1. Introduction
Duplex stainless steel (DSS) primarily consists of ferrite (α) and austenite (γ) and developed rapidly due to the comprehensive advantages of high strength and toughness, as well as high corrosion resistance property [
1,
2]. DSS is widely used in the oil, gas, petrochemical, marine, nuclear, and paper industries [
3,
4]. Zhu et al. [
5] found that both the hardness and wear-resisting property of 2205 DSS were enhanced due to high ferritic fraction, grain refinement, and dislocation hardening. Pan et al. [
6] indicated that the optimized alloy composition of Fe–19Cr–0.6Al–1Ni–12Mn DSS led to a higher ferrite content during hot rolling, which reduced the adverse effect of austenite on thermoplasticity, and solved the problem of edge cracking of hot-rolled plates. Sasaki et al. [
7] proposed a new thermomechanical processing technology for DSS, which led to both excellent hot formability and grain refinement of austenite, and this thermomechanical processing technology utilized the phase transformation of supercooled δ ferrite to austenite phase. The combination of austenite-forming elements Mn, N, and Ni instead of Ni was employed to stabilize the austenite of Fe–19.9Cr–0.42Ni–0.16N–4.79Mn–0.11C–0.46Cu–0.35Si, and Herrera et al. [
8] found that the material exhibited 1 GPa ultimate tensile strength and >60% elongation. The microstructure and mechanical properties of 9 wt. % Mn steel were investigated and the results indicated that the annealing time had great influence on the morphology and phase ratio, and that an excellent combination of ultimate tensile strength, elongation, and impact energy could be obtained after intercritical annealing for 2 h [
9].
The balance of strength and ductility in metallic alloys has been explored for a long time. However, strength and ductility are mutually exclusive. In the steel containing residual γ, the plastic deformation leads to the transformation of γ into martensite (α′-M) at room temperature, causing the improvement of strength and ductility, and this phenomenon is known as the transformation-induced plasticity (TRIP) effect. The TRIP effect can improve the ductility of materials during the deformation process and delay the necking and cracking of materials.
The mechanical behavior of DSS is influenced by the phase ratio and different deformation modes of α and γ phases. Ran et al. [
10] found that the plastic deformation of body-centered cubic (BCC) α was mainly controlled by dislocation glide caused by high stacking fault energy (SFE) and numerous slip systems. Byun [
11] proposed that the plastic deformation of face-centered cubic (FCC) γ was quite complicated: from TRIP to twinning-induced plasticity (TWIP) and to a planar glide of dislocations with the increased SFE. Zhang et al. [
12] summarized that the TRIP effect and the amount of α′-M were greatly affected by the chemical composition of the steel, amount of plastic deformation, temperature, and strain rate. The effect of the addition of Mo on the aging behavior of TRIP-aided Cr21 DSS was studied, and Yoon and Ahn [
13] found that the elemental redistribution at α/γ phase boundary decreased the stability of γ phase and promoted the formation of the α′ phase. Tian et al. [
14] showed the deformation-induced formation of α′-M with two different crystalline structures in austenitic stainless steels: the hexagonal close-packed (HCP) ε-martensite (ε-M), which nucleated in small quantities at intersections of the shear bands or twinned deformation could occur in the stacking fault defects created by the movement of Shockley partial dislocations, and the BCC α'-martensite (α′-M) nucleated at intersections of ε-M plates. Krupp et al. [
15] showed that the orientation relationships between γ and α′-M during transformation could be described by the relationship of Kurdjumov–Sachs {111}
γ || {110}
α′-M & <110>
γ || <111>
α′-M and Nishiyama {111}
γ || {110}
α′-M & <211>
γ || <110>
α′-M. Berahmand et al. [
16] proposed that the phase transformation followed the sequence of γ → ε-M → α′-M, with low strain rates and the sequence of γ → α′-M with high deformation.
