
Structures and Mechanical Properties of Some Dual-Phase Steels with Low Manganese Content



Abstract
:1. Introduction
2. Materials and Methods
- the heating temperatures (TQ) were between 760 and 820 °C (760, 780, 800, and 820 °C), values established according to the position of the critical points Ac1 and Ac3;
- the heating was conducted at constant values of the TQ temperature for 30 min (in an electric laboratory furnace Nabertherm LT 40/11/P330, Nabertherm GmbH, Uedem, Germany);
- the cooling was conducted in an LBS 2 bath (Falc Instruments S.R.L., Treviglio, Italy), in two ways: in water with the temperature of 20 °C, without mechanical agitation (denoted W) and in water with the temperature of 20 °C, activated with ultrasounds, at the frequency of 59 kHz (denoted US59).
3. Results and Discussions
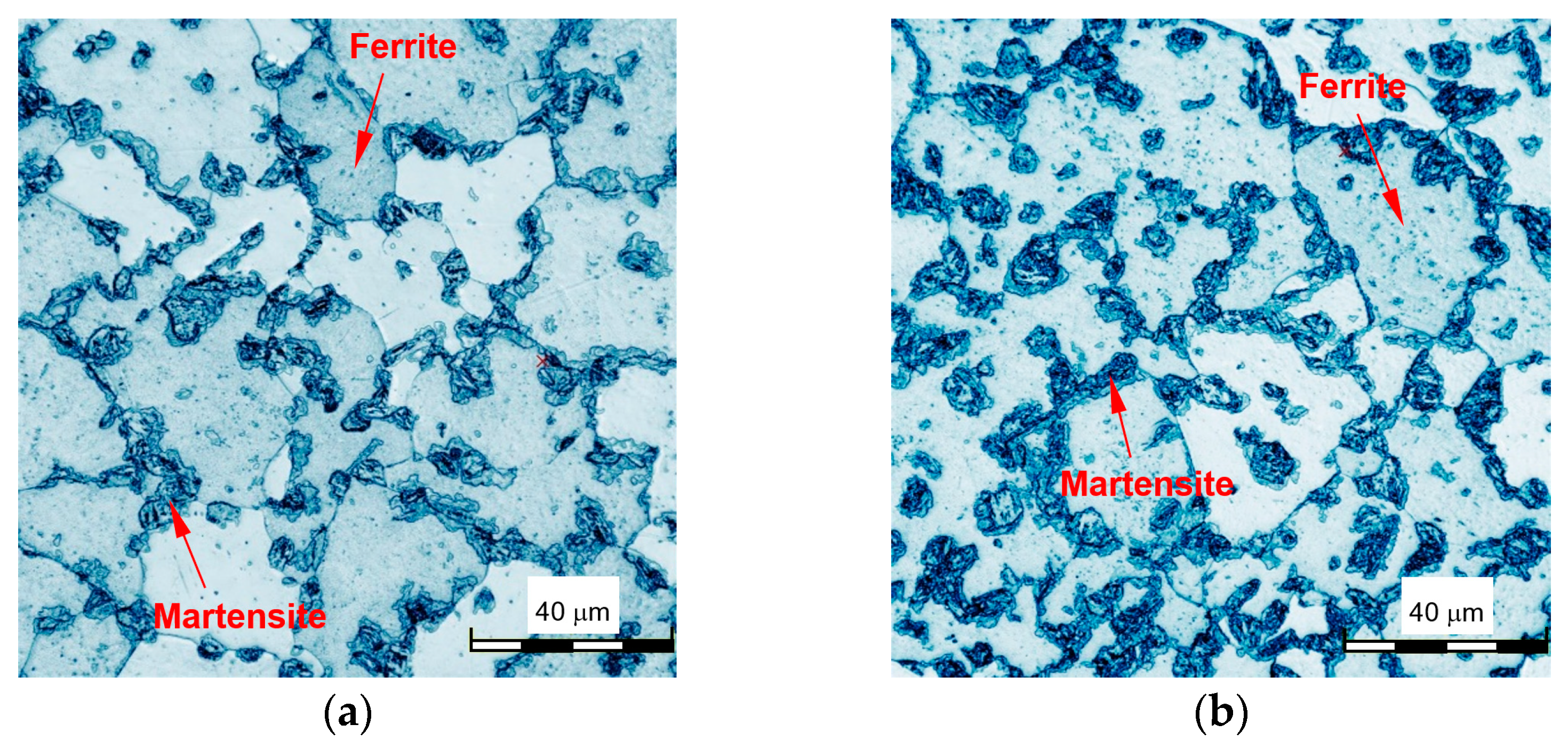
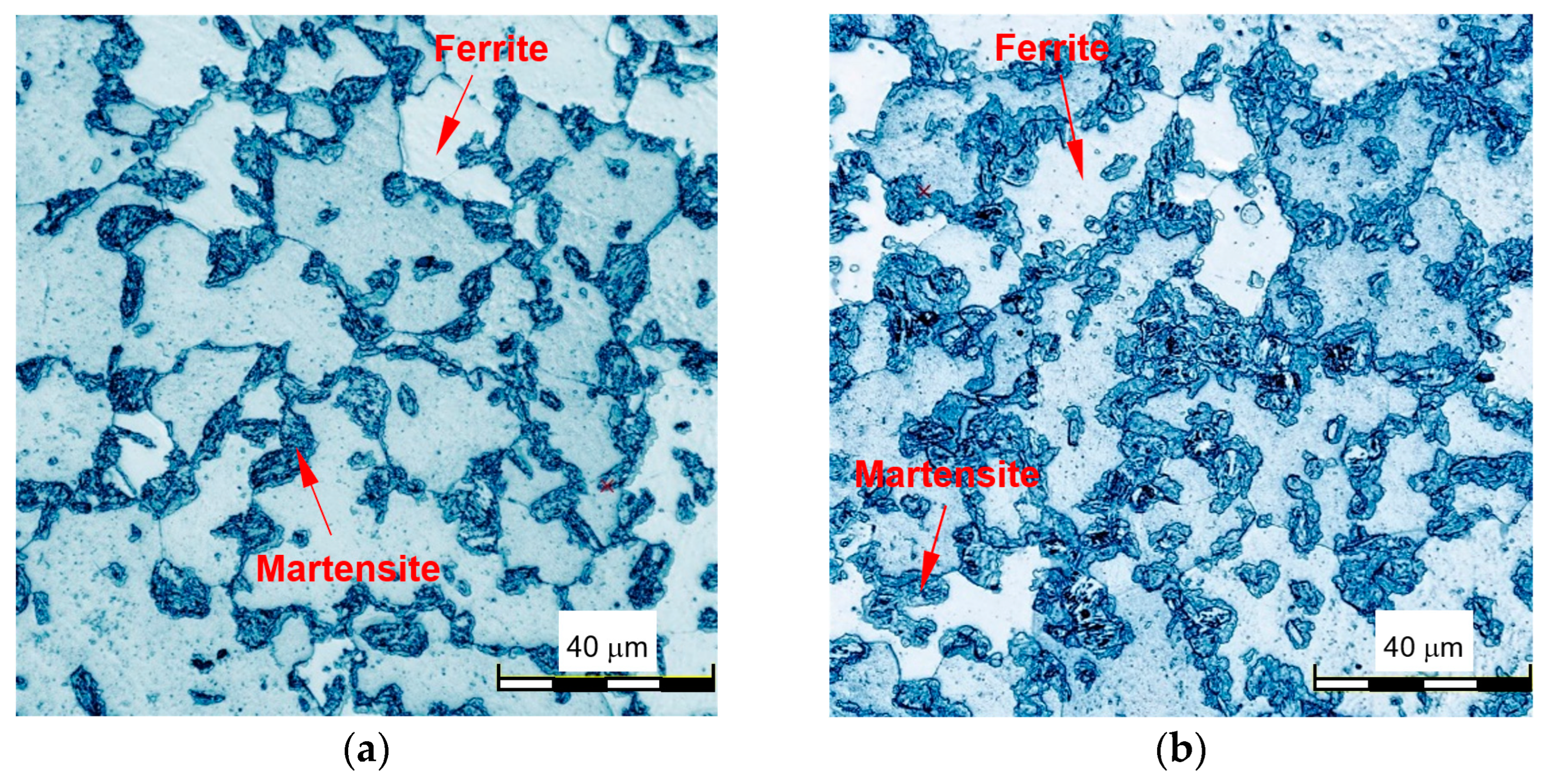
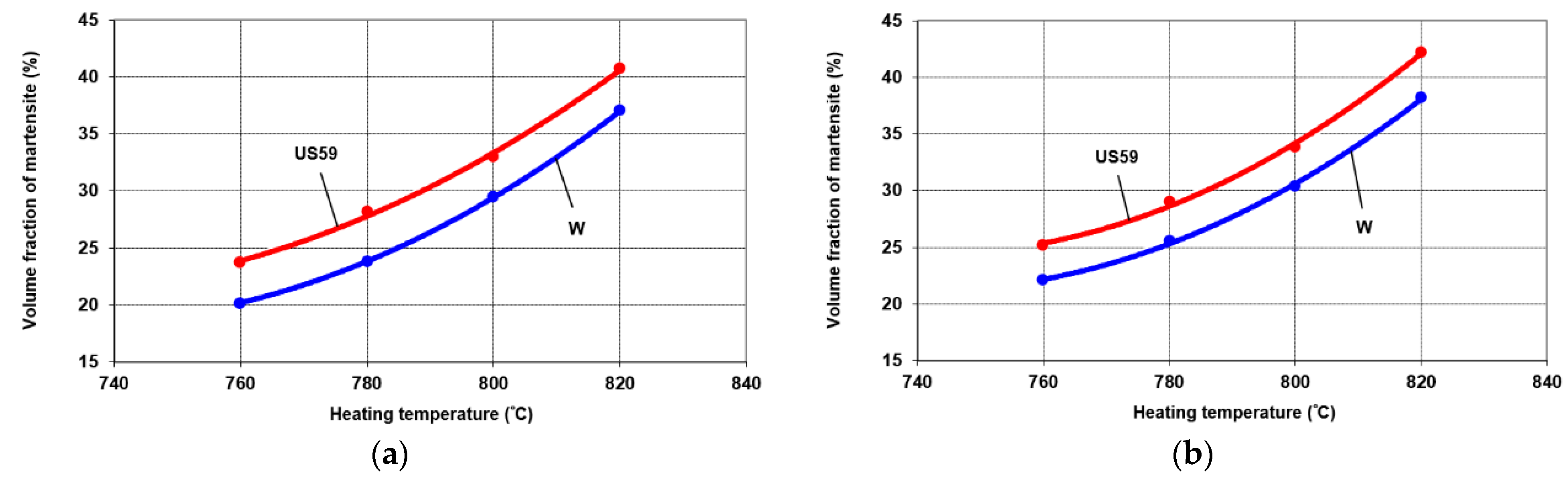
3.1. Influence of Intercritical Quenching on the Structure of DP-A and DP-B Steels
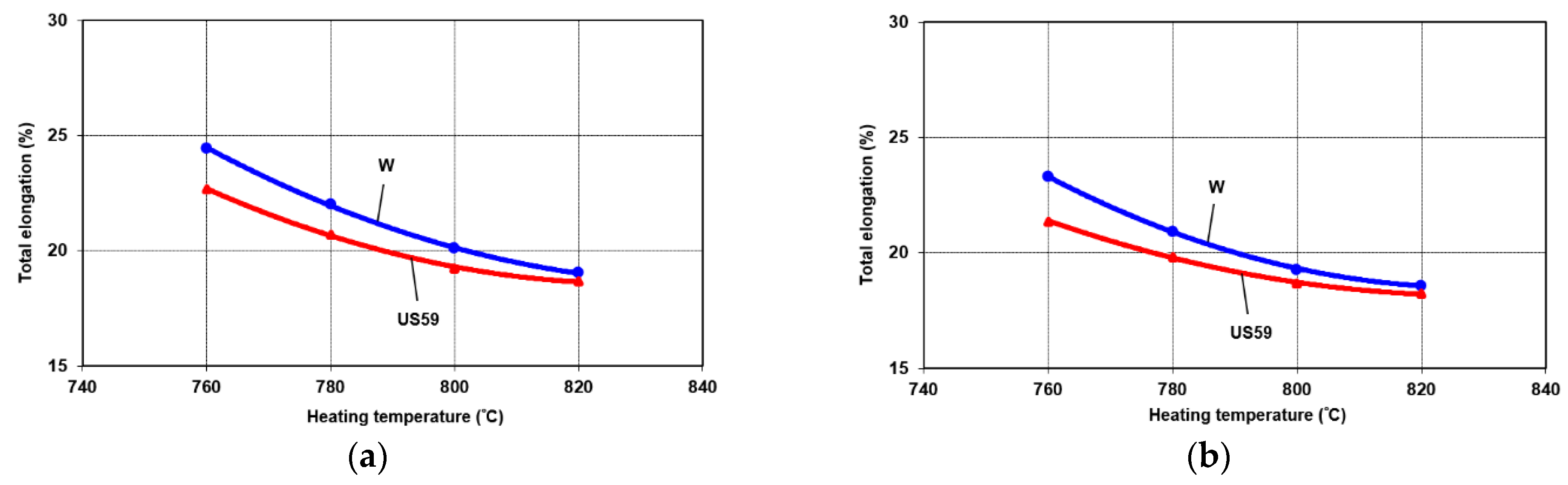
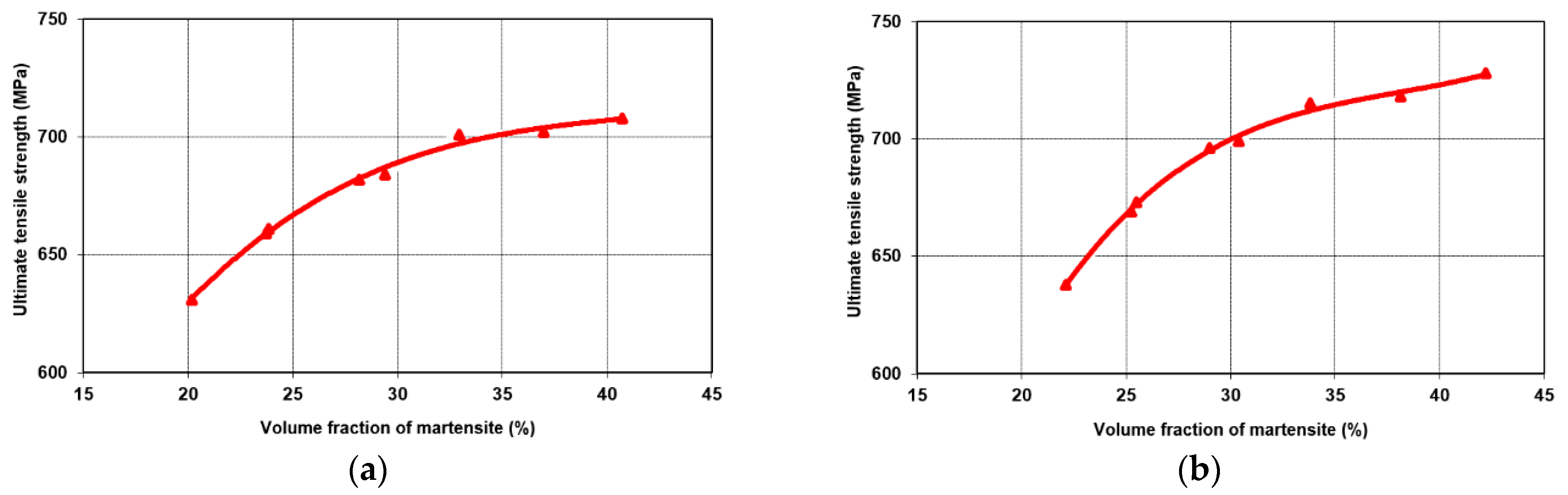
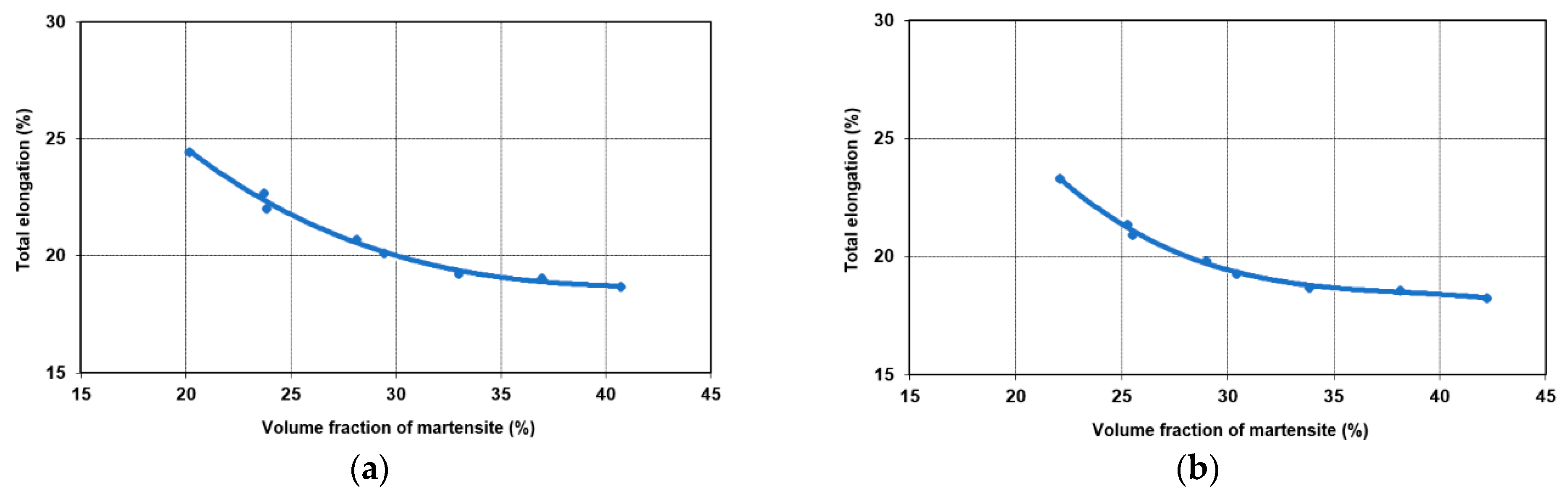
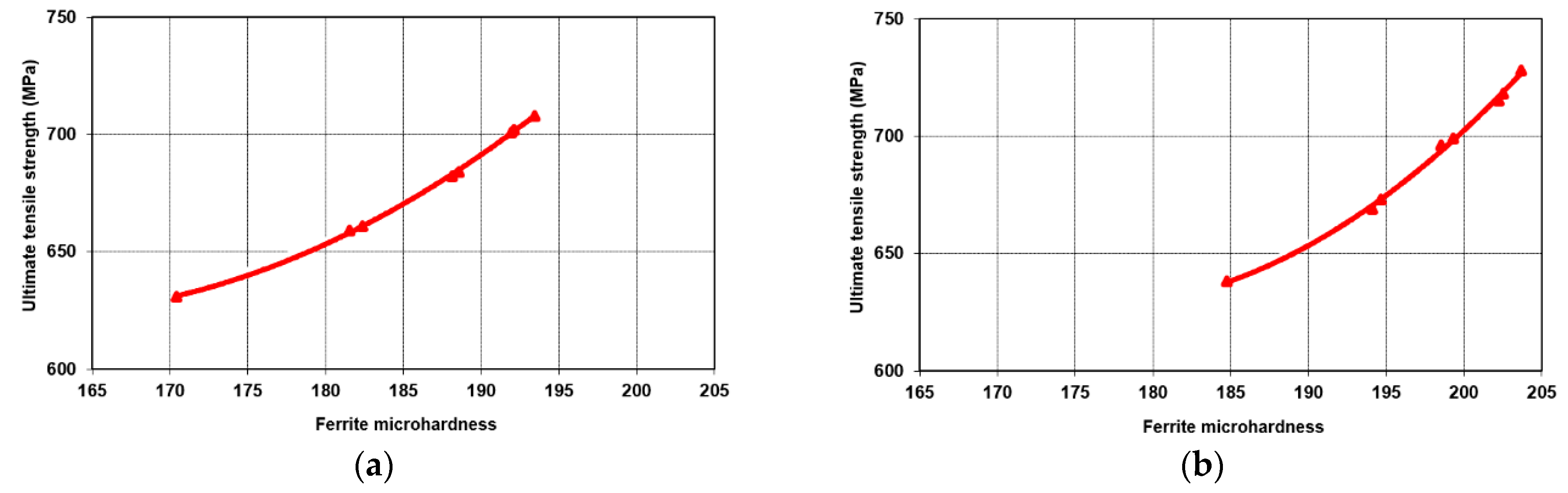
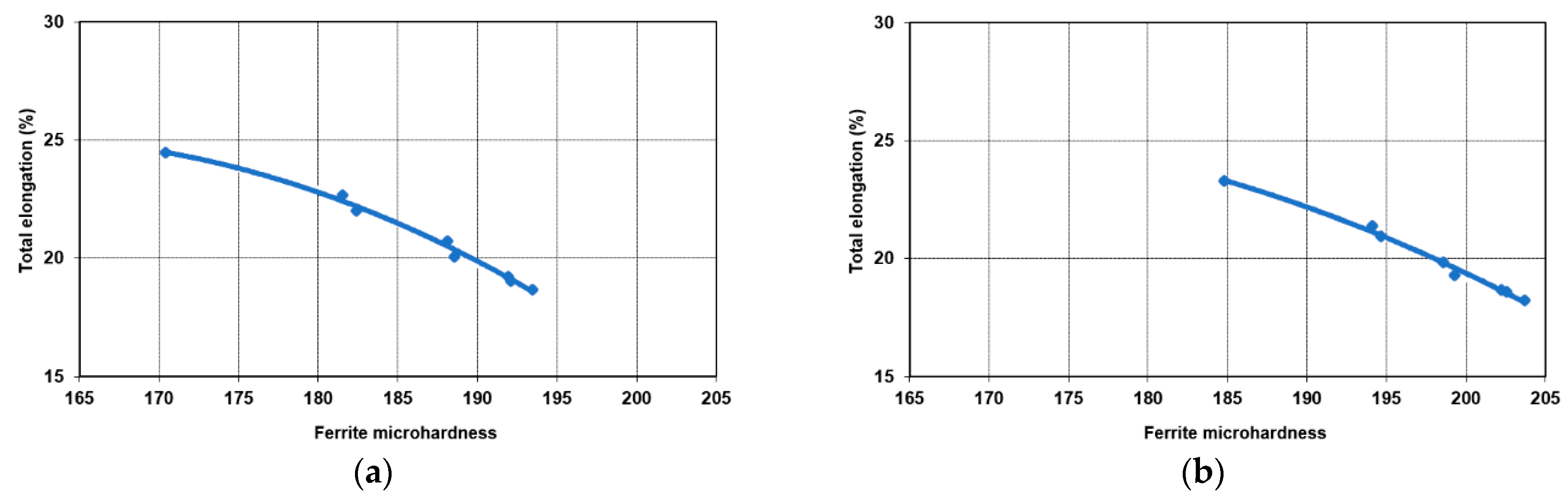
