
Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
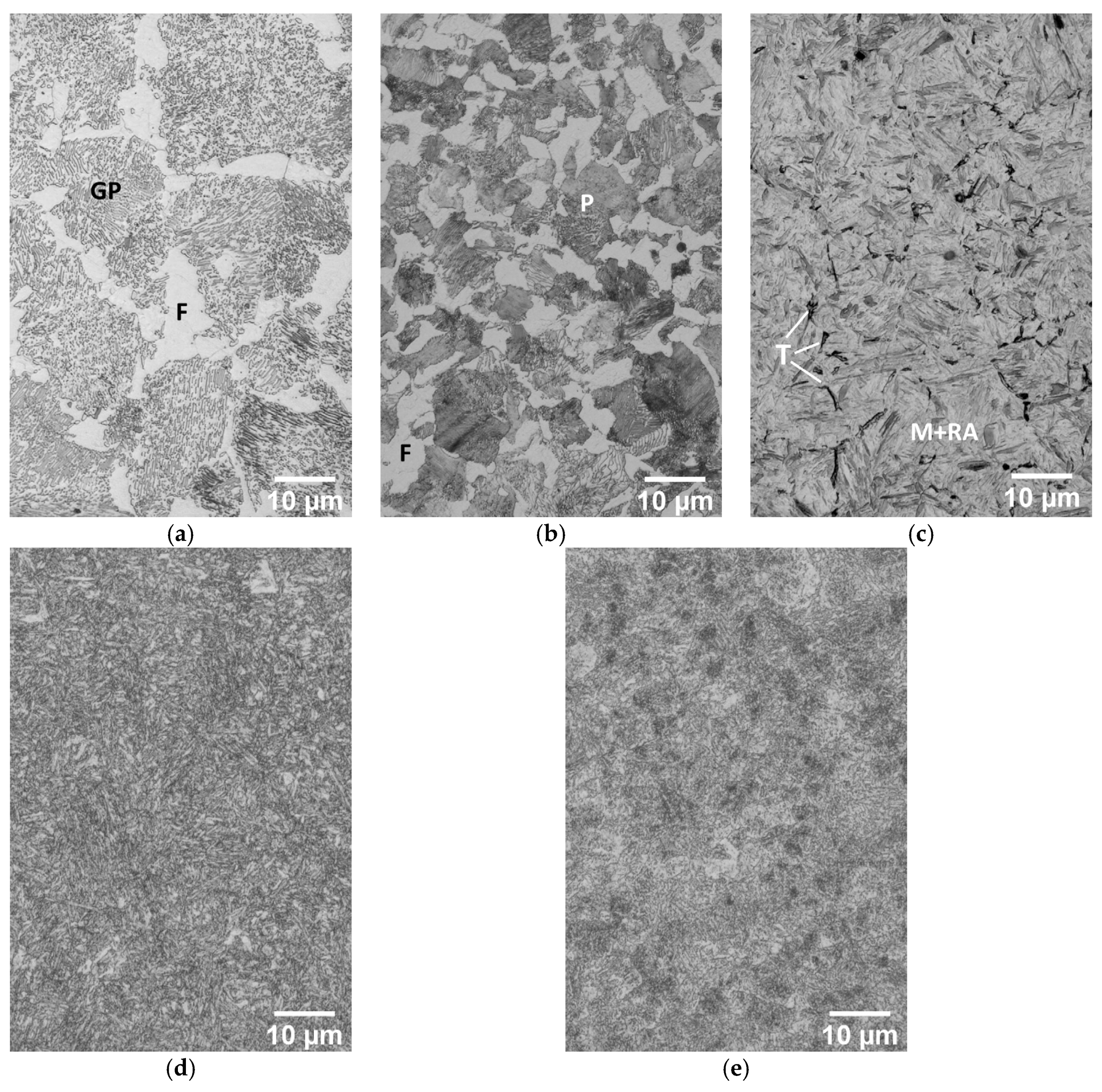
3.1. Microstructure of the Analyzed Samples
3.2. Vickers Hardness Test
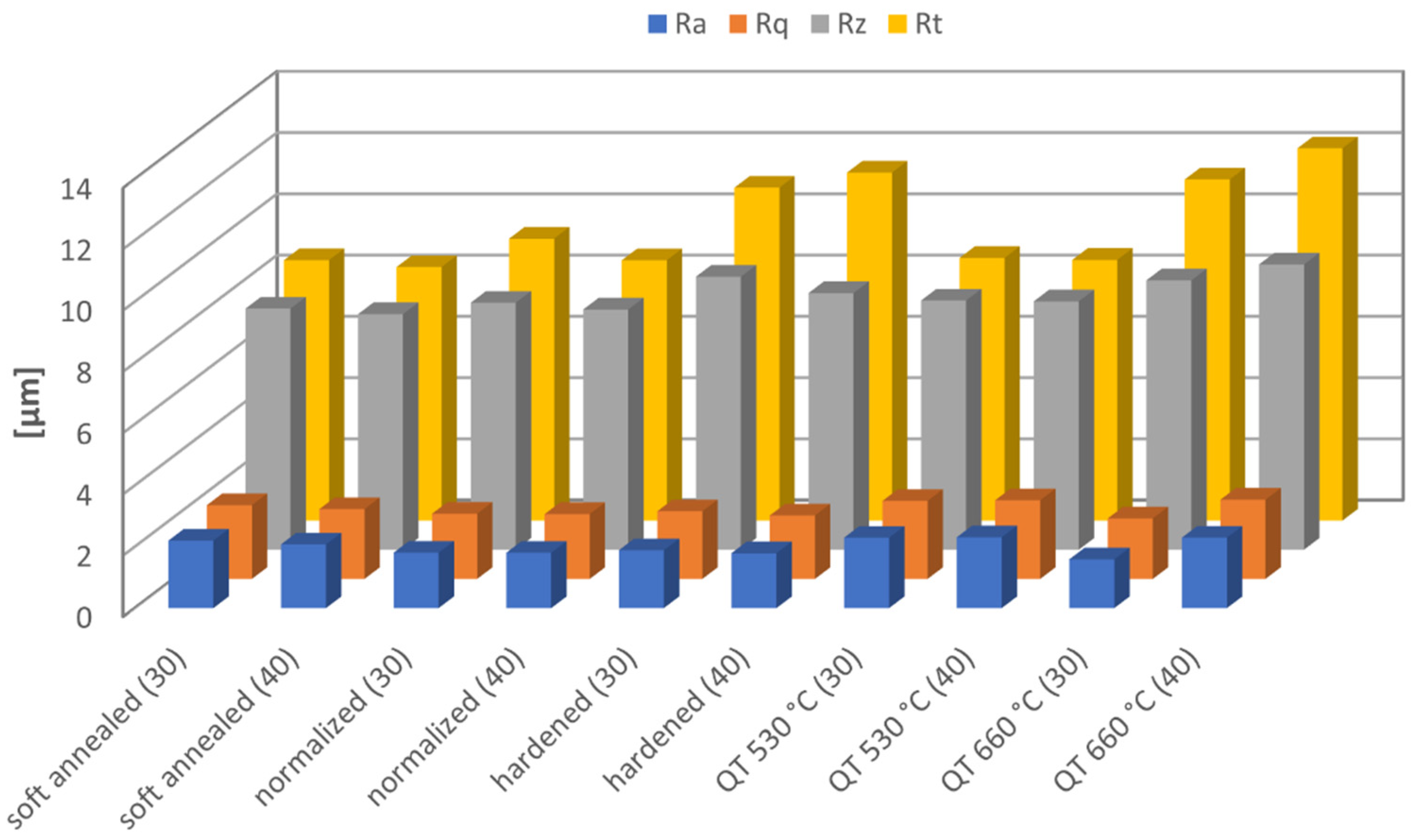
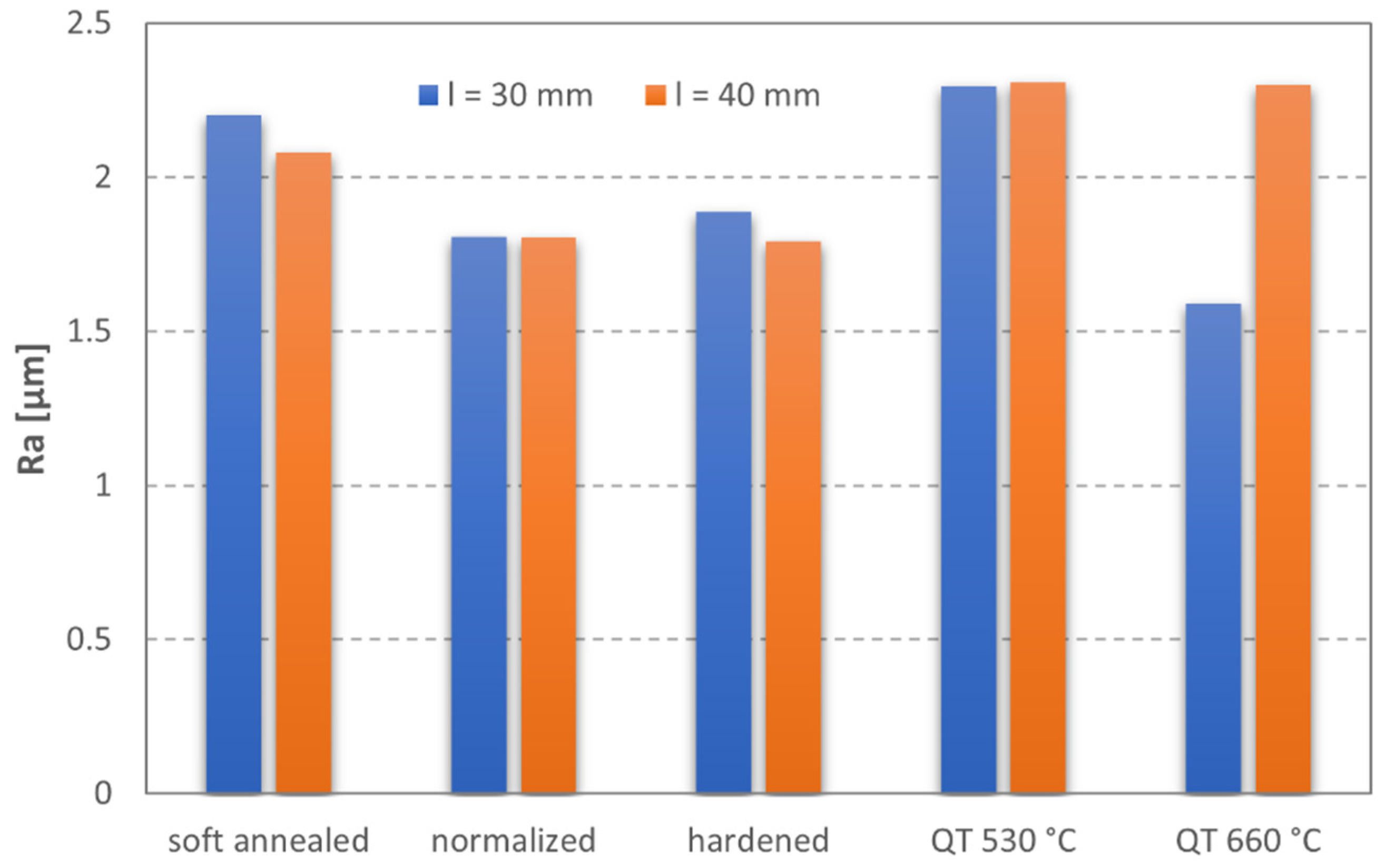
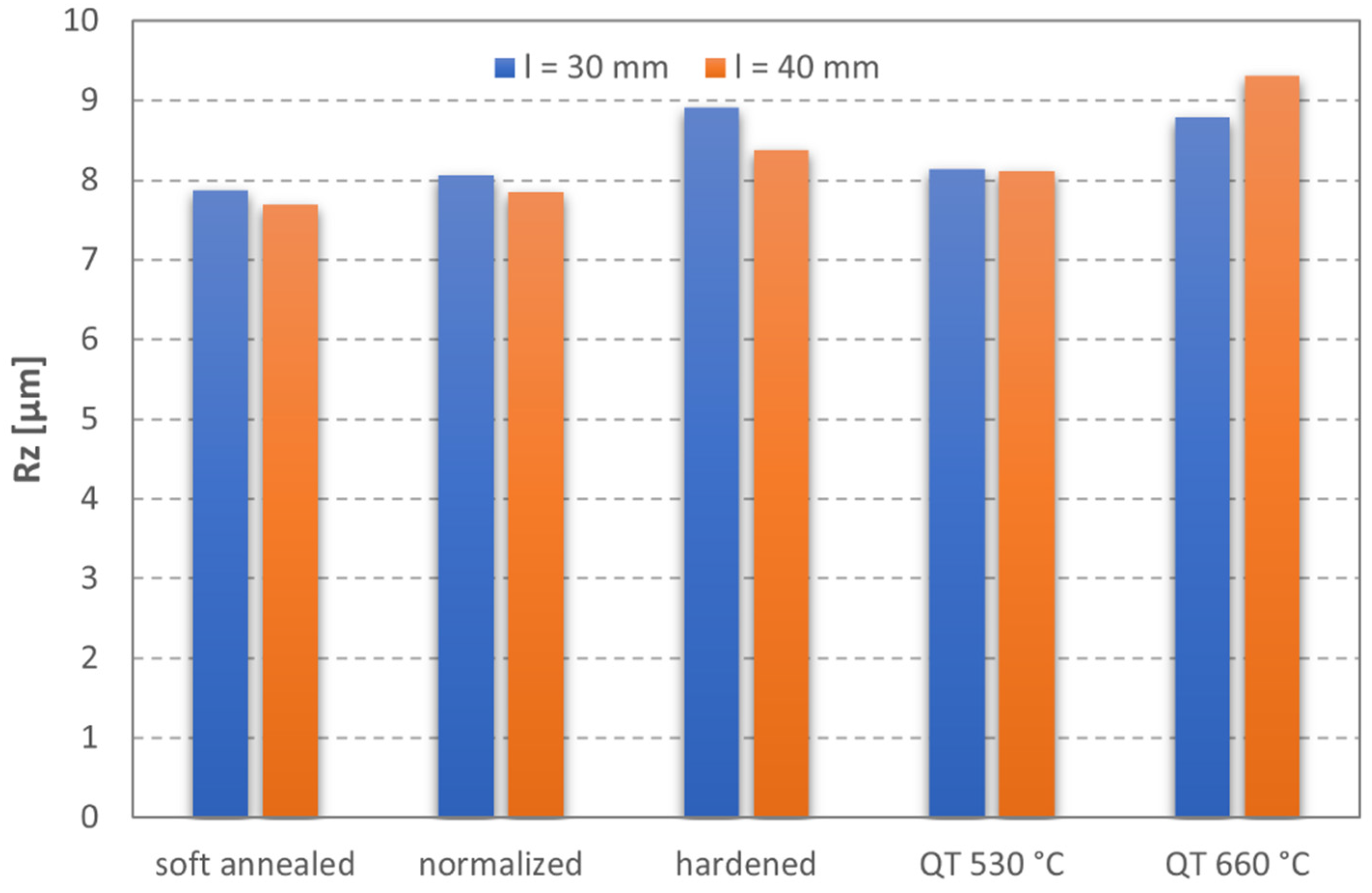
3.3. Roughness, Cylindricality, and Diameter Size Changes
