1. Introduction
Titanium aluminides (TiAl), especially intermetallic γ-based alloys, have a high application potential in the automotive industry, as well as in aerospace engineering, e.g., for the blades of low-pressure turbines. Due to their good high-temperature creep resistance, high specific strength and low density of 3.9–4.2 g/cm
3, they can be used as a substitute for titanium and nickel-based alloys [
1]. However, due to their brittleness, they are difficult to process; therefore, the SPS process is often used [
2].
In the SPS or FAST powder sintering process, in addition to uniaxial loading, electric current (DC) is passed through the tool, which acts as a heat source due to the Joule effect. Heat generation is highly dependent on the electrical resistance of the tool and the material being processed and is locally greatest at the point of highest resistance. During the process, high heating rates of up to 1000 K/min can be realised. The tool material used is often graphite; consequently, pressures of up to 150 MPa can be realised [
3]. As graphite reacts with oxygen at temperatures above 600 °C, the process is carried out in a protective atmosphere or under vacuum [
4]. By adjusting the temperature, pressure, heating rate and dwell time, the degree of compaction, as well as the microstructure, and consequently the mechanical properties of the final product, can be influenced [
3]. For complete compaction, the powder particles are subject to different mechanisms, such as plastic deformation and surface diffusion, caused by surface tension [
5].
For some TiAl alloys, there are already various studies on the influence of temperature on the resulting microstructure. For example, Couret et al. [
6] adjusted the three basic microstructural morphologies in GE48—near-γ, duplex and lamellar—by selectively varying the holding temperature. Voisin et al. [
7] studied the influence of temperature distribution in the powder on the resulting microstructure with an additional FEM simulation. Lagos et al. [
8] investigated the densification process with a focus on the development of the microstructure, the influence of temperature and the diffusion of the elements. For TNM, Voisin et al. [
9] were also able to set different microstructure morphologies by varying the sintering temperature.
For the SPS process, the influence of dwell time and pressure on the microstructure and relative densities has only been carried out for a few other powder alloys, so far. Safian et al. [
10] showed for ZnSe powder that a higher sintering temperature and holding pressure result in an increased density and grain size, with the influence of temperature being significantly greater than that of the holding pressure. Radingoana et al. [
11] reported for ZnO an increase in the relative density with increasing pressure, while at the same time the grain size showed a decreasing tendency. They also showed an increase in the relative density with increased temperature, which simultaneously reduced the pressure. Cheng et al. [
12] demonstrated an increasing hardness and grain size for TiC with increasing temperature and holding time. In addition, they were able to show that the relative density increases to varying degrees with increasing temperature and dwell time. It is very likely that the parameters studied also influence intermetallic TiAl alloys. Indeed, some of the previous studies were carried out at different dwell times and pressures. However, comparability is not guaranteed because different sample dimensions and tools were used, as well as different methods for determining the actual temperature in the powder.
From the studies with different alloys, it can be deduced that temperature, dwell time and pressure have different effects on the microstructure and the relative density. Consequently, it can be postulated that there is an optimal combination of parameters for GE48 and TNM powder, with which, complete compaction can be achieved with the desired microstructure.
In this work, commercially available pre-alloyed GE48 and TNM powders are processed in the SPS process. The aim is to investigate the influence of dwell time, holding pressure and temperature on relative density, resulting microstructure and resulting hardness, as well as to prove the proposed hypothesis.
