
Study on Hot Deformation Behavior and Texture Evolution of Aluminum Alloy 7075 Based on Visco-Plastic Self-Consistent Model




Abstract
1. Introduction
2. Materials and Methods
3. VPSC Model with Considering Heating Rate
3.1. Crystal Kinematics
3.2. Constitutive Behavior and Homogenization of Single Crystals
3.3. Self-Consistent Equation
3.4. Linearization Method
3.5. Voce Hardening and MTS Type Hardening
4. Discussion
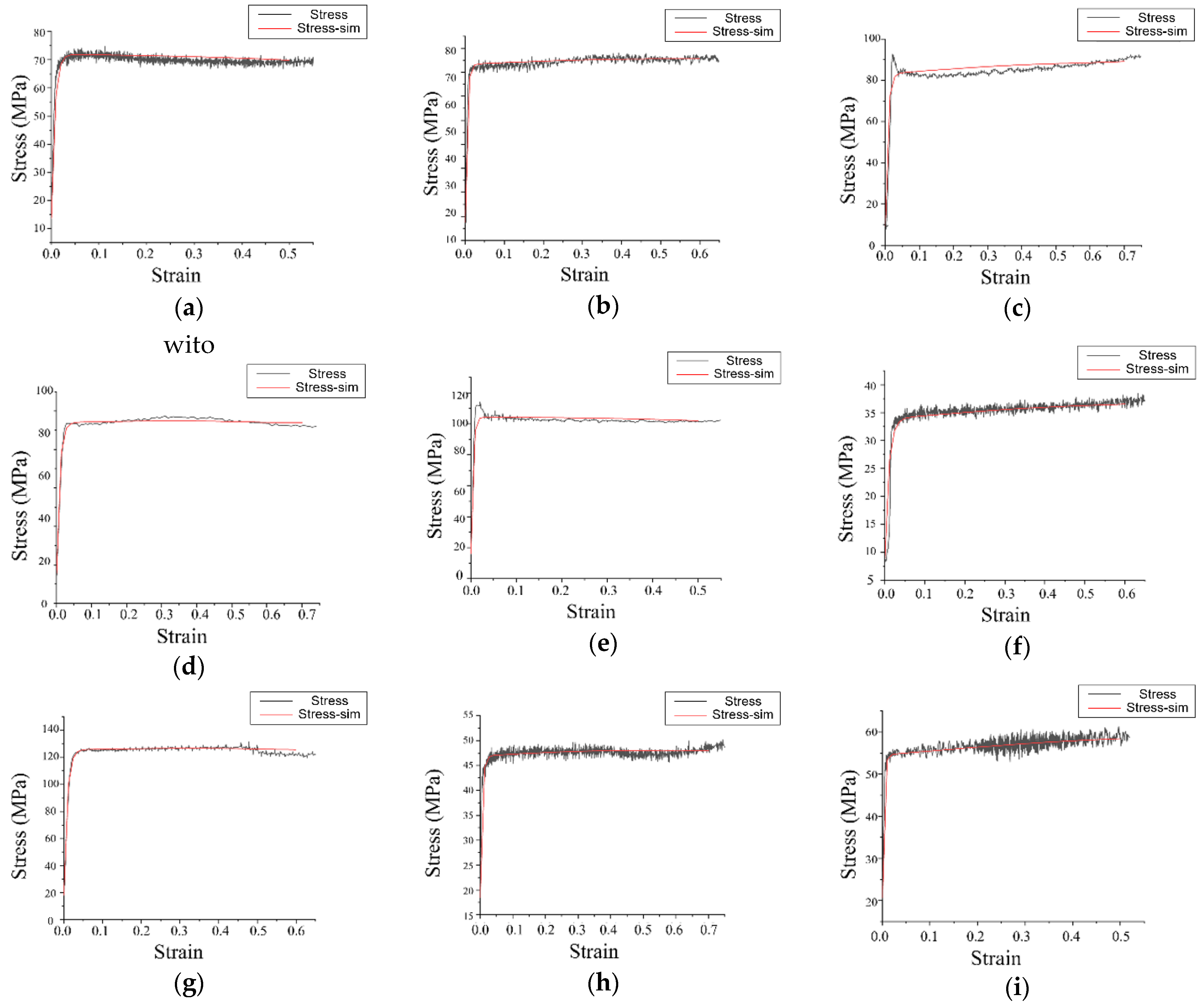
4.1. Fitting and Analysis of Stress-Strain Curve
4.2. Anlysis of Microstructure Evolution
4.3. Effect of Deformation on Microstructure
4.4. Effect of Deformation Temperature on Microstructure
4.5. Effect of Strain Rate on Microstructure
4.6. Effect of Heating Rate on Microstructure
5. Prediction Results and Analysis
5.1. Model Verification
