
Infrared Thermography for Investigation of Surface Quality in Dry Finish Turning of Ti6Al4V



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
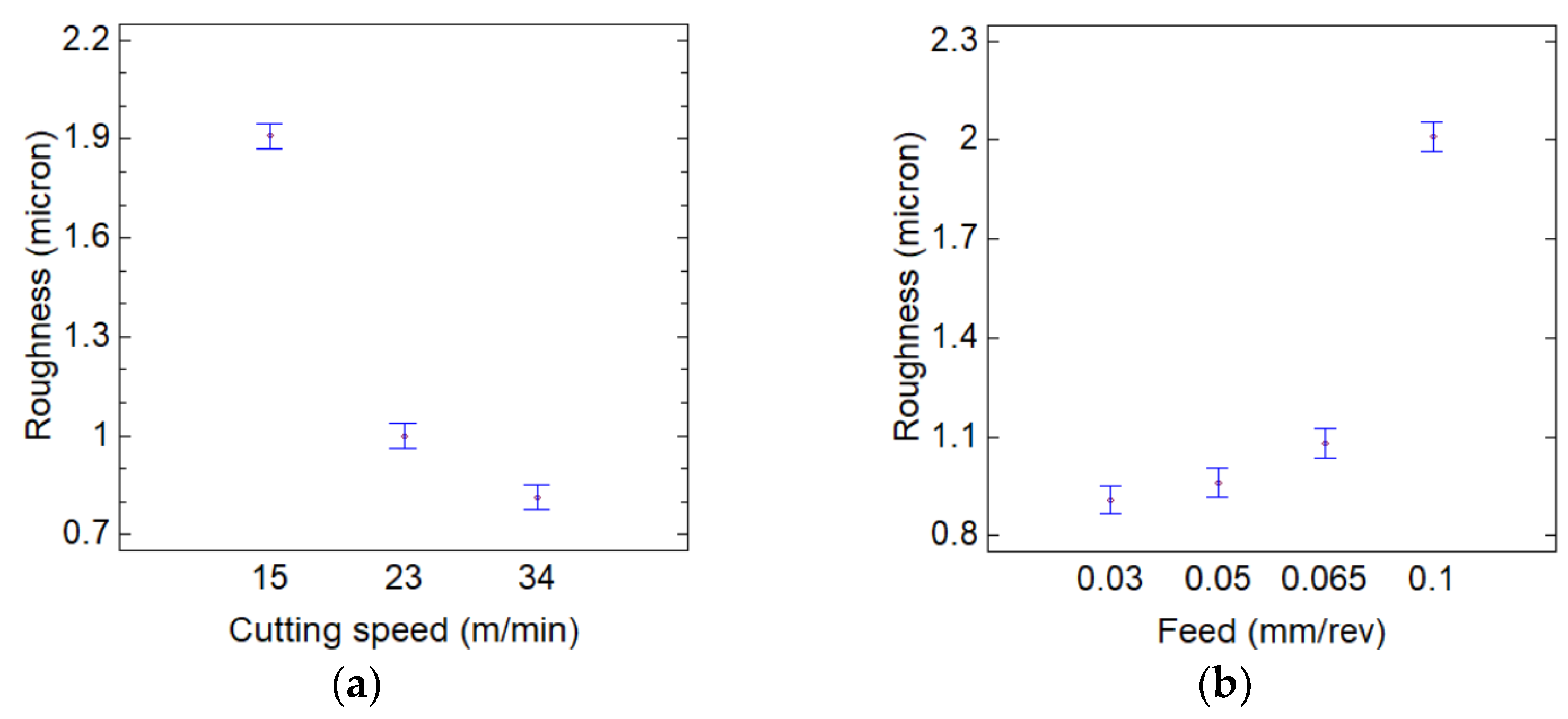
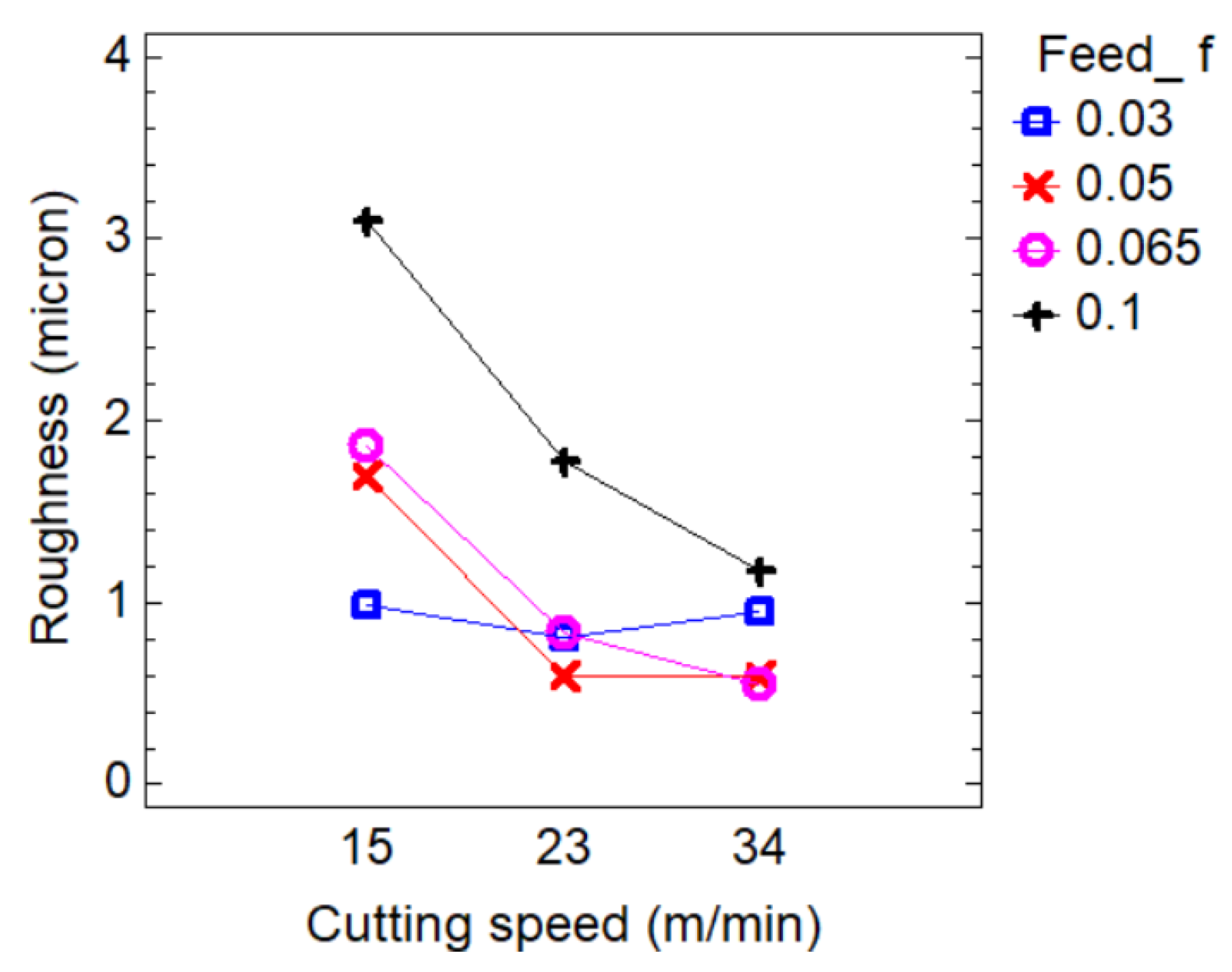
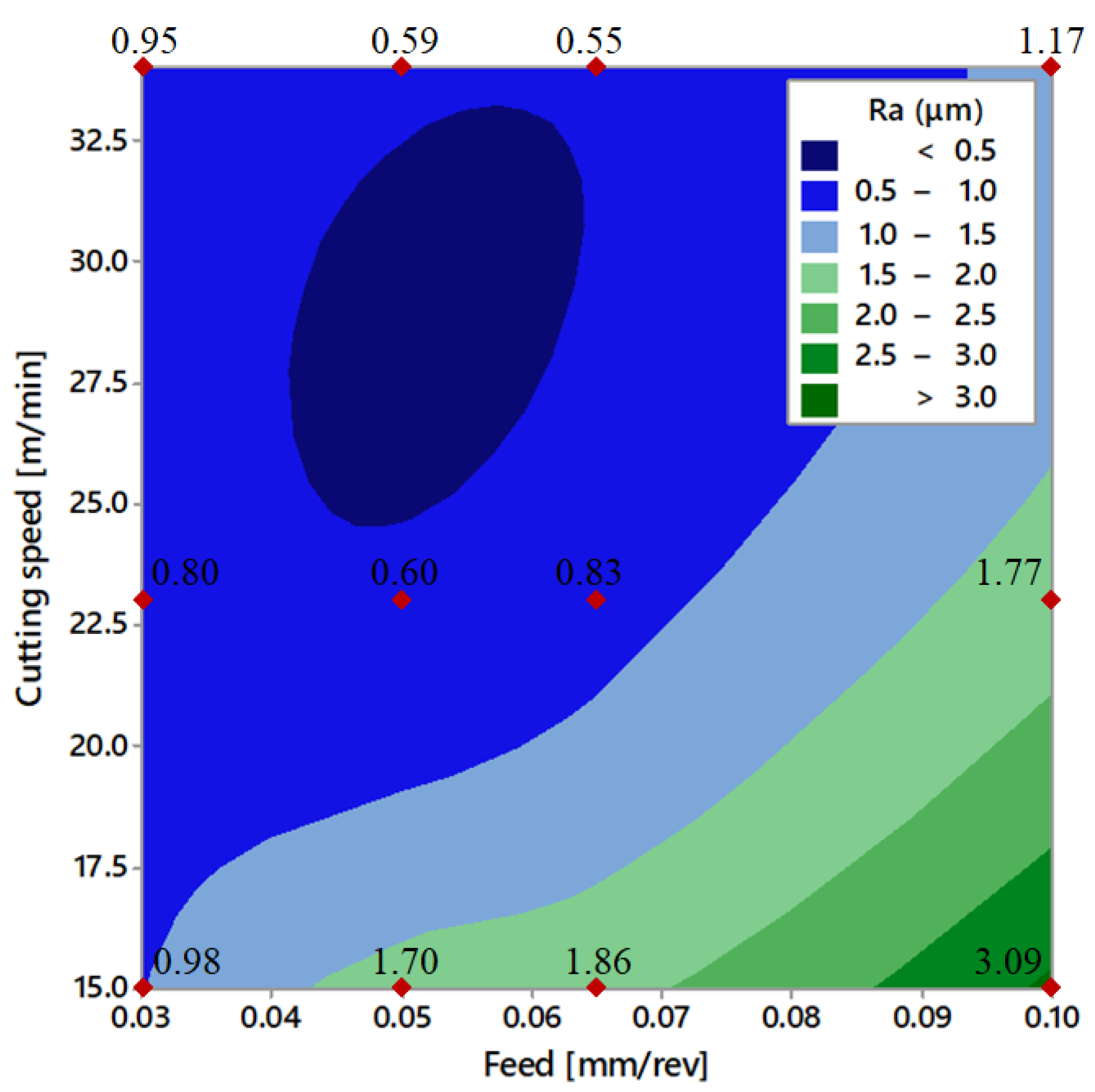
3.1. Effect of the Cutting Parameters on Surface Roughness
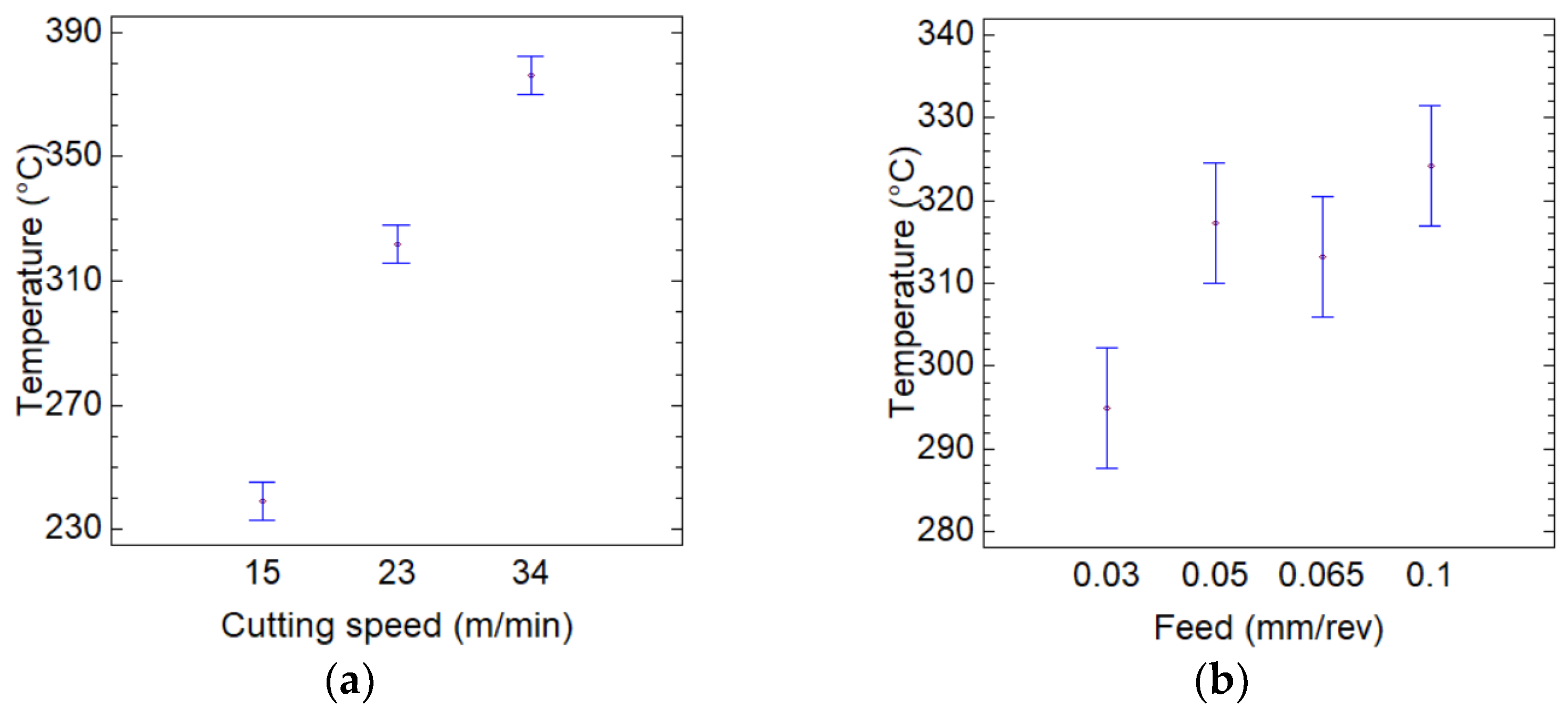
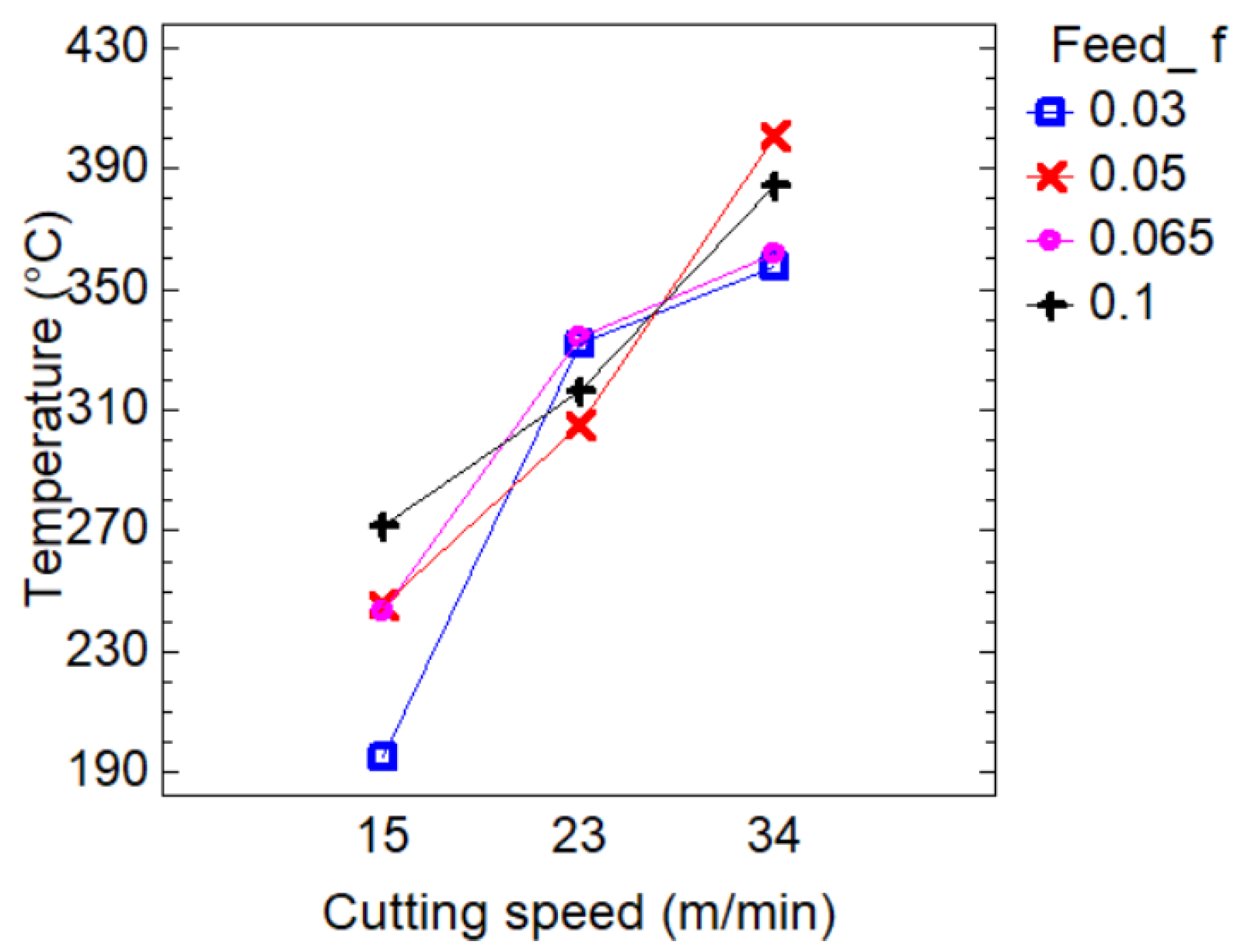
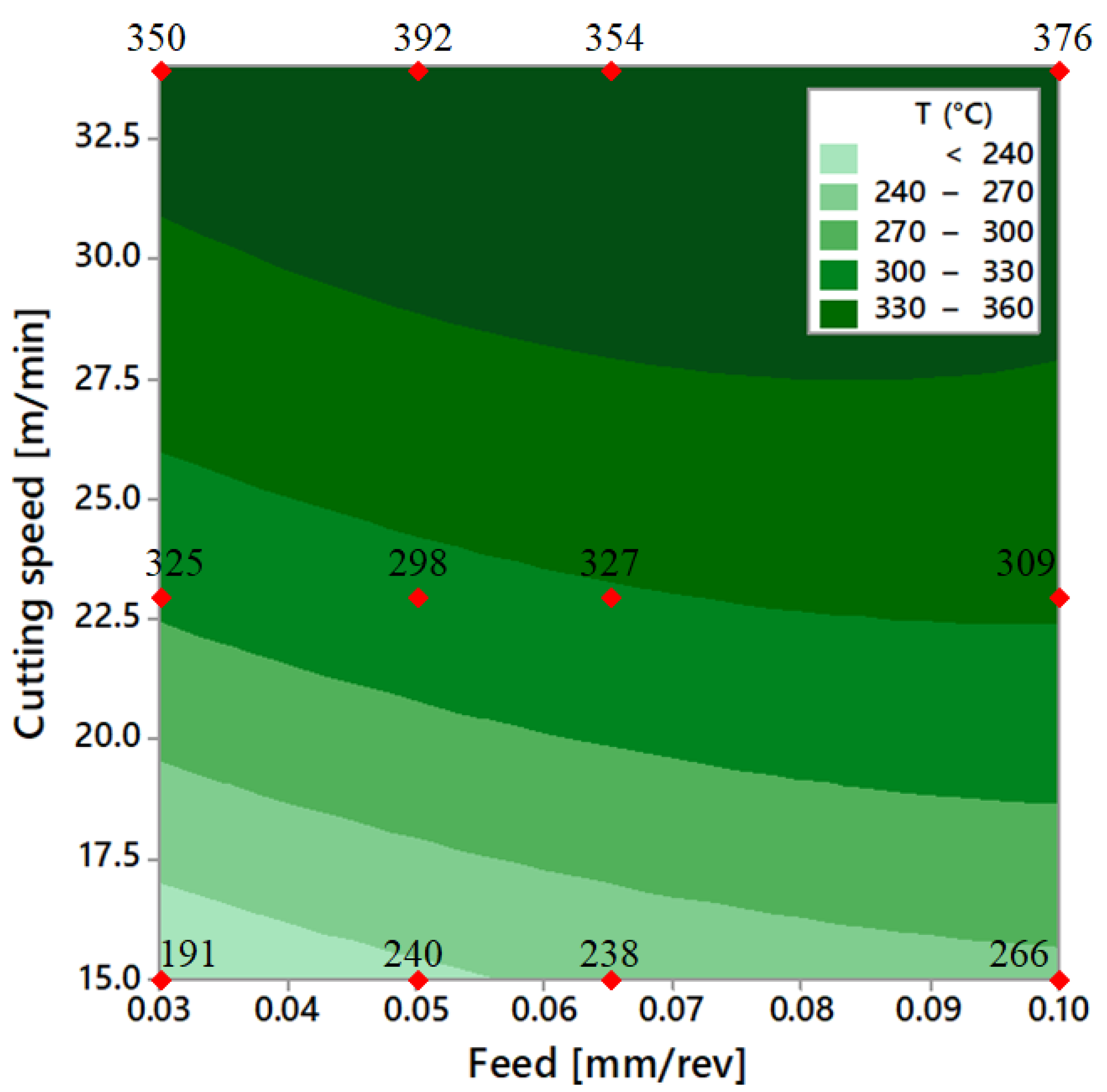
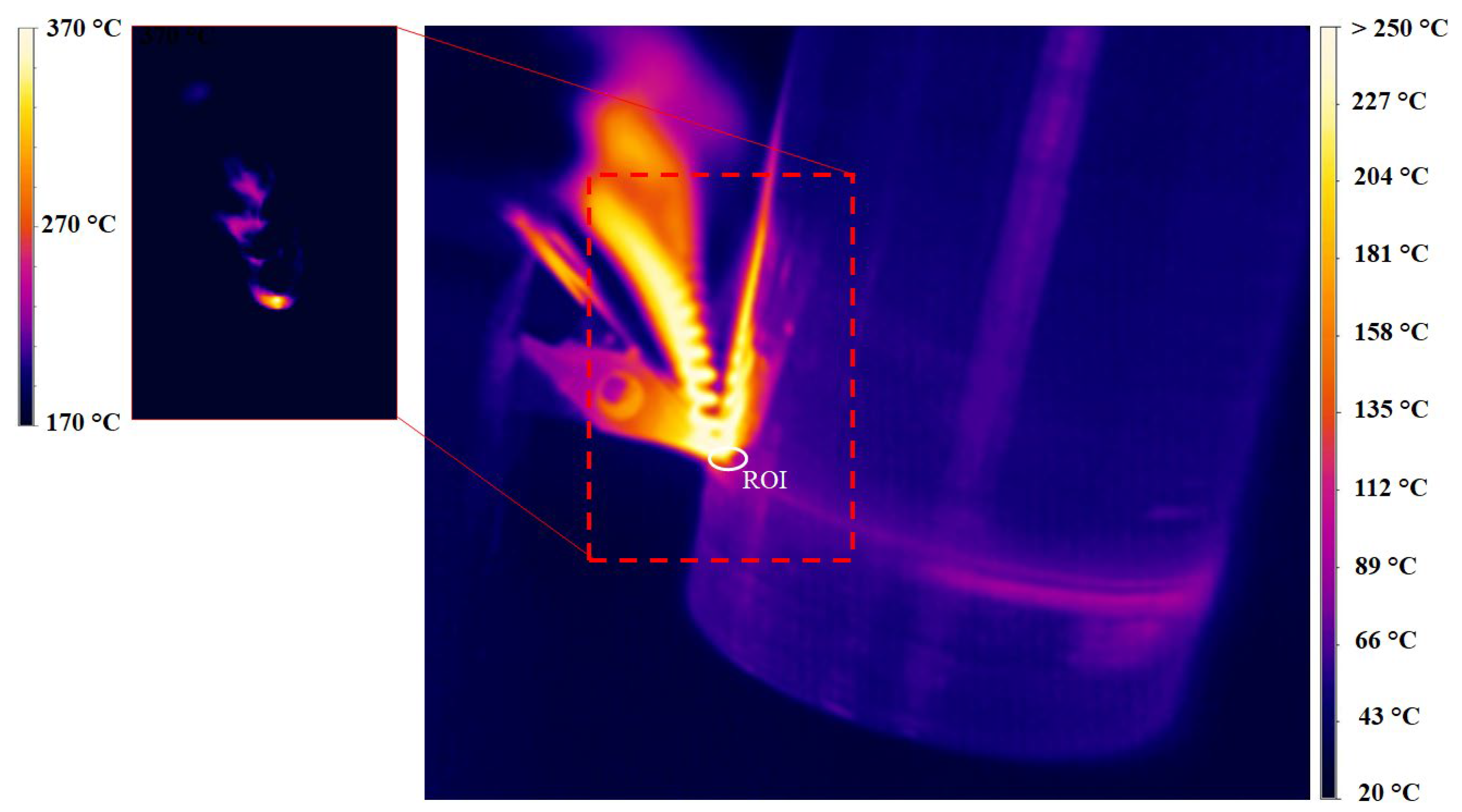
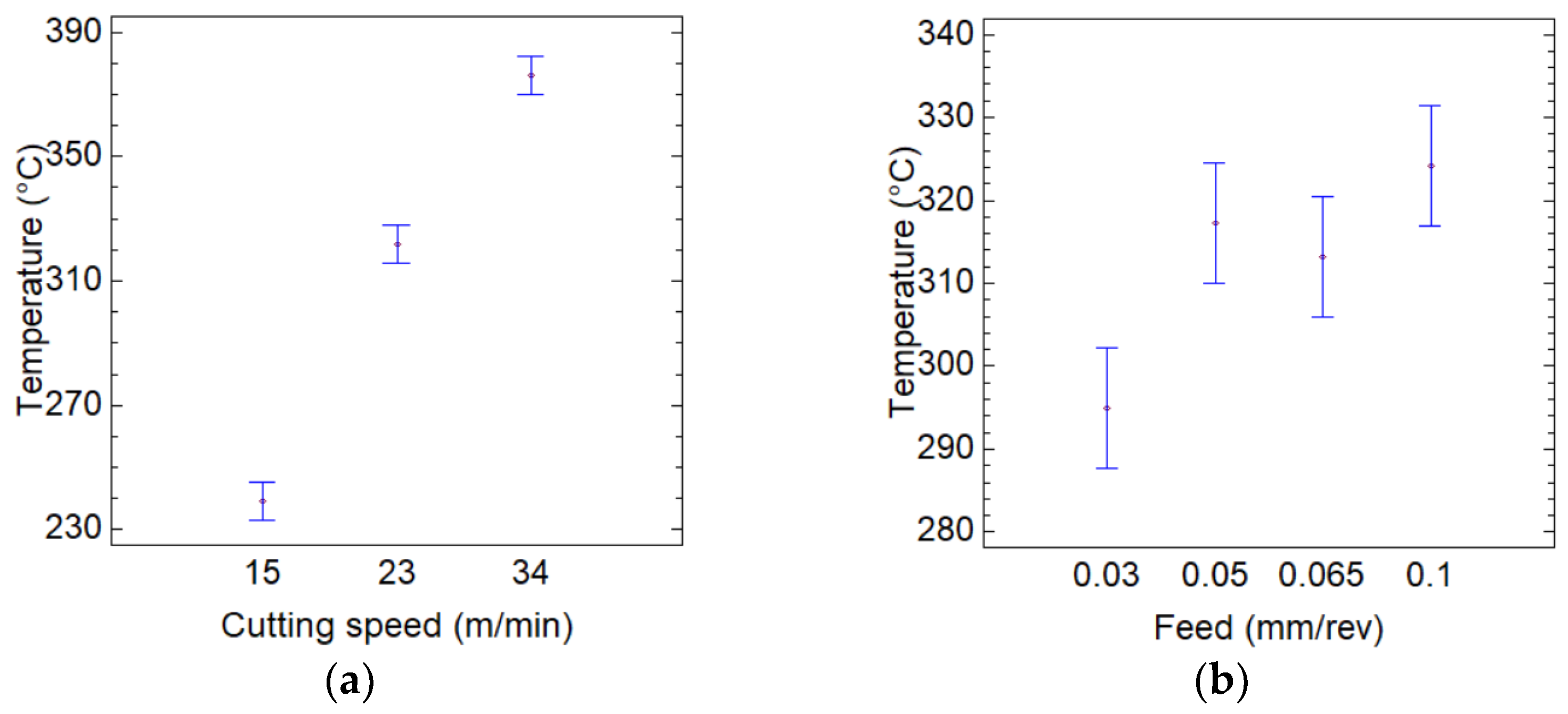
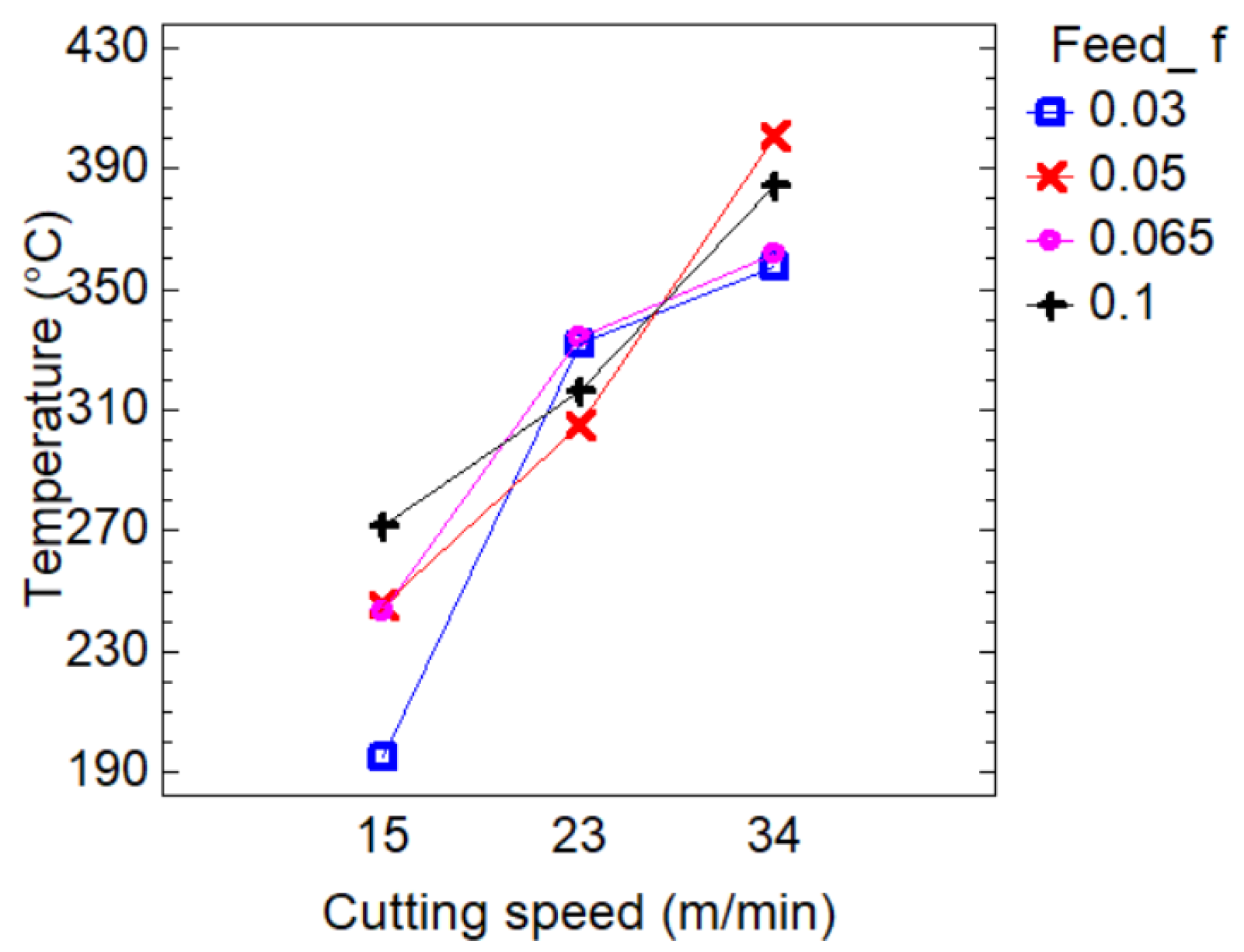
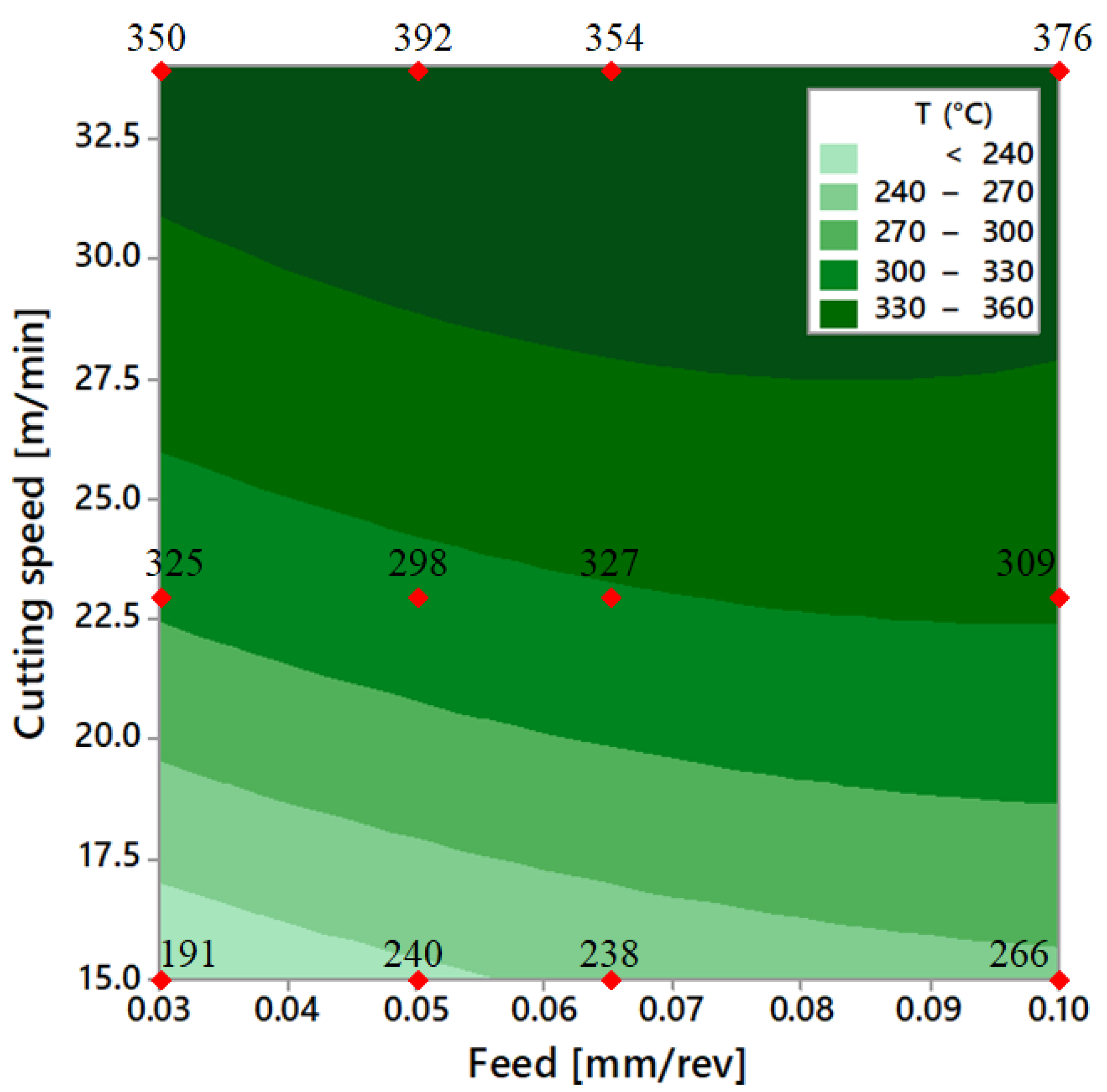
3.2. Effect of the Cutting Parameters on Temperature
4. Conclusions
- -
- ANOVA showed that the machining parameters have a strong influence on the surface roughness of Ti6Al4V alloy under dry finish turning, with the cutting speed having primary effects on these factors;
- -
- The cutting speed has a predominant influence on the cutting temperature, while the effect of the feed is of second order;
- -
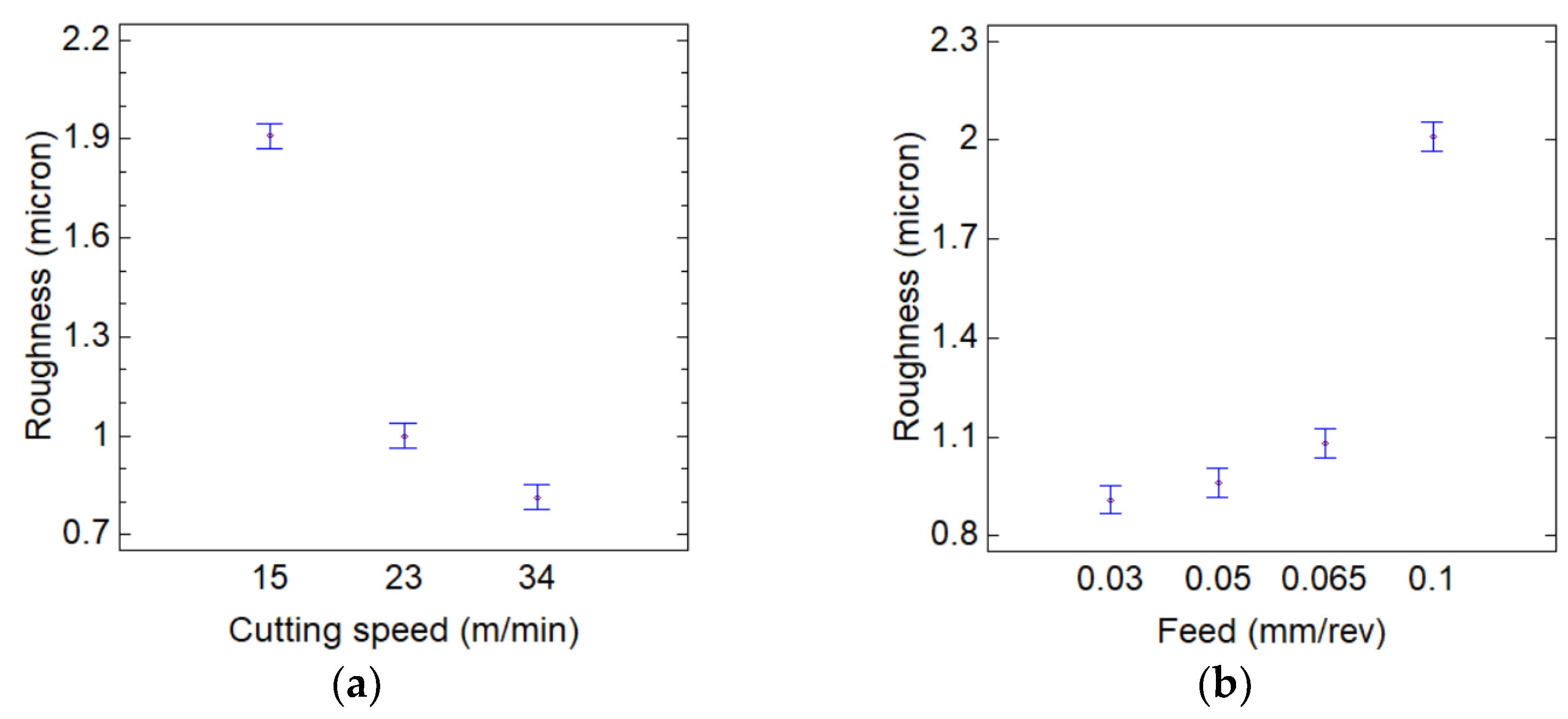
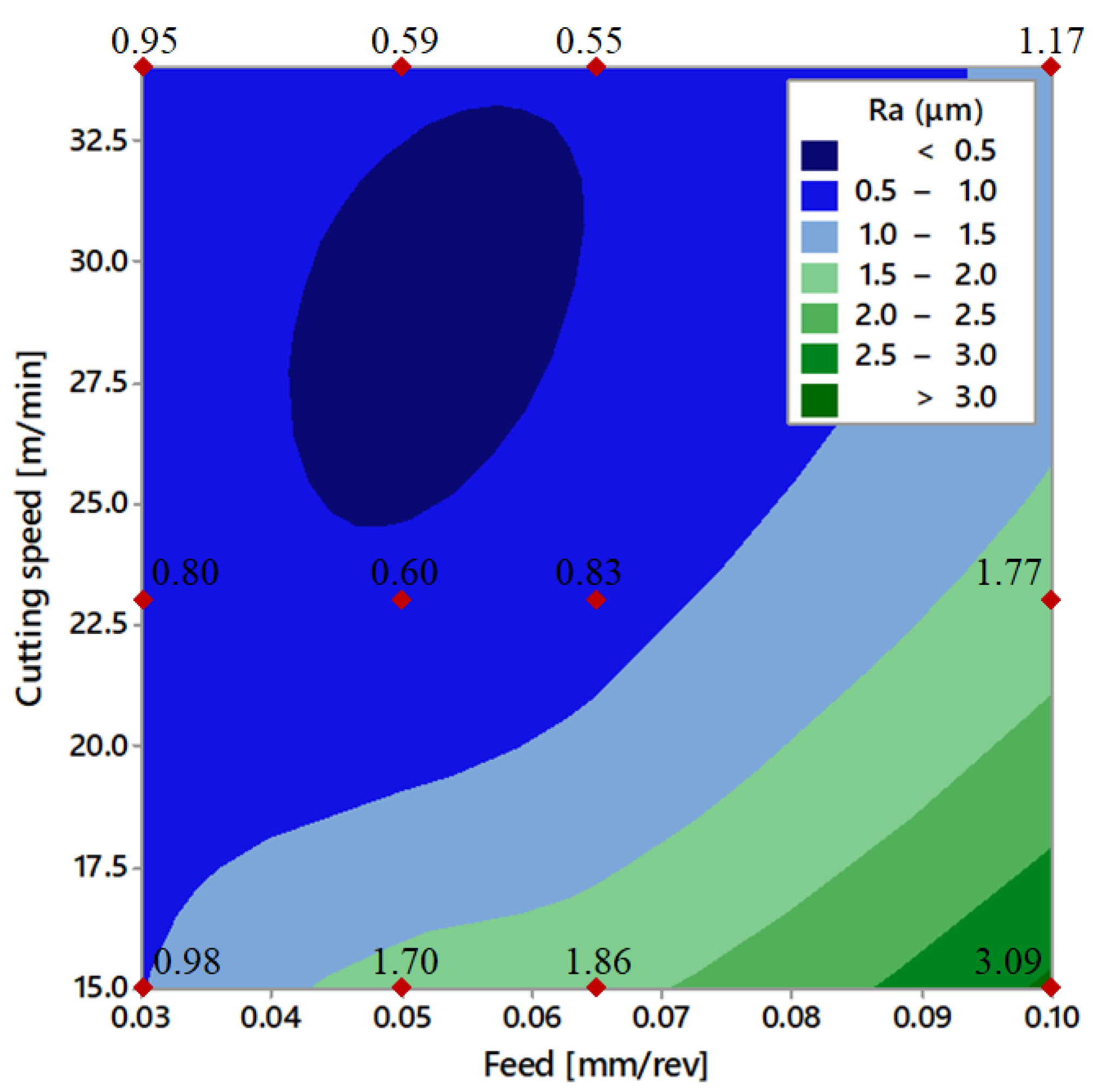
