Abstract
Generally, AZ31 magnesium alloys have poor formation ability near room temperature. This material, with ultrafine grains, usually exhibits excellent superplasticity at high temperature. Therefore, the preparation of materials with suitable microstructures to obtain the superplasticity is an important goal. In this study, the double-side FSW (Friction Stir Processing) process was applied on the AZ31Mg alloy to obtain the microstructure with ultra-fine grains. The effect of the FSW on the microstructure and the mechanism of microstructure evolution was elaborated. Meanwhile, the effects of deformation parameters, temperature, and strain rate on flow behavior and superplasticity of the joint were systematically and comparatively studied. It was found that the microstructure at the joint center with double-side FSW could obtain much finer grains with an average grain size of 9.6 μm compared with the rolled materials (25.9 μm). The high temperature deformation results showed that the optimum elongation (446%) was achieved with the deformation temperature of 450 °C and strain rate of 0.0003 s−1, which was far greater than the elongation of the room temperature (20.8%). The mechanism of parameters on deformation behavior of the joint samples was elaborated.
1. Introduction
Automotive manufacturers have been investigating methods to reduce fuel consumption in their vehicles due to the effect of the increasingly stringent emissions regulations [1,2,3]. Weight reduction is one of the most effective methods of lowering fuel consumption and subsequent exhaust emissions. As one of the lightest engineering materials, magnesium alloy has attracted attention as a potential material used in automotive applications [4,5,6,7]. They can even be adopted to substitute some polymers due to their similar mechanical properties, more recyclability and cheaper prices [8]. As a typical hexagonal close packed (hcp) structure metal, magnesium alloy also shows relatively lower numbers of slip systems at room temperature, leading to their low ductility [9]. Its products are fabricated through the casting technology because of the poor deformability, which limits severely the wide application of the structural components [10,11,12].
Generally, the Mg alloy, processed through the forging process, exhibits more desirable mechanical properties for fatigue-critical structural components than that fabricated by casting technology [13]. The optimal method to fabricate a near net shape component with a nonuniform cross section is forging technology. However, the application of forging technology on magnesium alloy was inhibited significantly by its poor formability at low temperatures [14]. Luckily, their ductility can be improved greatly due to the prismatic and pyramidal slip systems that can be activated at elevated temperature [15], which make it possible for hot deformation technology to apply to the fabrication of the structural components. During the last two decades, an abundancy of research has been performed to study the high temperature behavior of magnesium alloy and to analyze its creep mechanisms and fracture morphologies. Del Valle et al. [16,17,18], for example, found the low microstructure thermal stability of AZ31Mg alloy, which leads to noticeable grain growth during tensile tests and a subsequent increase in flow stress. Lifshitz [19] indicated that grain boundary sliding led to grains elongation in the tensile direction. Rachinger [20] provided a model based on grain displacement without any changes in the grain shape. Both Lifshitz and Rachinger’s sliding can make similar offsets in marker lines [21,22,23]. Del Valle et al. researched the deformation mechanisms responsible for AZ31 alloy through the electron backscattered diffraction and found that the grain size of the samples transferred into 42 μm from 17 μm after it experienced an annealing at 450 °C for 16 h [18]. Watanabe et al. investigated the grain size dependence of strain rate; they obtained the coarse grain through the annealing process with a higher temperature than the deformation process. Thus, the effect of the temperature on the grain growth can be negligible [24]. Kim et al. [25] revealed a notable strengthening effect of the grain size at 300 °C and above when the grain size was increased from 11.5 to 130 μm. The aim of the present study was thus to modify the unified approach already developed and to take into account the potential effect of grain size. Furthermore, in combination with a severe plastic deformation process, such as rolling, extrusion, drawing, equal channel angular pressing (ECAP), and friction stir processing (FSW), it can lead to stable fine grain structures in wrought alloys [26,27,28,29,30]. The large stress and huge deformation values imposed during those technologies generate high dislocation densities in the materials, which evolve into ultrafine grain structures through recovery and recrystallization processes. Among those techniques, friction stir welding processing (FSW) is rapidly developing because it allows the attainment of large products with ultrafine grain microstructures and can be easily implemented in the industry.