Luo and Dong [
17] developed novel ultra-high-strength cold-rolled TRIP steel sheets using new designs of chemistries and the intercritical annealing process. The addition of the Mn element and intercritical annealing process led to ultrafine γ grains with enhanced stability, and the α and α′-M phases were retained in the matrix afterwards. The improvement in elongation was attributed to the TRIP effect during tensile deformation. Kim et al. [
18] found that the addition of Cu and Cu + Ni elements largely increased the volume fraction of retained γ and improved the elongation and the strength–ductility balance, but the addition of Cr showed a higher tensile strength and lower elongation of the cold-rolled 0.15C–1.5Mn–1.5Si–0.5Cu steel. Chen et al. [
19] investigated the effect of Al on mechanical properties of Fe–Mn–Al alloys and found that the strain-induced phase transformation was inhibited with the increased Al content. However, the Al-bearing steels exhibited a remarkable TRIP effect compared with that of Si-containing steels when a large amount of retained γ was achieved. However, Girault et al. [
20] found that a full substitution of Si by an equivalent amount of Al led to a marked deterioration of the strength–ductility balance. Both the tensile strength and elongation increased and the balance of tensile strength and elongation was improved in the TRIP steel with the addition of nitrogen. The γ that remained after annealing transformed into α′-M during deformation, increasing the elongation and strength. In addition, the average grain size of α and bainite decreased as the AlN precipitation suppressed the grain growth. Baik et al. [
21] discovered that the refinement of α and bainite increased the strength of nitrogen-added steels. Hashimoto et al. [
22] found that the addition of 0.05 wt. % Nb could obtain higher elongation and higher strength compared with that of Nb-free steel, because of the large volume fraction and high carbon concentration of retained γ, and large amount of fine NbMoC precipitates made the tensile strength higher with a multiple addition of 0.2 wt. % Mo with 0.05 wt. % Nb.
Wessman et al. [