5.2. Analysis of Prediction Results of the Improved VPSC Model
6. Conclusions
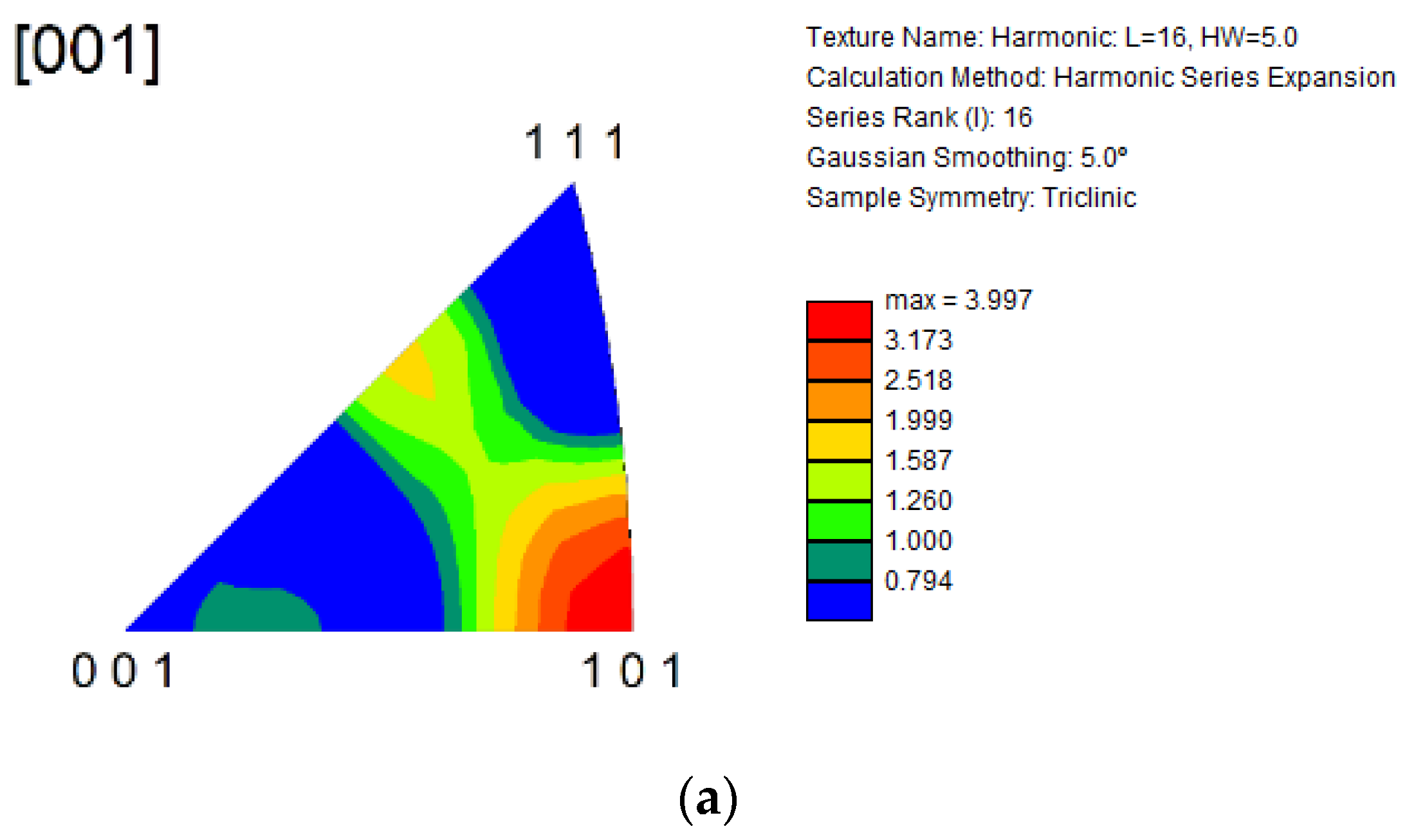
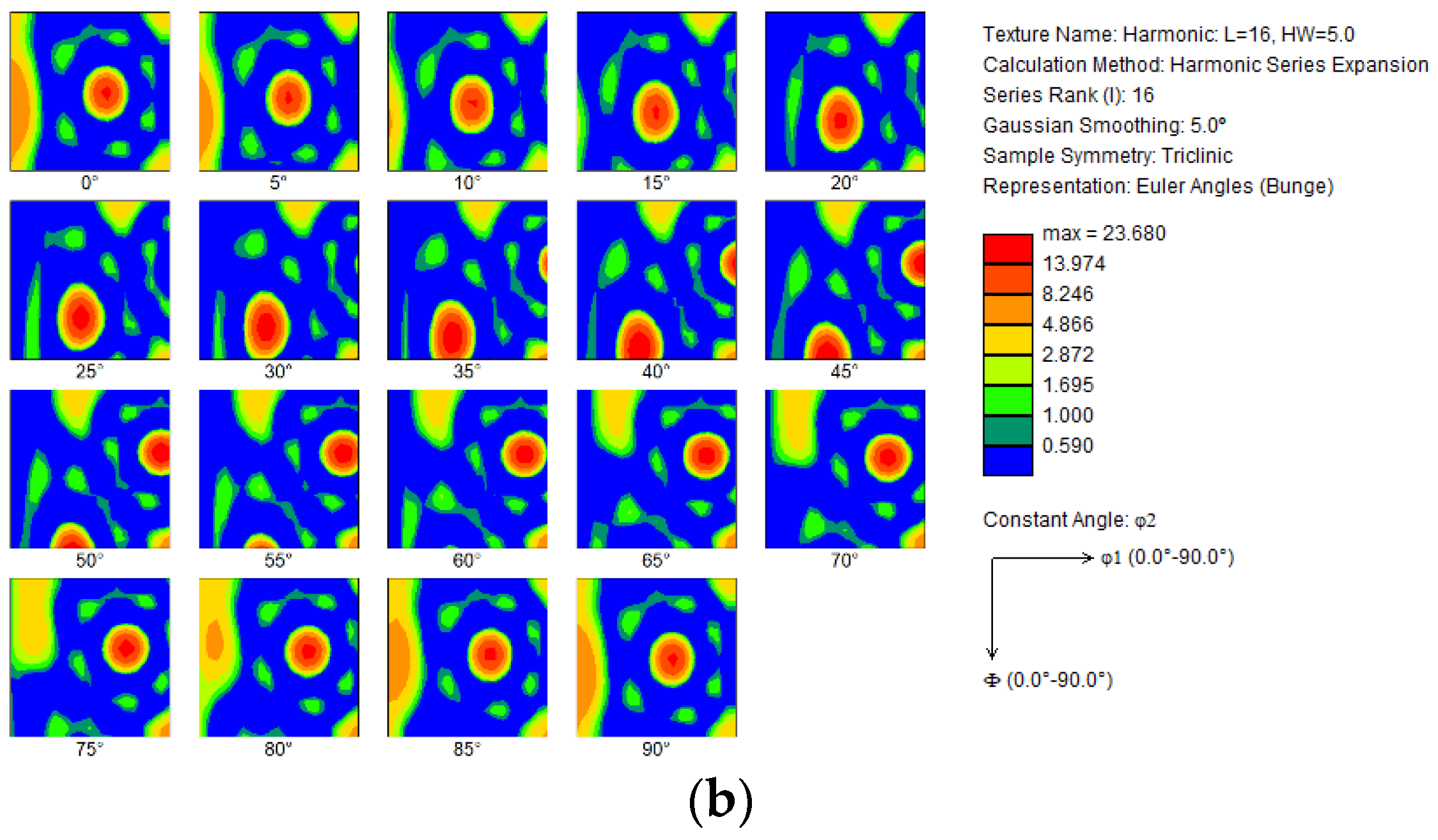
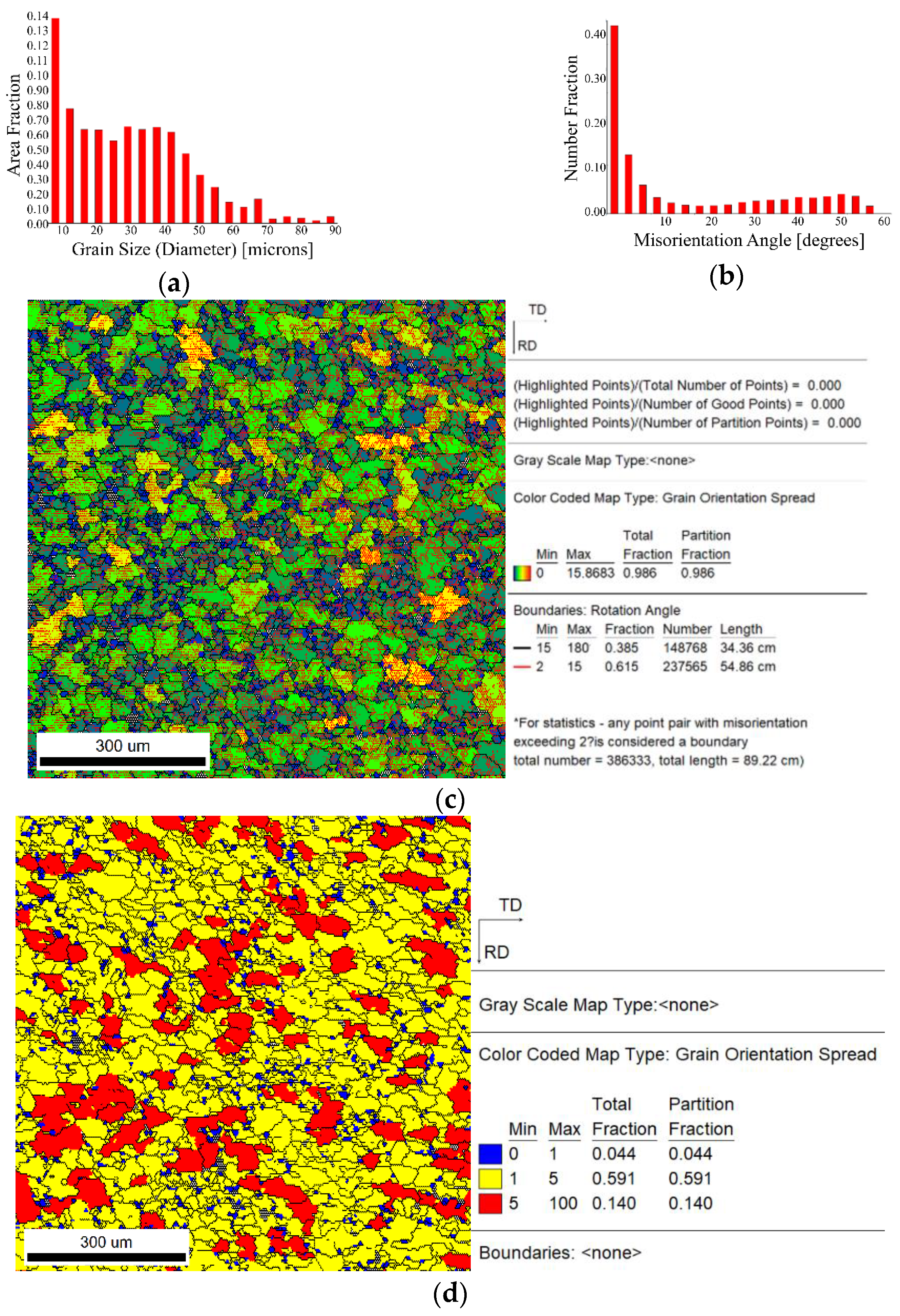
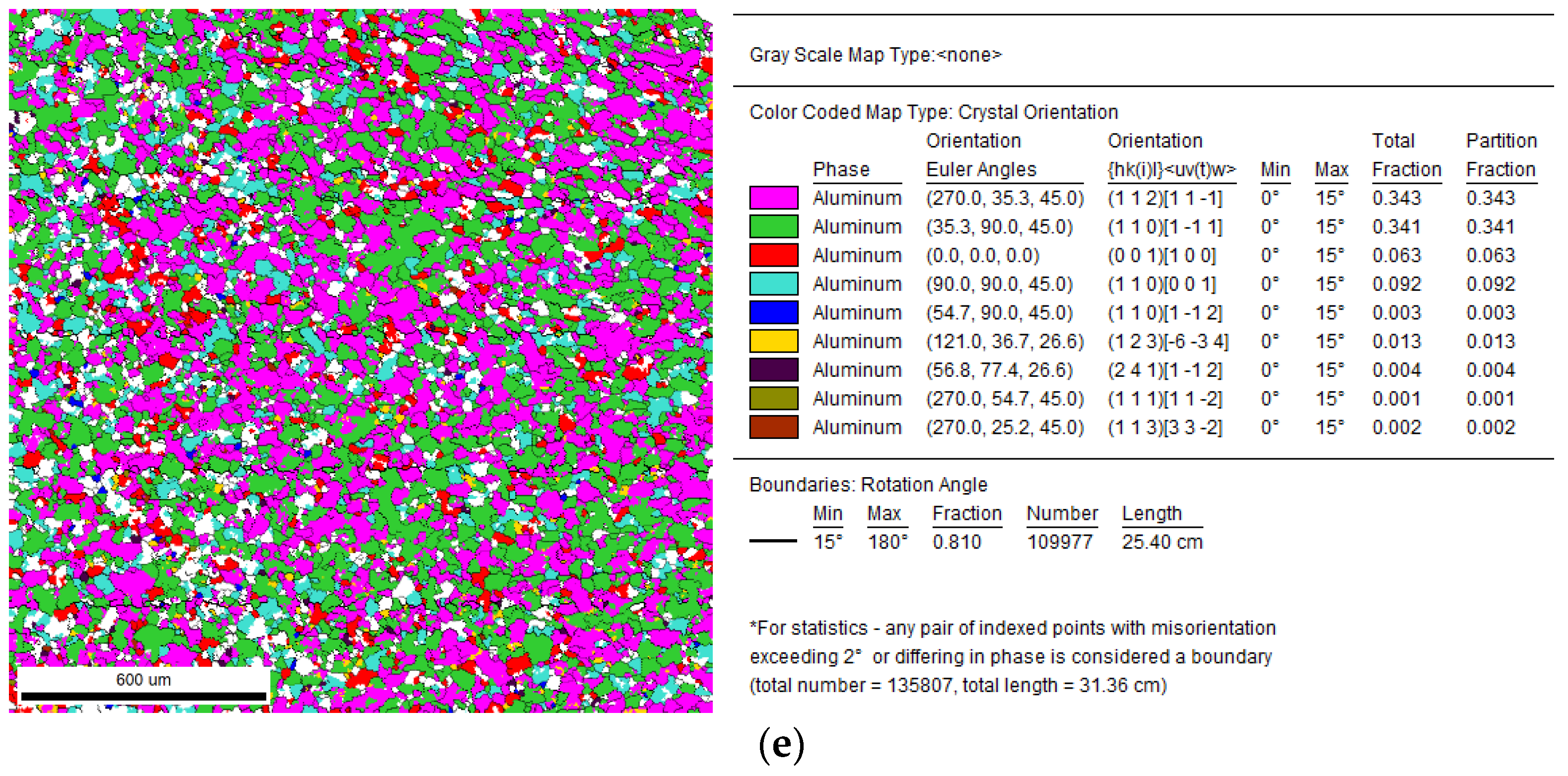
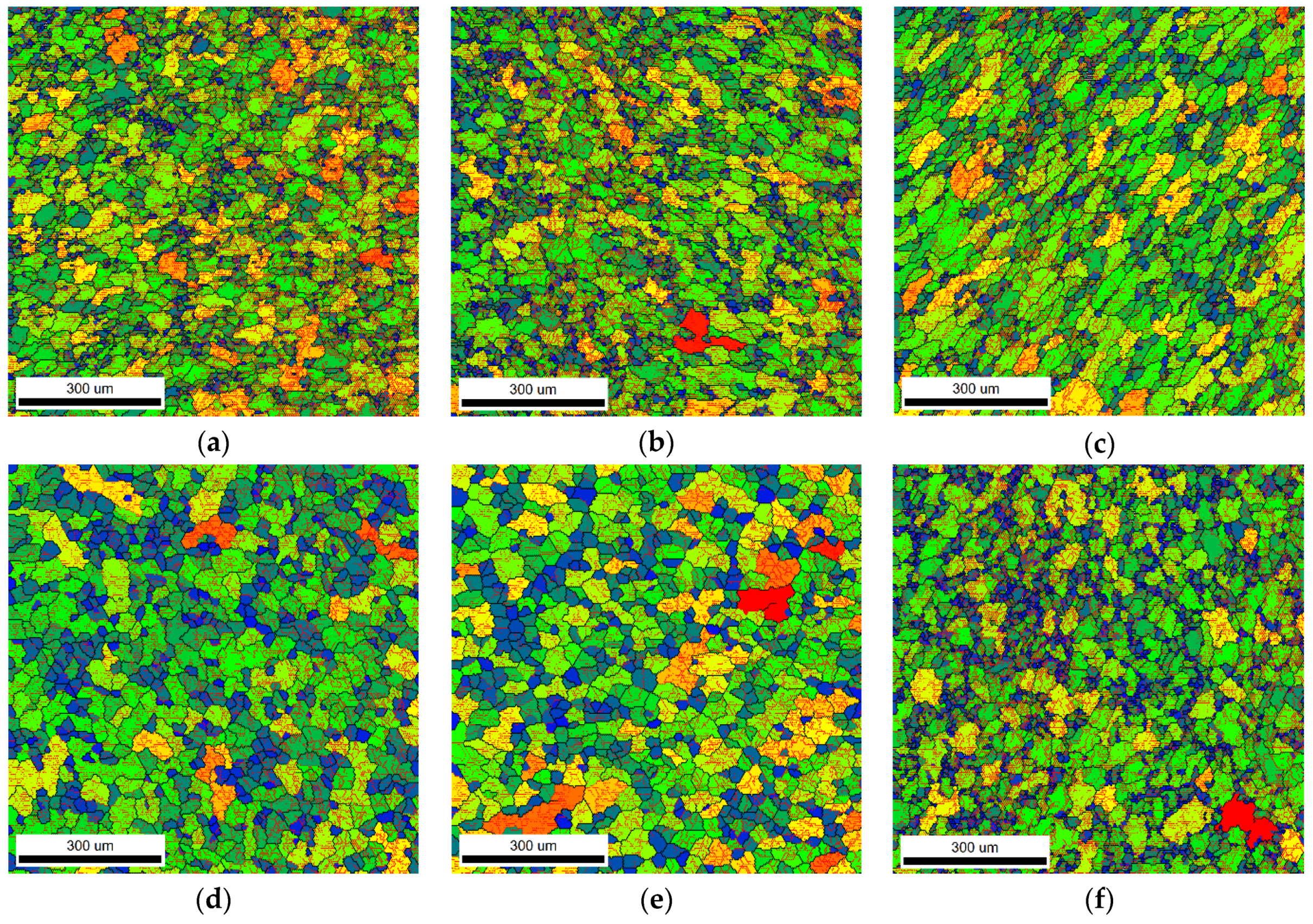
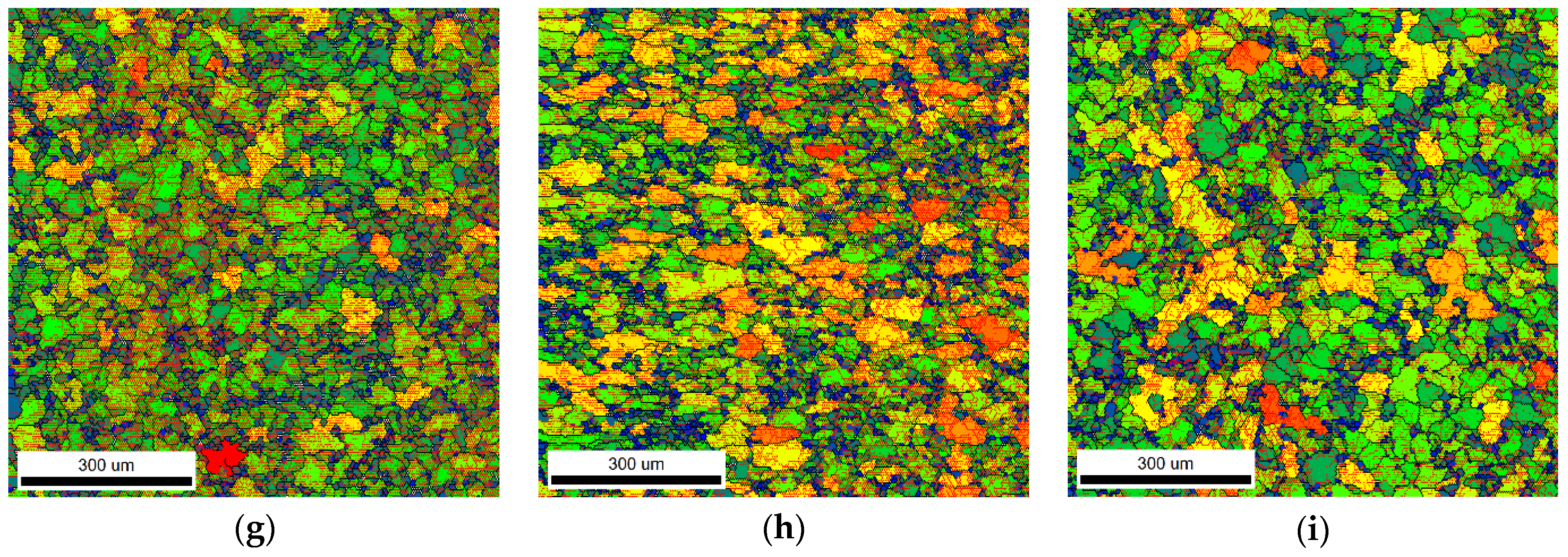
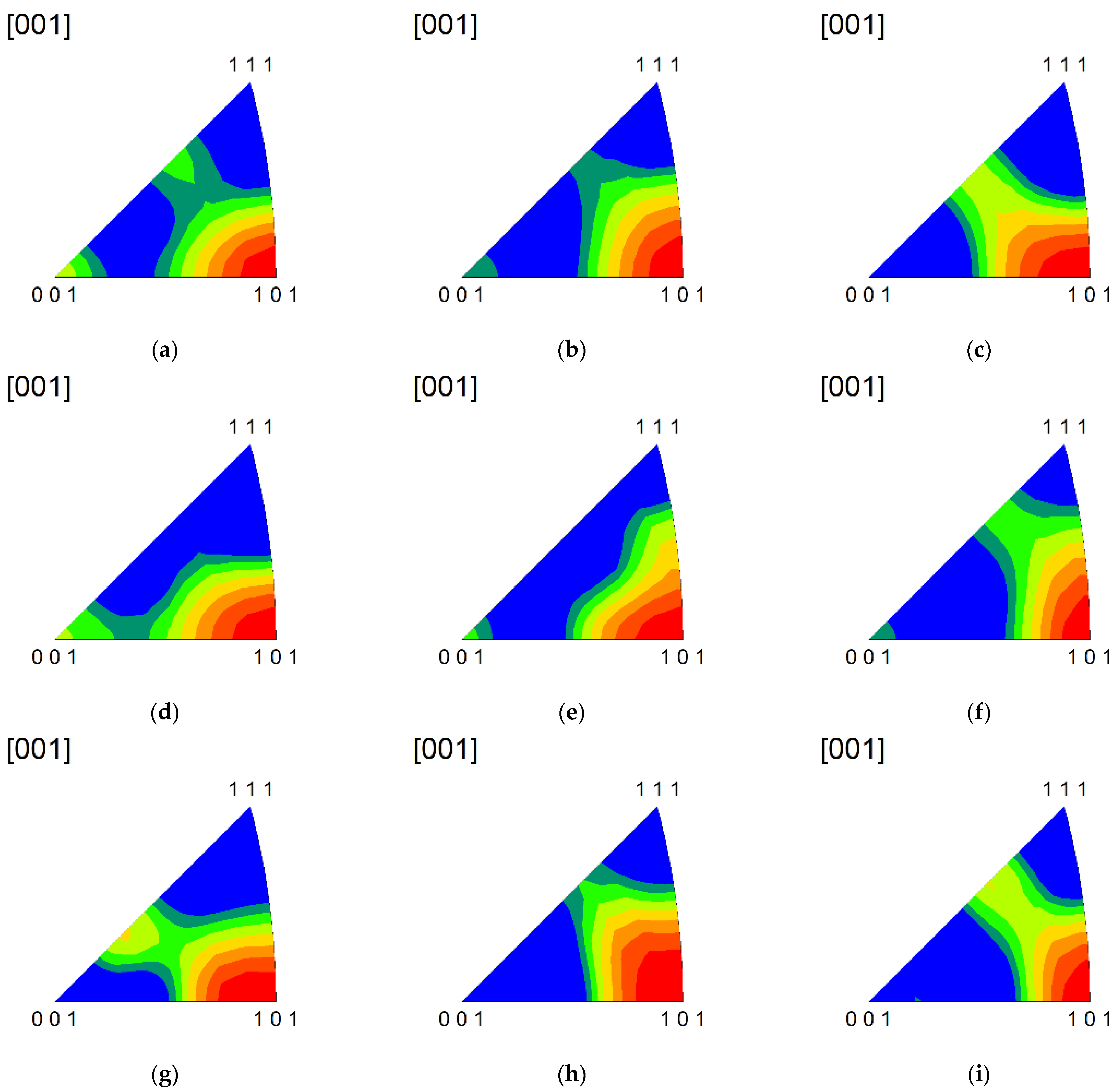
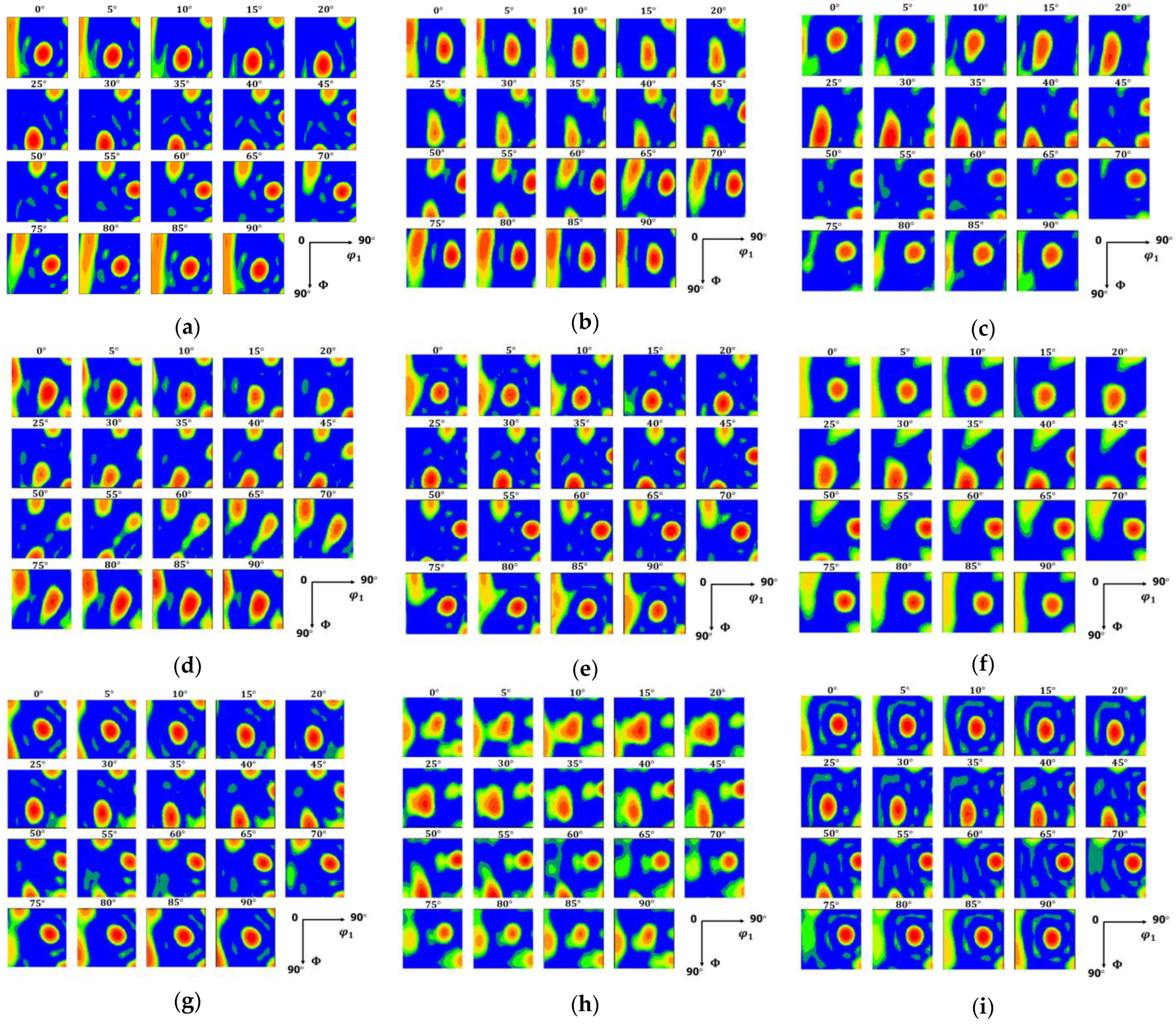
