
Self-Supporting Structures Produced through Laser Powder Bed Fusion of AlSi10Mg Alloy: Surface Quality and Hole Circularity Tolerance Assessment



Abstract
:1. Introduction
2. Materials and Methods
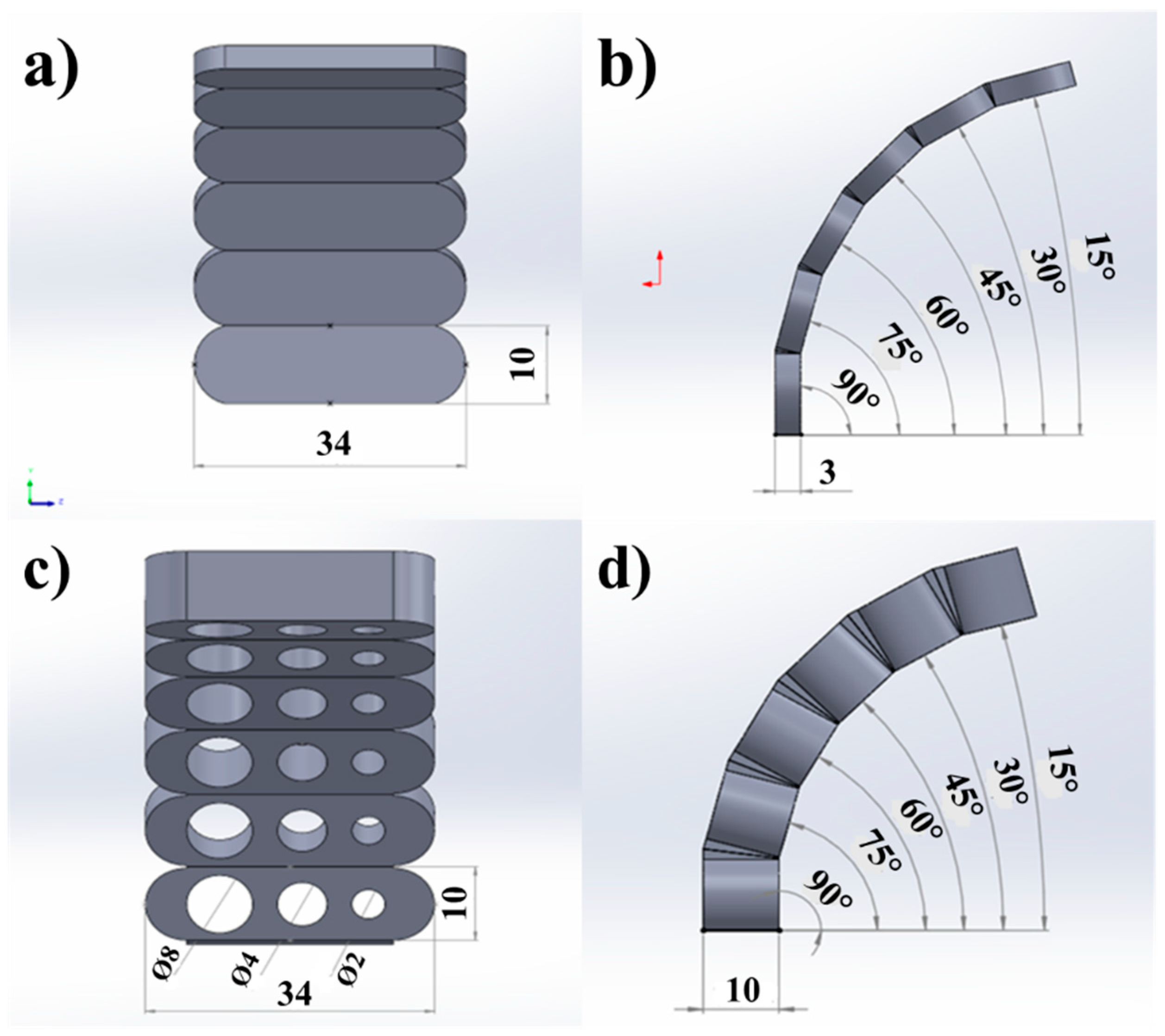
2.1. Structure Design
2.2. L-PBF Process
2.3. Characterization Procedure
2.3.1. Confocal Microscopy
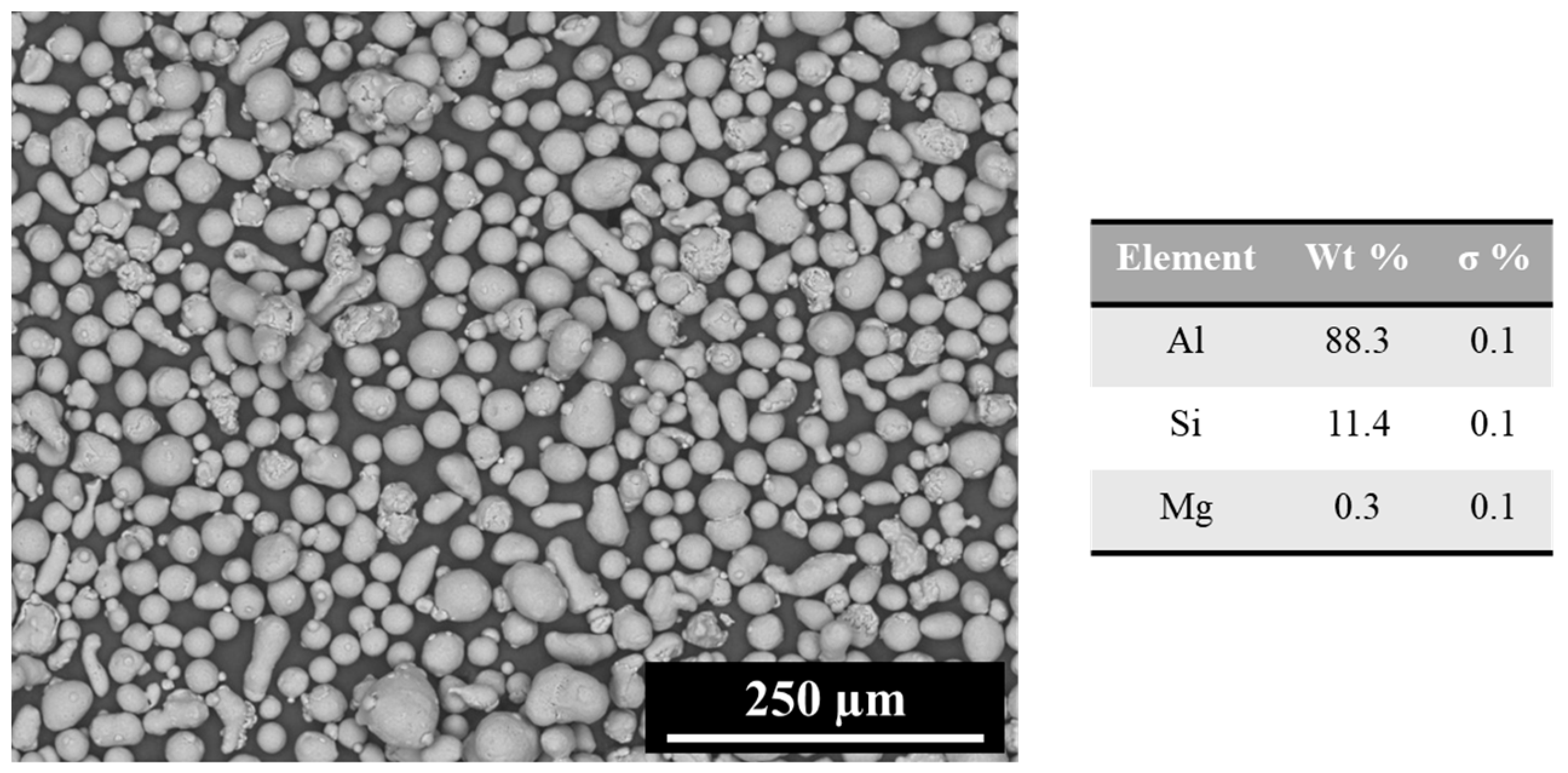
2.3.2. SEM-EDS
