
Investigation of the Interfacial Characteristics and Mechanical Properties of Duplex Stainless Steel/Low-Alloy Steel Clad Rebar

 , ,
, ,
Abstract
:1. Introduction
2. Experimental
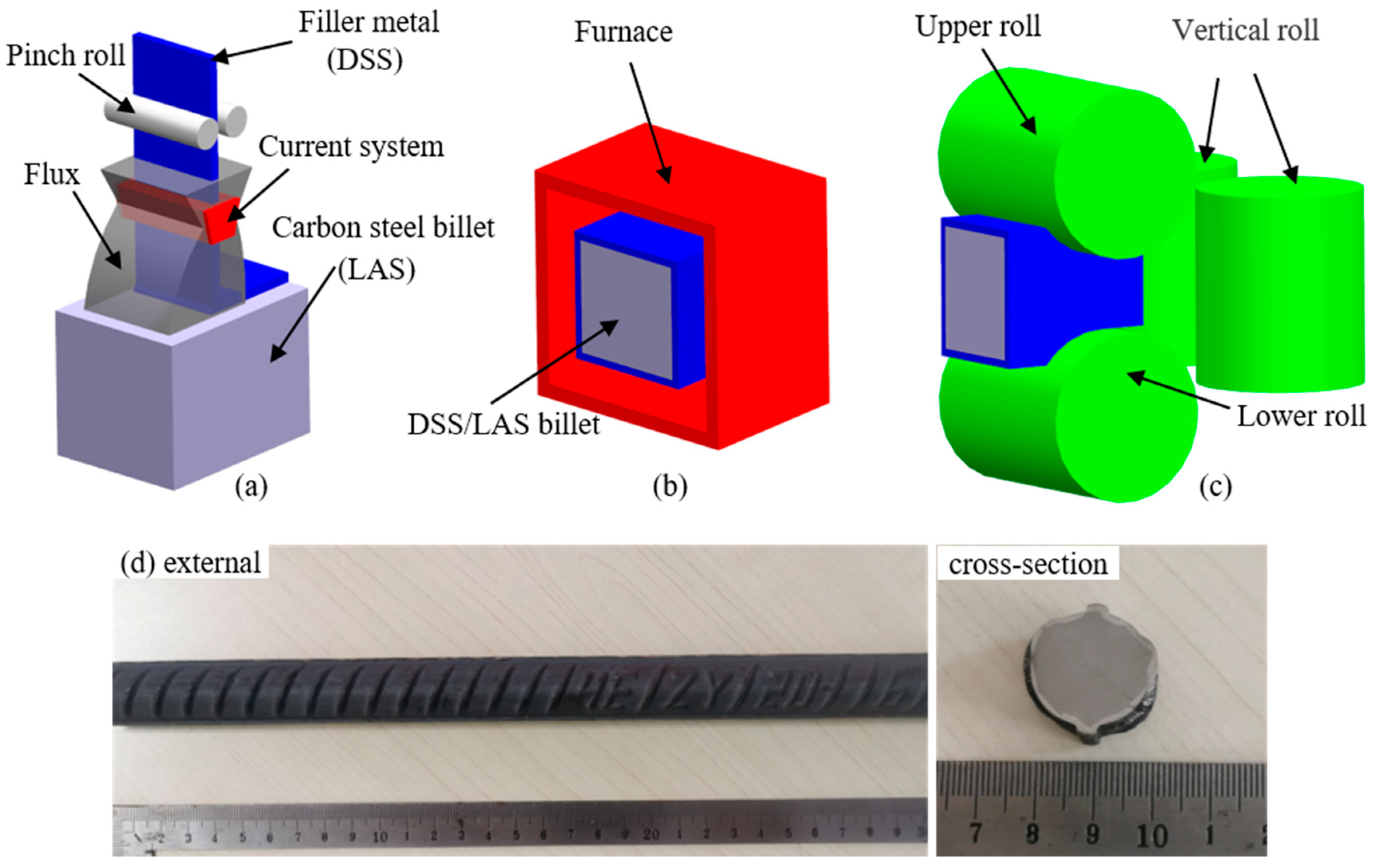
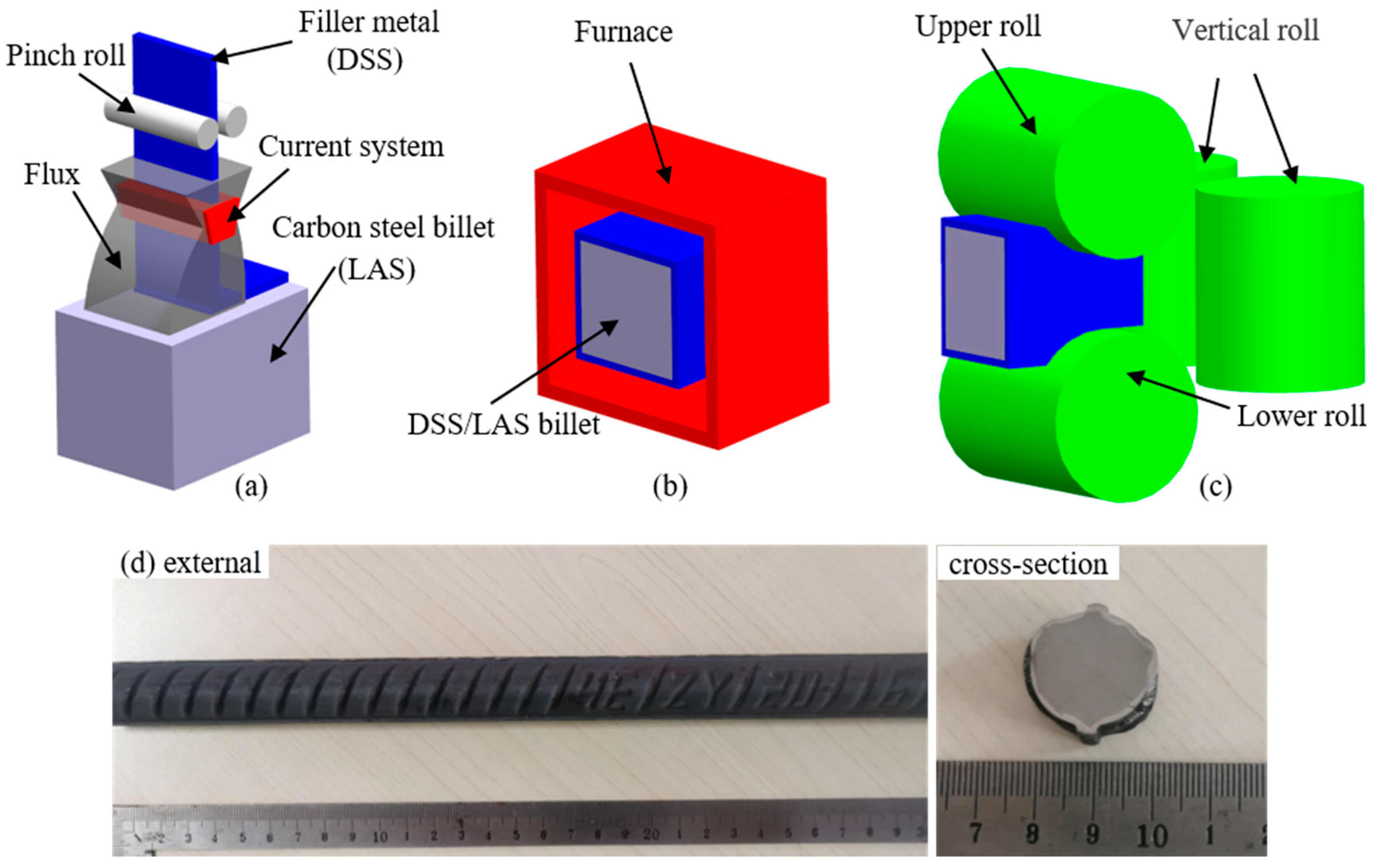