- The examined experimental settings provide proper surface roughness. The roughness values were reduced by half when the cutting speed moved from 15 to 23 m/min, whereas it remained almost constant for larger cutting speeds. The best roughness surface, of around 0.8 μm, was obtained when the feed was 0.065 mm/rev or lower;
- -
- A regression analysis defined some models to relate the cutting temperature and surface roughness to the machining parameters;
- -
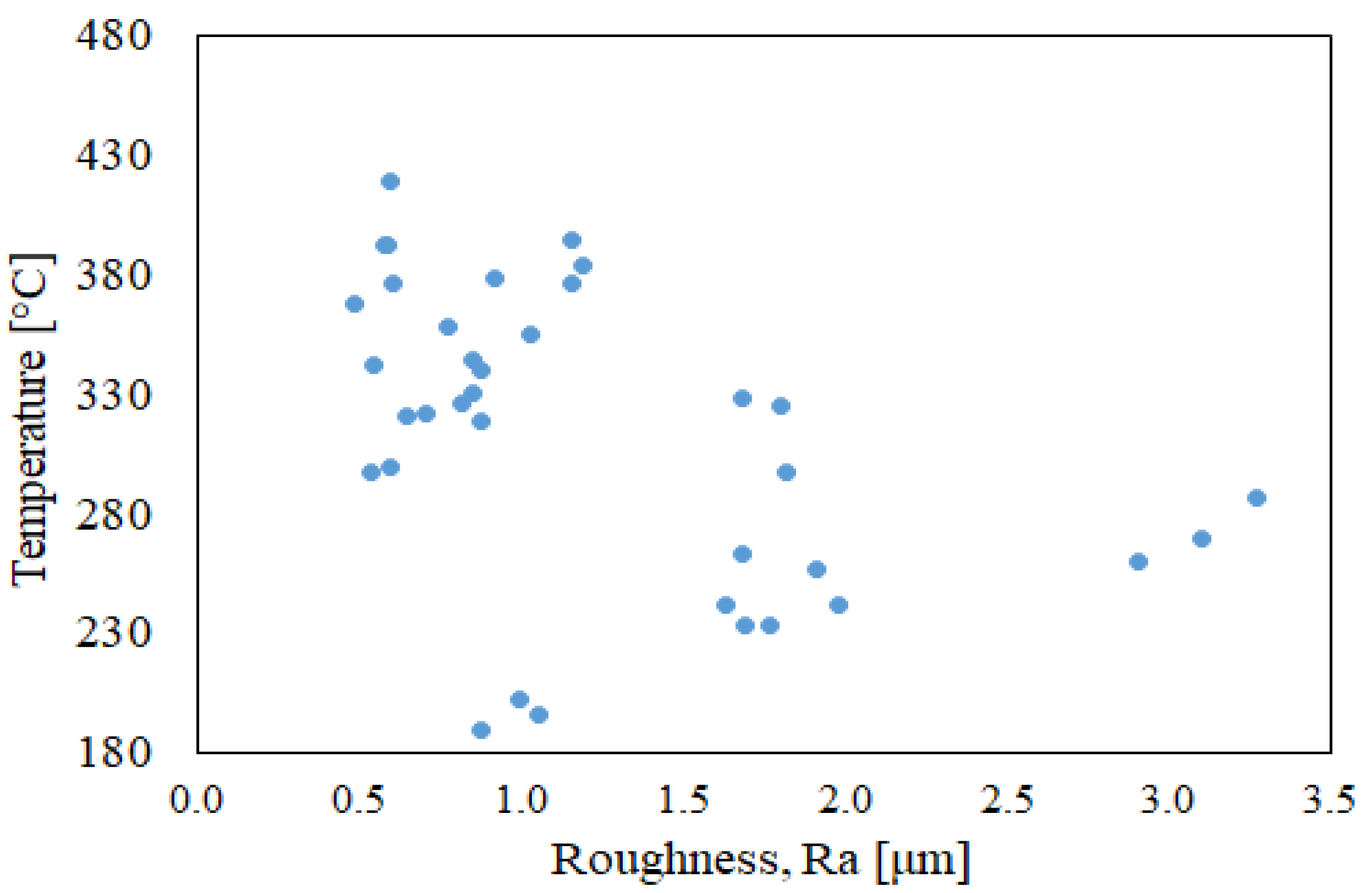
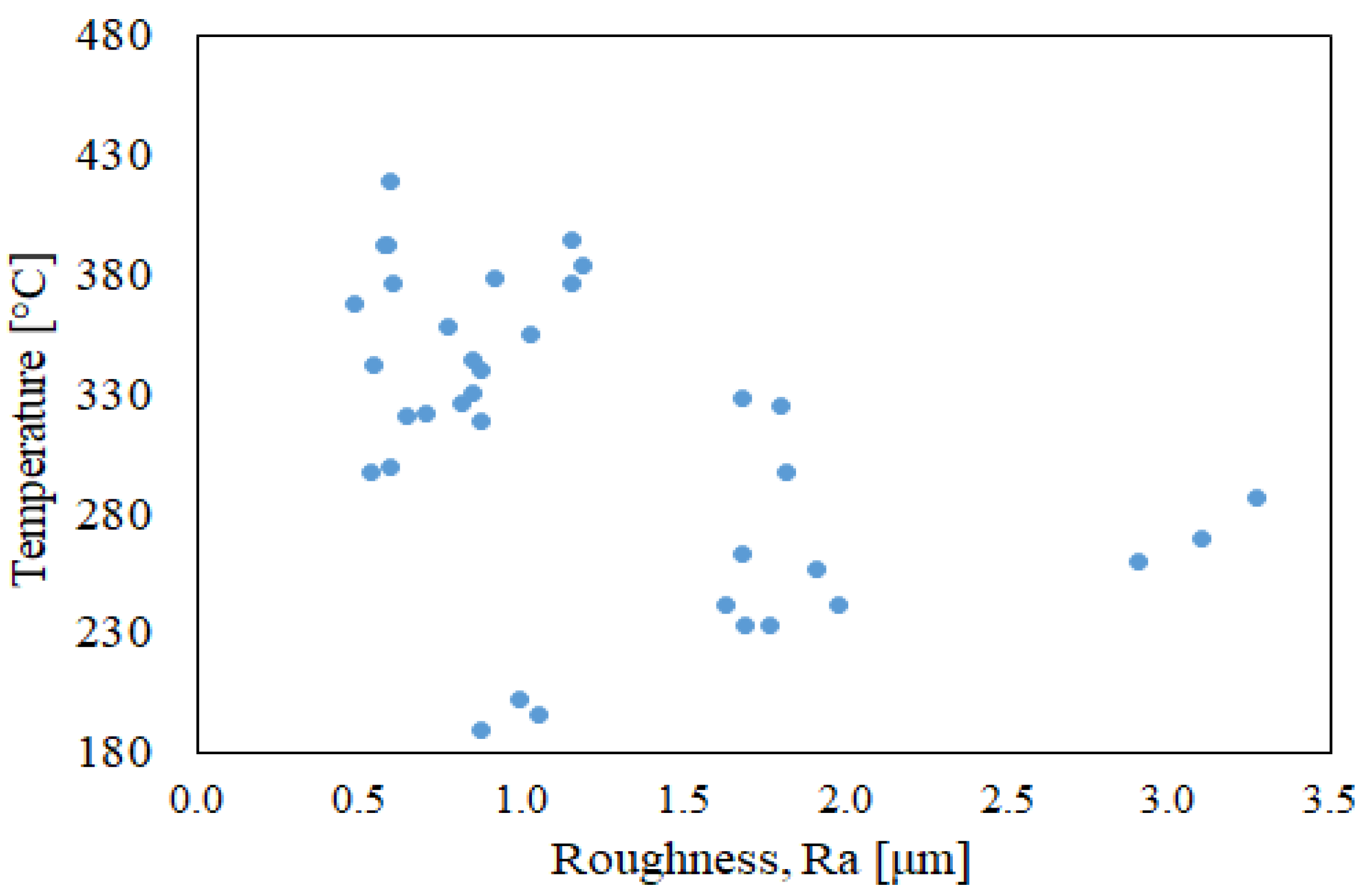
- Infrared thermography made it possible to point out a direct relationship between the cutting temperature and the surface roughness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gorynin, I.V. Titanium alloys for marine application. Mater. Sci. Eng. A 1999, 263, 112–116. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Shokoohi, Y.; Khosrojerdi, E.; Rassolian Shiadhi, B.H. Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation. J. Clean. Prod. 2015, 94, 330–339. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.G.; Herrmann, C. Metalworking fluids-Mechanisms and performance. CIRP Ann.-Manuf. Technol. 2015, 64, 605–628. [Google Scholar] [CrossRef] [Green Version]