As discussed above, the high temperature deformation mechanism is researched systematically, however, very few studies were reported on the effect of the double-sided FSW processes for the high-temperature deformation behavior of the wrought magnesium alloy. In this study, double-sided FSW process was employed to finish the welding of the rolled AZ31 magnesium alloy. Effects of double-sided FSW on microstructure evolution and high temperature deformation behaviors were studied.
2. Materials and Methods
The rolled plate of AZ31 magnesium alloy with a thickness of 6 mm was chosen in this study, and the chemical composition is listed in Table 1 and was obtained using inductively coupled plasma optical emission spectroscopy (ICP-OES). The double-sided FSW was employed to fabricate the ultrafine grains in the samples. The rectangular workpieces with the dimensions 100 mm × 100 mm were cut from the sheets. The contaminations adhering to the workpiece surfaces were removed through acetone cleaning before the welding process. The FSW was conducted by the vertical milling machine (HT-JM8x23/2, Aerospace Engineering Equipment Co., Ltd., Suzhou, China). The welding tool, with a shoulder diameter of 15 mm, probe diameter of 8 mm, and length of 6 mm, was manufactured using the materials (high-speed steel, HSS-H13) through the conventional lathe machine. Before the FSW process, the workpieces were fixed on the worktable, and the tool was fixed in the spindle. The welding process was carried out with the rotation speed of 500 r/min and welding speed of 60 r/min. After FSW, observations under optical microscopy (OM, Leica DMLM, Buffalo Grove, IL, USA), scanning electron microscopy (SEM, JSM-6010, JOEL, Akishima, Japan), and Electron Backscattered Diffraction (EBSD, Hikari XP, EDAX, San Diego, CA, USA) were carried out to analyze the microstructure of the joint center zones. The characterization of the microstructure was carried out at the cross-section of the joint. The samples for OM and SEM were ground with abrasive paper and then successively polished. The samples were etched using saturated picric acid reagent (4.2 g picric acid, 10 mL glacial acetic acid, 10 mL H2O, 70 mL of 95% ethanol) before observation. EBSD observations were performed on selected samples. The samples for EBSD were firstly mechanically polished through a similar process for optical observation. Then, the samples were electronically polished in the solution containing 10 mL perchloric acid and 90 mL ethanol for 20 s at −30 °C and 15 V.

Table 1.
Chemical composition of AZ31 rectangular workpieces (wt. s%).
Constant strain rate experiments were carried out on samples with 3 mm × 3 mm section and 10 mm gauge length machined from the sheet. A schematic illustrating the locations and orientations of the compression specimens is provided in Figure 1. The uniaxial tensile tests were conducted at the temperature of 400, 450, 500, and 550 °C, at constant true strain rates of 0.01/s, 0.003/s, 0.001/s, and 0.0003/s, using the Instron8801 testing machine (Instron Corporation, Boston, MA, USA). Each sample was slowly heated and then loaded after 1h soaking at the testing temperature. Elongation was continuously measured by liner variable differential transformer (LVDT) (Dongguan Jiaxin sensing Technology Co., Ltd., Dongguan, China) and converted in true (logarithmic) strain. The mechanical properties testing of the samples under room temperature were performed with an MTS Landmark testing machine (MTS Systems Corporation, Eden Prairie, MN, USA) in accordance with the standard (GB/T 2975—1998). There were five parallel samples for the tensile testing at room temperature.
