
Derivation of the Coefficients in the Coulomb Constant Shear Friction Law from Experimental Data on the Extrusion of a Material into V-Shaped Channels with Different Convergence Angles: New Method and Algorithm



 and
and
Abstract
:1. Introduction
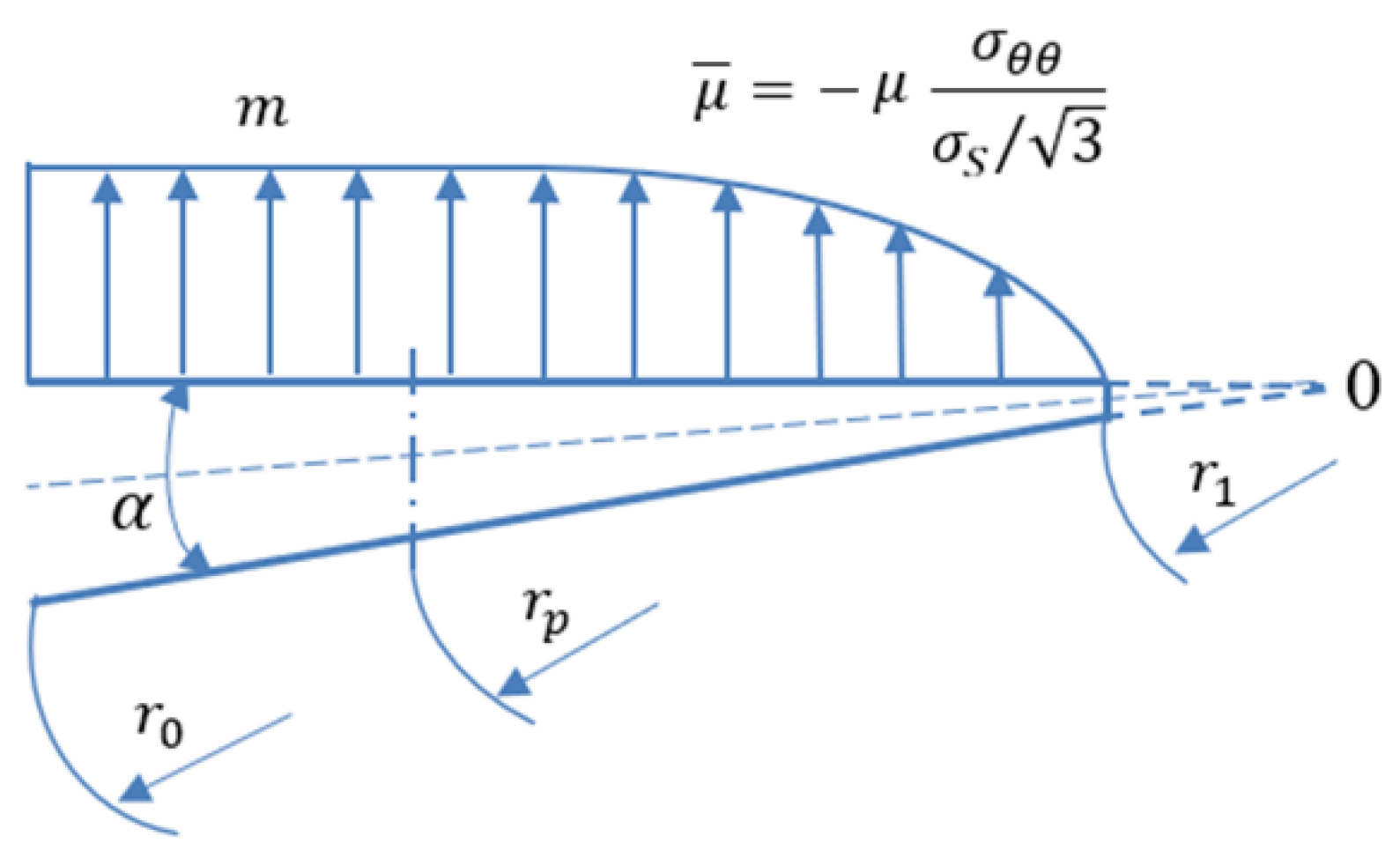
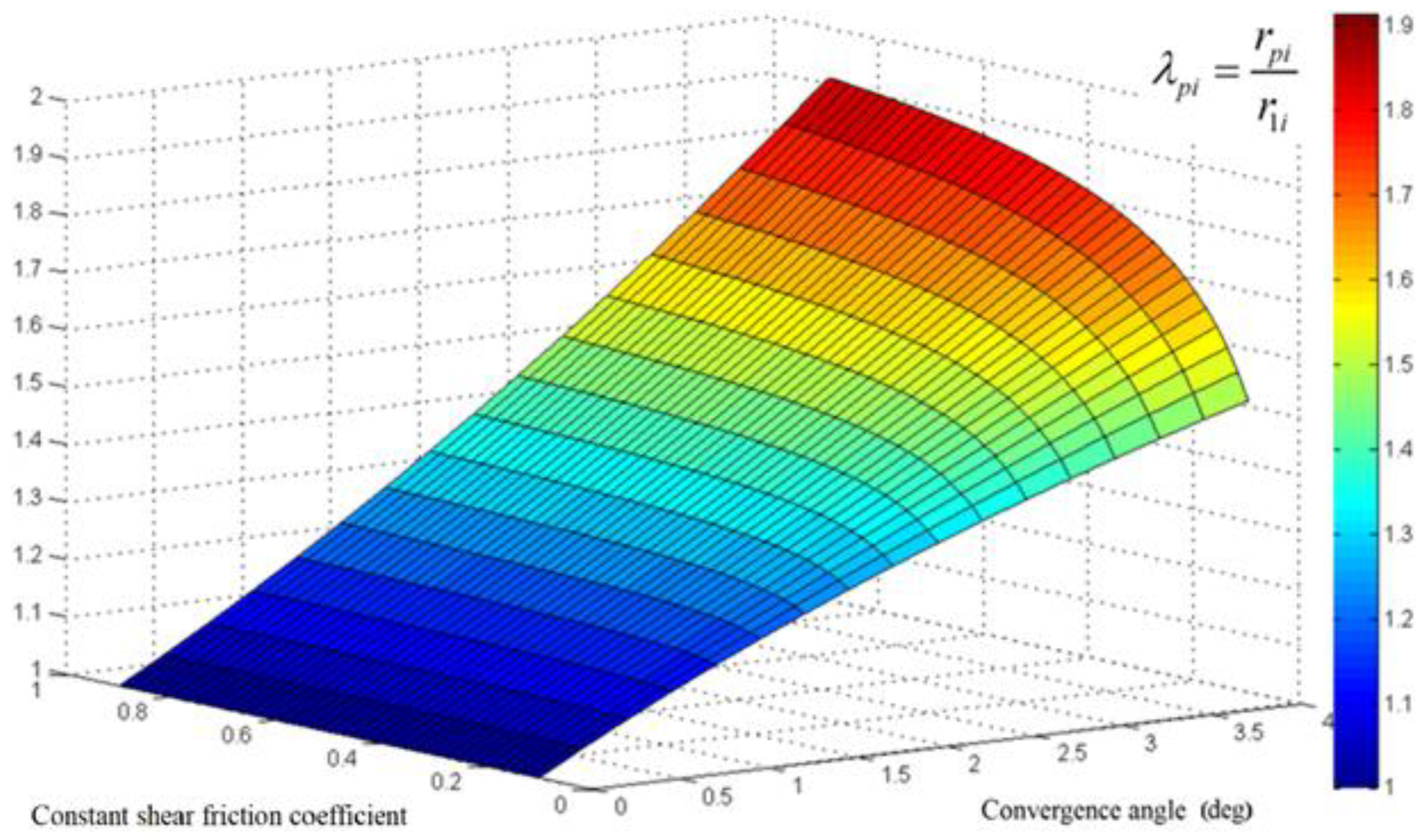
