
Application of Temperature Cycles to Austenitic Steel and Study of the Residual Stresses Distribution in HAZ



Abstract
1. Introduction
2. Materials and Methods
3. Experiment and Results
3.1. Determination of the Mechanical Properties
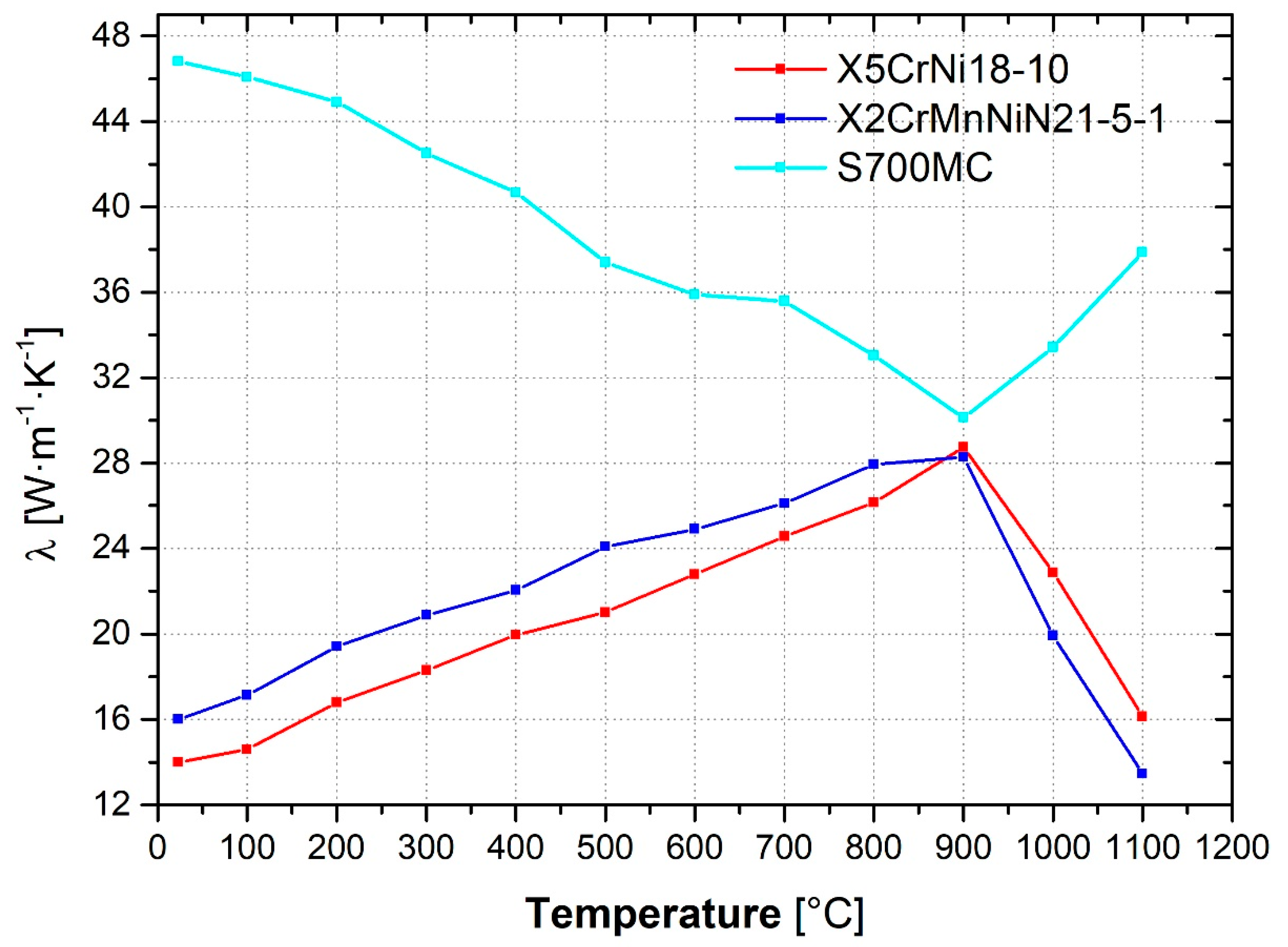
3.2. Determination of the Thermal-Physical Properties
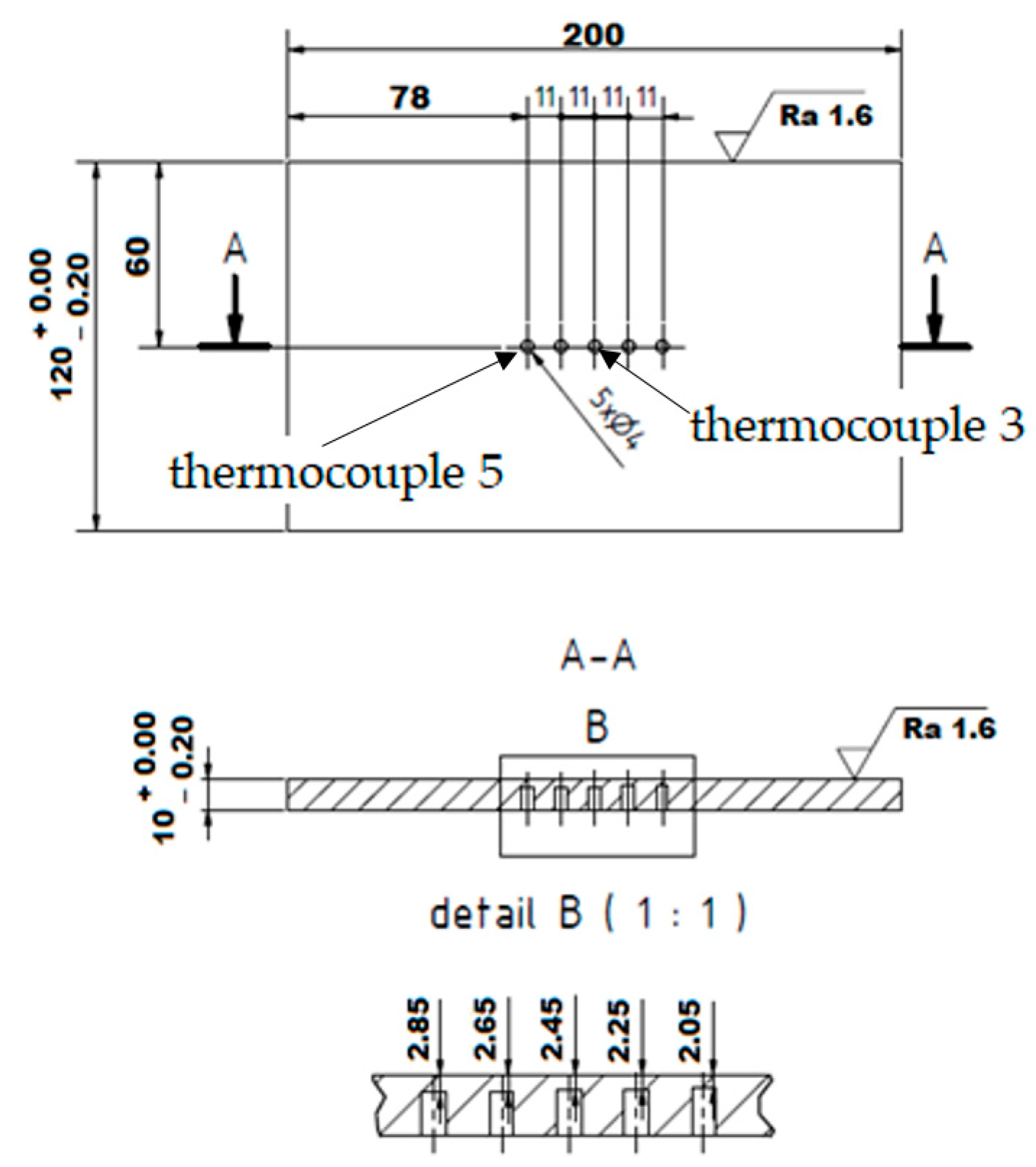
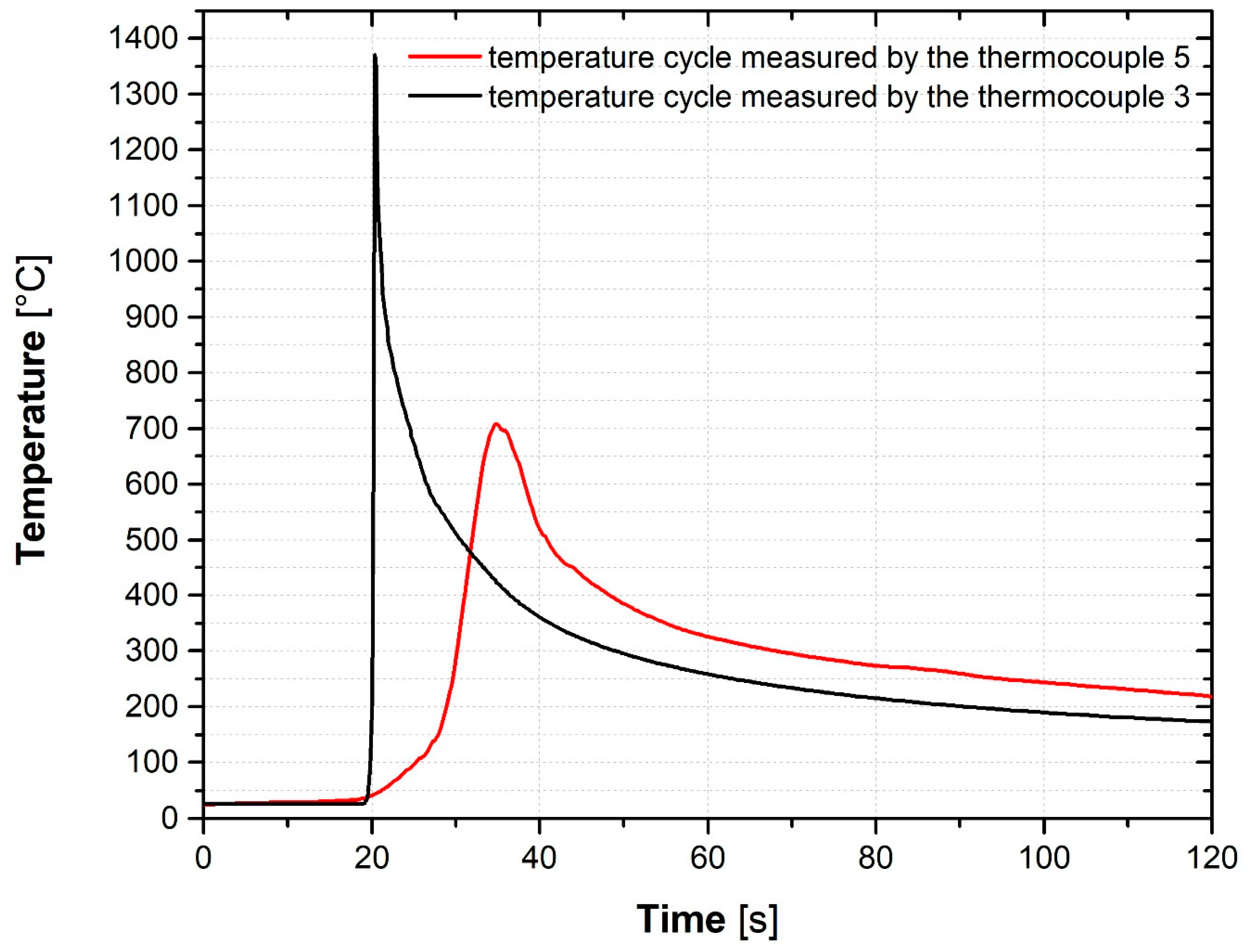
3.3. Measurement of the Temperature Cycles at Real Welding
3.4. Physical Simulation of the Temperature Cycles in HAZ-Steel X5CrNi18-10
3.5. Analysis of the Residual Stresses via XRD Method
3.6. Hardness Measurement and Structure Study (Temperature Cycle Application)
4. Discussion
5. Conclusions
- (1)
