
A Model-Based Predictive Controller of the Level of Steel in the Mold with Disturbances Using a Repetitive Structure

 , ,
, ,  , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
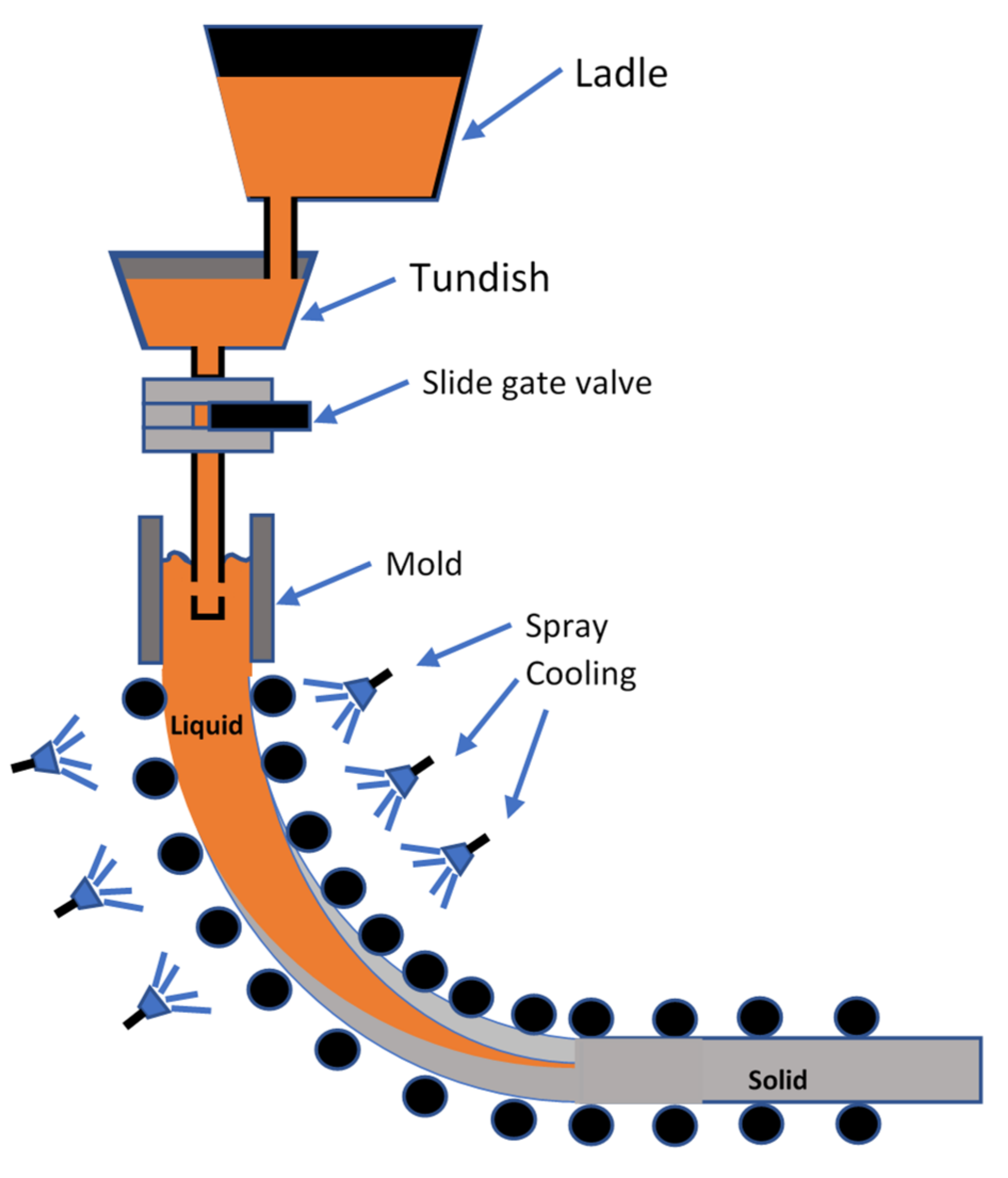
