
High-Temperature Wear Properties of 35Ni15Cr Fe-Based Self-Lubricating Die Materials

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
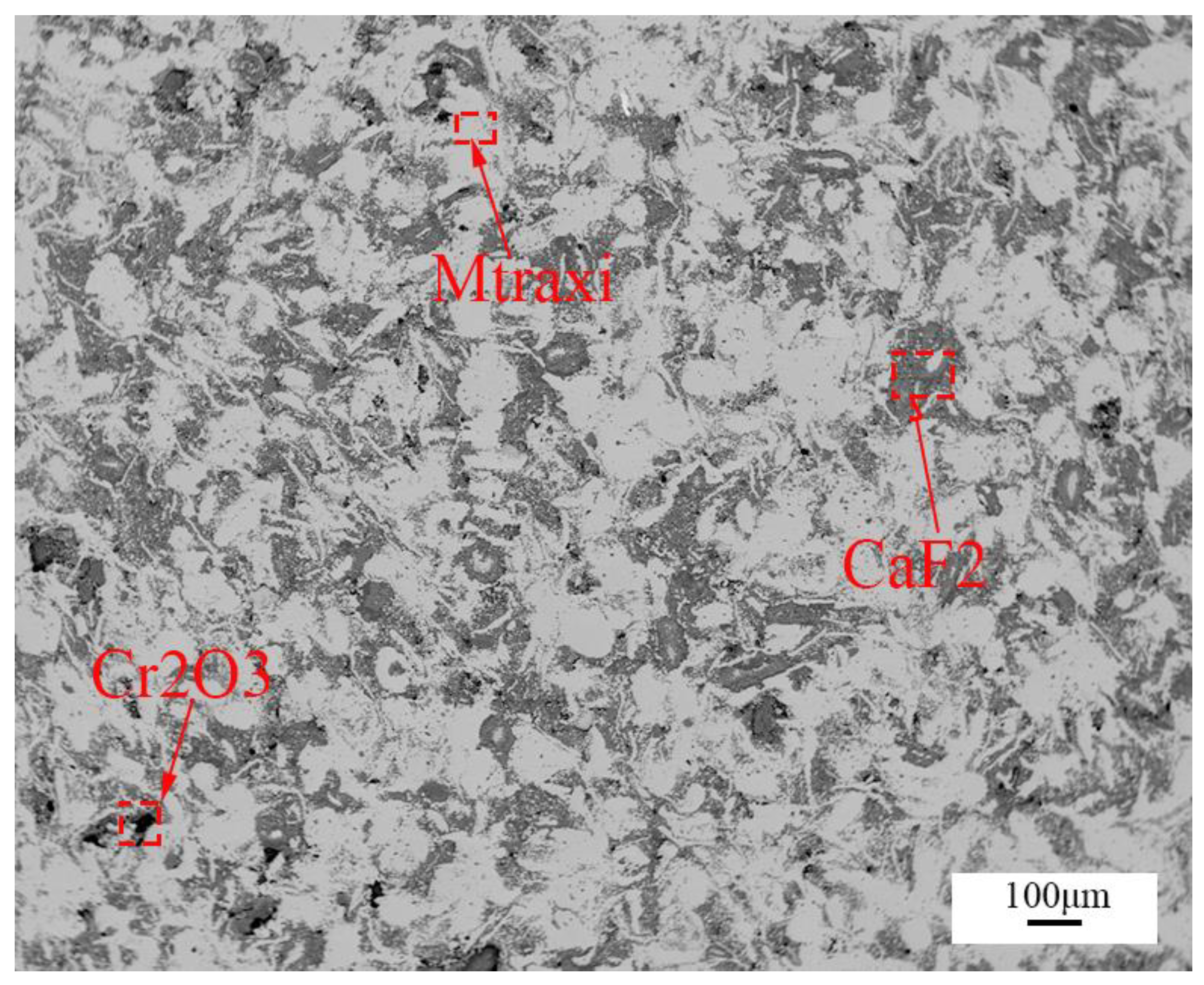
2.1. Materials Preparation
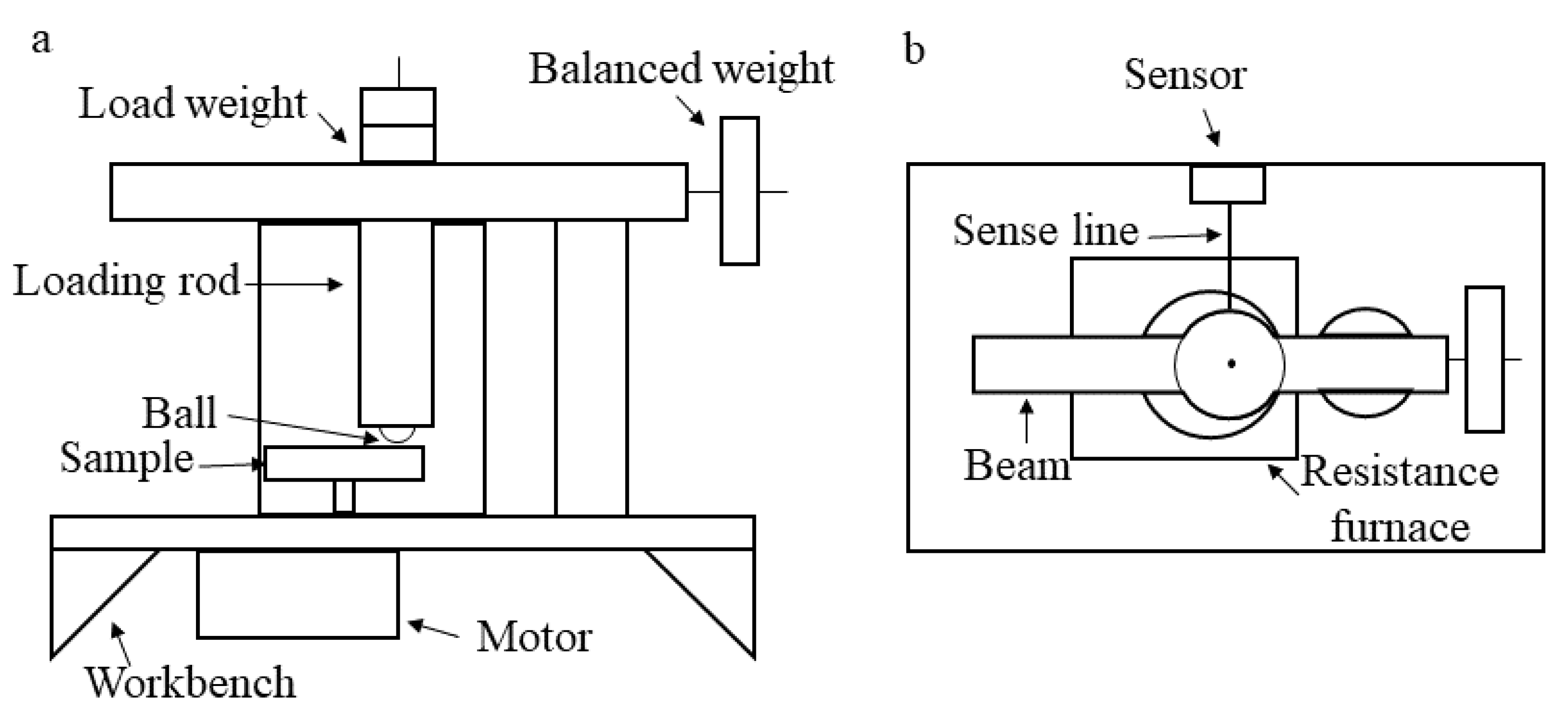
2.2. High Temperature Wear Test
2.3. Materials Characterization
3. Results
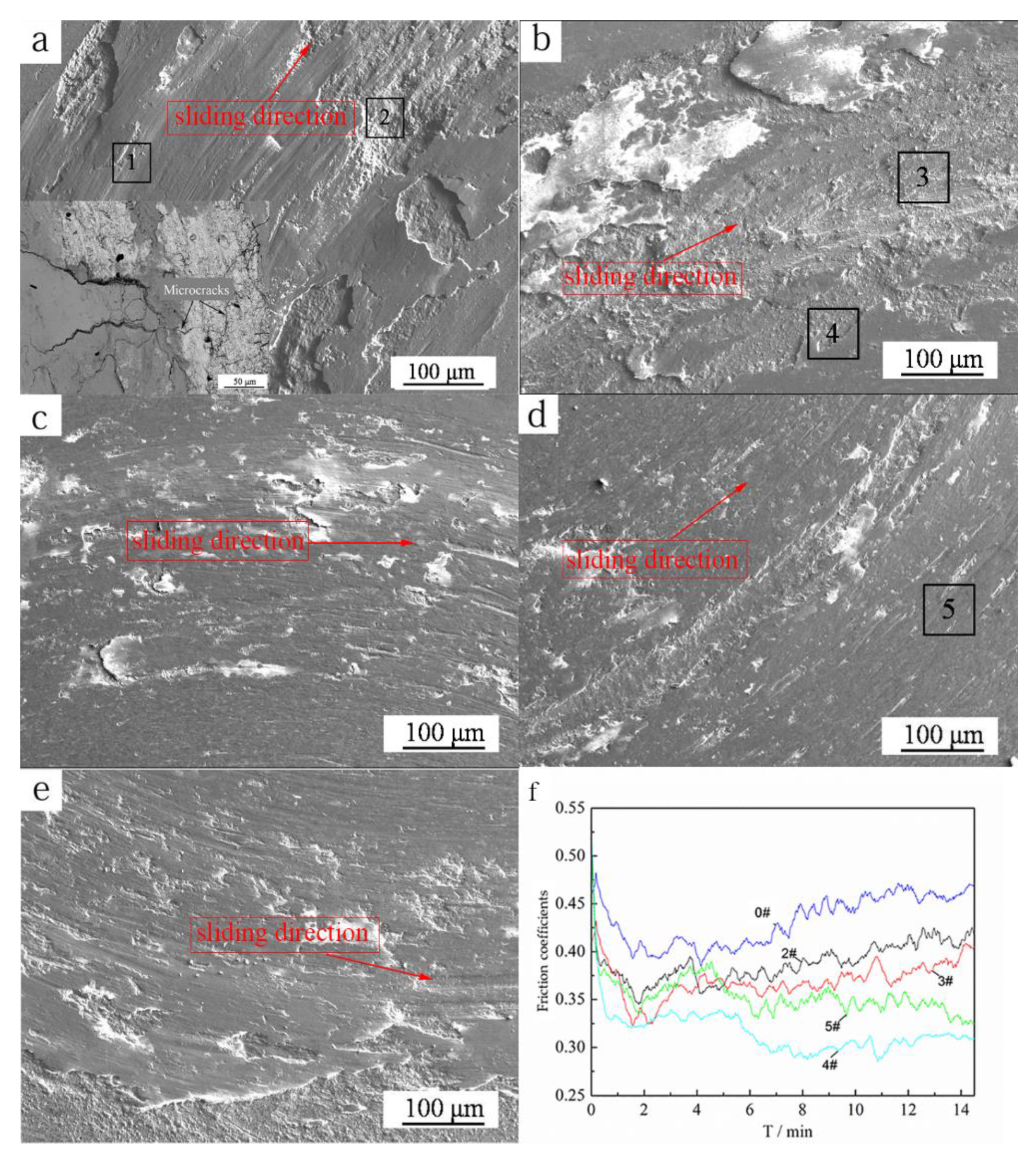
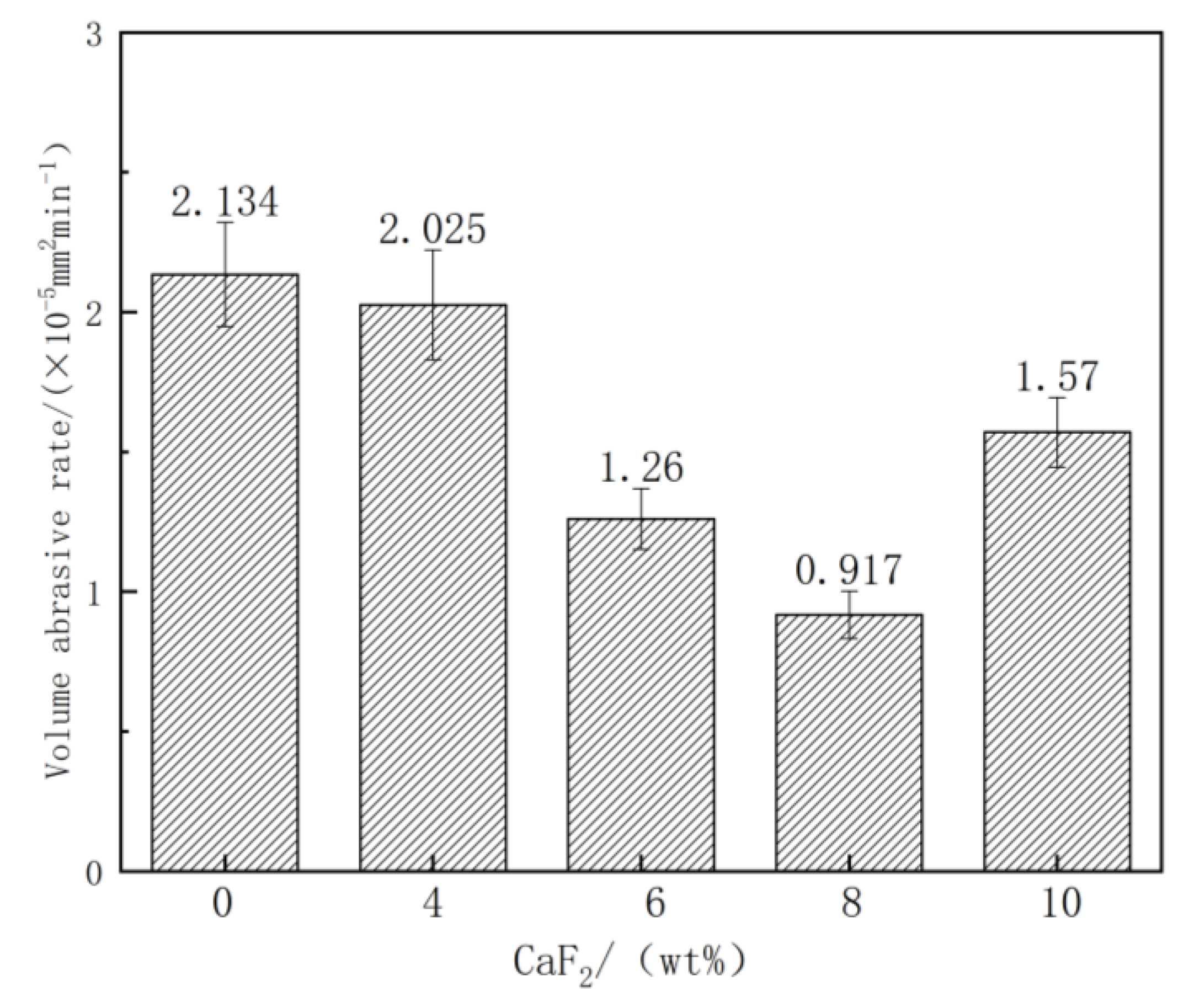
3.1. Effect of CaF2 Content on Wear Performance
3.2. Effect of Load on Wear Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Barrau, O.; Boher, C.; Gras, R.B.; Rezai-Aria, F. Analysis of the Friction and Wear Behaviour of Hot Work Tool Steel for Forging. Wear 2003, 255, 1444–1454. [Google Scholar] [CrossRef] [Green Version]
- Jeong, D.J.; Kim, D.J.; Kim, J.H.; Kim, B.M.; Dean, T.A. Effects ofSurface Treatments and Lubricants for Warm Forging Die Life. J. Mater. Process. Technol. 2001, 113, 544–550. [Google Scholar] [CrossRef]
- Krahmer, D.M.; Egea, A.J.S.; Celentano, D.; Marty-nenko, V.; Cruchagae, M. Friction Characterization When Combining Laser Surface Texting and Graphite-Based Lubricants. J. Mater. Res. Technol. 2019, 12, 1759–1767. [Google Scholar]
- Yang, L.; Shivpuri, R. Spreading Behavior of Water Based Graphite Lubricants on Hot Die Surfaces. CIRP Ann. Manuf. Technol. 2006, 55, 299–302. [Google Scholar] [CrossRef]
- Xue, Q.J.; Lu, J.J. Reasearch Status and Developing Trend of Solid Lubrication at High Temperatures. Tribology 1999, 1, 92–97. [Google Scholar]