2. Materials and Methods
The investigations were carried out using two different γ-based TiAl powder alloys, the frequently researched GE48 and TNM, which, due to its high content of niobium and molybdenum, also has a beta phase. Both alloys have a particle size range from 45 to 150 µm. Their compositions according to the manufacturer are listed in
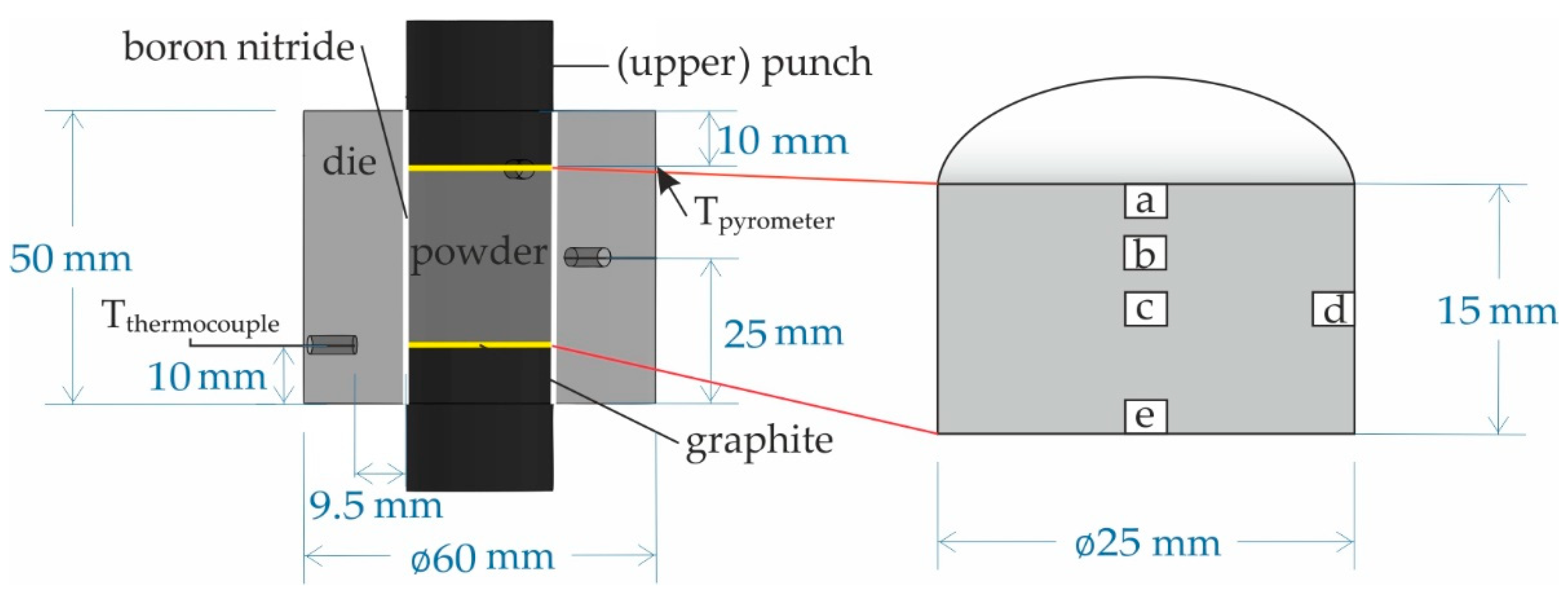
Table 1. All powders were produced by the electrode induction melting gas atomization process (EIGA) and classified under argon gas. The SPS tests were conducted on a sintering press DSP 507 by Dr. Fritsch GmbH and Co. KG using the setup as shown in
Figure 1.
The tool material featured was graphite grade 2333 from Mersen Deutschland Suhl GmbH, Suhl, Germany. In order to reduce heat dissipation, the die was covered with a cylindrical carbon-bonded carbon fibre (CBCF) insulation with 62 mm height, 121 mm inner diameter and 181 mm outer diameter (not shown in
Figure 1). Before each test, all contact surfaces between powder and tool were sprayed with a release agent to prevent the powder from bonding to the tool and then air-dried. According to preliminary tests [
13], a modified release agent strategy was applied. For this, both punch faces were sprayed with graphite, while the die cavity was sprayed with boron nitride. The bottom of the die was closed with a punch, powder was filled in and the top of the die was closed with another punch. In order to manufacture cylindrical compacts with a diameter of 25 mm and a height of 15 mm at 100% compaction, 29.23 g GE48 and 30.56 g TNM powder were required.
In the next step, the powder was pre-compacted at less than 5 MPa pressure on a hydraulic manual press, with both punches protruding equally from the die to ensure that the powder can be heated evenly in the subsequent SPS process. The atmosphere in the SPS chamber was set to fine vacuum at the beginning of the experiments and the same heating rates, 50 K/min up to 900 °C and 20 K/min beyond, were used for all experiments. The holding pressure (30 MPa and 65 MPa) and the dwell time (2 min and 10 min) at each desired temperature were varied. The holding pressure was set directly at the beginning of the process and was not changed during it. The sintering temperature was varied from 1150 °C to 1350 °C for GE48 and from 1150 °C to 1400 °C for TNM, each in 50 °C increments. Information on the sintering temperature refers to the temperature determined in the centre of the powder, unless otherwise stated.