2.1. Materials and Method
2.2. Microstructure Observations
2.3. Testing of Mechanical Properties
3. Results and Discussion
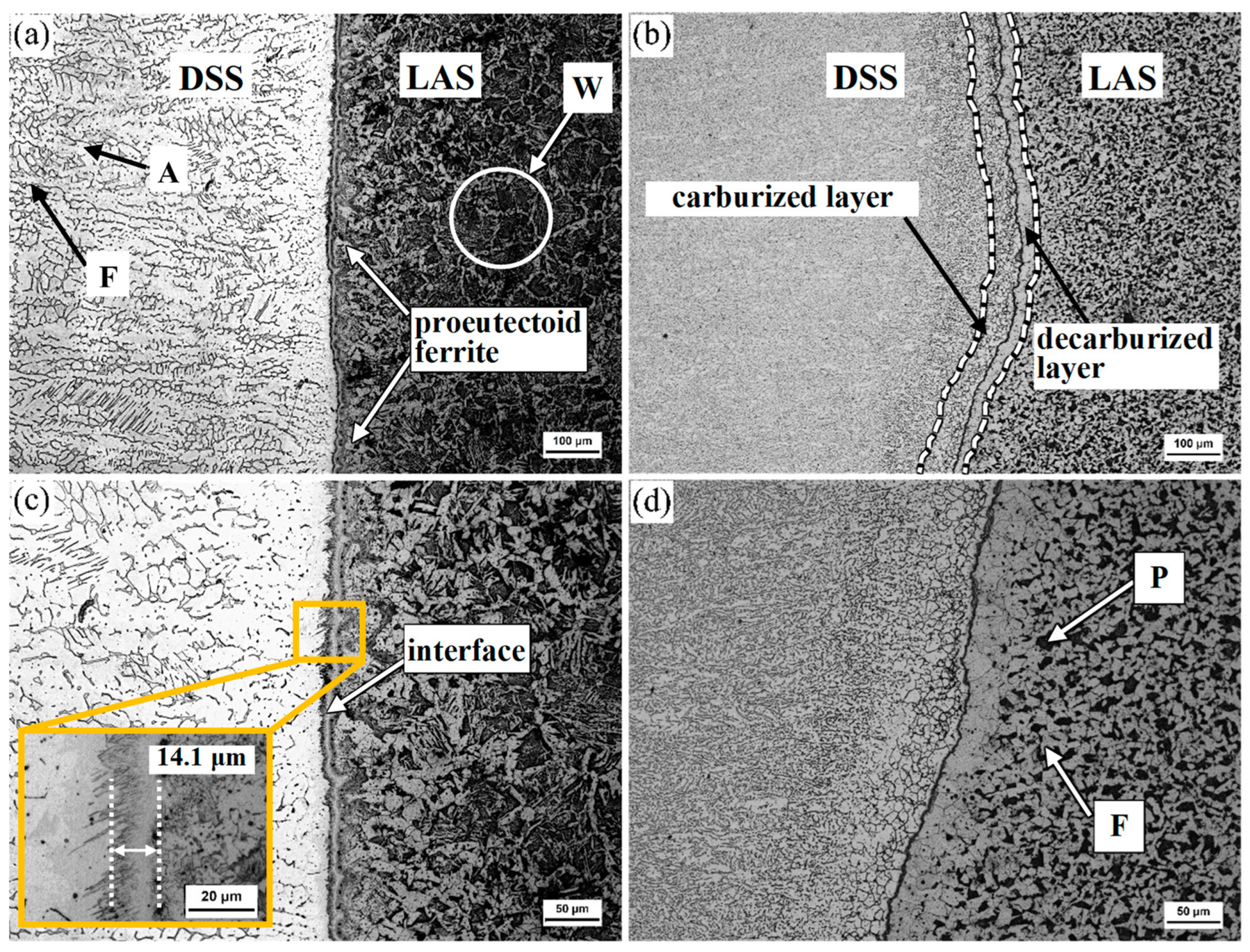
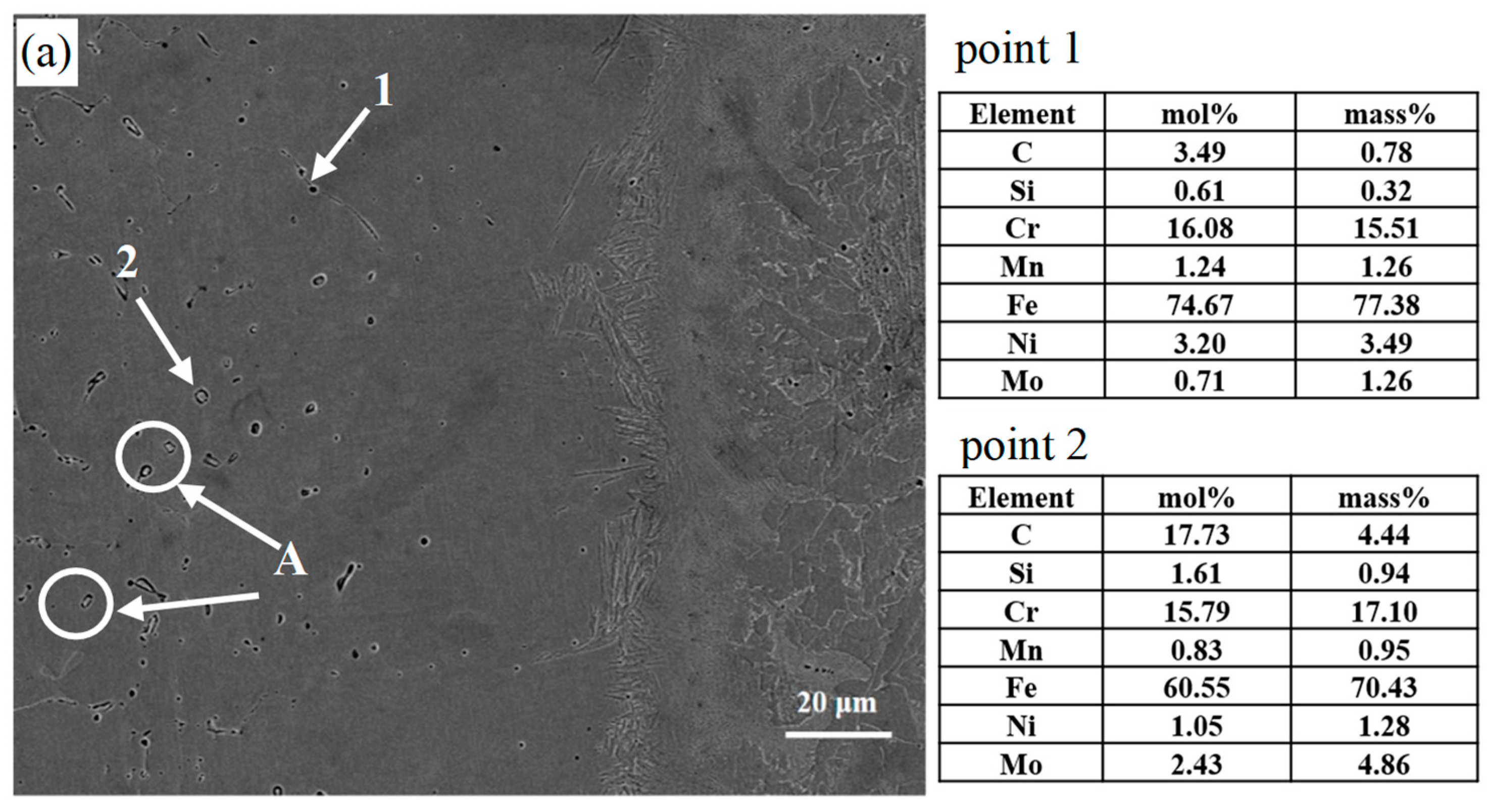
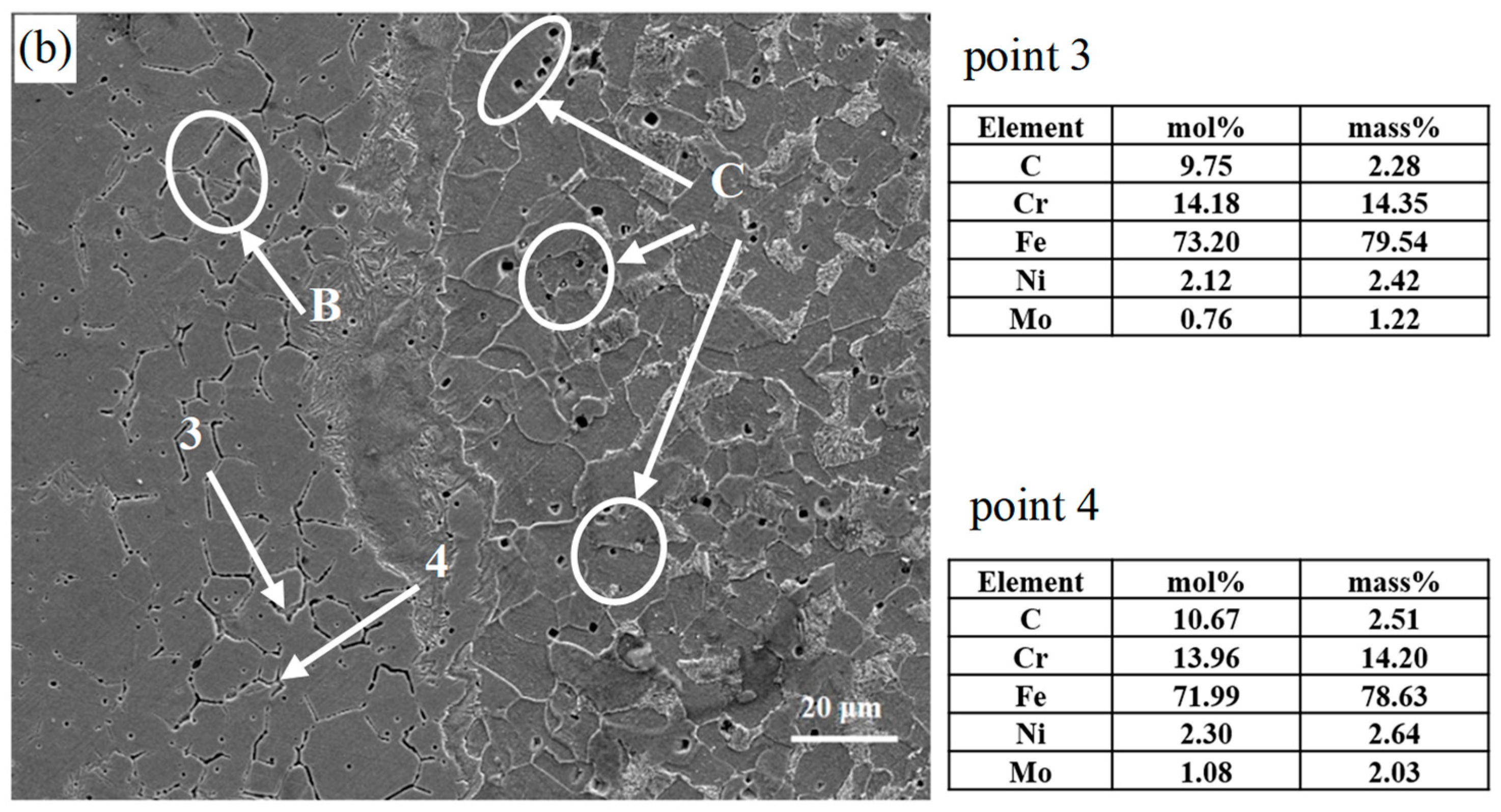
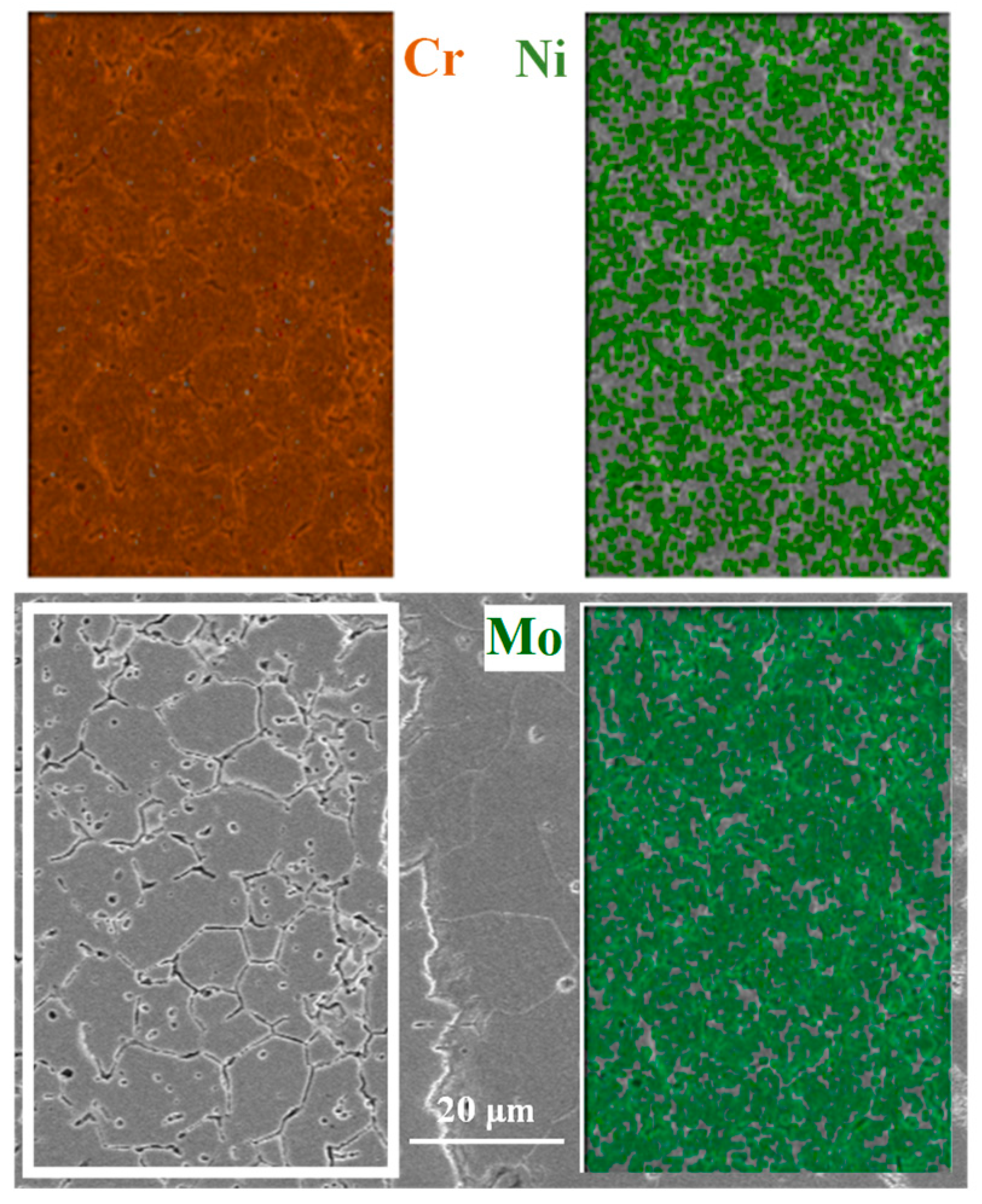