- Deng, J.; Qi, G.E.P.; Xing, A.I. Development and Perspective of Lubricating Techniques in Metal Cutting. Mocaxue Xuebao/Tribol. 2003, 23, 546–550. [Google Scholar]
- Sliney, H.E. Solid Lubricant Materials for High Temperatures—A Review. Tribol. Int. 1982, 15, 303–315. [Google Scholar] [CrossRef] [Green Version]
- Zhu, R.Y.; Zhang, P.L.; Yu, Z.S. Microstructure and Wide Temperature Range Self-Lubricating Properties of Laser Cladding NiCrAlY/Ag2O/Ta2O5 Composite Coating. Surf. Coat. Technol. 2020, 383, 54–61. [Google Scholar] [CrossRef]
- Cao, S.L.; Zhou, J.S.; Wang, L.Q.; Yu, Y.J.; Xin, B.B. Microstructure, Mechanical and Tribological Property of Mult-Components Synergistic Self-Lubricating NiCoCrAl Matrix Composite. Tribol. Int. 2019, 131, 508–519. [Google Scholar] [CrossRef]
- Torres, H.; Slawikc, S.; Gachotd, C.; Prakasha, B.; Ripoll, M.R. Microstructural Design of Self-Lubricating Laser Claddings for Use in High Temperature Sliding Applications. Surf. Coat. Technol. 2018, 337, 24–34. [Google Scholar] [CrossRef]
- Kang, J.H.; Park, I.W.; Jae, J.S.; Kang, S.S. A study on die wear model of warm and hot forgings. Met. Mater. 1998, 4, 477–483. [Google Scholar] [CrossRef]
- Peterson, M.B.; Murray, S.F.; Florek, J.J. Consideration of lubricants for temperatures above 1000 F. Wear 1961, 4, 87. [Google Scholar] [CrossRef]
