
Improving Fatigue Limit and Rendering Defects Harmless through Laser Peening in Additive-Manufactured Maraging Steel



Abstract
:1. Introduction
2. Experiments
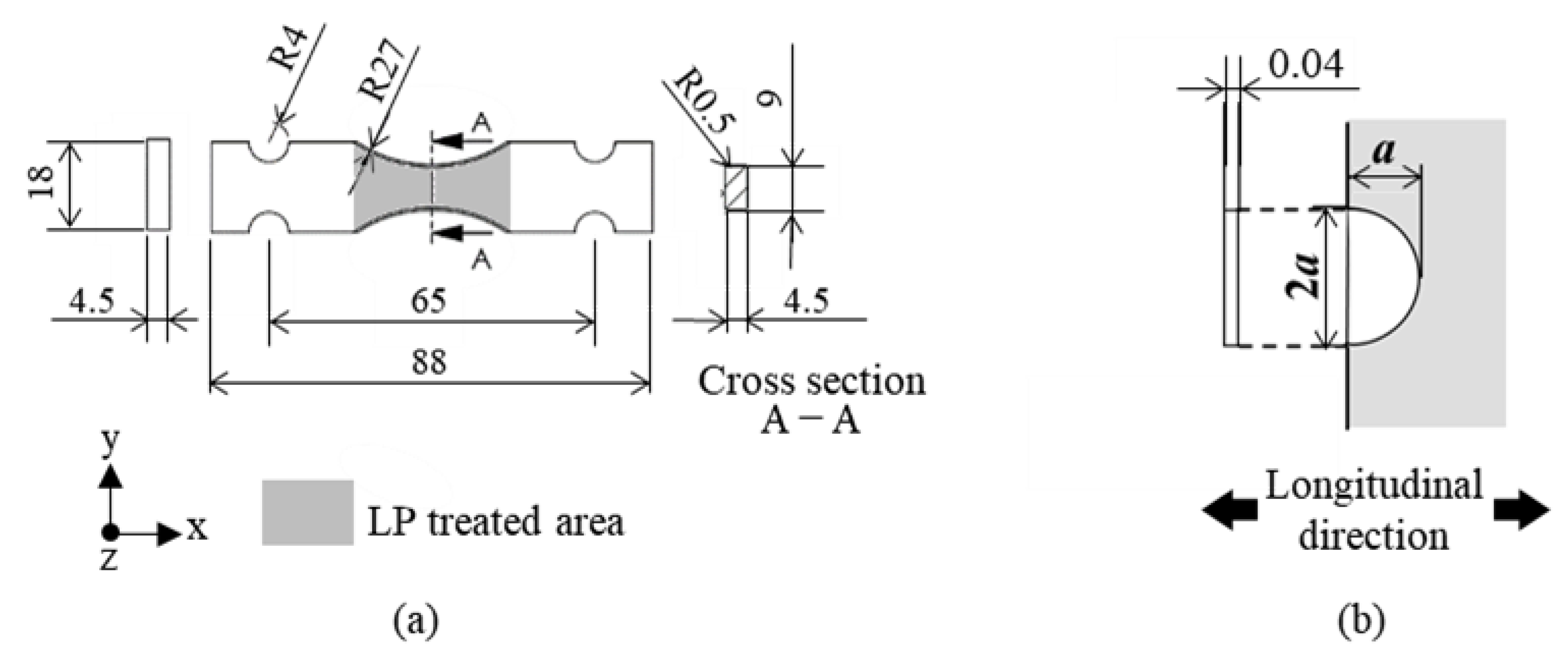