4. Conclusions
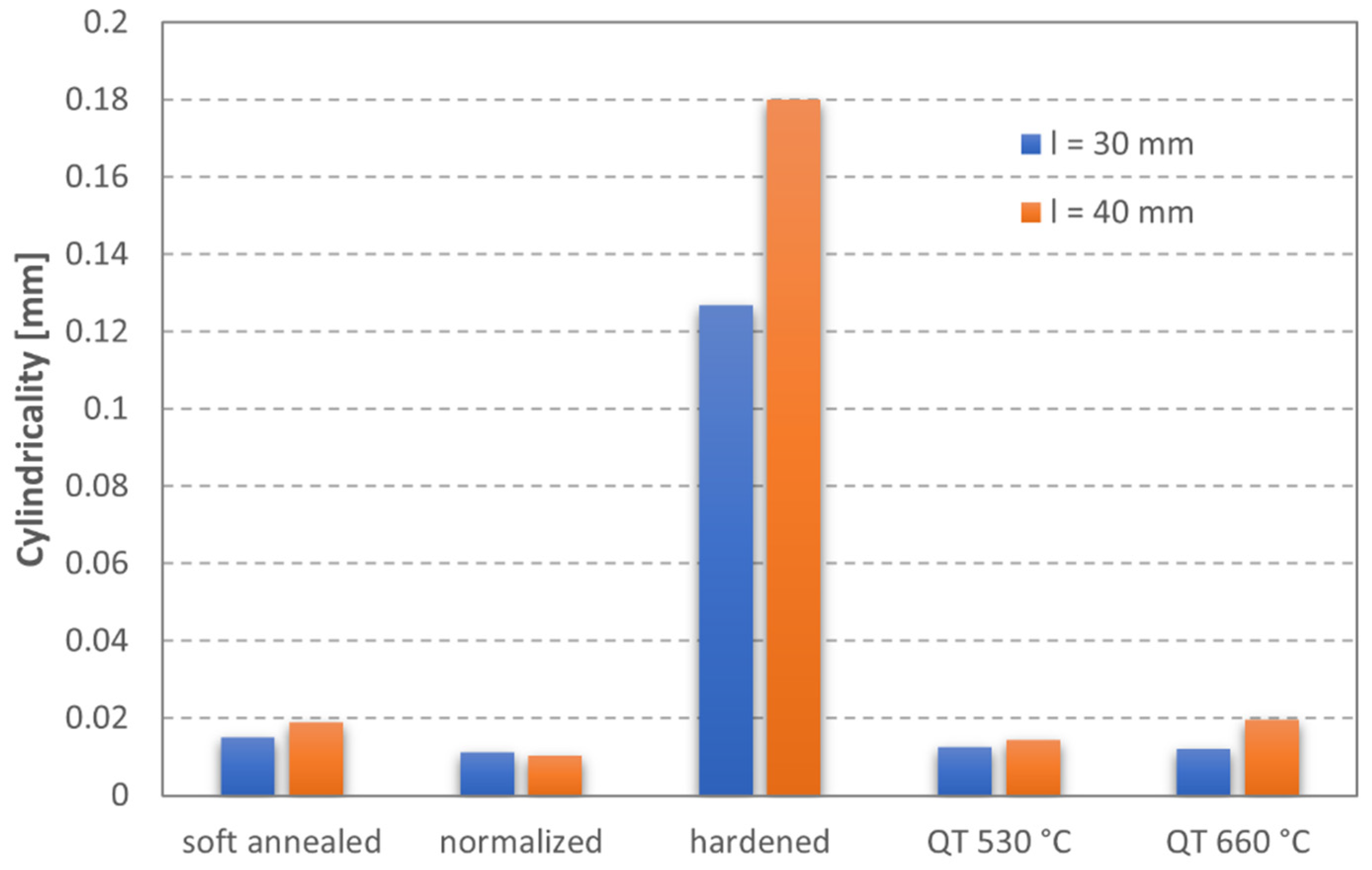
- The soft annealed steel consisted of a soft ferrite matrix. The results obtained show that the diameter change achieved a negative value (−0.03 mm), but the cylindricality was relatively high, ~0.018 mm compared to other samples (beside hardened sample). The built-up edge formation can be explained by the roughness parameter Ra, which was higher compared to other steel states (besides quenched and tempered states). Similarly, a negative value of the diameter size change was observed in the sample in the normalized state, which had the smallest cylindricality value.