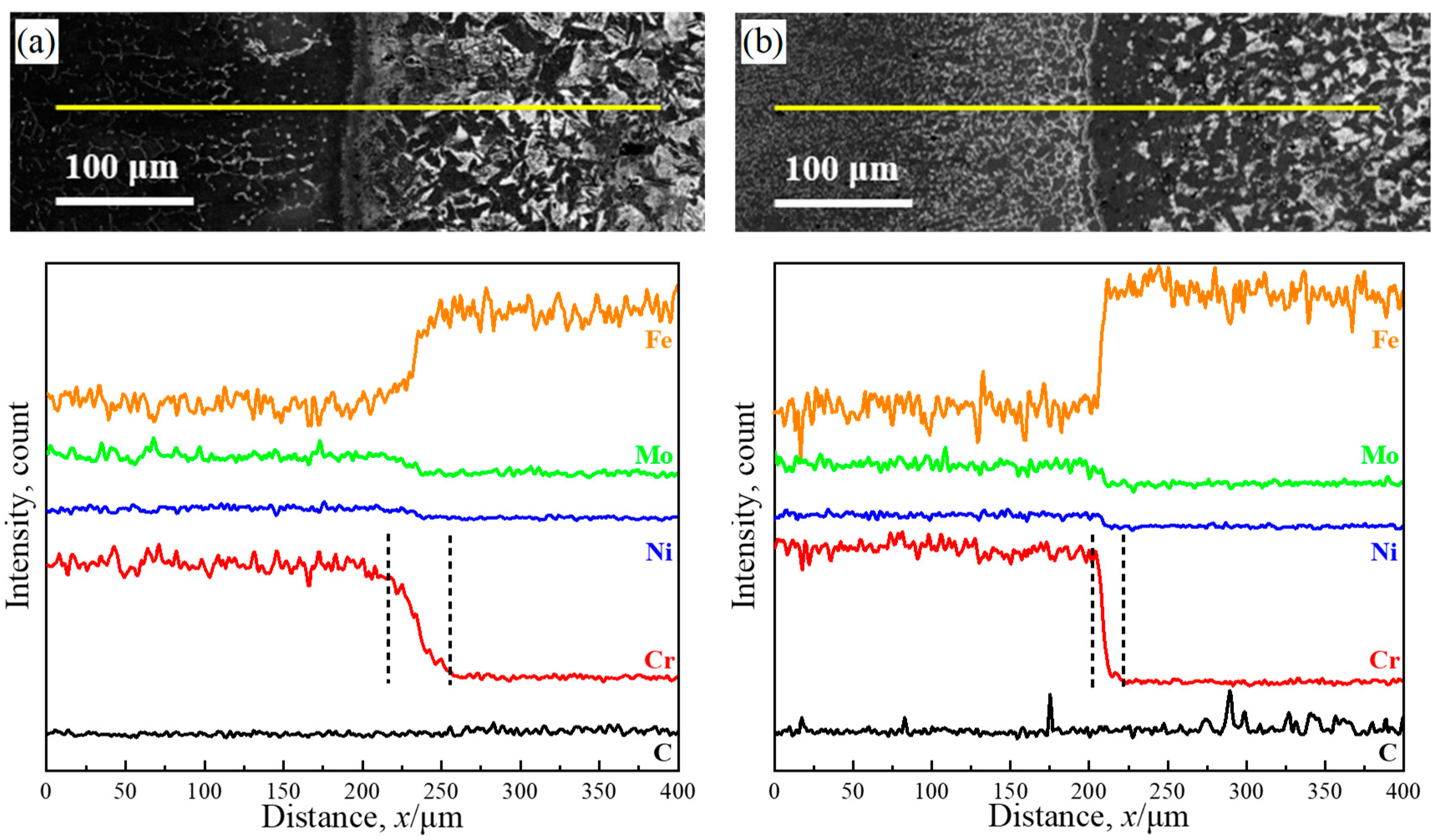
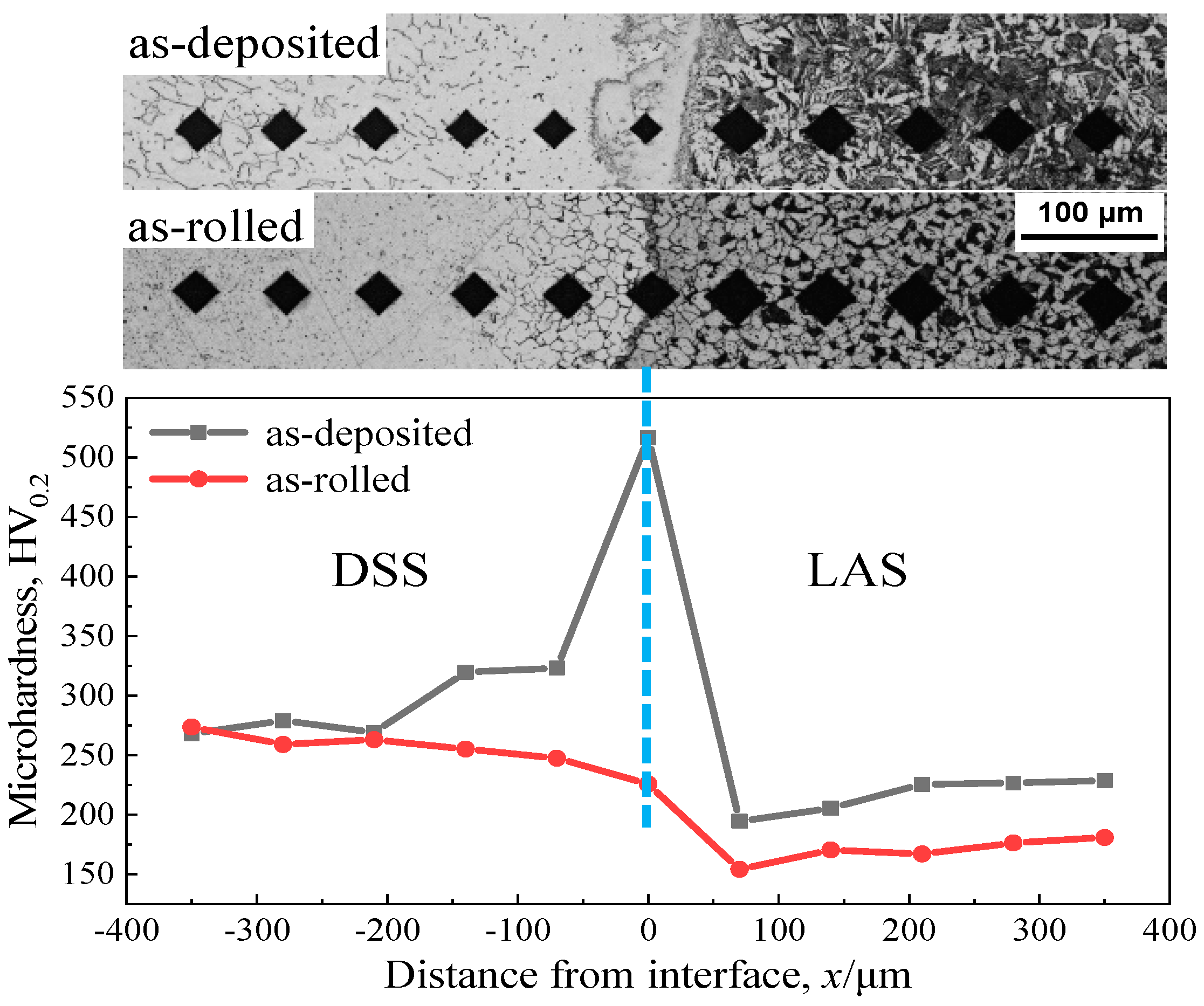
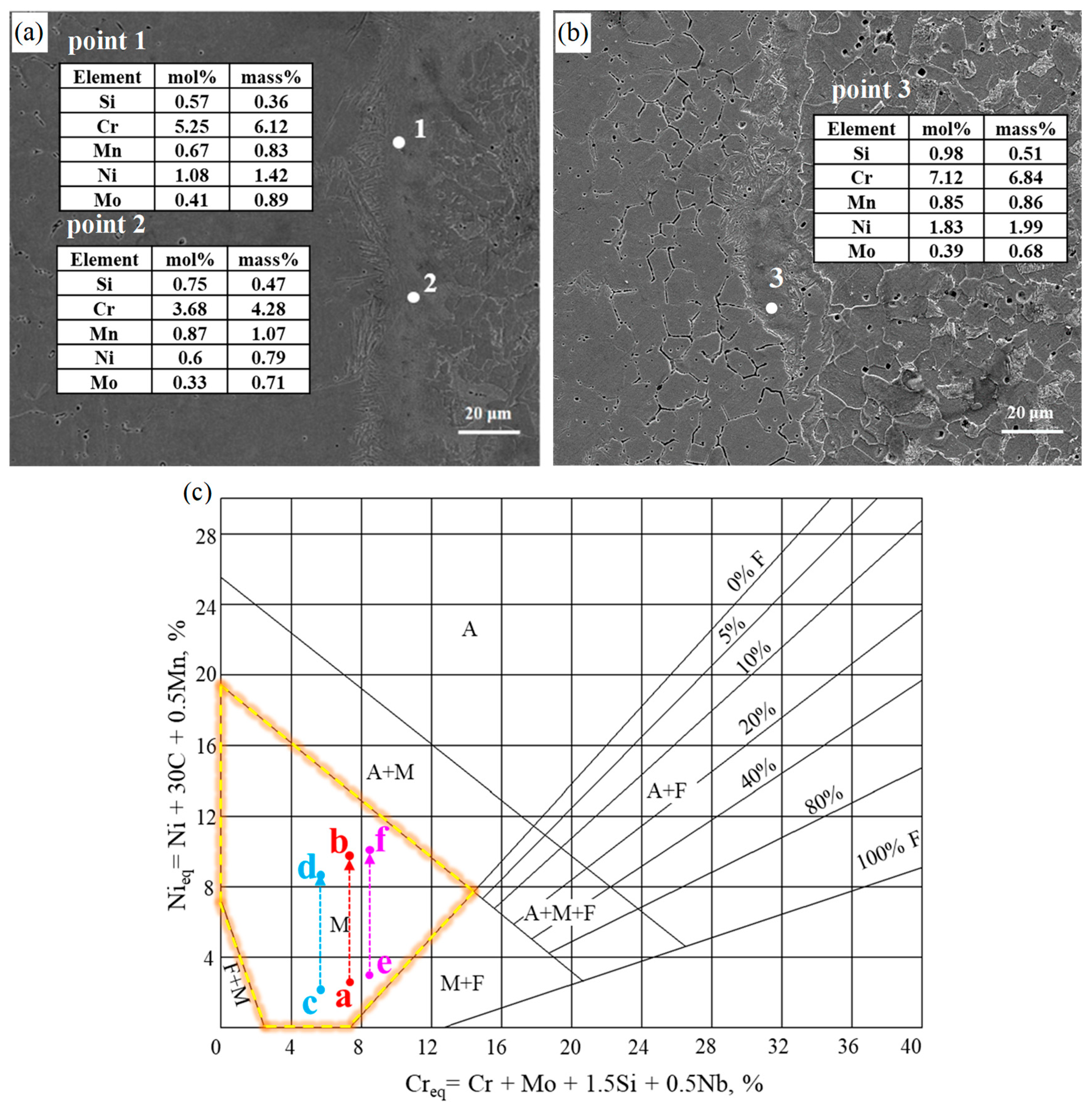
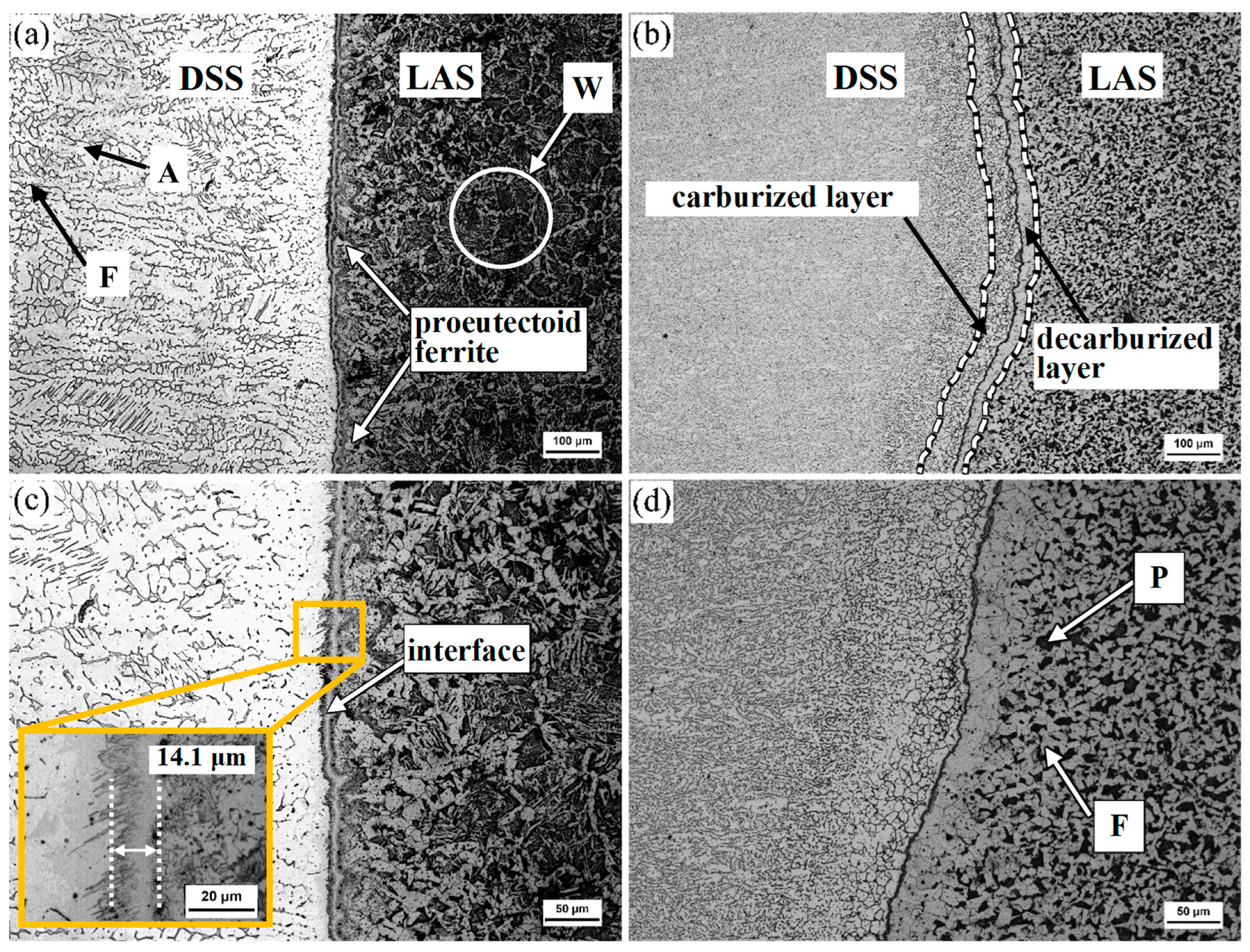
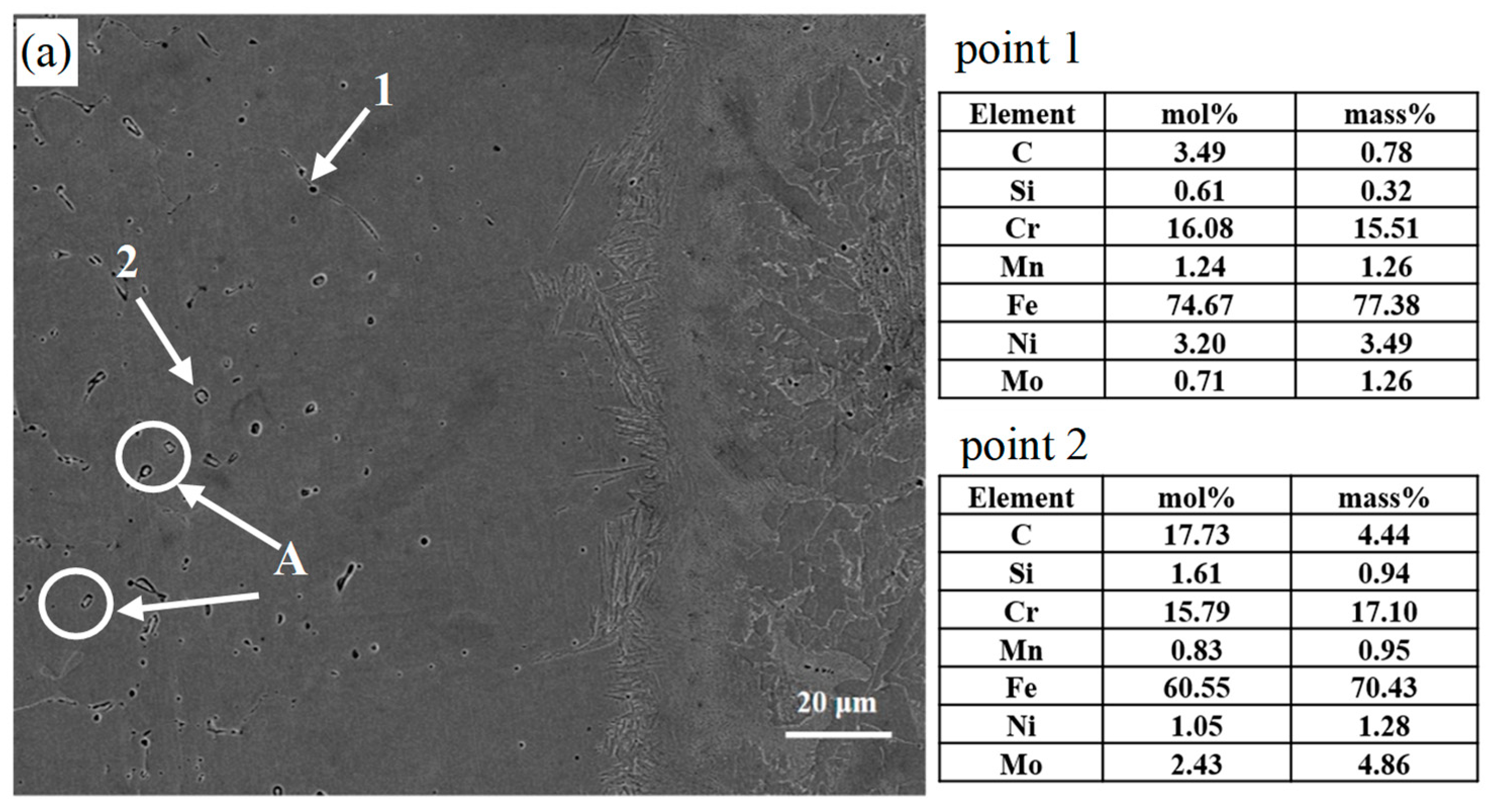
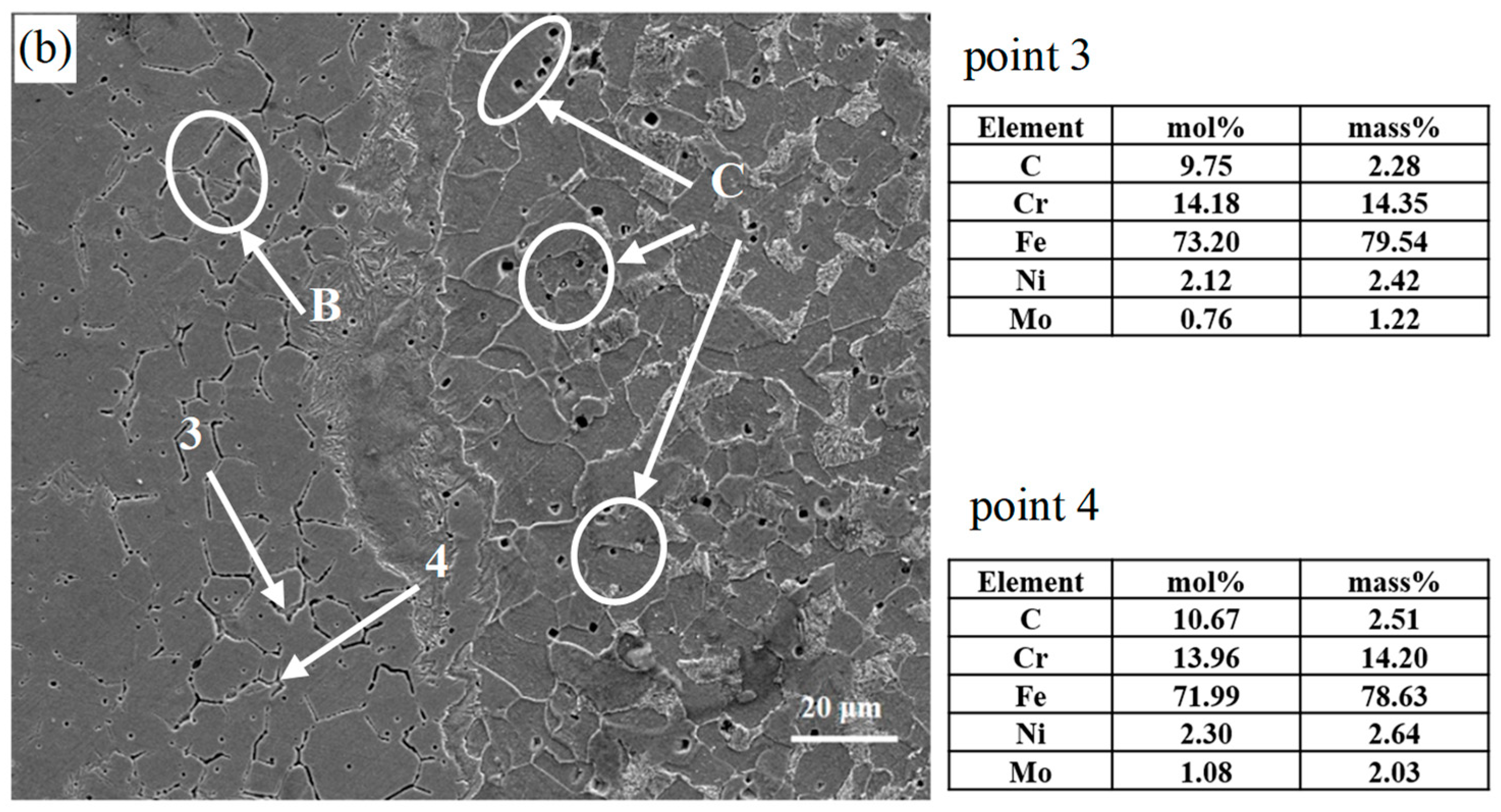