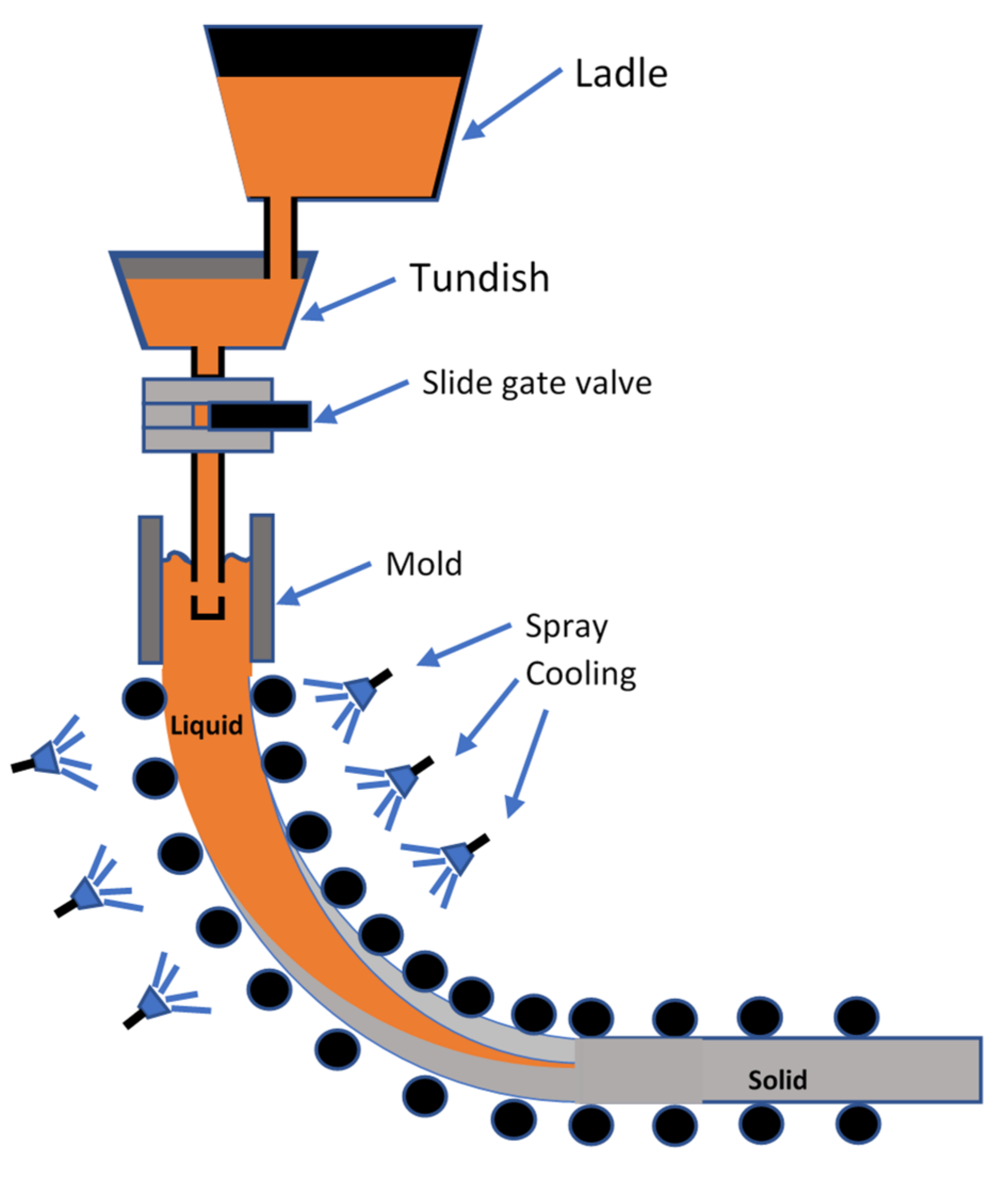
2. Mold Level Process and Disturbances
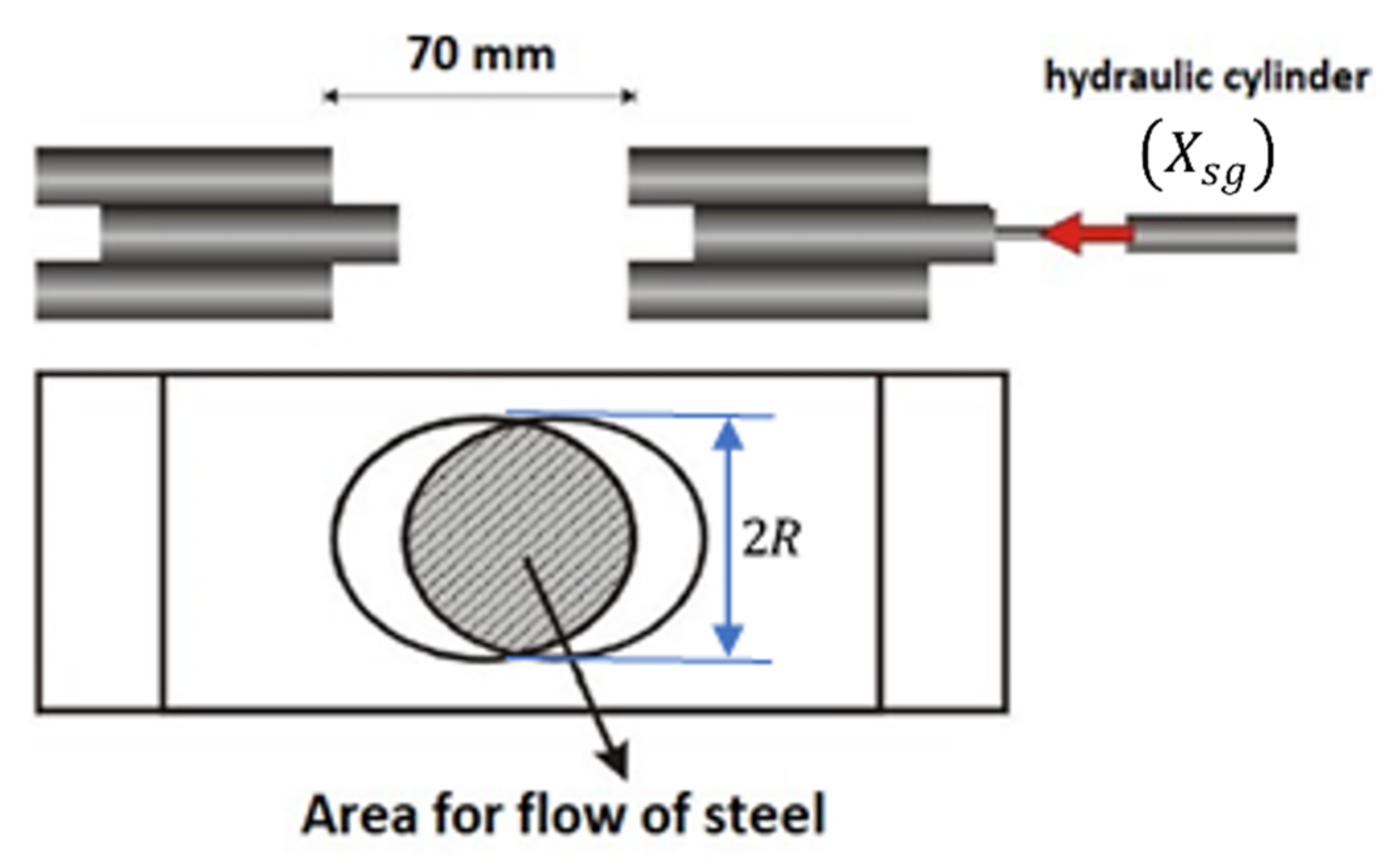
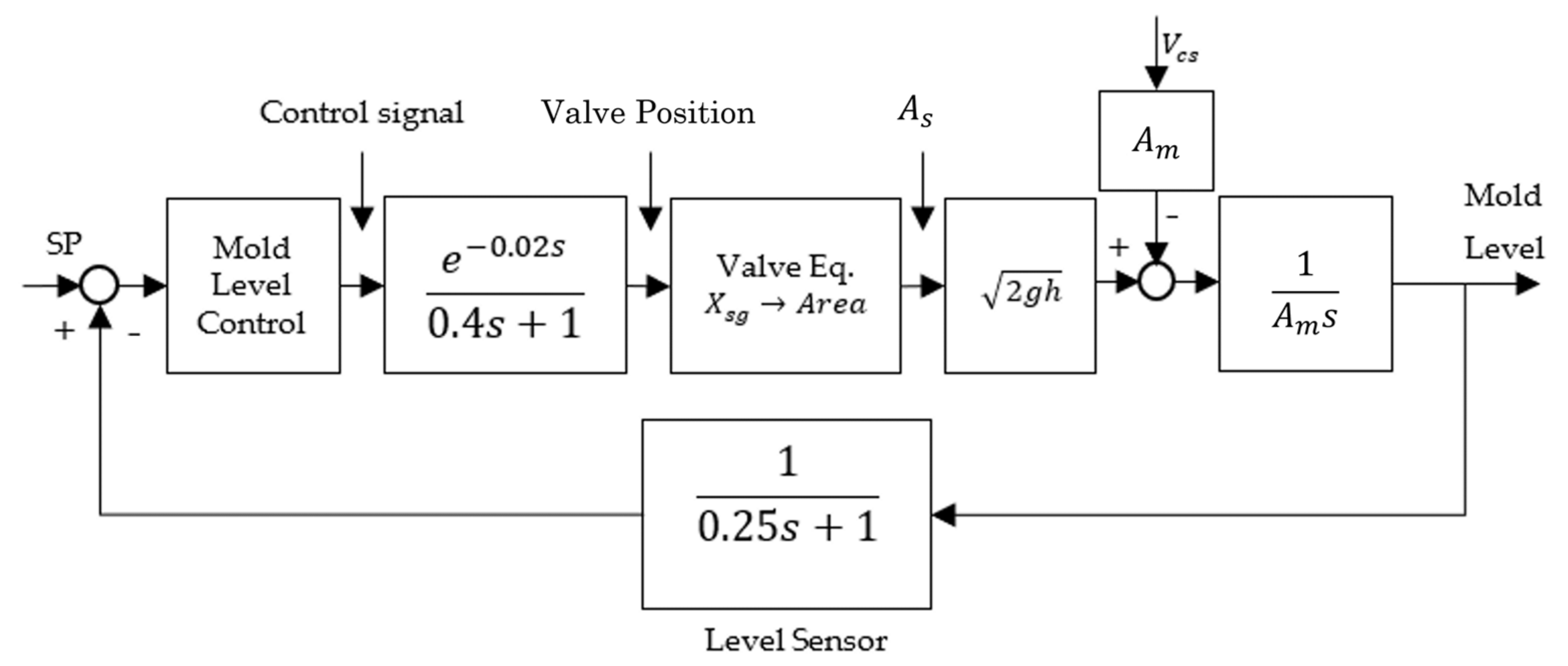
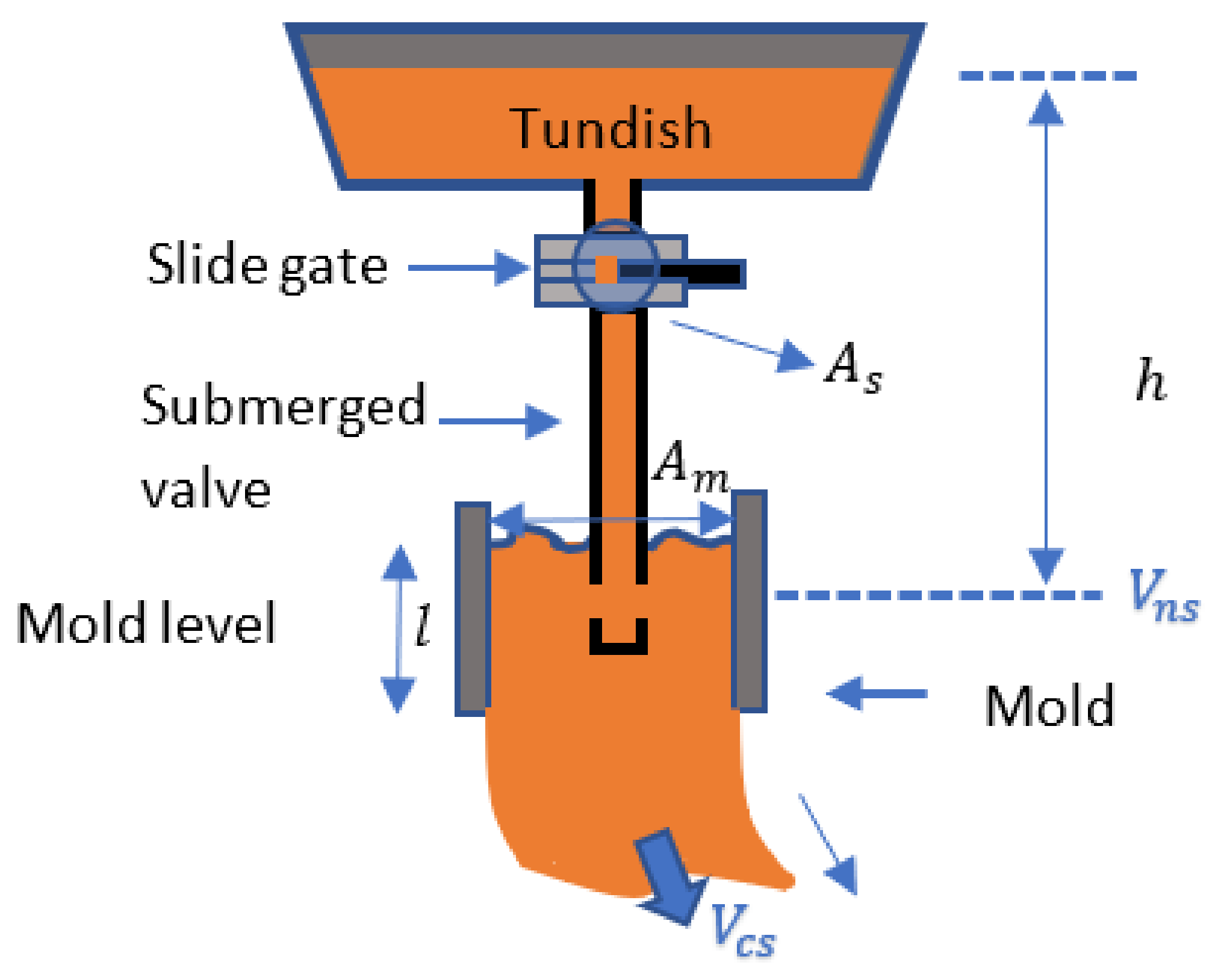
2.1. Nonlinear Modeling of the Mold Level Loop
- is the flow of steel into the slide gate valve,
- is the casting speed,
- is the effective slide gate valve area for steel passage,
- is the mold area,
- is the mold level, and
- is the distributor height.