23] studied the effect of Ni substitution by Mn element in 2205 DSS and the results indicated that the critical pitting corrosion temperature decreased successively from 55 to 28 °C due to the addition of high Mn content. In order to enhance the pitting corrosion resistance properties of economical DSS, in this paper the Ni element was reduced to about 3.5 wt.% and the Mn element was also removed. First of all, the reduced content of Mo may lead to the reduced pitting corrosion resistance property, so the tungsten element was employed according to the pitting resistance equivalent number (PREN) value. Olsson [
24] proposed that the PREN could be calculated according to the equation of:
The newly designed alloy should locate in the duplex phase region according to Schaeffler diagram, and Shi et al. [
25] proposed that the equivalent values of Creq and Nieq were calculated according to the equations:
The addition of 0.65 wt. % W was employed, and the compositions in the Schaeffler diagram are all in the “austenite + ferrite” duplex region.
This paper aims to control the phase ratio and distribution of the duplex phase through the optimization of the heat treatment process and to obtain a steel product with high tensile strength and elongation and good pitting corrosion resistance properties, which can be used to replace traditional stainless steel. The influence of the solution treatment temperature and time on the room temperature tensile mechanical properties and microstructures of the newly developed Cr19 series DSS modified with tungsten element was investigated in detail.
3. Results and Discussion
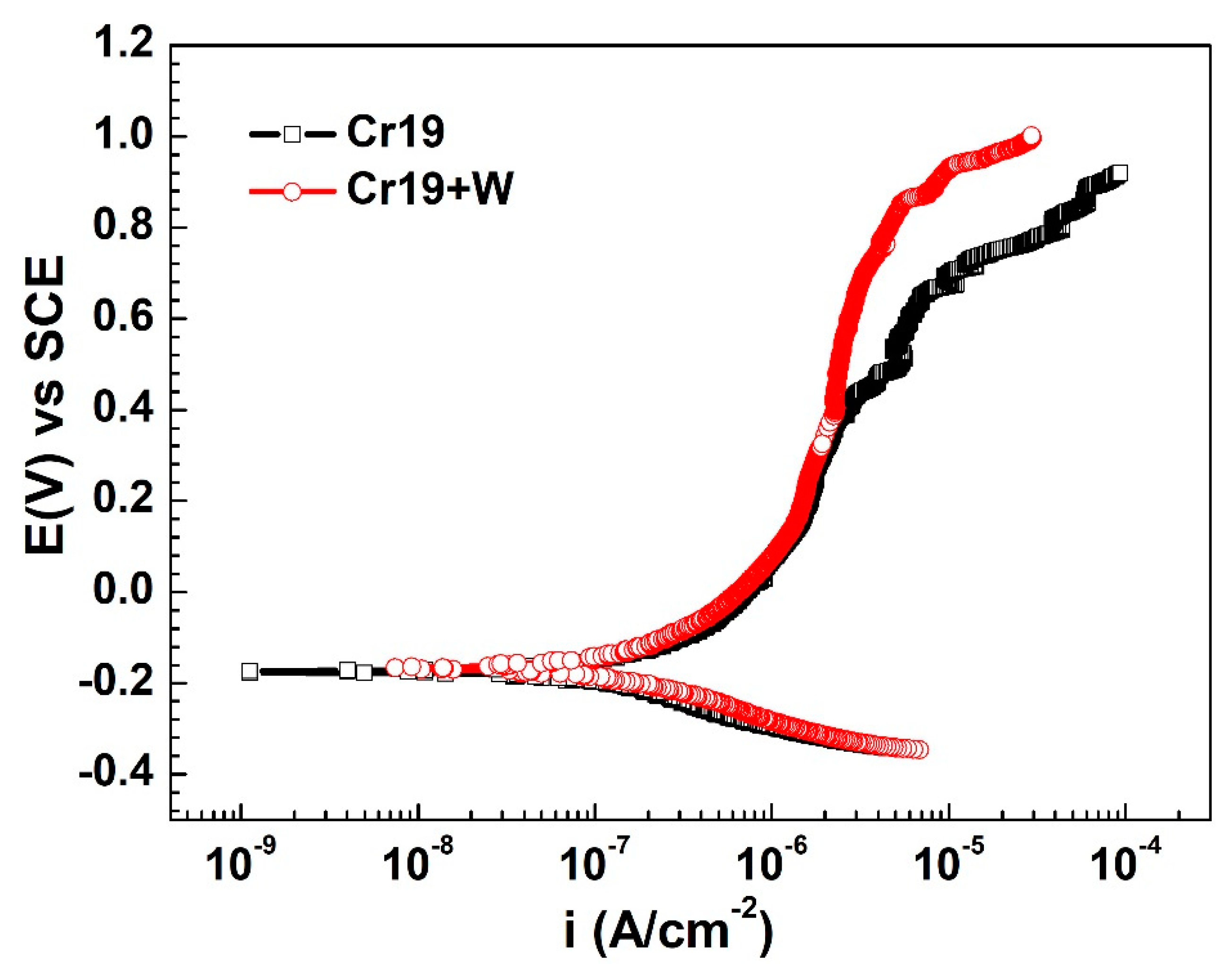
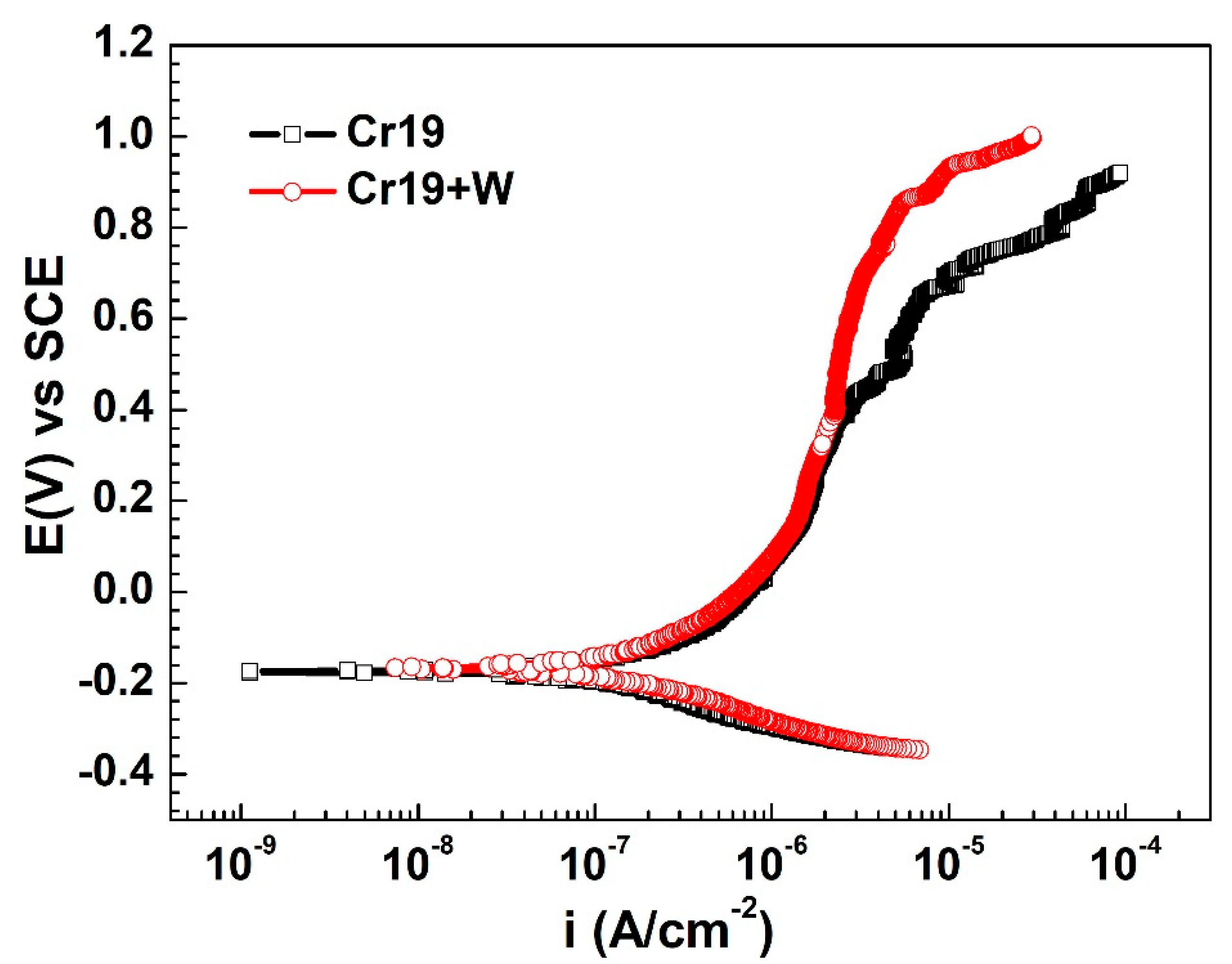
The representative polarization curves of Cr19 series DSS after solution treatment at 1050 °C for 30 min is shown in
Figure 1. The pitting corrosion potential (E
pit) significantly increases from about 680 mV of Cr19 DSS to about 920 mV of Cr19 + W DSS. Shimpei Tokuda et al. [
27] studied the pitting sites of 304 stainless steel after heat treatment at 1373 K and 1673 K, the pitting potential of the steel heat-treated at 1673 K (635 mV) was higher than the steel heat-treated at 1373 K (635 mV). Heon-YoungHa et al. [