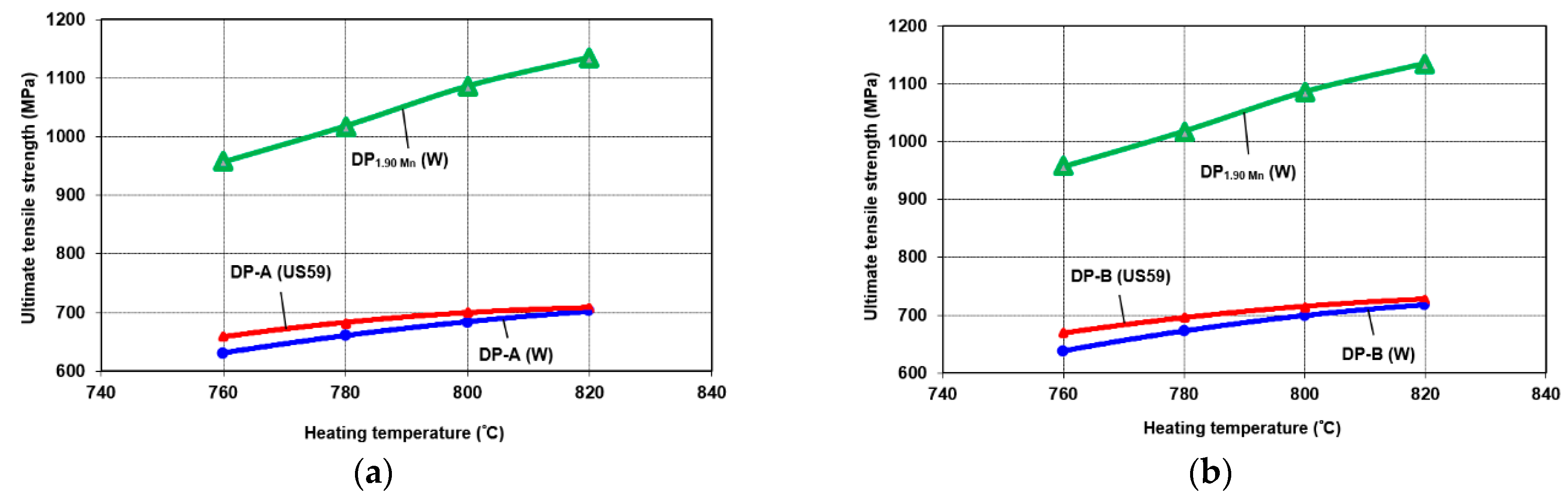
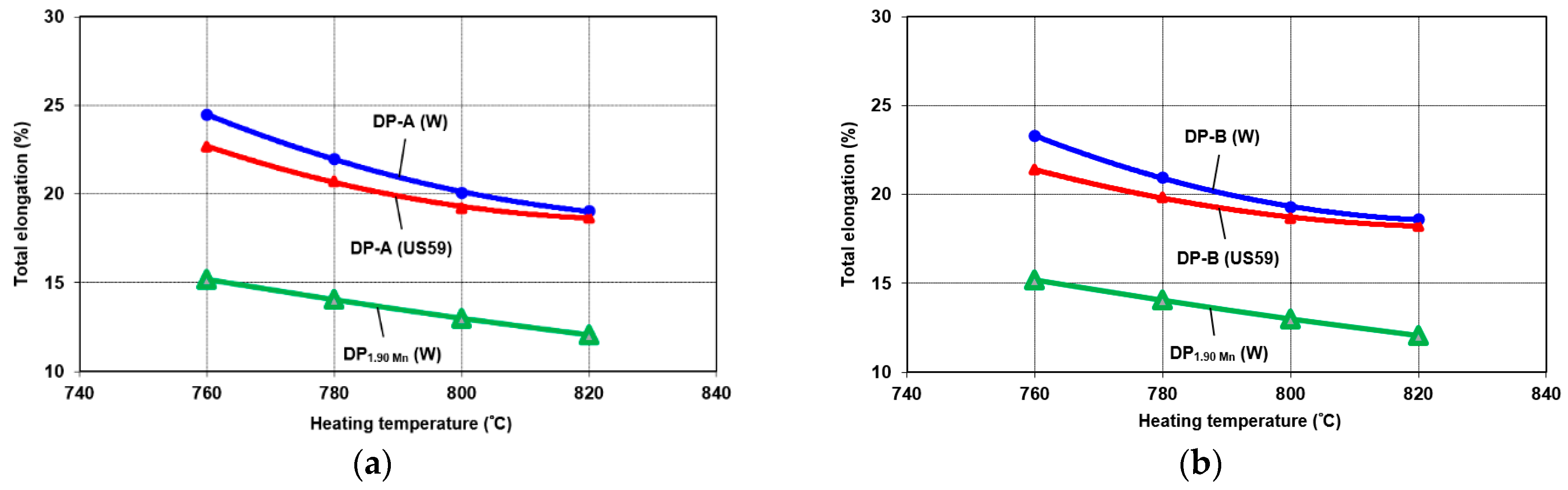
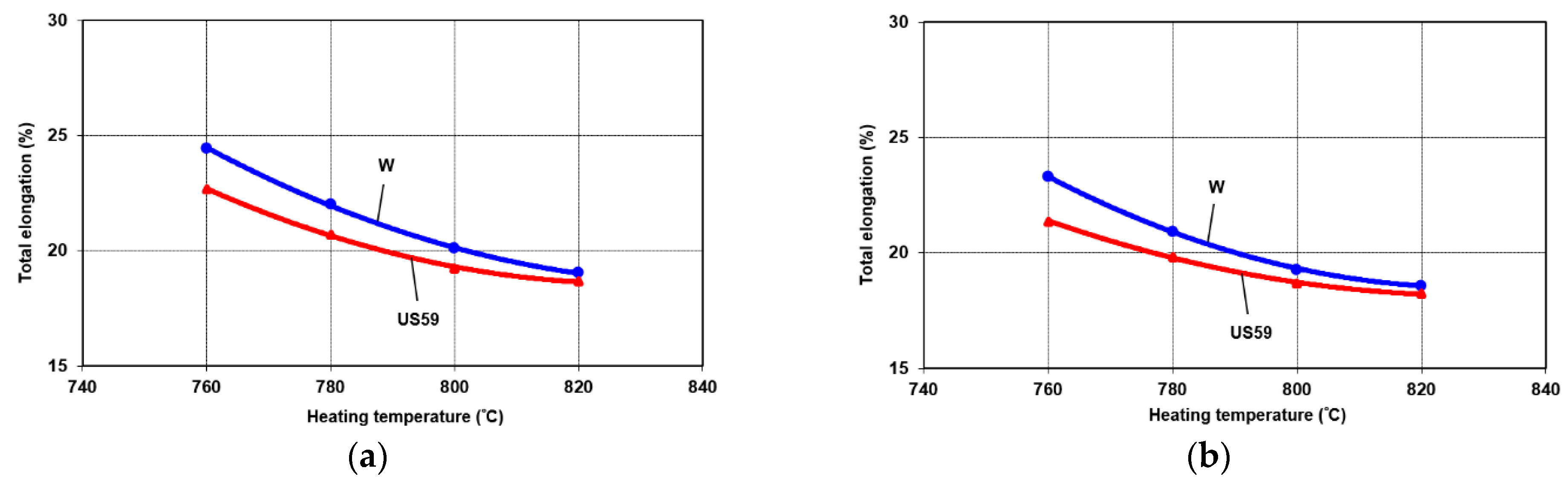
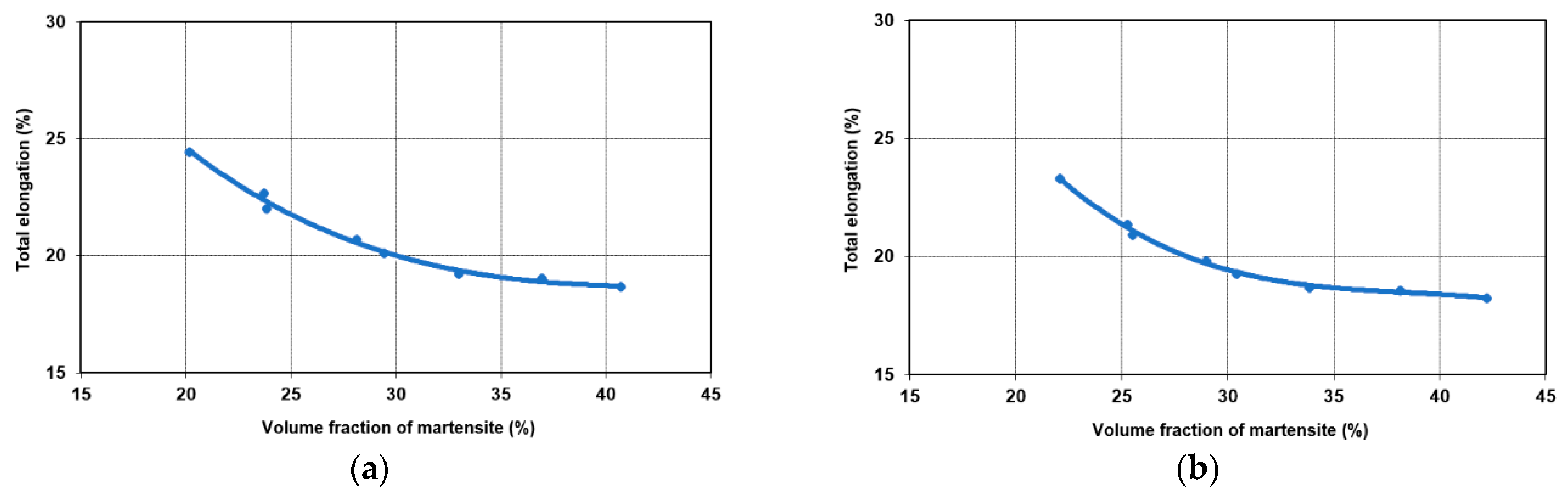
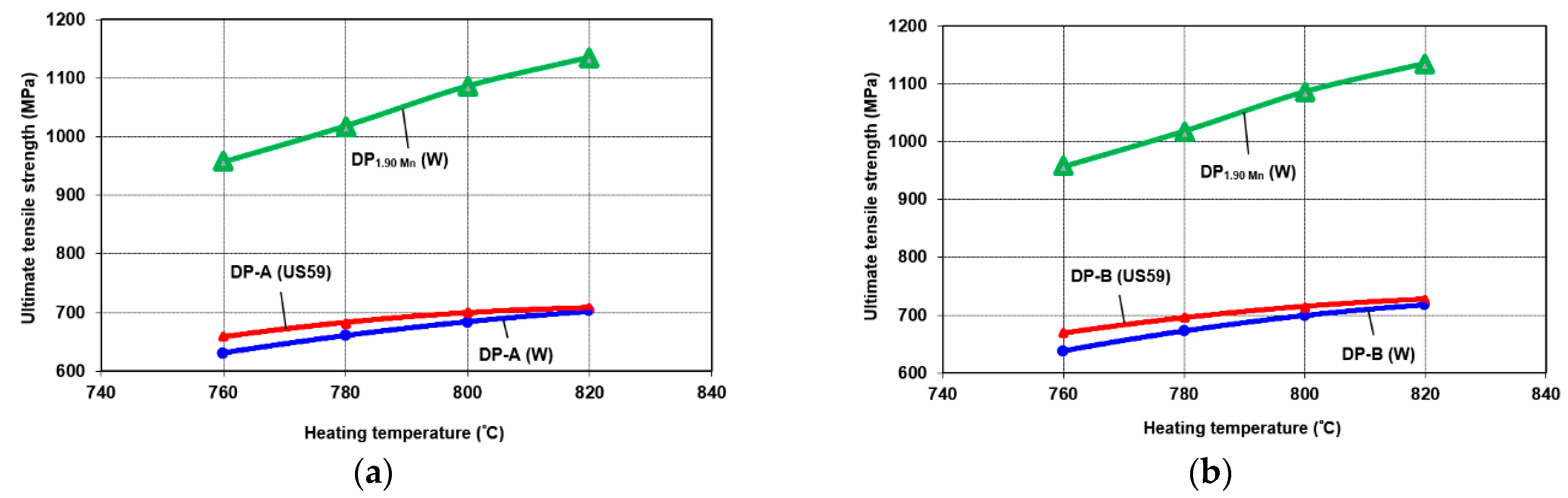
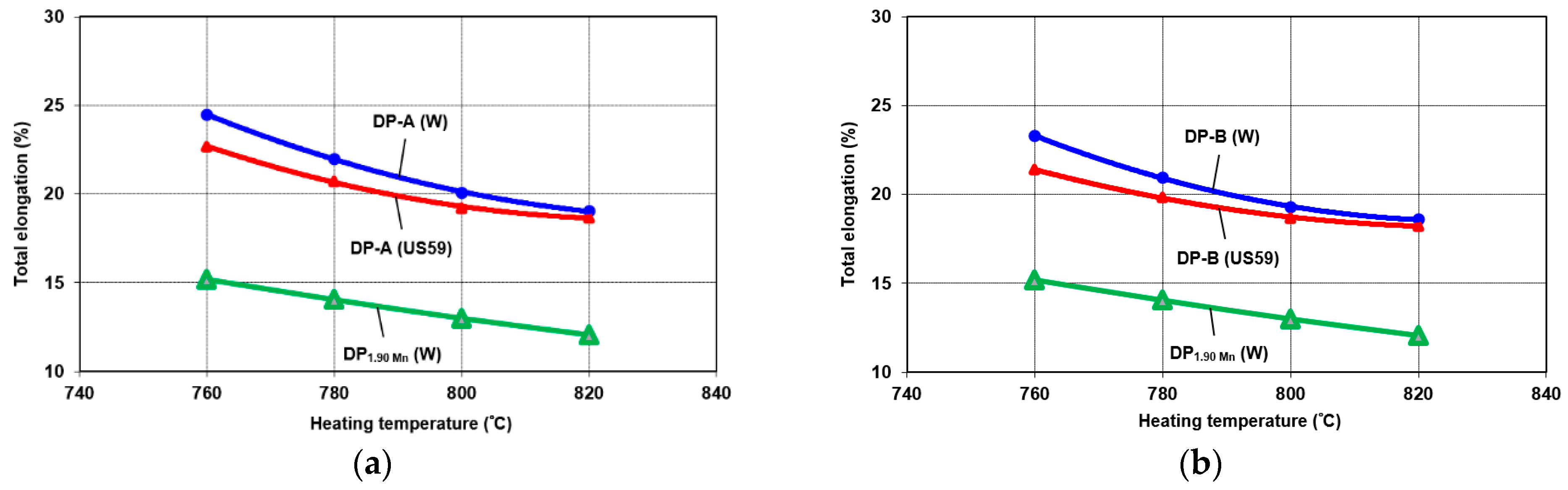
3.2. Influence of Intercritical Quenching on the Mechanical Properties of DP-A and DP-B Steels
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rashid, M.S. Dual-Phase Steels. Ann. Rev. Mater. Sci. 1981, 11, 245–266. [Google Scholar] [CrossRef]
- Golovanenko, S.A.; Fonshteyn, N.M. Dual-Phase Alloyed Steels; Metallurghia: Moscow, Russia, 1986; pp. 8–133. [Google Scholar]
- Dulucheanu, C. Contributions Regarding the Physical, Mechanical and Technological Properties of the Ferrite-Martensite Dual-Phase Steels. Ph.D. Thesis, “Dunarea de Jos” University of Galati, Galati, Romania, 1999. [Google Scholar]
- Davies, R.G.; Magee, C.L. Physical Metallurgy of Automotive High Strength Steels. In Structure and Properties of Dual-Phase Steels; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1979; pp. 1–19. [Google Scholar]
- Speich, G.R. Physical Metallurgy of Dual-Phase Steels. In Proceedings of the Fundamentals of Dual-Phase Steels, Chicago, IL, USA, 23–24 February 1981; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1981; pp. 3–46. [Google Scholar]
