
Effect of Prolonged Thermal Exposure on Low-Cycle Bending Fatigue Resistance of Low-Carbon Steel

 , ,
, ,
Abstract
:1. Introduction
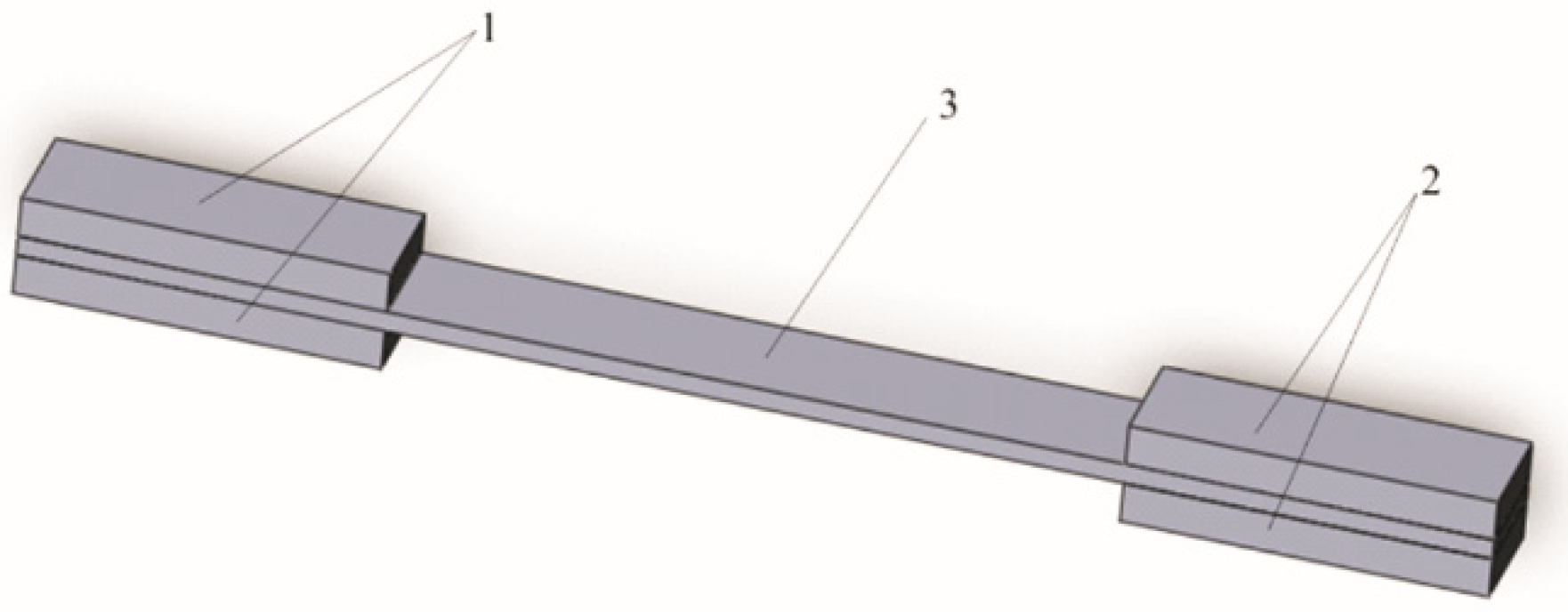
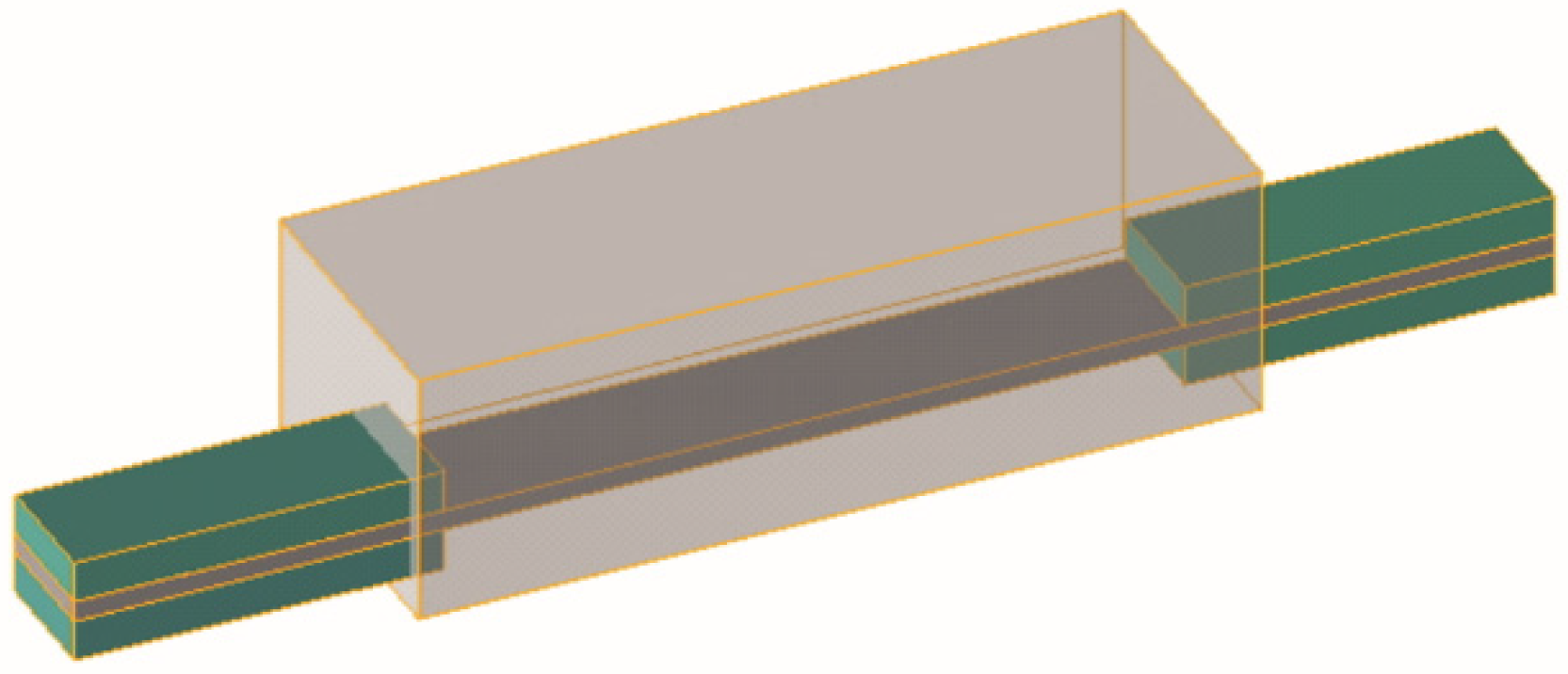
2. Materials and Methods
- As delivered;
- After heat treatment (TO-1), provoking temper embrittlement, according to the mode: heating to 650 °C at a rate of 200 °C/h; cooling to 480 °C at a rate of 1 °C/h; further slow cooling with an oven to room temperature [11];
- After heat treatment (TO-2), provoking the growth of austenite grains, according to the mode: heating to 1200 °C at a rate of 200 °C/h; exposure—3.7 h; further slow cooling with an oven to room temperature.