28] studied the pitting properties of S32101 samples with different α fractions. The best resistance to pitting corrosion (E
pit =0.633 V) was obtained in the specimen with 36 vol% α.
Lijun Yang et al. [
29] studied the microstructure and mechanical properties of 316L alloy samples formed by selective laser melting (SLM) after different heat treatments. The results show that the highest tensile strength and elongation of 316L alloy samples reaches 680 MPa and 18%, respectively, after being water-cooled at 900 °C for 2 hours.
Figure 2 shows the room temperature stress–strain curves of cold-rolled Cr19 series DSS after being solution-treated at 900, 1050, and 1150 °C for 5 min.
Table 2 shows the tensile test results of Cr19 DSS and Cr19 + W DSS after solution treatment at 900, 1050, and 1150 ° C for 5 min. A relatively high ultimate tensile strength value (≈994 MPa) is obtained in Cr19 DSS at 900 °C, and the addition of tungsten element slightly increases the ultimate tensile strength to about 1018 MPa. The Cr19 and Cr19 + W DSS show an elongation value about 40%. Although the ultimate tensile strength reduces by 118MPa at 1050 °C, the value of Cr19 DSS (≈876 MPa) is higher than that of Cr19 + W DSS (≈800 MPa). Furthermore, the elongation of both steels significantly increases to about 67%. Compared with those solution-treated at 1050 °C, the ultimate tensile strength hardly varies for Cr19 DSS, but the value decreases by about 22 MPa for Cr19 + W DSS, and the elongation value decreases to about 47% for both the steels at 1150 °C. Hence, the addition of W element benefits the slightly increased stress value at 900 °C. With the increase in temperature to 1050 and 1150 °C, although the addition of W element decreases the stress values, the elongation values hardly vary in Cr19 + W DSS compared with those of Cr19 DSS. Compared with the steel after solution treatment at 900 °C, the ultimate tensile strength of the two steels decreases by 118MP and 118Mpa, respectively, with the temperature rising to 1050 °C, but when the temperature further rises to 1150 °C, the values only decrease by 32MPa and 22Mpa, respectively. Both the Cr19 and Cr19 + W DSSs show the highest elongation values after being solution-treated at 1050 °C.