- With the help of the physical simulations, it is possible to study, in detail, processes that occur in the HAZ during application of the thermal–mechanical cycles. Due to the proposed methodology, HAZ can be extended up to a 6.5 times larger area, which enables a more detailed assessment of the sub-areas both in light of the residual stresses and from the structural analyses point of view. However, it should be remembered that this is only a simulation of real processes.
- (2)
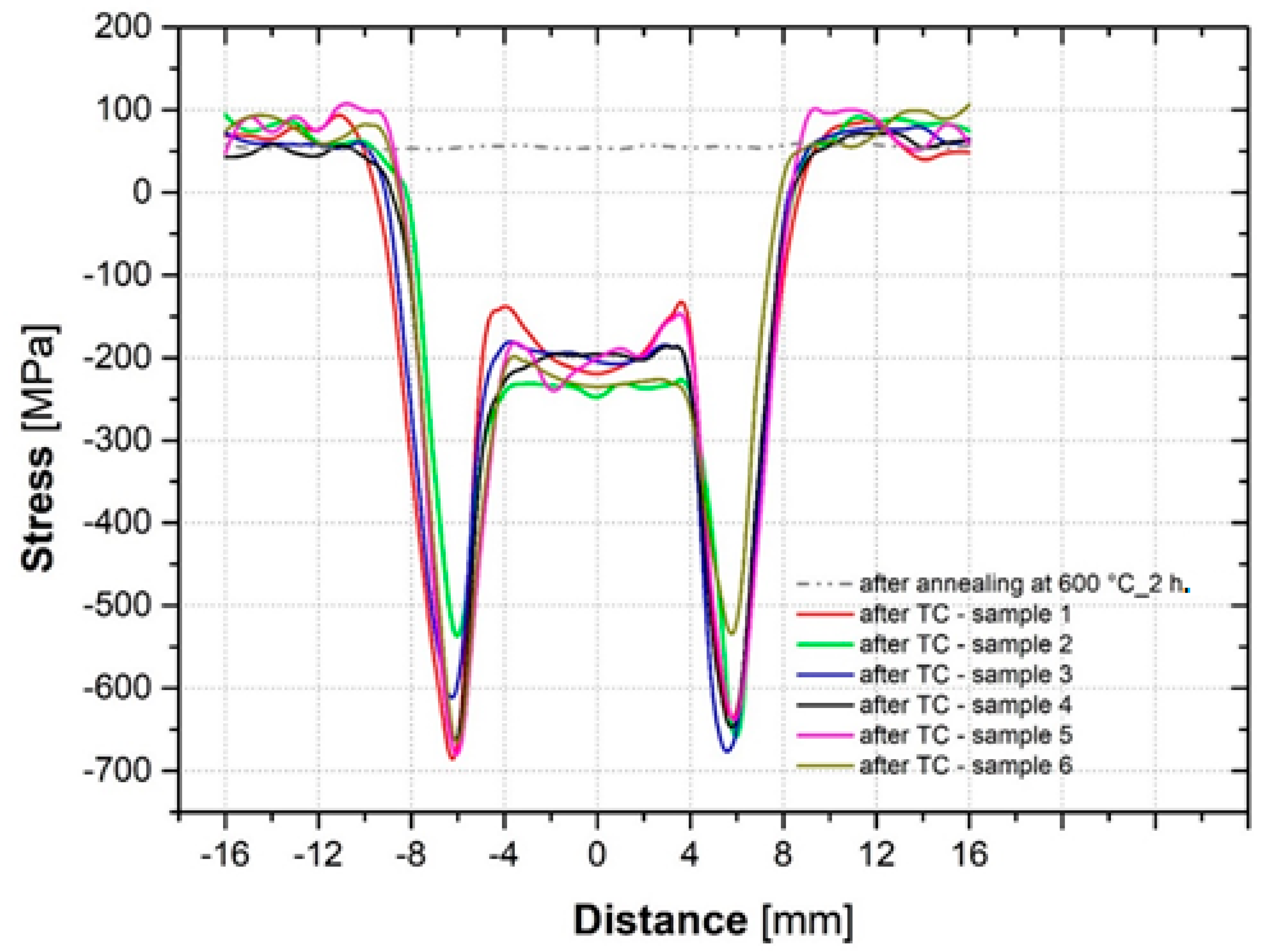
- As part of the submitted research, it was possible to prove the functionality and, above all, the repeatability of the proposed methodology while maintaining the boundary conditions. From the performed analyses (carried out on six samples), a high agreement both in the distribution and magnitude of the residual stresses was evident.