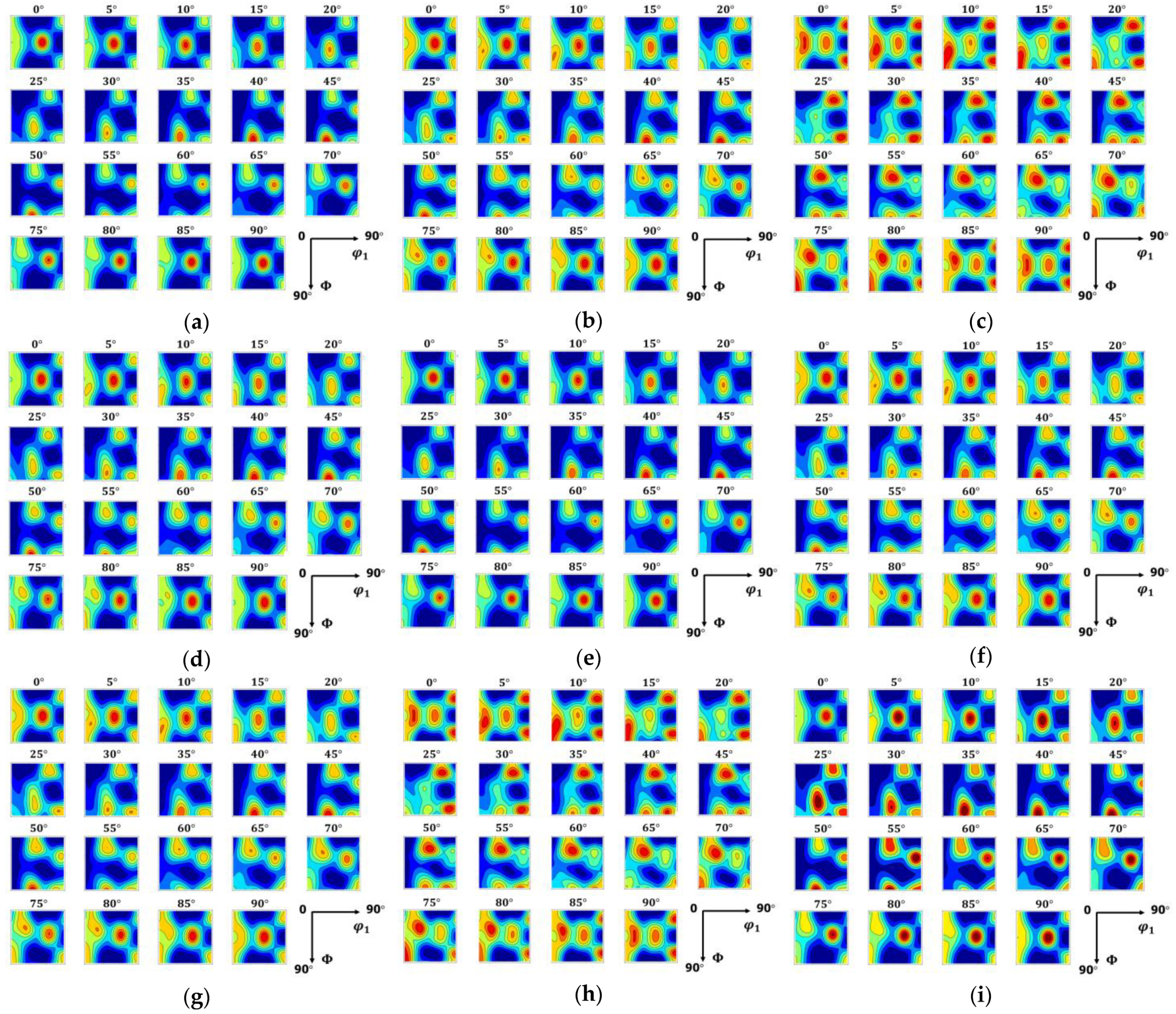
- Before hot compression, the main components of the texture of AA7075 bars consist of Cube {001} <100>, Goss {011} <100>, Copper {112} <>, {011} <11>, and <011> + <112> fiber textures. It is found that the grain refines continuously, and the fiber structure and grain fragmentation occur with the increase in deformation. When the deformation temperature is higher than 400 , fine equiaxed grains begin to appear. When the strain rate is 0.01 , the grain boundaries are clear, and the grains are fine and uniform. When the strain rate increases to 1 , the grain boundary tends to be blurred, and the non-uniformity of grain deformation increases. At higher temperatures (400 °C and 450 °C), the number and size of fine equiaxed grains decrease with the increase in strain rate.