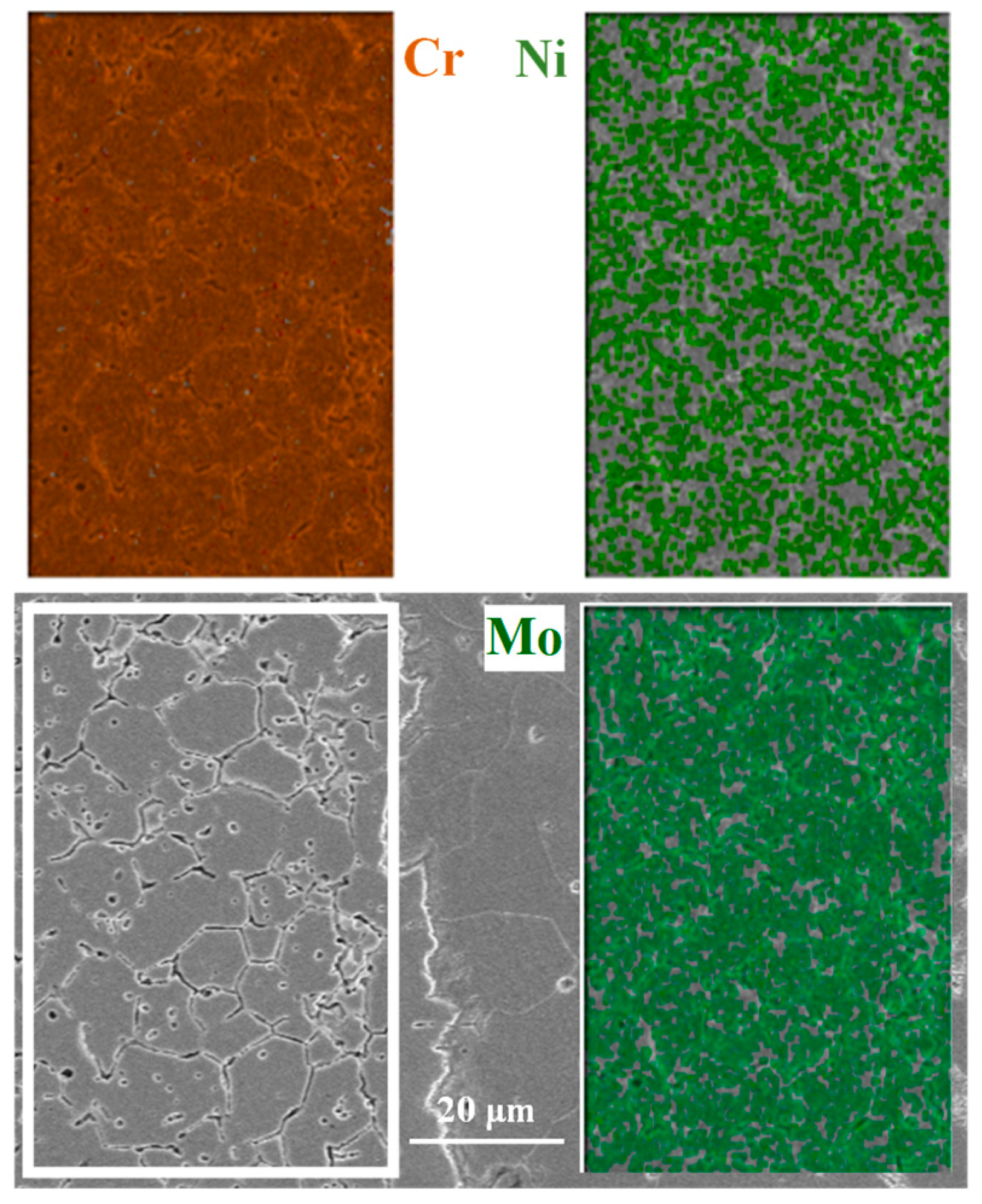
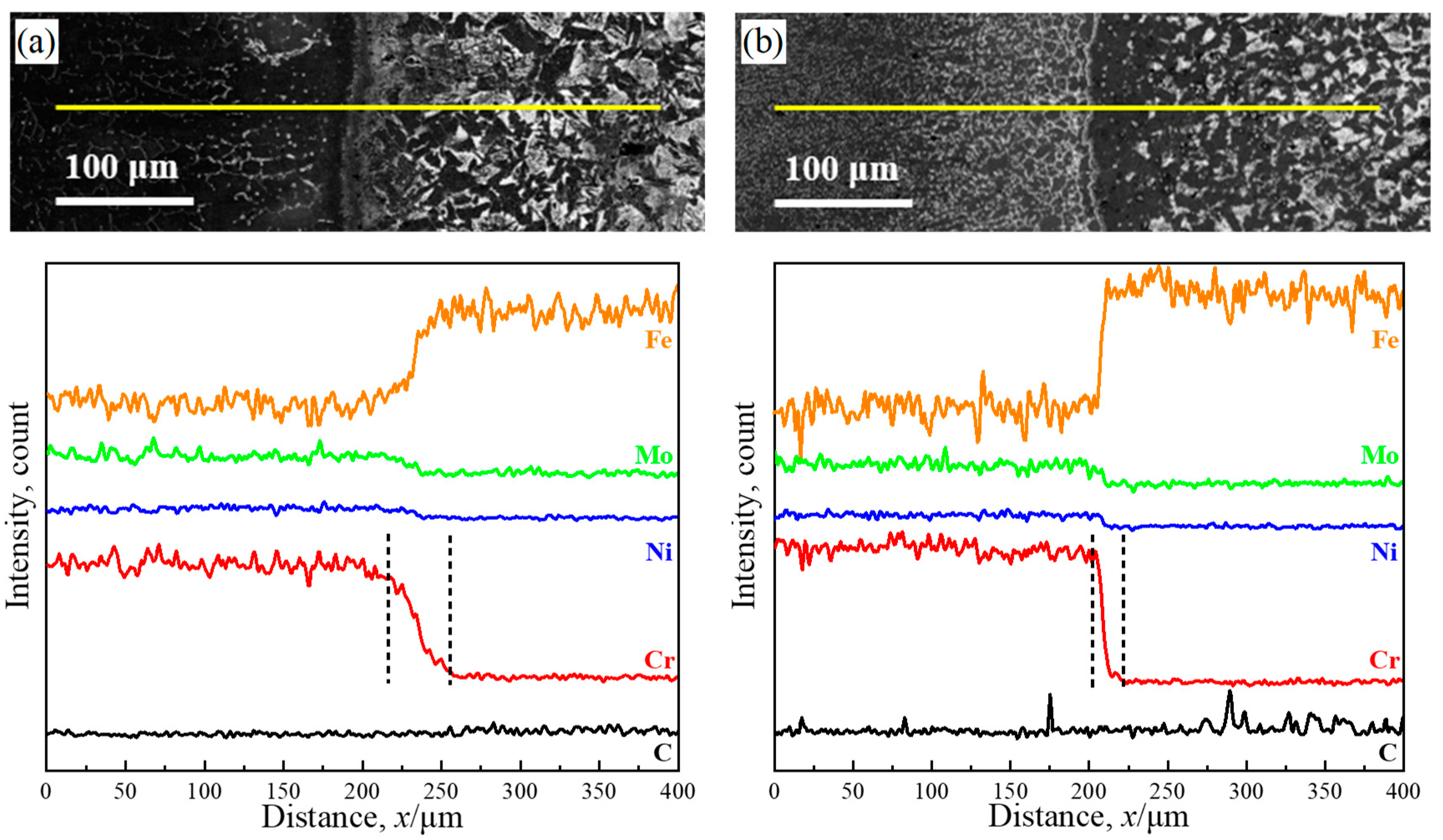
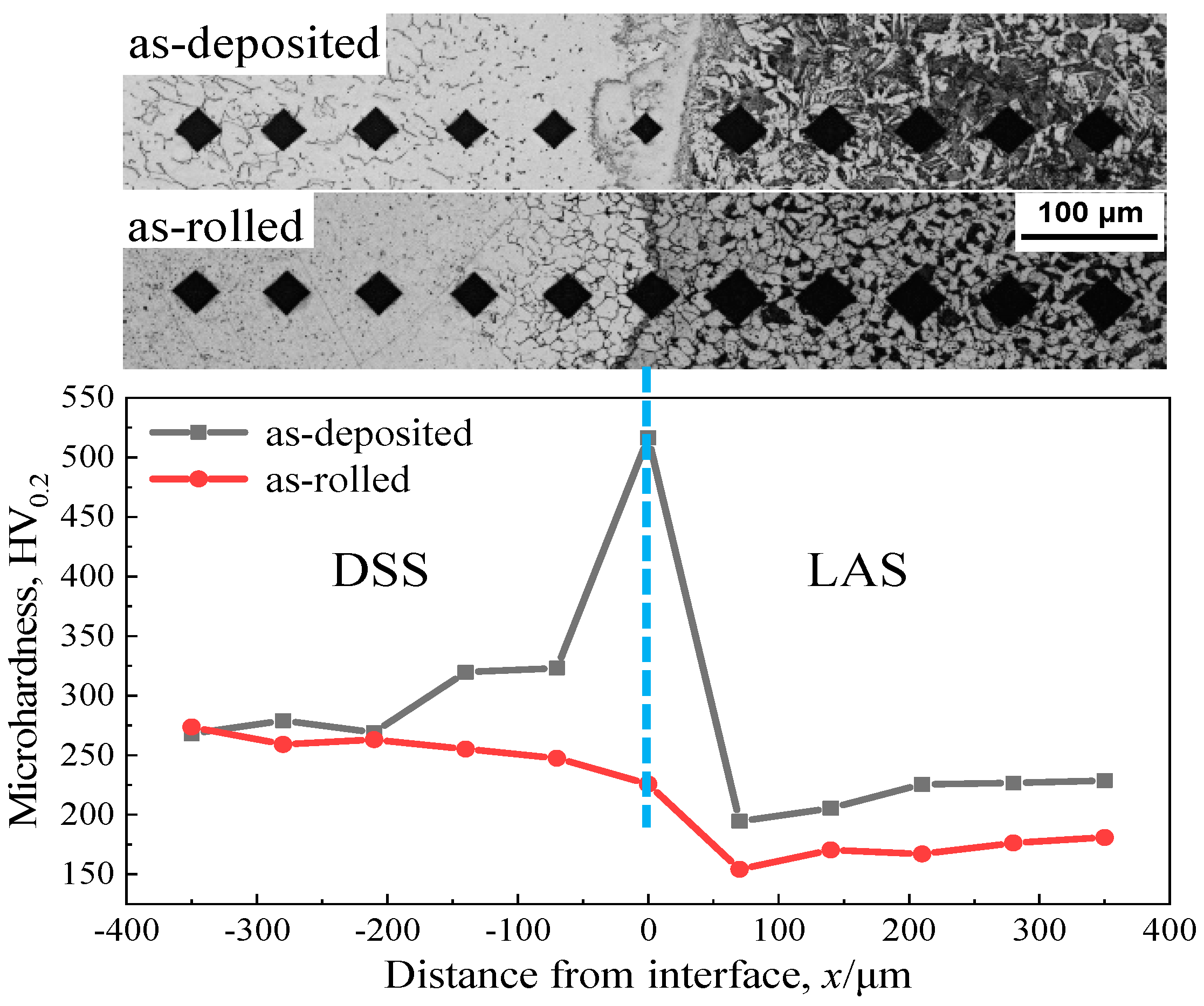
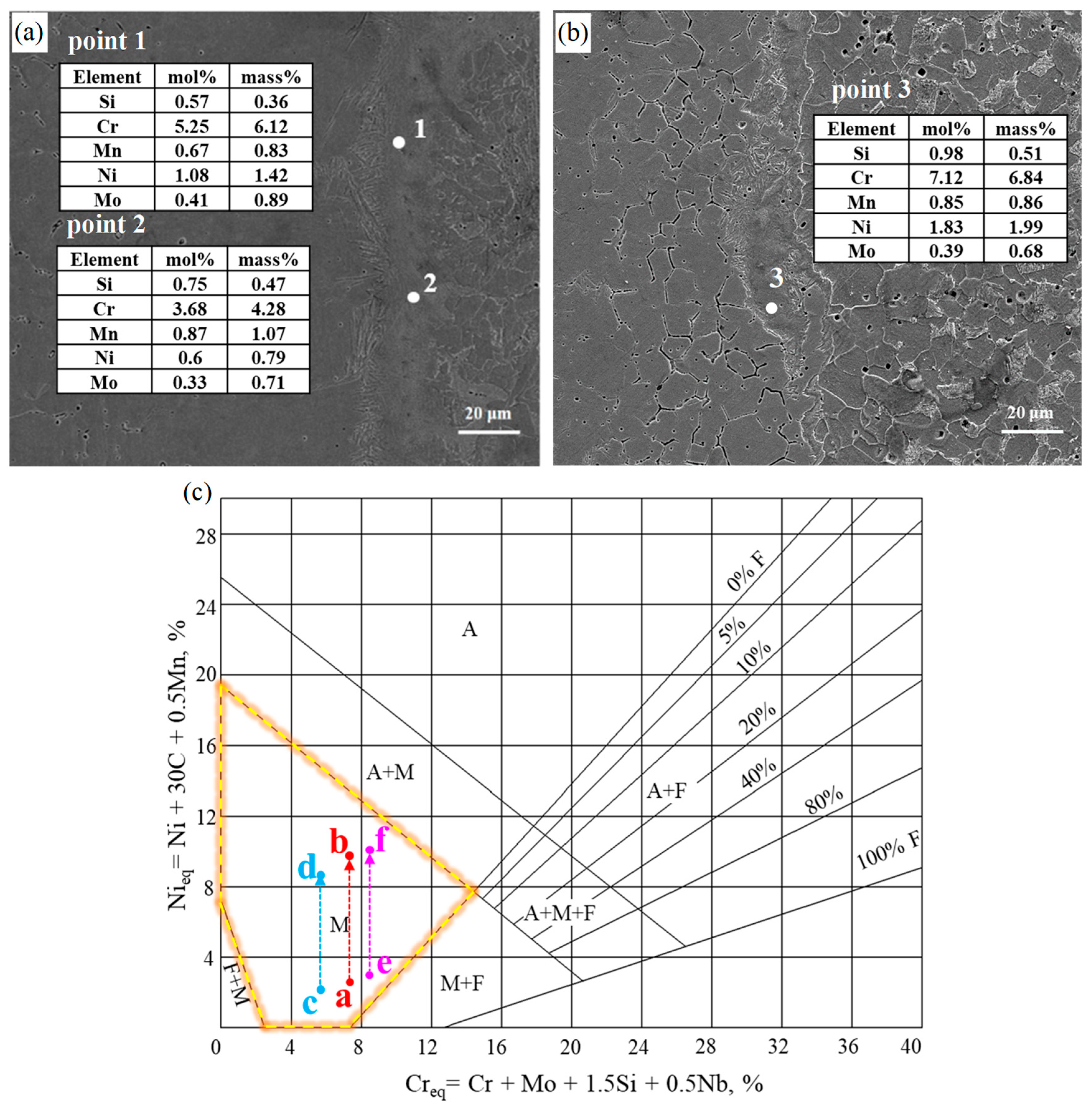
3.1. Effect of Element Diffusion on the Evolution of the Microstructure
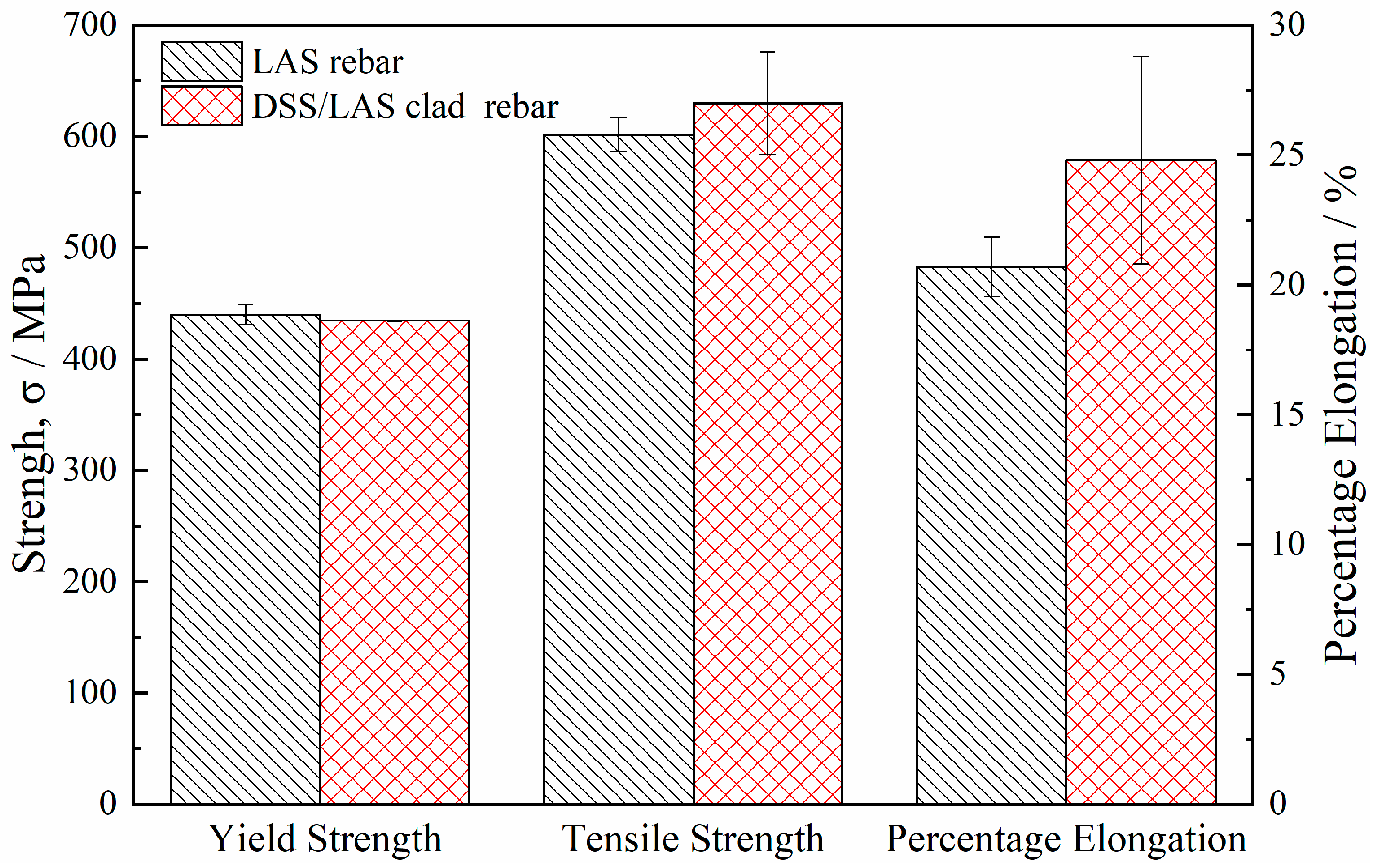