- (3)
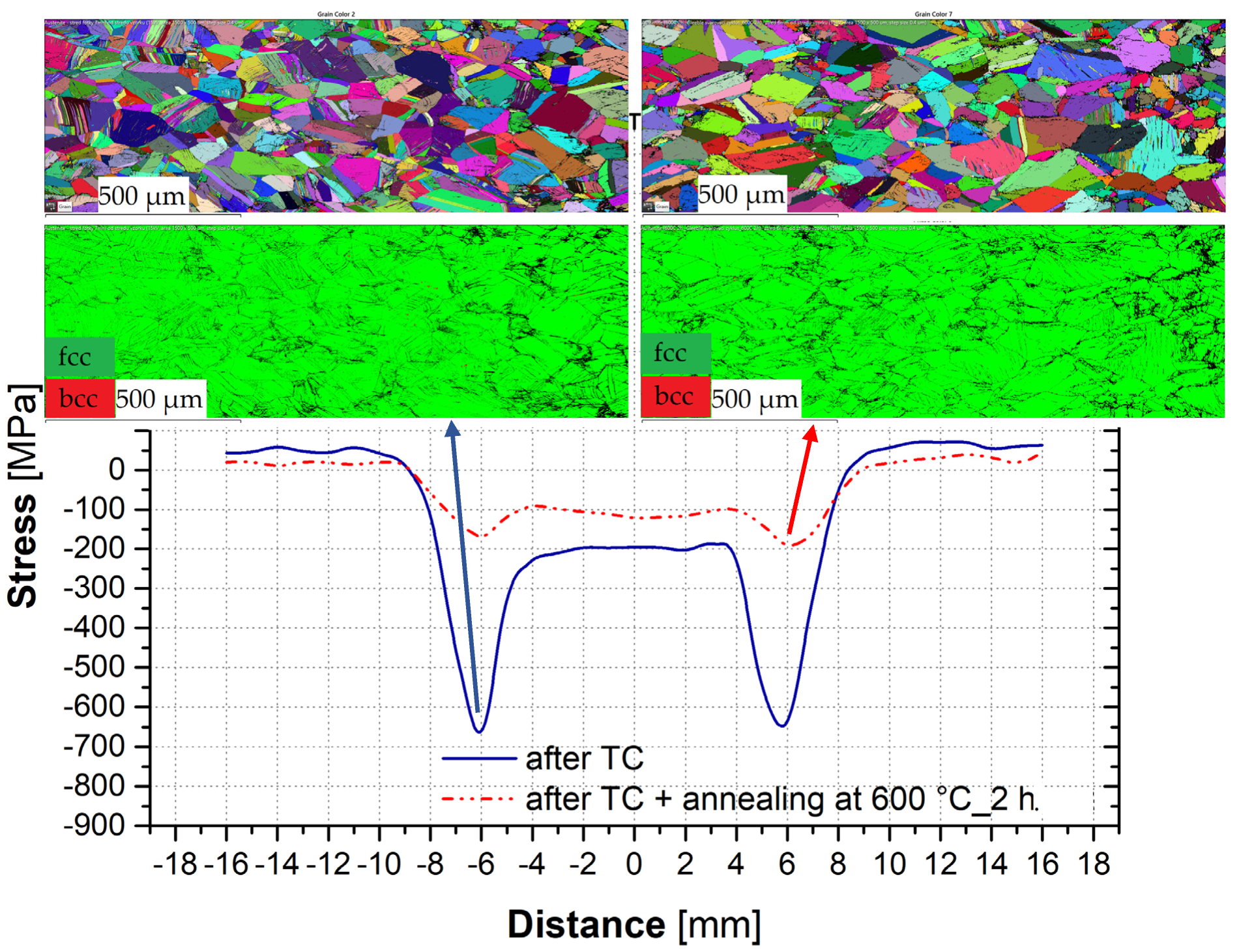
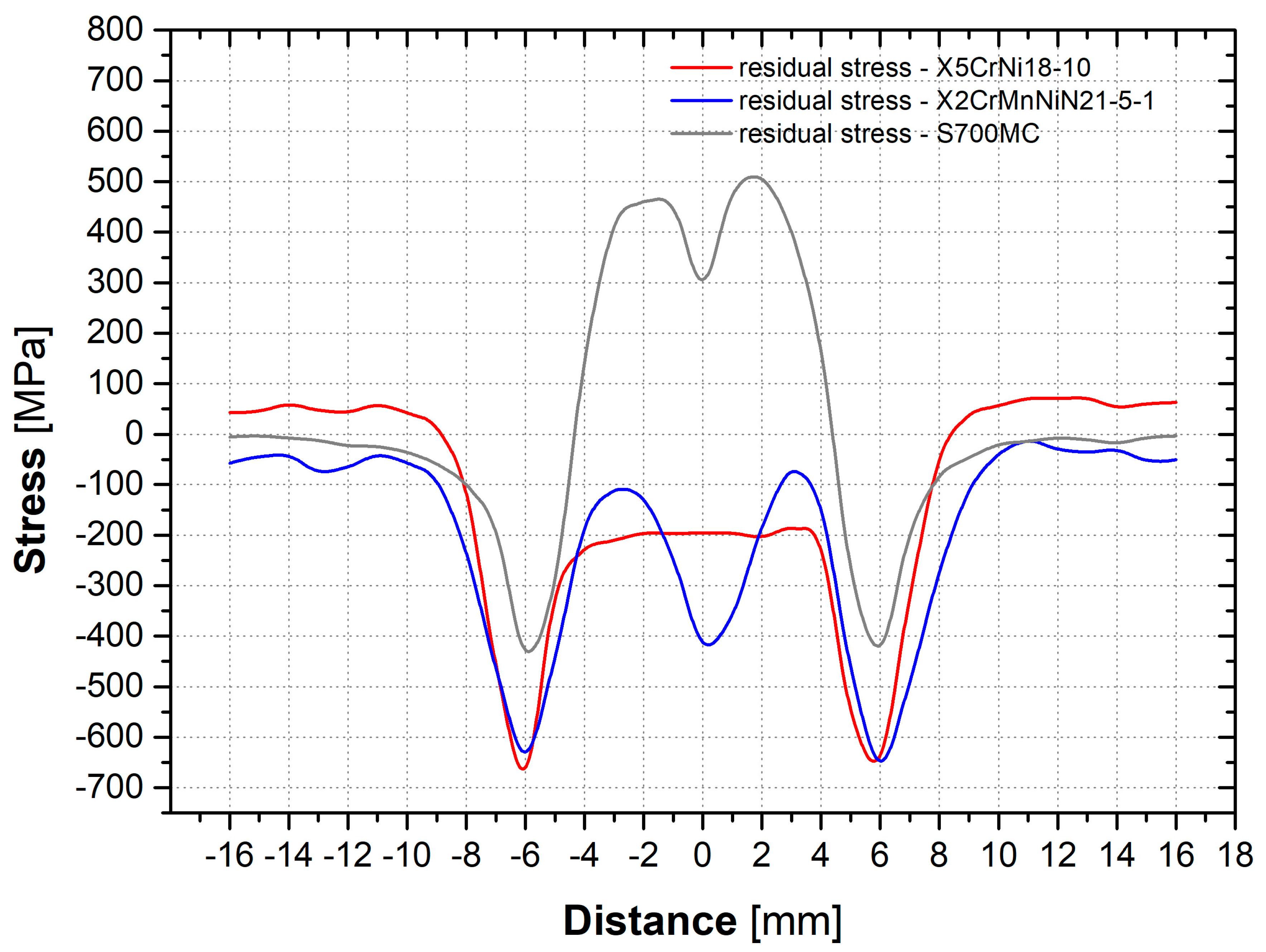
- Analysis of the residual stresses after application of the temperature cycles, determined by the XRD method, detected the local stress peaks outside the HAZ, as in the case of duplex and HSLA steels. In the HAZ, however, the course of the residual stresses was different for the austenitic steel X5CrNi18-10. The reason rests primarily in the different material properties—thermal conductivity and volume thermal expansion.