2. Theoretical Simulation of Material Flow into V-Shape Narrow Channels
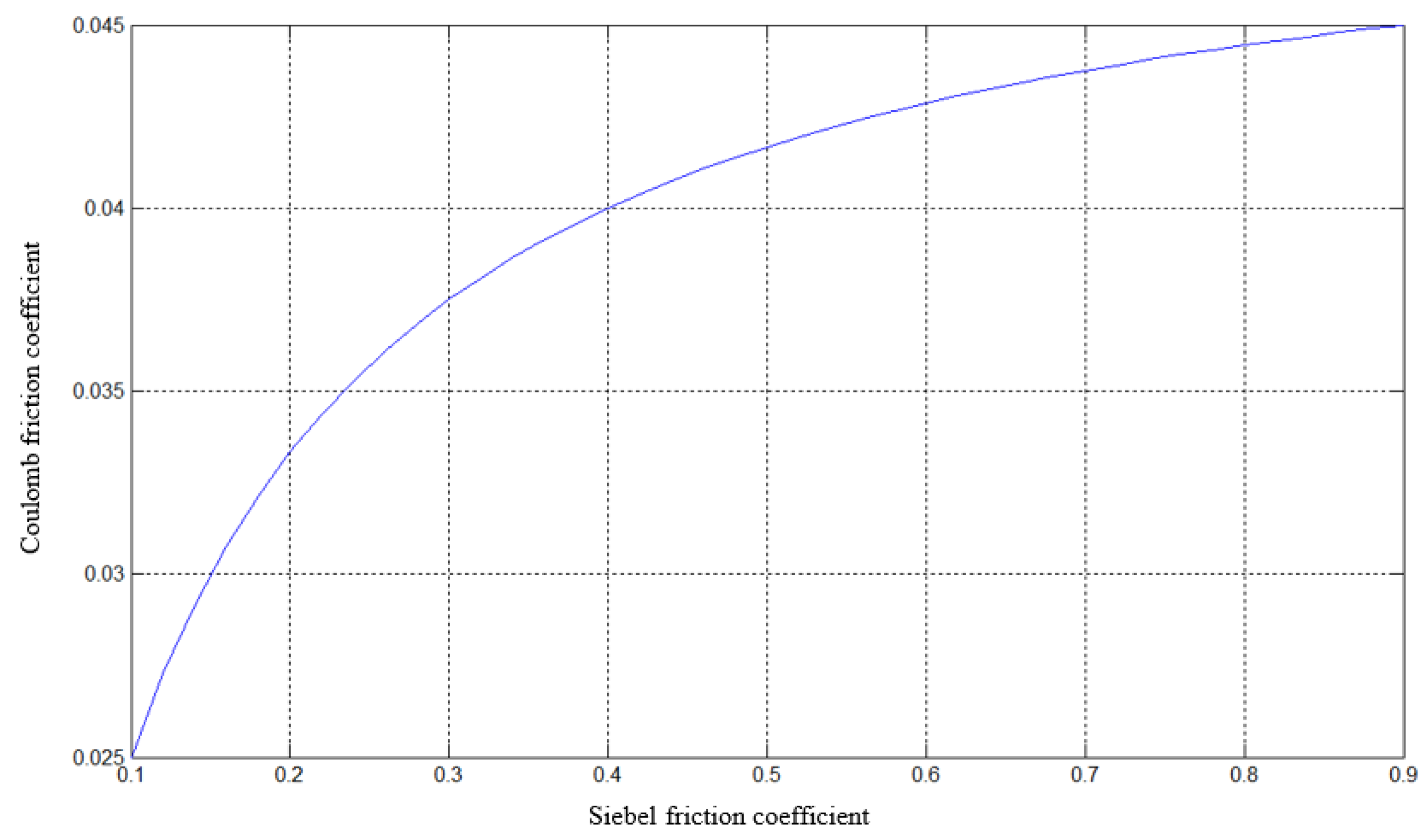
- the Coulomb friction law:
3. Algorithm
| Algorithm 1 The friction coefficients μ and m for the Coulomb constant shear friction law |
|
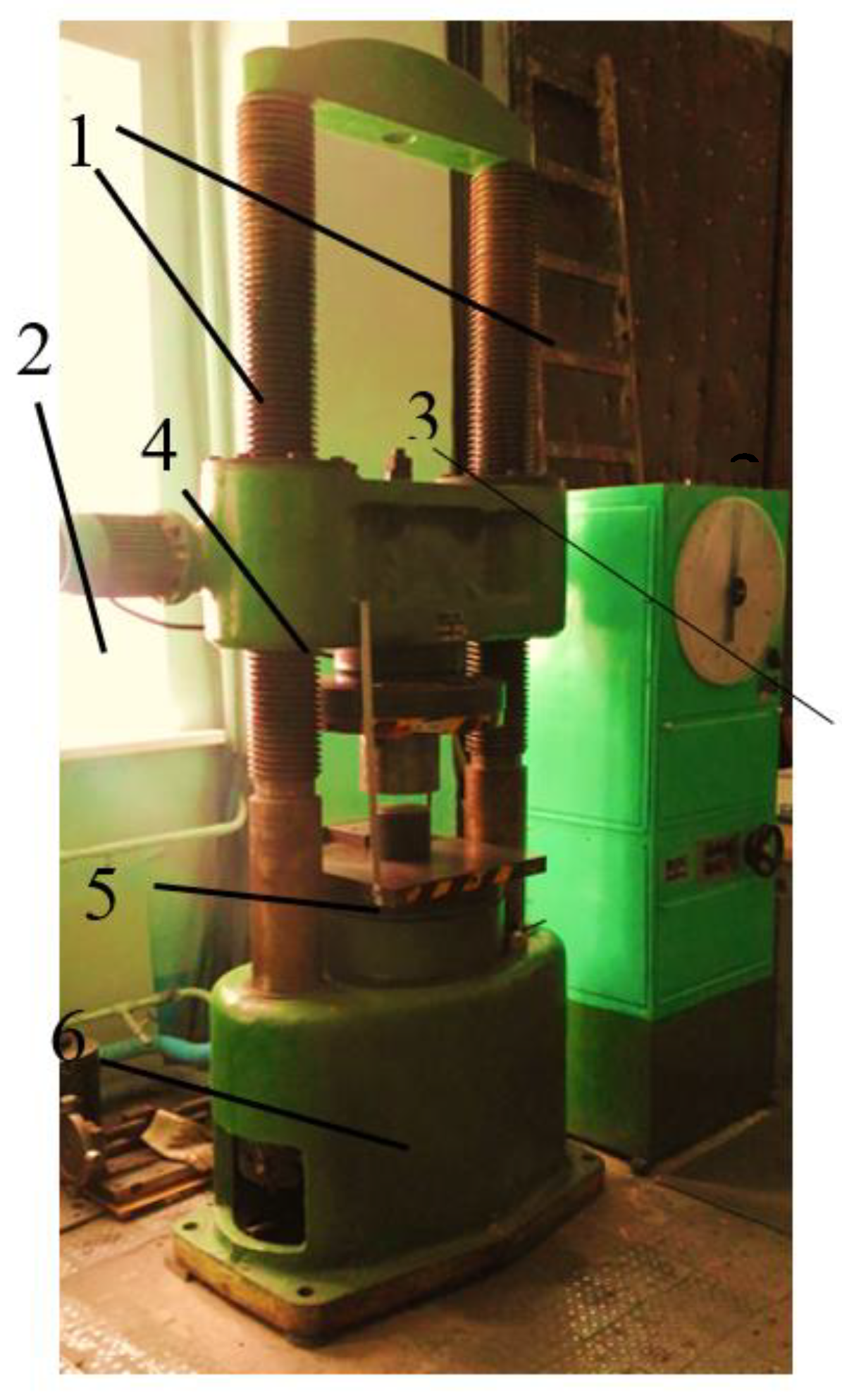
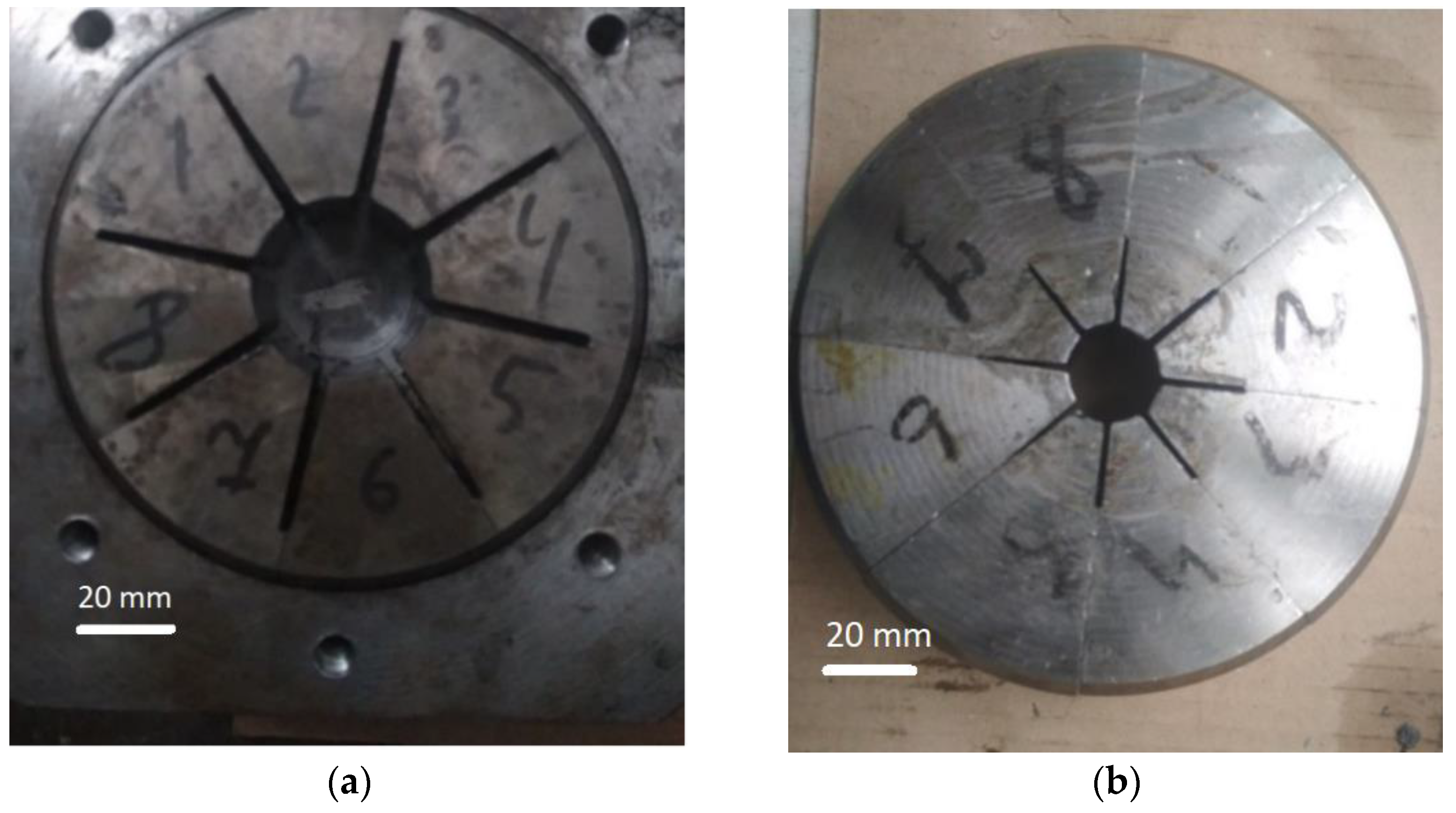