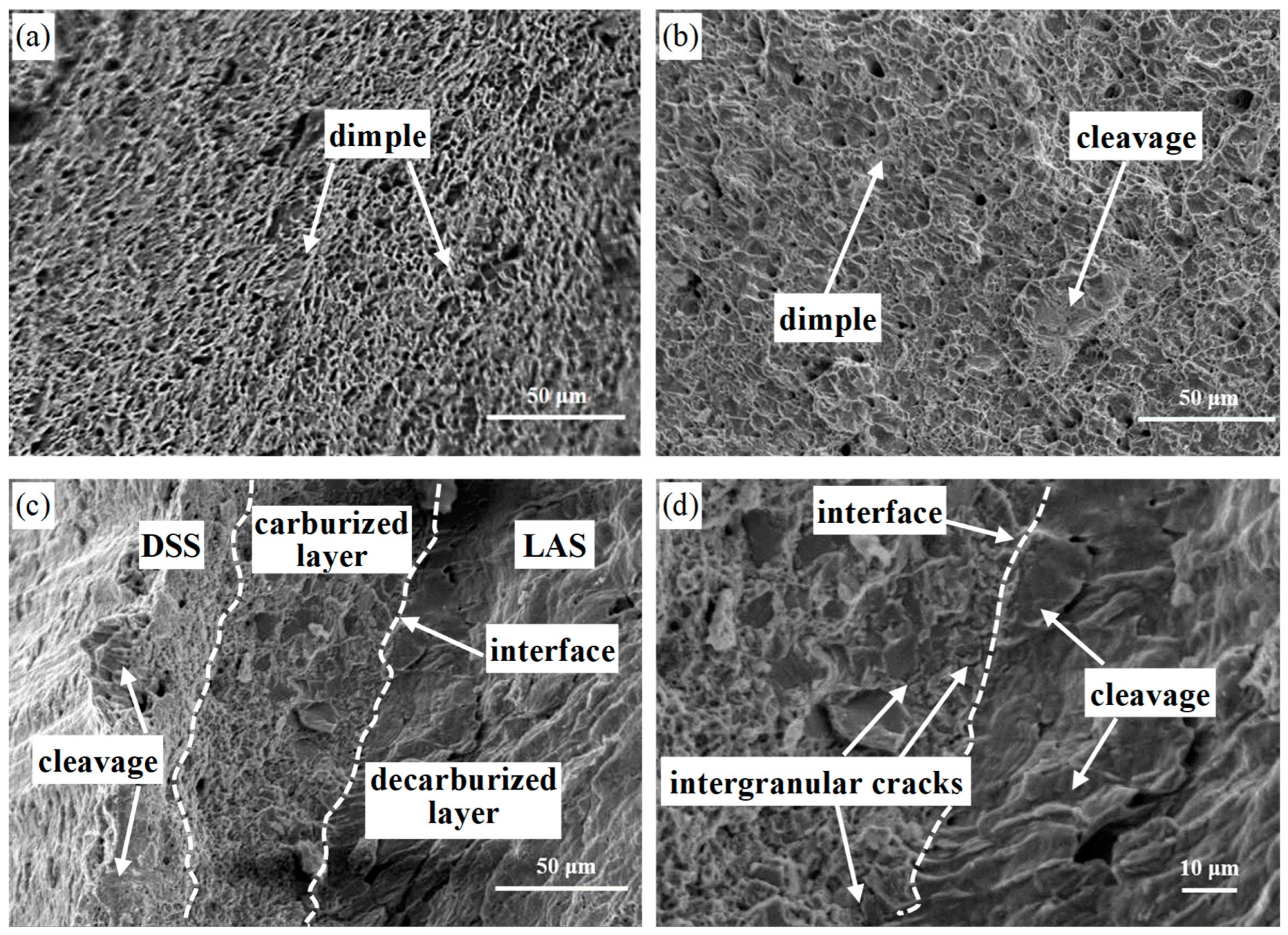
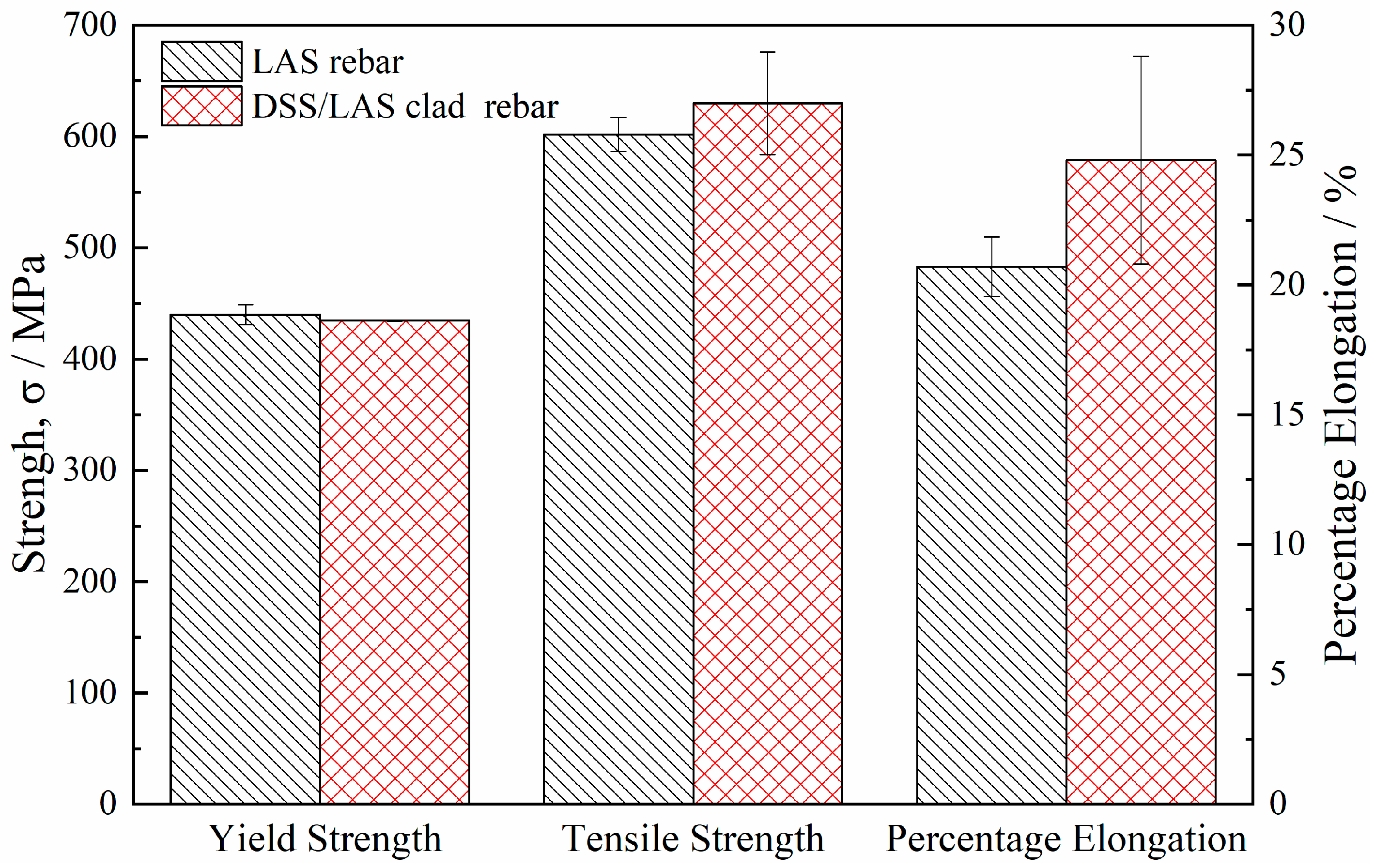
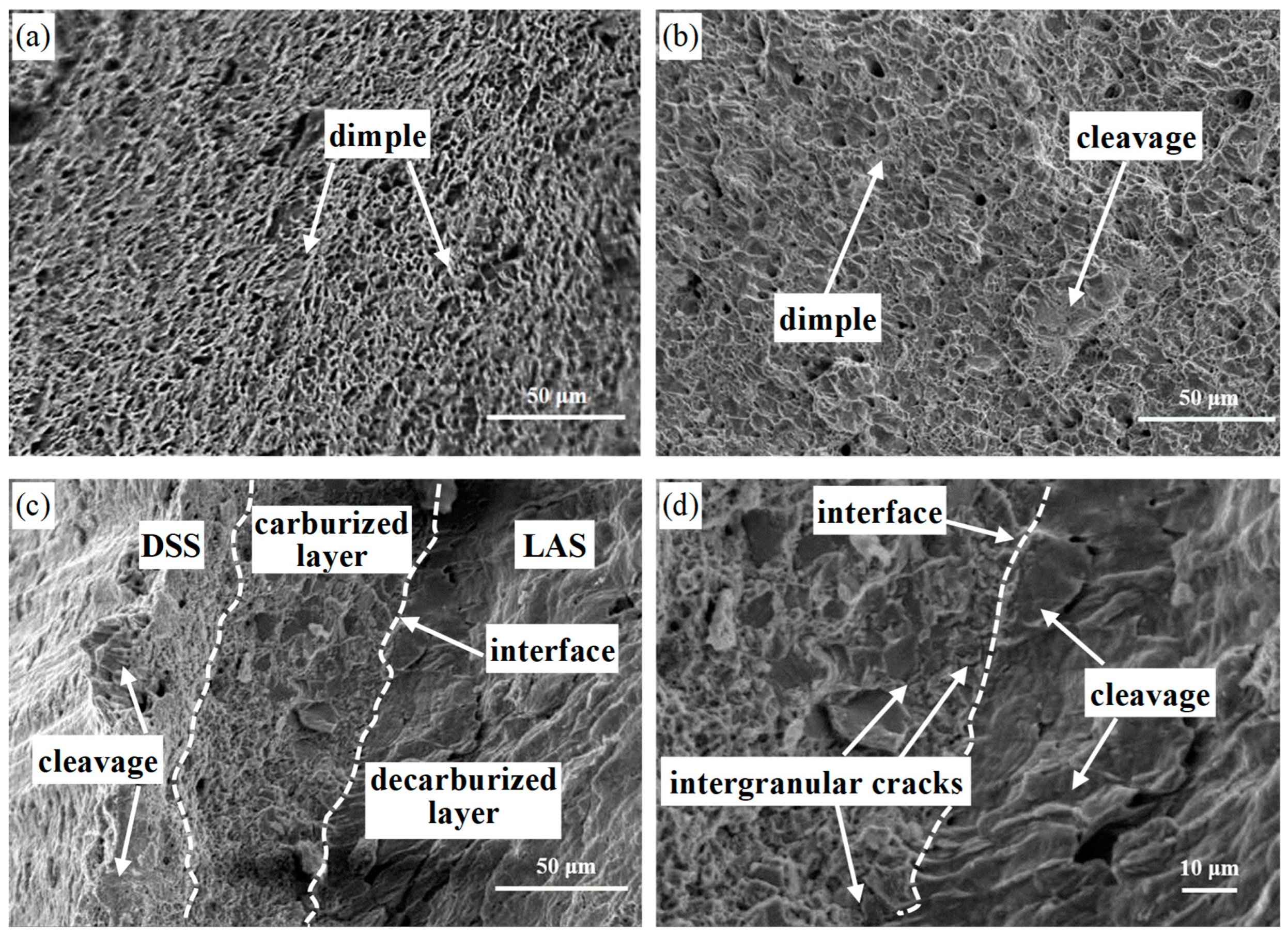
3.2. Effect of DSS Cladding on Tensile Properties
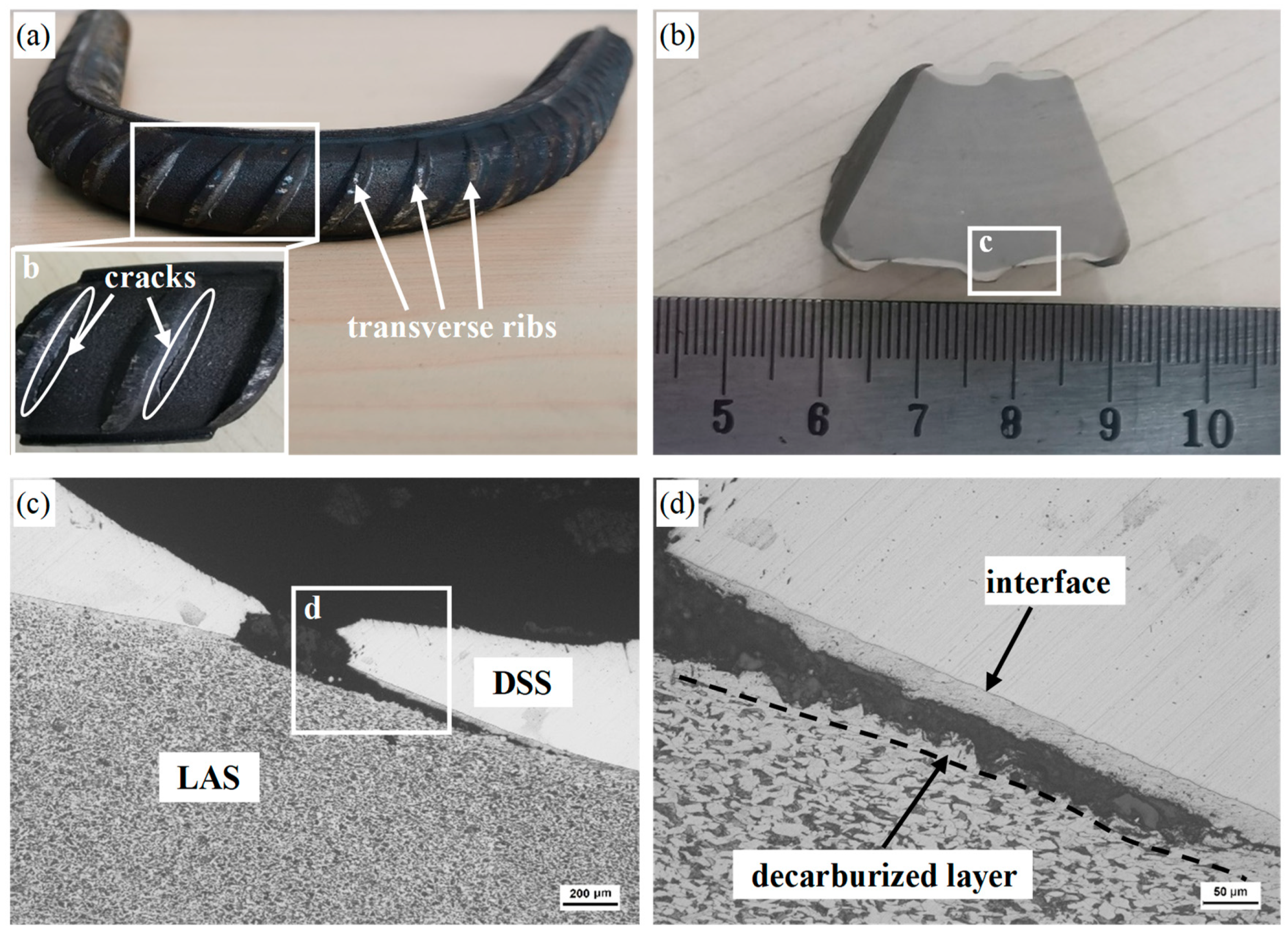
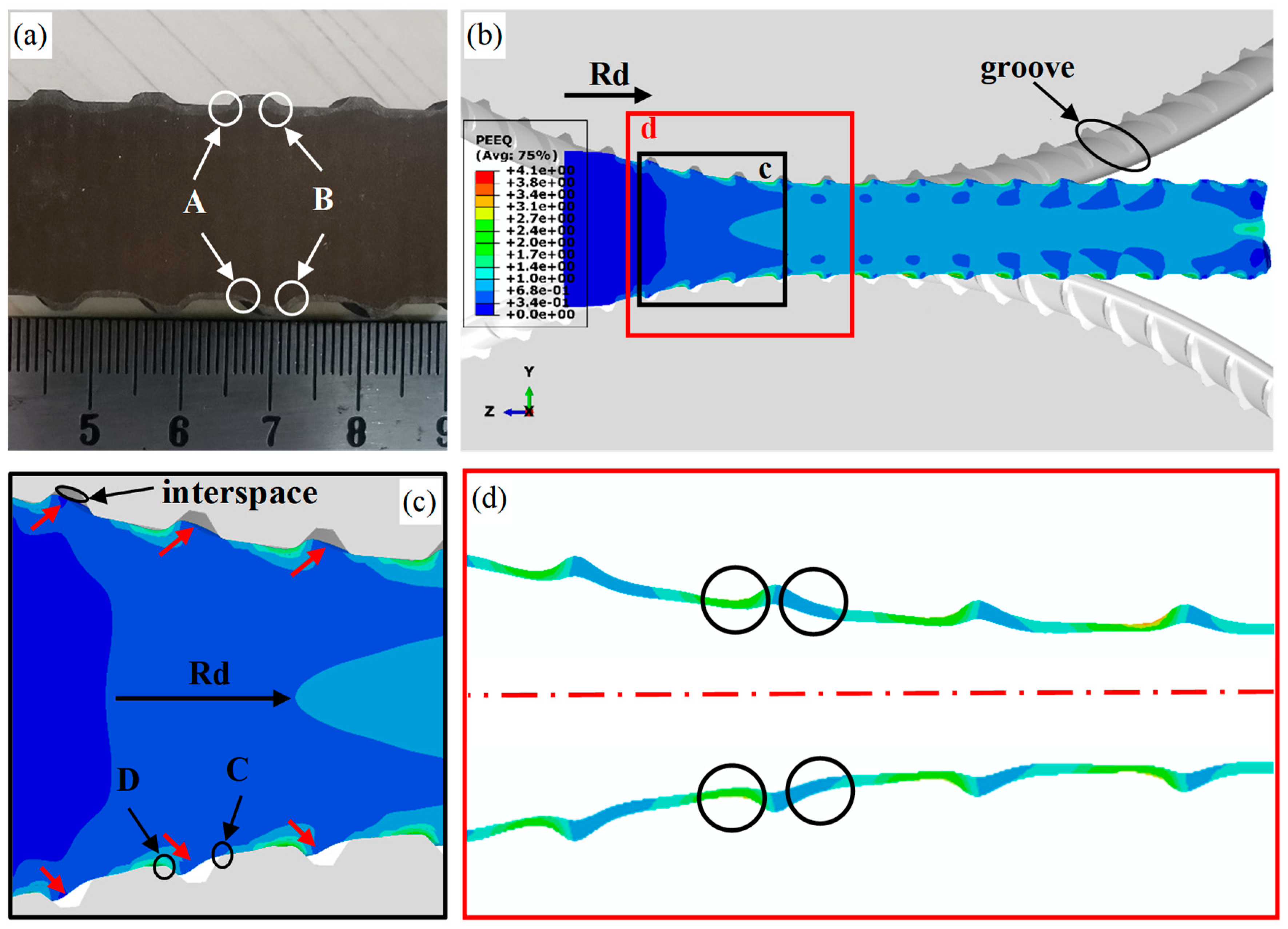