- (4)
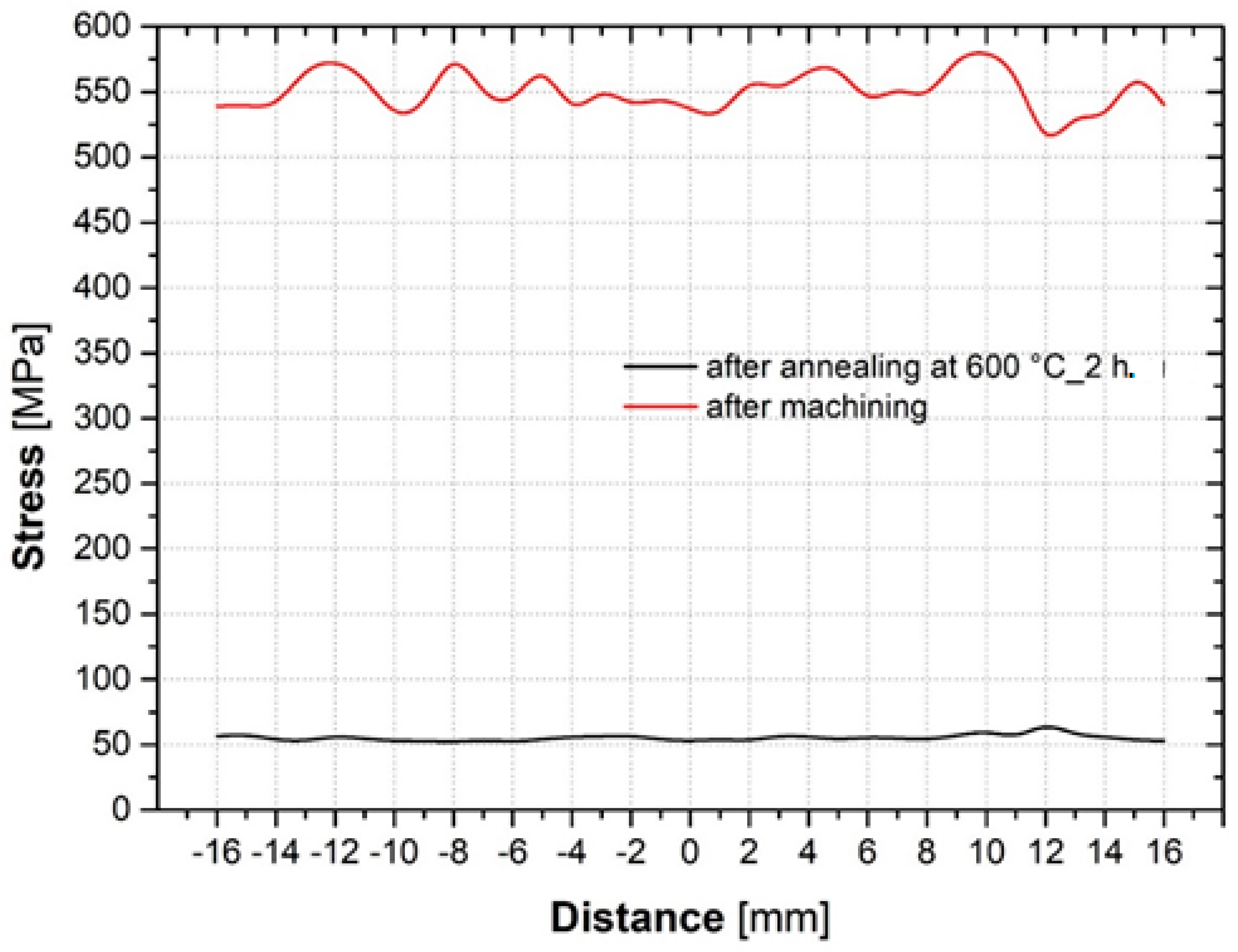
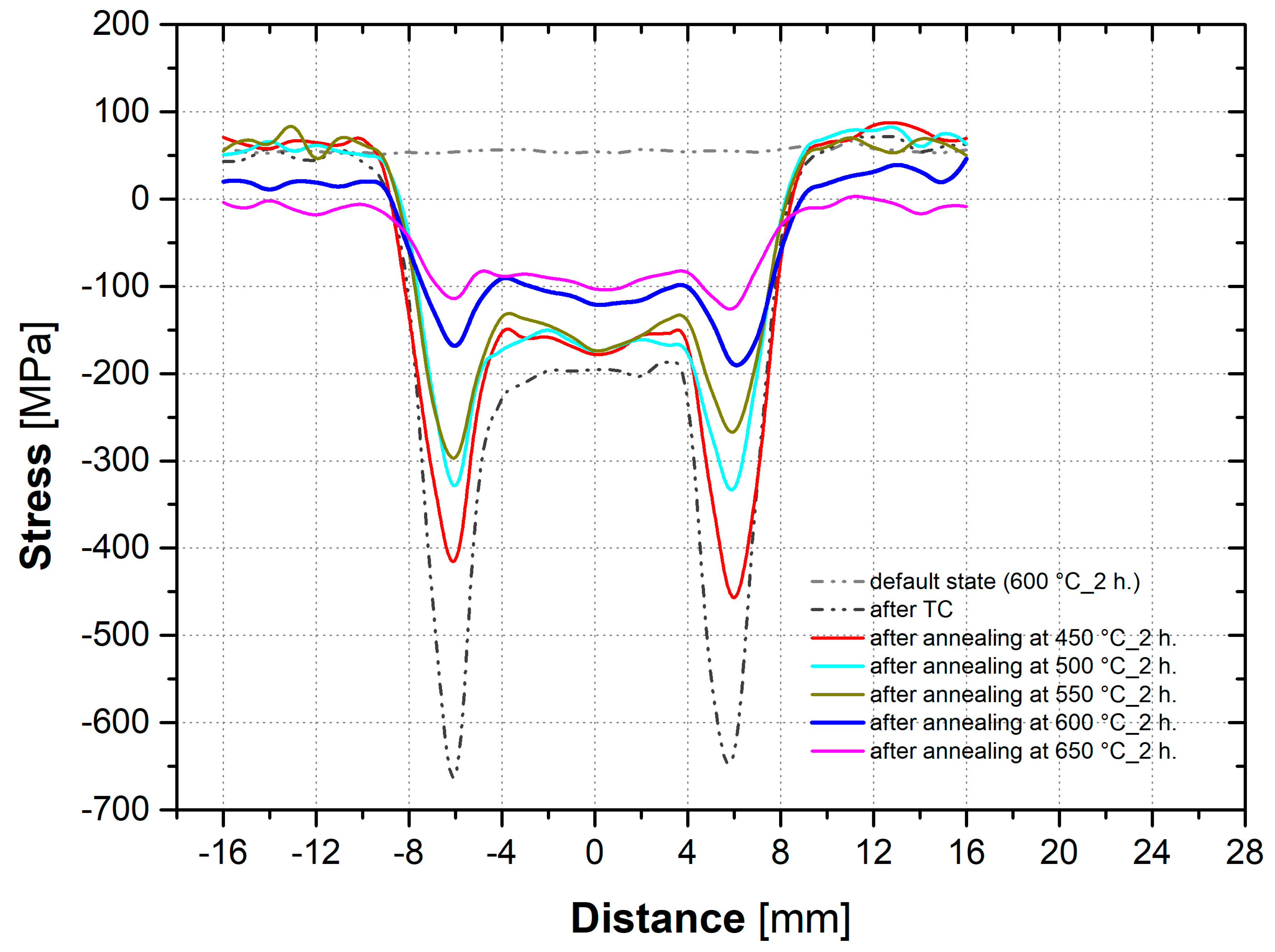
- Detected stress peaks can be eliminated by the stress-relief annealing to reduce residual stresses. As the PWHT temperature increased, the size of the stress peaks decreased, and during annealing (T = 650 °C, t = 2 h), the stress peaks were removed completely. Compressive residual stresses of approximately 100 MPa remained in the tested material.
