
Influences of Post-Heat Treatment on the Microstructure Evolution and Creep Properties of Ni-Based Superalloy IN718 Fabricated by Electron Beam Melting


Abstract
:1. Introduction
2. Materials and Methods
3. Results
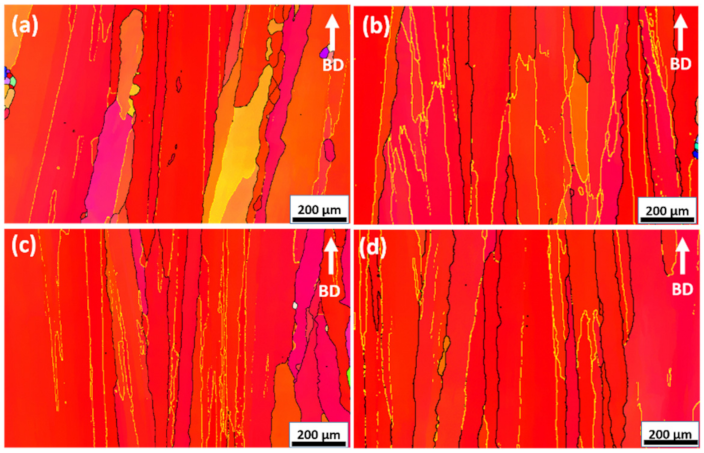
3.1. Microstructural Features
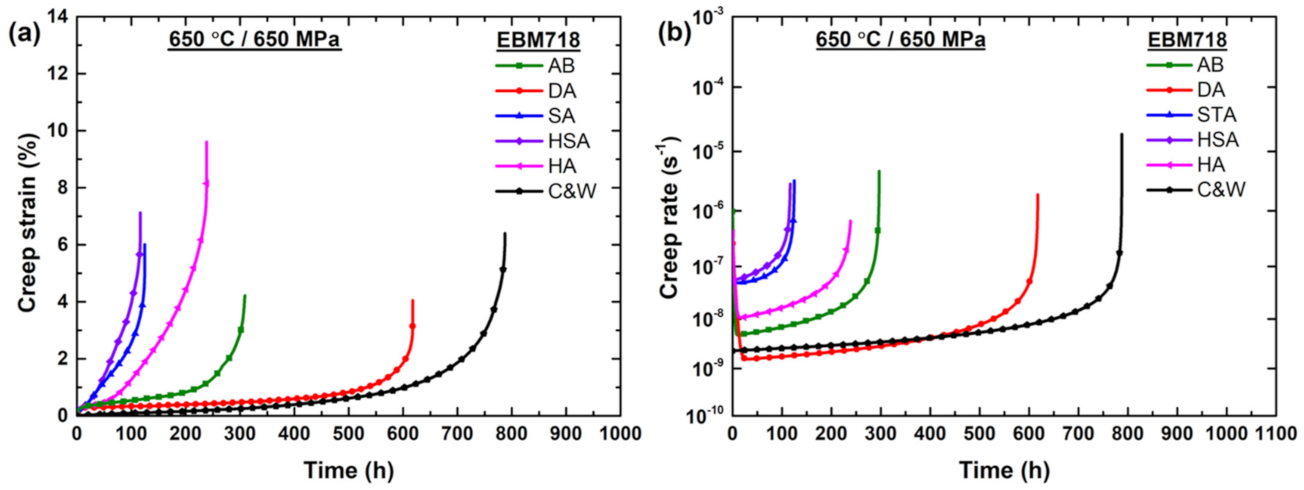
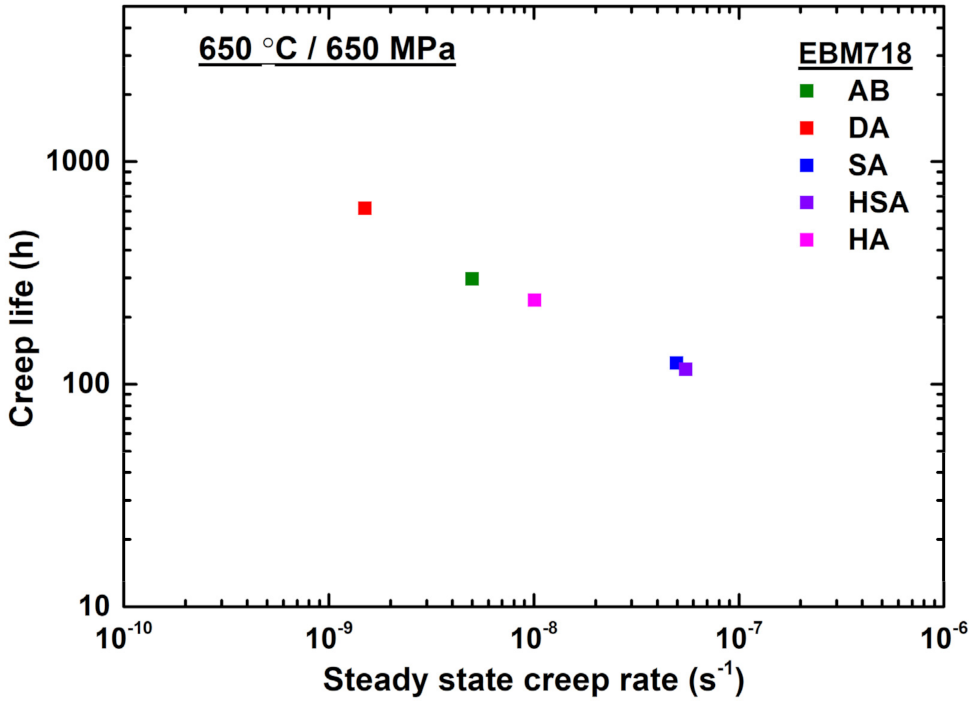
3.2. Creep Properties
4. Discussion
4.1. Effect of the Post-Heat Treatments on Microstructure Evolution
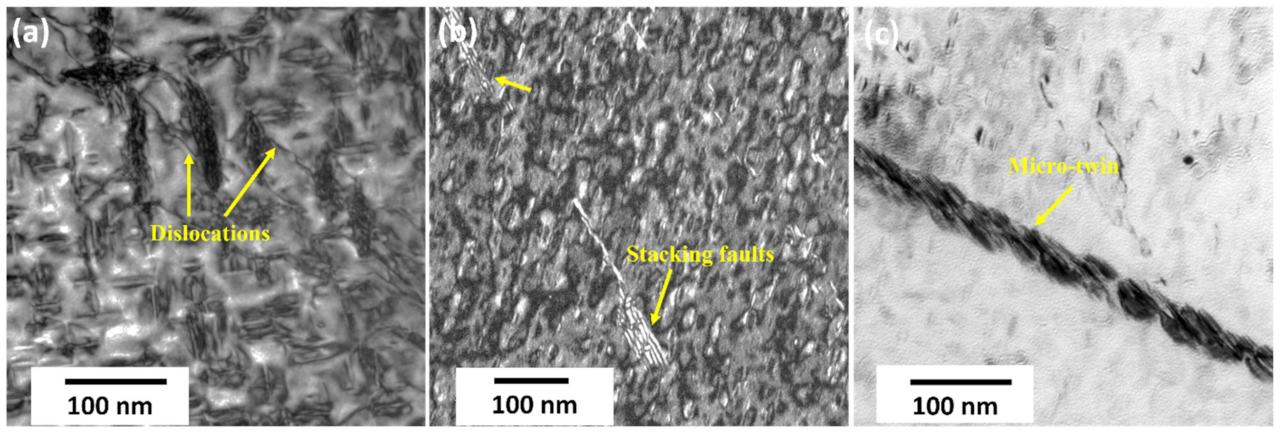
4.2. Effect of Precipitates on Creep Properties
4.3. Creep Properties in Comparison with Cast and Wrought IN718
5. Conclusions
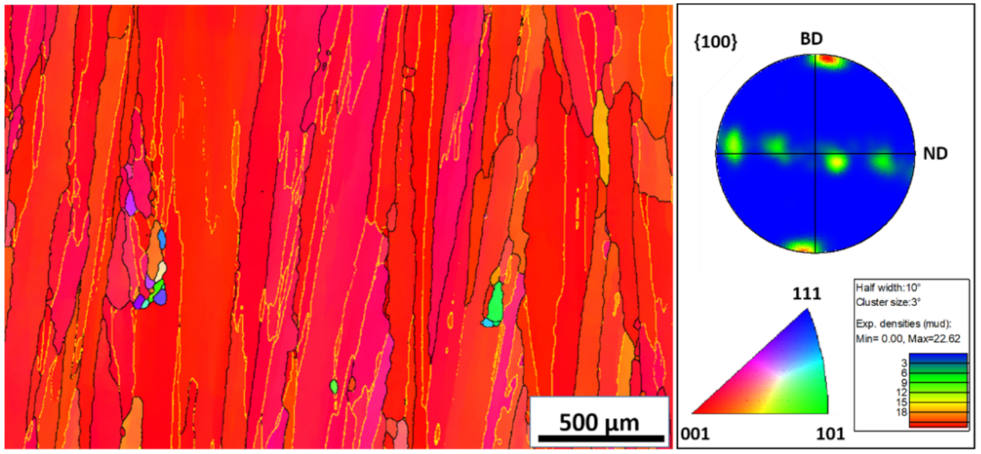
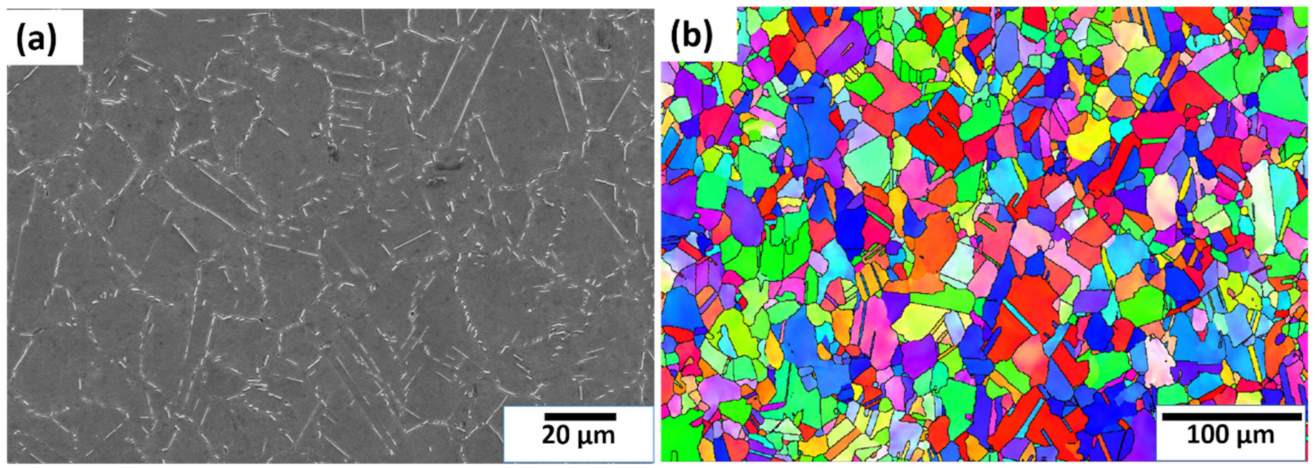
- The IN718 fabricated using the EBM process exhibited a columnar-grained structure with a strong <100> crystal orientation along the building direction.
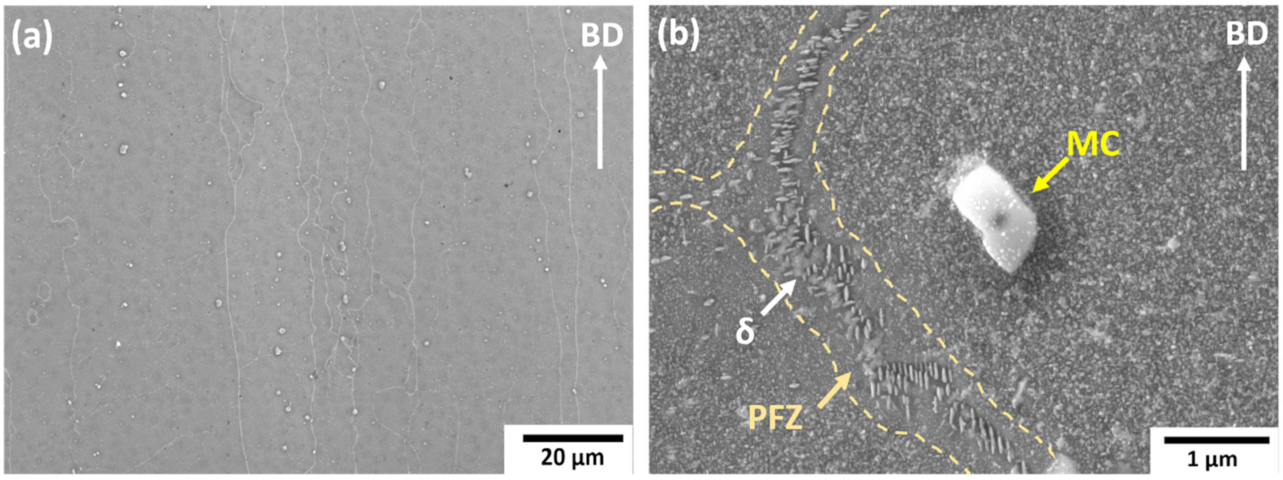
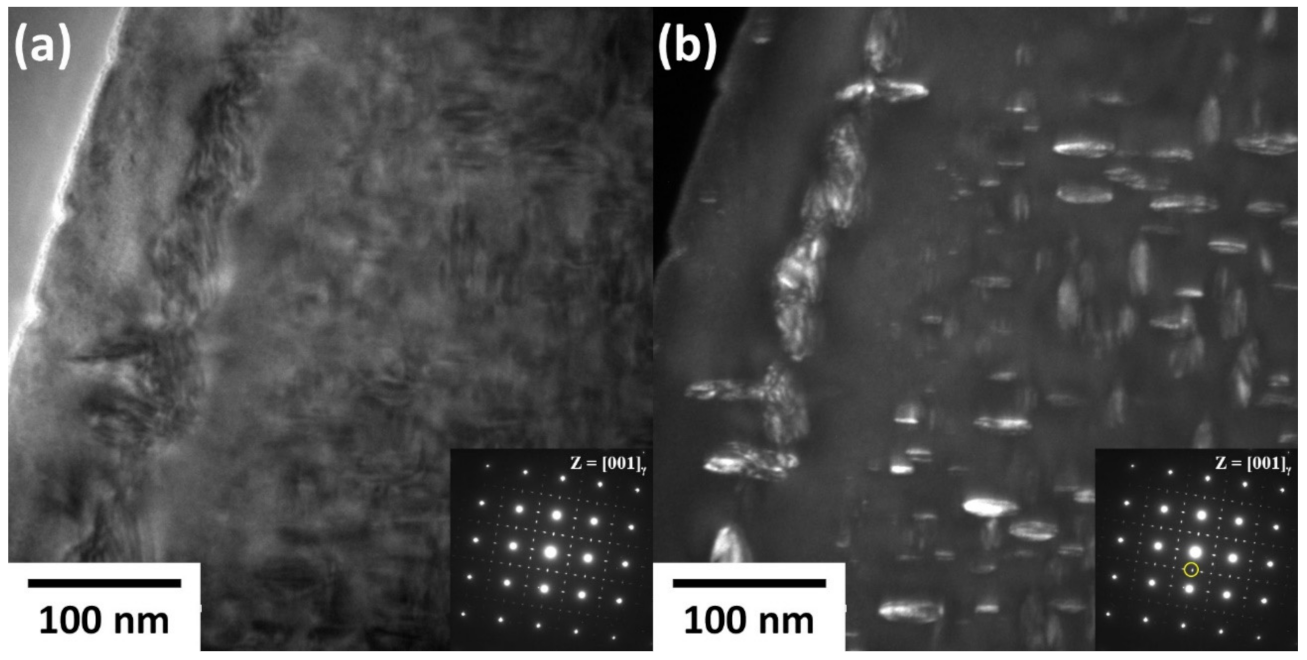