- Dellacorte, C.; Sliney, H.E.; Bogdanski, M.S. Tribological and mechanical comparison of sintered and HIPped PM212-High temperature self-lubricating composites. Lubr. Eng. 1992, 48, 877–885. [Google Scholar]
- Dellacorte, C.; Sliney, H.E. Tribological properties of PM212-A high temperature, self-lubricating, powder metallurgy composite. Lubr. Eng. 1989, 47, 298–303. [Google Scholar]
- Dellacorte, C.; Edmonds, B.J. Preliminary Evaluation of PS300: A New Self-Lubricating High Temperature Composite Coating for Use to 800 °C. NASA: Washington, DC, USA, 1996; p. 7056. [Google Scholar]
- Leclerc, C.; Daguzan, C.; Nicolas, M.T.; Chabret, C.; Duprat, A.M.; Moreau, M. The effect of compositional tailoring on the thermal expansion and tribological properties of PS300: A solid lubricant composite coating. Tribol. Trans. 1997, 40, 639–642. [Google Scholar]
- Deng, J.X.; Cao, T.K.; Yang, X.F.; Liu, J.H. Self-lubrication of sintered ceramic tools with CaF2 additions in dry cutting. Int. J. Mach. Tool Manu. 2006, 46, 957–963. [Google Scholar]
- Deng, J.X.; Cao, T.K.; Li, L.L. Self-lubricating behaviors of Al2O3/TiB2 ceramic tools in dry high-speed machining of hardened steel. J. Eur. Ceram. Soc. 2005, 25, 1073–1079. [Google Scholar]
- Wang, H.J.; Li, M.L.; Yan, S.H.; Zhou, C.Y.; Yao, Z.H.; Gan, K.K. High Temperature Bionic Self-Lubricating Hot Mold Material. China Patent 201710735974.8, 29 December 2017. [Google Scholar]