Up to a target temperature of 1160 °C in the die, temperature control was achieved by three type-K thermocouples, which were inserted into 8 mm deep holes in the die wall, 9.5 mm from the powder cavity at 10, 25 and 40 mm axial heights at an angle of 120° to each other (
Figure 1 Left). Each thermocouple temperature T
thermocouple mentioned in this report refers to its maximum measured value of the three thermocouples used, which was usually in the middle position. For temperatures measured above 1160 °C, the control was carried out by a pyrometer pointing at the die (T
pyrometer). Before starting an experiment, the pyrometer was adjusted to the die at a distance of 10 mm axially from the upper edge of the die and was not moved during the experiment.
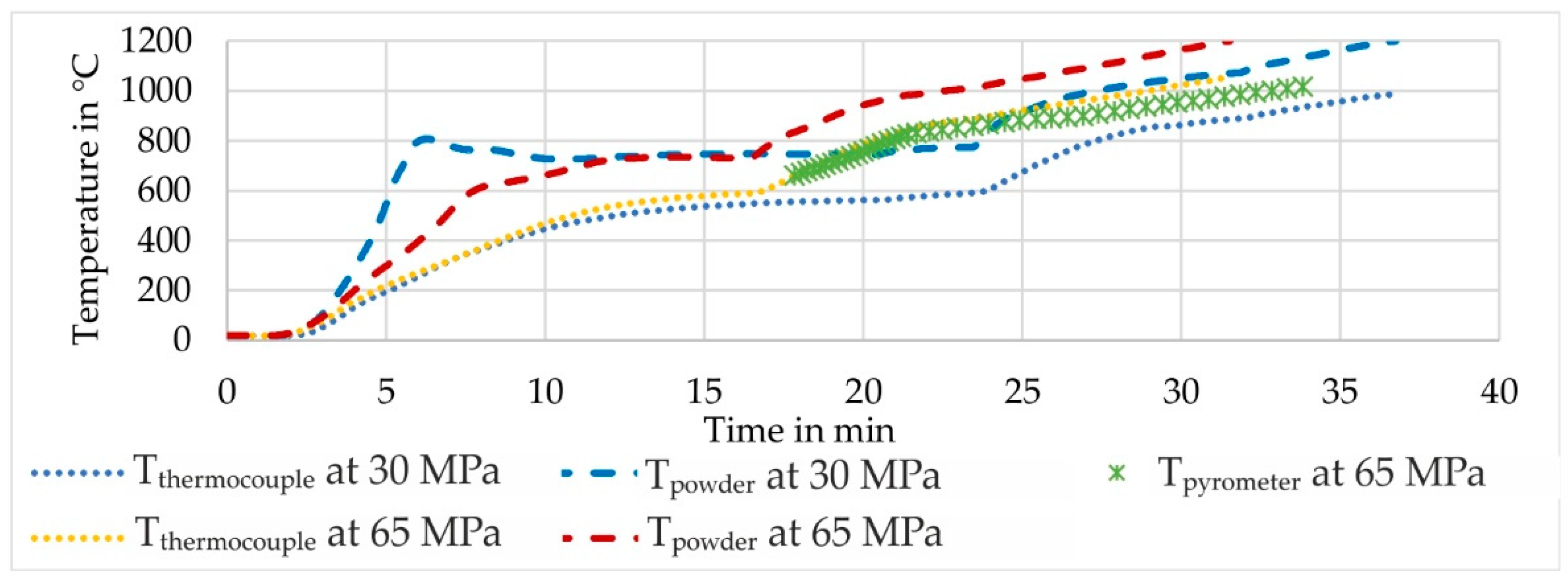
During the experiments, temperature measurement directly in the powder was not feasible. Therefore, correction factors were determined for each powder alloy, with which the actual powder temperature can be concluded, based on Tthermocouple or Tpyrometer. Initial SPS tests were carried out in which a groove was provided in the upper punch through which a suitably bent type-K thermocouple was guided into the centre of the powder. The holding pressure was also varied between 30 MPa and 65 MPa. The tests were carried out until the thermocouple in the powder failed at 1200 °C. Both temperatures Tpowder and Tthermocouple were recorded. Next, the correction factors for temperature measurement with the pyrometer were determined. Further SPS tests, up to Tthermocouple = 1150 °C, were carried out while a pyrometer was aligned on the die. For the determination of Tpyrometer at higher Tthermocouple, a linear equation was set up to describe the temperature correlation.