- Dureja, J.S.; Singh, R.; Singh, T.; Singh, P.; Dogra, M.; Bhatti, M.S. Performance evaluation of coated carbide tool in machining of stainless steel (AISI 202) under minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 123–129. [Google Scholar] [CrossRef] [Green Version]
- Jang, D.Y.; Jung, J.; Seok, J. Modeling and parameter optimization for cutting energy reduction in MQL milling process. Int. J. Precis. Eng. Manuf.-Green Technol. 2016, 3, 5–12. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M.; Yusoff, A.R. Environmental impacts and hazards associated with metal working fluids and recent advances in the sustainable systems: A review. Renew. Sustain. Energy Rev. 2016, 60, 1008–1031. [Google Scholar] [CrossRef] [Green Version]
- Rotella, G.; Dillon, O.W.; Umbrello, D.; Settineri, L.; Jawahir, I.S. The effects of cooling conditions on surface integrity in machining of Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2014, 71, 47–55. [Google Scholar] [CrossRef] [Green Version]
- Deiab, I.; Raza, S.W.; Pervaiz, S. Analysis of lubrication strategies for sustainable machining during turning of titanium ti-6al-4v alloy. Procedia CIRP 2014, 17, 766–771. [Google Scholar] [CrossRef] [Green Version]
- Pervaiz, S.; Deiab, I.; Darras, B. Power consumption and tool wear assessment when machining titanium alloys. Int. J. Precis. Eng. Manuf. 2013, 14, 925–936. [Google Scholar] [CrossRef]
- Shyha, I.; Gariani, S.; Bhatti, M. Investigation of Cutting Tools and Working Conditions Effects when Cutting Ti-6al-4V using Vegetable Oil-Based Cutting Fluids. Procedia Eng. 2015, 132, 577–584. [Google Scholar] [CrossRef] [Green Version]
- Lin, H.; Wang, C.; Yuan, Y.; Chen, Z.; Wang, Q.; Xiong, W. Tool wear in Ti-6Al-4V alloy turning under oils on water cooling comparing with cryogenic air mixed with minimal quantity lubrication. Int. J. Adv. Manuf. Technol. 2015, 81, 87–101. [Google Scholar] [CrossRef]
- Barrow, G. A Review of experimental and theoretical techniques for assessing cutting temperatures. CIRP Ann. 1973, 22, 203–211. [Google Scholar]