- Wang, H.J.; Qi, Z.Z.; Yao, Z.H.; Han, N.; Xiong, X.H.; Li, C.; Hui, Y.K. Self-Lubricating Hot Forging Die with Heterogeneous Material Composite Structure and Preparation Method Thereof. China Patent 201710254462.X, 18 April 2017. [Google Scholar]
- Li, H.; Zhang, Y.; Li, C.; Zhou, Z.; Nie, X.; Chen, Y.; Cao, H.; Liu, B.; Zhang, N.; Said, Z.; et al. Extreme pressure and antiwear additives for lubricant: Academic insights and perspectives. Int. J. Adv. Manuf. Technol. 2022, 120, 1–27. [Google Scholar] [CrossRef]
- Gao, T.; Zhang, Y.; Li, C.; Wang, Y.; Chen, Y.; An, Q.; Zhang, S.; Li, H.N.; Cao, H.; Ali, H.M.; et al. Fiber-reinforced composites in milling and grinding: Machining bottlenecks and advanced strategies. Mech. Eng. 2022, 17, 24. [Google Scholar] [CrossRef]
- Yang, Y.; Gong, Y.; Li, C.; Wen, X.; Sun, J. Mechanical performance of 316 L stainless steel by hybrid directed energy deposition and thermal milling process. J. Mater. Process. Technol. 2021, 291, 117023. [Google Scholar] [CrossRef]
- Kheradmand, A.B.; Tayebi, M.; Lalegani, Z. Design of Fe–SiC–Cu–G Composite Alloy and Optimization of Graphite Contribution for High Sliding Speed Applications. Trans. Indian Inst. Met. 2022, 75, 2311–2322. [Google Scholar] [CrossRef]
- Kheradmand, A.B.; Fattahi, M.R.; Tayebi, M.; Hamawandi, B. Tribological Characterization of Reinforced Fe Matrix Composites with Hybrid Reinforcement of C, Cu, and SiC Particulates. Crystals 2022, 12, 598. [Google Scholar] [CrossRef]