- (5)
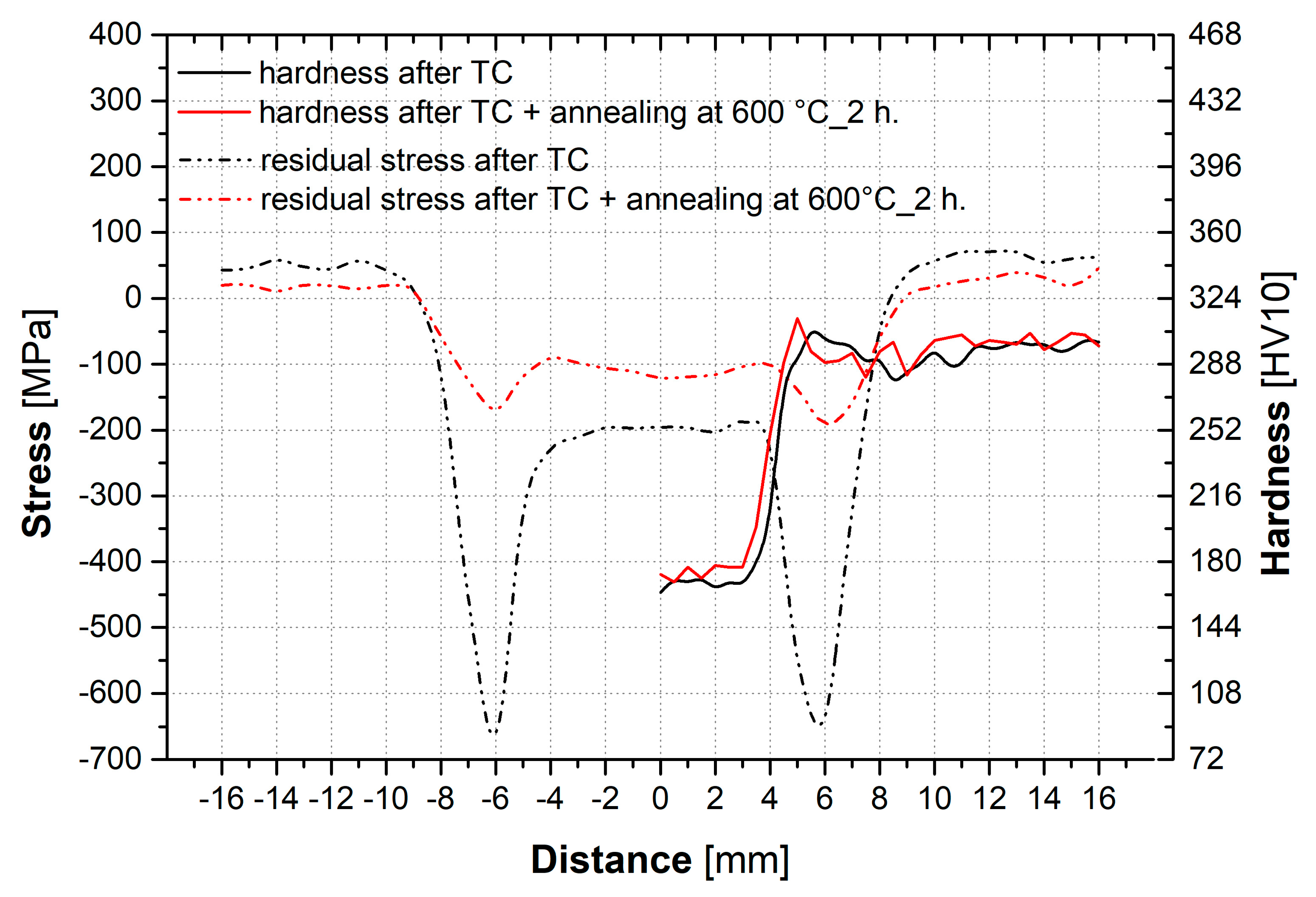
- Application of the temperature cycles resulted in a significant reduction of mechanical properties and hardness in the HAZ. YS decreased by 49%, UTS by 24%, and hardness HV10 by 41%. Subsequent stress-relief annealing (T = 600 °C, t = 2 h) had only a minimal effect on the mechanical properties.