2.3.3. Circularity Tolerance Measurements
2.3.4. Density and Microstructure Analysis
3. Results and Discussion
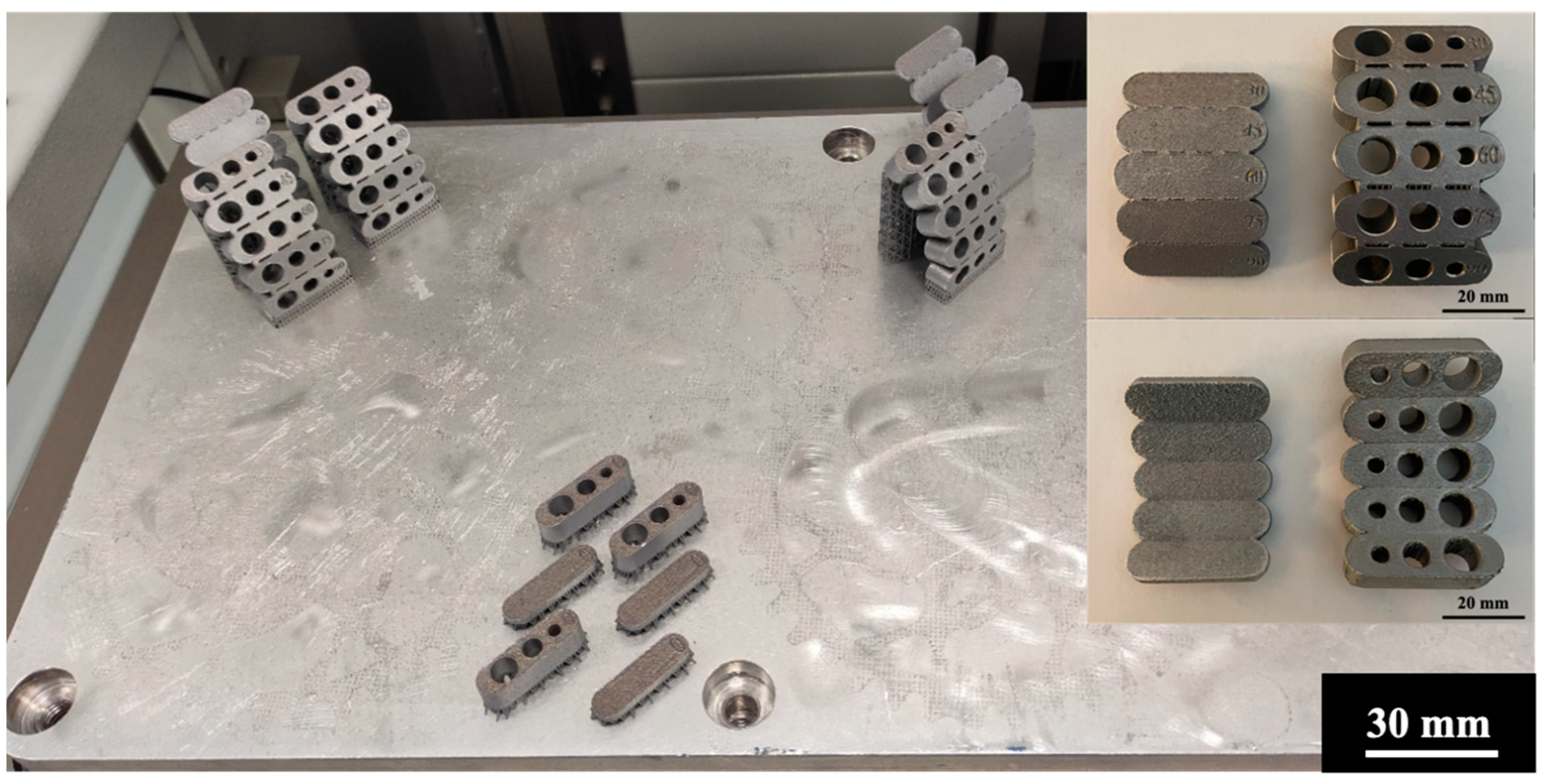
3.1. Printability of the Designed Structures
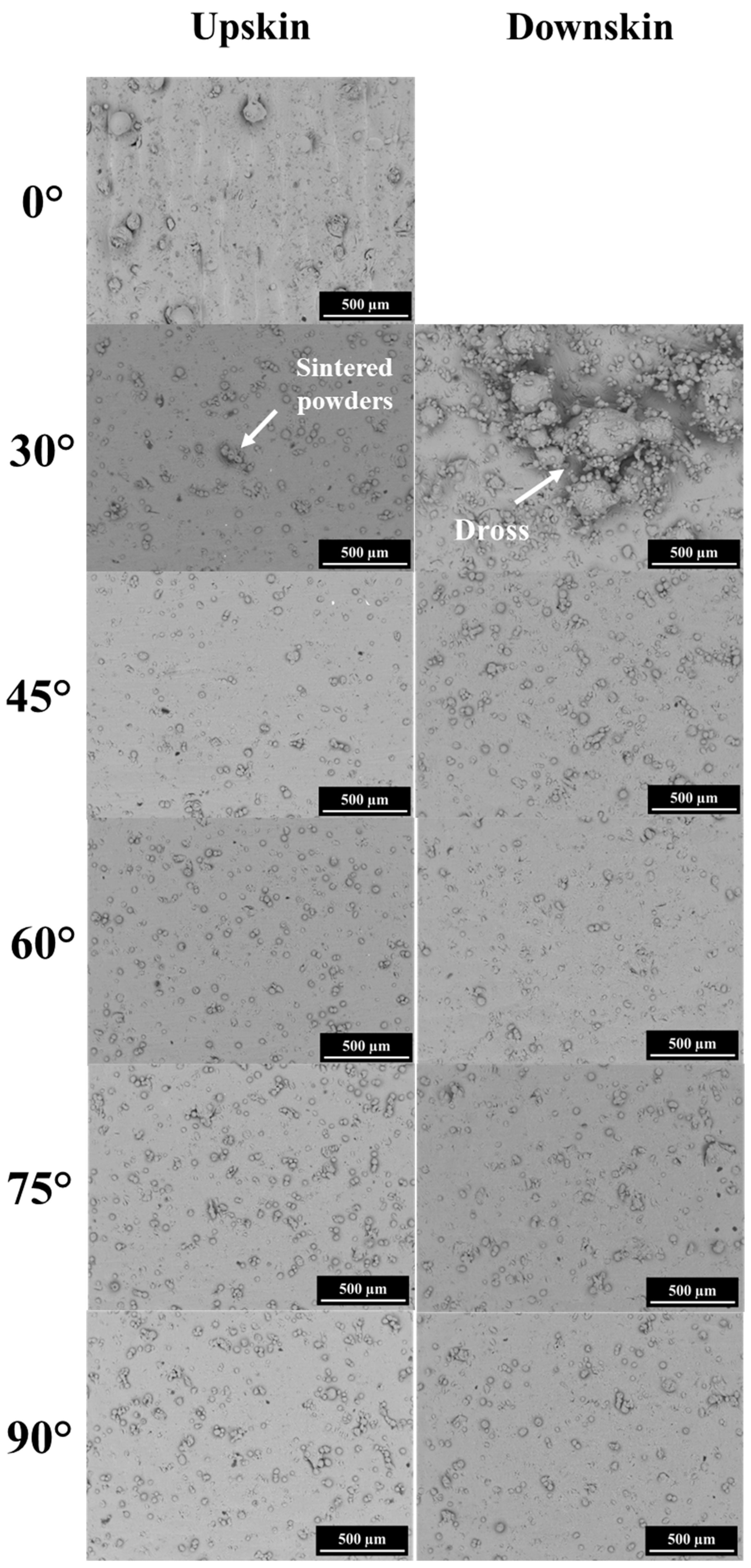
3.2. Surface Quality of the Self-Supported Structures
3.3. Circularity Tolerance Assessment
3.4. Density and Microstructure Analysis
4. Conclusions