- Rajendrachari, S.; Adimule, V.; Gulen, M.; Khosravi, F.; Somashekharappa, K.K. Synthesis and Characterization of High Entropy Alloy 23Fe-21Cr-18Ni-20Ti-18Mn for Electrochemical Sensor Applications. Materials 2022, 15, 7591. [Google Scholar] [CrossRef] [PubMed]
- Shashanka, R. An Overview of High-Entropy Alloys Prepared by Mechanical Alloying Followed by the Characterization of Their Microstructure and Various Properties. Alloys 2022, 1, 116–132. [Google Scholar]
- Shashanka, R.; Chaira, D.; Swamy, B.E.K. Effect of Y2O3 Nanoparticles on corrosion study of spark plasma sintered duplex and ferritic. Arch. Metall. Mater. 2018, 2, 749–763. [Google Scholar]
- Jiang, C.; Wang, H.; Li, M.; Yan, S.; Yao, Z.; Liu, Q. Preparation and Properties of High-Temperature Self-Lubricating Materials Based on H13 Steel. J. Mater. Eng. Perform. 2020, 29, 7830–7842. [Google Scholar] [CrossRef]
- Yang, Y.B.; Xie, Z.P.; Zhang, Z.M.; Li, X.B.; Wang, Q.; Zhang, Y.H. Processing maps for hot deformation of the extruded 7075 aluminum alloy bar: Anisotropy of hot workability. Mater. Sci. Eng. A 2014, 615, 183–190. [Google Scholar] [CrossRef]
- Guo, L.G.; Yang, S.; Yang, H.; Zhang, J. Processing map of as-cast 7075 aluminum alloy for hot working. Chin. J. Aeronaut. 2015, 28, 1774–1783. [Google Scholar] [CrossRef] [Green Version]
- Yan, F.; Zhou, H.; Zhang, Z. The Measurement and Calculation of the Wear Volume of the Pairs for Fretting Test. Tribology 1995, 15, 145–151. [Google Scholar]
- Peterson, M.B.; Li, S.; Murray, S.F. Wear-resisting Oxide Films for 900 °C. J. Mater. Sci. Technol. 1997, 13, 99–106. [Google Scholar]