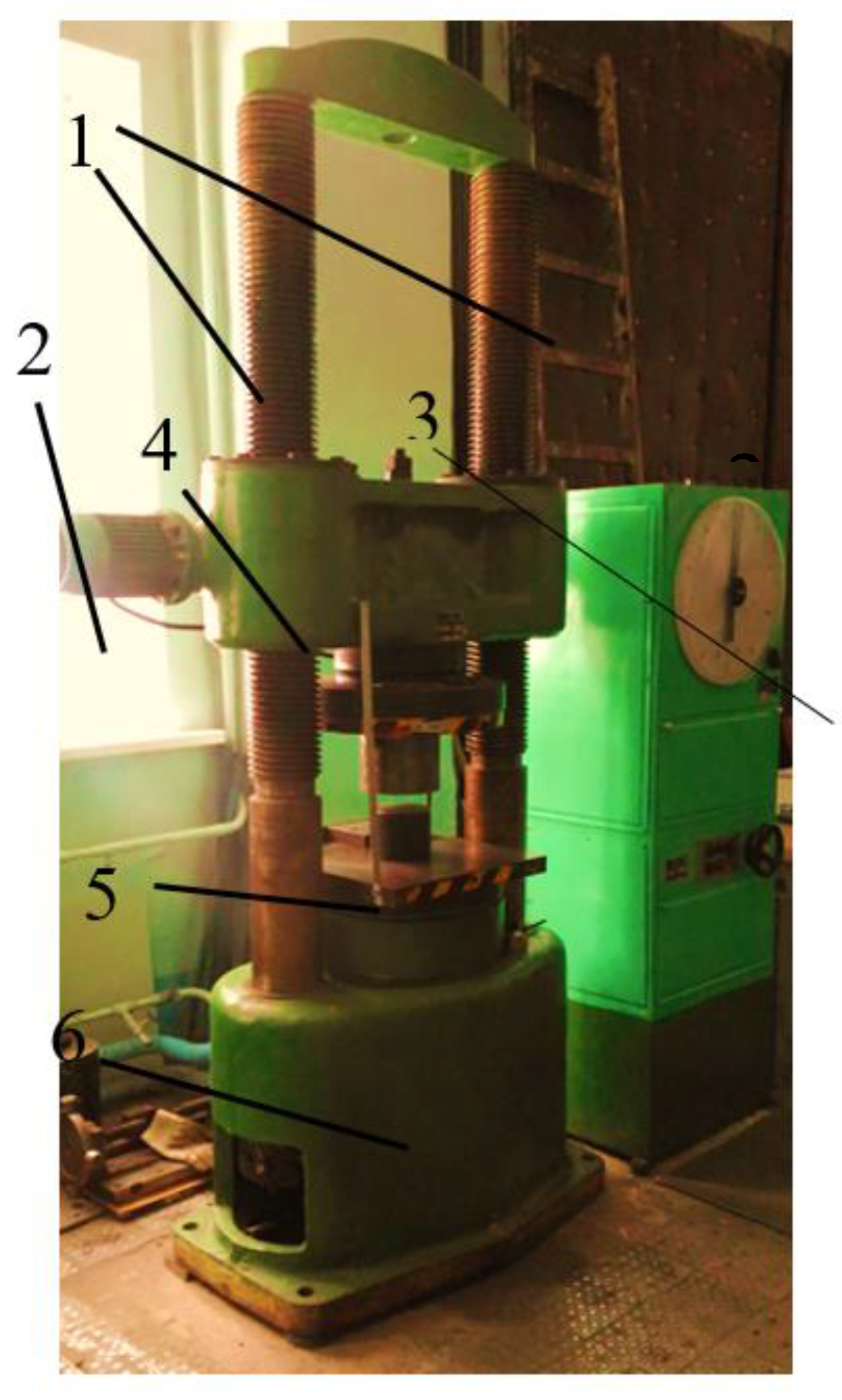
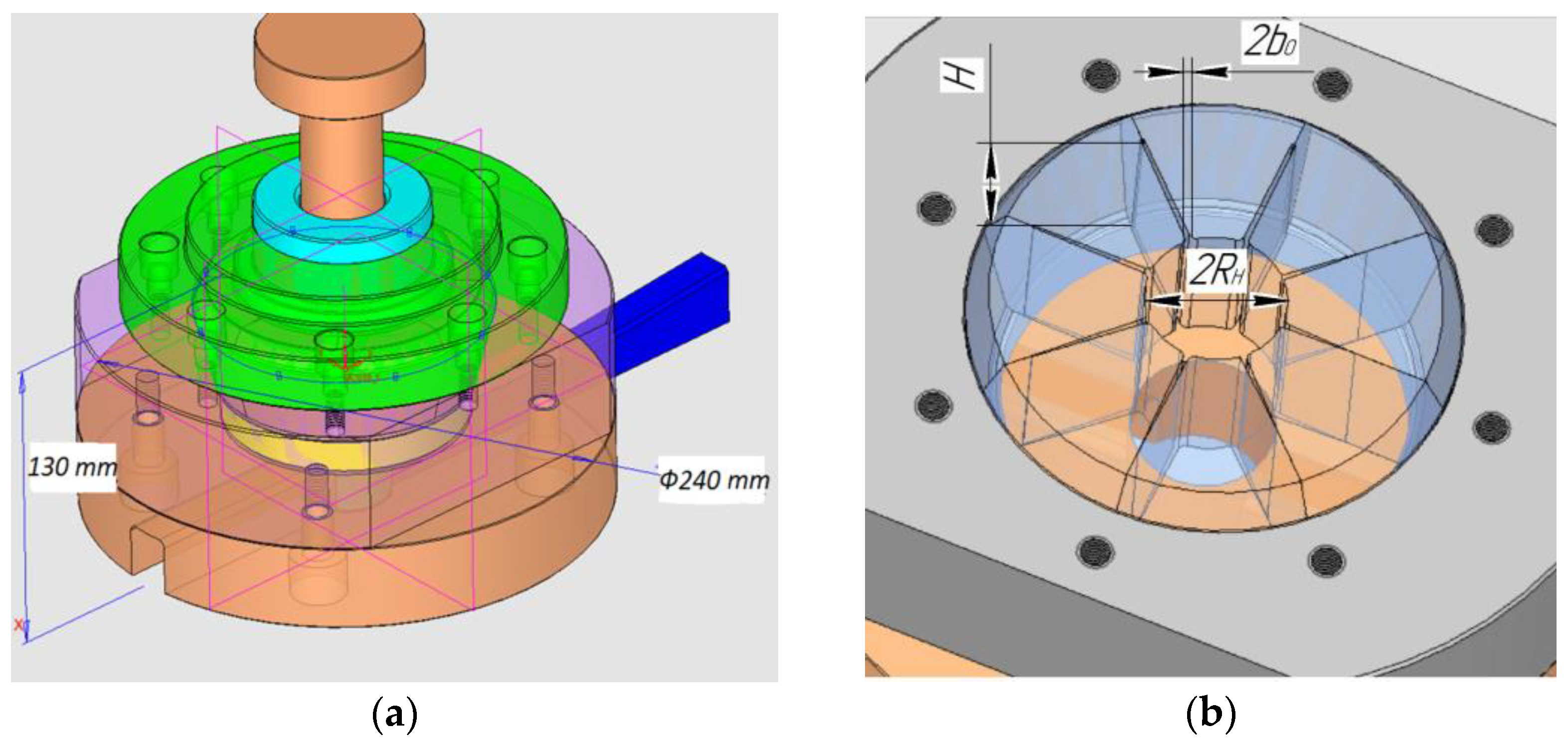
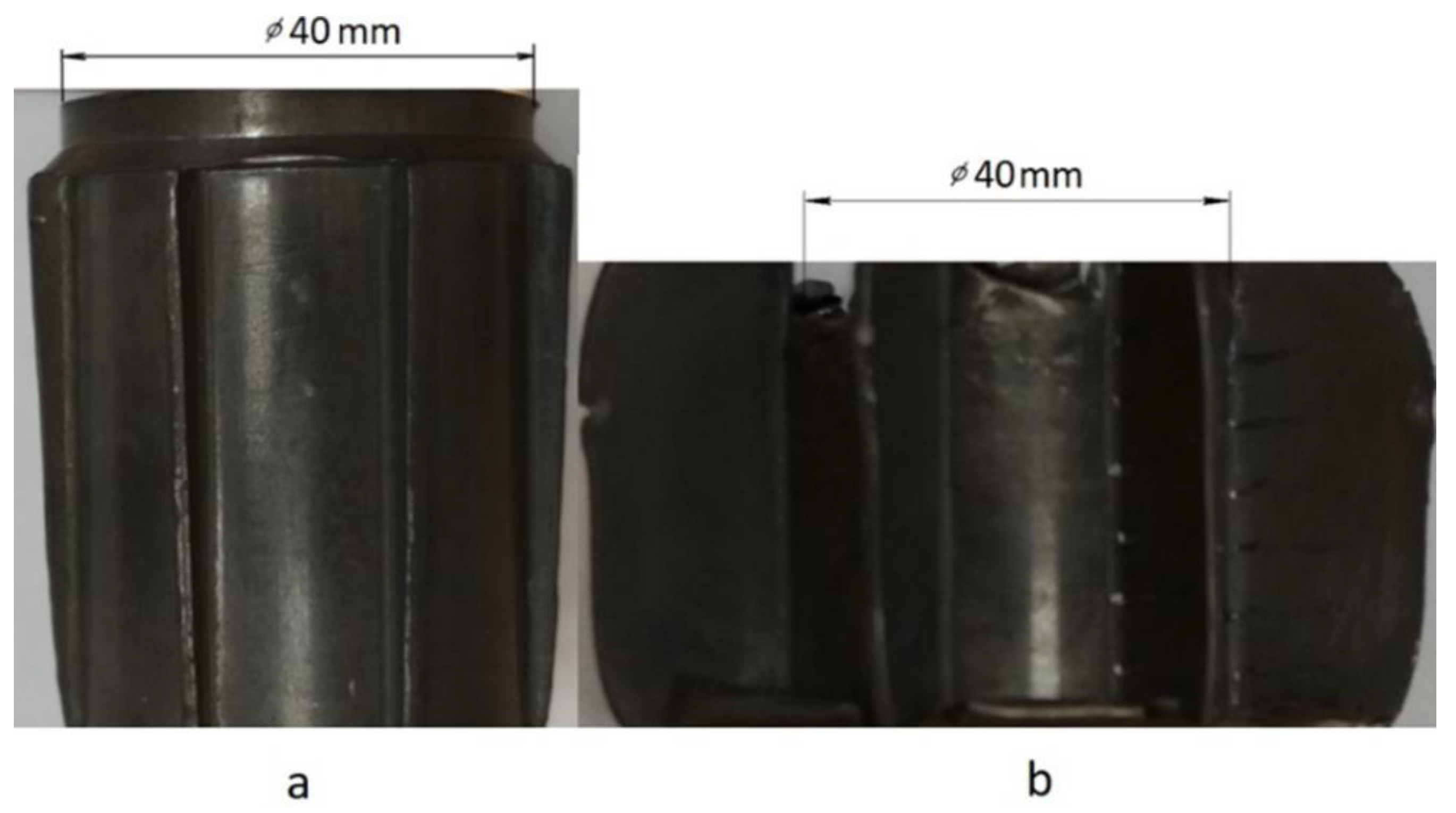
4. Experiments: Methods, Instruments, and Materials
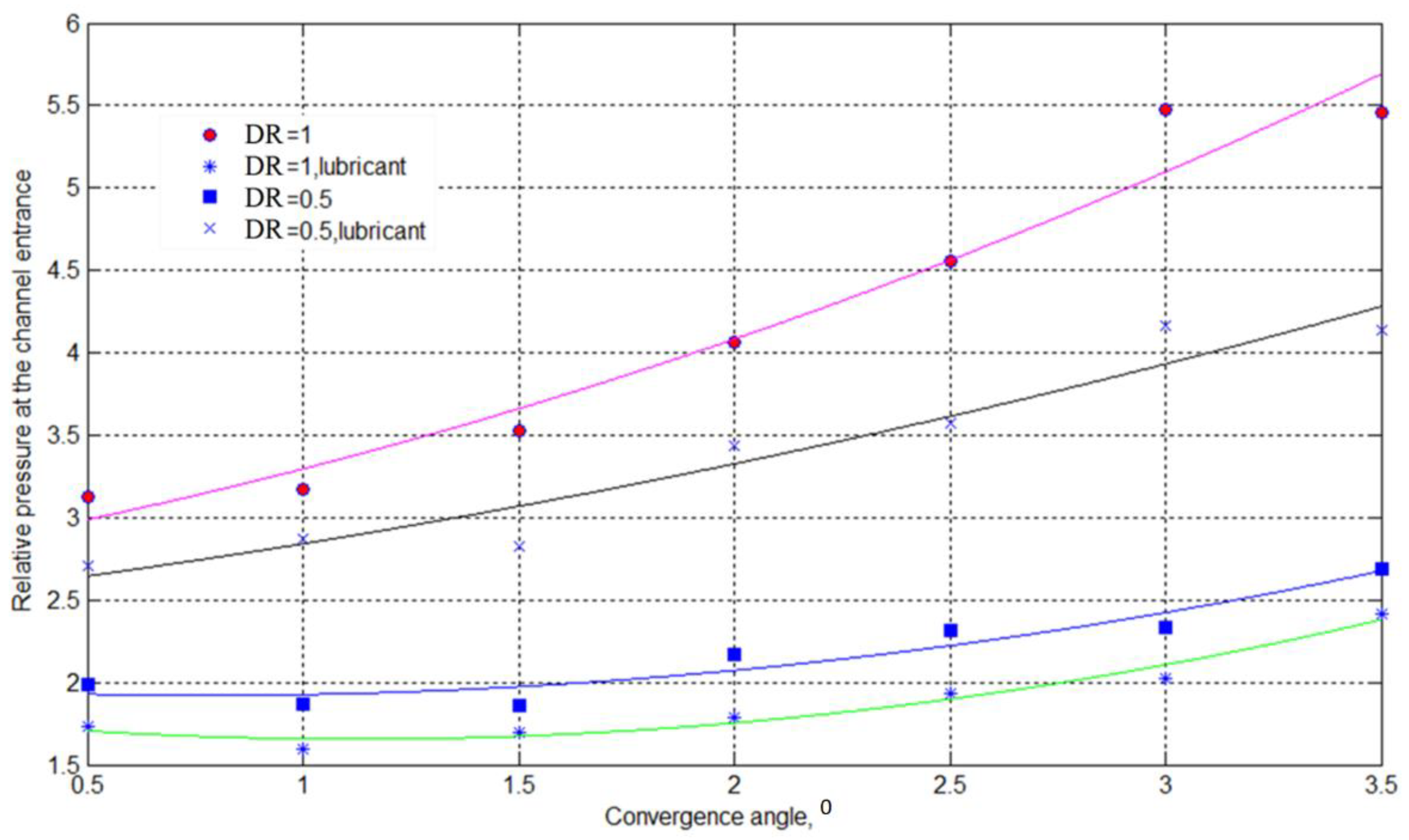
5. Results and Discussion
6. Conclusions
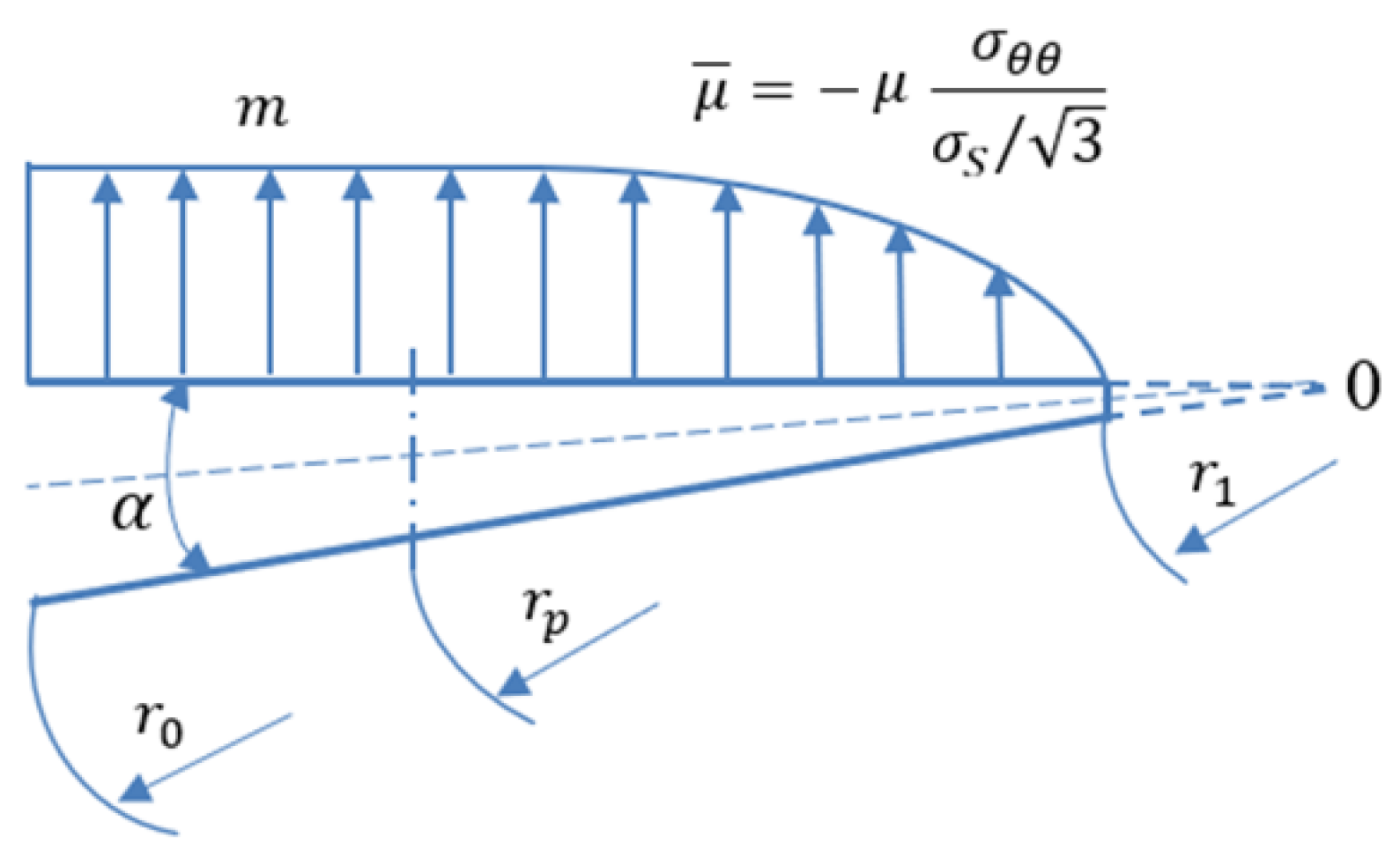
- A new mathematical model of coefficients in the Coulomb constant shear friction law for extruding a metal through narrow V-shaped channels with small convergence angles has been developed and evaluated against laboratory measurements. The model is based on an approximate solution of the two-dimensional elasticity problem for equilibrium equations, the kinematically admissible velocity field, and the distribution of tangential stresses in the plastic deformation zone that meet certain boundary conditions. For the zone where a transition from the Coulomb friction law to the constant shear friction law occurs, analytical formulas relating the corresponding friction coefficients have been derived.