3. Results and Discussion
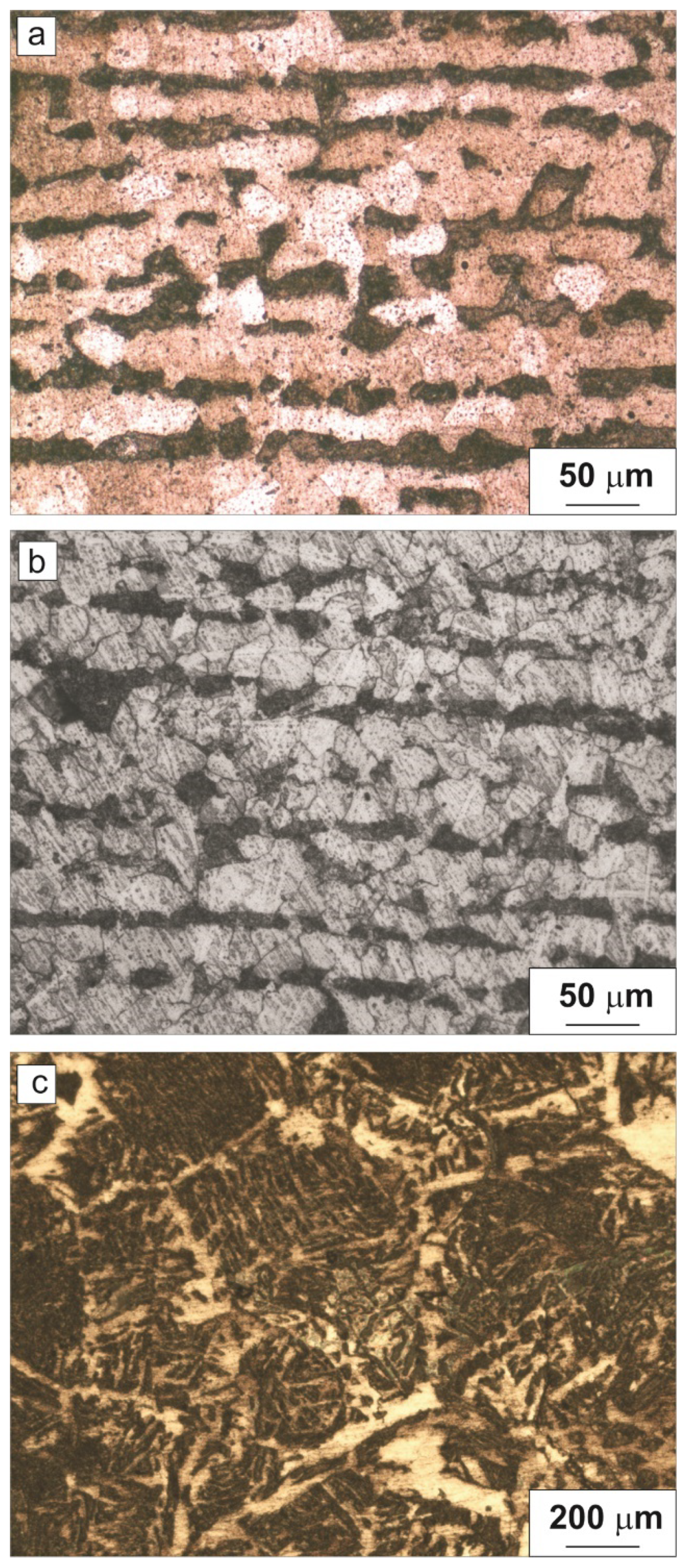
3.1. Structure of Steel before Cyclic Testing
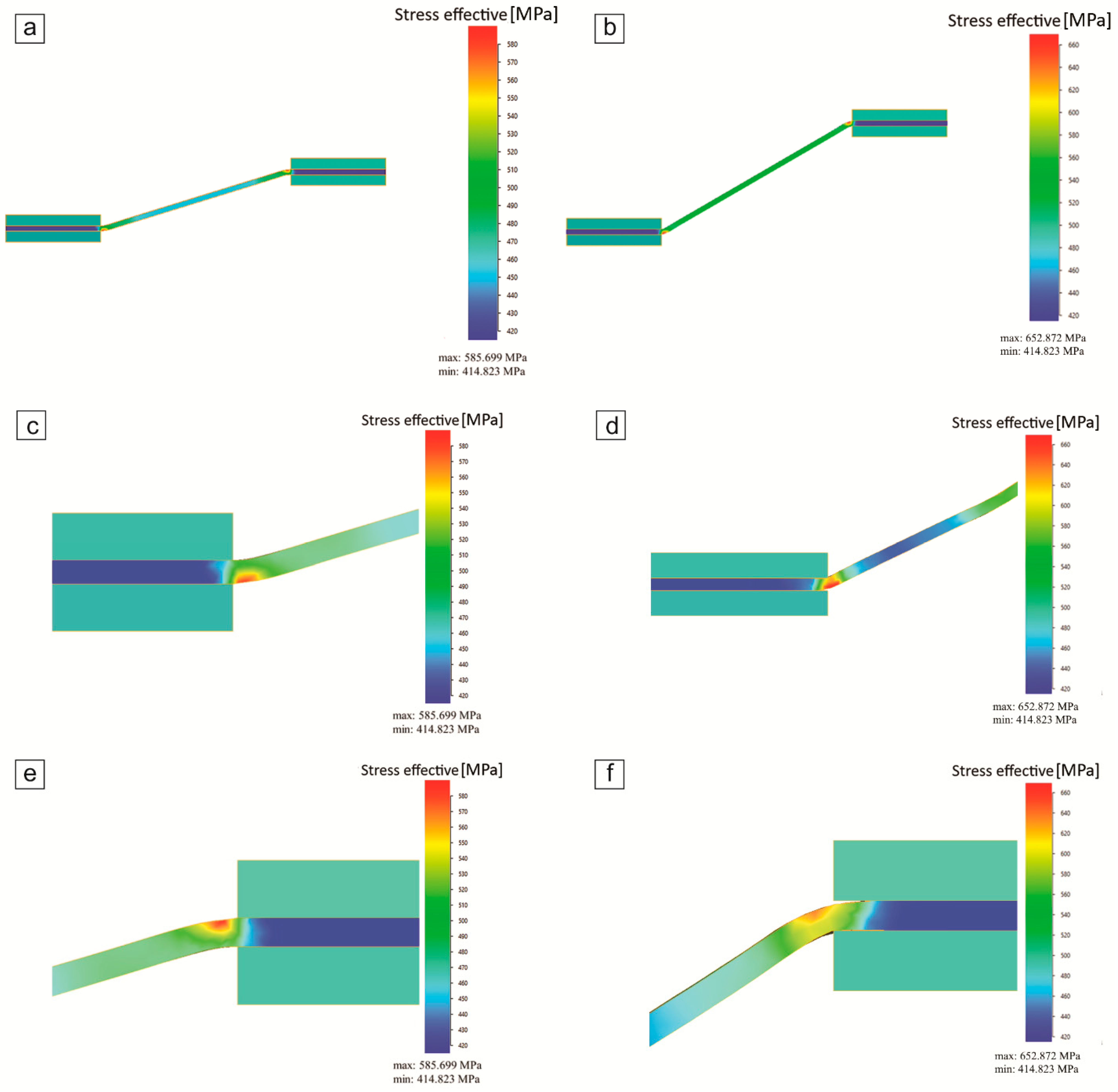
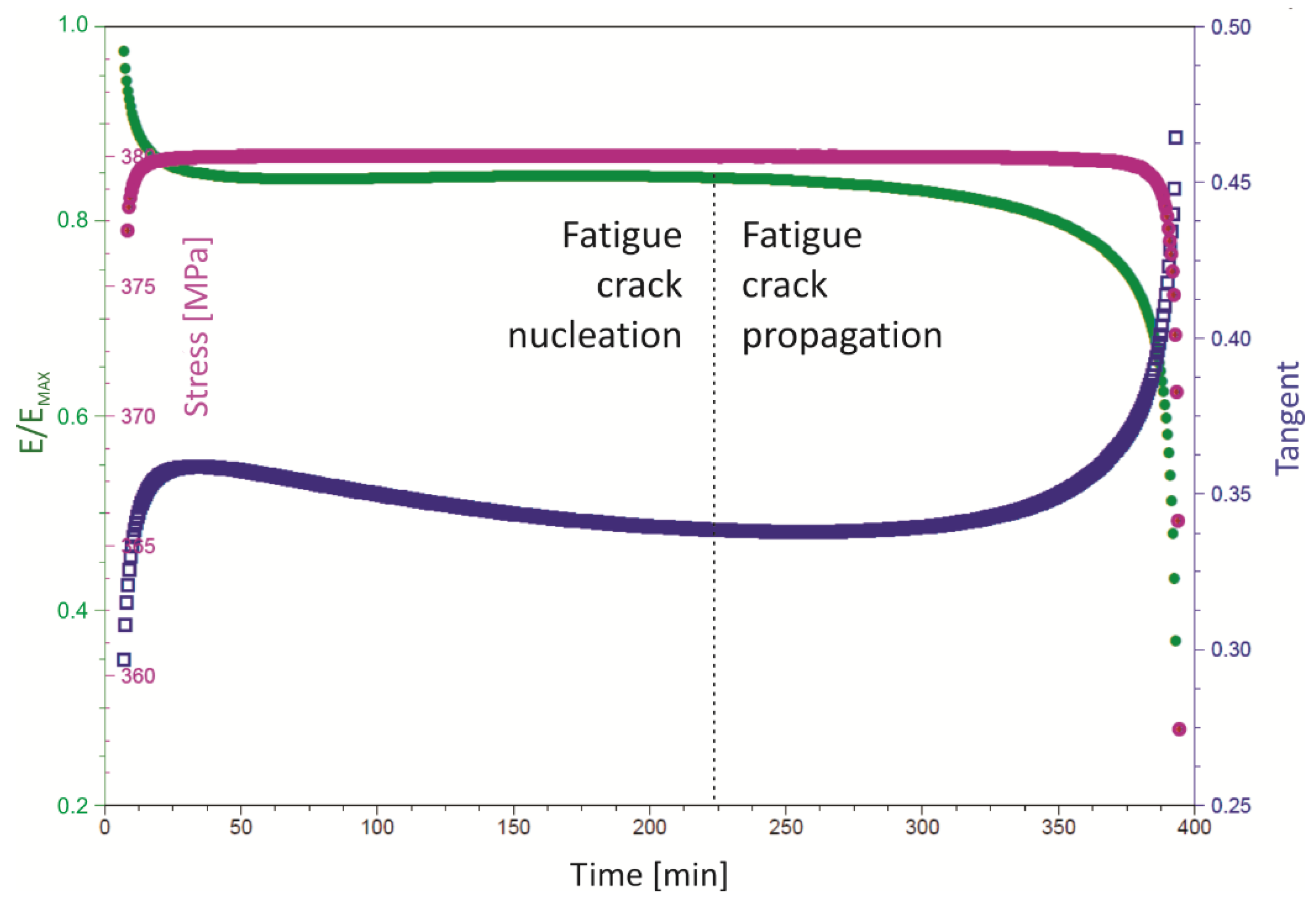
3.2. Fatigue Strength
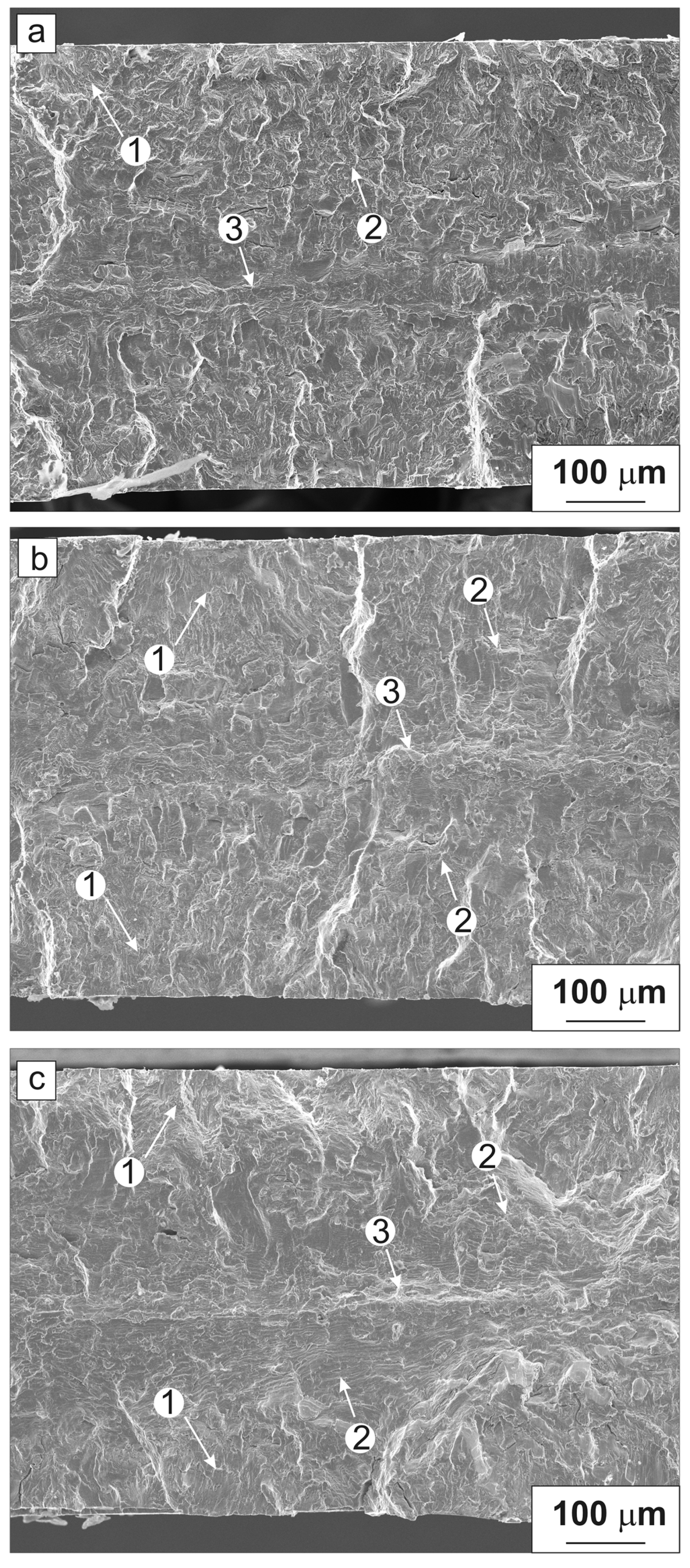
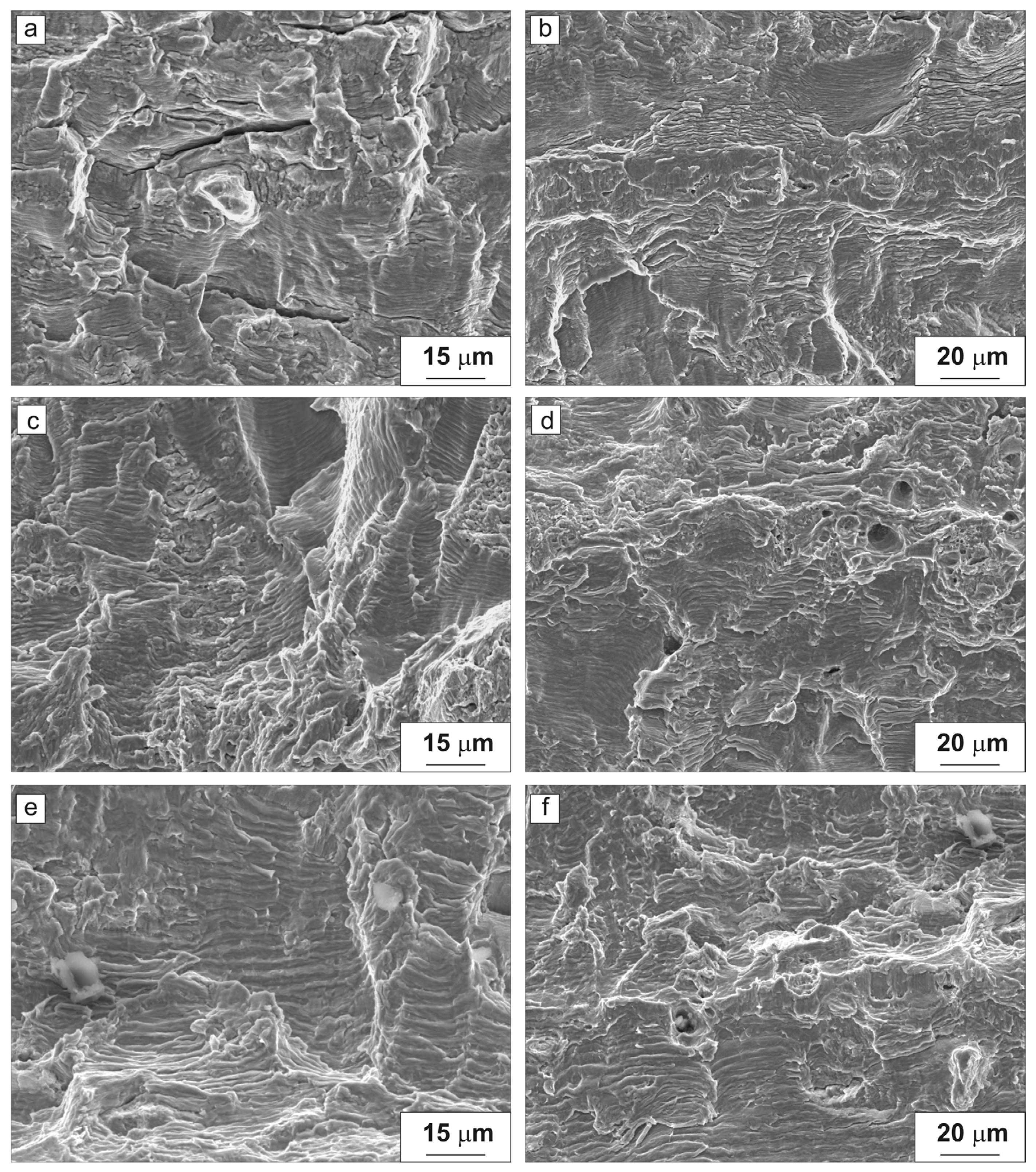
3.3. Fractographic Studies
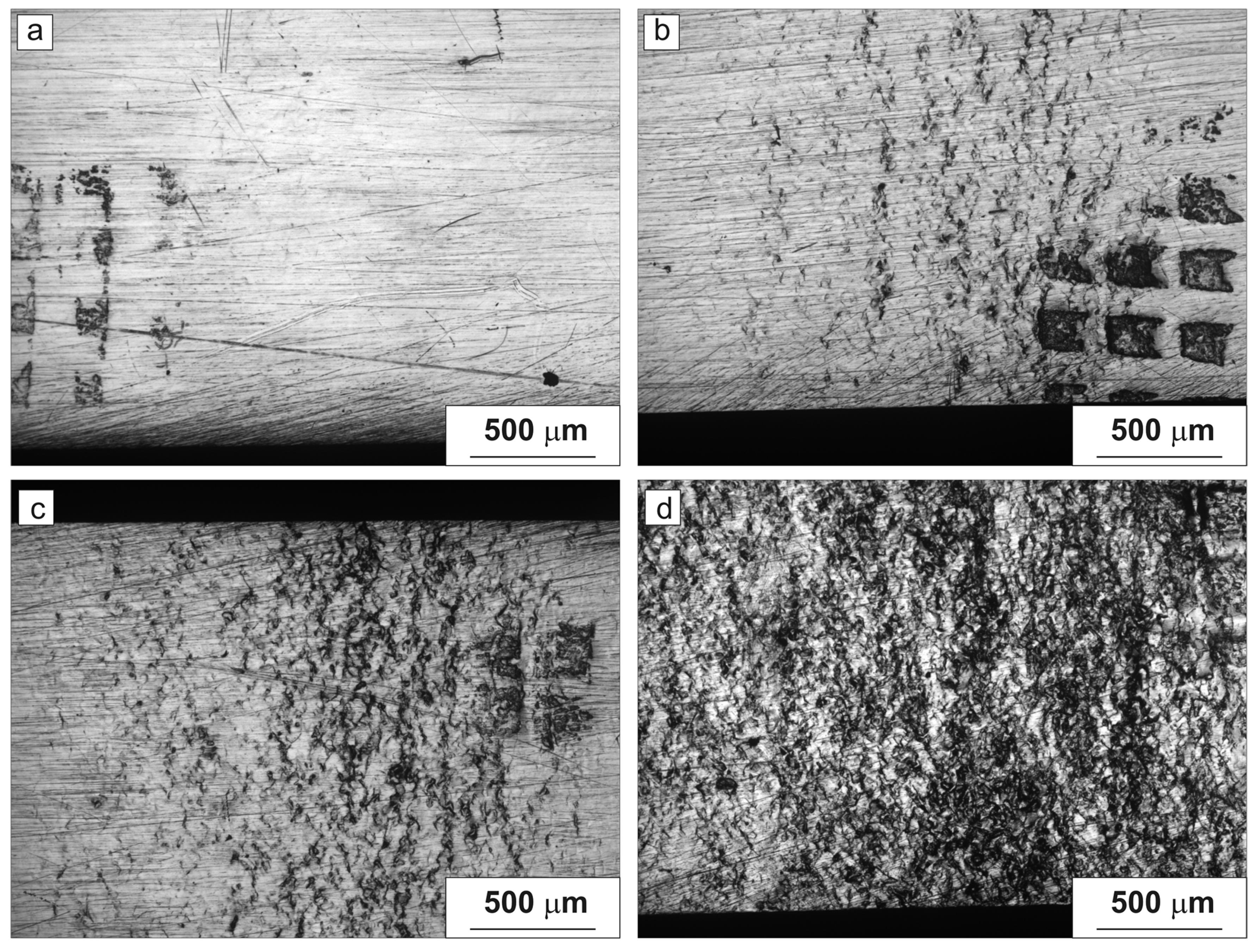
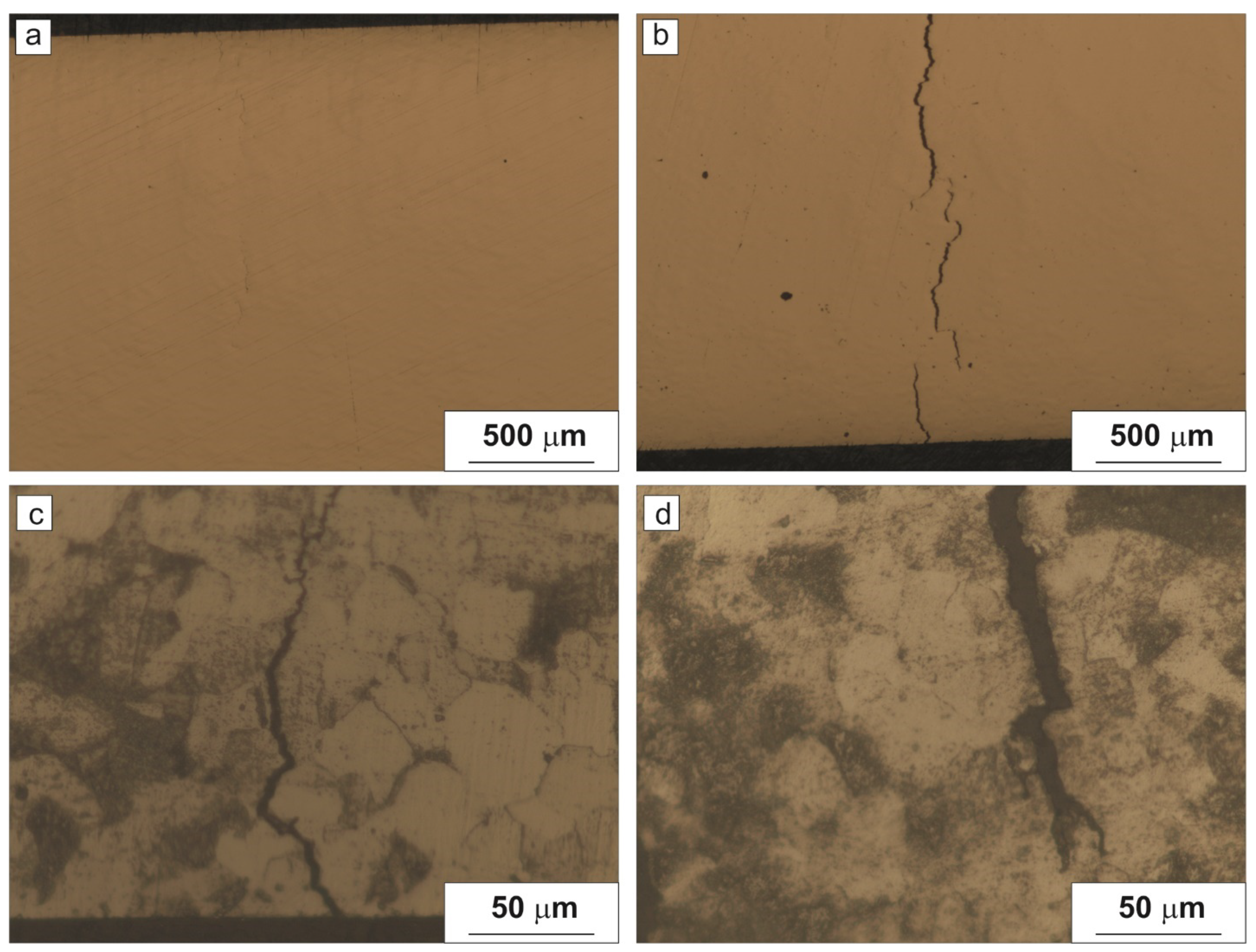
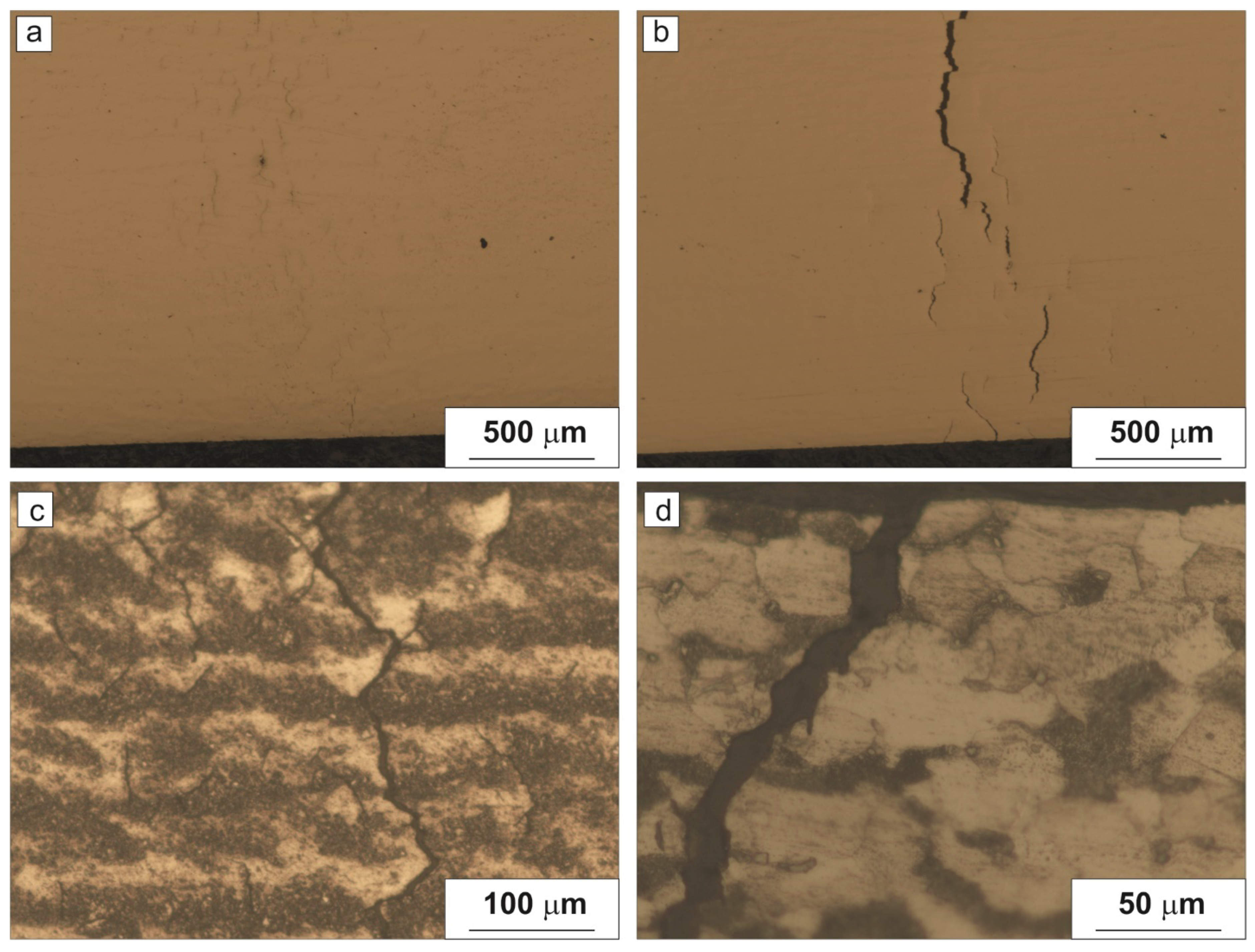
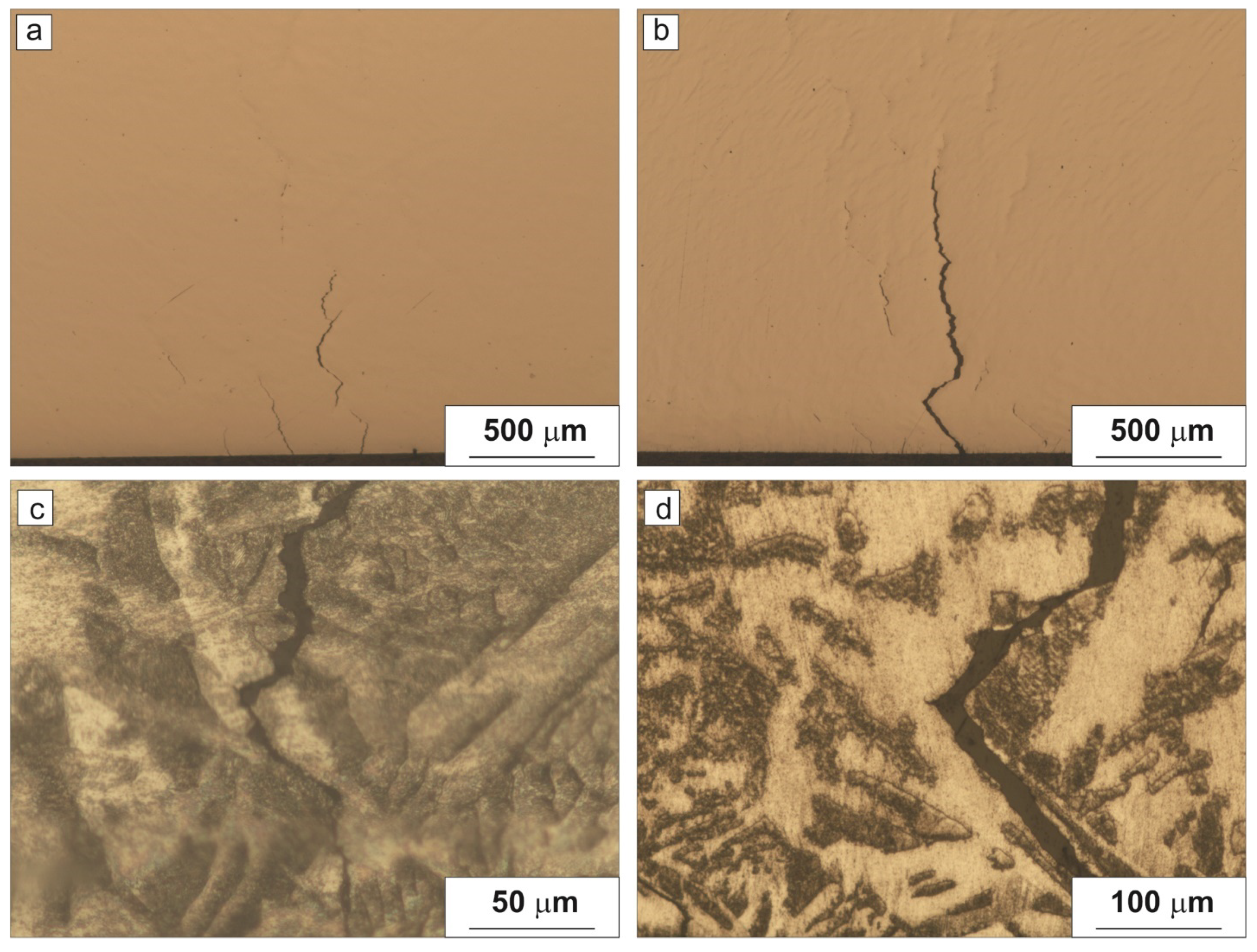
3.4. Specimen Structure after Cyclic Testing
4. Conclusions
- (a)
- Slow cooling from a temperature of 650 °C for 7 days does not lead to visible changes in the initial ferrite-pearlite banded structure of steel; the holding at 1200 °C for 3.7 h with slow cooling leads to an increase in the predominant grain size from 15–35 to 300–600 μm and the formation of a needle-like structure of overheating (Widmanstatten structure).
- (b)
- In the as-delivered state, the steel has a high resistance to low-cycle fatigue; the fatigue strength at Nf = 3.5 × 104 cycles (σNf) was 360 MPa. Both long-term thermal exposure modes lead to a slight decrease in the resistance to the low-cycle fatigue of steel: σNf is decreased by 9%.
- (c)