- Da Silva, M.B.; Wallbank, J. Cutting temperature: Prediction and measurement methods—A review. J. Mater. Process. Technol. 1999, 88, 195–202. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z.B. A review of the experimental techniques for the measurement of heat and temperatures generated in some manufacturing processes and tribology. Tribol. Int. 2001, 34, 653–682. [Google Scholar] [CrossRef]
- Smart, E.F.; Trent, E.M. Temperature distribution in tools used for cutting iron, titanium and nickel. Int. J. Prod. Res. 1975, 13, 265–290. [Google Scholar] [CrossRef]
- Dearnley, P.A. New technique for determining temperature distribution in cemented carbide cutting tools. Met. Technol. 1983, 10, 205–214. [Google Scholar] [CrossRef]
- Kato, S.; Yamaguchi, K.; Watanabe, Y.; Hiraiwa, Y. Measurement of temperature distribution within tool using powders of constant melting point. J. Manuf. Sci. Eng. Trans. ASME 1976, 98, 607–613. [Google Scholar] [CrossRef]
- Rossetto, S.; Koch, U. Investigation of temperature distribution on tool flank surface. CIRP Ann. 1971, 19, 551–558. [Google Scholar]
- Kato, T.; Fujii, H. Temperature measurement of workpiece in surface grinding by pvd film method. J. Manuf. Sci. Eng. Trans. ASME 1997, 119, 689–694. [Google Scholar] [CrossRef]
- Artozoul, J.; Lescalier, C.; Bomont, O.; Dudzinski, D. Extended infrared thermography applied to orthogonal cutting. Appl. Therm. Eng. 2014, 6, 441–452. [Google Scholar] [CrossRef] [Green Version]
- Suhail, A.H.; Ismail, N.; Wong, S.V.; Abdul Jalil, N.A. Optimization of Cutting Parameters Based on Surface Roughness and Assistance of Workpiece Surface Temperature in Turning Process. Am. J. Eng. Appl. Sci. 2010, 3, 102–108. [Google Scholar] [CrossRef] [Green Version]
- Prasad, B.S.; Prabha, K.A.; Kuma, P.V.S.G. Condition monitoring of turning process using infrared thermography technique—An experimental approach. Infrared Phys. Technol. 2017, 81, 137–147. [Google Scholar] [CrossRef]
- Brili, N.; Ficko, M.; Klančnik, S. Automatic identification of tool wear based on thermography and a convolutional neural network during the turning process. Sensors 2021, 21, 1917. [Google Scholar] [CrossRef] [PubMed]