- (6)
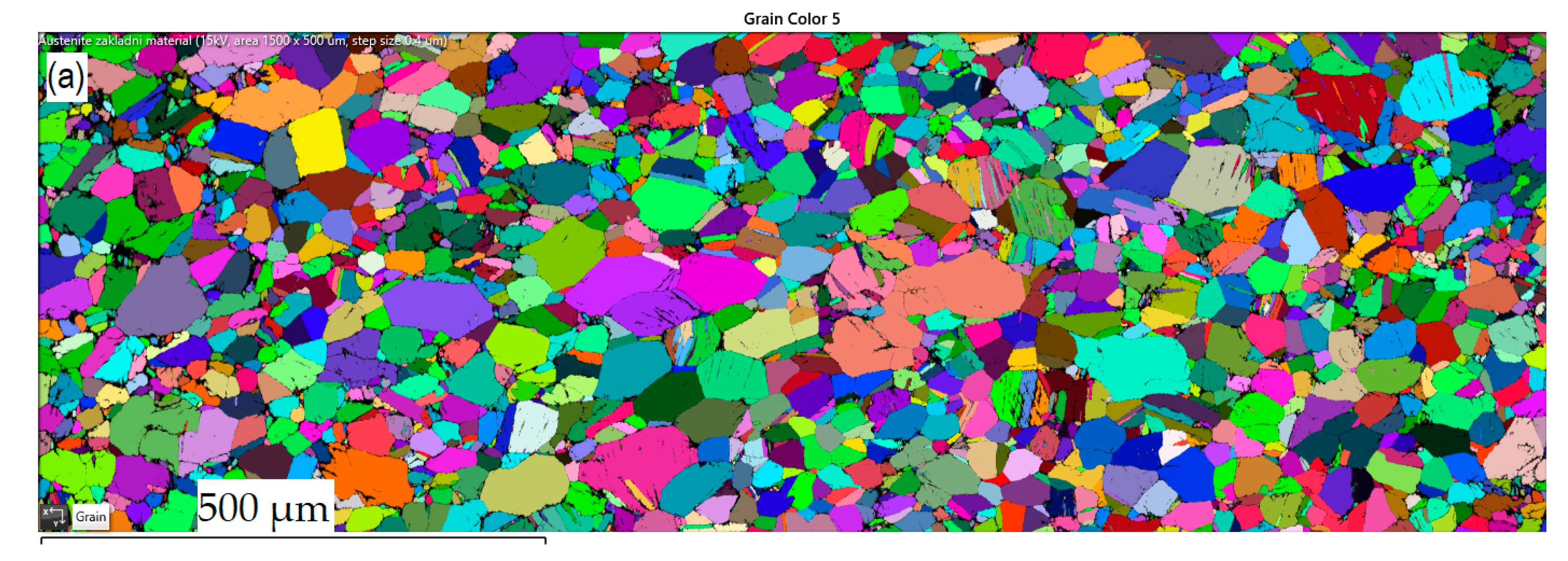
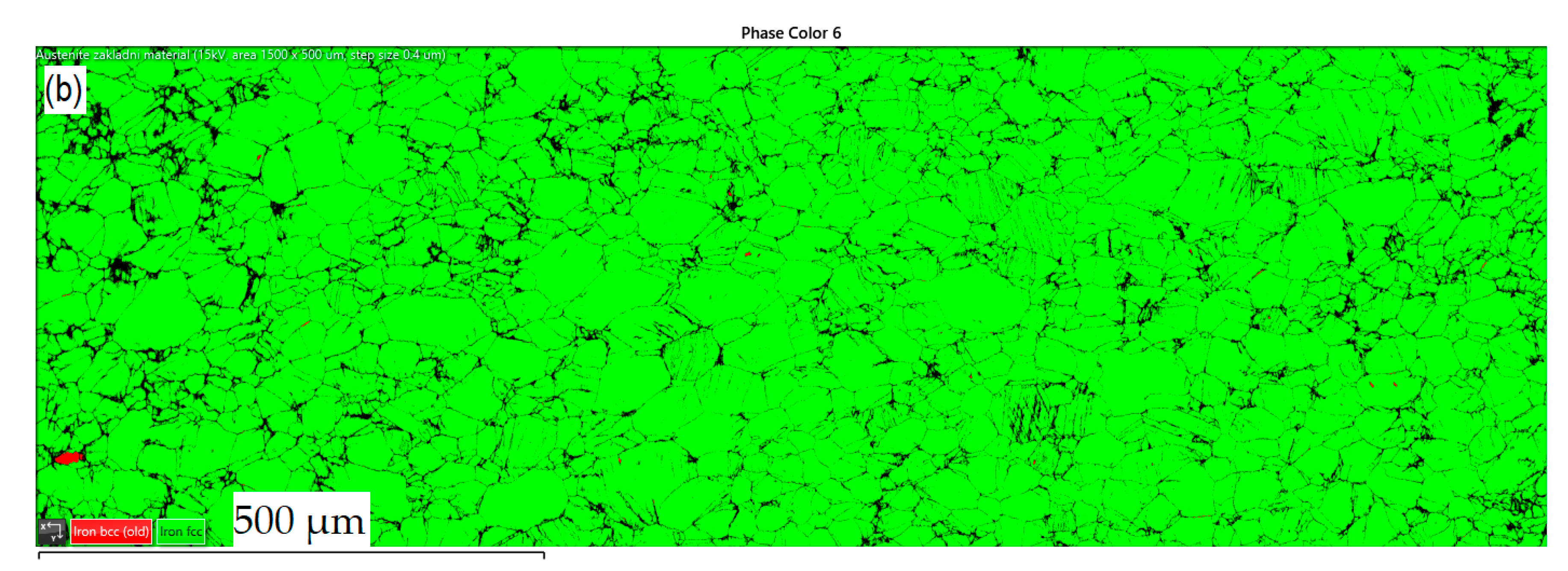
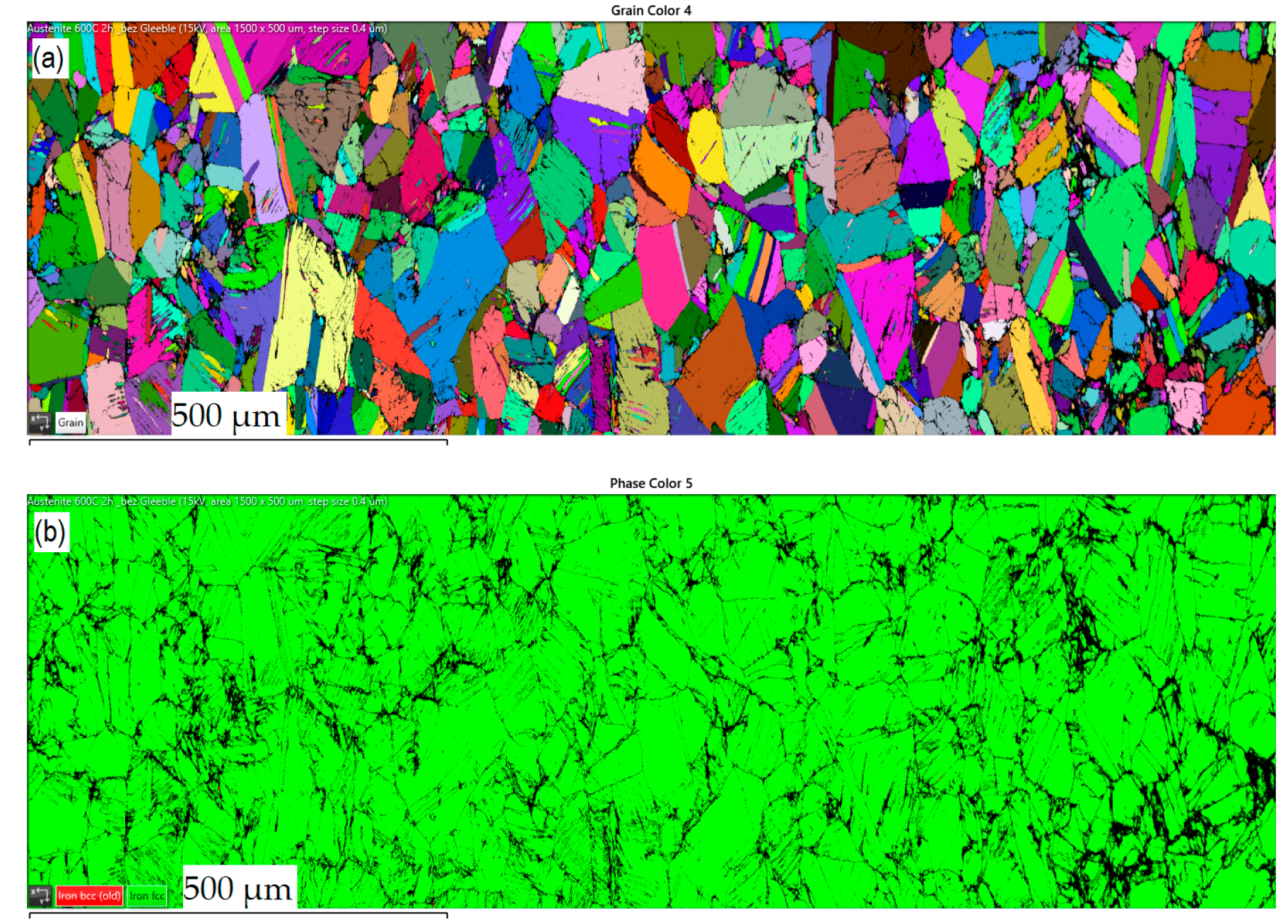
- Applied thermal–mechanical cycles as well as the annealing used affected the grain size. Annealing at 600 °C for 2 h caused a grain coarsening by about 60%. By applying the temperature cycles (together with the rigid clamping and subsequent plastic deformation), the grain was refined and had more uniform distribution in the HAZ. Compared to the annealed state (Figure 13), the mean grain size decreased by 40%. However, at the same time, there was an intense strain hardening of the material and thus a decrease in YS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jandera, M.; Machacek, J. Residual Stresses and Strength of Hollow Stainless Steel Sections. 2007, pp. 262–263. Available online: https://www.researchgate.net/publication/268358021 (accessed on 29 September 2022).