In consideration of the excellent ductility of Cr19 and Cr19 + W DSS after solution treatment at 1050 °C for 5 min, the stress–strain curves of the steels after prolonging the solution treatment time to 15 and 30 min are shown in
Figure 3.
Table 3 shows the tensile test results of Cr19 DSS and Cr19 + W DSS after 5–30min solution treatment at 1050 °C. When the solution treatment time of Cr19 DSS increases to 15 minutes, the elongation decreases by 2%, the ultimate tensile strength decreases by 78MPa, and the yield strength decreases by 74MPa (
Figure 3a). Although the yield strength and elongation decrease from about 584 MPa and 67% to about 541 MPa and 62%, respectively, the ultimate tensile strength hardly varies for Cr19 + W DSS because of strain-hardening after solution treatment time of 15 and 30 min (
Figure 3b). Therefore, the prolonged time shows a greater influence on the strength rather than the elongation of Cr19 DSS, while the prolonged solution treatment time exhibits hardly any influence on the ultimate tensile strength of Cr19 + W DSS.
The typical optical micrographs and XRD patterns of Cr19 DSS after solution treatment at 900, 1050, and 1150 °C for 5 min are shown in
Figure 4. The microstructure consists of γ phase and α phase, which exhibits the typical banded structure along rolling direction. The optical micrographs of the steels after solution treatment at 900 °C are similar and the typical example shown in
Figure 4a indicates that dispersive distribution of the strip-like γ phase is observed in α phase region. The α phase appears in the middle of γ phase region apparently at 1050 and 1150 °C (
Figure 4b,c), and the thickness of γ phase becomes thinner, especially at 1150 °C (
Figure 4c). Numerous α phases appear in the γ phase region, which makes the banded distribution more compact between the two phases of Cr19 DSS after solution treatment at 1050 °C. The area fraction of α phase becomes larger with the increased temperature to 1150 °C. The area fraction of α in Cr19 DSS increases from about 43.1% to 50.7% with the increased temperature from 900 to 1050 °C. The value in Cr19 DSS further increases to about 62.0% at 1150 °C. The area fraction of α phase in Cr19 + W DSS is slightly higher than that in Cr19 DSS, and the value increases from about 46.1% to 52.8% and again to 62.9% with the increased temperature from 900 to 1050 and 1150 °C, respectively. Similar phenomenon are observed in Cr19 + W DSS, because the α phase also appears in the γ phase after solution treatment at 1050 °C (
Figure 4b). This confirms that the increased temperature leads to the increased area fraction of the α phase. Zhang et al. [
30] also found that the increased heat treatment temperature from 1250 to 1350 °C led to the significantly decreased fraction of austenite from about 48 to 28%. The transformation of γ to α at higher temperatures may also lead to the thinned γ phase at certain temperatures, for example, 1150 °C. At the same time, the thickness of banded α phase also increases due to the phase transformation (
Figure 4c).
Figure 4d confirms that the Cr19 series DSSs are composed of α and γ phases. As a result, the optimum solution treatment temperature leads to a good balance of tensile strength and ductility.
It is clear that the elongation value shows a substantial increase after solution treatment at 1050 °C and the area fraction of α rises up to about 50.7–52.8% of the steels. Compared with those after solution treatment at 1050 °C, the ultimate tensile strength and elongation value, rather than the yield strength, decrease at 1150 °C. Hosseini et al. [
31] found that the ultimate tensile strength was predominantly governed by the volume fraction of hard phases of α′-M and bainite, whereas the elongation coincided with the changes in retained γ volume fraction. Shen et al. [
32] revealed that the lamellar retaining γ was the governing microstructure component responsible for a high mechanical stability of TRIP steels. The alloy composition, elemental partitioning, γ grain size, annealing temperature, and the possible effects associated with γ reversion control the volume fraction and stability of retained γ. The TEM micrographs of Cr19 series DSS near the fracture surface after solution treatment at 1050 °C for 5 min are shown in
Figure 5.