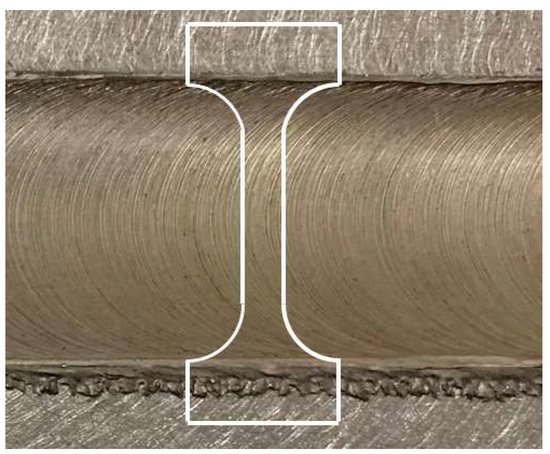
Figure 1.
Locations and orientations of tensile testing specimens for high temperature deformation.
3. Results
The welded specimen and macrograph of the FSW weld at a transverse cross-section are depicted in Figure 2. Figure 2a exhibits ripple marks with less flash and good surface finish. It can be seen that there are three typical zones: stir zone (SZ), thermomechanical affected zone (TMAZ), and heat affected zone (HAZ) at the transverse cross-section microscope of the FSW weld from Figure 2b. Comparing with Figure 2c, experienced the conventional FSW process, it can be confirmed that the bigger SZ areas could be obtained through the double-sided FSW process. In addition, the microstructure difference of double surface of the joint can be reduced significantly by the double-sided FSW technology.
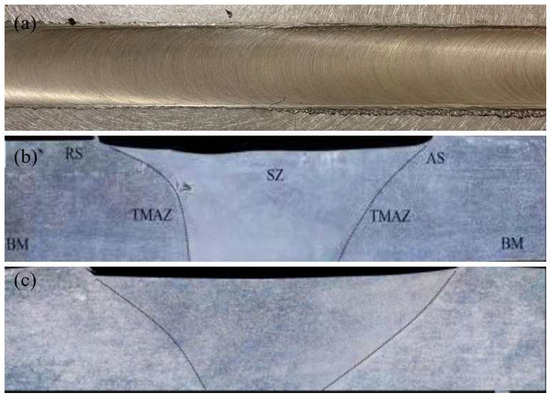
Figure 2.
Macrograph of the FSW weld: (a) surface appearance of weld; (b) transverse cross-section of double-sided FSW sample; (c) transverse cross-section of conventional FSW sample.
Figure 3 shows the optical microstructure of the BM (origin material) and the center of the SZ. The typical hot-rolling microstructure is shown in base materials, shown in Figure 3a, which were composed of minority fine equiaxed crystal and strip grain. The microstructure at the center of the weld joint after FSW was mainly composed of fine equiaxed grains (Figure 3b).
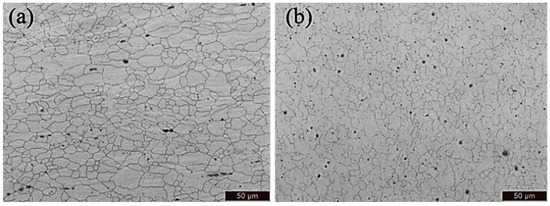
Figure 3.
OM image of the FSW weld: (a) base materials; (b) SZ.
In order to further study the effect of the double-sided FSW technology on the materials, the EBSD was carried out to analyze the microstructure of the joint. From the Figure 4a, it can be seen that the microstructure of the base material presents the typical hot-rolling microstructure, which is composed of equiaxed grains and elongated shape grains with an average size of 25.9 μm. The microstructure was observed to contain a number of twins inside the grains. After the double-sided FSW process, the SZ of the joint is composed of fine and equiaxed grains with an average grain size of 9.6 μm. Meanwhile, there is no indication of twining in the sample of the joint, shown in Figure 4b.