- An algorithm of the derivation the Coulomb constant shear friction law coefficients from experimental data on the extrusion of a material through narrow V-shaped channels with small convergence angles has been developed.
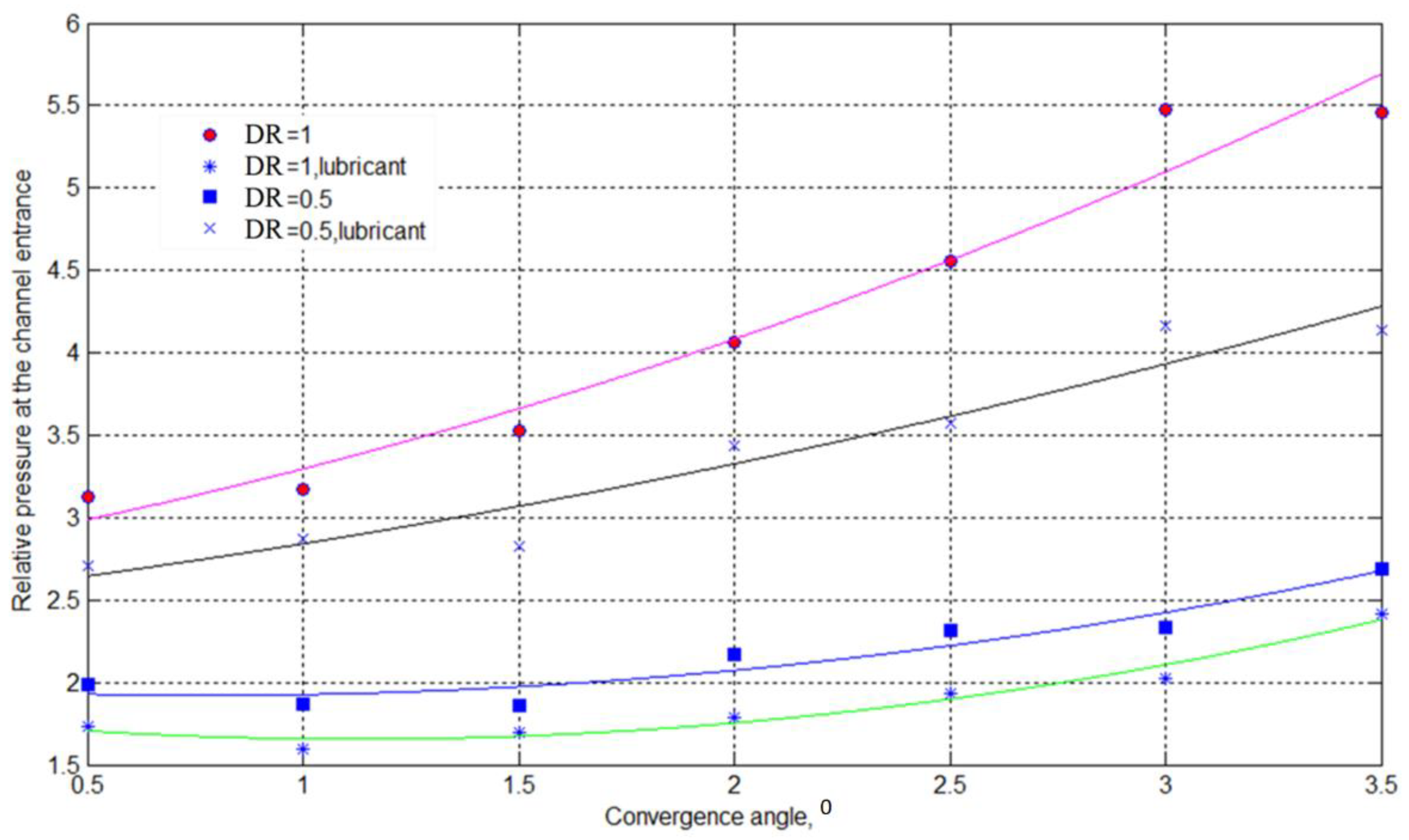
- Laboratory experiments on the extrusion of the model material (led) into narrow V-shaped channels with small convergence angles (0–3.5°) have been performed. It was found that in this particular case, friction largely obeys the constant friction law, and contact pressure plays a key role in the metal forming. The Coulomb friction coefficients calculated for the model material appear to be independent of the dimension ratio are are influenced mostly by roughness and range from 0.363 to 0.488. The lubrication provides more stable extrusion conditions as evidenced by the lower relative error than in the case when no lubricant is applied. However, lubrication does not significantly affect the length of the constant shear friction law zone.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- DeGarmo, E.P.; Black, J.T.; Kohser, R.A.; Klamecki, B.E. Materials and Processes in Manufacturing, 11th ed.; Wiley: New York, NY, USA, 2011; p. 1184. [Google Scholar]
- Nielsen, C.; Martins, P. Metal Forming: Formability, Simulation, and Tool Design, 1st ed.; Academic Press: Cambridge, MA, USA, 2021; pp. 251–276. [Google Scholar]
- Duan, X.; Velay, X.; Sheppard, T. Application of finite element method in the hot extrusion of aluminium alloys. Mater. Sci. Eng. A 2004, 369, 66–75. [Google Scholar] [CrossRef]
- Kobayashi, S.; Oh, S.-I.; Altan, T. Metal Forming and the Finite Element Method, 1st ed.; Oxford University Press: New York, NY, USA, 1989; p. 377. [Google Scholar]
- Schikorra, M.; Donati, L.; Tomesani, L.; Kleiner, M. The role of friction in the extrusion of AA6060 aluminum alloy, process analysis and monitoring. J. Mater. Process. Technol. 2007, 191, 288–292. [Google Scholar] [CrossRef]
- Li, F.; Yuan, S.; Liu, G.; He, Z. Research of Metal Flow Behavior during Extrusion with Active Friction. J. Mater. Eng. Perform. 2007, 17, 7–14. [Google Scholar] [CrossRef]
- Abtahi, S. Interface mechanisms on the bearing surface in extrusion. In Proceedings of the Sixth International Aluminum Extrusion Technology Seminar, Chicago, IL, USA, 14–17 May 1996; pp. 125–131. [Google Scholar]
- Jooybari, M.B. A theoretical and experimental study of friction in metal forming by the use of the forward extrusion process. J. Mater. Process. Technol. 2002, 125–126, 369–374. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L.; Schikorra, M.; Ben Khalifa, N.; Tekkaya, A.E. Friction model selection in FEM simulations of aluminium extrusion. Int. J. Surf. Sci. Eng. 2010, 4, 27–41. [Google Scholar] [CrossRef]
- Flitta, I.; Sheppard, T. Nature of friction in extrusion process and its effect on material flow. Mater. Sci. Technol. 2003, 19, 837–846. [Google Scholar] [CrossRef] [Green Version]
- Tan, X. Comparisons of friction models in bulk metal forming. Tribol. Int. 2002, 35, 385–393. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, J.; Duszczyk, J. FE analysis of metal flow and weld seam formation in a porthole die during the extrusion of a magnesium alloy into a square tube and the effect of ram speed on weld strength. J. Mater. Process. Technol. 2008, 200, 185–198. [Google Scholar] [CrossRef]
- Fluhrer, J. DEFORMTM 2D Version 8.1 User’s Manual; Scientific Forming Technologies Corporation: Columbus, OH, USA, 2004; p. 288. [Google Scholar]
- Dassault Systèmes Simulia Corp. Abaqus 6.11 CAE User’s Manual; Dassault Systèmes Simulia Corp.: Providence, RI, USA, 2011. [Google Scholar]
- Tan, X.; Bay, N.O.; Zhang, W. Friction measurement and modelling in forward rod extrusion tests. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2003, 217, 71–82. [Google Scholar] [CrossRef]
- Hambleton, J.; Drescher, A. On modeling a rolling wheel in the presence of plastic deformation as a three- or two-dimensional process. Int. J. Mech. Sci. 2009, 51, 846–855. [Google Scholar] [CrossRef]
- Wang, C.; Ma, R.; Zhao, J.; Zhao, J. Calculation method and experimental study of coulomb friction coefficient in sheet metal forming. J. Manuf. Process. 2017, 27, 126–137. [Google Scholar] [CrossRef]
- Camacho, A.M.; Veganzones, M.; Claver, J.; Martín, F.; Sevilla, L.; Sebastián, M. Determination of Actual Friction Factors in Metal Forming under Heavy Loaded Regimes Combining Experimental and Numerical Analysis. Materials 2016, 9, 751. [Google Scholar] [CrossRef]