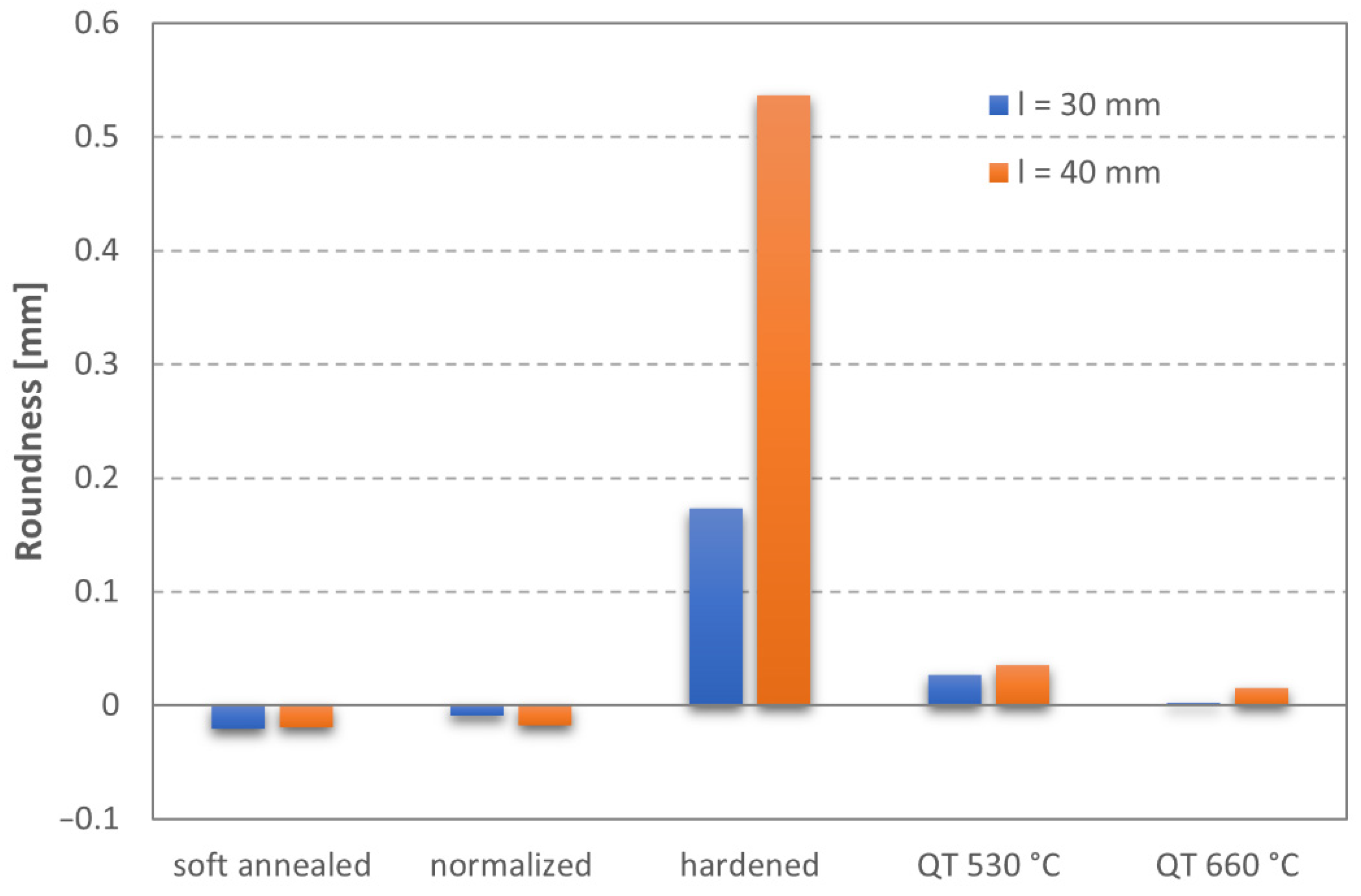
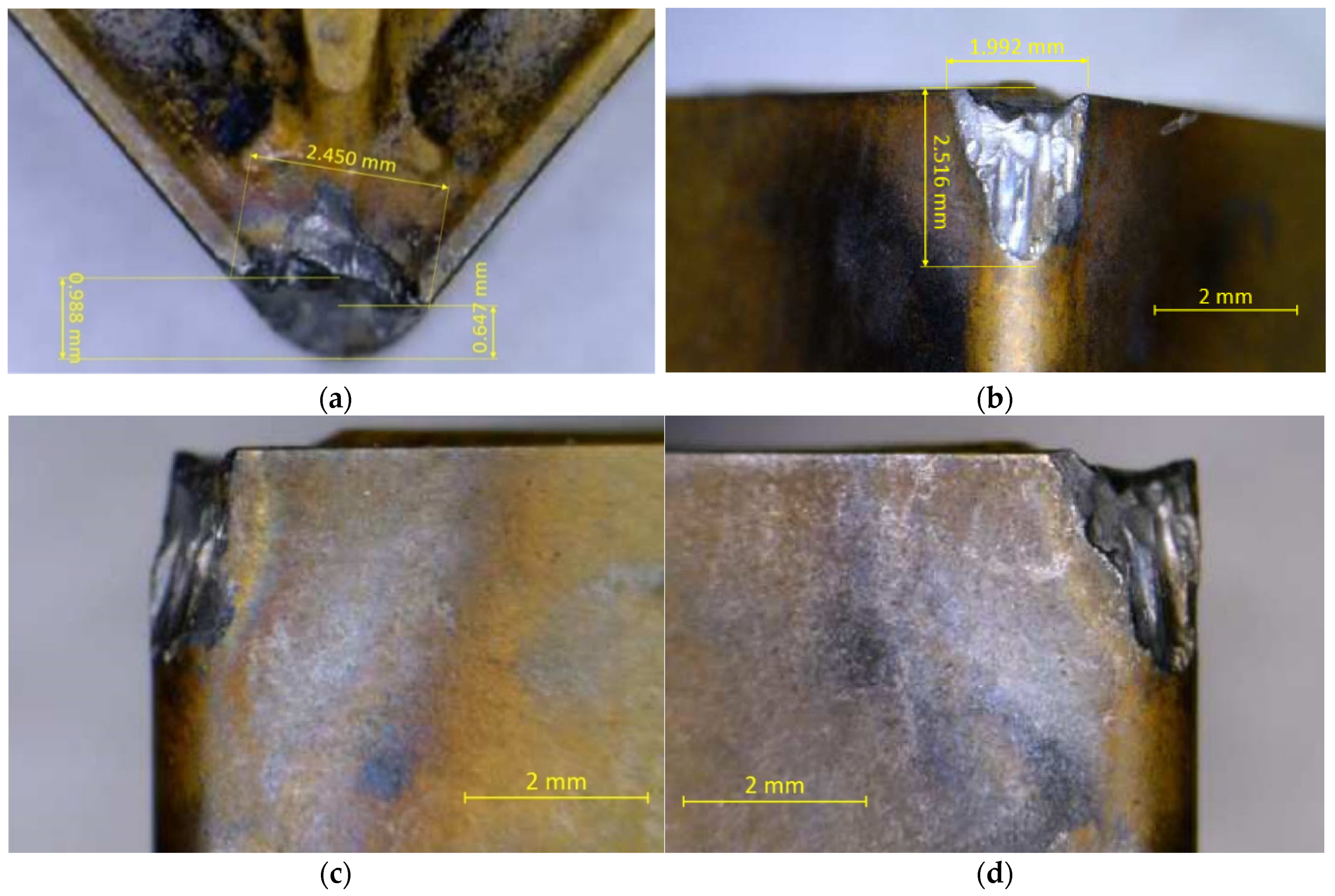
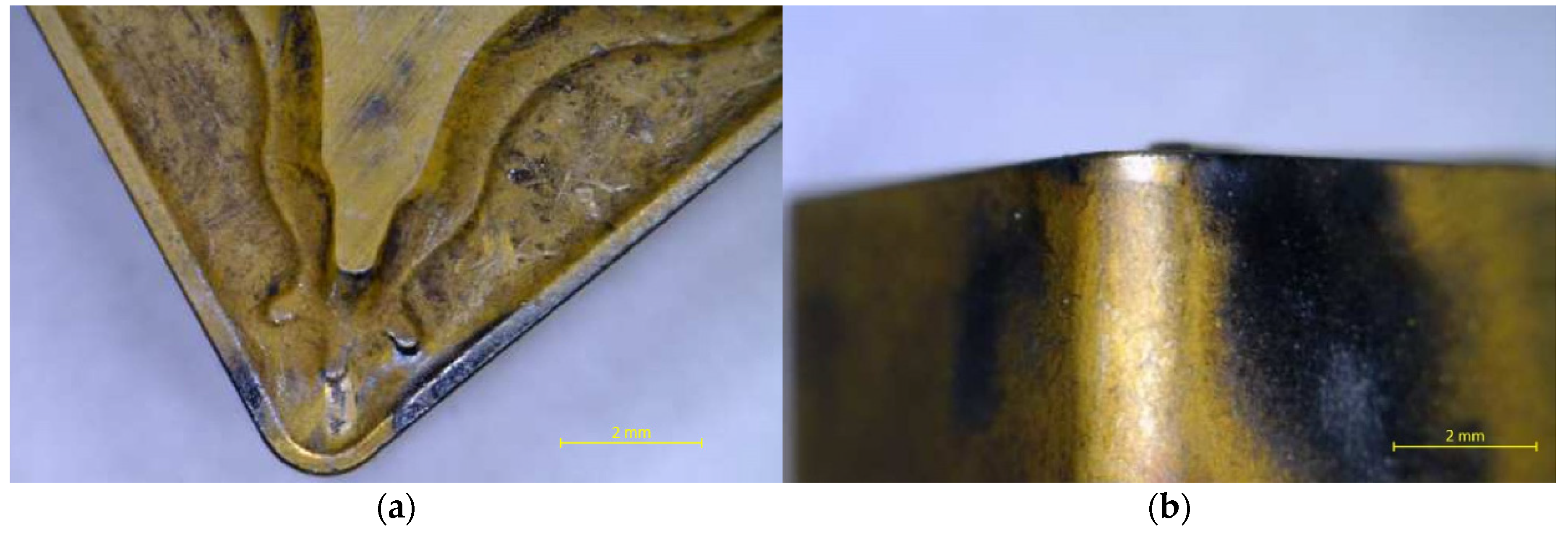
- The highest hardness was found for the steel after the hardening process (694 HV 10). The high hardness was related to the presence of martensite and retained austenite. This type of microstructure caused a damage to the cutting edge of the cut insert used and led to a significant change in geometrical accuracy. The cylindricity change achieved 0.12 ÷ 0.18 mm compared to the theoretical value of the diameter of the machined steel bar. An inaccuracy was also observed in diameter dimension, on lower length ~0.18 mm and on the second machined surface (machined 40 mm length) a ~0.53 mm difference between the theoretical value of the machined diameter 25 mm was found. The inaccuracies were caused by the wear of the cutting edge of the tool used in cutting parameters setting.
- Quenched and tempered states had similar values of the Ra parameter and cylindricality. The Rz parameter for sample QT 530 °C was slightly lower than for QT 660 °C.
- The measured roughness parameters are influenced by local cutting conditions and the geometry of the tool used. For the correct cutting parameters evaluation, the initial state of the C45 steel need to be known.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mills, B.; Redford, A.H. Machinability of Engineering Materials; Springer: Berlin/Heidelberg, Germany, 1983; Available online: https://link.springer.com/book/10.1007/978-94-009-6631-4 (accessed on 31 October 2022).