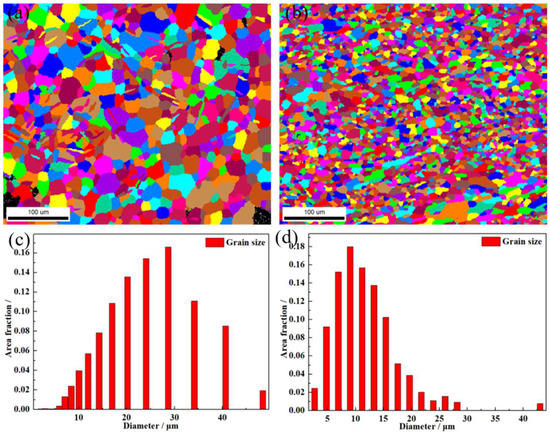
Figure 4.
EBSD results of the samples with and without double-sided FSW process: (a) grain morphology of the BM; (b) grain morphology of the joint; (c) grain size distribution of BM; (d) grain size distribution of the joint.
Figure 5 shows the grain boundary characteristics of the samples. From Figure 5a, numerous sub-boundaries can be found in the microstructure of the BM samples. After the double-sided FSW process, a majority of the sub-boundaries disappeared (Figure 5b). Figure 5c,d displays the fraction of the grain boundary misorientation. In the BM sample, the fraction of the low-angle grain boundary (LAGB, <15°) is 25.6%. The fraction of the LAGB reduced significantly to 6.5% when the materials experienced the double-sided FSW process. Meanwhile, the fraction of high angle grain-boundary (HAGB, >15°) increased significantly with the disappearance of the LAGBs.
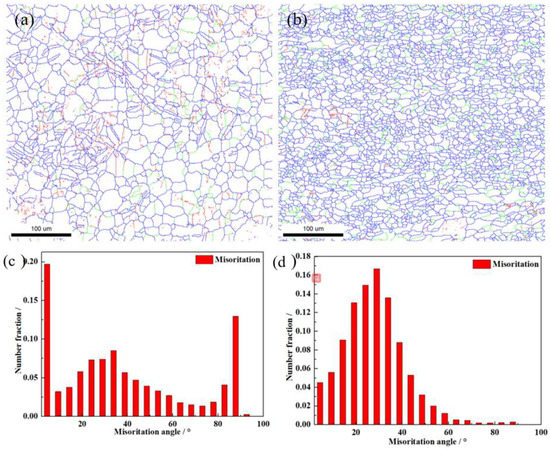
Figure 5.
Grain boundary distribution and frequency of misorientation of the samples with and without the double-sided FSW process: BM: (a) distribution of the grain boundary; (c) frequency of misorientation, joint of FSW sample; (b) distribution of the grain boundary; (d) frequency of misorientation. (Red line: 2–5°; green line: 5–15°; blue line: >15°.)
Figure 6 shows the representative flow curves obtained at different deformation parameters. Obviously, the effects of the deformation temperature and strain rate on the deformation behavior of AZ31Mg alloys are significant. A notable feature of the curves presented in Figure 6 is the shift of the strain for peak stress towards higher values as the strain rate is decreased. In the initial stage, the stress increases sharply until there is high stress with very small strain. Subsequently, the stress raises slowly to a peak stress and then decreases with a low rate until the fracture of the samples when the deformation is conducted at the temperatures 400 °C, 450 °C, and 500 °C. For the curve of 550 °C, however, a relatively stable stress appeared after the finish of the initial deformation stage and showed a dynamic flow softening.
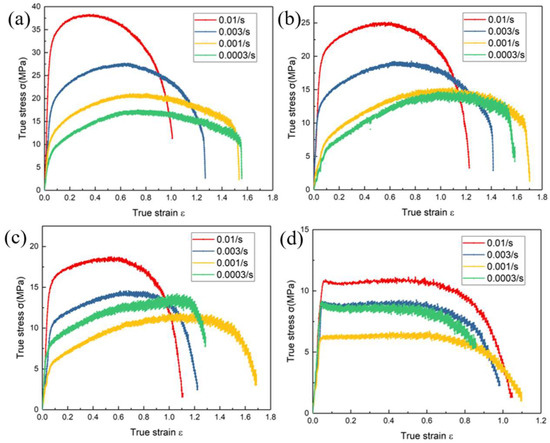
Figure 6.