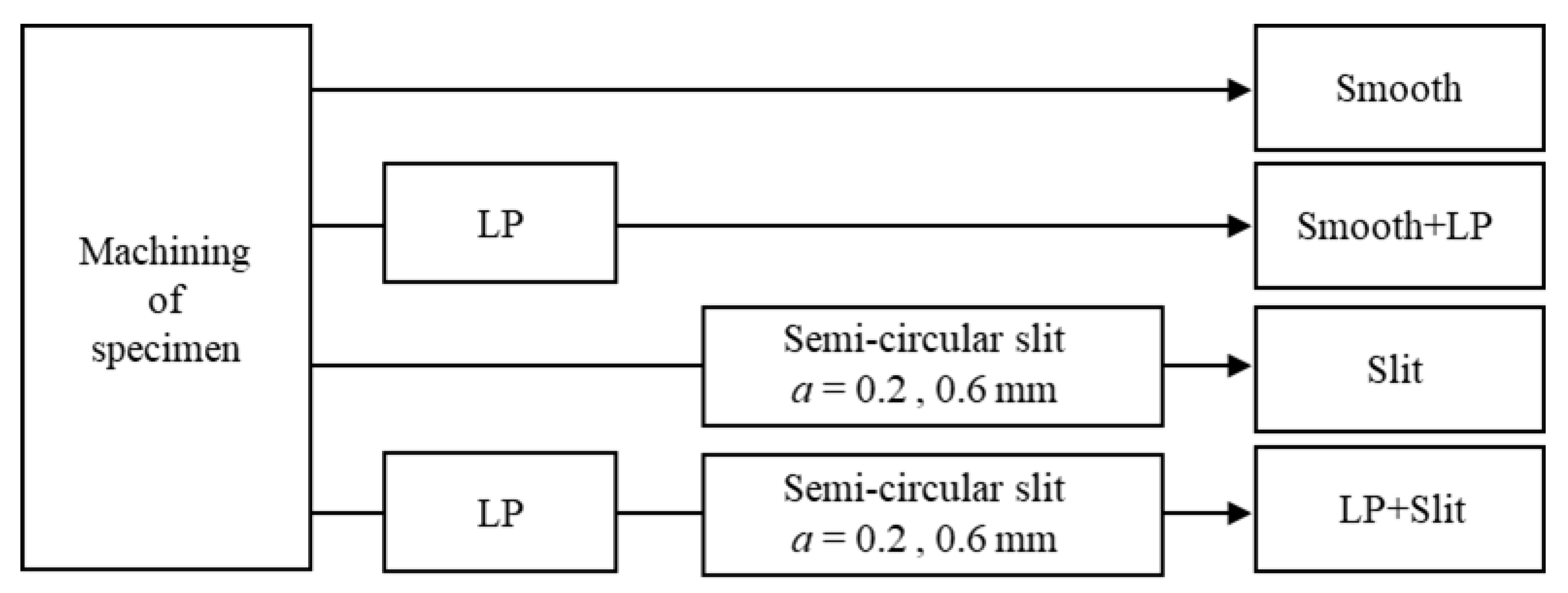
2.1. Material and Specimens
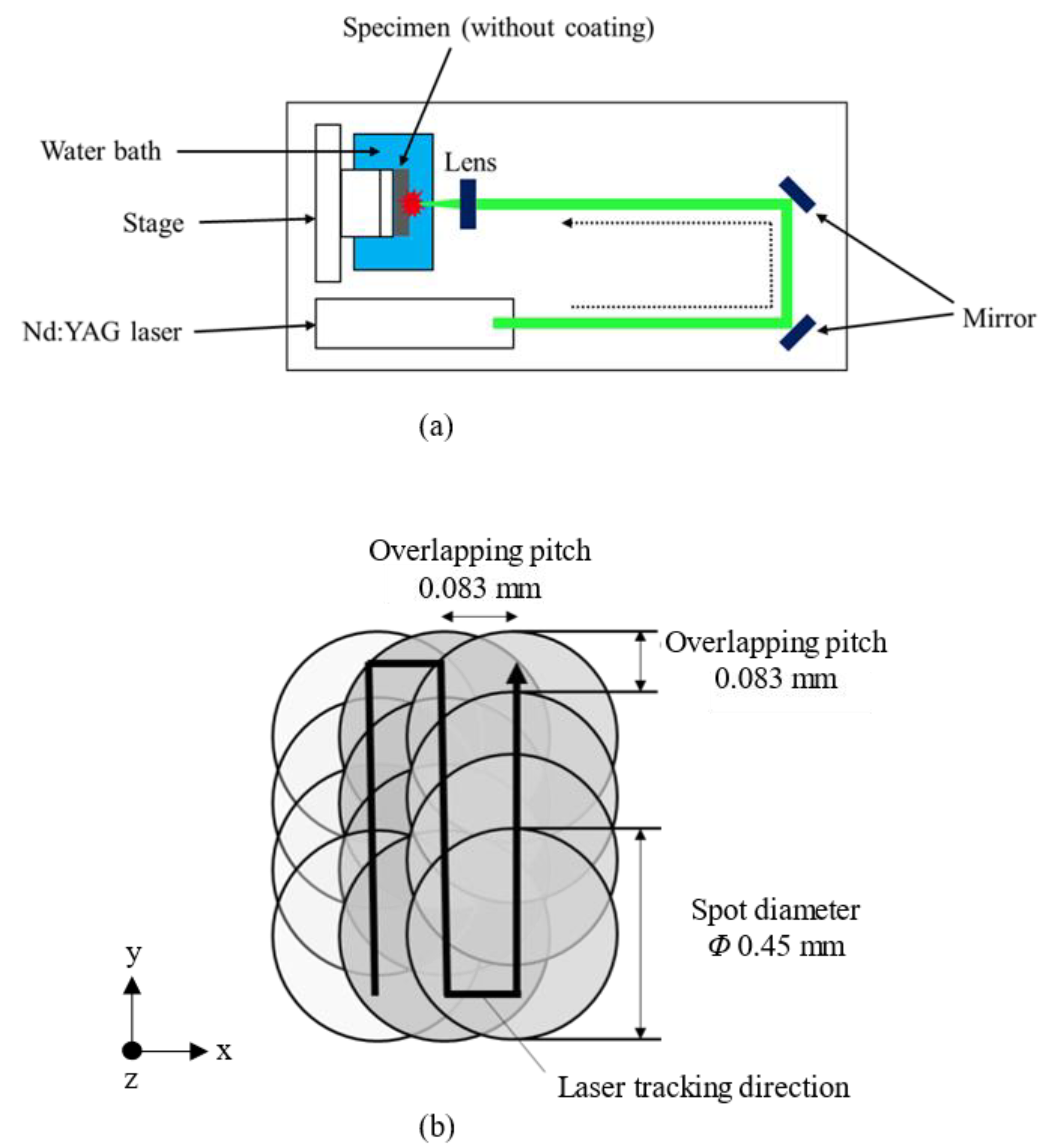
2.2. LP Conditions
2.3. Measurement of the Surface Roughness, Residual Stress, and Vickers Hardness