In order to quantify the influence of dwell time and holding pressure on the compaction and the resulting microstructure, the relative density was first determined. For this, the actual density of the sintered part was calculated by measuring weight and volume (or rather diameter and height) and was then divided by the full density, according to the manufacturer, which is 3.97 g/cm
3 for GE48 and 4.15 g/cm
3 for TNM [
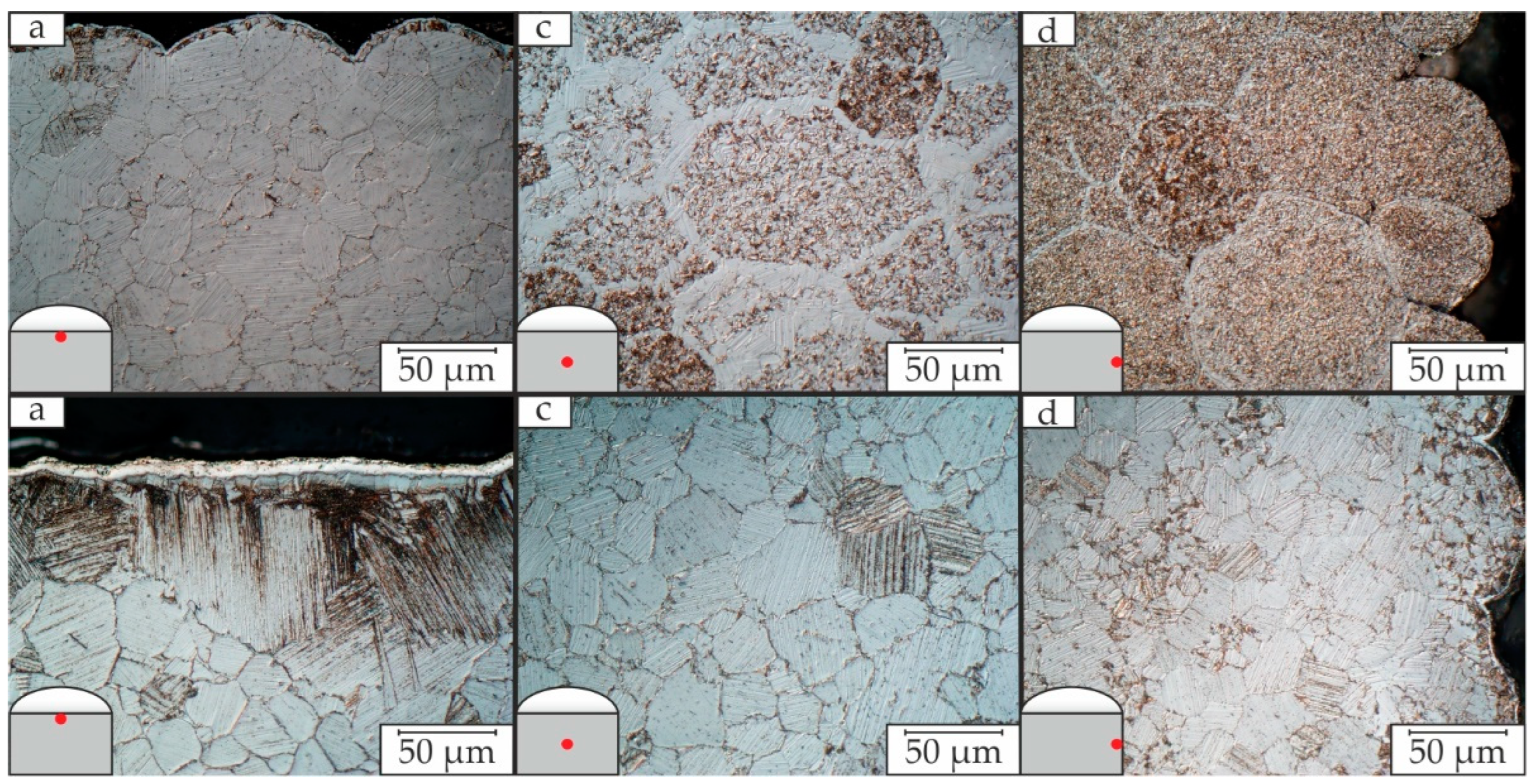
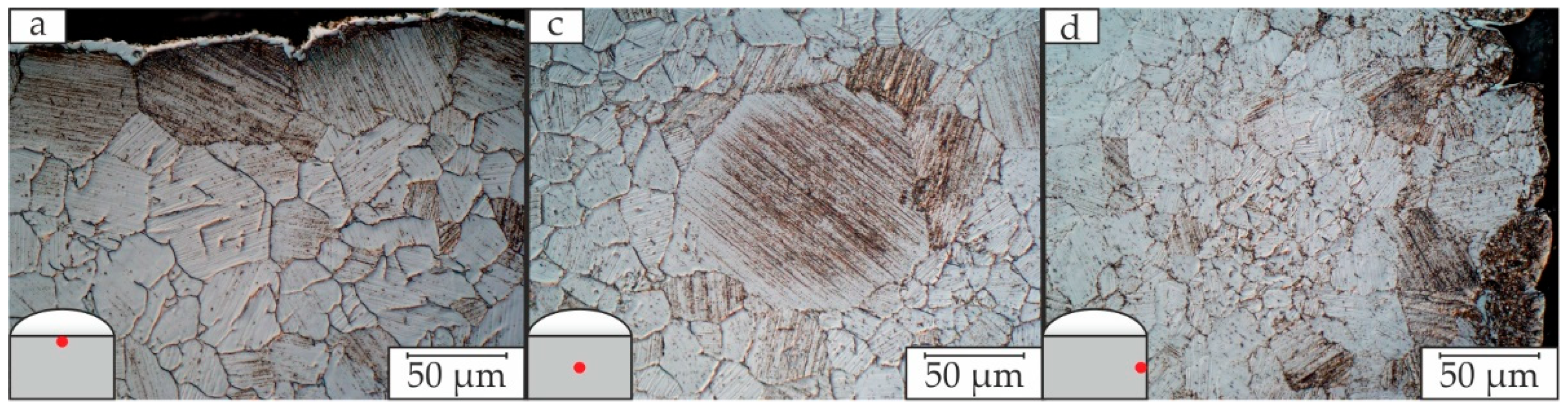
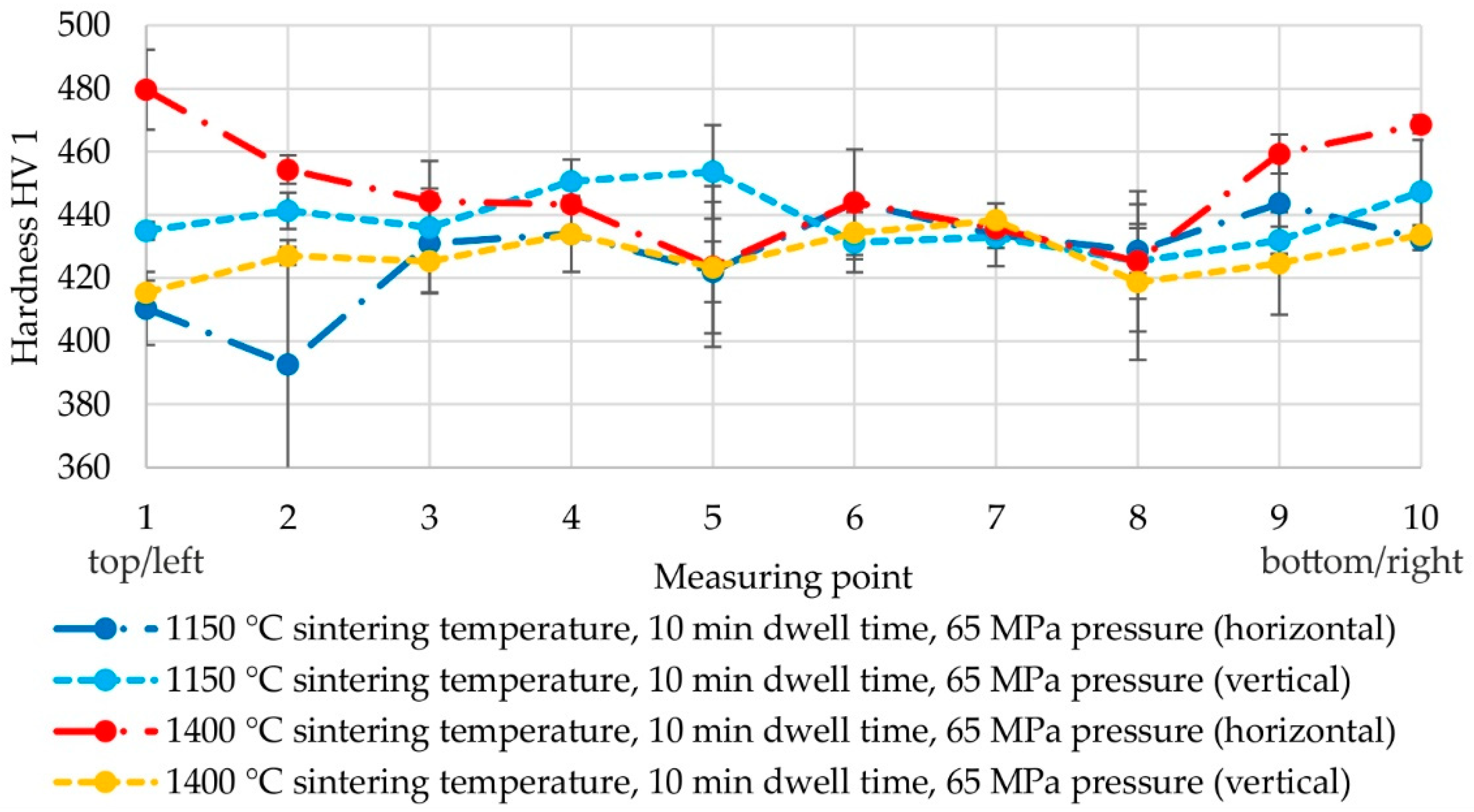
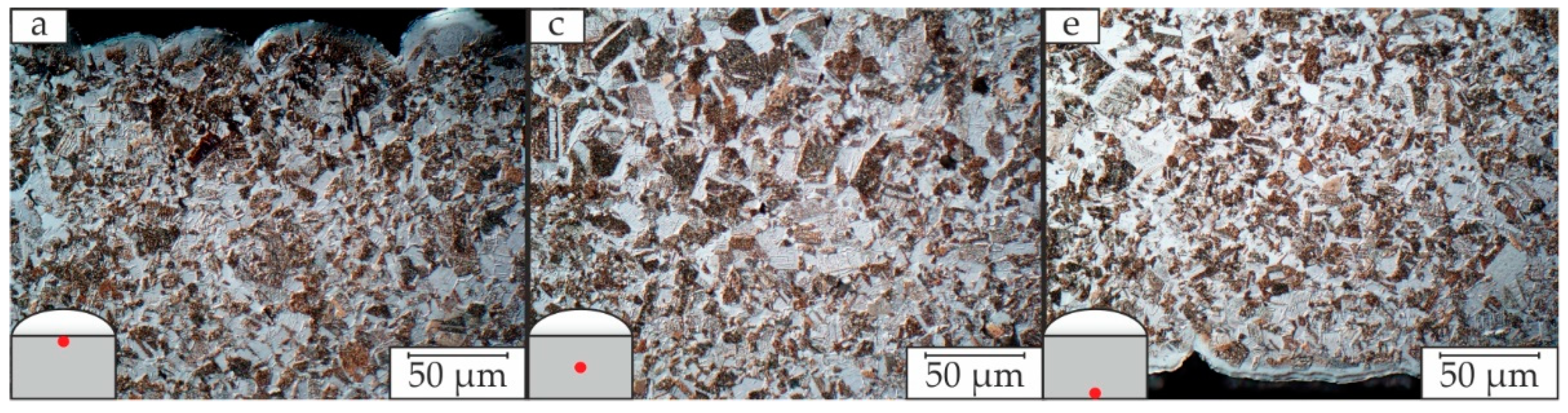
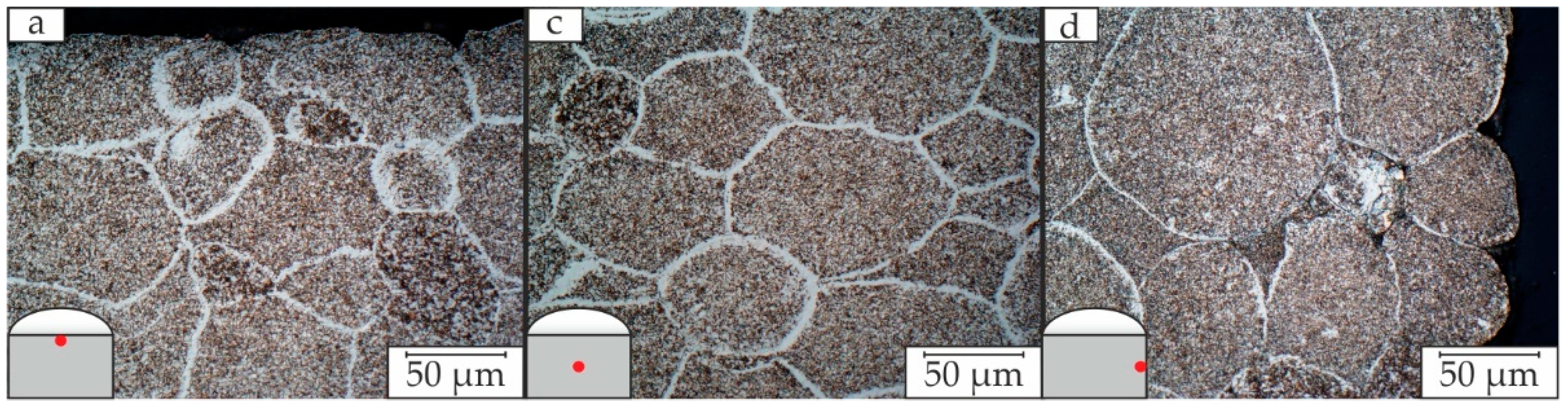
14]. Afterwards, the evaluation was carried out based on Vickers hardness measurements and microstructural analyses in the positions shown in
Figure A1 and
Figure 1 Right. Therefore, the samples were prepared metallographically and etched according to Kroll (3 mL HF + 6 mL HNO
3 + 100 mL H
2O) [
15]. It was decided to use a hardness measurement method, according to HV1, carried out according to DIN EN ISO 6507-1 (test load 9.807 N), in order to map the influences of pores and the different microstructures.
Author Contributions