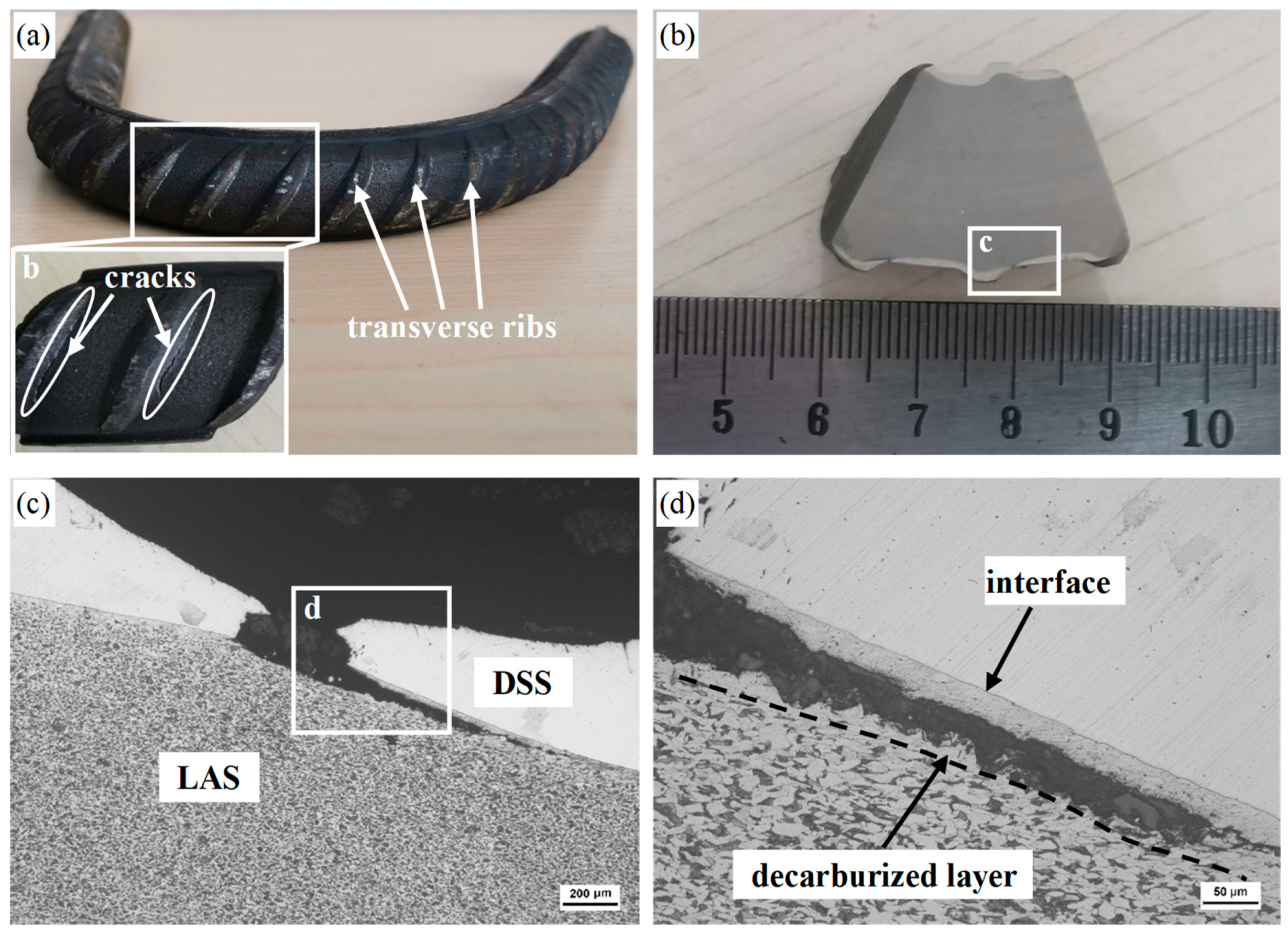
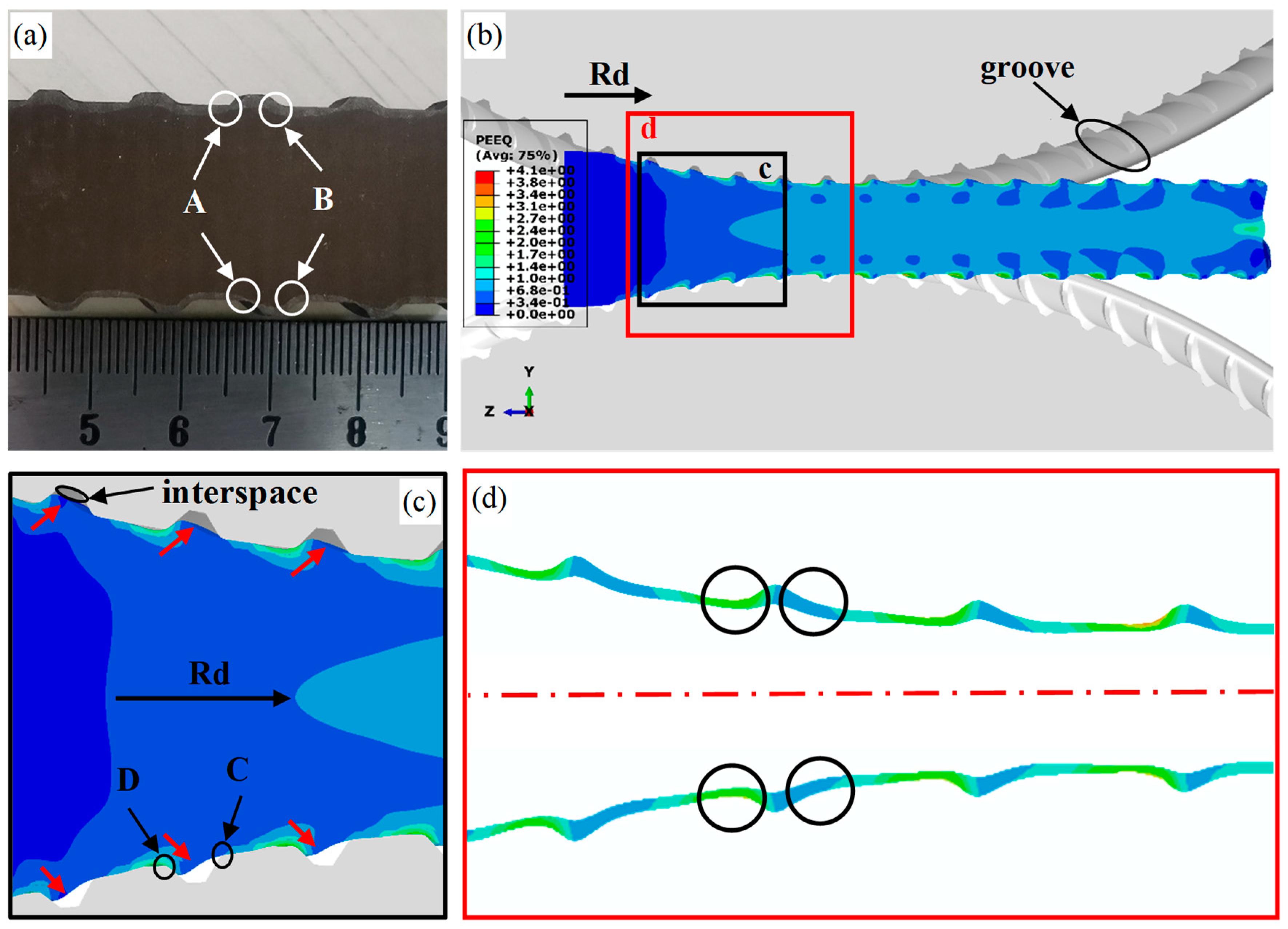
3.3. Effect of Cladding Thickness on Bending Properties
4. Conclusions
- Due to the effects of element diffusion and rolling reduction, the decarburization layer and the carburized layer form on the LAS side and the DSS side, respectively, and the thickness of the martensite layer at the interface decreases gradually. The microhardness at the interface reduces from 516.4 HV0.2 in the as-deposited material to 225.6 HV0.2 in the rolled material.