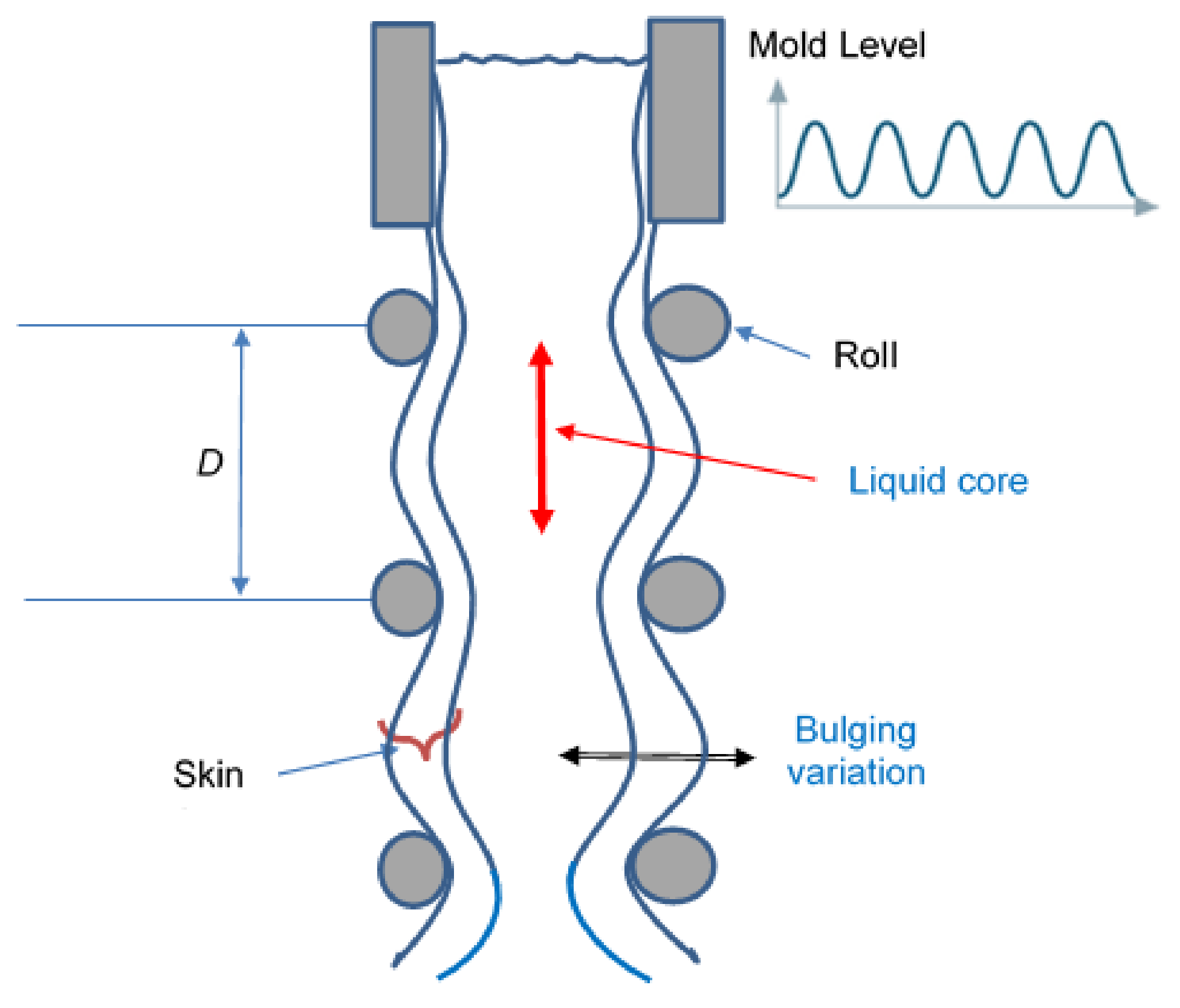
2.2. Bulging Disturbances
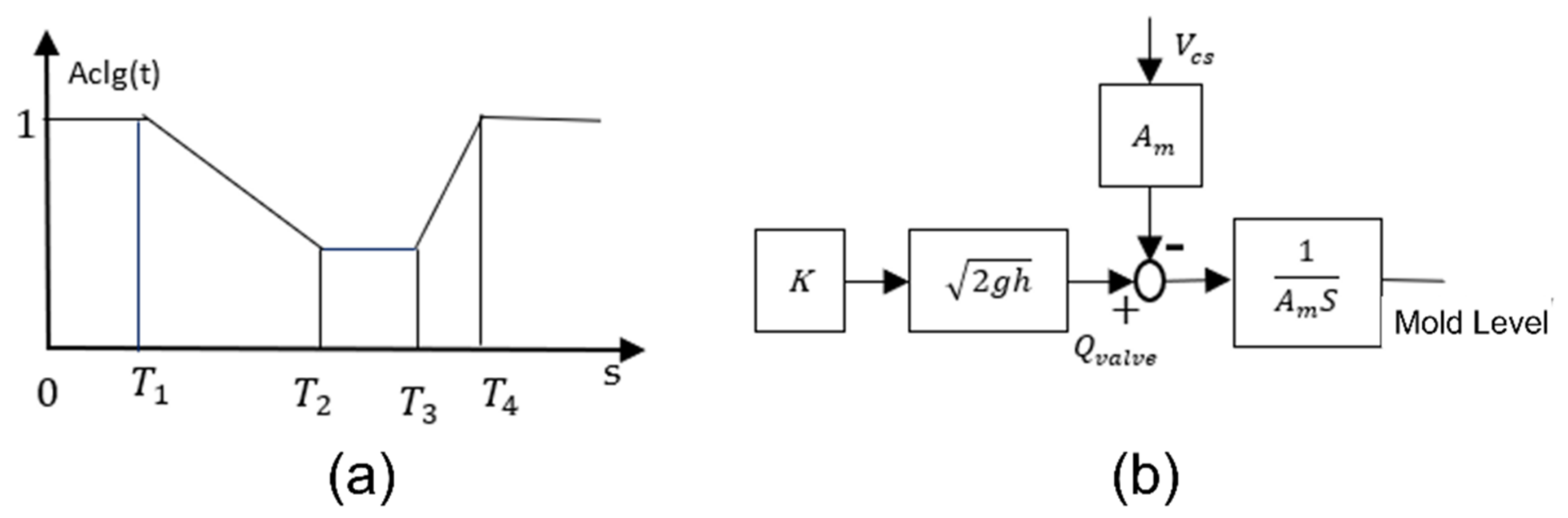
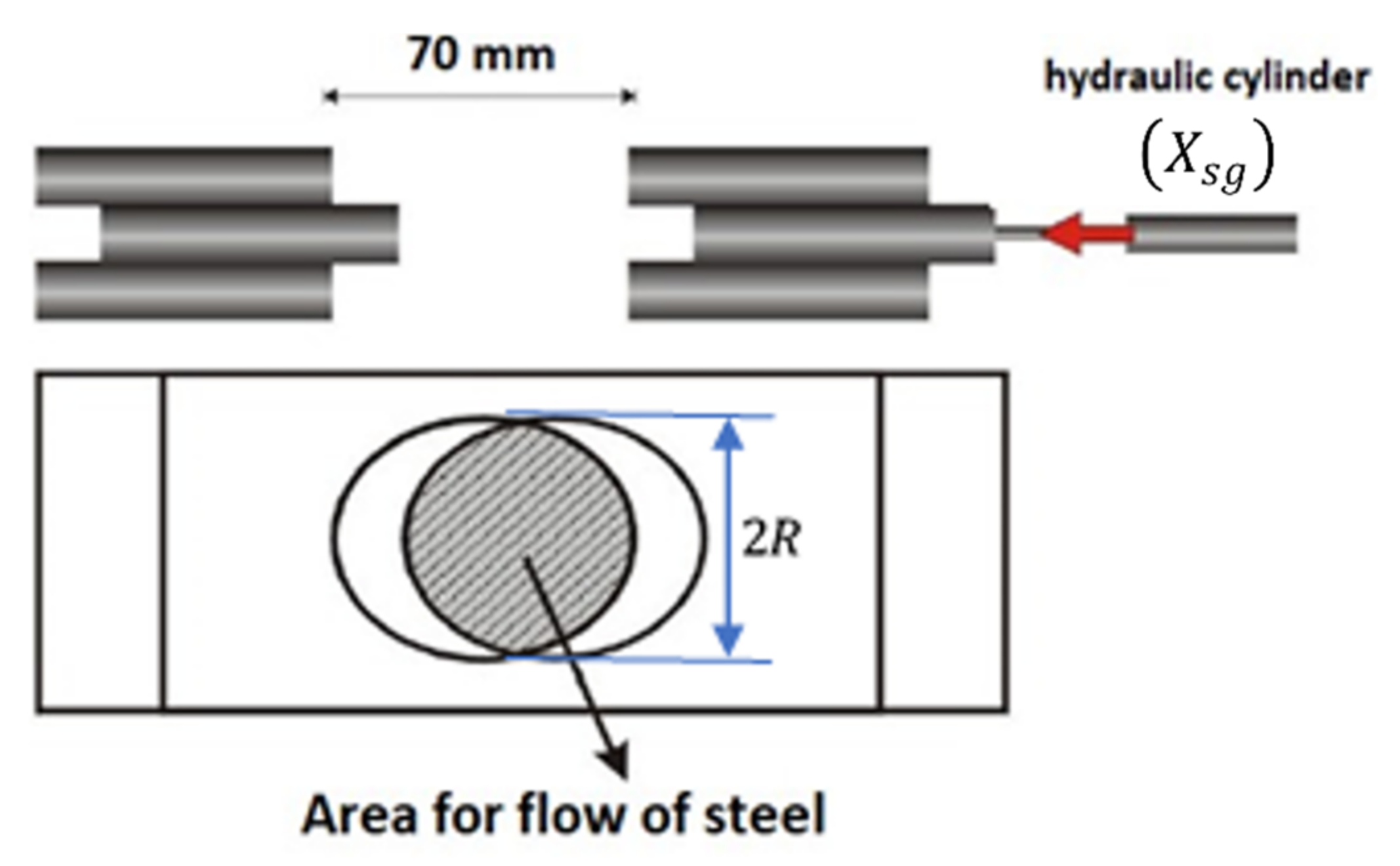
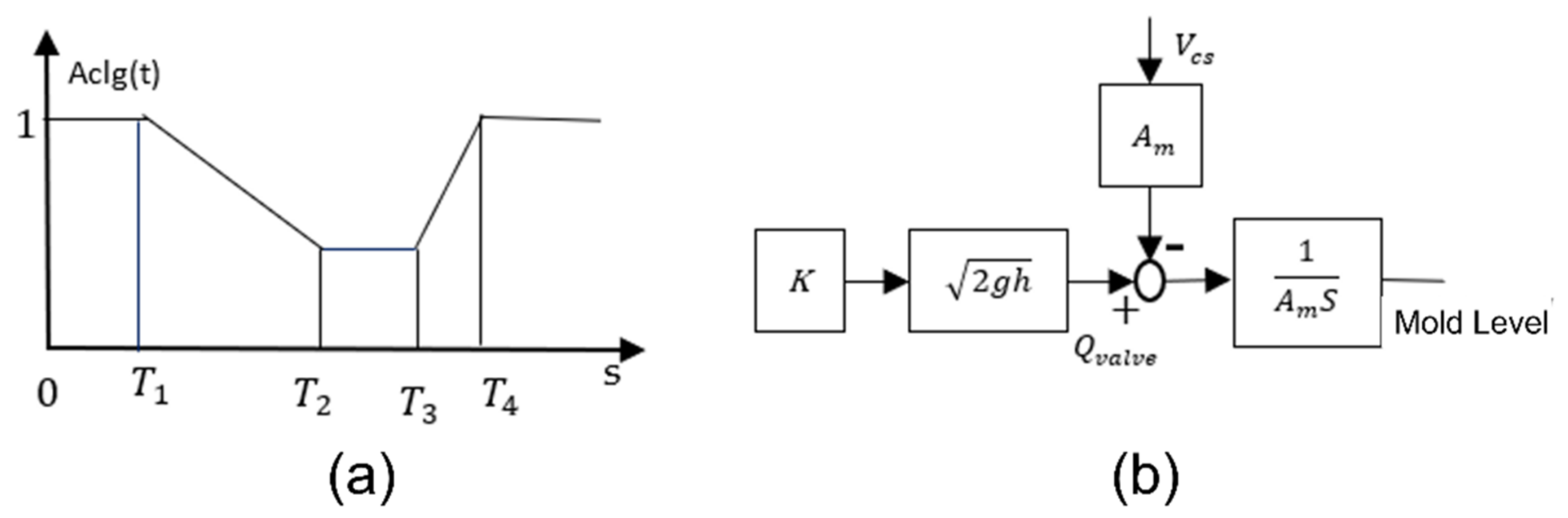