- Both long-term thermal exposures change the micro-mechanism of fatigue fracture from quasi-ductile with an irregular grooved relief and secondary cracking to ductile micro-grooved relief.
- (d)
- A multifold grain growth, after holding at 1200 °C for 3.7 h, changes the predominant sites of fatigue crack initiation from grain boundaries to the grain body and increases the distance between grooves in a fatigue fracture surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Budynas, R.G.; Nisbett, J.K. Shigley’s Mechanical Engineering Design, 9th ed.; McGraw-Hill: New York, NY, USA, 2011; pp. 49–52. [Google Scholar]
- Odesskii, P.D.; Egorova, A.A. Strength of steel for unique engineering structures. Russ. Metall. 2012, 2012, 911–918. [Google Scholar] [CrossRef]
- Schastlivtsev, V.M.; Tabatchikova, T.I.; Yakovleva, I.L.; Klyueva, S.Y.; Kruglova, A.A.; Khlusova, E.I.; Orlov, V.V. Microstructure and properties of low-carbon weld steel after thermomechanical strengthening. Phys. Met. Metallogr. 2012, 113, 480–488. [Google Scholar] [CrossRef]
- Rempe, J.L.; Knudson, D.L.; Condie, K.G.; Suh, K.Y.; Cheung, F.-B.; Kim, S.-B. Conceptual design of an in-vessel core catcher. Nucl. Eng. Des. 2004, 230, 311–325. [Google Scholar] [CrossRef]