- The presence of disc-shaped δ precipitates at the grain boundary and the higher γ” size in the grain interior are the main reasons for the higher creep life observed in the DA specimen.
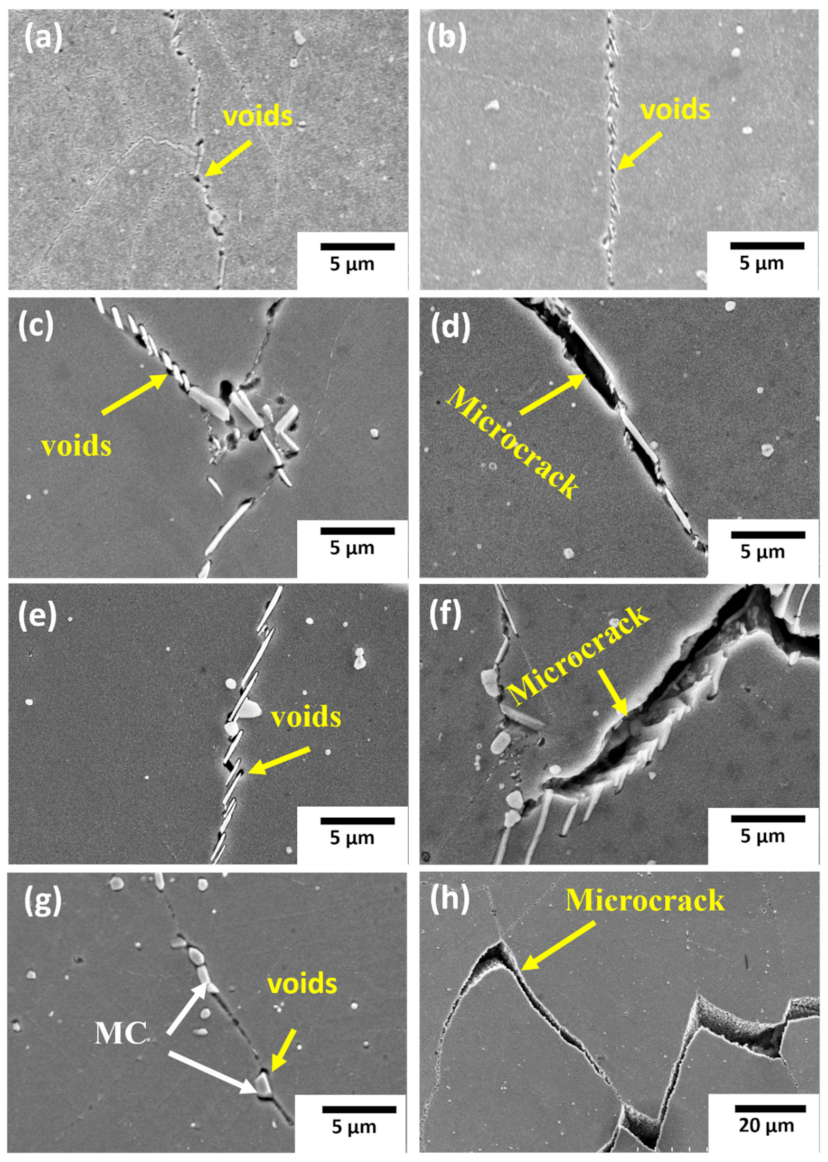
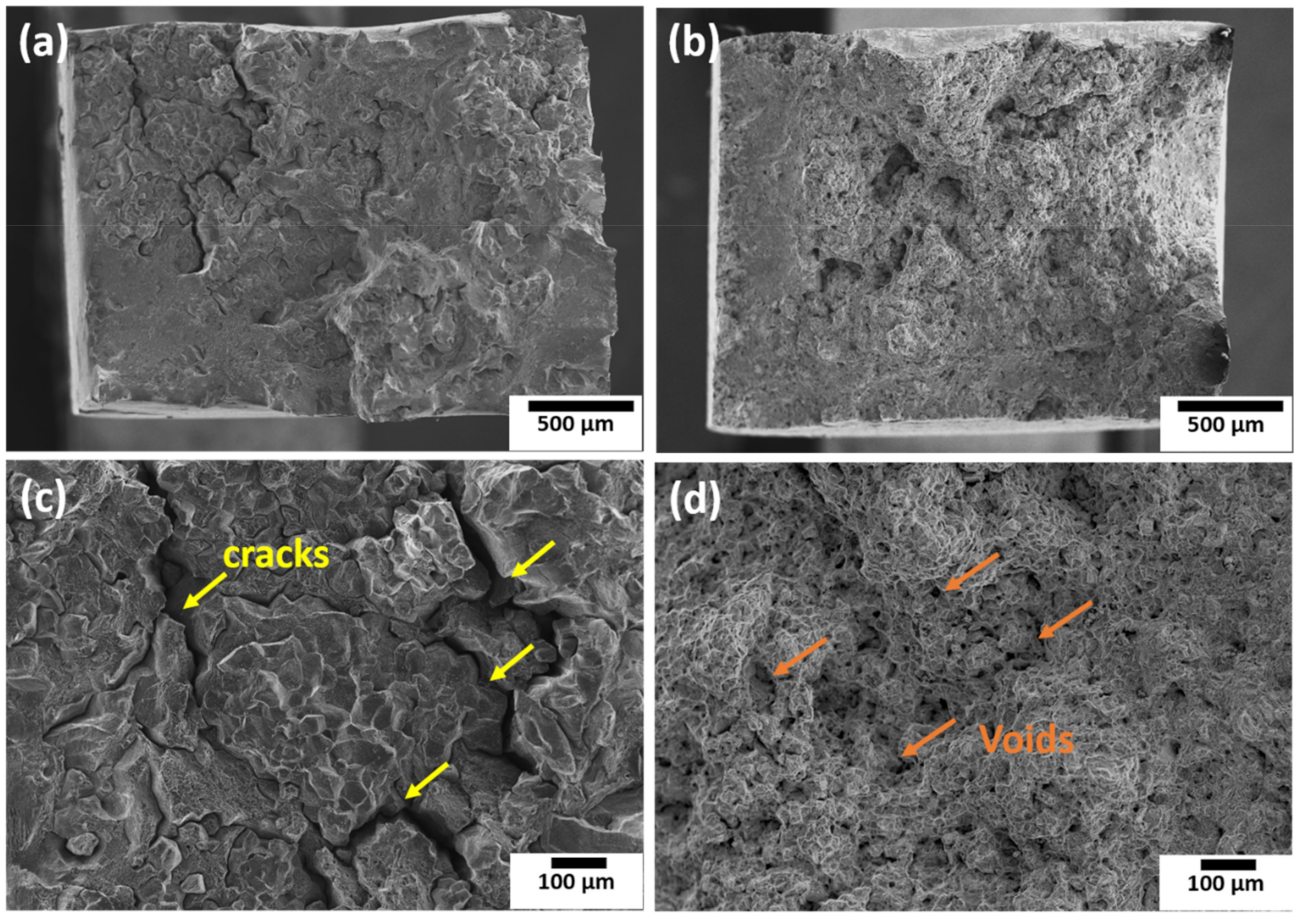
- The creep void formation and coalescence around the needle-shaped δ precipitates at the grain boundary lead to intergranular fracture in the STA and HSA specimens
- The lower amount of oxygen, the higher twin boundary fraction, and the homogeneous grain structure are the reasons for the superior creep properties of the C&W specimen compared to the EBM specimen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chaturvedi, M.C.; Han, Y.-F. Strengthening mechanisms in Inconel 718 superalloy. Met. Sci. 1983, 17, 145–149. [Google Scholar] [CrossRef]
- Brooks, J.; Bridges, P. Metallurgical Stability of Inconel Alloy 718. Superalloys 1988, 88, 33–42. [Google Scholar] [CrossRef]
- Moll, J.H.; Maniar, G.N.; Muzyka, D.R. Heat treatment of 706 alloy for optimum 1200 °F stress-rupture properties. Met. Mater. Trans. A 1971, 2, 2153–2160. [Google Scholar] [CrossRef]