2.4. Fatigue Testing
3. Results
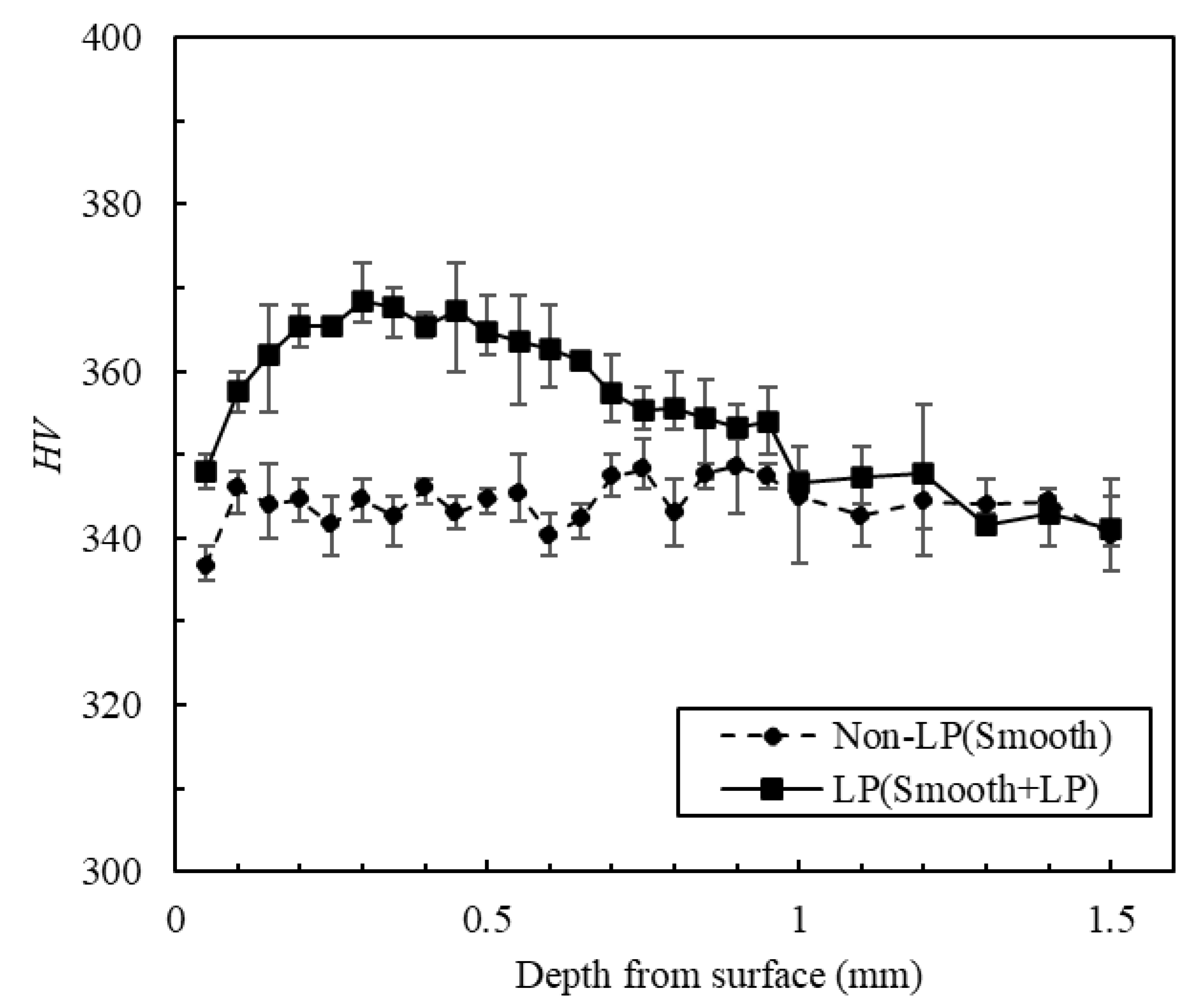
3.1. Surface Roughness, Residual Stress, and Vickers Hardness
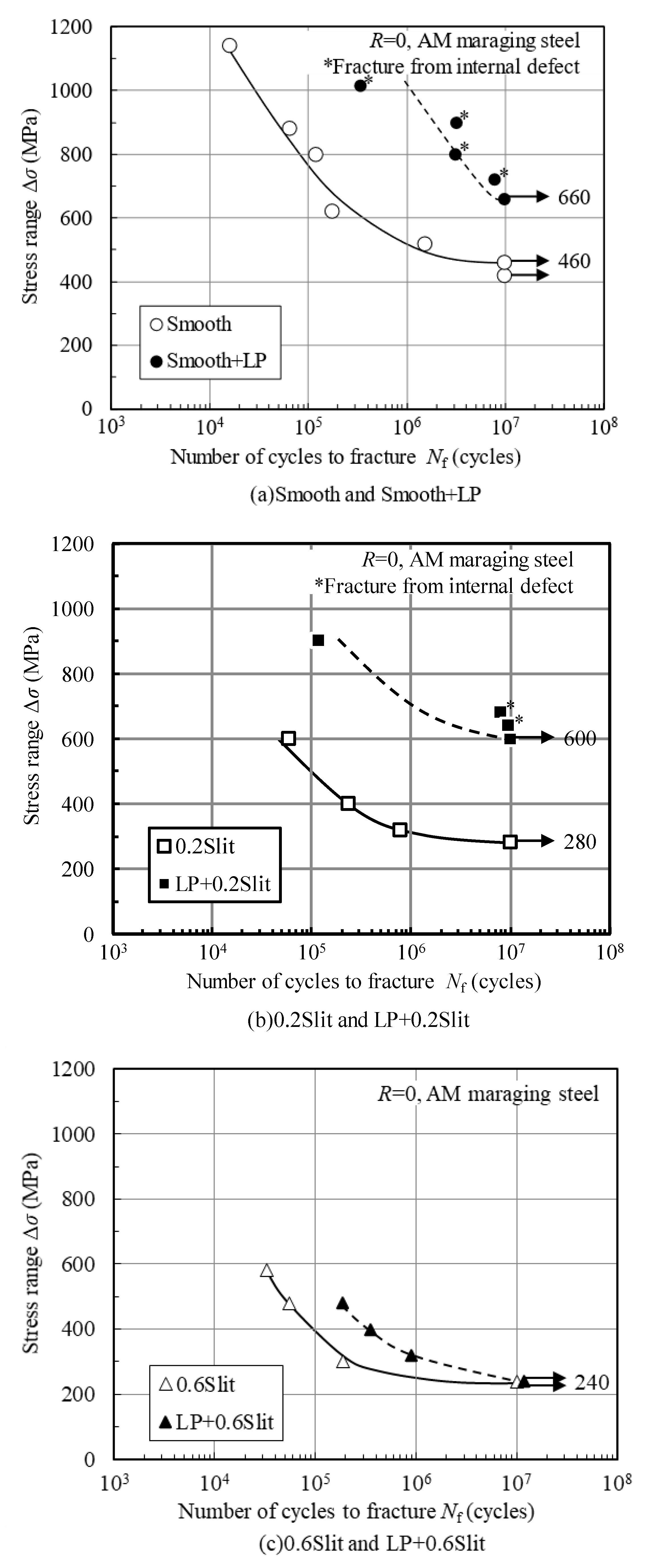
3.2. Fatigue Test Results