- Rempe, J.L.; Knudson, D.L. High temperature thermal and structural material properties for metals used in LWR vessels. In Proceedings of the ICAPP’08, Anaheim, CA, USA, 8–12 June 2008; p. 8220. [Google Scholar]
- Thinnes, G.L.; Korth, G.E.; Chavez, S.A. High-temperature creep and tensile data for pressure vessel steels SA533B1 and SA508-CL2. Nucl. Eng. Des. 1994, 148, 343–350. [Google Scholar] [CrossRef]
- Yang, C.-C.; Liu, C.-L. Improvement of the Mechanical Properties of 1022 Carbon Steel Coil by Using the Taguchi Method to Optimize Spheroidized Annealing Conditions. Materials 2016, 9, 693. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fischer, M. The severe accident mitigation concept and the design measures for core melt retention of the European Pressurized Reactor (EPR). Nucl. Eng. Des. 2004, 230, 169–180. [Google Scholar] [CrossRef]
- Sultan, T.; Sapra, M.K.; Kundu, S.; Kadam, A.V.; Kulkarni, P.P.; Rao, A.R. Experimental & analytical study of passive thermal sensing system developed for cooling water injection into AHWR core catcher. Nucl. Eng. Des. 2017, 322, 81–91. [Google Scholar] [CrossRef]