- ScienceDirect. Machinability. Available online: https://www.sciencedirect.com/topics/materials-science/machinability (accessed on 20 April 2022).
- Genculu, S. Factors Affecting Machinability of Metals. Available online: https://www.cabinc.com/uploads/case_studies/MachinabilityFactors-wp.pdf (accessed on 31 October 2022).
- Kolar, P.; Fojtu, P.; Schmitz, T. On Cutting Force Coefficient Model with Respect to Tool Geometry and Tool Wear. Procedia Manuf. 2015, 1, 708–720. [Google Scholar] [CrossRef]
- Kuruc, M.; Vopát, T.; Peterka, J.; Necpal, M.; Šimna, V.; Milde, J.; Jurina, F. The Influence of Cutting Parameters on Plastic Deformation and Chip Compression during the Turning of C45 Medium Carbon Steel and 62SiMnCr4 Tool Steel. Materials 2022, 15, 585. [Google Scholar] [CrossRef] [PubMed]
- Zajac, J.; Duplak, J.; Duplakova, D.; Cizmar, P.; Olexa, I.; Bittner, A. Prediction of cutting material durability by T = f(vc) dependence for turning processes. Processes 2020, 8, 789. [Google Scholar] [CrossRef]
- Kovalčík, J.; Mašek, P.; Malý, J.; Kožmín, P.; Syrovátka, J. The Effect of Coatings on Cutting Force in Turning of C45 Steel. Materials 2022, 15, 590. [Google Scholar] [CrossRef] [PubMed]
- SreeramaReddy, T.V.; Sornakumar, T.; VenkataramaReddy, M.; Venkatram, R. Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 181–185. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- C45 Medium Carbon Steel Grade. 2018. Available online: https://www.materialgrades.com/c45-medium-carbon-steel-grade-2082.html (accessed on 20 May 2022).
- Sekulic, M.; Hadzistevic, M.; Gostimirovic, M.; Turisova, R.; Pejic, V. Influence of Material Properties of the Machinability in Face Milling. Mater. Technol. 2012, 46, 601–606. Available online: http://mit.imt.si/izvodi/mit126/sekulic.pdf (accessed on 30 September 2022).
- Abidi, Y. Analysis of the compromise between cutting tool life, productivity and roughness during turning of C45 hardened steel. Prod. Eng. Arch. 2021, 27, 30–35. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P.P.; Sekerakova, A.; Tkac, J.; Bednarik, M.; Kovac, J.; Jahnatek, A. Research on Chip Shear Angle and Built-Up Edge of Slow-Rate Machining EN C45 and EN 16MnCr5 Steels. Metals 2019, 9, 956. [Google Scholar] [CrossRef]
- Kovalcik, J.; Zeman, P.; Holesovsky, F.; Madl, J.; Kucerova, L. Cutting force modelling with effects of cutting tool geometry and tool wear in milling of din C45 steel. MM Sci. J. 2020, 2020, 3784–3793. [Google Scholar] [CrossRef]
- Skoczylas, A. Studying the Effect of Finishing Work on the Geometric Accuracy of the Laser Cut Elements. Adv. Sci. Technol. Res. J. 2018, 12, 267–272. [Google Scholar] [CrossRef]
- SreeramaReddy, T.V.; Sornakumar, T.; VenkataramaReddy, M.; Venkatram, R. Machining performance of low temperature treated P-30 tungsten carbide cutting tool inserts. Cryogenics 2008, 48, 458–461. [Google Scholar] [CrossRef]
- Szkodo, M.; Chodnicka-Wszelak, K.; Deja, M.; Stanislawska, A.; Bartmanski, M. The influence of the depth of cut in single-pass grinding on the microstructure and properties of the C45 steel surface layer. Materials 2020, 13, 1040. [Google Scholar] [CrossRef] [PubMed]
- Leppert, T. Effect of cooling and lubrication conditions on surface topography and turning process of C45 steel. Int. J. Mach. Tools Manuf. 2011, 51, 120–126. [Google Scholar] [CrossRef]
- Bouchareb, A.; Lagred, A.; Amirat, A. Effect of the interaction between depth of cut and height-to-width ratio of a workpiece on vibration amplitude during face milling of C45 steel. Int. J. Adv. Manuf. Technol. 2019, 104, 1221–1227. [Google Scholar] [CrossRef]
- Grzesik, W.; Zak, K. Surface integrity generated by oblique machining of steel and iron parts. J. Mater. Process. Technol. 2012, 212, 2586–2596. [Google Scholar] [CrossRef]
- Moravčíková, J. Cutting material influence on the quality of the machined surface. Procedia Eng. 2015, 100, 328–333. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Latos, H.; Pimenov, D.Y.; Paczkowski, T.; Gupta, M.K.; Krolczyk, G. Influence of the main cutting edge angle value on minimum uncut chip thickness during turning of C45 steel. J. Manuf. Process. 2020, 57, 354–362. [Google Scholar] [CrossRef]
- Selvam, M.D.; Senthil, P. Investigation on the effect of turning operation on surface roughness of hardened C45 carbon steel. Aust. J. Mech. Eng. 2016, 14, 131–137. [Google Scholar] [CrossRef]
- Lobontiu, M.; Hagan, V.; Pasca, I. Experimental research about evolution of surface roughness and time for different value of radial cutting depth in ball end milling of C45 material. In Modtech 2011: New Face of T.M.C.R.; Technical University Gheorghe Asachi Iasi: Iasi, Romania, 2011; Volumes I and II, pp. 569–572. [Google Scholar]
- Arrieta, I.; Courbon, C.; Cabanettes, F.; Arrazola, P.-J.; Rech, J. Influence of the Ferritic-Pearlitic Steel Microstructure on Surface Roughness in Broaching of Automotive Steels. In Proceedings of the 20th International ESAFORM Conference on Material Forming (ESAFORM 2017), Dublin, Ireland, 26–28 April 2017; Volume 1896, p. 090011. [Google Scholar] [CrossRef]
- Król, S.; Ptacek, L.; Zalisz, Z.; Hepner, M. Friction and wear properties of titanium and oxidised titanium in dry sliding against hardened C45 steel. J. Mater. Processing Technol. 2004, 157–158, 364–369. [Google Scholar] [CrossRef]
- Santosh, K.; Riyaz, A.M.; Marulaiah, L.; Manjunath, L.H. Investigating the Impact of Deep Cryogenic Treatment on Surface Roughness and Cutting Force in Turning C45 Steel. Mater. Today Proc. 2020, 24, 1190–1198. [Google Scholar] [CrossRef]
- Croitoru, S.M.; Majstorovic, V. Superficial Hardening in Orthogonal Cutting. Procedia CIRP 2017, 62, 215–220. [Google Scholar] [CrossRef]
- Faur, A.S.; Popa, M.S.; Luca, B.C.; Voina, I.D.; Bizubac, D. Research on the influence of a new tap drill geometry on C45, 42CrMo4 and X5CrNi8 steel processing. MATEC Web Conf. 2018, 178, 01002. [Google Scholar] [CrossRef][Green Version]
- Luca, M.A.; Barabas, S.A. Researches relating to influence of heat treatments in internal friction of C45-1.0503 steel. Metal. Int. 2011, 16, 9–12. [Google Scholar]
- Nedeloni, L. Pedrali, P.C.; Cîndea, L.; Petrica, A.V.; Budai, A.M.; Conciatu, I.L.; Băra, A. Dry sliding wear research on C45 carbon steel, 41Cr4 alloyed steel and X3CrNi13-4 martensitic stainless steel. IOP Conf. Ser. Mater. Sci. Eng. 2019, 477, 012053. [Google Scholar] [CrossRef]
- Feldshtein, E.E.; Wojciechowski, S. Wear of carbide inserts during turning of C45 steel in dry cutting conditions and in presence of emulsion mist. E3S Web Conf. 2017, 19, 03009. [Google Scholar] [CrossRef]
- Lauzier, J. How to Identify and Reduce Tool Wear to Improve Quality. 2021. Available online: https://www.machinemetrics.com/blog/tool-wear (accessed on 30 September 2022).