2.3. Clogging/Unclogging Disturbances
3. The Controllers
3.1. The GPC
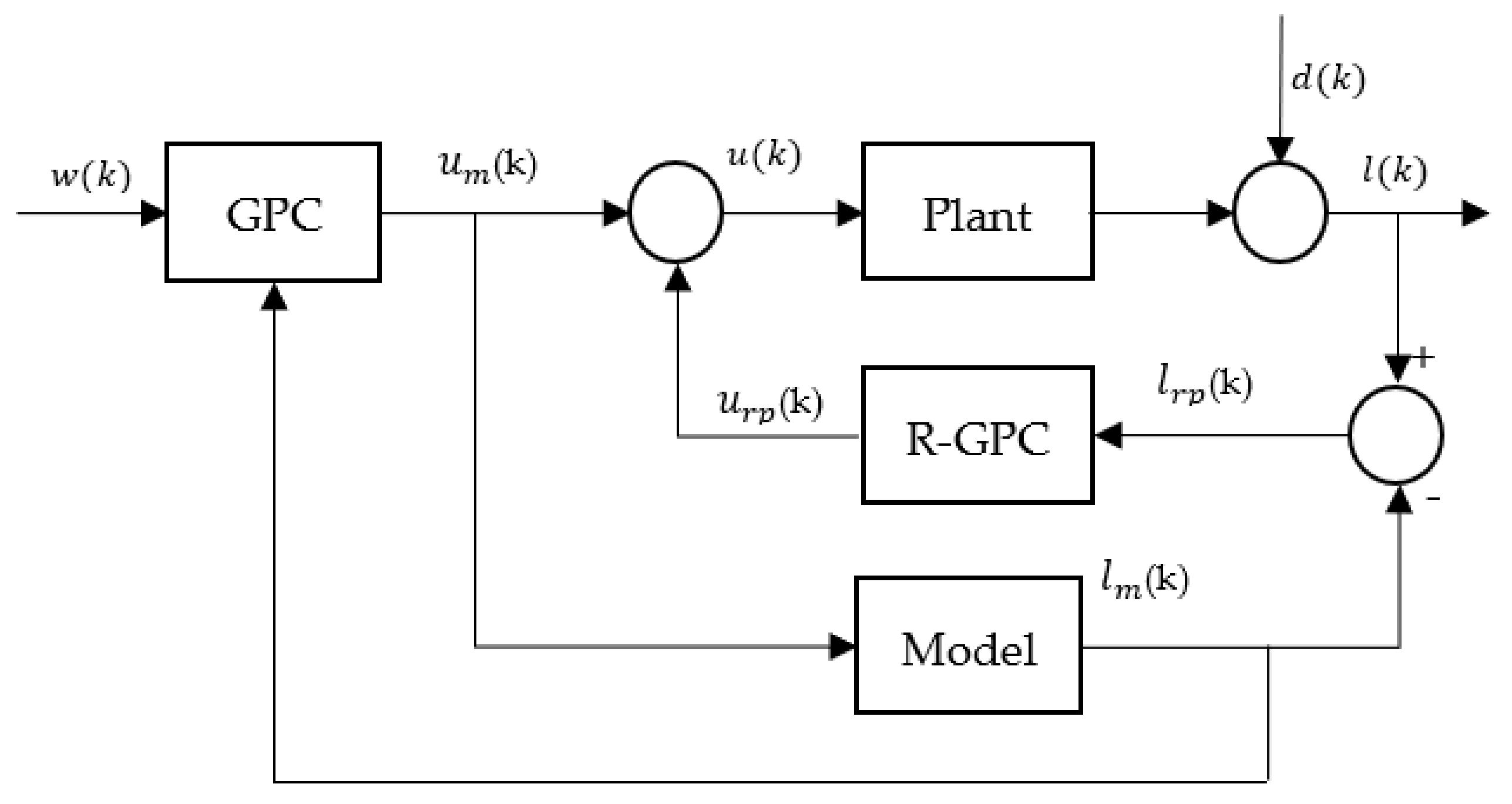
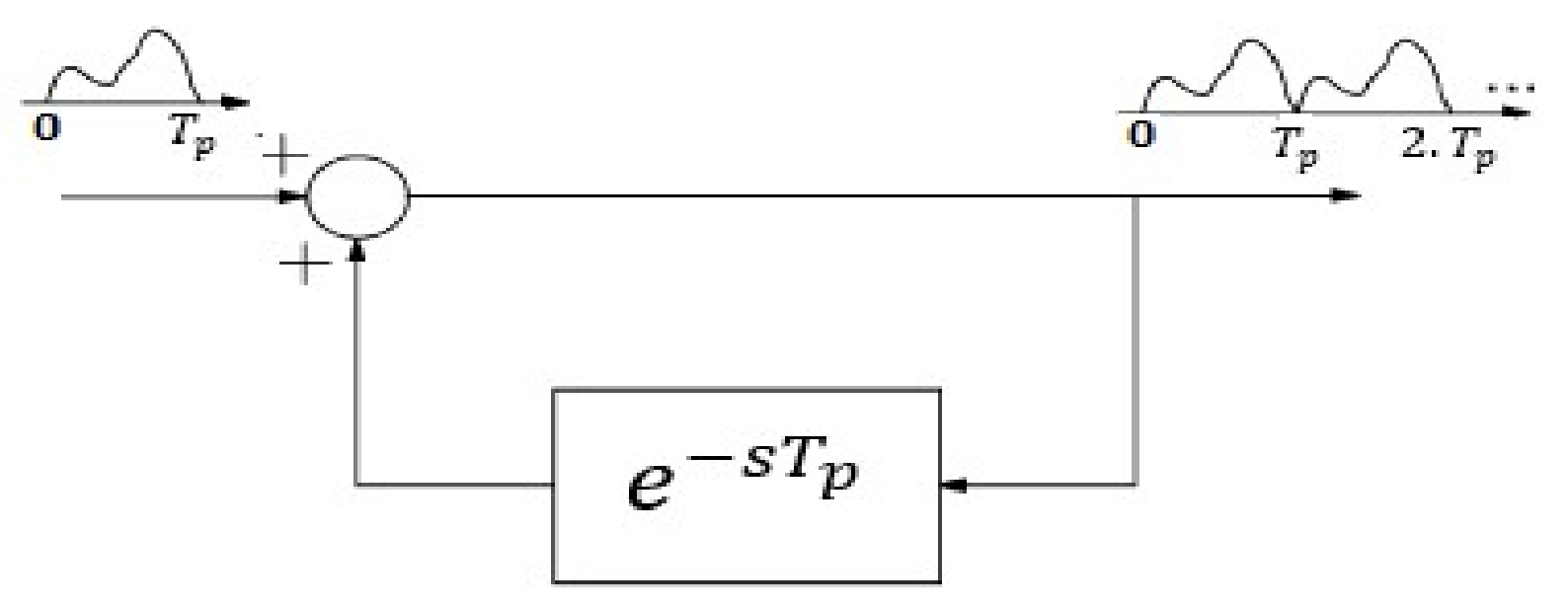