- Tsipouridis, P. Mechanical Properties of Dual-Phase Steels. Ph.D. Thesis, Technische Universität München, München, Germany, 2006. [Google Scholar]
- Granbom, Y. Structure and Mechanical Properties of Dual-Phase Steels—An Experimental and Theoretical Analysis. Ph.D. Thesis, Royal Institute of Technology, Stockholm, Sweden, 2010. [Google Scholar]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- Liu, S.; Kouadri-Henni, A.; Gavrus, A. DP600 dual phase steel thermo-elasto-plastic constitutive model considering strain rate and temperature influence on FEM residual stress analysis of laser welding. J. Manuf. Process. 2018, 35, 407–419. [Google Scholar] [CrossRef]
- Nadlene, R.; Esah, H.; Norliana, S.; Mohd Irwan, M.A. Study on the Effect of Volume Fraction of Dual Phase Steel to Corrosion Behaviour and Hardness. World Acad. Sci. Eng. Technol. 2011, 5, 564–567. [Google Scholar]
- Pouranvari, M. Tensile Strength and Ductility of Ferrite-Martensite Dual Phase Steels. Metall. Mater. Eng. 2010, 16, 187–194. [Google Scholar]
- Birgani, E.N.; Pouranvari, M. Effect of Martensite Volume Fraction on the Work Hardening Behavior of Dual-Phase Steels. Available online: http://konsys-t.tanger.cz/files/proceedings/metal_09/Lists/Papers/107.pdf (accessed on 6 April 2013).
- Chatterjee, D. Behind the Development of Advanced High Strength Steel (AHSS) Including Stainless Steel for Automotive and Structural Applications—An Overview. Mater. Sci. Metall. Eng. 2017, 4, 1–15. [Google Scholar]
- Keeler, S.; Kimchi, M.; Mooney, P.J. Advanced High-Strength Steels. Application Guidelines Version 6.0. Available online: http://www.worldautosteel.org/download_files/AHSS%20Guidelines%20V6/00_AHSSGuidelines_V6_20170430.pdf (accessed on 10 December 2021).
- Garcia, C.I.; DeArde, A.J. The formation of austenite in low-alloy steels. In Proceedings of the Structure and Properties of Dual-Phase Steels, New Orleans, LA, USA, 19–21 February 1979; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1979; pp. 40–61. [Google Scholar]
- Wycliffe, P.; Purdy, G.R.; Embury, J.D. Austenite growth in the intercritical annealing of ternary and quaternary dual-phase steels. In Proceedings of the Fundamentals of Dual-Phase Steels, Chicago, IL, USA, 23–24 February 1981; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1981; pp. 59–84. [Google Scholar]