- Lingenfelter, A. Welding of Inconel Alloy 718: A Historical Overview. Superalloys 1989, 718, 673–683. [Google Scholar]
- Kakehi, K.; Banoth, S.; Kuo, Y.-L.; Hayashi, S. Effect of yttrium addition on creep properties of a Ni-base superalloy built up by selective laser melting. Scr. Mater. 2020, 183, 71–74. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing technology. Manuf. Rev. 2014, 1, 2. [Google Scholar] [CrossRef]
- Sochalski-Kolbus, L.M.; Payzant, E.; Cornwell, P.A.; Watkins, T.; Babu, S.; Dehoff, R.; Lorenz, M.; Ovchinnikova, O.; Duty, C. Comparison of Residual Stresses in Inconel 718 Simple Parts Made by Electron Beam Melting and Direct Laser Metal Sintering. Met. Mater. Trans. A 2015, 46, 1419–1432. [Google Scholar] [CrossRef]
- Murr, L.; Gaytan, S.; Ceylan, A.; Martinez, E.; Martinez, J.; Hernandez, D.; Machado, B.; Ramirez, D.; Medina, F.; Collins, S. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Loeber, L.; Biamino, S.; Ackelid, U.; Sabbadini, S.; Epicoco, P.; Fino, P.; Eckert, J. Comparison of selective laser and electron beam melted titanium aluminides. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference SFF, Austin, TX, USA, 8–10 August 2011; pp. 547–556. [Google Scholar]
- Strondl, A.; Palm, M.; Gnauk, J.; Frommeyer, G. Microstructure and mechanical properties of nickel based superalloy IN718 produced by rapid prototyping with electron beam melting (EBM). Mater. Sci. Technol. 2011, 27, 876–883. [Google Scholar] [CrossRef]
- Goel, S.; Sittiho, A.; Charit, I.; Klement, U.; Joshi, S. Effect of post-treatments under hot isostatic pressure on microstructural characteristics of EBM-built Alloy 718. Addit. Manuf. 2019, 28, 727–737. [Google Scholar] [CrossRef]
- Nandwana, P.; Kirka, M.; Okello, A.; Dehoff, R. Electron beam melting of Inconel 718: Effects of processing and post-processing. Mater. Sci. Technol. 2017, 34, 612–619. [Google Scholar] [CrossRef]
- Deng, D.; Moverare, J.; Peng, R.L.; Söderberg, H. Microstructure and anisotropic mechanical properties of EBM manufactured Inconel 718 and effects of post heat treatments. Mater. Sci. Eng. A 2017, 693, 151–163. [Google Scholar] [CrossRef]
- Kirka, M.M.; Medina, F.; Dehoff, R.; Okello, A. Mechanical behavior of post-processed Inconel 718 manufactured through the electron beam melting process. Mater. Sci. Eng. A 2017, 680, 338–346. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.-H.; Koizumi, Y.; Saito, T.; Yamanaka, K.; Li, Y.-P.; Cui, Y.; Chiba, A. Electron beam additive manufacturing of Inconel 718 alloy rods: Impact of build direction on microstructure and high-temperature tensile properties. Addit. Manuf. 2018, 23, 457–470. [Google Scholar] [CrossRef]
- Helmer, H.; Bauereiß, A.; Singer, R.; Körner, C. Grain structure evolution in Inconel 718 during selective electron beam melting. Mater. Sci. Eng. A 2016, 668, 180–187. [Google Scholar] [CrossRef]
- Yu, H.; Hayashi, S.; Kakehi, K.; Kuo, Y.-L. Study of Formed Oxides in IN718 Alloy during the Fabrication by Selective Laser Melting and Electron Beam Melting. Metals 2018, 9, 19. [Google Scholar] [CrossRef] [Green Version]