- Loktionov, V.; Lyubashevskaya, I.; Sosnin, O.; Terentyev, E. Short-term strength properties and features of high-temperature deformation of VVER reactor pressure vessel steel 15Kh2NMFA-A within the temperature range 20–1200 °C. Nucl. Eng. Des. 2019, 352, 110188. [Google Scholar] [CrossRef]
- Nikulin, S.A.; Rogachev, S.O.; Vasil’ev, S.G.; Belov, V.A.; Komissarov, A.A. Effect of Long-Term Annealing on the Impact Toughness of 22K Steel. Russ. Metall. 2021, 2021, 481–485. [Google Scholar] [CrossRef]
- Masuda, C.; Ohta, A.; Nishijima, S.; Sasaki, E.J. Fatigue striation in a wide range of crack propagation rates up to 70 μm/cycle in a ductile structural steel. Mater. Sci. 1980, 15, 1663–1670. [Google Scholar] [CrossRef]
- Nip, K.H.; Gardner, L.; Davies, C.M.; Elghazouli, A.Y. Extremely low cycle fatigue tests on structural carbon steel and stainless steel. J. Constr. Steel. Res. 2010, 66, 96–110. [Google Scholar] [CrossRef]
- Kim, Y.; Hwang, W. High-Cycle, Low-Cycle, Extremely Low-Cycle Fatigue and Monotonic Fracture Behaviors of Low-Carbon Steel and Its Welded Joint. Materials 2019, 12, 4111. [Google Scholar] [CrossRef] [Green Version]
- Noh, K.; Shams, S.A.A.; Kim, W.; Kim, J.N.; Lee, C.S. Influence of Microstructure on Low-Cycle and Extremely-Low-Cycle Fatigue Resistance of Low-Carbon Steels. Met. Mater. Int. 2021, 27, 3862–3874. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Wagner, D.; Bathias, C.; Chaboche, J.L. Cumulative fatigue damage in low cycle fatigue and gigacycle fatigue for low carbon–manganese steel. Int. J. Fatigue 2011, 33, 115–121. [Google Scholar] [CrossRef]
- Hasunuma, S.; Oki, S.; Motomatsu, K.; Ogawa, T. Fatigue life prediction of carbon steel with machined surface layer under low-cycle fatigue. Int. J. Fatigue 2019, 123, 255–267. [Google Scholar] [CrossRef]
- Zhang, M.; Yang, P.; Tan, Y. Micromechanisms of fatigue crack nucleation and short crack growth in a low carbon steel under low cycle impact fatigue loading. Int. J. Fatigue 1999, 21, 823–830. [Google Scholar] [CrossRef]
- Lee, T.-H.; Oh, C.-S.; Ryu, S.-H.; Kim, J.-T. Crystallography and Morphology of Carbides in a Low-Cycle Fatigued 1Cr-1Mo-0.25V Steel. Metall. Mater. Trans. A 2011, 42, 147–157. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, S.; Withers, P.J.; Cao, H.; Chen, P.; Zhang, Y.; Shen, Z.; Vojtek, T.; Hutař, P. Corrosion fatigue lifetime assessment of high-speed railway axle EA4T steel with artificial scratch. Eng. Fract. Mech. 2021, 245, 107588. [Google Scholar] [CrossRef]
