–202. [Google Scholar] [CrossRef]
- Guerra-Fuentes, L.; Hernandez-Rodriguez, M.A.L.; Zambrano-Robledo, P.; Salinas-Rodriguez, A.; Garcia-Sanchez, E. Microstructure and Mechanical Properties of a Tempered High Cr Martensitic Steel. J. Mater. Eng. Perform. 2017, 26, 3500–3506. [Google Scholar] [CrossRef]
- Li, J.; Ohmura, T.; Tsuzaki, K. Microstructure effect on nanohardness distribution for medium-carbon martensitic steel. Sci. China Ser. E Technol. Sci. 2006, 49, 10–19. [Google Scholar] [CrossRef]
- Roa, J.J.; Fargas, G.; Mateo, A.; Jiménez-Piqué, E. Dependence of nanoindentation hardness with crystallographic orientation of austenite grains in metastable stainless steels. Mater. Sci. Eng. A 2015, 645, 188–195. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- Simmons, G.; Wang, H. Single Crystal Elastic Constants and Calculated Aggregate Properties, 2nd ed.; The MIT Press: Cambridge, UK, 1971. [Google Scholar]
- He, B.B.; Liang, Z.Y.; Huang, M.X. Nanoindentation investigation on the initiation of yield point phenomenon in a medium Mn steel. Scr. Mater. 2018, 150, 134–138. [Google Scholar] [CrossRef]
- Xie, J.; Shen, J.; Chen, N.; Seetharaman, S. Site preference and mechanical properties of Cr23-xTxC6 and Fe21T2C6 (T = Mo, W). Acta. Mater. 2006, 54, 4653–4658. [Google Scholar] [CrossRef]
- Ardell, A.J. Precipitation hardening. Metall. Trans. A 1985, 16, 2131–2165. [Google Scholar] [CrossRef]
- Guan, J.; Wang, L.; Zhang, Z.; Shi, X.; Ma, X. Fatigue crack nucleation and propagation at clustered metallic carbides in M50 bearing steel. Tribol. Int. 2018, 119, 165–174. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | C | Si | V | Cr | Mn | Mo | Co | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 154CM | 1.04 | 0.30 | 0.10 | 14.93 | 0.65 | 3.68 | 0.19 | 0.14 | Bal. |
| 440C | 1.02 | 0.35 | 0.13 | 16.52 | 0.49 | 0.32 | 0.17 | - | Bal. |
| N690 | 1.06 | 0.26 | 0.11 | 18.28 | 0.48 | 0.93 | 1.86 | 0.24 | Bal. |
| Phases in Steels | 154CM | 440C | N690 | |||
|---|---|---|---|---|---|---|
| Matrix | Carbide | Matrix | Carbide | Matrix | Carbide | |
| Fe | 88.58 | 43.3 | 86.28 | 34.06 | 86.42 | 37.75 |
| Cr | 10.68 | 45.17 | 12.96 | 64.99 | 13.13 | 58.3 |
| Mo | - | 11.53 | - | - | - | 3.28 |
| Si | 0.74 | - | 0.77 | - | 0.45 | - |
| V | - | - | 0.96 | - | 0.67 | |
| Steels | HRC Hardness | Hardness (GPa) | Elastic Modulus E (GPa) | ||
|---|---|---|---|---|---|
| Matrix | Carbide | Matrix | Carbide | ||
| 154CM | 57.2 | 7.28 ± 0.43 | 13.97 ± 0.33 | 230.28 ± 8.09 | 232.90 ± 15.43 |
| 440C | 57.0 | 7.37 ± 0.63 | 13.77 ± 0.79 | 221.58 ± 10.87 | 189.47 ± 8.00 |
| N690 | 56.9 | 6.60 ± 0.46 | 15.29 ± 0.04 | 197.26 ± 6.28 | 234.35 ± 8.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, D.; Zhang, Q.; Liu, W. Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels. Metals 2022, 12, 472. https://doi.org/10.3390/met12030472
Wu D, Zhang Q, Liu W. Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels. Metals. 2022; 12(3):472. https://doi.org/10.3390/met12030472
Chicago/Turabian StyleWu, Dong, Qinyi Zhang, and Wei Liu. 2022. "Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels" Metals 12, no. 3: 472. https://doi.org/10.3390/met12030472
APA StyleWu, D., Zhang, Q., & Liu, W. (2022). Effect of Alloying Elements on the Sharpness Retention of Knife Blades Made of High Carbon Martensitic Stainless Steels. Metals, 12(3), 472. https://doi.org/10.3390/met12030472