- Im, S.-Y.; Jun, S.-Y.; Lee, J.-W.; Lee, J.-H.; Lee, B.-S.; Lee, H.-J.; Hong, H.-U. Unidirectional columnar microstructure and its effect on the enhanced creep resistance of selective electron beam melted Inconel 718. J. Alloy. Compd. 2020, 817, 153320. [Google Scholar] [CrossRef]
- Sass, V.; Glatzel, U.; Feller-Kniepmeier, M. Anisotropic creep properties of the nickel-base superalloy CMSX-4. Acta Mater. 1996, 44, 1967–1977. [Google Scholar] [CrossRef]
- Kakehi, K. Tension/compression asymmetry in creep behavior of a Ni-based superalloy. Scr. Mater. 1999, 41, 461–465. [Google Scholar] [CrossRef]
- Caron, P.; Ohta, Y.; Nakagawa, Y.; Khan, T. Creep Deformation Anisotropy in Single Crystal Superalloys. Superalloys 1988, 1988, 215–224. [Google Scholar]
- Mackay, R.A.; Maier, R.D. The influence of orientation on the stress rupture properties of nickel-base superalloy single crystals. Met. Mater. Trans. A 1982, 13, 1747–1754. [Google Scholar] [CrossRef]
- Niang, A.; Viguier, B.; Lacaze, J. Some features of anisothermal solid-state transformations in alloy. Mater. Charact. 2010, 61, 525–534. [Google Scholar] [CrossRef] [Green Version]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Precipitation of the δ-Ni3Nb phase in two nickel base superalloys. Met. Mater. Trans. A 1988, 19, 453–465. [Google Scholar] [CrossRef]
- Han, Y.; Chaturvedi, M. Steady state creep deformation of superalloy inconel. Mater. Sci. Eng. 1987, 89, 25–33. [Google Scholar] [CrossRef]
- Langdon, T.G. Grain boundary sliding as a deformation mechanism during creep. Philos. Mag. 1970, 22, 689–700. [Google Scholar] [CrossRef]
- Han, Y.-F.; Deb, P.; Chaturvedi, M.C. Coarsening behaviour of γ″- and γ′-particles in Inconel alloy. Met. Sci. 1982, 16, 555–562. [Google Scholar] [CrossRef]
- Azadian, S. Aspects of precipitation in alloy Inconel 718. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2004; pp. 51–67. Available online: http://www.diva-portal.org/smash/get/diva2:999089/FULLTEXT01.pdf (accessed on 2 March 2022).