Stress–strain curves of FSW samples obtained at different deformation parameters: (a) 400 °C; (b) 450 °C; (c) 500 °C; (d) 550 °C.
Figure 7 shows the mechanical properties under room temperature and the elongation of the samples subjected to deformation at different temperatures and strain rates. Compared with Figure 6, the sample deformed under high temperature presents a lower stress than room temperature. Meanwhile, a significantly higher elongation can be obtained under a high deformation temperature. It can be seen that the highest elongation could be obtained at the temperature of 450 °C when the deformation was conducted without the change of the strain rate. At the same deformation temperature, the elongation was increasing with the decrease of the strain rate. The highest elongation was obtained when the sample deformed under the temperature of 450 °C and the strain rate of 0.0003 s−1.
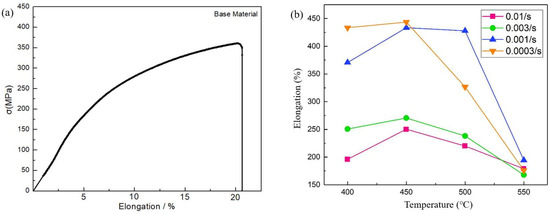
Figure 7.
Mechanical performance of FSW AZ31 magnesium alloy deformation at different temperatures and strain rates: (a) stress-strain curves at room temperature; (b) elongation with high temperature.
4. Discussion
4.1. The Effect of Double-Sided FSW on the Microstructure
The poor deformation ability of magnesium alloys, caused by the limited number of slip systems associated with a hexagonal, close-packed crystal structure, may strongly promote their microstructure evolution performed through the twin mechanism. Therefore, abundant twins were preserved in the BM sample manufactured by the conventional rolling process. It is easy to cause the recrystallization in the magnesium alloy due to its low-level fault energy (60–78 JM/m2) during the thermal deformation process [31]. In the FSW, the materials adjoining the weld tool underwent the heating and severe deformation caused by the tool rotation, which induced the recrystallization and led to the appearance of fine equiaxed grains [32]. The increase of the HAGB proportion was generated through the recrystallization caused by the double-sided FSW process. Therefore, it can be concluded that grain refinement can be mainly driven by the grain recrystallization mechanism of the magnesium alloy. In this process, the microstructure evolution was related to discontinuous and continuous recrystallization. Due to the insufficiency of the basal slip to accommodate arbitrary strains in magnesium, twinning also promoted the material deformation [33]. Although nearly no twins were observed in the joint, it should be emphasized that the twinning mechanism played an important role in the microstructural evolution of FSW joint [34].
The material flow in the FSW process can be divided into a horizontal flow and vertical flow. Meanwhile, the deformation difference of the materials between the upper surface and the lower surface is ineluctable, which results in the obvious microstructure difference between the upper surface and the lower surface of the joint. The double-sided FSW can promote the vertical flow, enhancing the material strain at the joint. Hence, a more uniform and drastic deformation can be obtained with double-sided FSW than the conventional FSW conducted at the same surface, leading to the smaller and more uniform grain size in double-sided FSW samples.