- Thin and self-supporting structures can be printed, within the same part, without defects and integrity issues with walls having an overhang angle up to 30°. The addition of further overhanging elements inclined at 15° and 0° causes job failure due to the excessive unsupported weight and warping.
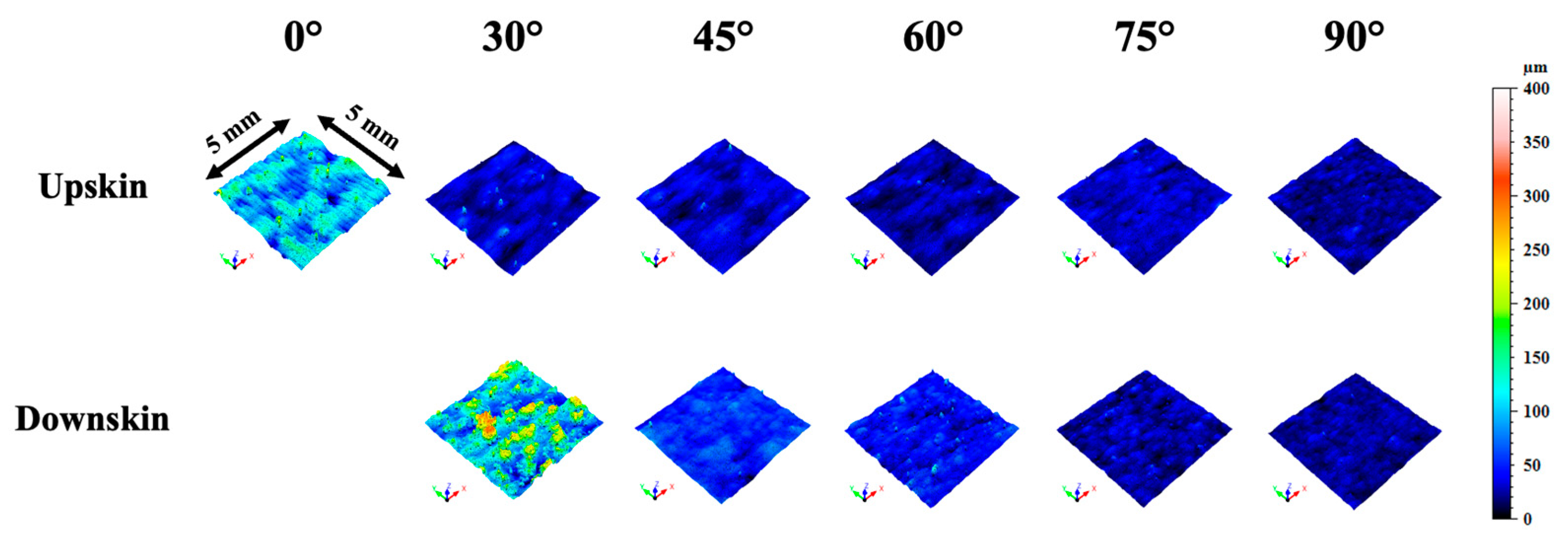
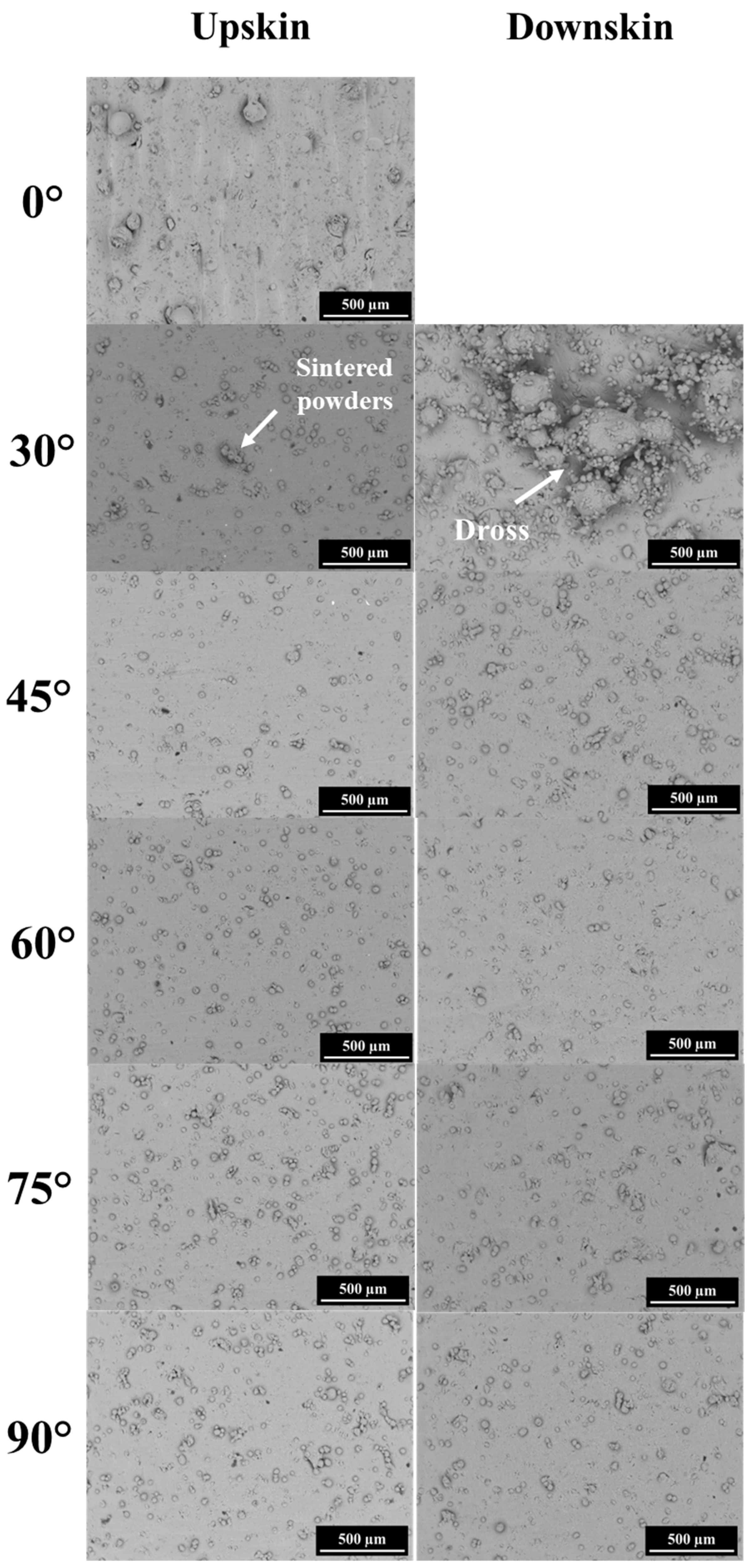
- The surface quality assessment of thin overhanging walls, carried out through confocal microscopy, showed that the surface roughness decreased as a function of the increasing overhang angle. Moreover, the results showed also, as expected, that the downskin surfaces were rougher compared to the upskin ones. The worst case was represented by the elements with an overhang angle of 30°, with approximate values of Sa and Sz of 40 μm and 400 μm, respectively, whereas the best case was represented by the elements built vertically with respect to the build platform, with approximate values of Sa and Sz of 3 μm and 60 μm, respectively. The main cause of this result was the combination of the stair-step effect, balling effect and, most of all, the formation of dross due to the printing of the unsupported material.