- Ansell, G.S.; Weertman, S. Creep of a Dispersion-Hardened Aluminum Alloy; Naval Research Lab.: Washington, DC, USA, 1958; p. 838. [Google Scholar]
- Chen, W.; Chaturvedi, M. The effect of grain boundary precipitates on the creep behavior of Inconel 718. Mater. Sci. Eng. A 1994, 183, 81–89. [Google Scholar] [CrossRef]
- Chen, W.; Chaturvedi, M. Dependence of Creep Fracture of Inconel 718 on Grain Boundary Precipitates. Acta Mater. 1997, 45, 2735–2746. [Google Scholar] [CrossRef]
- Kuo, C.-M.; Yang, Y.-T.; Bor, H.-Y.; Wei, C.-N.; Tai, C.-C. Aging effects on the microstructure and creep behavior of Inconel 718 superalloy. Mater. Sci. Eng. A 2009, 510–511, 289–294. [Google Scholar] [CrossRef]
- Son, K.-T.; Phan, T.; Levine, L.; Kim, K.-S.; Lee, K.-A.; Ahlfors, M.; Kassner, M. The creep and fracture properties of additively manufactured Inconel. Materials 2021, 15, 101021. [Google Scholar] [CrossRef]
- Son, K.; Kassner, M.E.; Lee, K.A. The Creep Behavior of Additively Manufactured Inconel 625. Adv. Eng. Mater. 2020, 22, 1900543. [Google Scholar] [CrossRef]
- Rao, G.A.; Srinivas, M.; Sarma, D. Effect of oxygen content of powder on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel. Mater. Sci. Eng. A 2006, 435–436, 84–99. [Google Scholar] [CrossRef]
- Nagahari, T.; Nagoya, T.; Kakehi, K.; Sato, N.; Nakano, S. Microstructure and Creep Properties of Ni-Base Superalloy IN718 Built up by Selective Laser Melting in a Vacuum Environment. Metals 2020, 10, 362. [Google Scholar] [CrossRef] [Green Version]
- Gessinger, G.H.; Bomford, M.J. Powder Metallurgy of Superalloys. Int. Met. Rev. 1974, 19, 51–76. [Google Scholar] [CrossRef]
- Woodford, D.; Bricknell, R. Environmental Embrittlement of High Temperature Alloys by Oxygen. Treatise Mater. Sci. Technol. 1983, 25, 157–199. [Google Scholar]
- Huang, Z.; Iwashita, C.; Chou, I.; Wei, R.P. Environmentally assisted, sustained-load crack growth in powder metallurgy nickel-based superalloys. Met. Mater. Trans. A 2002, 33, 1681–1687. [Google Scholar] [CrossRef]
- Hayes, R.; Smith, D.; Wanner, E.; Earthman, J. Effect of environment on the rupture behavior of alloys 909 and 718. Mater. Sci. Eng. A 1994, 177, 43–53. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IN718 | Ni | Cr | Nb | Mo | Ti | Al | Co | Cu | C | Si | Mn | O | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EBM | 52.59 | 19.3 | 4.89 | 3.04 | 1.07 | 0.54 | 0.01 | 0.04 | 0.03 | 0.05 | 0.17 | 142 ppm | Bal. |
| C&W | 53.16 | 18.8 | 5.01 | 2.99 | 0.92 | 0.60 | 0.28 | 0.03 | 0.04 | 0.07 | 0.02 | 7 ppm | Bal. |
| Specimen | Solutionization/Homogenization | Aging |
|---|---|---|
| AB | - | - |
| DA | - | 720 °C/8 h/FC + 620 °C/10 h/AC |
| SA | 980 °C/1 h/AC | 720 °C/8 h/ FC + 620 °C/10 h/AC |
| HSA | 1095 °C/1 h/AC + 955 °C/6 h/AC | 720 °C/8 h/FC + 620 °C/10 h/AC |
| HA | 1095 °C/1 h/AC | 720 °C/8 h/FC + 620 °C/10 h/AC |
| C&W | 980 °C/1 h/AC | 720 °C/8 h/FC + 620 °C/10 h/AC |
| Specimen | Creep Life (h) | Creep Elongation (%) | Minimum Creep Rate (10−8 s−1) |
|---|---|---|---|
| AB | 296.78 | 4.20 | 0.50 |
| DA | 617.05 | 4.05 | 0.15 |
| SA | 124.70 | 6.05 | 4.96 |
| HSA | 116.46 | 7.16 | 5.52 |
| HA | 238.62 | 9.64 | 1.01 |
| C&W | 787.46 | 6.40 | 0.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palleda, T.N.; Banoth, S.; Kuo, Y.-L.; Kakehi, K. Influences of Post-Heat Treatment on the Microstructure Evolution and Creep Properties of Ni-Based Superalloy IN718 Fabricated by Electron Beam Melting. Metals 2022, 12, 446. https://doi.org/10.3390/met12030446
Palleda TN, Banoth S, Kuo Y-L, Kakehi K. Influences of Post-Heat Treatment on the Microstructure Evolution and Creep Properties of Ni-Based Superalloy IN718 Fabricated by Electron Beam Melting. Metals. 2022; 12(3):446. https://doi.org/10.3390/met12030446
Chicago/Turabian StylePalleda, Thaviti Naidu, Santhosh Banoth, Yen-Ling Kuo, and Koji Kakehi. 2022. "Influences of Post-Heat Treatment on the Microstructure Evolution and Creep Properties of Ni-Based Superalloy IN718 Fabricated by Electron Beam Melting" Metals 12, no. 3: 446. https://doi.org/10.3390/met12030446
APA StylePalleda, T. N., Banoth, S., Kuo, Y.-L., & Kakehi, K. (2022). Influences of Post-Heat Treatment on the Microstructure Evolution and Creep Properties of Ni-Based Superalloy IN718 Fabricated by Electron Beam Melting. Metals, 12(3), 446. https://doi.org/10.3390/met12030446