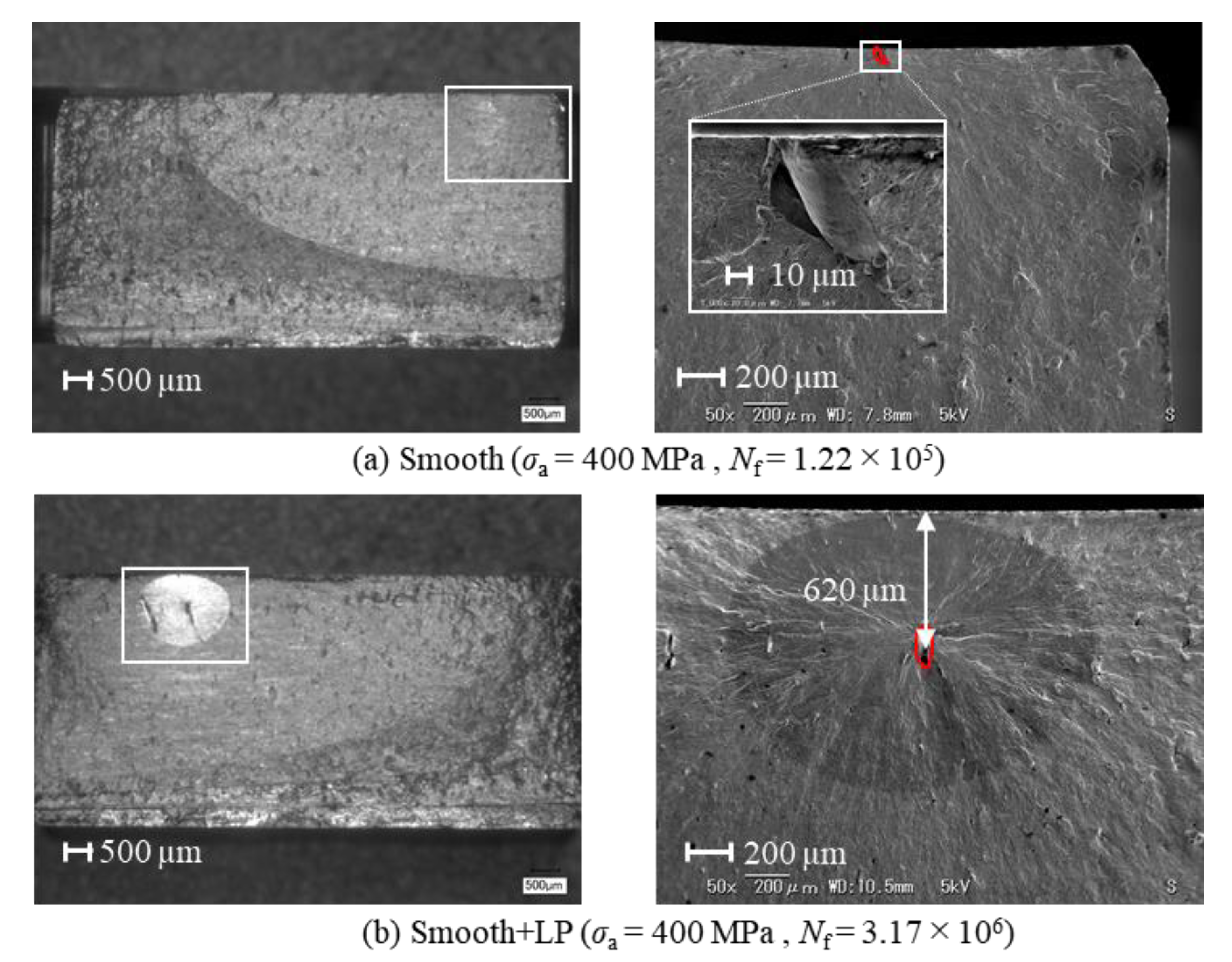
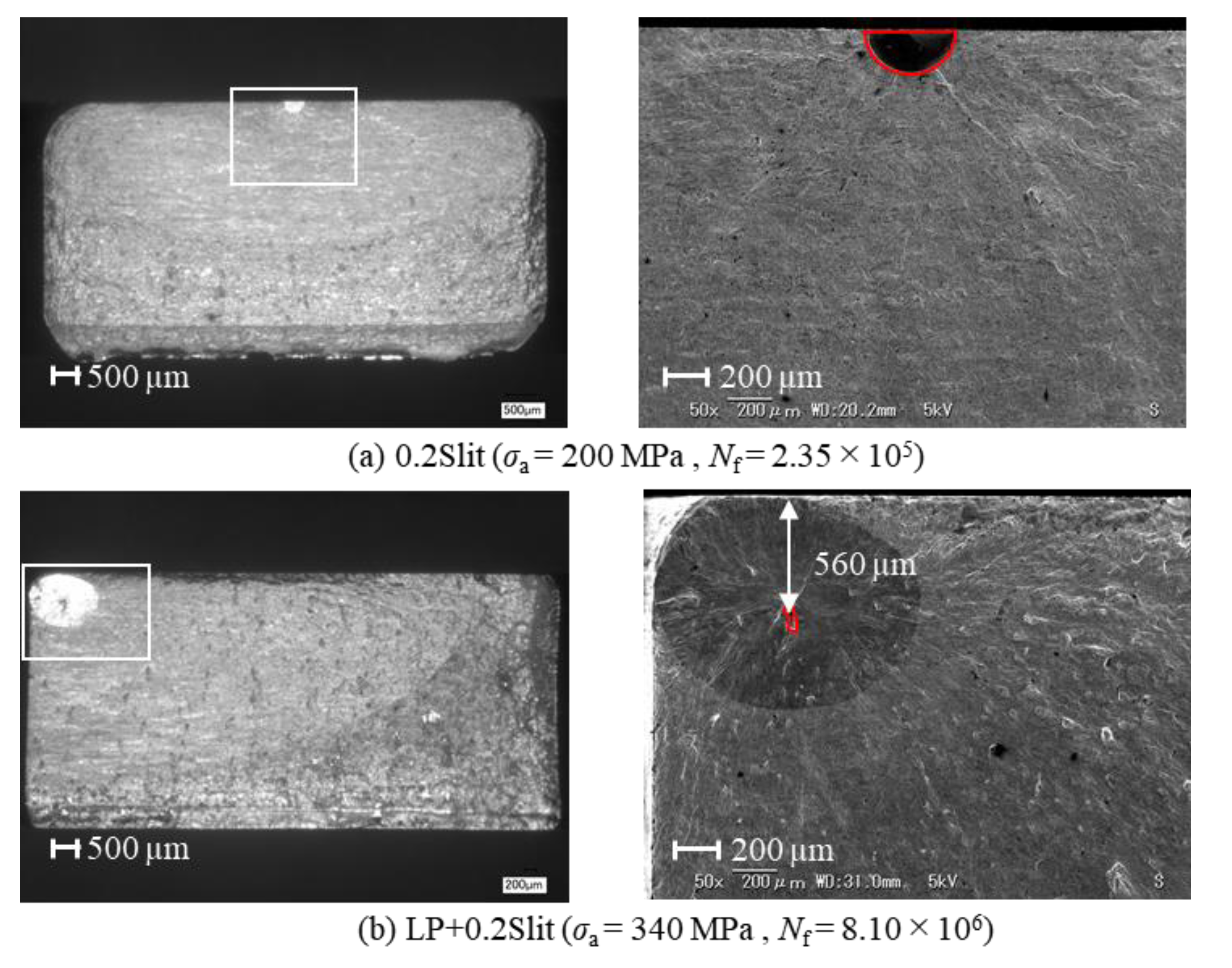
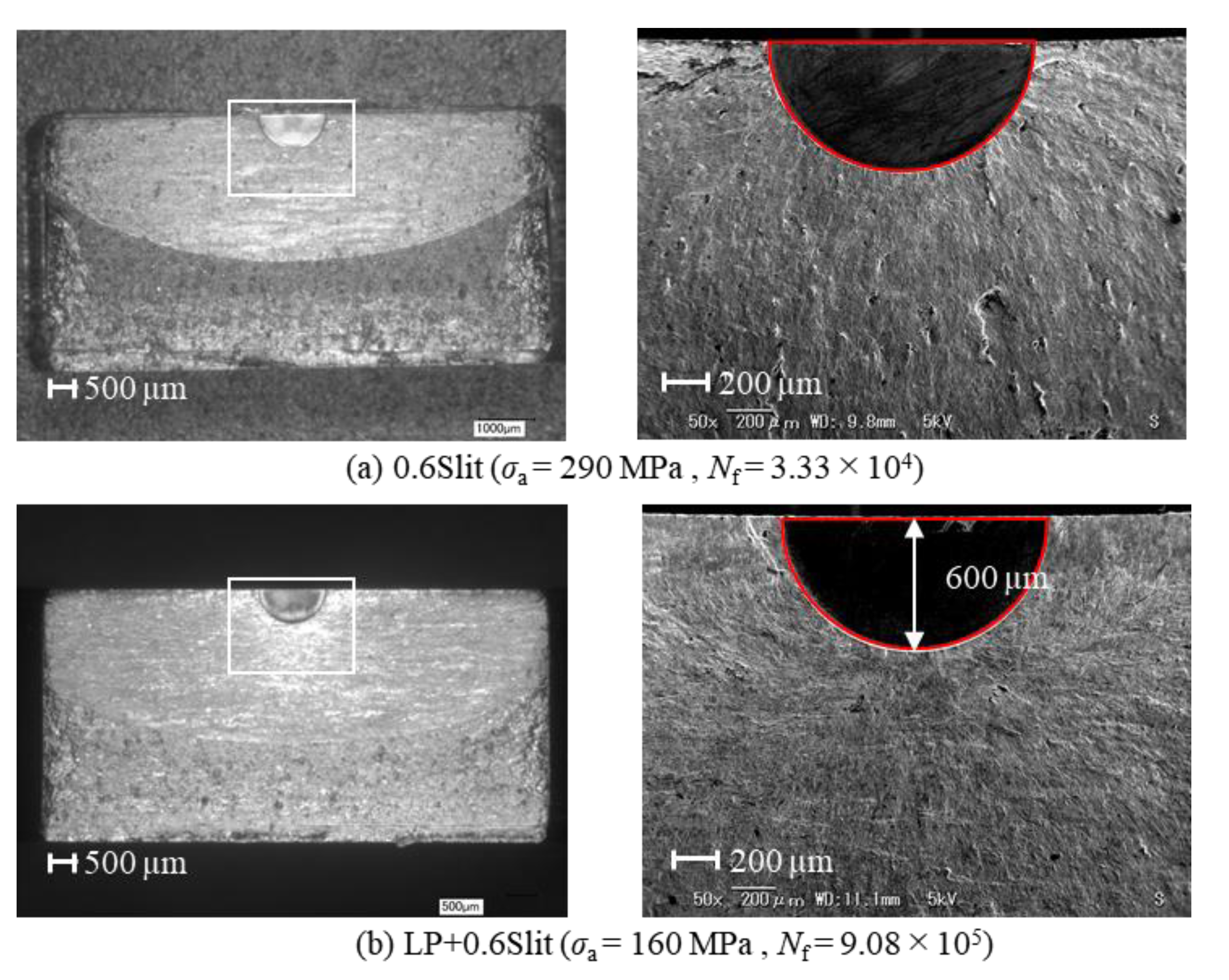
3.3. Fracture Surface Observation Results
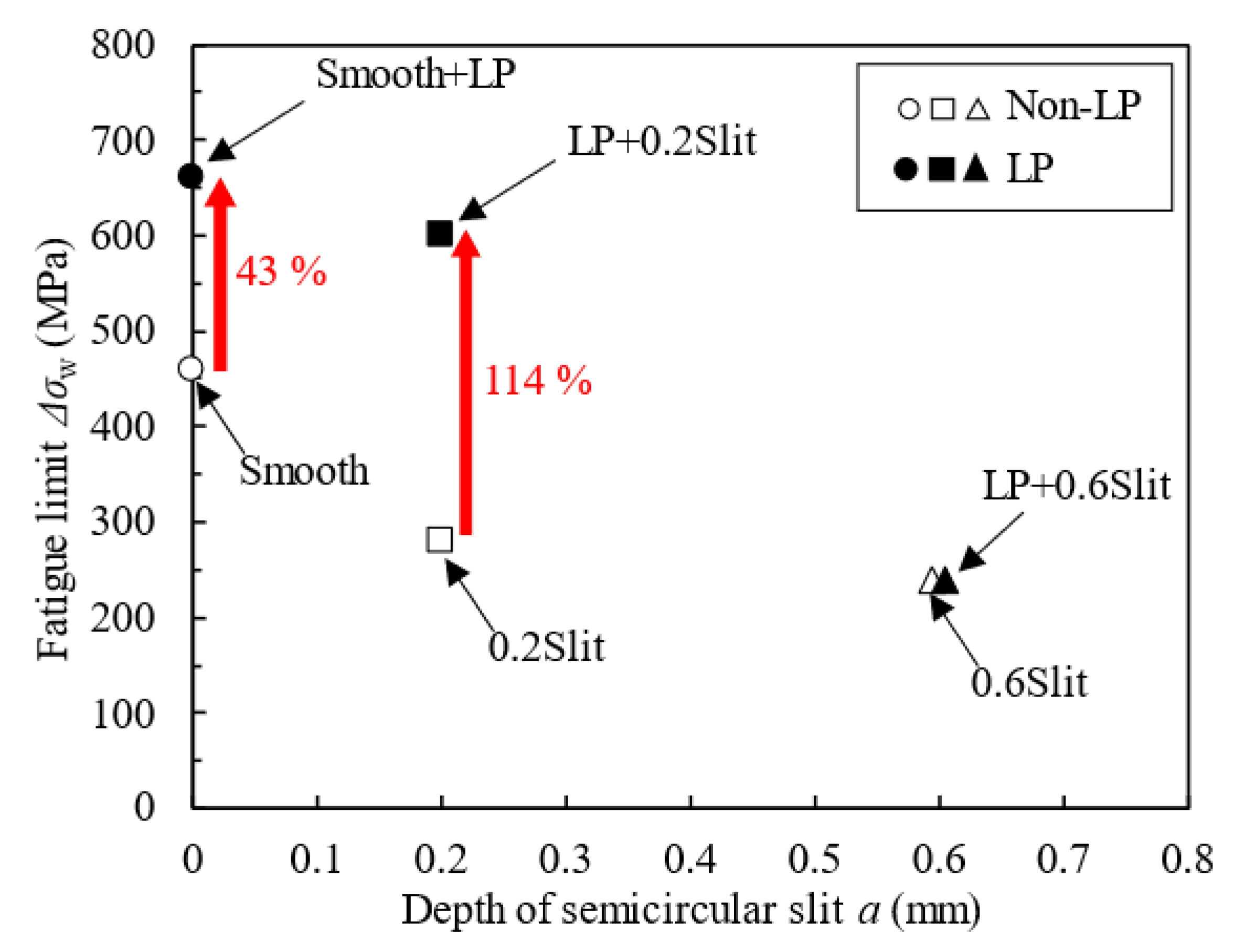
3.4. Defect Size That Can Be Rendered Harmless by LP in Terms of the Fatigue Limit
- (a)
- The fatigue limit of the LP + Slit specimen increases to more than 90% of that of the Smooth + LP specimen.