- Somkiat, T.; Somchart, A.; Sirichan, T. In-Process monitoring and prediction of surface roughness on CNC turning by using response surface analysis. In Proceedings of the 36th International MATADOR Conference, Manchester, UK, 14–16 July 2010; Springer: London, UK, 2010. article code 122836. pp. 213–216. [Google Scholar] [CrossRef]
- D’Antonio, G.; Sauza Bedolla, J.; Chiabert, P.; Lombardi, F. PLM-MES integration to support collaborative design. In Proceedings of the International Conference on Engineering Design ICED, Milan, Italy, 27–30 July 2015; 10(DS 80-10). pp. 81–90. [Google Scholar]
- Rauch, E.; Russo Spena, P.; Matt, D.T. Axiomatic design guidelines for the design of flexible and agile manufacturing and assembly systems for SMEs. Int. J. Interact. Des. Manuf. 2019, 13, 1–22. [Google Scholar] [CrossRef]
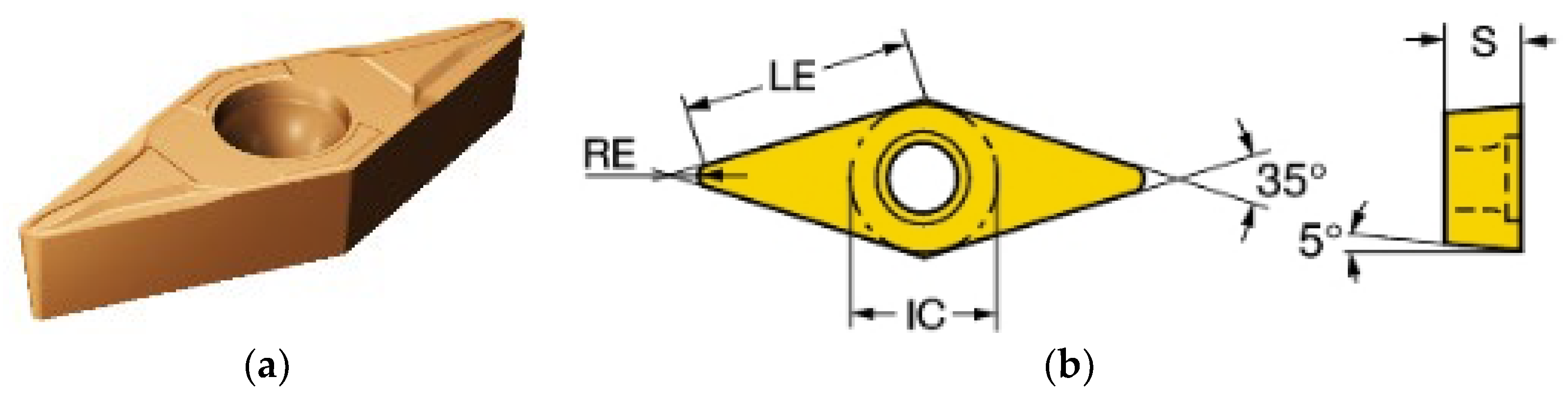
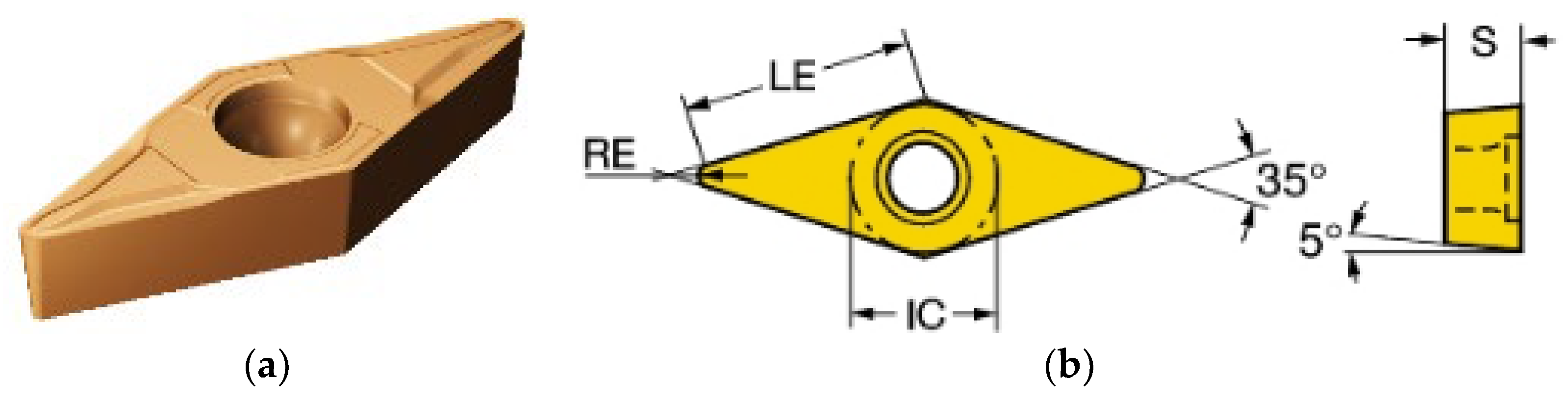
- Sandvik Coromant-Turning Tools Catalogue. Available online: www.sandvik.coromant.com (accessed on 28 January 2021).