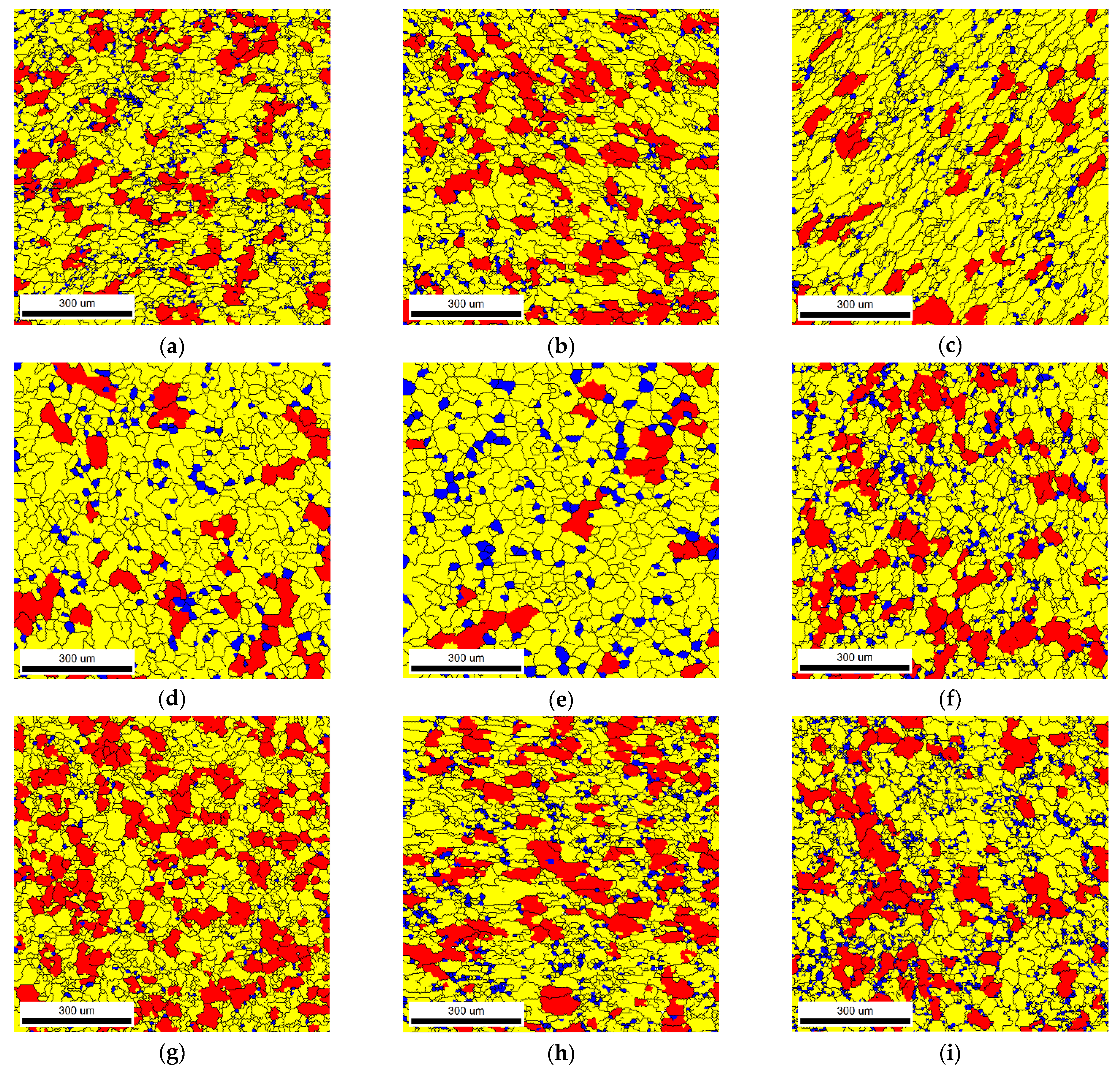
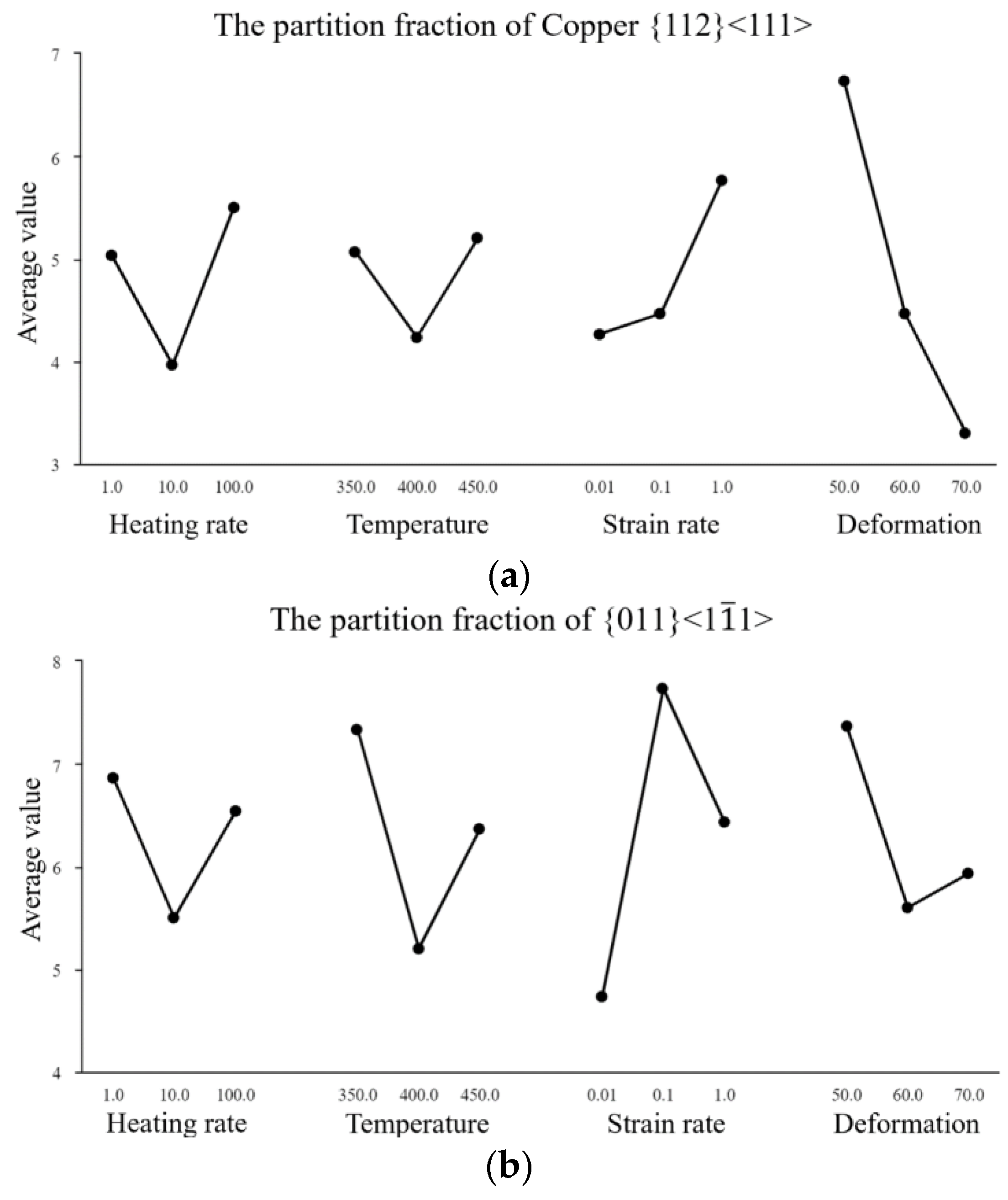
- The increase in deformation can promote the formation of Cube {001} <100> texture to some extent. With the increase in deformation, the partition fraction of Copper {112} <111> texture decreases significantly. It is found that the Cube {001} <100> texture partially changes to Goss {011} <100> texture when the temperature is above 400 . The partition fraction of both Copper {112} <111> and {011} <11> decrease at first and the increase with the increase in temperature. The intensity of texture increases with the increase in strain rate. The partition fraction of Copper {112} <111> increases with the increase in strain rate, while that of {011} <11> increases at first and then decreases. The intensity of Copper {112} <111> and {011} <11> increases with the increase in heating rate, and the partition fraction decreases at first and then increases.
