
Microstructural and Tribological Evaluation of Brake Disc Refurbishing Using Fe-Based Coating via Directed Energy Deposition

 ,
,  , , and
, , and
Abstract
:1. Introduction
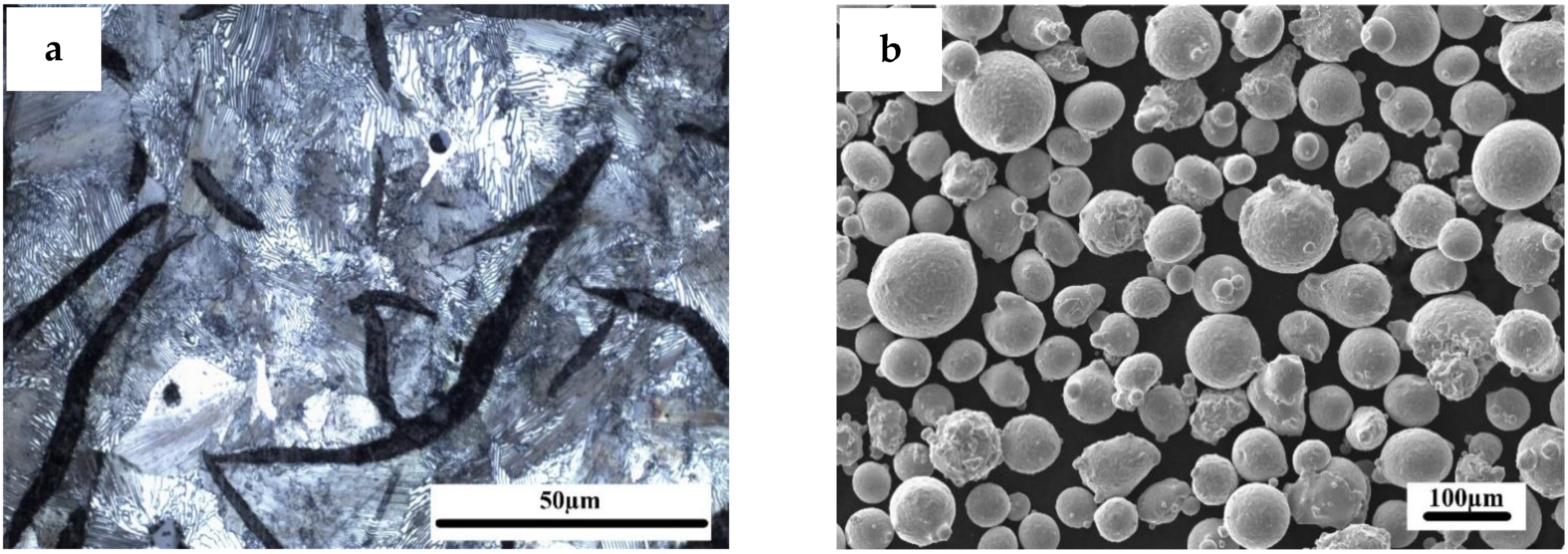
2. Materials and Methods
3. Results
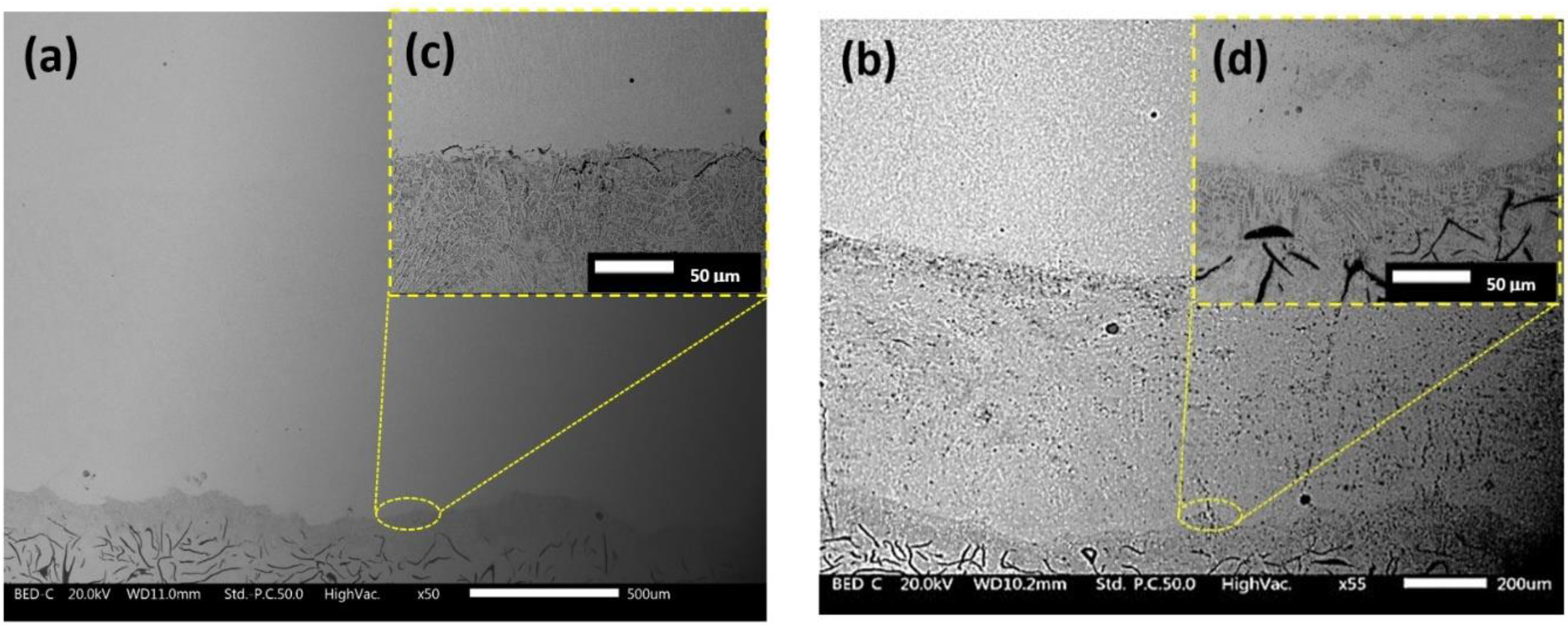
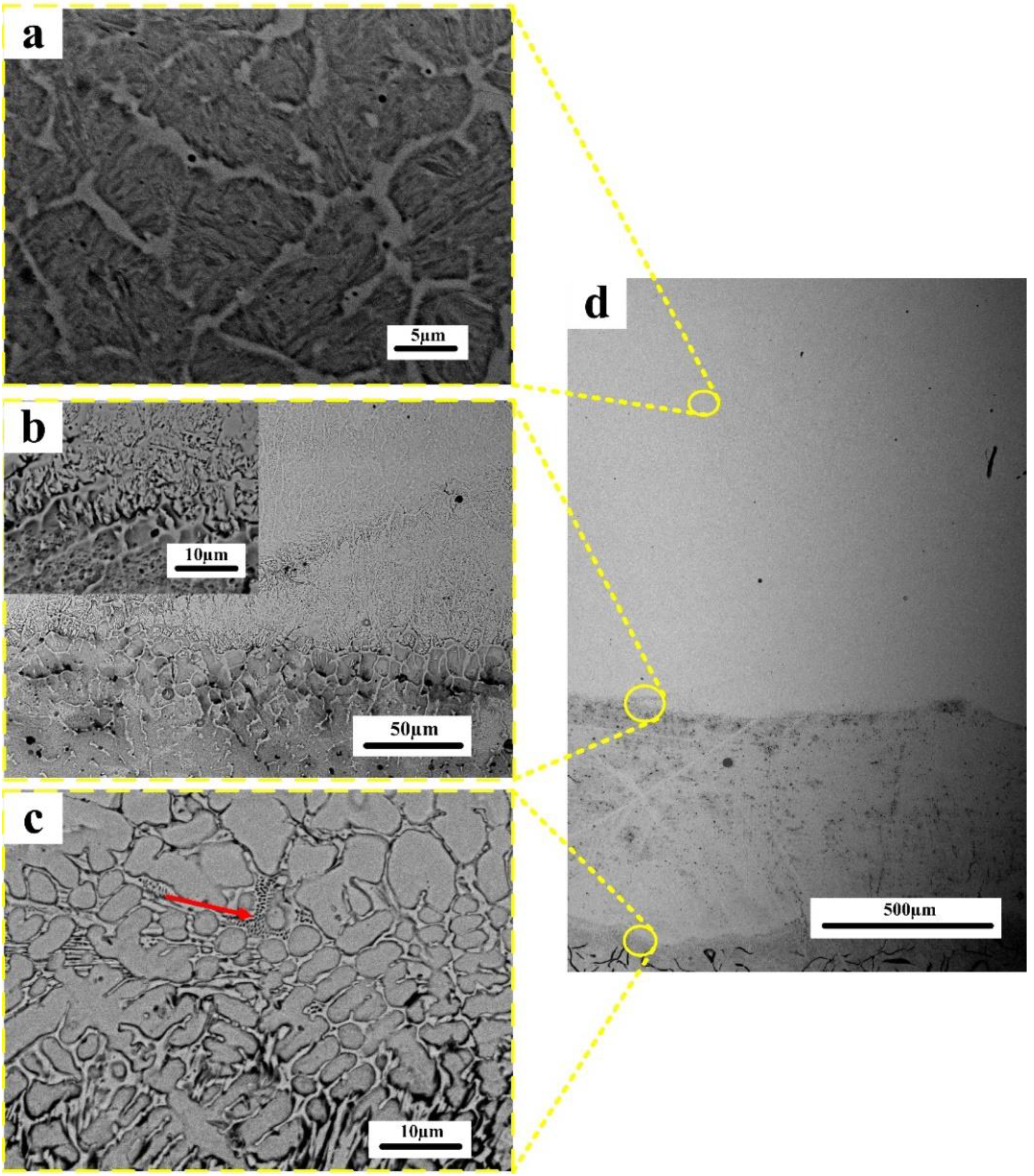
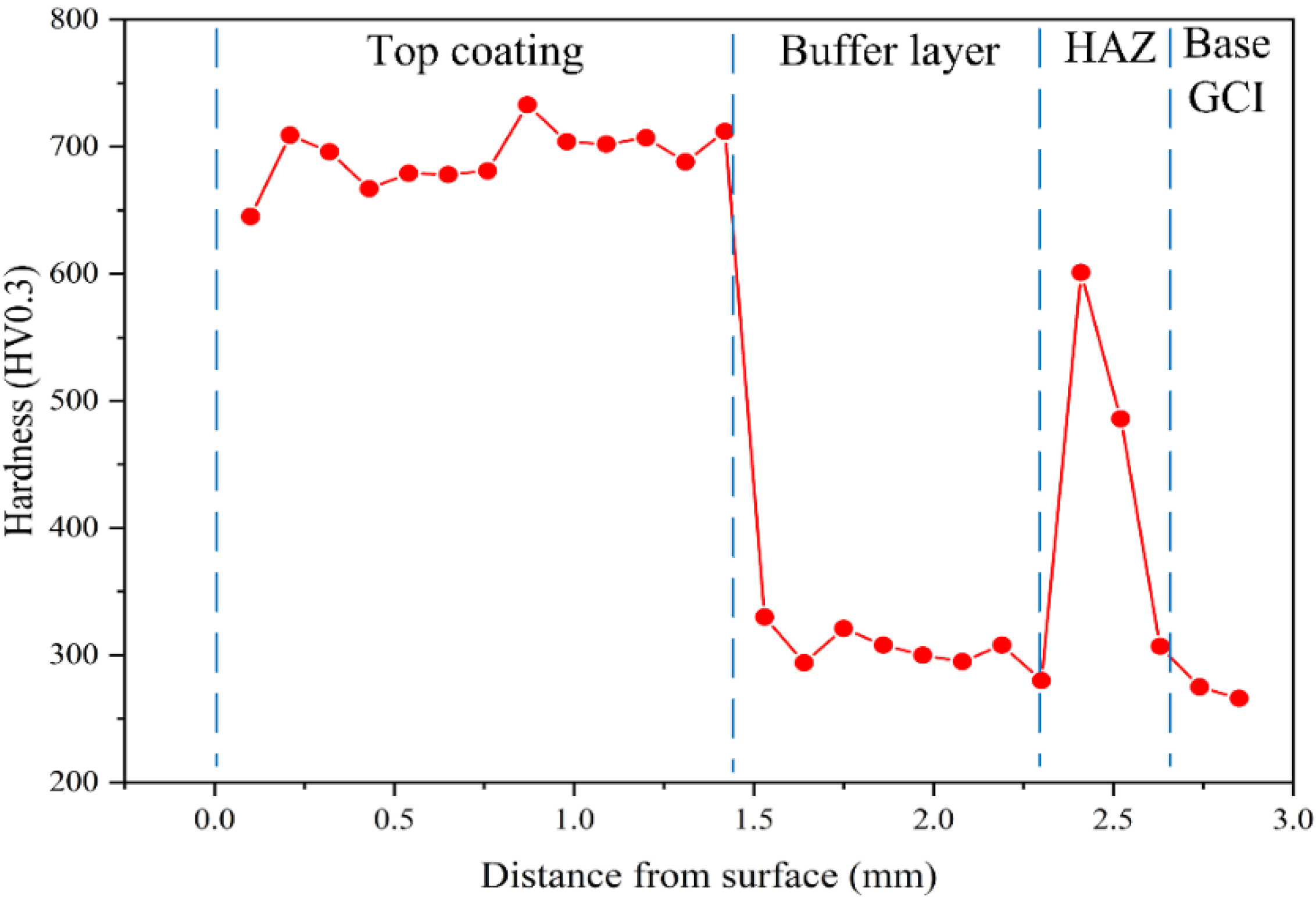
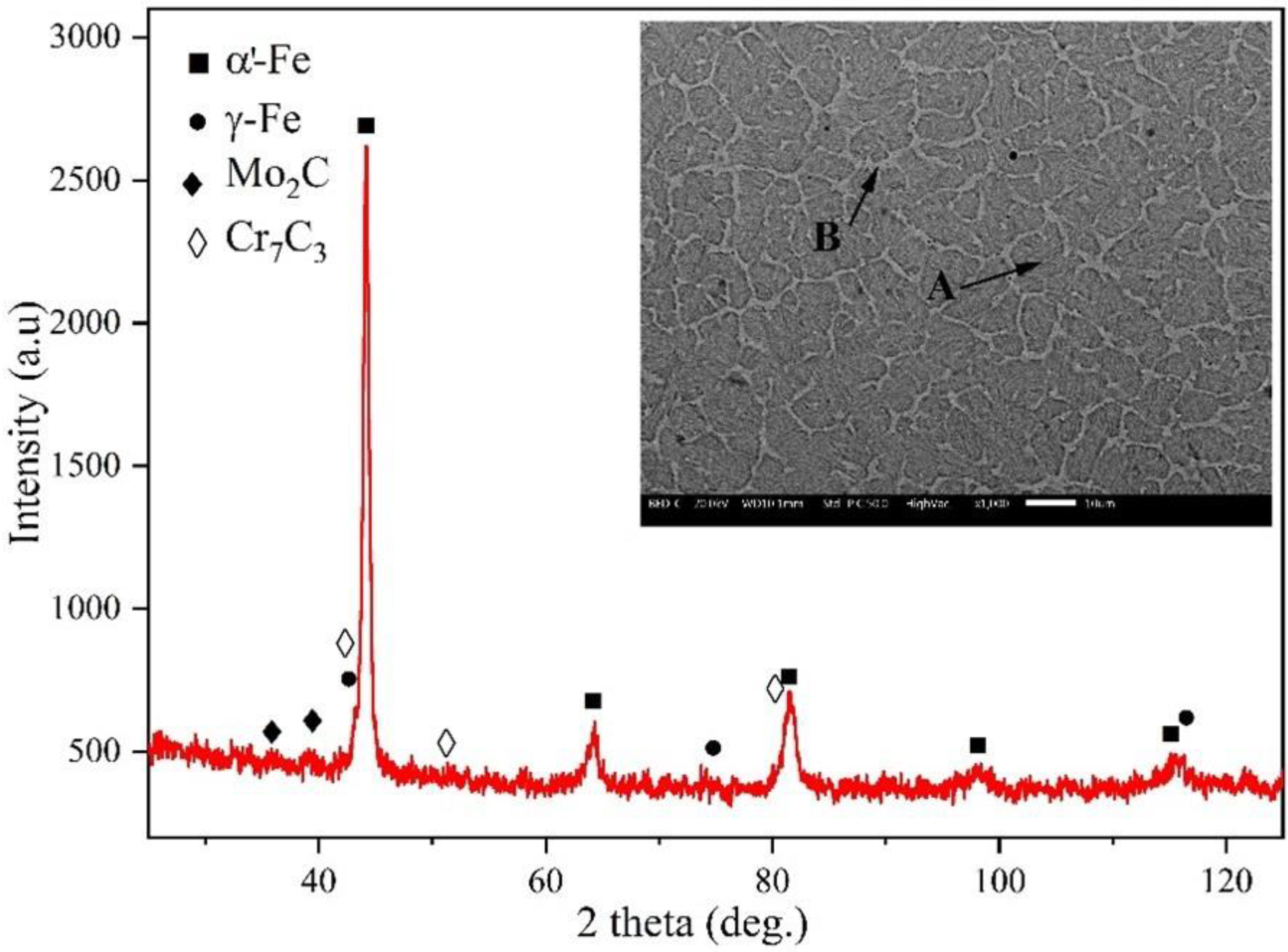
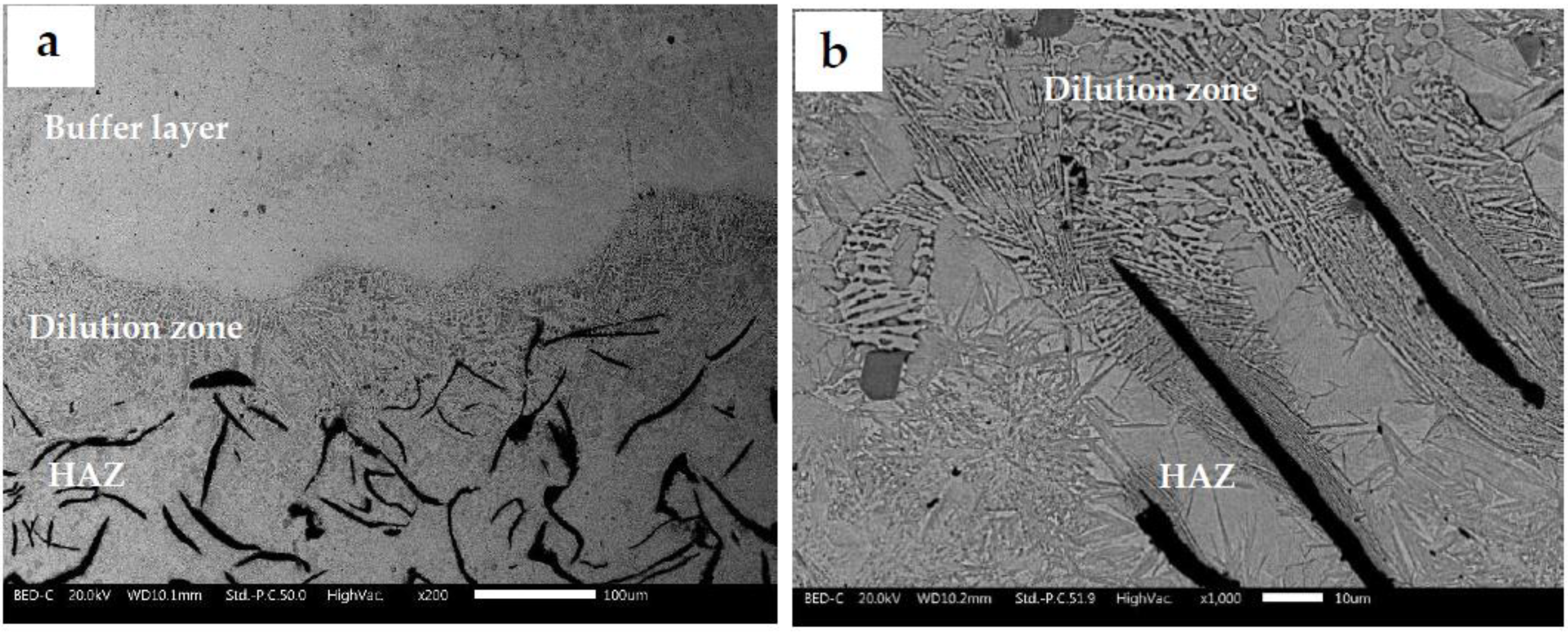
3.1. Microstructural Study
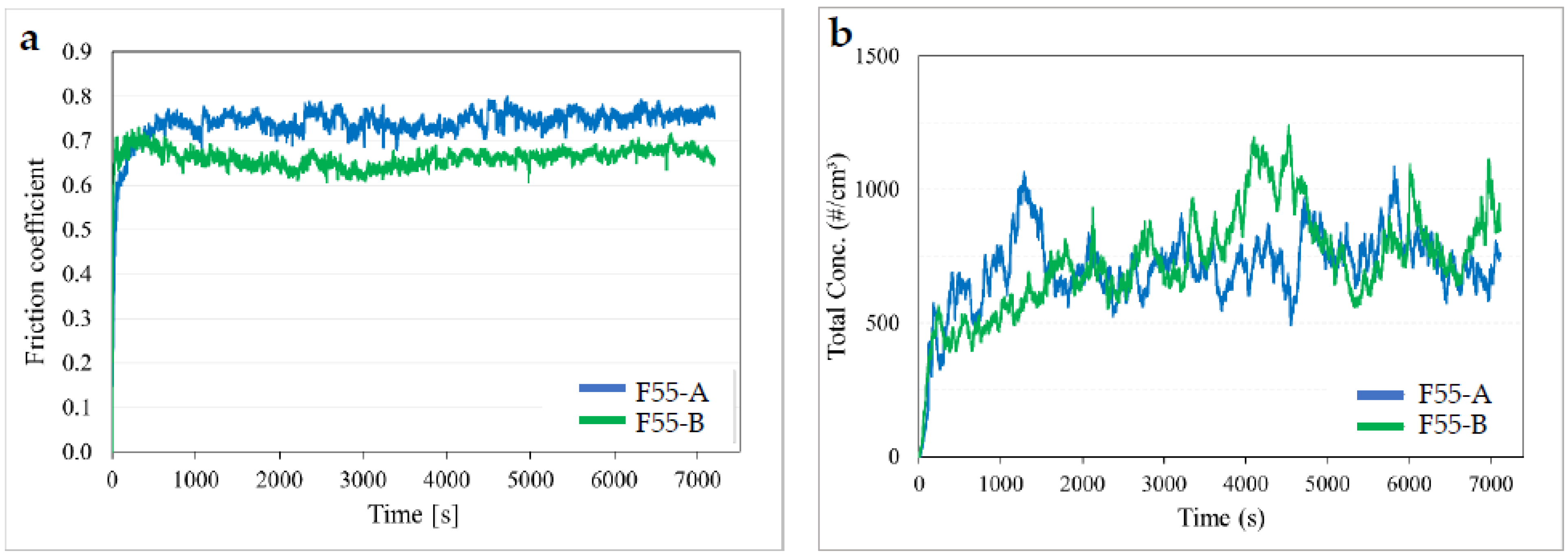
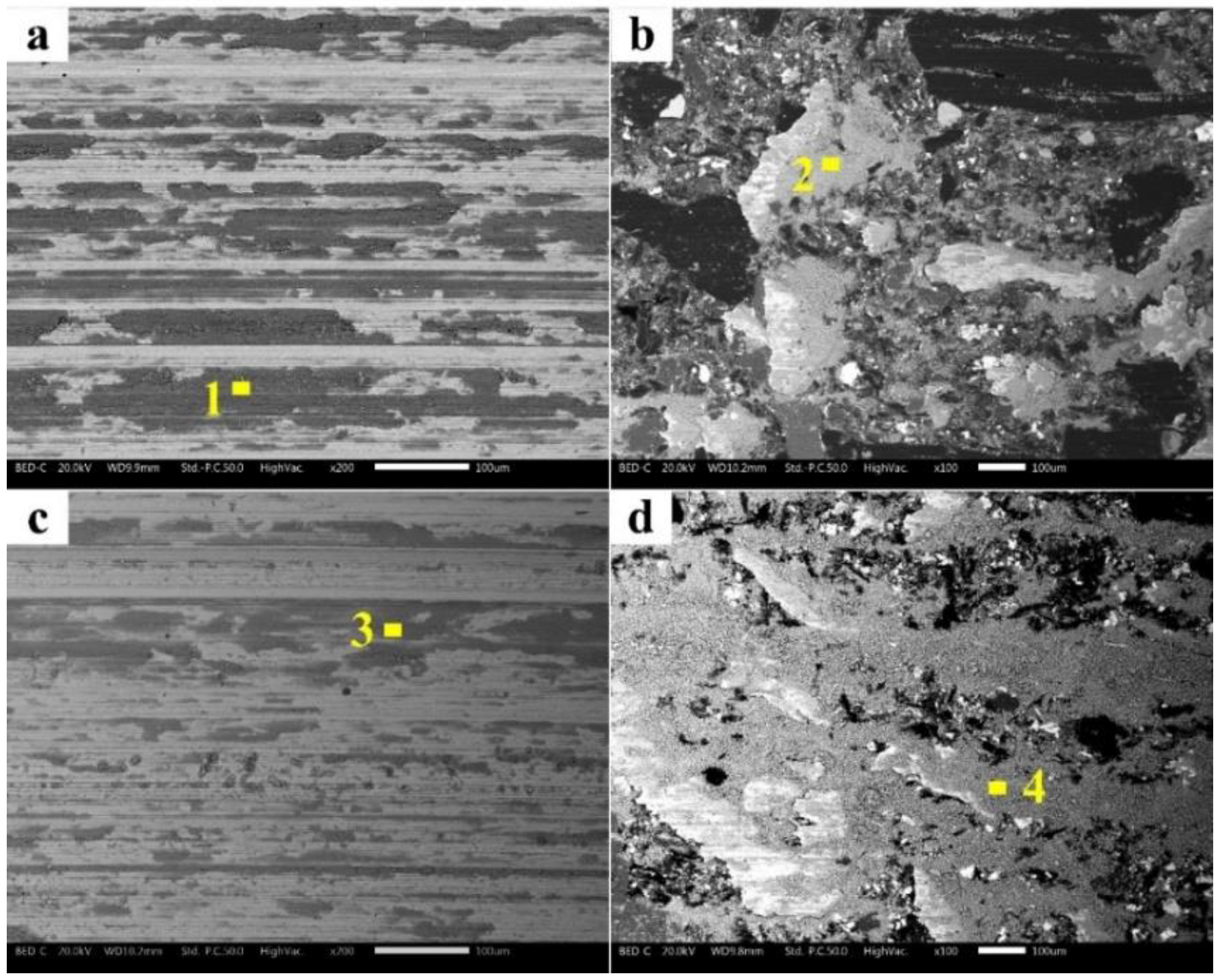
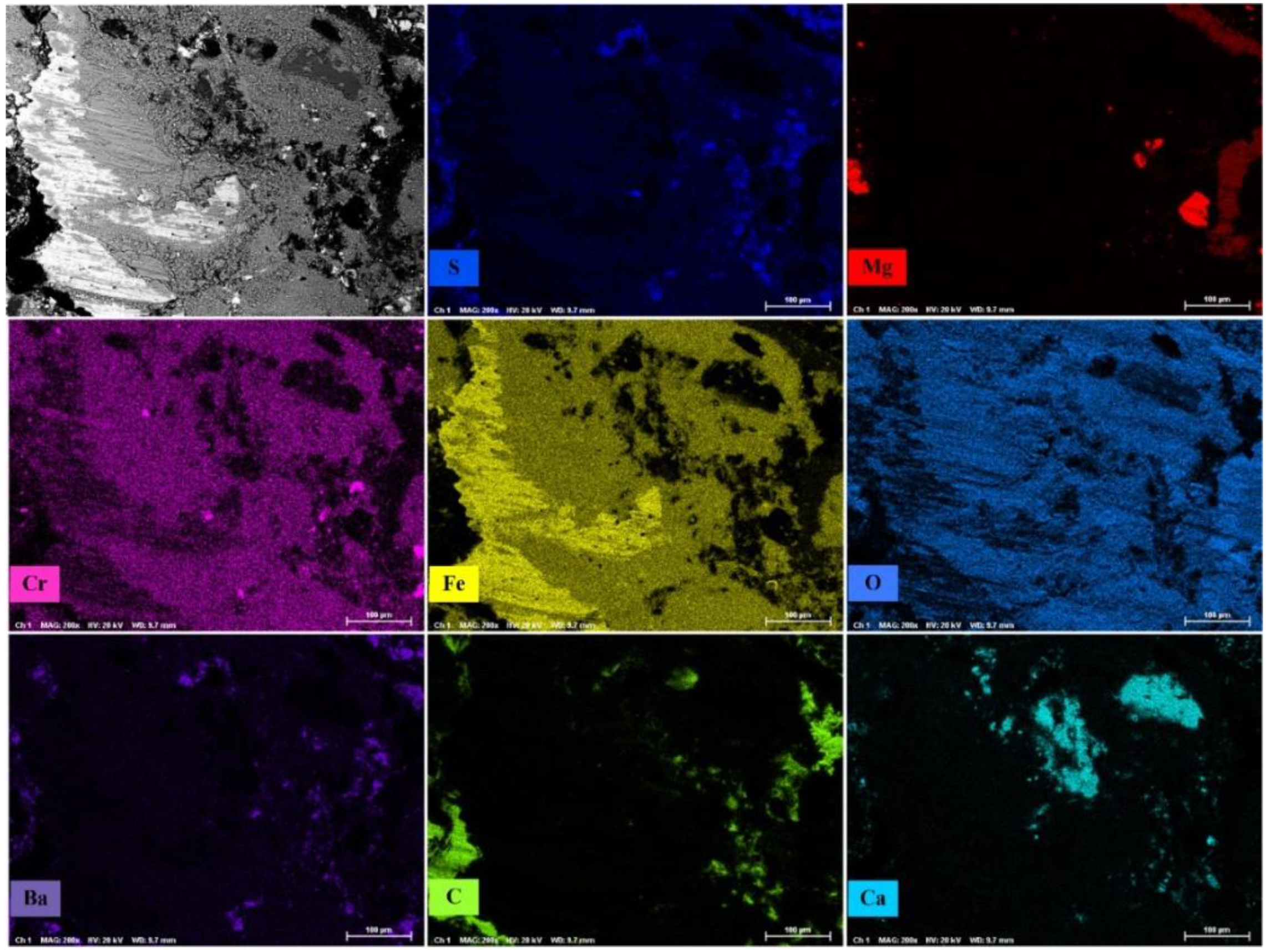
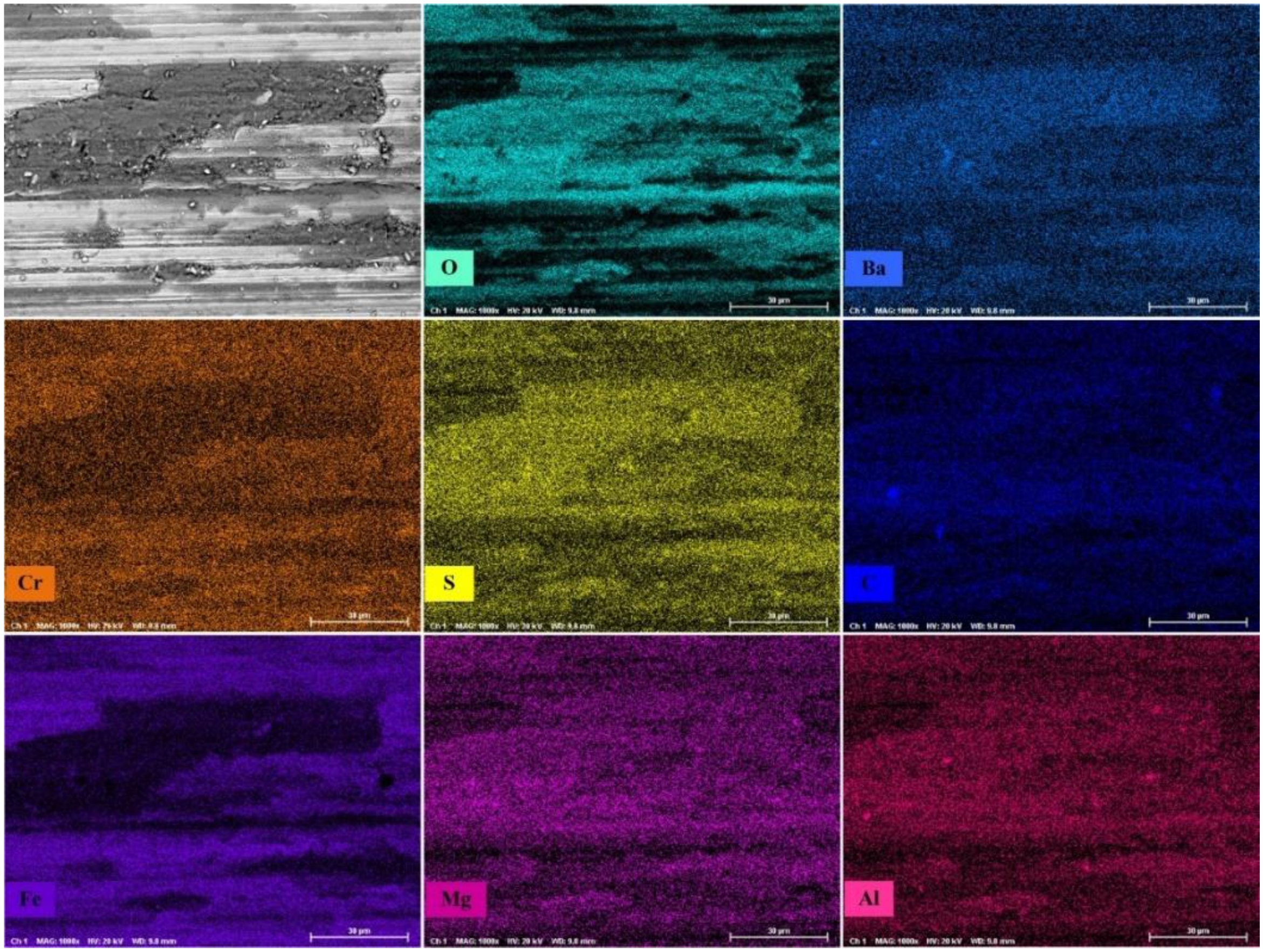
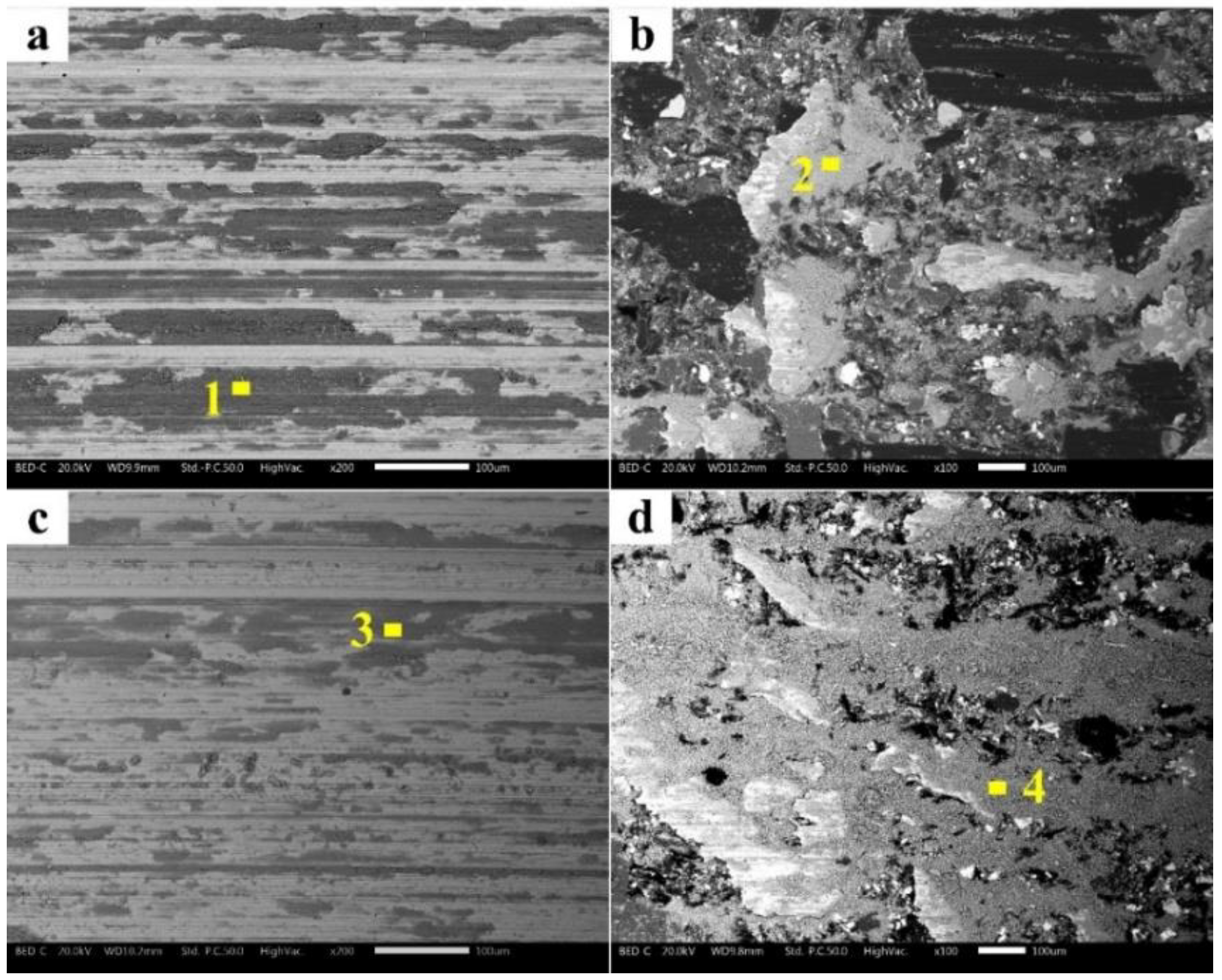
3.2. Pin-on-Disc Study
4. Discussion
5. Conclusions
- -
- The successful deposition of a Ni- and Co-free steel-based coating onto a GCI substrate is feasible using DED technology, with the possibility of using this approach for restoring exhaust rotors of road vehicle brake discs;
- -
- The stability of the surface coating is guaranteed by the pre-deposition of an AISI 415 stainless steel buffer layer, which accommodates the thermal stresses associated with this coating deposition process;