Conceptualization, B.-A.B. and K.B.; methodology, A.H.; validation, K.B., J.P. and A.H.; investigation, A.H.; writing—original draft preparation, A.H.; writing—review and editing, K.B., J.P. and A.H.; visualization, A.H.; supervision, B.-A.B., K.B. and J.P.; project administration, B.-A.B.; funding acquisition, B.-A.B. All authors have read and agreed to the published version of the manuscript.
Funding
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—Project-ID 394563137—SFB 1368.
Data Availability Statement
The data presented in this study are available in the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Annamalai, A.R.; Srikanth, M.; Varshney, R.; Ashokkumar, M.Y.; Patro, S.K.; Jen, C.-P. Microstructure Evolution and Mechanical Properties of Spark Plasma Sintered Manganese Addition on Ti-48Al-2Cr-2Nb Alloys. Metals 2020, 10, 1577. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallics. Acta Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Martins, D.; Grumbach, F.; Simoulin, A.; Sallot, P.; Mocellin, K.; Bellet, M.; Estournès, C. Spark plasma sintering of a commercial TiAl 48-2-2 powder: Densification and creep analysis. Mater. Sci. Eng. A 2018, 711, 313–316. [Google Scholar] [CrossRef] [Green Version]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Mondalek, P.; Silva, L.; Bellet, M. A Numerical Model for Powder Densification by SPS Technique. Adv. Eng. Mater. 2011, 13, 587–593. [Google Scholar] [CrossRef] [Green Version]