- (b)
- In more than half the LP + Slit specimens, fracture occurs outside the slit.
4. Discussion
4.1. Main Factors Contributing to Fatigue Strength Improvement by LP
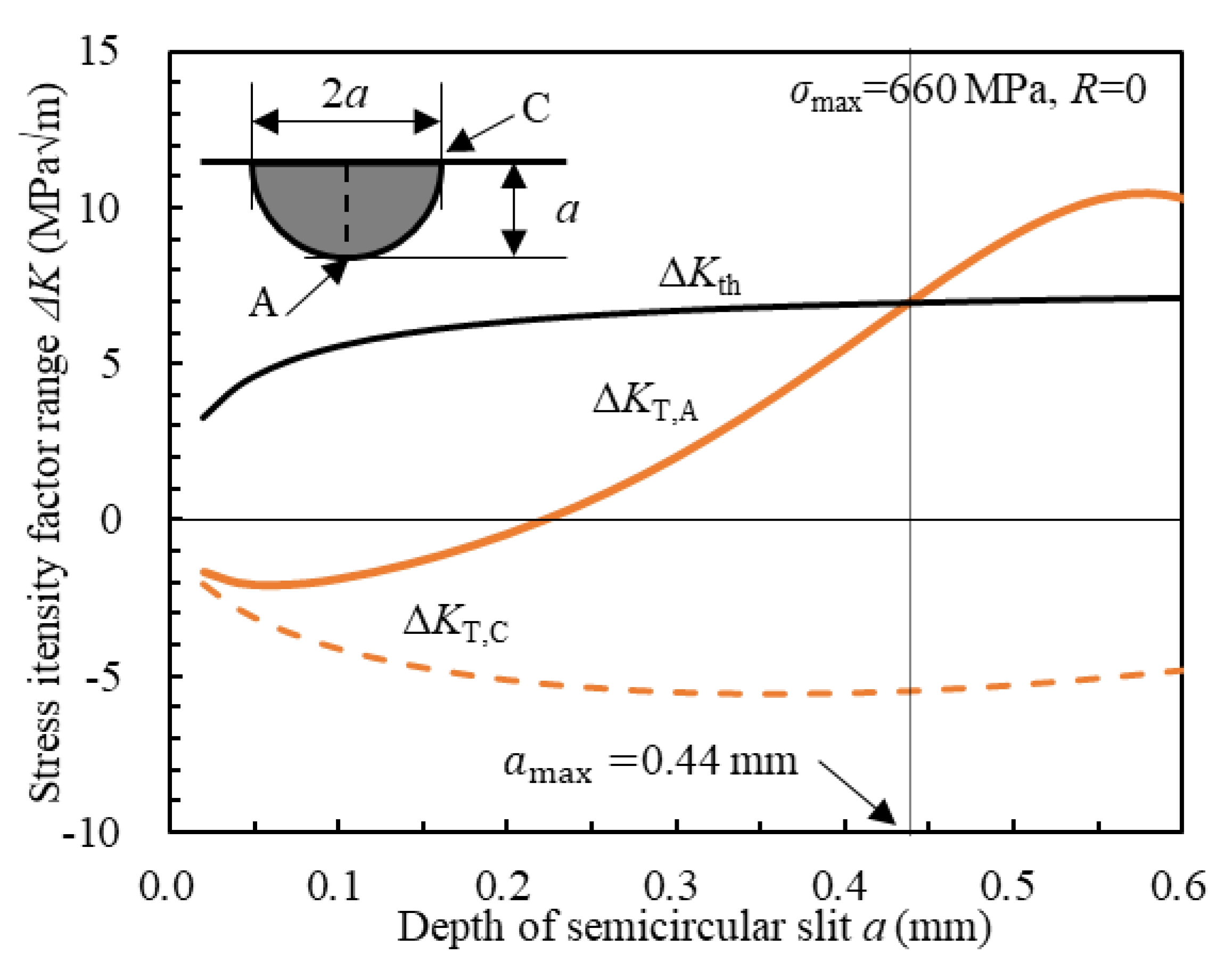
4.2. Evaluation of the Defect Size Rendered Harmless by LP Based on Fracture Mechanics
5. Conclusions
- 1.
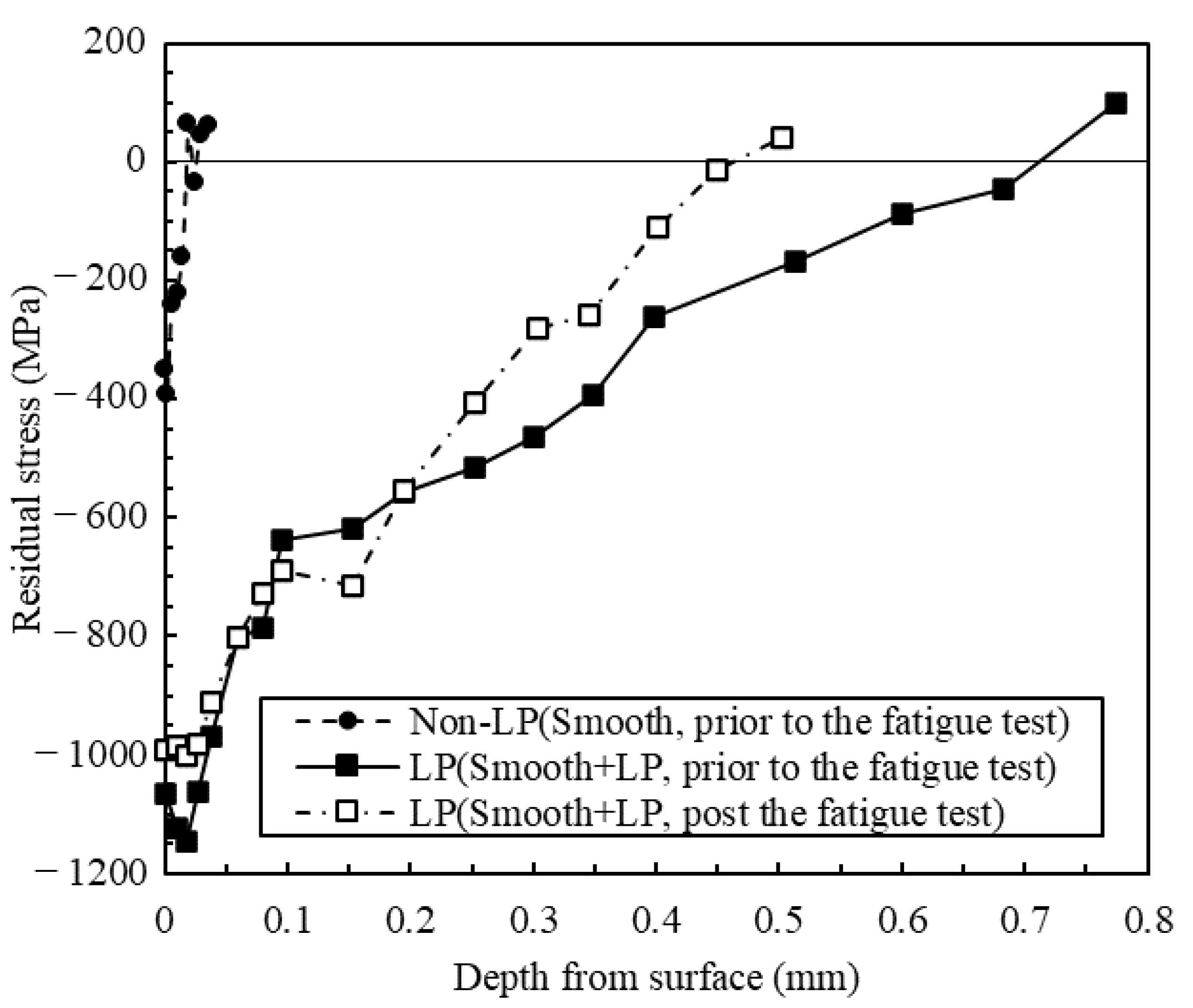
- The maximum compressive residual stress of 1150 MPa is introduced by LP. The crossing point is at a 0.7 mm depth from the surface.