- -
- Considering the elevated hardness of the top layer, with respect to the typical hardness of friction materials for brake pads, a preliminary surface polishing is required before starting the tribological tests;
- -
- The early stages of the PoD tests are dominated by an abrasive wear mechanism, not mitigated by solid lubrication—as occurs with GCI discs—or the presence of graphite lamellas;
- -
- In the long run, relatively compacted and stable friction layers form at the interface between the mating surfaces, featuring relatively high m values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aranke, O.; Algenaid, W.; Awe, S.; Joshi, S. Coatings for Automotive Gray Cast Iron Brake Discs: A Review. Coatings 2019, 9, 552. [Google Scholar] [CrossRef] [Green Version]
- Maluf, O.; Angeloni, M.; Tadeu, M.; Spinelli, M.D.; Wladimir, W.; Filho, B. Development of materials for automotive disc brakes. Pesqui. Technol. Minerva 2004, 2, 149–158. [Google Scholar]
- Olofsson, U.; Lyu, Y.; Åström, A.H.; Wahlström, J.; Dizdar, S.; Nogueira, A.P.G.; Gialanella, S. Laser Cladding Treatment for Refurbishing Disc Brake Rotors: Environmental and Tribological Analysis. Tribol. Lett. 2021, 69, 2–11. [Google Scholar] [CrossRef]
- Demir, A.; Samur, R.; Kiliçaslan, I. Investigation of the coatings applied onto brake discs on disc-brake pad pair. Metalurgija 2009, 48, 161–166. [Google Scholar]
- Federici, M.; Menapace, C.; Moscatelli, A.; Gialanella, S.; Straffelini, G. Pin-on-disc study of a friction material dry sliding against HVOF coated discs at room temperature and 300 °C. Tribol. Int. 2017, 115, 89–99. [Google Scholar] [CrossRef]
- Federici, M.; Menapace, C.; Moscatelli, A.; Gialanella, S.; Straffelini, G. Effect of roughness on the wear behavior of HVOF coatings dry sliding against a friction material. Wear 2016, 368–369, 326–334. [Google Scholar] [CrossRef]
- Federici, M.; Menapace, C.; Mancini, A.; Straffelini, G.; Gialanella, S. Pin-on-disc study of dry sliding behavior of Co-free HVOF-coated disc tested against different friction materials. Friction 2021, 9, 1242–1258. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; He, P.; Xu, B. Phase evolution of ductile iron during laser cladding processing. Surf. Coat. Technol. 2018, 339, 37–47. [Google Scholar] [CrossRef]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Laser cladding on cast iron substrates. In ICALEO 2005—Congress Proceedings, Proceedings of the 24th International Congress on Applications of Lasers and Electro-Optics, Miami, FL, USA, 31 October–3 November 2005; Laser Institute of America: Orlando, FL, USA, 2005; pp. 655–659. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Shim, D.S.; Baek, G.Y.; Lee, S.B.; Yu, J.H.; Choi, Y.S.; Park, S.H. Influence of heat treatment on wear behavior and impact toughness of AISI M4 coated by laser melting deposition. Surf. Coat. Technol. 2017, 328, 219–230. [Google Scholar] [CrossRef]
- Rai, A.K.; Srinivasulu, B.; Paul, C.P.; Singh, R.; Rai, S.K.; Mishra, G.K.; Bontha, S.; Bindra, K.S. Development of thick SiC coating on thin wall tube of zircaloy-4 using laser based directed energy deposition technique. Surf. Coat. Technol. 2020, 398, 126088. [Google Scholar] [CrossRef]
- Kim, T.H.; Baek, G.Y.; Jeon, J.B.; Lee, K.Y.; Shim, D.s.; Lee, W. Effect of laser rescanning on microstructure and mechanical properties of direct energy deposited AISI 316L stainless steel. Surf. Coat. Technol. 2021, 405, 126540. [Google Scholar] [CrossRef]
- Lyu, Y.; Leonardi, M.; Mancini, A.; Wahlström, J.; Olofsson, U. Tribology and Airborne Particle Emission of Laser-Cladded Fe-Based Coatings versus Non-Asbestos Organic and Low-Metallic Brake Materials. Metals 2021, 11, 1703. [Google Scholar] [CrossRef]
- Van Acker, K.; Vanhoyweghen, D.; Persoons, R.; Vangrunderbeek, J. Influence of tungsten carbide particle size and distribution on the wear resistance of laser clad WC/Ni coatings. Wear 2005, 258, 194–202. [Google Scholar] [CrossRef]
- Dizdar, S.; Lyu, Y.; Lampa, C.; Olofsson, U. Grey Cast iron brake discs laser cladded with nickel-tungsten carbide-Friction, wear and airborne wear particle emission. Atmosphere 2020, 11, 621. [Google Scholar] [CrossRef]