3.2. Repetitive Generalized Predict Controller (R-GPC)
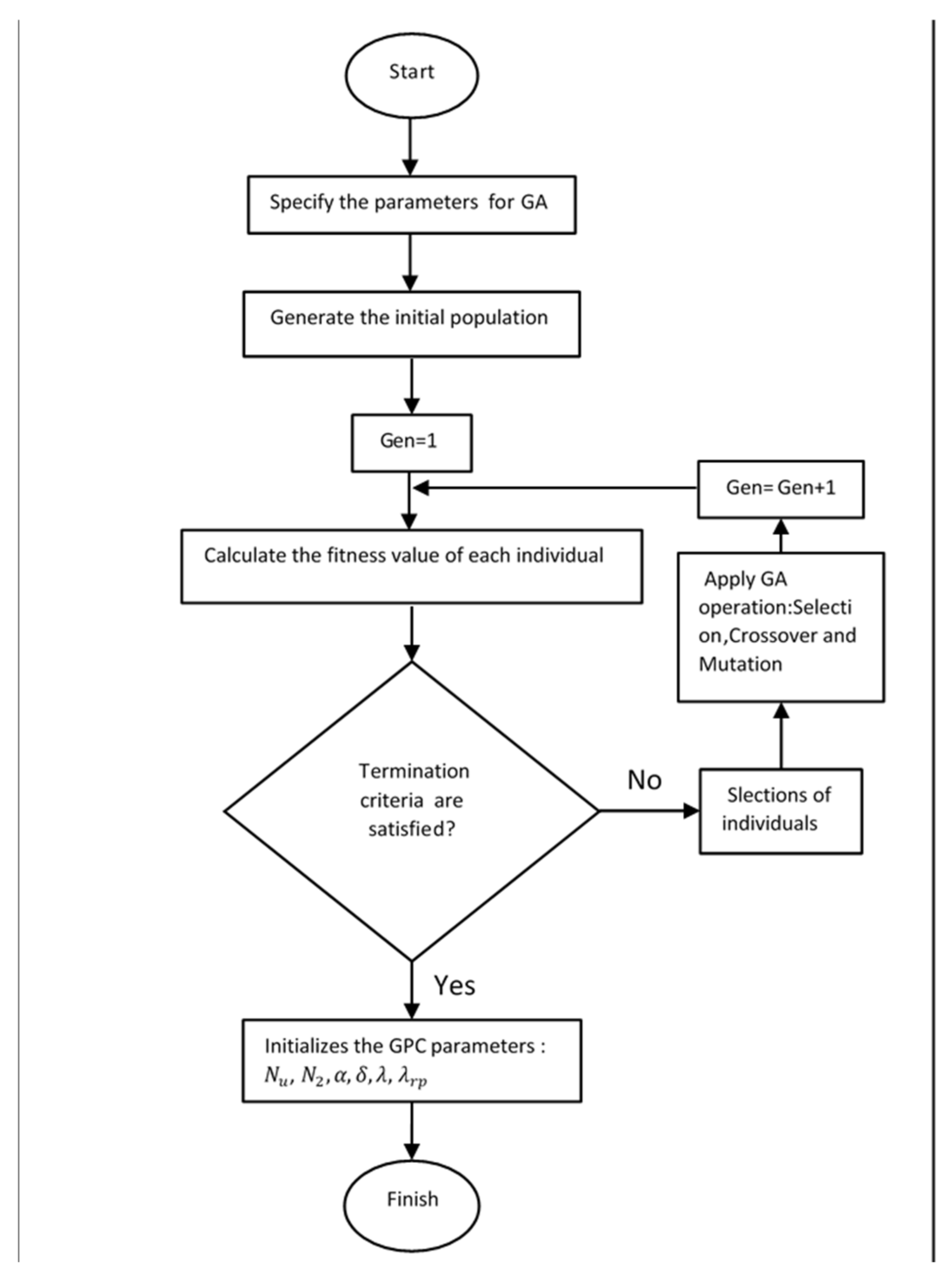
3.3. The Genetic Algorithm (GA)
4. Obtaining the Linear CARIMA Model