- Elmesalamy, A.; Francis, J.A.; Li, L. A Comparison of Residual Stresses in Multi Pass Narrow Gap Laser Welds and Gas-Tungsten Arc Welds in AISI 316L Stainless Steel. Int. J. Press. Vessel. Pip. 2014, 113, 49–59. [Google Scholar] [CrossRef]
- Outeiro, J.; Pina, J.; M’saoubi, R.; Pusavec, F.; Jawahir, I. Analysis of Residual Stresses Induced by Dry Turning of Difficult-to-Machine Materials. CIRP Ann. 2008, 57, 77–80. [Google Scholar] [CrossRef]
- Bozga, M.-B.; Popa, M.S.; Sattel, S.; Tomoiagă, V.-B. Influence of the Cutting Edge Microgeometry on the Tool Life in Austenitic Stainless Steel Machining with Carbide End Mill; EDP Sciences: Les Ulis, France, 2017; Volume 112, p. 01016. [Google Scholar]
- Dubovska, R.; Majerik, J.; Čep, R.; Kouřil, K. Investigating the Influence of Cutting Speed on the Tool Life of a Cutting Insert While Cutting DIN 1.4301 Steel. Mater. Technol. 2016, 50, 439–445. [Google Scholar] [CrossRef]
- Kolařík, L.; Kolaříková, M.; Novák, P.; Sahul, M.; Vondrouš, P. The Influence of Nickel Interlayer for Diffusion Welding of Titanium and Austenitic Stainess Steel; Metal: Brno, Czech Republic, 2013. [Google Scholar]
- Lee, C.-H.; Chang, K.-H. Comparative Study on Girth Weld-Induced Residual Stresses between Austenitic and Duplex Stainless Steel Pipe Welds. Appl. Therm. Eng. 2014, 63, 140–150. [Google Scholar] [CrossRef]
- Dakhlaoui, R.; Braham, C.; Baczmański, A. Mechanical Properties of Phases in Austeno-Ferritic Duplex Stainless Steel—Surface Stresses Studied by X-ray Diffraction. Mater. Sci. Eng. A 2007, 444, 6–17. [Google Scholar] [CrossRef]
- Johansson, J.; Odén, M. Load Sharing between Austenite and Ferrite in a Duplex Stainless Steel during Cyclic Loading. Metall. Mater. Trans. A 2000, 31, 1557–1570. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.; Yu, W.; Su, L.; Wang, L.; Tang, D. Determination of the Macroscopic Residual Stress: Modeling and Experimental Evaluation of Texture and Local Grain-Interaction. Mater. Charact. 2020, 169, 110609. [Google Scholar] [CrossRef]
- Zhang, X.X.; Ni, D.R.; Xiao, B.L.; Andrä, H.; Gan, W.M.; Hofmann, M.; Ma, Z.Y. Determination of Macroscopic and Microscopic Residual Stresses in Friction Stir Welded Metal Matrix Composites via Neutron Diffraction. Acta Mater. 2015, 87, 161–173. [Google Scholar] [CrossRef]
- Jang, D.; Watkins, T.; Kozaczek, K.; Hubbard, C.; Cavin, O. Surface Residual Stresses in Machined Austenitic Stainless Steel. Wear 1996, 194, 168–173. [Google Scholar] [CrossRef]
- Ragavendran, M.; Vasudevan, M.; Hussain, N. Study of the Microstructure, Mechanical Properties, Residual Stresses, and Distortion in Type 316LN Stainless Steel Medium Thickness Plate Weld Joints. J. Mater. Eng. Perform. 2022, 31, 5013–5025. [Google Scholar] [CrossRef]
- Monin, V.I.; Lopes, R.T.; Turibus, S.N.; Payão Filho, J.C.; de Assis, J.T. X-ray Diffraction Technique Applied to Study of Residual Stresses after Welding of Duplex Stainless Steel Plates. Mater. Res. 2014, 17, 64–69. [Google Scholar] [CrossRef]
- Ouali, N.; Khenfer, K.; Belkessa, B.; Fajoui, J.; Cheniti, B.; Idir, B.; Branchu, S. Effect of Heat Input on Microstructure, Residual Stress, and Corrosion Resistance of UNS 32101 Lean Duplex Stainless Steel Weld Joints. J. Mater. Eng. Perform. 2019, 28, 4252–4264. [Google Scholar] [CrossRef]
- Mcirdi, L.; Inal, K.; Lebrun, J. Analysis by X-Ray Diffraction of the Mechanical Behaviour of Austenitic and Ferritic Phases of a Duplex Stainless Steel. Adv. X-ray Anal. 2000, 42, 397–406. [Google Scholar]
- Johansson, J. Residual Stresses and Fatigue in a Duplex Stainless Steel. Licentiate Thesis, Division of Engineering Materials, Departement of Mechanical Engineering, Linköpings Universitet, Linköping, Sweden, 1999. [Google Scholar]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Reid, M. Investigating the Effects of Welding Process on Residual Stresses, Microstructure and Mechanical Properties in HSLA Steel Welds. J. Manuf. Process. 2017, 28, 70–81. [Google Scholar] [CrossRef]
- Banik, S.D.; Kumar, S.; Singh, P.K.; Bhattacharya, S.; Mahapatra, M.M. Distortion and Residual Stresses in Thick Plate Weld Joint of Austenitic Stainless Steel: Experiments and Analysis. J. Mater. Process. Technol. 2021, 289, 116944. [Google Scholar] [CrossRef]
- Magnier, A.; Zinn, W.; Niendorf, T.; Scholtes, B. Residual Stress Analysis on Thin Metal Sheets Using the Incremental Hole Drilling Method–Fundamentals and Validation. Exp. Technol. 2019, 43, 65–79. [Google Scholar] [CrossRef]
- Payares-Asprino, C.; Muñoz-Escalona, P.; Sanchez, A. Residual Stress in Machined Duplex Stainless Steel Welds Developed through Automatic Process; Pontificia Universidad Católica del Perú: Lima, Peru, 2019; pp. 222–230. [Google Scholar]
- Jiménez, C.A.V.; Rosas, G.G.; González, C.R.; Alejo, V.G.; Hereñú, S. Effect of Laser Shock Processing on Fatigue Life of 2205 Duplex Stainless Steel Notched Specimens. Opt. Laser Technol. 2017, 97, 308–315. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Song, M.; Huang, Y.; Li, J.; Sun, G.; Shi, Y.; Zhai, X.; Zhao, X.; Ren, L. Distribution and Formation Mechanism of Residual Stress in Duplex Stainless Steel Weld Joint by Neutron Diffraction and Electron Backscatter Diffraction. Mater. Des. 2019, 181, 108086. [Google Scholar] [CrossRef]