- Fernández, E.; Cadenas, M.; González, R.; Navas, C.; Fernández, R.; de Damborenea, J. Wear behaviour of laser clad NiCrBSi coating. Wear 2005, 259, 870–875. [Google Scholar] [CrossRef] [Green Version]
- Menapace, C.; Mancini, A.; Federici, M.; Straffelini, G.; Gialanella, S. Characterization of airborne wear debris produced by brake pads pressed against HVOF-coated discs. Friction 2020, 8, 421–432. [Google Scholar] [CrossRef] [Green Version]
- Leyssens, L.; Vinck, B.; van der Straeten, C.; Wuyts, F.; Maes, L. Cobalt toxicity in humans—A review of the potential sources and systemic health effects. Toxicology 2017, 387, 43–56. [Google Scholar] [CrossRef]
- Denkhaus, E.; Salnikow, K. Nickel Essentiality, Toxicity, and Carcinogenicity. 2002. Available online: www.elsevier.com/locate/critrevonc (accessed on 16 December 2021).
- Bastian, S.; Busch, W.; Kühnel, D.; Springer, A.; Meißner, T.; Holke, R.; Scholz, S.; Iwe, M.; Pompe, W.; Gelinsky, M.; et al. Toxicity of tungsten carbide and cobalt-doped tungsten carbide nanoparticles in mammalian cells in vitro. Environ. Health Perspect. 2009, 117, 530–535. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Kim, J.; Shim, D.S.; Park, S.H.; Choi, Y.S. Micro-Cracking in Medium-Carbon Steel Layers Additively Deposited on Gray Cast Iron Using Directed Energy Deposition. Met. Mater. Int. 2020, 26, 708–718. [Google Scholar] [CrossRef]
- Zhang, D.; Li, Z.; Fan, H.; Rui, H.; Gao, F. Microstructure and tribological properties of Fe-based laser cladding layer on nodular cast iron for surface remanufacturing. Coatings 2021, 11, 974. [Google Scholar] [CrossRef]
- Yu, J.; Liu, Y.; Song, B.; Wang, J. Microstructure and properties of Fe-based alloy coating on gray cast iron fabricated using induction cladding. Coatings 2020, 10, 801. [Google Scholar] [CrossRef]
- Chen, Z.K.; Zhou, T.; Zhao, R.Y.; Zhang, H.F.; Lu, S.C.; Yang, W.S.; Zhou, H. Improved fatigue wear resistance of gray cast iron by localized laser carburizing. Mater. Sci. Eng. A 2015, 644, 1–9. [Google Scholar] [CrossRef]
- Leymonie, C. Structural Transformation and Mechanical Properties of 13% Cr-4% Ni Steels. Power Ind. Res. 1982, 2, 17–33. Available online: http://ci.nii.ac.jp/naid/80001250991/en/ (accessed on 13 January 2022).