5. Numerical Results
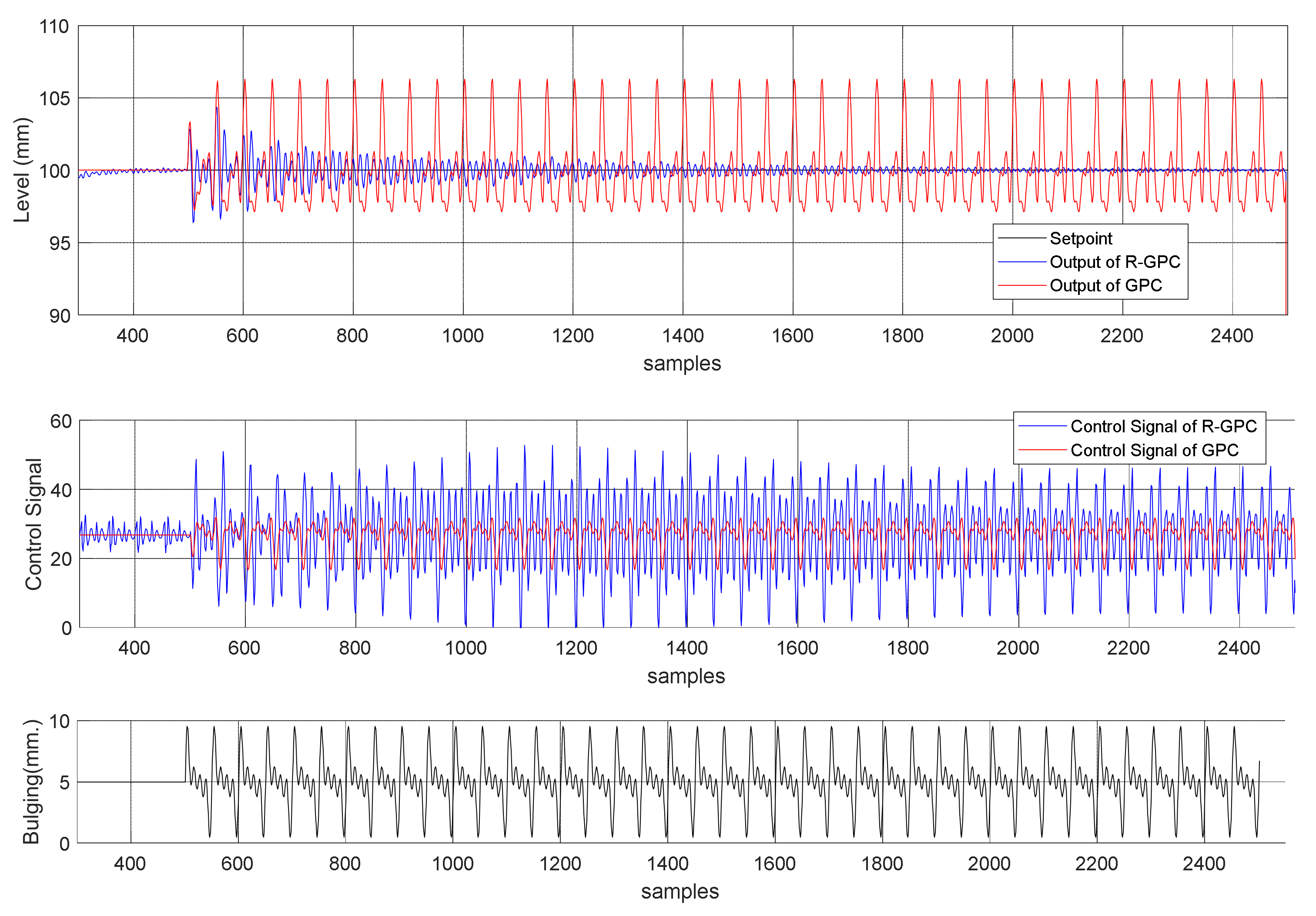
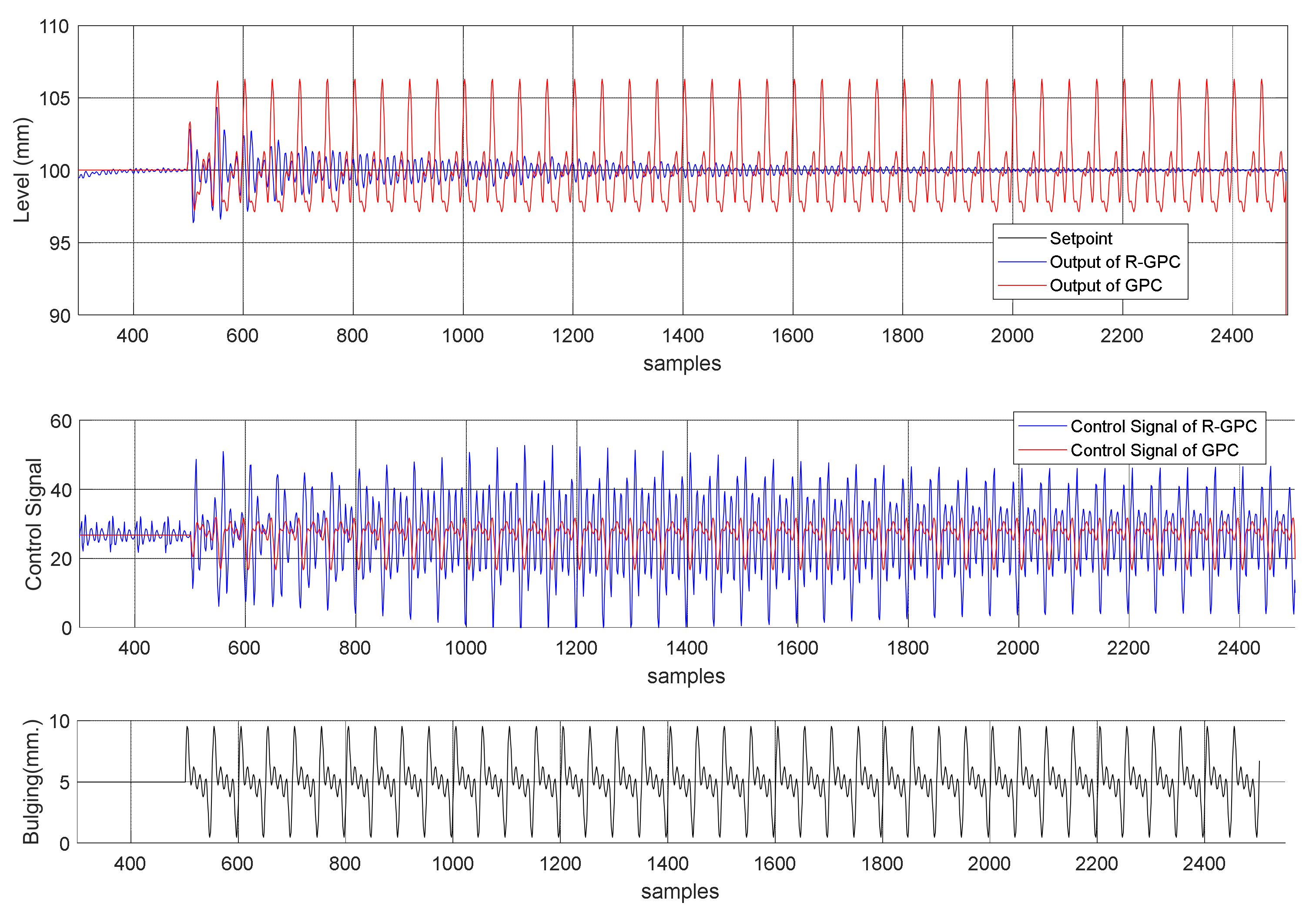
5.1. Comparison between GPC and Repetitive Structure
- -