4.2. The Effect of Deformation Parameters on the Deformation Behavior
The effect of the temperature and strain rate on the deformation behavior of AZ31Mg alloy are significant. According to the results of Figure 6, it can be concluded that the peak stress could be elevated with the increase of the strain rate when the deformation was performed at the same temperature. Generally, the intrinsic relationship between the flow stress and thermal-dynamic behavior can be indicated commendably by the true stress–true strain curves. During the initial stage of deformation, the dislocation multiplication speed was very high, correspondingly resulting in a fast increase of dislocation density [35]. Numerous interactions inhibited the dislocation motion, and the work hardening process was predominant, resulting in the sharp increase of the stress at a very low strain. When the strain increased to a certain degree, dynamic softening was activated, but work hardening is still the main deformation mechanism. With the increase of the deformation degree, the potential driving force of the dynamic softening increased, resulting in the rate of stress elevation decreasing. Therefore, the curve tends to be flat [36,37]. The degree of the dynamic softening behavior was enhanced with the increase of the deformation degree. The peak stress was obtained when the work hardening and dynamic softening reached a dynamic equilibrium. The softening phenomenon is mainly attributed to the dynamic recrystallization due to the low-level fault energy (60–78 JM/m2) of the magnesium alloy [31]. Under a constant deformation temperature, a higher strain rate provides shorter time for energy accumulation, thus dynamic recrystallization cannot occur completely. Therefore, it increased the critical shear stress for triggering the slip systems, resulting in the increase of flow stress. At a constant strain rate, flow stress increased with the decline of deformation temperature. With the increase of deformation temperature, the atoms become more active, the binding force between atoms decreases, and more slip systems become active [38]. The dislocations also become more active. In addition, the nucleation rate and growth rate of dynamically recrystallized grain also increases. Therefore, the softening effect increases, leading to the decrease of flow stress.
From Figure 7, it can be found that the elongations of all the samples were more than 100%, indicating the appearance of the superplasticity. In the process of the high temperature deformation, the grain boundary sliding and atomic free energy can be promoted by the increasing appropriate deformation temperature, resulting in the increase of the diffusional creep ability and superplasticity [39]. The grain coarsening generated when the deformation temperature was higher than 450 °C, therefore, the elongation decreased. During the deformation process, longer deformation time was obtained at a low strain rate. The grain boundary had enough time to finish the process of the sliding and diffusion process, showing a higher elongation. In conclusion, the highest elongation was obtained at the deformation temperature of 450 °C and strain rate of 0.0003 s−1.
5. Conclusions
This work aimed to study the effects of FSW technology on the microstructure and the high temperature deformation behavior of the AZ31 alloy. The following conclusions can be drawn:
- (1)
- The application of double-sided FSW induces an excellent refinement efficiency of the microstructure, and the grain size decreased significantly to 9.6 μm from initial 25.9 μm. The microstructure refine was carried out through the recrystallization mechanism.
- (2)
- After the FSW process, a fraction of high angle grain boundary obtains an obvious increase (6.5%). The increase of high angle grain boundary proportion and ultrafine grain lay the optimal foundation for superplasticity.
- (3)