- Menapace, C.; Leonardi, M.; Matějka, V.; Gialanella, S.; Straffelini, G. Dry sliding behavior and friction layer formation in copper-free barite containing friction materials. Wear 2018, 398–399, 191–200. [Google Scholar] [CrossRef]
- Lyu, Y.; Leonardi, M.; Wahlström, J.; Gialanella, S.; Olofsson, U. Friction, wear and airborne particle emission from Cu-free brake materials. Tribol. Int. 2020, 141, 105959. [Google Scholar] [CrossRef]
- Fan, L.; Dong, Y.; Chen, H.; Dong, L.; Yin, Y. Wear Properties of Plasma Transferred Arc Fe-based Coatings Reinforced by Spherical WC Particles. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2019, 34, 433–439. [Google Scholar] [CrossRef]
- Zhou, S.; Zeng, X. Growth characteristics and mechanism of carbides precipitated in WC-Fe composite coatings by laser induction hybrid rapid cladding. J. Alloys Compd. 2010, 505, 685–691. [Google Scholar] [CrossRef]
- Lee, S.; Yu, J.H.; Park, S.H.; Shim, D.S.; Choi, Y.S. Effect of carbon content in steel powder feedstock on impact toughness and microstructure of additively manufactured cast iron by directed energy deposition. J. Mater. Res. Technol. 2021, 15, 189–198. [Google Scholar] [CrossRef]
- Straffelini, G.; Gialanella, S. Airborne particulate matter from brake systems: An assessment of the relevant tribological formation mechanisms. Wear 2021, 478–479, 203883. [Google Scholar] [CrossRef]
- Straffelini, G. Springer Tracts in Mechanical Engineering Friction and Wear Methodologies for Design and Control; Springer: Berlin/Heidelberg, Germany, 2015; Available online: http://www.springer.com/series/11693 (accessed on 16 December 2021).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe | C | Cr | Ni | Mo | Mn | Si | S |
|---|---|---|---|---|---|---|---|---|
| AISI415 | Bal. | <0.05 | 12–14 | 3.5–4.5 | 0.3–0.7 | <1.5 | <0.7 | <0.015 |
| F55 | Bal. | 0.35 | 7 | - | 2.2 | 1.1 | 0.3 | - |
| GCI | Bal. | 3.8 | - | - | - | 0.65 | 1.9 | 0.06 |
| Elements (wt%) | A | B |
|---|---|---|
| O | 26.7 ± 1.4 | 30.7 ± 0.8 |
| Mg | 6.3 ± 0.9 | 8.4 ± 0.4 |
| Al | 5.1 ± 0.2 | 7.1 ± 0.1 |
| S | 3.6 ± 1.2 | 6.5 ± 0.2 |
| Si | 2.9 ± 0.6 | 5.3 ± 0.7 |
| Ca | 6 ± 0.8 | 4.6 ± 0.1 |
| Zn | 12.4 ± 1.5 | 7.8 ± 0.6 |
| Cr | 3.1 ± 0.2 | 1.7 ± 0.2 |
| Fe | 24.8 ± 2.3 | 13.1 ± 0.8 |
| Sn | 9.1 ± 0.5 | 3.5 ± 0.2 |
| Ba | - | 11.3 ± 0.4 |
| Element | A Mass Norm. (%) | B Mass Norm. (%) |
|---|---|---|
| Fe | 85.78 | 80.62 |
| Cr | 6.19 | 8.45 |
| Mo | 1.8 | 3.38 |
| Mn | 0.80 | 1.05 |
| Si | 0.28 | 0.29 |
| C | 5.15 | 6.21 |
| Sample | ΔM Disc (mg) | Δm pin (mg) | Emissions #/cm3 | µ Ave. | Kpin × 10−14 (Nm−2) | KDisc × 10−14 (Nm−2) | Ktotal × 10−14 (Nm−2) |
|---|---|---|---|---|---|---|---|
| F55-A | 84.8 ± 8.4 | 58 ± 4.8 | 731 ± 81 | 0.73 ± 0.07 | 4.60 ± 0.3 | 1.93 ± 0.13 | 6.53 |
| F55-B | 105.9 ± 4 | 77.1 ± 8 | 807 ± 55 | 0.66 ± 0.04 | 6.12 ± 0.9 | 2.84 ± 0.28 | 8.96 |
| Point | Fe | O | Cr | Ba | Zn | S | Sn | Mo | Other |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 59.06 | 23.77 | 5.03 | - | 4.42 | 1.60 | 1.60 | 0.46 | Bal. |
| 2 | 58.37 | 26.84 | 4.79 | - | 3.25 | 1.13 | 1.67 | 0.45 | Bal. |
| 3 | 58.47 | 24.62 | 4.13 | 3.52 | 2.40 | 3.02 | 1.95 | 1.1 | Bal. |
| 4 | 58.16 | 27.05 | 3.95 | 1.81 | 1.61 | 1.11 | 0.95 | 1.2 | Bal. |
| Brake Couple | COF | Ka pin × 10−14 (Nm−2) | Ka disc × 10−14 (Nm−2) | Emissions #/cm3 |
|---|---|---|---|---|
| GCI/A | 0.5 | 4.96 | 1.13 | 446 |
| GCI/B | 0.48 | 4.73 | 1.41 | 679 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajaei, H.; Menapace, C.; Amirabdollahian, S.; Perini, M.; Straffelini, G.; Gialanella, S. Microstructural and Tribological Evaluation of Brake Disc Refurbishing Using Fe-Based Coating via Directed Energy Deposition. Metals 2022, 12, 465. https://doi.org/10.3390/met12030465
Rajaei H, Menapace C, Amirabdollahian S, Perini M, Straffelini G, Gialanella S. Microstructural and Tribological Evaluation of Brake Disc Refurbishing Using Fe-Based Coating via Directed Energy Deposition. Metals. 2022; 12(3):465. https://doi.org/10.3390/met12030465
Chicago/Turabian StyleRajaei, Hossein, Cinzia Menapace, Sasan Amirabdollahian, Matteo Perini, Giovanni Straffelini, and Stefano Gialanella. 2022. "Microstructural and Tribological Evaluation of Brake Disc Refurbishing Using Fe-Based Coating via Directed Energy Deposition" Metals 12, no. 3: 465. https://doi.org/10.3390/met12030465
APA StyleRajaei, H., Menapace, C., Amirabdollahian, S., Perini, M., Straffelini, G., & Gialanella, S. (2022). Microstructural and Tribological Evaluation of Brake Disc Refurbishing Using Fe-Based Coating via Directed Energy Deposition. Metals, 12(3), 465. https://doi.org/10.3390/met12030465