- Astakhov, V. The assessment of cutting tool wear. Int. J. Mach. Tools Manuf. 2004, 44, 637–647. [Google Scholar] [CrossRef]
- Raghavan, S.; Dzugan, J.; Rzepa, S.; Podany, P.; Soh, N.; Hao, L.J.; Khan, N. Effect of post-treatment on local mechanical properties of additively manufactured impellers made of maraging steel. Rapid Prototyp. J. 2022; ahead of print. [Google Scholar] [CrossRef]
- Hashmi, A.W.; Mali, H.S.; Meena, A. A comprehensive review on surface quality improvement methods for additively manufactured parts. Rapid Prototyp. J. 2022; ahead of print. [Google Scholar] [CrossRef]
- Teixeira, Ó.; Silva, F.J.G.; Ferreira, L.P.; Atzeni, E. A Review of Heat Treatments on Improving the Quality and Residual Stresses of the Ti–6Al–4V Parts Produced by Additive Manufacturing. Metals 2020, 10, 1006. [Google Scholar] [CrossRef]
- Da Fonseca, E.B.; Gabriel, A.H.G.; Araújo, L.C.; Santos, P.L.; Campo, K.N.; Lopes, E.S. Assessment of laser power and scan speed influence on microstructural features and consolidation of AISI H13 tool steel processed by additive manufacturing. Addit. Manuf. 2020, 34, 101250. [Google Scholar] [CrossRef]
- Khorasani, M.; Loy, J.; Ghasemi, A.H.; Sharabian, E.; Leary, M.; Mirafzal, H.; Cochrane, P.; Rolfe, B.; Gibson, I. A review of Industry 4.0 and additive manufacturing synergy. Rapid Prototyp. J. 2022, 28, 1462–1475. [Google Scholar] [CrossRef]
- Snopiński, P.; Woźniak, A.; Łukowiec, D.; Matus, K.; Tański, T.; Rusz, S.; Hilšer, O. Evolution of Microstructure, Texture and Corrosion Properties of Additively Manufactured AlSi10Mg Alloy Subjected to Equal Channel Angular Pressing (ECAP). Symmetry 2022, 14, 674. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; Wang, H.; Huang, Z. Effect of heat treatment on microstructure, mechanical and corrosion properties of austenitic stainless steel 316L using arc additive manufacturing. Mater. Sci. Eng. A 2018, 715, 307–314. [Google Scholar] [CrossRef]
- Cheruvathur, S.; Lass, E.A.; Campbell, C.E. Additive Manufacturing of 17-4 PH Stainless Steel: Post-processing Heat Treatment to Achieve Uniform Reproducible Microstructure. JOM 2015, 68, 930–942. [Google Scholar] [CrossRef]
- Saarstahl. Saarstahl-C45. Available online: https://www.saarstahl.com/sag/downloads/download/12970 (accessed on 5 May 2022).
- Henan Bebon Iron&Steel Co., Ltd. C45 Steel Applications. Available online: https://www.steel-plate-sheet.com/Sellinglist/C45-steel-ApplicationsC45-steel-Physical-properties.html (accessed on 5 May 2022).
- EN 1.0503 Material C45 Steel Equivalent, Properties, Composition. The World Material. Available online: https://www.theworldmaterial.com/1-0503-material-c45-steel/ (accessed on 5 May 2022).
- Korloy. Cutting Tools 20–21. Available online: http://www.korloy.com/en/ebook/2020_2021%20KORLOY%20CUTTING%20TOOLS(EM)/assets/contents/download.pdf (accessed on 15 April 2022).
- Wang, X.; Zurob, H.S.; Xu, G.; Ye, Q.-B.; Bouaziz, O.; Embury, D. Influence of Microstructural Length Scale on the Strength and Annealing Behavior of Pearlite, Bainite, and Martensite. Metall. Mater. Trans. A 2013, 44A, 1454–1461. [Google Scholar] [CrossRef]
- Grange, R.A.; Hribal, C.R.; Porter, L.F. Hardness of tempered martensite in carbon and low-alloy steels. Metall. Trans. A 1977, 8A, 1775–1785. [Google Scholar] [CrossRef]
- Hossain, R.; Pahlevani, F.; Quadir, Z.; Sahajwalla, V. Stability of retained austenite in high carbon steel under compressive stress: An investigation from macro to nano scale. Sci. Rep. 2016, 6, 34958. [Google Scholar] [CrossRef]
- Ohmura, T.; Hara, T.; Tsuzaki, K. Evaluation of temper softening behavior of Fe-C binary martensitic steels by nanoindentation. Scr. Mater. 2003, 49, 1157–1162. [Google Scholar] [CrossRef]
- Childs, T.H. Towards simulating built-up-edge formation in the machining of steel. CRIP J. Manuf. Sci. Technol. 2011, 4, 57–70. [Google Scholar] [CrossRef]
- Zamrzly, P. Technological heredity of the turning process. Tech. Gaz. 2020, 27, 1194–1203. [Google Scholar] [CrossRef]
- Ovalı, İ.; Bilgin, M.B.; Mavi, A. The Effects of Ausferrite Structure on Surface Topography of Austempered Gray Iron. Jestech 2012, 15, 183–192. Available online: https://jestech.karabuk.edu.tr/arsiv/2012-4/Sayı%204%20-%204%20Ahmet%20Mavi.pdf (accessed on 31 October 2022).