- Couret, A.; Voisin, T.; Thomas, M.; Monchoux, J.-P. Development of a TiAl Alloy by Spark Plasma Sintering. JOM 2017, 69, 2576–2582. [Google Scholar] [CrossRef] [Green Version]
- Voisin, T.; Durand, L.; Karnatak, N.; Le Gallet, S.; Thomas, M.; Le Berre, Y.; Castagné, J.-F.; Couret, A. Temperature control during Spark Plasma Sintering and application to up-scaling and complex shaping. J. Mater. Processing Technol. 2013, 213, 269–278. [Google Scholar] [CrossRef]
- Lagos, M.A.; Agote, I. SPS synthesis and consolidation of TiAl alloys from elemental powders: Microstructure evolution. Intermetallics 2013, 36, 51–56. [Google Scholar] [CrossRef]
- Voisin, T.; Monchoux, J.-P.; Hantcherli, M.; Mayer, S.; Clemens, H.; Couret, A. Microstructures and mechanical properties of a multi-phase β-solidifying TiAl alloy densified by spark plasma sintering. Acta Mater. 2014, 73, 107–115. [Google Scholar] [CrossRef]
- Safian, S.; Zakeri, M.; Rahimipour, M.R.; Rahbari, A.; Irom, E. Influence of SPS parameters on the density and hardness of zinc selenide. Int. J. Mater. Res. 2016, 107, 948–953. [Google Scholar] [CrossRef]