- Compared with the LAS rebar, the DSS/LAS-clad rebar has good mechanical properties, including 435 MPa of yield strength, 630 MPa of tensile strength and a 24.8% percentage elongation, which benefits from the dispersion strengthening that exists in the LAS side and the inhibition of premature necking by the DSS cladding.
- The shape of the groove causes a reduction in the cladding thickness at the transverse rib root of the DSS/LAS-clad rebar during the rolling process. The thinning of the cladding and the brittleness of the martensite layer leads to the cracking of the rebar’s transverse rib root. In particular, if the LAS at the transverse rib root is exposed due to a lack of DSS cladding, the decarburized layer with low strength will directly cause the root to crack after bending.
Author Contributions
Funding
Conflicts of Interest
References
- Yazdani, M.; Toroghinejad, M.R.; Hashemi, S.M. Investigation of Microstructure and Mechanical Properties of St37 Steel-Ck60 Steel Joints by Explosive Cladding. J. Mater. Eng. Perform. 2015, 24, 4032–4043. [Google Scholar] [CrossRef]
- Cao, R.; Zhao, X.K.; Ding, Y.; Zhang, X.B.; Jiang, X.X.; Yan, Y.J.; Chen, J.H. Effects of the rolling temperature on microstructure and mechanical properties of 2Cr13/316L laminated composites prepared by accumulative roll-bonding (ARB). Mater. Charact. 2018, 139, 153–164. [Google Scholar] [CrossRef]
- Liu, B.X.; Yin, F.X.; Dai, X.L.; He, J.N.; Fang, W.; Chen, C.X.; Dong, Y.C. The tensile behaviors and fracture characteristics of stainless steel clad plates with different interfacial status. Mater. Sci. Eng. A 2017, 679, 172–182. [Google Scholar] [CrossRef]
- Kaçar, R.; Acarer, M. Microstructure–property relationship in explosively welded duplex stainless steel–steel. Mater. Sci. Eng. A 2003, 363, 290–296. [Google Scholar] [CrossRef]
- Lee, K.S.; Jun, H.J.; Lee, Y.S. Fabrication of bimetallic rods consist of a Zr-based bulk metallic glass and a crystalline copper by co-extrusion. Intermetallics 2010, 18, 1958–1963. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.T.; Yu, H.L.; Su, L.H.; Xu, G.M.; Pan, J.S.; You, T.; Zhang, G.; Sun, K.M.; He, L.Z. Investigation on bonding strength of steel/aluminum clad sheet processed by horizontal twin-roll casting, annealing and cold rolling. Mater. Des. 2016, 112, 263–274. [Google Scholar] [CrossRef]
- Zhao, Z.; Tariq, N.u.H.; Tang, J.; Jia, C.; Qiu, X.; Ren, Y.; Liu, H.; Shen, Y.; Du, H.; Cui, X.; et al. Microstructural evolutions and mechanical characteristics of Ti/steel clad plates fabricated through cold spray additive manufacturing followed by hot-rolling and annealing. Mater. Des. 2020, 185, 108249. [Google Scholar] [CrossRef]
- Bina, M.H.; Dehghani, F.; Salimi, M. Effect of heat treatment on bonding interface in explosive welded copper/stainless steel. Mater. Des. 2013, 45, 504–509. [Google Scholar] [CrossRef]
- Du, J.J.; Zhang, X.; Liu, B.X.; Dong, Y.C.; Feng, J.H.; Chen, C.X.; Yin, F.X. Interface strengthening and fracture behavior of multilayer TWIP/TRIP steel. Mater. Chem. Phys. 2019, 223, 114–121. [Google Scholar] [CrossRef]
- Liu, B.X.; Wang, S.; Fang, W.; Ma, J.L.; Yin, F.X.; He, J.N.; Feng, J.H.; Chen, C.X. Microstructure and mechanical properties of hot rolled stainless steel clad plate by heat treatment. Mater. Chem. Phys. 2018, 216, 460–467. [Google Scholar] [CrossRef]
- Wang, S.; Liu, B.X.; Chen, C.X.; Feng, J.H.; Yin, F.X. Microstructure, mechanical properties and interface bonding mechanism of hot-rolled stainless steel clad plates at different rolling reduction ratios. J. Alloys Compd. 2018, 766, 517–526. [Google Scholar] [CrossRef]
- Zhu, Z.; He, Y.; Zhang, X.; Liu, H.; Li, X. Effect of interface oxides on shear properties of hot-rolled stainless steel clad plate. Mater. Sci. Eng. A 2016, 669, 344–349. [Google Scholar] [CrossRef]
- Liu, B.X.; Wang, S.; Fang, W.; Yin, F.X.; Chen, C.X. Meso and microscale clad interface characteristics of hot-rolled stainless steel clad plate. Mater. Charact. 2019, 148, 17–25. [Google Scholar] [CrossRef]
- Xie, G.M.; Luo, Z.A.; Wang, G.L.; Li, L.; Wang, G.D. Interface Characteristic and Properties of Stainless Steel/HSLA Steel Clad Plate by Vacuum Rolling Cladding. Mater. Trans. 2011, 52, 1709–1712. [Google Scholar] [CrossRef]
- Gutiérrez, I.; Urcola, J.J.; Bilbao, J.M.; Villar, L.M. Bonding by hot extrusion of Incoloy 825 and Duplex 2205 to low alloy steel. Mater. Sci. Technol. 1991, 7, 761–769. [Google Scholar] [CrossRef]
- Ma, H.; Qin, G.; Geng, P.; Li, F.; Fu, B.; Meng, X. Microstructure characterization and properties of carbon steel to stainless steel dissimilar metal joint made by friction welding. Mater. Des. 2015, 86, 587–597. [Google Scholar] [CrossRef]
- Chen, C.X.; Liu, M.Y.; Liu, B.X.; Yin, F.X.; Dong, Y.C.; Zhang, X.; Zhang, F.Y.; Zhang, Y.G. Tensile shear sample design and interfacial shear strength of stainless steel clad plate. Fusion Eng. Des. 2017, 125, 431–441. [Google Scholar] [CrossRef]
- Yan, M.; Sun, J.-N.; Huang, H.-G.; Chen, L.; Dong, K.; Chen, Z.-Y. Effect of hot rolling and cooling process on microstructure and properties of 2205/Q235 clad plate. J. Iron Steel Res. Int. 2018, 25, 1113–1122. [Google Scholar] [CrossRef]
- Mas, F.; Tassin, C.; Valle, N.; Robaut, F.; Charlot, F.; Yescas, M.; Roch, F.; Todeschini, P.; Bréchet, Y. Metallurgical characterization of coupled carbon diffusion and precipitation in dissimilar steel welds. J. Mater. Sci. 2016, 51, 4864–4879. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, J.; Jia, F.; Liang, X.; Zhang, Q.; Yuan, X.; Jiao, S.; Jiang, Z. Interfacial characteristics and mechanical properties of duplex stainless steel bimetal composite by heat treatment. Mater. Sci. Eng. A 2020, 787, 139513. [Google Scholar] [CrossRef]
- Tao, Y.; Yu-an, J.; Xiaolin, Y.; Wenbin, L.; Qihang, P.; Guo, J. Microstructures and properties of roll-bonded stainless/medium carbon steel clad plates. J. Mater. Process. Technol. 2019, 266, 264–273. [Google Scholar] [CrossRef]
- Xiao, F.; Wang, D.; Hu, W.; Cui, L.; Gao, Z.; Zhou, L. Effect of Interlayers on Microstructure and Properties of 2205/Q235B Duplex Stainless Steel Clad Plate. Acta Metall. Sin-Engl. 2020, 33, 679–692. [Google Scholar] [CrossRef]
- Motarjemi, A.K.; Koçak, M.; Ventzke, V. Mechanical and fracture characterization of a bi-material steel plate. Int. J. Press. Vessel. Pip. 2002, 79, 181–191. [Google Scholar] [CrossRef]
- Dhib, Z.; Guermazi, N.; Ktari, A.; Gasperini, M.; Haddar, N. Mechanical bonding properties and interfacial morphologies of austenitic stainless steel clad plates. Mater. Sci. Eng. A 2017, 696, 374–386. [Google Scholar] [CrossRef]
- Nambu, S.; Michiuchi, M.; Inoue, J.; Koseki, T. Effect of interfacial bonding strength on tensile ductility of multilayered steel composites. Compos. Sci. Technol. 2009, 69, 1936–1941. [Google Scholar] [CrossRef]
- Yanagimoto, J.; Oya, T.; Kawanishi, S.; Tiesler, N.; Koseki, T. Enhancement of bending formability of brittle sheet metal in multilayer metallic sheets. CIRP Ann. 2010, 59, 287–290. [Google Scholar] [CrossRef]
- Liu, B.X.; Huang, L.J.; Geng, L.; Wang, B.; Cui, X.P. Fracture behaviors and microstructural failure mechanisms of laminated Ti–TiBw/Ti composites. Mater. Sci. Eng. A 2014, 611, 290–297. [Google Scholar] [CrossRef]
- Saha, S.; Chattopadhyay, A.; Singh, A.K. Propagation of rayleigh type wave in an initially stressed voigt type viscoelastic layer. Procedia Eng. 2017, 173, 1162–1168. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | N | Cr | Ni | Mo | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|
| LAS | 0.246 | 0.496 | 1.24 | 0.011 | 0.027 | - | 0.20 | 0.07 | - | Bal. |
| DSS | 0.026 | 0.405 | 1.22 | 0.022 | 0.001 | 0.166 | 23.1 | 4.84 | 3.28 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Liu, X.; Chen, J.; Liu, X.; Zhang, H.; Wang, B.; Feng, G. Investigation of the Interfacial Characteristics and Mechanical Properties of Duplex Stainless Steel/Low-Alloy Steel Clad Rebar. Metals 2022, 12, 1573. https://doi.org/10.3390/met12101573
Ma J, Liu X, Chen J, Liu X, Zhang H, Wang B, Feng G. Investigation of the Interfacial Characteristics and Mechanical Properties of Duplex Stainless Steel/Low-Alloy Steel Clad Rebar. Metals. 2022; 12(10):1573. https://doi.org/10.3390/met12101573
Chicago/Turabian StyleMa, Jian, Xuming Liu, Jilin Chen, Xin Liu, Hongliang Zhang, Baoshan Wang, and Guanghong Feng. 2022. "Investigation of the Interfacial Characteristics and Mechanical Properties of Duplex Stainless Steel/Low-Alloy Steel Clad Rebar" Metals 12, no. 10: 1573. https://doi.org/10.3390/met12101573
APA StyleMa, J., Liu, X., Chen, J., Liu, X., Zhang, H., Wang, B., & Feng, G. (2022). Investigation of the Interfacial Characteristics and Mechanical Properties of Duplex Stainless Steel/Low-Alloy Steel Clad Rebar. Metals, 12(10), 1573. https://doi.org/10.3390/met12101573