- Kogan, L.I.; Matrokhina, E.F.; Entin, R.I. Influence of Austenization in the Intercritical Temperature Range on the Structure and Properties of Low-Carbon Steels. Phys. Met. Metall. 1981, 52, 93–101. [Google Scholar]
- Adamczyk, J.; Grajcar, A. Heat treatment and mechanical properties of low carbon steel with dual-phase microstructure. J. Achiev. Mater. Manuf. Eng. 2007, 22, 13–20. [Google Scholar]
- Kim, N.J.; Thomas, G. Effects of the constituents on the mechanical behavior of low carbon steels. Scr. Metall. 1984, 18, 37–42. [Google Scholar] [CrossRef]
- Jeong, C.W.; Kim, C.H. Ferrite growth on cooling after intercritical annealing of a dual-phase steel. Scr. Metall. 1985, 19, 37–42. [Google Scholar] [CrossRef]
- Bag, A.; Ray, K.K.; Dwrakadasa, E.S. Influence of Martensite Content and Morphology on Tensile and Impact Properties of High-Martensite Dual-Phase Steels. Metall. Mater. Trans. A 1999, 30, 1193–1202. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel: Characterization and Effect of Intercritical Annealing Parameters. ISIJ Int. 2011, 52, 874–883. [Google Scholar] [CrossRef] [Green Version]
- Amza, G. Ultrasounds. Active Applications; AGIR: Bucharest, Romania, 2006; pp. 573–603. [Google Scholar]