- 2.
- The fatigue limit of a smooth specimen without a slit was increased by 43% through LP.
- 3.
- The fatigue limit of a specimen with a 0.2 mm deep semicircular slit was improved by 114% through LP. Most of the specimens fractured outside the slit. Therefore, semicircular surface slits with a less than 0.2 mm depth can be rendered harmless in terms of the fatigue limit.
- 4.
- The corresponding size of for a 0.2 mm deep semicircular slit was 251 µm, which was greater than the maximum value of the defect ( = 170 µm) caused by AM, observed at the crack initiation point.
- 5.
- For the semicircular slit with a depth of 0.6 mm, LP did not improve the fatigue limit nor render the defect harmless, but increased the fatigue life.
- 6.
- The main factor that contributes to improving the fatigue strength and rendering surface defects harmless is the compressive residual stress induced by the application of LP. Thus, LP is effective in improving the reliability of additive-manufactured metals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| AM | additive manufacturing |
| LP | laser peening |
| depth of the slit | |
| maximum slit size rendered harmless by peening | |
| intrinsic defect size | |
| Cv | coverage of laser peeing |
| stress range (twice the stress amplitude) | |
| fatigue limit | |
| fatigue limit of the smooth specimen | |
| positive value of the stress intensity factor | |
| at the deepest point of the crack | |
| at the surface of the crack | |
| threshold stress intensity factor range | |
| threshold stress intensity factor range for a large crack | |
| D | spot diameter of the laser |
| Ep | pulse energy |
| G | power density |
| HV | Vickers hardness |
| maximum stress intensity factor for a surface crack | |
| minimum stress intensity factor | |
| maximum stress intensity factor | |
| stress intensity factor by the residual stress | |
| Nf | number of cycles to failure |
| Np | irradiation density |
| R | stress ratio |
| Ra | arithmetic mean of the roughness |
| σ | tensile stress |
| σmax | maximum applied stress |
| t | pulse duration |
| square root of the area projected in the direction of the principal stress |
References
- Murr, L.E.; Martinez, E.; Amato, K.N.; Gaytan, S.M.; Hernandez, J.; Ramirez, D.A.; Shindo, P.W.; Medina, F.; Wicker, R.B. Fabrication of Metal and Alloy Components by Additive Manufacturing: Examples of 3D Materials Science. J. Mater. Res. Technol. 2012, 1, 42–54. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Choudhary, A.K.S.; Singh, A.K.; Gupta, A.K. A Comparison of Additive Manufacturing Technologies. Int. J. Innov. Res. Sci. Technol. 2016, 3, 147–152. [Google Scholar]
- Azam, F.I.; Abdul Rani, A.M.; Altaf, K.; Rao, T.V.V.L.N.; Zaharin, H.A. An In-Depth Review on Direct Additive Manufacturing of Metals. IOP Conf. Ser. Mater. Sci. Eng. 2018, 328, 012005. [Google Scholar] [CrossRef]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Sajadi, F.; Tiemann, J.; Bandari, N.; Cheloee Darabi, A.C.; Mola, J.; Schmauder, S. Fatigue Improvement of AlSi10Mg Fabricated by Laser-Based Powder Bed Fusion through Heat Treatment. Metals 2021, 11, 683. [Google Scholar] [CrossRef]
- Ferro, P.; Fabrizi, A.; Berto, F.; Savio, G.; Meneghello, R.; Rosso, S. Defects as a Root Cause of Fatigue Weakening of Additively Manufactured AlSi10Mg Components. Theor. Appl. Fract. Mech. 2020, 108, 102611. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue Properties of AlSi10Mg Obtained by Additive Manufacturing: Defect-Based Modelling and Prediction of Fatigue Strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Uematsu, Y.; Kakiuchi, T.; Han, Y.; Nakajima, M. Proposal of Fatigue Limit Design Curves for Additively Manufactured Ti-6Al-4V in a VHCF Regime Using Specimens with Artificial Defects. Metals 2021, 11, 964. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Meneghetti, G.; Rigon, D.; Gennari, C. An Analysis of Defects Influence on Axial Fatigue Strength of Maraging Steel Specimens Produced by Additive Manufacturing. Int. J. Fatigue 2019, 118, 54–64. [Google Scholar] [CrossRef]
- Kalentics, N.; de Seijas, M.O.V.; Griffiths, S.; Leinenbach, C.; Logé, R.E. 3D Laser Shock Peening—A New Method for Improving Fatigue Properties of Selective Laser Melted Parts. Addit. Manuf. 2020, 33, 101112. [Google Scholar] [CrossRef]
- Kasperovich, G.; Hausmann, J. Improvement of Fatigue Resistance and Ductility of TiAl6V4 Processed by Selective Laser Melting. J. Mater. Process. Technol. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Leuders, S.; Lieneke, T.; Lammers, S.; Tröster, T.; Niendorf, T. On the Fatigue Properties of Metals Manufactured by Selective Laser Melting—The Role of Ductility. J. Mater. Res. 2014, 29, 1911–1919. [Google Scholar] [CrossRef]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Frage, N.; Yeheskel, O. On the Effect of Shot-Peening on Fatigue Resistance of AlSi10Mg Specimens Fabricated by Additive Manufacturing Using Selective Laser Melting (AM-SLM). Addit. Manuf. 2018, 21, 458–464. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser Shock Processing of Aluminium Alloys. Application to High Cycle Fatigue Behaviour. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Masaki, K.; Kobayashi, Y.; Mizuno, Y. Influence of Shot Peening Treatment on Roating Bending High-Cycle Fatigue Properties of Additive Manufactured Maraging Steels Material. J. Soc. Mater. Sci. Jpn. 2018, 67, 891–897. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Ćirić Kostić, S.; Vranić, A.; Bogojević, N. Fatigue Response of as-Built DMLS Maraging Steel and Effects of Aging, Machining, and Peening Treatments. Metals 2018, 8, 505. [Google Scholar] [CrossRef] [Green Version]