- Schrader, T.; Shirgaokar, M.; Altan, T. A critical evaluation of the double cup extrusion test for selection of cold forging lubricants. J. Mater. Process. Technol. 2007, 189, 36–44. [Google Scholar] [CrossRef]
- Kang, S.-H.; Lee, K.S.; Lee, Y.-S. Evaluation of interfacial friction condition by boss and rib test based on backward extrusion. Int. J. Mech. Sci. 2011, 53, 59–64. [Google Scholar] [CrossRef]
- Chen, X.; Wen, T.; Liu, K.; Hong, Y. Test of Friction Parameters in Bulk Metal Forming Based on Forward Extrusion Processes. J. Shanghai Jiaotong Univ. Sci. 2020, 25, 333–339. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, J.; Duszczyk, J.; Katgerman, L. Friction in aluminium extrusion—Part 1: A review of friction testing techniques for aluminium extrusion. Tribol. Int. 2012, 56, 89–98. [Google Scholar] [CrossRef]
- Hu, C.; Yin, Q.; Zhao, Z. A novel method for determining friction in cold forging of complex parts using a steady combined forward and backward extrusion test. J. Mater. Process. Technol. 2017, 249, 57–66. [Google Scholar] [CrossRef]
- Gavrus, A.; Francillette, H.; Pham, D.T. An optimal forward extrusion device proposed for numerical and experimental analysis of materials tribological properties corresponding to bulk forming processes. Tribol. Int. 2012, 47, 105–121. [Google Scholar] [CrossRef]
- Zhang, D.; Yang, G.; Zhao, S. Frictional behavior during cold ring compression process of aluminum alloy. Chin. J. Aeronaut. 2020, 34, 47–64. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, B.; Li, J.; Cui, M.; Zhao, S. Variation of the friction conditions in cold ring compression tests of medium carbon steel. Friction 2019, 8, 311–322. [Google Scholar] [CrossRef] [Green Version]
- Wanheim, T. Friction at high normal pressures. Wear 1973, 25, 225–244. [Google Scholar] [CrossRef]
- Wanheim, T.; Bay, N.O.; Petersen, A. A theoretically determined model for friction in metal working processes. Wear 1974, 28, 251–258. [Google Scholar] [CrossRef]
- Wanheim, T.; Bay, N. A model for friction in metal-forming processes. CIRP Ann. 1978, 27, 189–194. [Google Scholar]
- Zhang, D.-W.; Ou, H. Relationship between friction parameters in a Coulomb–Tresca friction model for bulk metal forming. Tribol. Int. 2016, 95, 13–18. [Google Scholar] [CrossRef]
- Zhang, Q.; Felder, E.; Bruschi, S. Evaluation of friction condition in cold forging by using T-shape compression test. J Mater Process. Technol. 2009, 209, 5720–5729. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Effects of die land length and geometry on curvature and effective strain of profiles produced by a novel sideways extrusion process. J. Mater. Process. Technol. 2020, 282, 116682. [Google Scholar] [CrossRef]
- Li, G.-J.; Kobayashi, S. Rigid-Plastic Finite-Element Analysis of Plane Strain Rolling. J. Eng. Ind. 1982, 104, 55–63. [Google Scholar] [CrossRef]
- Oh, S.; Wu, W.; Tang, J. Simulations of cold forging processes by the DEFORM system. J. Mater. Process. Technol. 1992, 35, 357–370. [Google Scholar] [CrossRef]
- Wang, F.; Lenard, J.G. An Experimental Study of Interfacial Friction-Hot Ring Compression. J. Eng. Mater. Technol. 1992, 114, 13–18. [Google Scholar] [CrossRef]
- Grechnikov, F.V.; Khaimovich, A.I. The Study of Plastic Deformation at High Strain Rates in Upset Forging of Cylinders. Key Eng. Mater. 2016, 684, 74–79. [Google Scholar] [CrossRef]
- Shen, G.; Vedhanayagam, A.; Kropp, E.; Altan, T. A method for evaluating friction using a backward extrusion-type forging. J. Mater. Process. Technol. 1992, 33, 109–123. [Google Scholar] [CrossRef]
- Grechnikov, F.; Khaimovich, A.; Alexandrov, S. Estimation of hot stamping lubricant efficiency under dynamic loading conditions. J. Mater. Process. Technol. 2016, 234, 300–308. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lu, X.; Lin, J.; Dean, T.A. A comparative study on deformation mechanisms, microstructures and mechanical properties of wide thin-ribbed sections formed by sideways and forward extrusion. Int. J. Mach. Tools Manuf. 2021, 168, 103771. [Google Scholar] [CrossRef]
- Grechnikov, F.V.; Khaimovich, A.I.; Mikhelkevich, V.; Jiang, C.-P. The Research of Friction Influences on the Formation Process by Lateral Extrusion into Radial Wedge-Type Branches. Key Eng. Mater. 2017, 746, 56–62. [Google Scholar] [CrossRef]