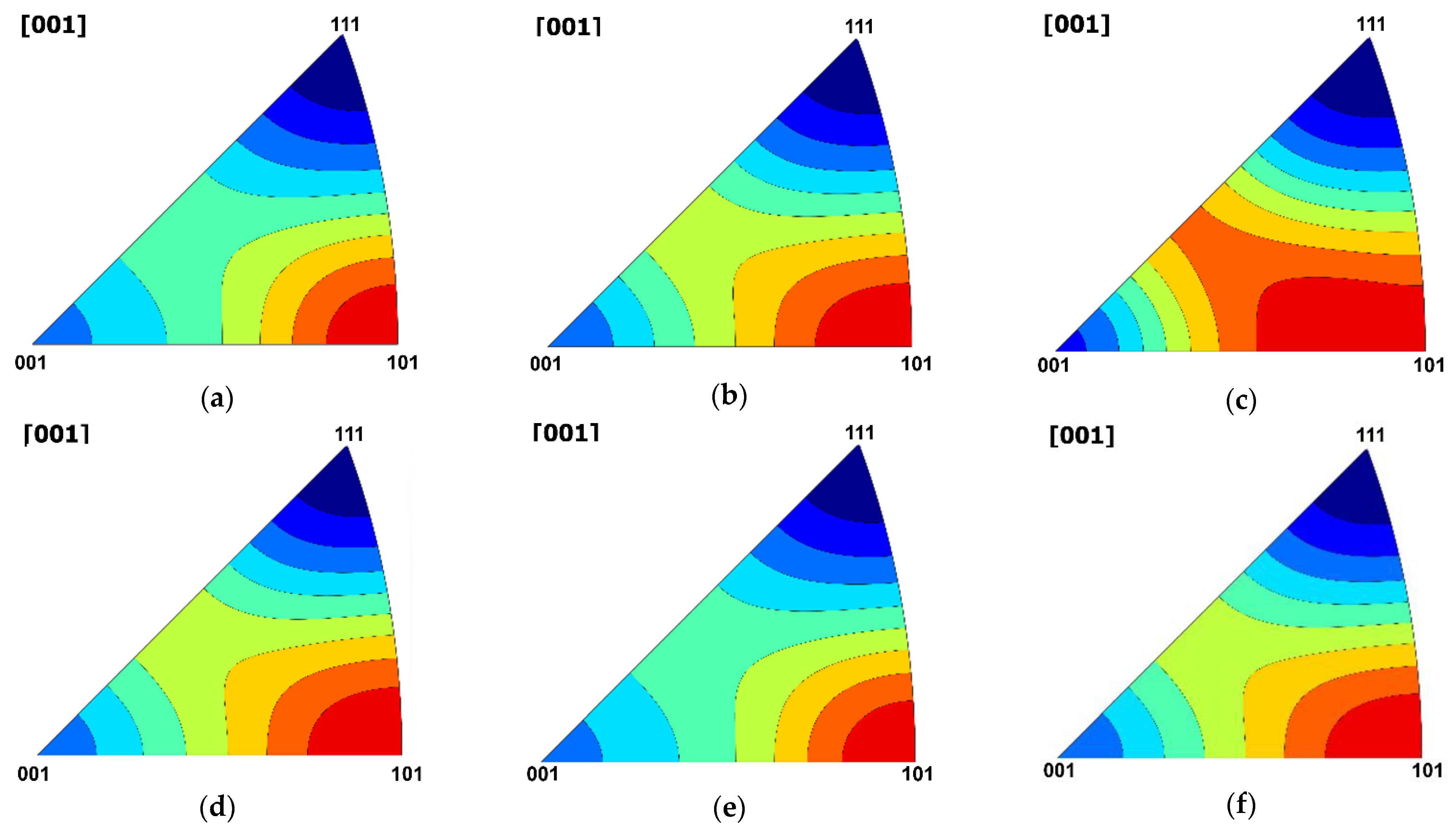
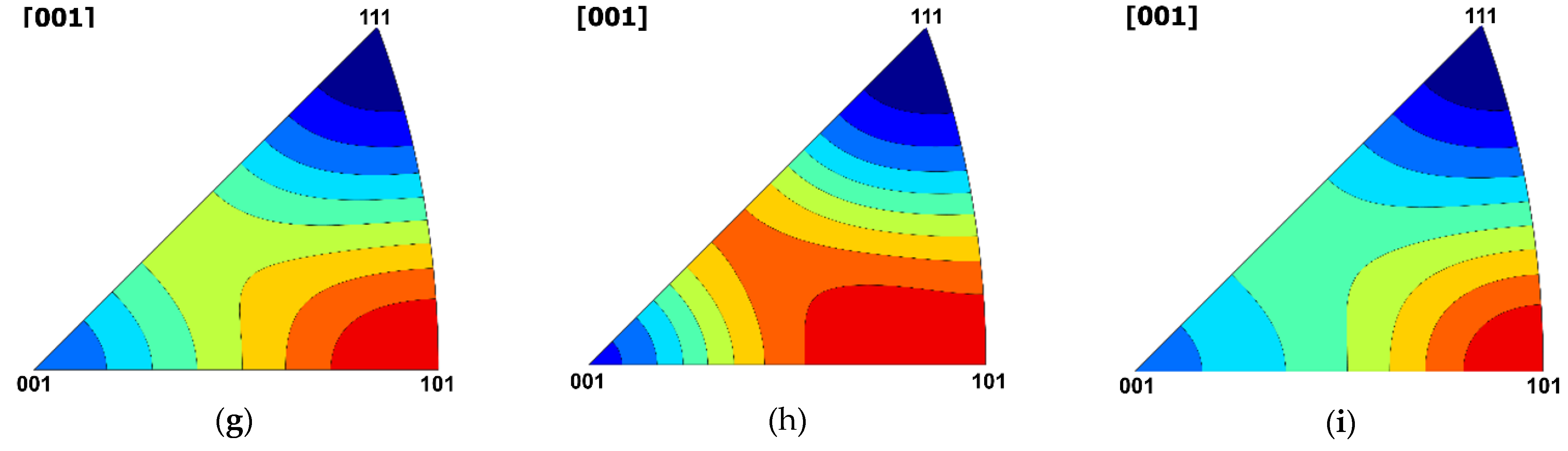
- The deviation between the predicted results of the improved VPSC model and the experimental results is in the acceptable range. The texture distribution and maximum intensity of the predicted results agree with the experimental results, which proves that the improved model used in this work is suitable for predicting the texture evolution of AA7075 during hot compression. In follow-up research, the validity of the model can be further verified by using a larger span of experimental parameters and compared with the current research results.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khomutov, M.G.; Pozdniakov, A.V.; Churyumov, A.Y.; Barkov, R.Y.; Solonin, A.N.; Glavatskikh, M.V. Flow Stress Modelling and 3D Processing Maps of Al4.5Zn4.5Mg1Cu0.12Zr Alloy with Different Scandium Contents. Appl. Sci. 2021, 11, 4587. [Google Scholar] [CrossRef]
- Ruhaizat, N.E.; Yusuf, N.K.; Lajis, M.A.; Al-Alimi, S.; Shamsudin, S.; Tukiat, I.S.T.; Zhou, W. Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys. Metals 2022, 12, 1555. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Khelfa, T.; Duarte, G.A.; Avalos, M.; Bolmaro, R.; Cabrera, J.M. Plastic Behavior and Microstructure Heterogeneity of an AA6063-T6 Aluminum Alloy Processed by Symmetric and Asymmetric Rolling. Metals 2022, 12, 1551. [Google Scholar] [CrossRef]
- Zhou, G.; Liu, B.; Song, W.; Li, H.; Kuang, J.; Qiu, M. Controlling Welding Residual Stress and Distortion of High-Strength Aluminum Alloy Thin Plates by a Trailing Hybrid High-Speed Gas Fluid Field. Materials 2022, 15, 6451. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Duan, Y.; Wang, P.; Qian, H. Residual Stress Redistribution Analysis in the Repair Welding of AA6082-T6 Aluminum Alloy Joints: Experiment and Simulation. Materials 2022, 15, 6399. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Park, N.; Bunge, H. Orientation relation and texture control principle of phase transformation strain of shape memory alloy. Shanghai Met. Non-Ferr. Fascicles 1993, 5, 24–27. [Google Scholar]
- Surya, R.; Brendan, R.; Donohu; Saiyi, L. Modeling Texture Evolution in Equal Channel Angular Extrusion Using Crystal Plasticity Finite Element Models. Int. J. Plast. 2008, 25, 768–779. [Google Scholar]
- Kumar, P.; Singh, A. Experimental and numerical investigation of Strain Rate Effect on low cycle fatigue behaviour of AA 5754 Alloy. Iop Conf. Ser. Mater. Sci. Eng. 2018, 346, 012018. [Google Scholar] [CrossRef]
- Guo, X. Study on the Large Deformation Behavior of Polycrystalline Materials Based on Polycrystalline Plasticity Model. Ph.D. Thesis, China University of Mining and Technology, Xuzhou, China, 2015. [Google Scholar]
- Raja, N.; Daniel, B. Microstructural evolution of Al-7.3Zn-2.2Mg-2Cu (Al7068) alloy in T6 condition during isothermal compression using 3-dimensional processing map. J. Alloys Compd. 2022, 902, 163690. [Google Scholar] [CrossRef]
- Yuan, Q. Study on High Temperature Plastic Deformation Mechanism of Hot Extruded 1060 Aluminum Alloy. Ph.D. Thesis, Shanghai Jiaotong University, Shanghai, China, 2020. [Google Scholar]
- Dong, Y. Experimental Study on Anisotropy and Constitutive Relation of AA6061 Aluminum Alloy. Ph.D. Thesis, Yanshan University, Qinhuangdao, China, 2020. [Google Scholar]
- Fan, Z. Study on Annealing Recrystallization Mechanism and Formability of AA6014 Aluminum Alloy. Ph.D. Thesis, Chongqing University, Chongqing, China, 2018. [Google Scholar]
- Miller, V.; Semiatin, S.; Szczepanski, C. Optimization of Vpsc Model Parameters for Two-phase Titanium Alloys: Flow Stress Vs Orientation Distribution Function Metrics. Metall. Mater. Trans. 2018, 49, 3624–3636. [Google Scholar] [CrossRef]
- Takajo, S.; Tome, C.; Vogel, S. Texture Simulation of a Severely Cold Rolled Low Carbon Steel Using Polycrystal Modeling. Int. J. Plast. 2018, 109, 137–152. [Google Scholar] [CrossRef]
- Zhang, B.; Li, S.; Wang, H. Investigation of the In-plane Mechanical Anisotropy of Magnesium Alloy Az31b-o By Vpsc–tdt Crystal Plasticity Model. Materials 2019, 12, 1590. [Google Scholar] [CrossRef] [PubMed]
- Taylor, G.; Elam, C. The Plastic Extension and Fracture of Aluminium Crystals. In Proceedings of the Royal Society of London; Series A, Containing Papers of a Mathematical and Physical Character; Royal Society: London, UK, 1925; Volume 108. [Google Scholar]
- Lebensohn, R.; Tome, A. Self-consistent Anisotropic Approach for the Simulation of Plastic Deformation and Texture Development of Polycrystals: Application to Zirconium Alloys. Acta Metall. Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Tuner, P.; Tome, C. Self-consistent Modeling of Visco-elastic Polycrystals: Application to Irradiation Creep and Growth. J. Mech. Phys. Solids 1993, 41, 1191–1211. [Google Scholar] [CrossRef]
- Kroner, E. Zur Plastischen Verformung Des Vielkristalls. Acta Metall. 1961, 9, 155–161. [Google Scholar] [CrossRef]