- Radingoana, P.M.; Guillemet-Fritsch, S.; Olubambi, P.A.; Chevallier, G.; Estournès, C. Influence of processing parameters on the densification and the microstructure of pure zinc oxide ceramics prepared by spark plasma sintering. Ceram. Int. 2019, 45, 10035–10043. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Xie, Z.; Liu, G.; Liu, W.; Xue, W. Densification and mechanical properties of TiC by SPS-effects of holding time, sintering temperature and pressure condition. J. Eur. Ceram. Soc. 2012, 32, 3399–3406. [Google Scholar] [CrossRef]
- Behrens, B.A.; Heymann, A. Investigation on temperature control in the SPS process with titanium aluminides. In Proceedings of the METAL 2021, Brno, Czech Republic, 26–28 May 2021; pp. 1089–1094. [Google Scholar]
- Behrens, B.A.; Brunotte, K.; Bohr, D. Experimental Investigation of Endogenous Lubrication during Cold Upsetting of Sintered Powder Metallurgical Components. KEM 2018, 767, 163–170. [Google Scholar] [CrossRef]
- Seeger, J.; Klein, J.; Mecking, H. Farbmetallographie an den intermetallischen Phasen γ-TiAl und α2-Ti3Al Colour Metallography of the Intermetallic Phases γ-TiAl und α2-Ti3Al. Pract. Metallogr. 1990, 27, 236–241. [Google Scholar] [CrossRef]
- Wei, X.; Giuntini, D.; Maximenko, A.L.; Haines, C.D.; Olevsky, E.A. Experimental Investigation of Electric Contact Resistance in Spark Plasma Sintering Tooling Setup. J. Am. Ceram. Soc. 2015, 98, 3553–3560. [Google Scholar] [CrossRef]