- The optimum deformation performance (elongation—446%, stress—14.5 MPa) of the AZ31 alloy weld joints can be obtained at the deformation temperature of 450 °C and strain rate of 0.0003 s−1, indicating the appearance of the superplasticity.
Author Contributions
H.H. guided the investigation and experiments; S.C. analyzed the experiment data and mechanism, wrote the paper, and revised the paper; Y.Z. optimized the research plan and revised the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Al-Alawi, B.M.; Bradley, T.H. Analysis of corporate average fuel economy regulation compliance scenarios inclusive of plug in hybrid vehicles. Appl. Energy 2014, 113, 1323–1337. [Google Scholar] [CrossRef]
- Kim, G.T. High strength aluminum alloy for die casting. J. Korea Foundry Soc. 2011, 31, 101–105. [Google Scholar] [CrossRef][Green Version]
- David, B.; Eva, M.R.; Raquel, M.L.; María, A.S. Sustainable Processes in Aluminium, Magnesium, and Titanium Alloys Applied to the Transport Sector: A Review. Metals 2022, 12, 9. [Google Scholar] [CrossRef]
- Simar, A.; Avettand-Fènoël, M.N. State of the art about dissimilar metal friction stir welding. Sci. Technol. Weld. Join. 2017, 22, 389–403. [Google Scholar] [CrossRef]
- Shah, L.H.; Othman, N.H.; Gerlich, A. Review of research progress on aluminum-magnesium dissimilar friction stir welding. Sci. Technol. Weld. Join. 2018, 23, 256–270. [Google Scholar] [CrossRef]
- Liu, L.; Ren, D.; Liu, F. A review of dissimilar welding techniques for magnesium alloys to aluminum alloys. Materials 2014, 7, 3735–3757. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Ziaei, S.; Zikry, M.A. Modeling the effects of dislocation–density interaction, generation, and recovery on the behavior of H.C.P. materials. Metall. Mater. Trans. A 2015, 46, 4478–4490. [Google Scholar] [CrossRef]
- Roodposhti, P.S.; Farahbakhsh, N.; Sarkar, A.; Murty, K.L. A microstructural approach to the equal channel angular processing of commercially pure titanium—A review. Trans. Nonferrous Met. Soc. China 2015, 25, 1353–1366. [Google Scholar] [CrossRef]
- Mirzadeh, H. Constitutive analysis of Mg–Al–Zn magnesium alloys during hot deformation. Mech. Mater. 2014, 77, 80–85. [Google Scholar] [CrossRef]
- Chen, X.; Liao, Q.; Niu, Y.; Jia, Y.; Le, Q.; Ning, S.; Hu, C.; Hu, K.; Yu, F. Comparison study of hot deformation behavior and processing map of AZ80 magnesium alloy casted with and without ultrasonic vibration. J. Alloys Compd. 2019, 803, 585–596. [Google Scholar] [CrossRef]
- Jiang, M.G.; Yan, H.; Gao, L.; Chen, R.S. Microstructural evolution of Mg-7Al-2Sn Mg alloy during multi-directional impact forging. J. Magnes. Alloy. 2015, 3, 180–187. [Google Scholar] [CrossRef]
- Spigarelli, S.; Ruano, O.A.; Mehtedi, M.E.; Valle, J.A. High temperature deformation and microstructural instability in AZ31 magnesium alloy. Mater. Sci. Eng. A 2013, 570, 135–178. [Google Scholar] [CrossRef]
- Doege, E.; Dröder, K. Sheet metal forming of magnesium wrought alloys formability. J. Mater. Process Technol. 2001, 115, 14–19. [Google Scholar] [CrossRef]
- Chapuis, A.; Driver, J. Temperature dependency of slip and twinning in plane strain compressed magnesium single crystals. Acta Mater. 2010, 59, 1986–1994. [Google Scholar] [CrossRef]
- Valle, J.A.D.; Carre, O.F.; Ruano, O.A. On the threshold stress for superplasticity in Mg–Al–Zn alloys. Scr. Mater. 2007, 57, 829–832. [Google Scholar] [CrossRef]
- Valle, J.; Penalba, F.; Ruano, O.A. Optimization of the microstructure for improving superplastic forming in magnesium alloys. Mater. Sci. Eng. A 2007, 467, 165–171. [Google Scholar] [CrossRef]
- del Valle, J.A.; Pérez-Prado, M.T.; Ruano, O.A.; Pérez-Prado, M.T. Deformation mechanisms responsible for the high ductility in a Mg AZ31 alloy analyzed by electron backscattered diffraction. Metall. Mater. Trans. A 2005, 36, 1427–1438. [Google Scholar] [CrossRef]