Figure 5a,b show the bright and dark field TEM morphologies of lath structure in γ of Cr19 DSS. The corresponding selected area diffraction pattern (SADP) shown in
Figure 5(c) reveals that FCC γ and near cubic α′-M are all found in the deformed γ and the orientation relationship of (111)
γ || (1
10)
α′-M between γ and α′-M. Yang et al. [
33] found that the α′-M nucleated from single HCP ε-M laths during the plastic deformation induced γ → ε-M → α′-M phase transformation in 304 stainless steels. TRIP effect occurs in the process of stretching, causing the improvement in the material plasticity and strength. The strain-induced α′-M transformation causing the TRIP effect makes the most contribution to the deformation of γ in Cr19 DSS. The bright field TEM morphology of Cr19 + W DSS near the fracture surface after solution treatment at 1050 °C for 5 min indicates that the γ phase shows the blocky rather than the significant banded morphology (
Figure 5d). The blocky α′-M phase is also identified in the γ phase region (
Figure 5e), and
Figure 5f shows the corresponding TEM SADP of γ and α′-M phases. Hence, the significantly enhanced TRIP effect after solution treatment at 1050 °C for 5 min is primarily due to the phase transformation of γ to α′-M.
Figure 6 shows the morphology of grain distribution and the variations of average grain size in Cr19 and Cr19 + W DSS. The grains exhibit the typical equiaxed grains structure and the average grain size was measured by linear intersect method. After solution treatment at 1050 ° C for 5 min, the average grain size of α phase of Cr19 + W DSS is 3.7 μ m, which is slightly larger than the grain size without W element (3.2 μm), while the average grain size of γ phase of Cr19 and Cr19 + W-DSS is almost the same, which is 1.9 μm. After 15 minutes of solution treatment, the average grain size of α phase of Cr19 + W DSS is 5.4 μ m, slightly larger than that of Cr19 DSS (5.3 μm). The average grain size of γ phase of Cr19 and Cr19 + W-DSS is almost the same, 2.8 μm. When the solution treatment time is further extended to 30 minutes, the average grain size of α phase and γ phase continues to increase. The average grain size of α phase of Cr19 and Cr19 + W-DSS is almost the same, which is 6 μm, and the average grain size of γ phase of Cr19 + W-DSS is 3.5 μm., which is slightly larger than the grain size of Cr19 DSS (3.2 μm). It can be clearly seen that the average grain size significantly increases with the prolonged solution treatment time.
Figure 6a also indicates that the grains show a banded distributed morphology along the stress direction and that there is only one single grain in most of the regions for each phase. It is clear that the average grain size in γ phase region is apparently smaller than that in α phase region.
The TEM micrographs of Cr19 and Cr19 + W DSS near the fracture surface after solution treatment at 1050 °C for 30 min are shown in
Figure 7. The typical strip-like γ phase is observed in the matrix of Cr19 DSS (
Figure 7a) and the lath structure of α′-M is also identified in the γ phase (
Figure 7b). The corresponding SADP shows that the α′-M exhibits an orientation relationship with γ: (
101)
α′-M || (11
1)
γ & [010]
α′-M || [1
10]
γ (
Figure 7c). The TEM morphologies of Cr19 + W DSS near the fracture surface after solution treatment at 1050 °C for 30 min vary slightly compared with those after solution treatment for 5 min (
Figure 7d), and the blocky α′-M is observed in the γ phase region (
Figure 7e). The corresponding TEM SADP shown in
Figure 7f is the same as that of Cr19 DSS in
Figure 7c. Although the grain sizes of the two steels increase slightly with prolonged solution treatment time, the TRIP effect still exists during room temperature tensile tests. Therefore, the addition of W shows slight influence on the tensile strength and elongation of Cr19 series DSS when the average grain size is nearly the same after solution treatment at 1050 °C. Both the ultimate tensile strength and yield strength increase with the decreased average grain size after being solution-treated for a short time.