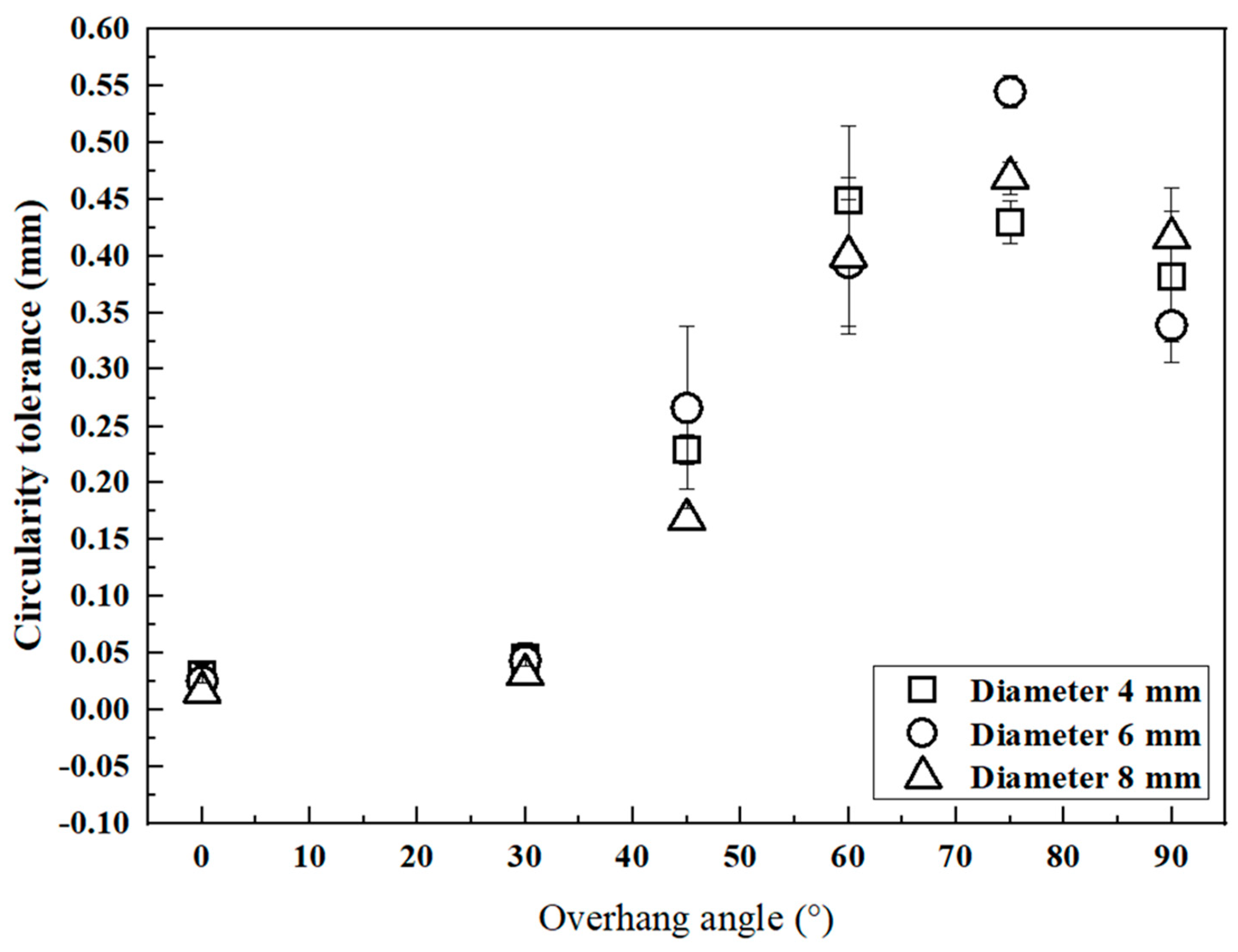
- The circularity tolerance analysis, carried out on thicker structures having self-supported holes by means of CMM measurements, showed that the overall tolerance span was from 0.03 mm to 0.55 mm, with a maximum value for the 75° overhanging holes and a minimum for the holes oriented vertically with respect to the build platform. The tolerance trend showed that the holes with an overhang angle between 60° and 90° presented the worst quality due to the combined detrimental effects of gravity and the stair-case effect.