- Hill, R. Continuum Micro-mechanics of Elastoplastic Polycrystals. Pergamon 1965, 13, 89–101. [Google Scholar] [CrossRef]
- Mercier, S.; Molinari, A. Homogenization of Elastic-visco-plastic Heterogeneous Materials: Self-consistent and Mori-tanaka Schemes. Int. J. Plast. 2009, 25, 1024–1048. [Google Scholar] [CrossRef]
- Tiamiyu, A.; Vahid, T.; Szpunar, J. Effects of Grain Refinement on the Quasi-static Compressive Behavior of Aisi 321 Austenitic Stainless Steel: Ebsd, Tem, and Xrd Studies. Int. J. Plast. 2018, 107, 79–99. [Google Scholar] [CrossRef]
- Zecevic, M.; Lebensohn, R.; Mccabe, R. Modeling of Intragranular Misorientation and Grain Fragmentation in Polycrystalline Materials Using the visco-plastic Self-consistent Formulation. Int. J. Plast. 2018, 109, 193–211. [Google Scholar] [CrossRef]
- Zhang, B. Study on Plastic Deformation Mechanism of Magnesium Alloy Based on Viscoplastic Self-Consistent Model. Ph.D. Thesis, China University of Mining and Technology, Beijing, China, 2019. [Google Scholar]
- Zang, Q. Study on Deformation Behavior, Microstructure Evolution and Mechanical Properties of Al-Zn-Mg-Cu Alloy with High Zn Content. Ph.D. Thesis, Shandong University, Jinan, China, 2019. [Google Scholar]
- Chen, G. Study on Hot Deformation Characteristics and Application of Ultra-High Strength Aluminum Alloy Al-12Zn-2.4Mg-1.2Cu. Ph.D. Thesis, Central North University, Minneapolis, MN, USA, 2016. [Google Scholar]
- Qiu, Y. 7A85 Aluminum Alloy High Temperature Hot Compression Rheological behavior and Microstructure Evolution. Ph.D. Thesis, Hunan University, Changsha, China, 2015. [Google Scholar]
- Tian, Z.; Yi, Z.; Liu, H. Effect of solution treatment on microstructure and mechanical properties of Al-5.8Cu-0.6Mg-0.6Ag-0.3Nd alloy. Chin. J. Nonferrous Met. 2015, 25, 2326–2334. [Google Scholar]
- Liu, W.; Liang, Y.; Zhang, Z. Effect of single-stage and double-stage solution heat treatment on properties of AA7085 alloy. Hot Work. Technol. 2013, 42, 161–168. [Google Scholar]
- Xiao, D.; Chen, K.; Luo, W. Effect of solid solution heat treatment on microstructure and properties of AA7085 aluminum alloy. Rare Met. Mater. Eng. 2010, 39, 494–497. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Mn | Fe | Si | Cr | Ni | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 5.67 | 2.80 | 1.64 | 0.30 | 0.25 | 0.09 | 0.22 | 0.05 | 0.06 | Balance |
| No. | Factors | |||
|---|---|---|---|---|
| Heating Rate | Temperature | Strain Rate | Amount of Deformation (%) | |
| 1 | 1 | 350 | 0.01 | 50 |
| 2 | 1 | 400 | 0.1 | 60 |
| 3 | 1 | 450 | 1 | 70 |
| 4 | 10 | 350 | 0.1 | 70 |
| 5 | 10 | 400 | 1 | 50 |
| 6 | 10 | 450 | 0.01 | 60 |
| 7 | 100 | 350 | 1 | 60 |
| 8 | 100 | 400 | 0.01 | 70 |
| 9 | 100 | 450 | 0.1 | 50 |
| No. | Hardening Parameter | |||
|---|---|---|---|---|
| 1 | 4.2 | 18 | 1000 | 0 |
| 2 | 2 | 17.5 | 1200 | 0.8 |
| 3 | 2.2 | 17.5 | 800 | 1.2 |
| 4 | 4 | 21 | 800 | 0.6 |
| 5 | 3.8 | 21 | 1600 | 0.1 |
| 6 | 2.6 | 7.5 | 250 | 0.7 |
| 7 | 4.3 | 25.5 | 1000 | 0.7 |
| 8 | 5.5 | 8.5 | 500 | 0 |
| 9 | 5.5 | 9 | 1000 | 1 |
| Name | {hkl} <uvw> | |
|---|---|---|
| Cube | {001} <100> | 0, 0, 0 |
| R-Cube | {001} <110> | 45, 0, 45 |
| Goss | {011} <100> | 0, 45, 0 |
| Copper | {112} <111> | 90, 35, 45 |
| Brass | {011} <211> | 35, 45, 0 |
| {111} | {111} <110> | 0, 55, 45 |
| {111} | {111} <112> | 90, 55, 45 |
| S | {123} <634> | 59, 37, 63 |
| R | {124} <211> | 57, 29, 27 |
| No. | Factors | Partition Fraction (%) | ||||
|---|---|---|---|---|---|---|
| Heating Rate | Temperature | Strain Rate | Amount of Deformation (%) | Copper | ||
| 1 | 1 | 350 | 0.01 | 50 | 6.6 | 7.4 |
| 2 | 1 | 400 | 0.1 | 60 | 3.7 | 6.5 |
| 3 | 1 | 450 | 1 | 70 | 4.8 | 6.7 |
| 4 | 10 | 350 | 0.1 | 70 | 2.3 | 7.6 |
| 5 | 10 | 400 | 1 | 50 | 6.2 | 5.6 |
| 6 | 10 | 450 | 0.01 | 60 | 3.4 | 3.3 |
| 7 | 100 | 350 | 1 | 60 | 6.3 | 7.0 |
| 8 | 100 | 400 | 0.01 | 70 | 2.8 | 3.5 |
| 9 | 100 | 450 | 0.1 | 50 | 7.4 | 9.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, S.; Zhao, M.; Mao, J.; Liang, S.Y. Study on Hot Deformation Behavior and Texture Evolution of Aluminum Alloy 7075 Based on Visco-Plastic Self-Consistent Model. Metals 2022, 12, 1648. https://doi.org/10.3390/met12101648
Zhu S, Zhao M, Mao J, Liang SY. Study on Hot Deformation Behavior and Texture Evolution of Aluminum Alloy 7075 Based on Visco-Plastic Self-Consistent Model. Metals. 2022; 12(10):1648. https://doi.org/10.3390/met12101648
Chicago/Turabian StyleZhu, Siyuan, Man Zhao, Jian Mao, and Steven Y. Liang. 2022. "Study on Hot Deformation Behavior and Texture Evolution of Aluminum Alloy 7075 Based on Visco-Plastic Self-Consistent Model" Metals 12, no. 10: 1648. https://doi.org/10.3390/met12101648
APA StyleZhu, S., Zhao, M., Mao, J., & Liang, S. Y. (2022). Study on Hot Deformation Behavior and Texture Evolution of Aluminum Alloy 7075 Based on Visco-Plastic Self-Consistent Model. Metals, 12(10), 1648. https://doi.org/10.3390/met12101648