- Rizika, J.W.; Rohsenow, W.M. Thermocouple Thermal Error. Ind. Eng. Chem. 1952, 44, 1168–1171. [Google Scholar] [CrossRef]
- Guillon, O. Effects of Applied Stress and Heating Rate in Field Assisted Sintering. In Sintering: Mechanisms of Convention Nanodensification and Field Assisted Processes; Castro, R.H.R., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 195–213. ISBN 9783642310096. [Google Scholar]
- Grasso, S.; Sakka, Y.; Maizza, G. Pressure Effects on Temperature Distribution during Spark Plasma Sintering with Graphite Sample. Mater. Trans. 2009, 50, 2111–2114. [Google Scholar] [CrossRef] [Green Version]
- Barkov, L.A.; Samodurova, M.N.; Zakirov, R.A.; Latfulina, Y.S. Device for One- and Two-Sided Molding of Refractory Metal Powders Into Electric-Arc Melting Electrode Workpieces. Metallurgist 2018, 61, 917–921. [Google Scholar] [CrossRef]
- Ternovoi, Y.F.; Tsipunov, A.G.; Kuratchenko, S.B.; Kuimova, O.M.; Kondakova, K.V. Pore formation in atomized powders. Sov. Powder Metall. Met. Ceram. 1985, 24, 10–13. [Google Scholar] [CrossRef]
- Borkar, T.; Banerjee, R. Influence of spark plasma sintering (SPS) processing parameters on microstructure and mechanical properties of nickel. Mater. Sci. Eng. A 2014, 618, 176–181. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}