- Sano, Y.; Mukai, N.; Okazaki, K.; Obata, M. Residual Stress Improvement in Metal Surface by Underwater Laser Irradiation. Nucl. Instrum. Meth. Phys. Res. B 1997, 121, 432–436. [Google Scholar] [CrossRef]
- Fairand, B.P.; Wilcox, B.A.; Gallagher, W.J.; Williams, D.N. Laser Shock-Induced Microstructural and Mechanical Property Changes in 7075 Aluminum. J. Appl. Phys. 1972, 43, 3893–3895. [Google Scholar] [CrossRef]
- Sano, Y. Quarter Century Development of Laser Peening without Coating. Metals 2020, 10, 152. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, K.; Amano, T.; Ando, K.; Takahashi, F. Improvement of Fatigue Limit by Shot Peening for High-Strength Steel Containing a Crack-Like Surface Defect. Int. J. Struct. Integr. 2011, 2, 281–292. [Google Scholar] [CrossRef] [Green Version]
- Fueki, R.; Takahashi, K.; Handa, M. Fatigue Limit Improvement and Rendering Defects Harmless by Needle Peening for High Tensile Steel Welded Joint. Metals 2019, 9, 143. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, K.; Osedo, H.; Suzuki, T.; Fukuda, S. Fatigue Strength Improvement of an Aluminum Alloy with a Crack-Like Surface Defect Using Shot Peening and Cavitation Peening. Eng. Fract. Mech. 2018, 193, 151–161. [Google Scholar] [CrossRef]
- Takahashi, K.; Kogishi, Y.; Shibuya, N.; Kumeno, F. Effects of Laser Peening on the Fatigue Strength and Defect Tolerance of Aluminum Alloy. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 845–856. [Google Scholar] [CrossRef]
- Sano, Y.; Obata, M.; Kubo, T.; Mukai, N.; Yoda, M.; Masaki, K.; Ochi, Y. Retardation of Crack Initiation and Growth in Austenitic Stainless Steels by Laser Peening without Protective Coating. Mater. Sci. Eng. A 2006, 417, 334–340. [Google Scholar] [CrossRef]
- Society of Automotive Engineers. Residual Stress Measurement by X-ray Diffraction-SAE; Society of Automotive Engineers: Warrendale, PA, USA, 1971; Volume J784a. [Google Scholar]
- Murakami, Y.; Endo, M. Effects of Defects, Inclusions and Inhomogeneities on Fatigue Strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
- Fueki, R.; Takahashi, K. Improving the Fatigue Limit and Rendering a Defect Harmless by Laser Peening for a High Strength Steel Welded Joint. Opt. Laser Technol. 2021, 134, 106605. [Google Scholar] [CrossRef]
- Newman, J.C., Jr.; Raju, I.S. An Empirical Stress-Intensity Factor Equation for the Surface Crack. Eng. Fract. Mech. 1981, 15, 185–192. [Google Scholar] [CrossRef]
- American Petroleum Institute. Recommended Practice 579, Fitness for Service; American Petroleum Institute: Washington, DC, USA, 2000; pp. C3–C10. [Google Scholar]
- El Haddad, M.H.; Topper, T.H.; Smith, K.N. Prediction of Non-Propagating Cracks. Eng. Fract. Mech. 1979, 11, 573–584. [Google Scholar] [CrossRef]
- Morris, W.L.; James, M.R.; Buck, O. A Simple Model of Stress Intensity Range Threshold and Crack Closure Stress. Eng. Fract. Mech. 1983, 18, 871–877. [Google Scholar] [CrossRef]
- Murakami, Y. Analysis of Stress Intensity Factors of Modes I, II and III for Inclined Surface Cracks of Arbitrary Shape. Eng. Fract. Mech. 1985, 22, 101–114. [Google Scholar] [CrossRef]
- Ishii, T.; Takahashi, K. Prediction of Fatigue Limit of Spring Steel Considering Surface Defect Size and Stress Ratio. Metals 2021, 11, 483. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Co | Mo | Ti | Si | Mn | C | Fe |
|---|---|---|---|---|---|---|---|
| 17–19 | 9–11 | 4–6 | 0.9–1.1 | ≤1 | ≤1 | ≤0.03 | Bal. |
| Spot diameter, D | 0.45 mm |
| Pulse duration, t | 7.3 ns |
| Pulse energy, Ep | 50 mJ |
| Irradiation density, Np | 144 pulse/mm2 |
| Power density, G | |
| Coverage, Cv | 2290% |
| Method | cosα |
| Tube bulb | Cr |
| Measurement surface | (2.1.1) plane |
| Collimator diameter | Φ1.0 mm |
| Voltage value | 30 kV |
| Current value | 1.0 mA |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsuchiya, S.; Takahashi, K. Improving Fatigue Limit and Rendering Defects Harmless through Laser Peening in Additive-Manufactured Maraging Steel. Metals 2022, 12, 49. https://doi.org/10.3390/met12010049
Tsuchiya S, Takahashi K. Improving Fatigue Limit and Rendering Defects Harmless through Laser Peening in Additive-Manufactured Maraging Steel. Metals. 2022; 12(1):49. https://doi.org/10.3390/met12010049
Chicago/Turabian StyleTsuchiya, Shiori, and Koji Takahashi. 2022. "Improving Fatigue Limit and Rendering Defects Harmless through Laser Peening in Additive-Manufactured Maraging Steel" Metals 12, no. 1: 49. https://doi.org/10.3390/met12010049
APA StyleTsuchiya, S., & Takahashi, K. (2022). Improving Fatigue Limit and Rendering Defects Harmless through Laser Peening in Additive-Manufactured Maraging Steel. Metals, 12(1), 49. https://doi.org/10.3390/met12010049