- The holes’ circularity tolerance was not significantly affected by their diameter, within the investigated range: for all three selected diameter values (4, 6, 8 mm), the same detrimental issues occurred, mainly represented by the presence of sintered powders in the upper regions of the holes.
- The proper densification of the material was not affected in any way by the challenging printing conditions, as proven by the density and the microstructure analysis. The latter showed also the typical microstructure features of the L-PBF-processed AlSi10Mg alloy, with only small gas inclusions present as defects.
- The obtained results could represent a series of helpful insights for designers, and, as a future remark, they could be extended as a function of different feedstock morphologies and recycling conditions.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies, 3rd ed.; Springer: New York, NY, USA.
- Sing, S.L.; Yeong, W.Y. Laser Powder Bed Fusion for Metal Additive Manufacturing: Perspectives on Recent Developments. Virtual Phys Prototyp 2020, 15, 359–370. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Du Plessis, A.; MacDonald, E. Fundamentals of Powder Bed Fusion of Metals; Elesevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Sanaei, N.; Fatemi, A.; Phan, N. Defect Characteristics and Analysis of Their Variability in Metal L-PBF Additive Manufacturing. Mater. Des. 2019, 182, 108091. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Atzeni, A.; Sormaz, D.; Alves, J.A.; Pereira, A.B. Effect of Scan Strategies and Use of Support Structures on Surface Quality and Hardness of L-PBF AlSi10Mg parts. Materials 2020, 13, 2248. [Google Scholar] [CrossRef] [PubMed]
- Priarone, P.C.; Lunetto, V.; Atzeni, E.; Salmi, A. Laser Powder Bed Fusion (L-PBF) Additive Manufacturing: On the Correlation between Design Choices and Process Sustainability. Procedia CIRP 2018, 78, 85–90. [Google Scholar] [CrossRef]
- ISO/ASTM 52911-1:2019; ASTM International Additive Manufacturing—Design—Part 1: Laser-Based Powder Bed Fusion of Metals 1. ASTM International: West Conshohocken, PA, USA, 2019; pp. 1–15. [CrossRef]
- Jiang, J.; Xu, X.; Stringer, J. Support Structures for Additive Manufacturing: A Review. J. Manuf. Mater. Process. 2018, 2, 64. [Google Scholar] [CrossRef] [Green Version]
- Calignano, F. Design Optimization of Supports for Overhanging Structures in Aluminum and Titanium Alloys by Selective Laser Melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of AlSi10Mg Overhang Structures Fabricated by Laser Powder Bed Fusion. Mater. Des. 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Hildreth, O.J.; Nassar, A.R.; Chasse, K.R.; Simpson, T.W. Dissolvable Metal Supports for 3D Direct Metal Printing. 3D Print. Addit. Manuf. 2016, 3, 91–97. [Google Scholar] [CrossRef]
- Lefky, C.S.; Zucker, B.; Wright, D.; Nassar, A.R.; Simpson, T.W.; Hildreth, O.J. Dissolvable Supports in Powder Bed Fusion-Printed Stainless Steel. 3D Print. Addit. Manuf. 2017, 4, 3–11. [Google Scholar] [CrossRef]
- Hussein, A.; Yan, C.; Everson, R.; Hao, L. Preliminary investigation on cellular support structures using SLM process. In Proceedings of the 5th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 28 September–1 October 2011; pp. 609–612. [Google Scholar]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R.; Young, P. Advanced Lattice Support Structures for Metal Additive Manufacturing. J. Mater. Process. Technol. 2013, 213, 1019–1026. [Google Scholar] [CrossRef]
- Prathyusha, A.L.R.; Raghu Babu, G. A Review on Additive Manufacturing and Topology Optimization Process for Weight Reduction Studies in Various Industrial Applications. Mater. Today Proc. 2022, 62, 109–117. [Google Scholar] [CrossRef]
- Wang, C.; Qian, X. Simultaneous Optimization of Build Orientation and Topology for Additive Manufacturing. Addit. Manuf. 2020, 34, 101246. [Google Scholar] [CrossRef]
- Yang, D.; Pan, C.; Zhou, Y.; Han, Y. Optimized Design and Additive Manufacture of Double-Sided Metal Mirror with Self-Supporting Lattice Structure. Mater. Des. 2022, 219, 110759. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for Additive Manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Tuissi, A. Laser Weldability of AlSi10Mg Alloy Produced by Selective Laser Melting: Microstructure and Mechanical Behavior. J. Mater. Eng. Perform. 2019, 28, 6714–6719. [Google Scholar] [CrossRef]
- Campanella, D.; Buffa, G.; El Hassanin, A.; Squillace, A.; Gagliardi, F.; Filice, L.; Fratini, L. Mechanical and Microstructural Characterization of Titanium Gr.5 Parts Produced by Different Manufacturing Routes. Int. J. Adv. Manuf. Technol. 2022, 122, 741–759. [Google Scholar] [CrossRef]
- ASTM B822-20; Standard Test Method for Particle Size Distribution of Metal Powders and Related Compounds by Light Scattering. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]
- ISO 25178-2:2012; Geometrical Product Specifications (GPS)—Surface Texture: Areal Part 2: Terms, Definitions and Surface. ISO BSI Standards Publication: Geneva, Switzerland, 2012.