The average width of the α′-M was measured and the results indicate that the width of the α′-M in Cr19 ranges from about 81 to 176 nm, however, the value significantly increases to about 138~324 nm in Cr19 + W DSS. As for samples solution treated for a longer time, and as demonstrated in room temperature tensile tests, the width of the α′-M increases to about 90~230 nm in Cr19 DSS, but the value decreases to about 91~156 nm in Cr19 + W DSS. Therefore, the prolonged solution treatment time contributes to the increased width of the α′-M in Cr19 DSS, but the width of the α′-M decreases with the increased solution treatment time in Cr19 + W DSS. The elongation achieves the maximum values locates at nearly the same level in the both the steels after solution treatment at 1050 °C for 5 min, but the tensile strength of Cr19 + W is significantly lower than that of Cr19 DSS. This may have a great effect on the average grain size, because
Figure 6b indicates that the average grain size in α phase of Cr19 is smaller than that in Cr19 + W DSS at 1050 °C for 5 min.
The area fraction of α phase increases with the increased solution treatment temperature from 900 to 1150 °C. This indicates that the total amount of alloying elements that take part in the formation of the α phase increases due to the elemental partitioning at higher temperatures.
Figure 8 shows the evolution of the duplex phase with the increased temperature and the orientation relationships between the γ and α′-M phases. The appearance of α in the inner part of γ leads to the discontinuous distribution of γ in α matrix. Furthermore, the interface of α/γ also shifts to the γ side, which results in the significantly thinned thickness of the banded γ phase, especially at 1150 °C. The phase transformation of γ to α leads to the increased area fraction of α from about 43.1 to 50.7% in Cr19 DSS, and the value increases from about 46.1 to 52.8% in Cr19 + W DSS with the increased temperature from 900 to 1050 °C (
Figure 8a,b). This phenomenon is more obvious with the further increased temperature to 1150 °C. In consideration of the addition of the W element, which is a ferritic stabling element, the fraction of α is apparently lower in Cr19 than that in Cr19 + W DSS. The area fraction of α phase inside γ phase was calculated, and the results show that the area fraction of α phase inside γ phase is about 7.1% and 5.3%, respectively, in Cr19 DSS, and these values are about 6.6% and 6.0% for Cr19 + W DSS after solution treated at 1050 and 1150 °C, respectively. Compared with those after solution treatment at 900 °C for 5 min, the area fraction of α phase increases by 7.6% and 6.7% for Cr19 and Cr19 + W DSS, respectively, at 1050 °C. Hence, the increased value for both Cr19 and Cr19 + W with the increased solution treatment temperature from 900 to 1050 °C is primary due to the appearance of the α phase inside the γ phase at 1050 °C. However, the increased value of the α phase at 1150 °C is because of both the appearance of the α phase inside the γ phase and the decreased thickness of the γ phase. As a result, the appearance of α phase inside γ phase at 1050 °C benefits the significantly increased elongation value of Cr19 series DSS. However, with the further increased solution treatment temperature from 1050 to 1150 °C, not only does the ultimate tensile strength decrease by 20–30 MPa, but also the elongation value decreases by about 29.8%, which is mainly due to high fraction of α phase at 1150 °C. The above results show that solution treatment temperature and the chemical compositions have a great influence on microstructure, and the optimum area fraction of α leads to the increased tensile strength and elongation.
The orientation relationships between γ and α′-M phases are discussed in
Figure 8c–e. The projection of atomic distribution of FCC γ along the axis of <110> is shown in
Figure 8d, the atomic distance is d
AB = d
CD =
γ, d
AC = d
BD =α
γ. While the projection of atomic distribution of α′-M along the axis of <001> is shown in
Figure 8e, the distributions of A’, B’, C’, and D’ atoms are similar to those of A, B, C, and D. During the large deformation process, the sliding of atoms and atomic planes may easily lead to the movement of atoms in B and C to Bʹ and Cʹ positions, respectively. Although the lattice parameters of the γ and α′-M phases are different, the atomic distributions along <110> of γ and <001> of α′-M are very similar, and this may benefit the phase transformation process and formation the orientation relationships of {111}
γ || {110}
α′-M.