- Băncescu, N.; Dulucheanu, C.; Severin, T.L. The Quenching in Ultrasonic Field of the Bearing Steels. Advantages and Perspectives. Part 1: The Influence of the Quenching Technology on Hardness and Structure of a RUL 1 Steel. Metal. Int. 2013, XVIII, 43–48. [Google Scholar]
- Dulucheanu, C.; Bancescu, N.; Severin, T.L. The Influence of Quenching Medium on the Structure and Mechanical Properties of the Dual-Phase Steel with 0.09% C, 1.90% Mn. Metal. Int. 2011, XVI, 25–28. [Google Scholar]
- Dulucheanu, C.; Severin, T. The Influence of Ultrasounds on the Structure of some Low Carbon and Manganese Dual-Phase Steels. In Proceedings of the 17th International Multisciplinary Scientific GeoConferince SGEM 2017, Vienna, Austria, 27–29 November 2017; STEF92 Technology Ltd.: Sofia, Bulgaria, 2017; Volume 17, pp. 85–92. [Google Scholar]
- Dulucheanu, C.; Bancescu, N.; Severin, T. Technological Characteristics of a Dual-Phase Steel with 0.09% C and 1.90% Mn Obtained by Intercritical Quenching. Adv. Mater. Res. 2013, 814, 60–67. [Google Scholar] [CrossRef]
- Dulucheanu, C.; Severin, T.; Potorac, A.; Irimescu, L. Influence of intercritical quenching on the structure and mechanical properties of a dual-phase steel with low manganese content. Mater. Today Proc. 2019, 19, 941–948. [Google Scholar] [CrossRef]