- Ozcatalbas, Y.; Ercan, F. The effects of heat treatment on the machinability of mild steels. J. Mater. Process. Technol. 2003, 136, 227–238. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nominal [43] | Actual | ||
|---|---|---|---|
| Min. (wt.%) | Max. (wt.%) | ||
| C | 0.42 | 0.50 | 0.487 ± 0.005 |
| Cr | - | 0.40 | 0.074 ± 0.001 |
| Mn | 0.50 | 0.80 | 0.718 ± 0.005 |
| Ni | - | 0.40 | 0.052 ± 0.003 |
| P | - | 0.045 | 0.0098 ± 0.0002 |
| S | - | 0.045 | 0.011 ± 0.001 |
| Si | - | 0.40 | 0.158 ± 0.008 |
| Mo | - | 0.10 | 0.017 ± 0.001 |
| Cr + Mo + Ni | - | 0.63 | 0.143 |
| Steel Number | Heat Treatment Type |
|---|---|
| 1 | Soft annealing at 700 °C/1 h holding time, slow cooling in N2 for 10 h |
| 2 | Normalizing at 850 °C/1 h holding time, cooling in air |
| 3 | Hardening at 830 °C/1 h holding time, cooling in water |
| 4 | Quenching and tempering followed by hardening at 830 °C/1 h holding time, cooling in water; tempering 530 °C/1 h holding time and cooling in air |
| 5 | Quenching and tempering followed by hardening at 830 °C/1 h holding time, cooling in water; tempering 660 °C/1 h holding time and cooling into air |
| Cutting Parameter | Value |
|---|---|
| Cutting speed vc [m·min−1] | 180 ÷ 300 |
| Cutting depth ap [mm] | 1 ÷ 5 |
| Feed f [mm] | 0.1 ÷ 0.5 |
| Operation | Description | Cutting Depth ap [mm] | Feed f [mm] | Cutting Speed vc [m·min−1] |
|---|---|---|---|---|
| 1 | Facing 1 mm | 1 | - | - |
| 2 | Turning Ø30–30 mm | 1.5 | 0.2 | 180 |
| 3 | Turning Ø27–30 mm | 1 | 0.2 | 180 |
| 4 | Edge machining | 0.5 × 80° | - | - |
| 5 | Rotating the part | |||
| 6 | Facing 1 mm | 1 | - | - |
| 7 | Turning Ø30–40 mm | 1.5 | 0.2 | 180 |
| 8 | Turning Ø27–40 mm | 1 | 0.2 | 180 |
| 9 | Edge machining | 0.5 × 80° | - | - |
| Sample Heat Treatment | Average Value and Standard Deviation |
|---|---|
| Soft annealed | 207 ± 2 HV 10 |
| Normalized | 273 ± 1 HV 10 |
| Hardened | 694 ± 9 HV 10 |
| Quenched and tempered at 530 °C | 392 ± 8 HV 10 |
| Quenched and tempered at 660 °C | 276 ± 3 HV 10 |
| Machined Surface on Length 30 mm | Machined Surface on Length 40 mm | |||||||
|---|---|---|---|---|---|---|---|---|
| Heat Treatment | Ra [µm] | Rq [µm] | Rz [µm] | Rt [µm] | Ra [µm] | Rq [µm] | Rz [µm] | Rt [µm] |
| soft annealed | 2.2021 | 2.4087 | 7.8695 | 8.4996 | 2.0789 | 2.2797 | 7.6906 | 8.2754 |
| normalized | 1.8079 | 2.1284 | 8.0620 | 9.2035 | 1.8051 | 2.1171 | 7.8432 | 8.4968 |
| hardened | 1.8871 | 2.2089 | 8.9114 | 10.8660 | 1.7917 | 2.0732 | 8.3776 | 11.3595 |
| QT 530 °C | 2.2973 | 2.5475 | 8.1361 | 8.5743 | 2.3087 | 2.5678 | 8.1069 | 8.5090 |
| QT 660 °C | 1.5912 | 1.9758 | 8.7929 | 11.1379 | 2.2992 | 2.5853 | 9.3118 | 12.1524 |
| Cylindricity on Machined Length [mm] | Difference in Diameter Size on Machined Length [mm] | |||
|---|---|---|---|---|
| 30 mm | 40 mm | 30 mm | 40 mm | |
| soft annealed | 0.01505 | 0.01888 | −0.02058 | −0.01888 |
| normalized | 0.01113 | 0.01025 | −0.00910 | −0.01765 |
| hardened | 0.12679 | 0.17995 | 0.53656 | 0.17338 |
| QT 530 °C | 0.01252 | 0.01440 | 0.03549 | 0.02684 |
| QT 660 °C | 0.01216 | 0.01944 | 0.00218 | 0.01532 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moravčíková, J.; Moravčík, R.; Palcut, M. Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning. Metals 2022, 12, 1899. https://doi.org/10.3390/met12111899
Moravčíková J, Moravčík R, Palcut M. Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning. Metals. 2022; 12(11):1899. https://doi.org/10.3390/met12111899
Chicago/Turabian StyleMoravčíková, Jana, Roman Moravčík, and Marián Palcut. 2022. "Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning" Metals 12, no. 11: 1899. https://doi.org/10.3390/met12111899
APA StyleMoravčíková, J., Moravčík, R., & Palcut, M. (2022). Effect of Heat Treatment on the Resulting Dimensional Characteristics of the C45 Carbon Steel after Turning. Metals, 12(11), 1899. https://doi.org/10.3390/met12111899