- Prymak, O.; Klocke, A.; Kahl-Nieke, B.; Epple, M. Fatigue of orthodontic nickel–titanium (NiTi) wires in different fluids under constant mechanical stress. Mater. Sci. Eng. A 2004, 378, 110–114. [Google Scholar] [CrossRef]
- Nikulin, S.A.; Rozhnov, A.B.; Gusev, A.Y.; Nechaykina, T.A.; Rogachev, S.O.; Zadorozhnyy, M.Y. Fracture resistance of Zr–Nb alloys under low-cycle fatigue tests. J. Nucl. Mater. 2014, 446, 10–14. [Google Scholar] [CrossRef]
- Rozhnov, A.B.; Pantsyrny, V.I.; Kraynev, A.V.; Rogachev, S.O.; Nikulin, S.A.; Khlebova, N.E.; Polikarpova, M.V.; Zadorozhnyy, M.Y. Low-cycle bending fatigue and electrical conductivity of high-strength Cu/Nb nanocomposite wires. Int. J. Fatigue 2019, 128, 105188. [Google Scholar] [CrossRef]
- Zhou, Q.; Qian, L.; Meng, J.; Zhao, L.; Zhang, F. Low-cycle fatigue behavior and microstructural evolution in a low-carbon carbide-free bainitic steel. Mater. Des. 2015, 85, 487–496. [Google Scholar] [CrossRef]
- Terent’ev, V.F. Fatigue Strength of Metals and Alloys; Intermet Inzhiniring: Moscow, Russia, 2002. (In Russian) [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | P | S | Cr | Ni | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|
| bal | 0.24 | 0.26 | 0.75 | 0.013 | 0.001 | 0.04 | 0.03 | 0.05 | 0.03 |
| State | σmax [MPa] | σNf * [MPa] | σNf/σmax |