The effect of low cold-rolling strain with 4 to 22% on microstructure, texture, phase transformation, and mechanical properties of 2304 lean duplex DSS were investigated, and Rodrigues et al. [
34] found that both the yield strength and ultimate tensile strength increased, but the elongation value decreased, with the increased cold-rolling strain, and that the phase transformation induced by strain occurred in two paths: γ→α′-M, and γ→ε→α′-M. It has been proposed that the phase transformation of γ to α′-M can be separated into two stages of γ → ε-M and ε-M → α′-M, and the decreased area fraction of γ is a disadvantage for the phase transformation process. Although it appears that the transformation may progress initially by the formation of a transitional ε-M phase, Lichtenfeld et al. [
35] showed that the transformation of γ to ε-M phase stopped and existing ε-M phase was completely consumed at relatively low levels of strain and that γ transformed directly to α′-M at higher levels of strain. Quitzke et al. [
36] indicated that the formation of α′-M predominated with the increased tensile deformation. The phase transformation followed the sequence of γ to α′-M with high deformation, which was consistent with the above results that the γ and α′-M phases, rather than the ε phase, were identified by TEM observations. The diffraction patterns of γ and α′-M phases indicate that the α′-M exhibits an orientation relationship with γ as {111}
γ || {110}
α′-M & <110>
γ || <001>
α′-M. Sadeghi et al. [
37] indicated that this type of orientation relationship belonged to the standard variants of Nishiyama–Wassermann relationship.
Figure 9 shows the EBSD orientation maps of Cr19 series DSS after solution treatment at 1050 °C for 5 min and room temperature tensile test. The grains are mainly composed of {001} and {111} orientations in BCC regions, and {101} orientation in FCC regions. The orientation of the grains in one certain continuous band may also vary in different regions. The near-full α rather than the γ regions can be easily identified even after large deformation, and this confirms that the γ phase plays an important role in the large deformation process during tensile tests.
Figure 6 shows that the interface of α/γ phases is very clear after solution heat treatment and there is no mixed region of these two phases. However, the orientation in γ regions varies significantly with no full grain morphology and no apparent phase interface. The average grain size in γ is always smaller than that in α, and the grain growth of α is more rapid than that of γ. Chen et al. [
38] reported that small grain sizes in both phases and the uniformly distributed γ in α matrix enhanced the strength and ductility simultaneously. The finer grains offered more nucleation sites at grain boundary for the α’-M [
39]. Therefore, the increased average grain size may lead to the decreased ultimate tensile strength of Cr19 DSS. However, the prolonged solution treatment time at 1050 °C for 15 and 30 min shows slight influence on the TRIP effect of Cr19 + W DSS because the tensile strength varies slightly. The finer grain size of α or γ leads to the higher tensile strength, which can be easily obtained from
Figure 2 and
Figure 3.
Room temperature tensile mechanical properties of austenitic stainless steels and DSS containing an austenite phase depend on the stability of the austenite phase. The austenite stability has a great relationship with the tendency of deformation-induced martensitic transformation. The martensitic transformation temperature, the chemical composition of the steels, the average grain size, and so on, can influence the austenite stability. Moallemi et al. [
40] proposed that the M
d temperature could be employed to explain austenite stability during plastic straining according to equation:
According to the chemical composition of Cr19 series DSS, the M
d temperature (100.8 °C) of Cr19 + W is slightly lower than that of Cr19 DSS (101.7 °C), and the M
d temperature also decreases rapidly with the increased solution treatment temperature. Hence, lower M
d value leads to higher stability of austenite phase, and the TRIP effect may be more profound for Cr19 DSS at 1050 °C, which is consistent with the results shown in
Figure 2. With the increased solution treatment temperature, phase transformation of γ to α′-M needs more mechanical driving force to occur, and, consequently, the strain hardening becomes less pronounced and the ductility continuously increases.
Figure 2 also confirms that the strain hardening is very significant at 900 °C for both the steels, and this phenomenon is not so apparent with the increased solution treated temperature to 1050 and 1150 °C. What is more, the grain size is also known to be one of the important factors influencing the thermal stability of austenite during cooling. Matsuoka et al. [
41] investigated the effect of grain size on martensitic transformation in Fe–16Cr–10Ni steel and the results indicated that the thermal stability of austenite was markedly increased by grain refinement, especially when the grain size was smaller than 1 μm. However, there is no effect of grain size on the deformation-induced martensitic transformation behavior during tensile deformation of Fe–16Cr–10Ni steel, which indicates that the mechanical stability of austenite is independent of grain size. The increased average grain size of Cr19 series DSS at 1050 °C with the prolonged solution treatment time confirms that finer grains at a short time contribute to the increased ultimate tensile strength, yield strength, and the elongation.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}