- Grace, A.C.W. Computer-Aided Control System Design Using Optimization Techniques. Ph.D. Thesis, University of Wales, Bangor, UK, 1989. [Google Scholar]
- Han, S.P. A globally convergent method for nonlinear programming. J. Optim. Theory Appl. 1977, 22, 297–309. [Google Scholar] [CrossRef] [Green Version]
- Rao, K.; Sivaram, K. A review of ring-compression testing and applicability of the calibration curves. J. Mater. Process. Technol. 1993, 37, 295–318. [Google Scholar] [CrossRef]
- Molaei, S.; Shahbaz, M.; Ebrahimi, R. The Relationship between constant Friction Factor and Coefficient of Friction in Metal Forming using Finite Element Analysis. Iran. J. Mater. Form. 2014, 1, 14–22. [Google Scholar] [CrossRef]
- Dixit, U.S.; Ganesh Narayanan, R. (Eds.) Modelling of metal-forming process. In Metal Forming: Technology and Process Modelling; McGraw Hill Education: New Delhi, India, 2013. [Google Scholar]
- Dixit, U.S.; Kumar, V.; Petrov, P.; Saprykin, B. Determining Friction and Flow Stress of Material during Forging. In Proceedings of the 24th International Conference on Material Forming (ESAFORM 2021), Liège, Belgium, 14–16 April 2021. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dimension ratio | 1 | 0.5 | ||||||||||||||
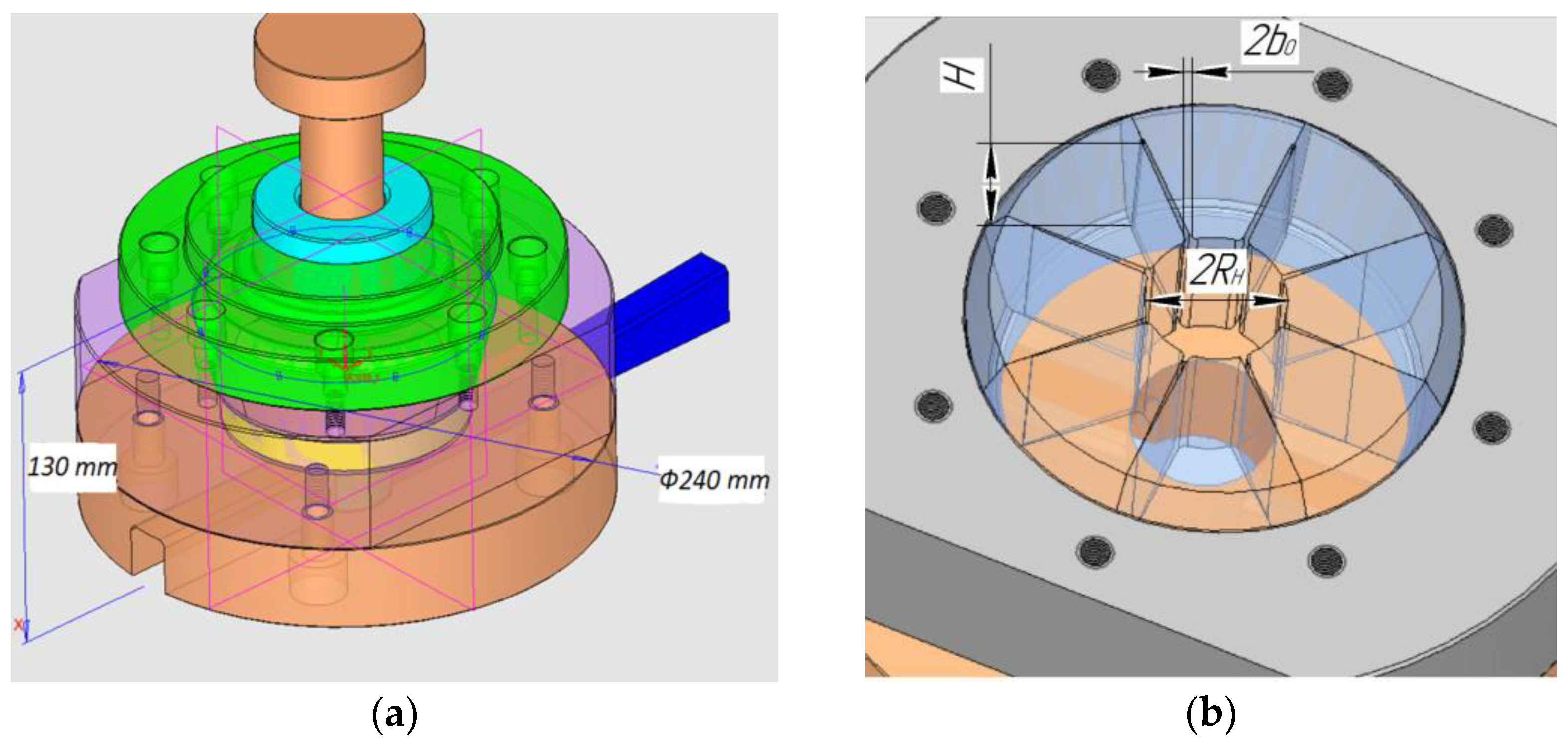
| Channel thickness at the entrance, 2b0 (mm) | 1.5 | 0.75 | ||||||||||||||
| Channel width H (mm) | 45 | 22.5 | ||||||||||||||
| Outer diameter, 2RH (mm) | 40 | 20 | ||||||||||||||
| Channel number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Convergence angle, 2α (°) | 0 | 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 | 0 | 0.5 | 1 | 1.5 | 2 | 2.5 | 3 | 3.5 |
| Deformation Conditions | Parameter | Convergence Angle (°) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0.0 | 0.5 | 1.0 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | ||
| DR = 1, no lubrication | Av. length | 19.42 | 18.32 | 16.95 | 16.95 | 17.27 | 17.16 | 17.64 | 16.30 |
| Dispersion | 1.420 | 2.059 | 2.364 | 2.364 | 1.50 | 3.090 | 2.050 | 1.262 | |
| DR = 1, lubrication | Av. length | 10.20 | 10.55 | 9.24 | 9.27 | 9.20 | 9.30 | 9.18 | 9.93 |
| Dispersion | 1.871 | 0.815 | 3.003 | 1.194 | 0.842 | 0.486 | 0.734 | 0.825 | |
| DR = 0.5, no lubrication | Av. length | 10.12 | 6.01 | 5.34 | 5.02 | 5.39 | 5.36 | 5.1 | 5.34 |
| Dispersion | 2.281 | 0.213 | 0.433 | 0.314 | 0.153 | 0.11 | 0.092 | 0.092 | |
| SF = 0.5, lubrication | Av. length | 12.22 | 8.61 | 8.29 | 7.54 | 8.08 | 7.69 | 7.86 | 7.29 |
| Dispersion | 1.863 | 0.166 | 0.433 | 0.076 | 0.06 | 0.253 | 0.084 | 0.181 | |
| Parameter | DR = 1 | DR = 0.5 | |||
|---|---|---|---|---|---|
| w/o Lubricant | Lubricant | w/o Lubricant | Lubricant | ||
| 1. | constant shear friction factor m | 0.827 | 0.726 | 0.99 | 0.74 |
| 2. | Coulomb friction coefficient μ | 0.413 | 0.363 | 0.488 | 0.370 |
| 3. | The relative length dominated by the Coulomb friction law | less than 1% | |||
| 4. | 0.0374 | 0.0418 | 0.0359 | 0.0263 | |
| 5. | m/μ | ≈2 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrovskij, I.; Khaimovich, A.; Bobrovskij, N.; Travieso-Rodriguez, J.A.; Grechnikov, F. Derivation of the Coefficients in the Coulomb Constant Shear Friction Law from Experimental Data on the Extrusion of a Material into V-Shaped Channels with Different Convergence Angles: New Method and Algorithm. Metals 2022, 12, 239. https://doi.org/10.3390/met12020239
Bobrovskij I, Khaimovich A, Bobrovskij N, Travieso-Rodriguez JA, Grechnikov F. Derivation of the Coefficients in the Coulomb Constant Shear Friction Law from Experimental Data on the Extrusion of a Material into V-Shaped Channels with Different Convergence Angles: New Method and Algorithm. Metals. 2022; 12(2):239. https://doi.org/10.3390/met12020239
Chicago/Turabian StyleBobrovskij, Igor, Alexander Khaimovich, Nikolaj Bobrovskij, J. Antonio Travieso-Rodriguez, and Fedor Grechnikov. 2022. "Derivation of the Coefficients in the Coulomb Constant Shear Friction Law from Experimental Data on the Extrusion of a Material into V-Shaped Channels with Different Convergence Angles: New Method and Algorithm" Metals 12, no. 2: 239. https://doi.org/10.3390/met12020239
APA StyleBobrovskij, I., Khaimovich, A., Bobrovskij, N., Travieso-Rodriguez, J. A., & Grechnikov, F. (2022). Derivation of the Coefficients in the Coulomb Constant Shear Friction Law from Experimental Data on the Extrusion of a Material into V-Shaped Channels with Different Convergence Angles: New Method and Algorithm. Metals, 12(2), 239. https://doi.org/10.3390/met12020239