- Dulucheanu, C.; Băncescu, N.; Severin, T. The Influence of Quenching Temperature on the Mechanical Properties of a Dual-Phase Steel with 0.094% C and 0.53% Mn. Appl. Mech. Mater. 2015, 808, 28–33. [Google Scholar] [CrossRef]
- Dulucheanu, C.; Severin, T.L.; Cerlinca, D.A.; Irimescu, L.; Javorova, J. Mechanical properties of some dual-phase steels with low manganese content. In Proceedings of the Short Papers of the Fourth International Scientific Conference Alternative Energy Sources, Materials and Technologies (ARSMT ’21), Ruse, Bulgaria, 14–15 June 2021; Georgiev, A., Ed.; “Imeon” Sole-Owner: Sofia, Bulgaria, 2021; Volume 3, pp. 85–86. [Google Scholar]
- Dulucheanu, C.; Severin, T.L.; Potorac, A.; Irimescu, L. Determination of the critical points in solid-state transformation of some hypoeutectoid steels. E3S Web Conf. 2019, 95, 04004. [Google Scholar] [CrossRef]
- Burikova, K.; Rosenberg, G. Quantification of Microstructural Parameter Ferritic-Martensite Dual-Phase Steel by Image Analysis. Available online: http://metal2013.tanger.cz/files/proceedings/metal_09/Lists/Papers/032_e.pdf (accessed on 22 October 2013).