- Brown, D.; Bernardin, J.; Carpenter, J.; Clausen, B.; Spernjak, D.; Thompson, J. Neutron Diffraction Measurements of Residual Stress in Additively Manufactured Stainless Steel. Mater. Sci. Eng. A 2016, 678, 291–298. [Google Scholar] [CrossRef]
- Yuan, H.; Wang, Y.; Shi, Y.; Gardner, L. Residual Stress Distributions in Welded Stainless Steel Sections. Thin-Walled Struct. 2014, 79, 38–51. [Google Scholar] [CrossRef]
- Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. [Google Scholar] [CrossRef]
- Moravec, J.; Bukovská, Š.; Švec, M.; Sobotka, J. Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds. Materials 2021, 14, 6791. [Google Scholar] [CrossRef]
- Murugan, S.; Rai, S.K.; Kumar, P.; Jayakumar, T.; Raj, B. Temperature Distribution and Residual Stresses Due to Multipass Welding in Type 304 Stainless Steel and Low Carbon Steel Weld Pads. Int. J. Press. Vessel. Pip. 2001, 78, 307–317. [Google Scholar] [CrossRef]
- Vasantharaja, P.; Maduarimuthu, V.; Vasudevan, M.; Palanichamy, P. Assessment of Residual Stresses and Distortion in Stainless Steel Weld Joints. Mater. Manuf. Process. 2012, 27, 1376–1381. [Google Scholar] [CrossRef]
- Huang, B.; Liu, J.; Zhang, S.; Chen, Q.; Chen, L. Effect of Post-Weld Heat Treatment on the Residual Stress and Deformation of 20/0Cr18Ni9 Dissimilar Metal Welded Joint by Experiments and Simulations. J. Mater. Res. Technol. 2020, 9, 6186–6200. [Google Scholar] [CrossRef]
- Sadeghi, B.; Sharifi, H.; Rafiei, M.; Tayebi, M. Effects of Post Weld Heat Treatment on Residual Stress and Mechanical Properties of GTAW: The Case of Joining A537CL1 Pressure Vessel Steel and A321 Austenitic Stainless Steel. Eng. Fail. Anal. 2018, 94, 396–406. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Zhao, G. Numerical Studies of Post Weld Heat Treatment on Residual Stresses in Welded Impeller. Int. J. Press. Vessel. Pip. 2017, 153, 1–14. [Google Scholar] [CrossRef]
- Pamnani, R.; Sharma, G.K.; Mahadevan, S.; Jayakumar, T.; Vasudevan, M.; Rao, B. Residual Stress Studies on Arc Welding Joints of Naval Steel (DMR-249A). J. Manuf. Process. 2015, 20, 104–111. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Lei, Y.; Murakawa, H. Measurement of Residual Stress in Arc Welded Lap Joints by Cosα X-ray Diffraction Method. J. Mater. Process. Technol. 2017, 243, 387–394. [Google Scholar] [CrossRef]
- Hensel, J.; Nitschke-Pagel, T.; Dilger, K. On the Effects of Austenite Phase Transformation on Welding Residual Stresses in Non-Load Carrying Longitudinal Welds. Weld. World 2015, 59, 179–190. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Ni | Si | S | ||
|---|---|---|---|---|---|---|---|
| EN 10088-1 | min. | - | 17.00 | - | 8.00 | - | - |
| max. | <0.07 | 19.50 | 2.00 | 10.50 | 1.00 | 0.015 | |
| Experiment | 0.046 | 18.38 | 1.66 | 8.10 | 0.23 | 0.014 |
| Sample No. | YS (MPa) | UTS (MPa) | Ag (%) | A80 (%) |
|---|---|---|---|---|
| BM | 803.1 ± 5.2 | 853.1 ± 4.8 | 3.04 ± 0.43 | 22.84 ± 1.92 |
| A600 | 715.9 ± 4.2 | 844.6 ± 6.7 | 14.19 ± 1.16 | 27.15 ± 1.24 |
| TC1371 | 356.3 ± 3.7 | 637.5 ± 4.8 | 7.88 ± 0.65 | 12.66 ± 1.16 |
| TC1371_A600 | 353.9 ± 4.2 | 632.4 ± 4.2 | 7.09 ± 0.30 | 13.14 ± 0.33 |
| X5CrNi18-10 | Temperature (°C) | α·10−6 (K−1) | λ (W·m−1·K−1) | a (cm2·s−1) | c (J·kg−1·K−1) |
|---|---|---|---|---|---|
| 100 | 17.32 ± 0.05 | 14.51 ± 0.09 | 0.03985 ± 0.00015 | 460 ± 1 | |
| 200 | 17.93 ± 0.12 | 16.73 ± 0.05 | 0.04200 ± 0.00030 | 506 ± 2 | |
| 300 | 18.60 ± 0.02 | 18.14 ± 0.17 | 0.04420 ± 0.00020 | 525 ± 3 | |
| 400 | 19.08 ± 0.45 | 19.73 ± 0.22 | 0.04625 ± 0.00025 | 549 ± 4 | |
| 500 | 19.53 ± 0.15 | 20.99 ± 0.02 | 0.04825 ± 0.00005 | 563 ± 0 | |
| 600 | 19.83 ± 0.11 | 22.66 ± 0.13 | 0.05000 ± 0.00040 | 590 ± 1 | |
| 700 | 20.17 ± 0.07 | 24.44 ± 0.12 | 0.05215 ± 0.00055 | 615 ± 4 | |
| 800 | 20.47 ± 1.06 | 25.79 ± 0.36 | 0.05255 ± 0.00095 | 647 ± 3 | |
| 900 | 20.70 ± 0.38 | 28.30 ± 0.45 | 0.05475 ± 0.00085 | 686 ± 0 | |
| 1000 | 20.75 ± 0.18 | 21.76 ± 1.13 | 0.05730 ± 0.00140 | 507 ± 14 | |
| 1100 | 20.64 ± 0.03 | 16.03 ± 0.12 | 0.05835 ± 0.00095 | 369 ± 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bukovská, Š.; Moravec, J.; Švec, M.; Sobotka, J. Application of Temperature Cycles to Austenitic Steel and Study of the Residual Stresses Distribution in HAZ. Metals 2022, 12, 1891. https://doi.org/10.3390/met12111891
Bukovská Š, Moravec J, Švec M, Sobotka J. Application of Temperature Cycles to Austenitic Steel and Study of the Residual Stresses Distribution in HAZ. Metals. 2022; 12(11):1891. https://doi.org/10.3390/met12111891
Chicago/Turabian StyleBukovská, Šárka, Jaromír Moravec, Martin Švec, and Jiří Sobotka. 2022. "Application of Temperature Cycles to Austenitic Steel and Study of the Residual Stresses Distribution in HAZ" Metals 12, no. 11: 1891. https://doi.org/10.3390/met12111891
APA StyleBukovská, Š., Moravec, J., Švec, M., & Sobotka, J. (2022). Application of Temperature Cycles to Austenitic Steel and Study of the Residual Stresses Distribution in HAZ. Metals, 12(11), 1891. https://doi.org/10.3390/met12111891