- Lifshitz, I.M. On the theory of diffusion-viscous flow of polycrystalline bodies. Sov. Phys. Jetp-Ussr 1963, 17, 909–920. [Google Scholar]
- Rachinger, W.A. Relative grain translations in the plastic flow of aluminum. J. Inst. Met. 1952, 81, 33–41. [Google Scholar]
- Korla, R.; Chokshi, A.H. A constitutive equation for grain boundary sliding: An experimental approach. Metall. Mater. Trans. A 2013, 45, 698–708. [Google Scholar] [CrossRef]
- Cannon, W.R. The contribution of grain boundary sliding to axial strain during diffusion creep. Philos. Mag. 1972, 25, 1489–1497. [Google Scholar] [CrossRef]
- Langdon, T.G. A unified approach to grain boundary sliding in creep and superplasticity. Acta Metall. 1994, 42, 2437–2443. [Google Scholar] [CrossRef]
- Watanabe, H.; Tsutsui, H.; Mukai, T.; Kohzu, M.; Tanabe, S.; Higashi, K. Deformation mechanism in a coarse-grained Mg–Al–Zn alloy at elevated temperatures. Int. J. Plast. 2001, 17, 387–397. [Google Scholar] [CrossRef]
- Kim, W.J.; Chung, S.W.; Chung, C.S.; Kum, D. Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures. Acta Mater. 2001, 49, 3337–3345. [Google Scholar] [CrossRef]
- Zhou, H.; Ye, B.; Wang, Q.; Guo, W. Uniform fine microstructure and random texture of Mg–9.8Gd–2.7Y–0.4Zr magnesium alloy processed by repeated-upsetting deformation. Mater. Lett. 2012, 83, 175–178. [Google Scholar] [CrossRef]
- Ankit, K.P.; Kanhu, C.N.; Mahapatrab, S.S. Characterization of friction stir spot welding between copper and poly-methyl-methacrylate (PMMA) sheet. Mater. Today Commun. 2019, 19, 131–139. [Google Scholar]
- Yu, Y.; Kuang, S.; Chu, D.; Zhou, H.; Li, J.; Li, C. Microstructure and Low-Temperature Superplasticity of Fine-Grain ZK60 Magnesium Alloy Produced by Equal-Channel Angular Pressing. Met. Microstruct. Anal. 2015, 4, 518–524. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- Zhanga, T.; Cuia, H.; Cuia, X.; Chenb, H.; Zhaoc, E.; Changd, L.; Pana, Y.; Fenga, R.; Zhaie, S.; Chai, S. Effect of addition of small amounts of samariumon microstructural evolution and mechanical properties enhancement of an as-extruded ZK60 magnesium alloy sheet. J. Mater. Res. Technol. 2020, 9, 133–141. [Google Scholar] [CrossRef]
- Mwembela, A.; Konopleva, E.; McQueen, H.J. Hot workability of Mg alloys AZ31 andAZ31-Mn, Recent developments in light metal. MetSoc CIM 1994, 7, 365–374. [Google Scholar]
- Li, Y.J.; Qin, F.M.; Liu, C.R.; Wu, Z.S. A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals 2017, 7, 524. [Google Scholar] [CrossRef]
- Tamadon, A.; Dirk, J.; Clucas, D.; Sued, K. Texture Evolution in AA6082-T6 BFSW Welds: Optical Microscopy and EBSD Characterisation. Materials 2019, 12, 3215. [Google Scholar] [CrossRef] [PubMed]
- Memon, S.; Fydrych, D.; Fernandez, A.C.; Derazkola, H.A. Effects of FSW Tool Plunge Depth on Properties of an Al-Mg-Si Alloy T-Joint: Thermomechanical Modeling and Experimental Evaluation. Materials 2021, 14, 4754. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Overview no. 35 Dynamic recrystallization: Mechanical and microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Sarebanzadeh, M.; Mahmudi, R.; Roumina, R. Constitutive analysis and processing map of an extruded Mg–3Gd–1Zn alloy under hot shear deformation. Mater. Sci. Eng. A 2015, 637, 155–161. [Google Scholar] [CrossRef]
- Wei, G.; Peng, X.; Hadadzadeh, A.; Mahmoodkhani, Y.; Xie, W.; Yang, Y.; Wells, M.A. Constitutive modeling of Mg–9Li–3Al–2Sr–2Y at elevated temperatures. Mech. Mater. 2015, 89, 241–253. [Google Scholar] [CrossRef]
- Wang, L.; Huang, G.; Fan, Y.; Lu, Z.; Pan, F. Hot deformation kinetics of magnesium alloy AZ31. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2006, 21, 15–17. [Google Scholar]
- Guo, Y.H.; Yao, D.; Xuan, Y.; Lia, C.N.; Yang, S. Characterization of Hot Deformation Behavior and Processing Maps of Mg-3Sn-2Al-1Zn-5Li Magnesium Alloy. Metals 2019, 9, 1262. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).