- Zhu, S.Y.; Bi, Q.L.; Yang, J.; Liu, W.M. Effect of fluoride content on friction and wear performance of Ni3Al matrix high-temperature self-lubricating composites. Tribol. Lett. 2011, 43, 341–349. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of falt surface. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Fe-35Ni-15Cr- 5Ti-4Mo-0.2C | Cr2O3 | CaF2 | Density/% | Hardness/HV |
|---|---|---|---|---|---|
| 0# | 80 | 20 | 0 | 86.9 | 295.7 ± 13.3 |
| 1# | 100 | 0 | 0 | 90.2 | 229.9 ± 9.72 |
| 2# | 76 | 20 | 4 | 85.3 | 250.2 ± 12.2 |
| 3# | 74 | 20 | 6 | 85.1 | 210.4 ± 6.3 |
| 4# | 72 | 20 | 8 | 84.8 | 200.1 ± 7.8 |
| 5# | 70 | 20 | 10 | 83.3 | 144.2 ± 6.2 |
| Area | Fe | Ni | Cr | Mo | Ti | O | Ca |
|---|---|---|---|---|---|---|---|
| 1 | 84.31 | - | 3.21 | - | - | 12.48 | - |
| 2 | 38.45 | 32.79 | 20.92 | 3.19 | 2.40 | 2.25 | - |
| 3 | 32.25 | 20.87 | 31.60 | 2.16 | 6.56 | 4.77 | 1.79 |
| 4 | 67.06 | 10.18 | 7.37 | - | - | 13.38 | 2.01 |
| 5 | 70.90 | 7.47 | 5.19 | - | - | 12.66 | 3.78 |
| Number | R/mm | d/mm | r/mm | n/r·min−1 | t/min |
|---|---|---|---|---|---|
| 1 | 5.14 ± 0.02 | 1.83 ± 0.02 | 1.75 | 1000 | 15 |
| 2 | 5.01 ± 0.02 | 1.80 ± 0.02 | 1.75 | 1000 | 15 |
| 3 | 5.01 ± 0.02 | 1.55 ± 0.02 | 1.75 | 1000 | 15 |
| 4 | 5.00 ± 0.02 | 1.40 ± 0.02 | 1.75 | 1000 | 15 |
| 5 | 4.66 ± 0.02 | 1.66 ± 0.02 | 1.75 | 1000 | 15 |
| Area | Fe | Ni | Cr | Mo | Ti | O | Ca |