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components – Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- El Hassanin, A.; Obeidi, M.A.; Scherillo, F.; Brabazon, D. CO2 Laser Polishing of Laser-Powder Bed Fusion Produced AlSi10Mg Parts. Surf. Coat. Technol. 2021, 419, 127291. [Google Scholar] [CrossRef]
- ASTM-B962; Standard Test Methods for Density of Compacted or Sintered Powder Metallurgy (PM) Products Using Archimedes’ Principle. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Geels, K. Metallographic and Materialographic Specimen Preparation, Light Microscopy, Image Analysis, and Hardness Testing; ASTM International: West Conshohocken, PA, USA, 2007; ISSN 9780803142657. [Google Scholar]
- Calignano, F.; Iuliano, L.; Galati, M.; Minetola, P.; Marchiandi, G. Accuracy of Down-Facing Surfaces in Complex Internal Channels Produced by Laser Powder Bed Fusion (L-PBF). Procedia CIRP 2020, 88, 423–426. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface Roughness Analysis, Modelling and Prediction in Selective Laser Melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Balbaa, M.A.; Ghasemi, A.; Fereiduni, E.; Elbestawi, M.A.; Jadhav, S.D.; Kruth, J.P. Role of Powder Particle Size on Laser Powder Bed Fusion Processability of AlSi10mg Alloy. Addit. Manuf. 2021, 37, 101630. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Core | Upskin | Downskin | Contour | ||
|---|---|---|---|---|---|
| Laser power (W) | 300 | 370 | 220 | 350 | |
| Scan speed (mm/s) | 730 | 1335 | 1000 | 1650 | |
| Hatch distance (mm) | 0.10 | 0.13 | 0.13 | 0.17 | |
| Laser spot (mm) | 0.08 | ||||
| Layer thickness (mm) | 0.03 | ||||
| Volumetric energy density (J/mm3) | 171 | 115 | 91.7 | 88.4 | |
| Scan strategy | Raster (rotated by 67° between each layer) | ||||
| Atmosphere | Ar (purity: 99.99%) | ||||
| Overhang Angle (°) | Average Relative Density | St. Dev (σ) |
|---|---|---|
| 0 | 0.9964 | 0.0002 |
| 0 | 0.9959 | 0.0006 |
| 45 | 0.9956 | 0.001 |
| 60 | 0.9937 | 0.0026 |
| 75 | 0.9955 | 0.0005 |
| 90 | 0.9965 | 0.0005 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Hassanin, A.; Squillace, A. Self-Supporting Structures Produced through Laser Powder Bed Fusion of AlSi10Mg Alloy: Surface Quality and Hole Circularity Tolerance Assessment. Metals 2022, 12, 2083. https://doi.org/10.3390/met12122083
El Hassanin A, Squillace A. Self-Supporting Structures Produced through Laser Powder Bed Fusion of AlSi10Mg Alloy: Surface Quality and Hole Circularity Tolerance Assessment. Metals. 2022; 12(12):2083. https://doi.org/10.3390/met12122083
Chicago/Turabian StyleEl Hassanin, Andrea, and Antonino Squillace. 2022. "Self-Supporting Structures Produced through Laser Powder Bed Fusion of AlSi10Mg Alloy: Surface Quality and Hole Circularity Tolerance Assessment" Metals 12, no. 12: 2083. https://doi.org/10.3390/met12122083
APA StyleEl Hassanin, A., & Squillace, A. (2022). Self-Supporting Structures Produced through Laser Powder Bed Fusion of AlSi10Mg Alloy: Surface Quality and Hole Circularity Tolerance Assessment. Metals, 12(12), 2083. https://doi.org/10.3390/met12122083