|---|---|---|---|
| as-delivered | 500 | 360 | 0.7 |
| TO-1 | 450 | 330 | 0.7 |
| TO-2 | 470 | 330 | 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nikulin, S.A.; Rogachev, S.O.; Belov, V.A.; Zadorozhnyy, M.Y.; Shplis, N.V.; Skripalenko, M.M. Effect of Prolonged Thermal Exposure on Low-Cycle Bending Fatigue Resistance of Low-Carbon Steel. Metals 2022, 12, 281. https://doi.org/10.3390/met12020281
Nikulin SA, Rogachev SO, Belov VA, Zadorozhnyy MY, Shplis NV, Skripalenko MM. Effect of Prolonged Thermal Exposure on Low-Cycle Bending Fatigue Resistance of Low-Carbon Steel. Metals. 2022; 12(2):281. https://doi.org/10.3390/met12020281
Chicago/Turabian StyleNikulin, Sergey A., Stanislav O. Rogachev, Vladislav A. Belov, Mikhail Y. Zadorozhnyy, Nikolay V. Shplis, and Mikhail M. Skripalenko. 2022. "Effect of Prolonged Thermal Exposure on Low-Cycle Bending Fatigue Resistance of Low-Carbon Steel" Metals 12, no. 2: 281. https://doi.org/10.3390/met12020281
APA StyleNikulin, S. A., Rogachev, S. O., Belov, V. A., Zadorozhnyy, M. Y., Shplis, N. V., & Skripalenko, M. M. (2022). Effect of Prolonged Thermal Exposure on Low-Cycle Bending Fatigue Resistance of Low-Carbon Steel. Metals, 12(2), 281. https://doi.org/10.3390/met12020281