|---|---|---|---|---|---|---|---|
| 1 | 48.72 | 21.83 | 13.12 | 2.16 | 0.77 | 11.55 | 1.85 |
| 2 | 36.96 | 11.19 | 14.84 | - | 2.98 | 30.13 | 3.90 |
| 3 | 61.95 | 13.03 | 10.63 | - | 0.51 | 11.17 | 2.71 |
| 4 | 78.08 | 5.09 | 3.34 | - | - | 12.28 | 1.21 |
| Load/g | R/mm | d/mm | r/mm | n/r·min−1 | t/min |
|---|---|---|---|---|---|
| 200 | 4.43 ± 0.02 | 4.43 ± 0.02 | 1.75 | 1000 | 15 |
| 300 | 5.32 ± 0.02 | 5.32 ± 0.02 | 1.75 | 1000 | 15 |
| 500 | 5.00 ± 0.02 | 5.00 ± 0.02 | 1.75 | 1000 | 15 |
| 1000 | 9.82 ± 0.02 | 9.82 ± 0.02 | 1.75 | 1000 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, X.; Wang, H.; Liu, Q.; Yao, Z.; Li, J.; Jiang, C. High-Temperature Wear Properties of 35Ni15Cr Fe-Based Self-Lubricating Die Materials. Metals 2022, 12, 2016. https://doi.org/10.3390/met12122016
Pan X, Wang H, Liu Q, Yao Z, Li J, Jiang C. High-Temperature Wear Properties of 35Ni15Cr Fe-Based Self-Lubricating Die Materials. Metals. 2022; 12(12):2016. https://doi.org/10.3390/met12122016
Chicago/Turabian StylePan, Xudong, Huajun Wang, Qingyang Liu, Zhenhua Yao, Jiabin Li, and Cheng Jiang. 2022. "High-Temperature Wear Properties of 35Ni15Cr Fe-Based Self-Lubricating Die Materials" Metals 12, no. 12: 2016. https://doi.org/10.3390/met12122016
APA StylePan, X., Wang, H., Liu, Q., Yao, Z., Li, J., & Jiang, C. (2022). High-Temperature Wear Properties of 35Ni15Cr Fe-Based Self-Lubricating Die Materials. Metals, 12(12), 2016. https://doi.org/10.3390/met12122016