- Speich, G.R.; Miller, R.L. Mechanical properties of ferrite-martensite steels. In Proceedings of the Structure and Properties of Dual-Phase Steels, New Orleans, LA, USA, 19–21 February 1979; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1979; pp. 145–182. [Google Scholar]
- Sudersanan, P.D.; Kori, N.; Aprameyan, S.; Kempaiah, U.N. The Effect of Carbon Content in Martensite on the Strength of Dual Phase Steel. Bonfring Int. J. Ind. Eng. Manag. Sci. 2012, 2, 1–4. [Google Scholar]
- Hansen, S.S.; Pradhan, R.R. Structure/Property Relationships and Continuous Yielding Behavior in Dual-Phase Steels. In Proceedings of the Fundamentals of Dual-Phase Steels, Chicago, IL, USA, 23–24 February 1981; Kot, R.A., Morris, J.W., Eds.; The Metallurgical Society of AIME: Warrendale, PA, USA, 1981; pp. 113–144. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Chemical Elements (wt.%) | ||||||
|---|---|---|---|---|---|---|---|
| DP-A | C | Mn | Si | P | S | Cr | Mo |
| 0.087 | 0.511 | 0.091 | 0.0036 | 0.0039 | 0.029 | 0.005 | |
| Ni | Al | Cu | V | W | Fe | - | |
| 0.049 | 0.003 | 0.082 | 0.003 | 0.003 | balance | - | |
| DP-B | C | Mn | Si | P | S | Cr | Mo |
| 0.101 | 0.529 | 0.091 | 0.0032 | 0.0037 | 0.036 | 0.005 | |
| Ni | Al | Cu | V | W | Pb | Fe | |
| 0.015 | 0.003 | 0.015 | 0.003 | 0.003 | 0.011 | balance | |
| TQ (°C) | 760 | 780 | 800 | 820 | ||||
|---|---|---|---|---|---|---|---|---|
| Cooling Medium | W | US59 | W | US59 | W | US59 | W | US59 |
| VM (%) | 20.19 | 23.74 | 23.83 | 28.15 | 29.41 | 32.96 | 36.98 | 40.71 |
| HV0.01 | 170.43 | 181.51 | 182.37 | 188.11 | 188.54 | 191.94 | 192.11 | 193.46 |
| TQ (°C) | 760 | 780 | 800 | 820 | ||||
|---|---|---|---|---|---|---|---|---|
| Cooling medium | W | US59 | W | US59 | W | US59 | W | US59 |
| VM (%) | 22.10 | 25.24 | 25.51 | 28.98 | 30.40 | 33.82 | 38.13 | 42.21 |
| HV0.01 | 184.77 | 194.12 | 194.63 | 198.55 | 199.28 | 202.25 | 202.53 | 203.67 |
| TQ (°C) | 760 | 780 | 800 | 820 | ||||
|---|---|---|---|---|---|---|---|---|
| Cooling medium | W | US59 | W | US59 | W | US59 | W | US59 |
| Rm (MPa) | 631.32 | 658.86 | 661.49 | 682.24 | 684.38 | 700.78 | 701.97 | 708.34 |
| A5 (%) | 24.46 | 22.67 | 22.01 | 20.73 | 20.08 | 19.23 | 19.04 | 18.67 |
| TQ (°C) | 760 | 780 | 800 | 820 | ||||
|---|---|---|---|---|---|---|---|---|
| Cooling medium | W | US59 | W | US59 | W | US59 | W | US59 |
| Rm (MPa) | 637.92 | 669.43 | 672.75 | 695.51 | 698.62 | 714.92 | 718.37 | 727.66 |
| A5 (%) | 23.29 | 21.38 | 20.95 | 19.84 | 19.29 | 18.68 | 18.59 | 18.23 |
| TQ (°C) | 740 | 760 | 780 | 800 | 820 |
|---|---|---|---|---|---|
| VM, (%) | 25.10 | 42.51 | 57.10 | 68.32 | 78.10 |
| Rm (MPa) | 883 | 957 | 1018 | 1086 | 1135 |
| A5 (%) | 16.68 | 15.18 | 14.04 | 12.99 | 12.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dulucheanu, C.; Severin, T.L.; Cerlinca, D.A.; Irimescu, L. Structures and Mechanical Properties of Some Dual-Phase Steels with Low Manganese Content. Metals 2022, 12, 189. https://doi.org/10.3390/met12020189
Dulucheanu C, Severin TL, Cerlinca DA, Irimescu L. Structures and Mechanical Properties of Some Dual-Phase Steels with Low Manganese Content. Metals. 2022; 12(2):189. https://doi.org/10.3390/met12020189
Chicago/Turabian StyleDulucheanu, Constantin, Traian Lucian Severin, Delia Aurora Cerlinca, and Luminita Irimescu. 2022. "Structures and Mechanical Properties of Some Dual-Phase Steels with Low Manganese Content" Metals 12, no. 2: 189. https://doi.org/10.3390/met12020189
APA StyleDulucheanu, C., Severin, T. L., Cerlinca, D. A., & Irimescu, L. (2022). Structures and Mechanical Properties of Some Dual-Phase Steels with Low Manganese Content. Metals, 12(2), 189. https://doi.org/10.3390/met12020189