- Vorster, J.V.Z. Temperature Measurement of Titanium During Milling, Final project; Stellenbosch University: Stellenbosch, South Africa, 2010. [Google Scholar]
- Yang, J.; Sun, S.; Brandt, M.; Yan, W. Experimental investigation and 3D finite element prediction of the heat affected zone during laser assisted machining of Ti6Al4V alloy. J. Mater. Proc. Techn. 2010, 210, 2215–2222. [Google Scholar] [CrossRef]
- Muller, B.; Renz, U. Development of a fast fiber optic two color pyrometer for the temperature measurement of surfaces with varying emissivities. Rev. Sci. Instrum. 2001, 72, 3366–3374. [Google Scholar] [CrossRef]
- Conradie, P.J.T.; Oosthuizen, G.A.; Treurnicht, N.F.; Al Shaalane, A. Overview of work piece temperature measurement techniques for machining of Ti6Al4V. S. Afr. J. Ind. Eng. 2012, 23, 116–130. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, S.; Karunamoorthy, L.; Palanikumar, K. Measurement and analysis of surface roughness in turning of aerospace titanium alloy (gr5). Measurement 2012, 45, 1266–1276. [Google Scholar] [CrossRef]
- Somkiat, T.; Voraman, B. Integration of in-process monitoring and statistical process control of surface roughness on CNC turning process. Int. J. Comp. Integr. Manuf. 2013, 26, 227–236. [Google Scholar] [CrossRef]
- Azizi, M.W.; Keblouti, O.; Boulanouar, L.; Yallese, M.A. Design optimization in hard turning of E19 alloy steel by analysing surface roughness, tool vibration and productivity. Struct. Eng. Mech. 2020, 73, 501–513. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Sheikh, N.; Khan, M.; Mativenga, P. Wear Mechanism Analysis in Milling of Ti-6Al-4V alloy. Proc. Instit. Mech. Eng. Part. B J. Eng. Manuf. 2013, 227, 1148–1156. [Google Scholar] [CrossRef]
- Patil, S.; Jadhav, S.; Kekade, S.; Supare, A.; Powar, A.; Singh, R.K.P. The Influence of Cutting Heat on the Surface Integrity during Machining of Titanium Alloy Ti6Al4V. Proc. Manuf. 2016, 5, 857–869. [Google Scholar] [CrossRef] [Green Version]
- Sun, F.J.; Qu, S.G.; Pan, Y.X.; Li, X.Q.; Li, F.L. Effects of cutting parameters on dry machining Ti-6Al-4V alloy with ultra-hard tools. Int. J. Adv. Manuf. Technol. 2015, 79, 351–360. [Google Scholar] [CrossRef]
- Korkut, I.; Donertas, M.A. The influence of feed rate and cutting speed on the cutting force, surface roughness and tool-chip contact length during face milling. Mater. Des. 2007, 28, 308–312. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Characteristics of cutting forces and chip formation inmachining of titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 561–568. [Google Scholar] [CrossRef]
- Akkus, H.; Yaka, H. Experimental and statistical investigation of the effect of cutting parameters on surface roughness, vibration and energy consumption in machining of titanium 6Al-4V ELI (grade 5) alloy. Measurement 2021, 167, 108465. [Google Scholar] [CrossRef]
- Che-Haron, C.H. Tool life and surface integrity in turning titanium alloy. J. Mater. Proc. Technol. 2001, 118, 231–237. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (%wt.) | ||||
|---|---|---|---|---|---|
| Ti6Al4V | C | Fe | Al | V | Ti |
| <0.08 | <0.25 | 6 | 4 | bal. | |
| Material | Mechanical Properties | |||
|---|---|---|---|---|
| Ti6Al4V | YS (MPa) | UTS (MPa) | ef [%] | HRC |
| <0.08 | <0.25 | 6 | 4 | |
| No. Run | Cutting Speed (m/min) | Feed (mm/rev) |
|---|---|---|
| 1 | 15 | 0.03 |
| 2 | 15 | 0.05 |
| 3 | 15 | 0.065 |
| 4 | 15 | 0.1 |
| 5 | 23 | 0.03 |
| 6 | 23 | 0.05 |
| 7 | 23 | 0.065 |
| 8 | 23 | 0.1 |
| 9 | 34 | 0.03 |
| 10 | 34 | 0.05 |
| 11 | 34 | 0.065 |
| 12 | 34 | 0.1 |
| No. Run | Cutting Speed (m/min) | Feed (mm/rev) | Tmax (°C) | Ra (μm) |
|---|---|---|---|---|
| 1 | 15 | 0.03 | 191 ± 6 | 0.98 ± 0.07 |
| 2 | 15 | 0.05 | 240 ± 13 | 1.70 ± 0.06 |
| 3 | 15 | 0.065 | 238 ± 10 | 1.86 ± 0.12 |
| 4 | 15 | 0.1 | 266 ± 11 | 3.09 ± 0.15 |
| 5 | 23 | 0.03 | 325 ± 10 | 0.80 ± 0.07 |
| 6 | 23 | 0.05 | 298 ± 11 | 0.60 ± 0.04 |
| 7 | 23 | 0.065 | 327 ± 18 | 0.83 ± 0.04 |
| 8 | 23 | 0.1 | 309 ± 14 | 1.77 ± 0.06 |
| 9 | 34 | 0.03 | 350 ± 16 | 0.95 ± 0.06 |
| 10 | 34 | 0.05 | 392 ± 13 | 0.59 ± 0.01 |
| 11 | 34 | 0.065 | 354 ± 15 | 0.55 ± 0.05 |
| 12 | 34 | 0.1 | 376 ± 8 | 1.17 ± 0.02 |
| Parameter | Sum of Squares | Dof | Mean Square | F-Ratio | p-Value | Contribution [%] |
|---|---|---|---|---|---|---|
| Main effects | ||||||
| A: cutting speed | 8.242 | 2 | 4.121 | 505.2 | <0.0001 | 44.1 |
| B: Feed | 7.275 | 3 | 2.425 | 297.3 | <0.0001 | 38.9 |
| Interactions | ||||||
| AB | 2.943 | 6 | 0.4906 | 60.15 | <0.0001 | 15.5 |
| Residual | 0.1957 | 24 | 0.00815 | 1.6 | ||
| Total (Corrected) | 18.66 | 35 |
| Parameter | Sum of Squares | Dof | Mean Square | F-Ratio | p-Value | Contribution (%) |
|---|---|---|---|---|---|---|
| Main effects | ||||||
| A:cutting speed | 114,137 | 2 | 57,069 | 258 | <0.0001 | 84.9 |
| B: Feed | 4191 | 3 | 1397 | 6.32 | 0.0026 | 2.6 |
| Interactions | ||||||
| AB | 10,237 | 6 | 1706 | 7.72 | 0.0001 | 6.7 |
| Residual | 5302 | 24 | 221 | 5.8 | ||
| Total (Corrected) | 133,868 | 35 |
| Roughness | Temperature | |
|---|---|---|
| Roughness | correlation | −0.4490 |
| sample size | (36) | |
| p value | 0.0006 | |
| Temperature | −0.4490 | correlation |
| (36) | sample size | |
| 0.0006 | p-value |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Maddis, M.; Lunetto, V.; Razza, V.; Russo Spena, P. Infrared Thermography for Investigation of Surface Quality in Dry Finish Turning of Ti6Al4V. Metals 2022, 12, 154. https://doi.org/10.3390/met12010154
De Maddis M, Lunetto V, Razza V, Russo Spena P. Infrared Thermography for Investigation of Surface Quality in Dry Finish Turning of Ti6Al4V. Metals. 2022; 12(1):154. https://doi.org/10.3390/met12010154
Chicago/Turabian StyleDe Maddis, Manuela, Vincenzo Lunetto, Valentino Razza, and Pasquale Russo Spena. 2022. "Infrared Thermography for Investigation of Surface Quality in Dry Finish Turning of Ti6Al4V" Metals 12, no. 1: 154. https://doi.org/10.3390/met12010154
APA StyleDe Maddis, M., Lunetto, V., Razza, V., & Russo Spena, P. (2022). Infrared Thermography for Investigation of Surface Quality in Dry Finish Turning of Ti6Al4V. Metals, 12(1), 154. https://doi.org/10.3390/met12010154