- GPC: Nu = 5, N2 = 5, α = 0.92, δ = 270.95, and λ = 420.66
- -
- Repetitive structure: Nu = 8, N2 = 9, α = 0.98, δ = 712.69, λ = 297.35, and = 62.04
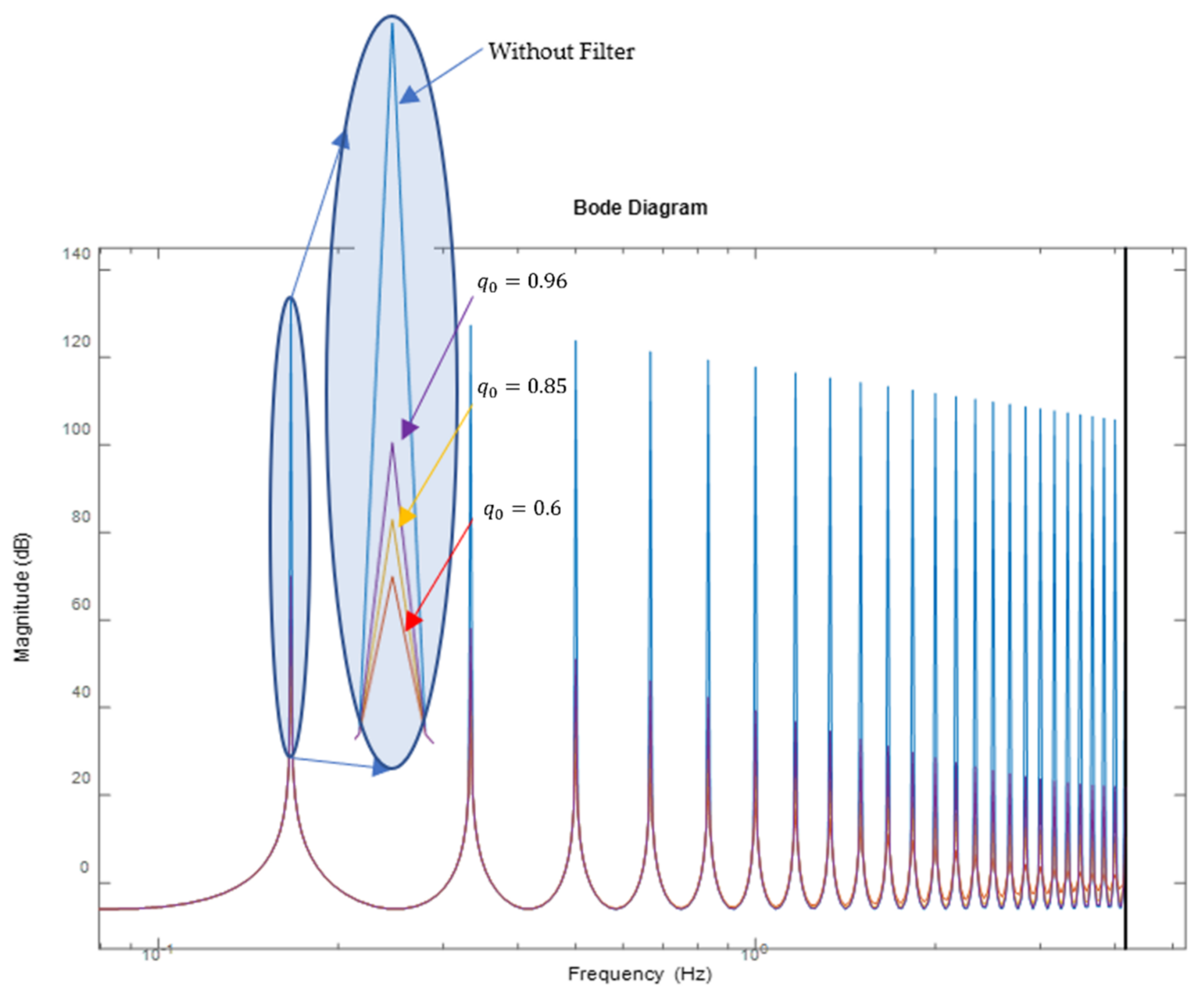
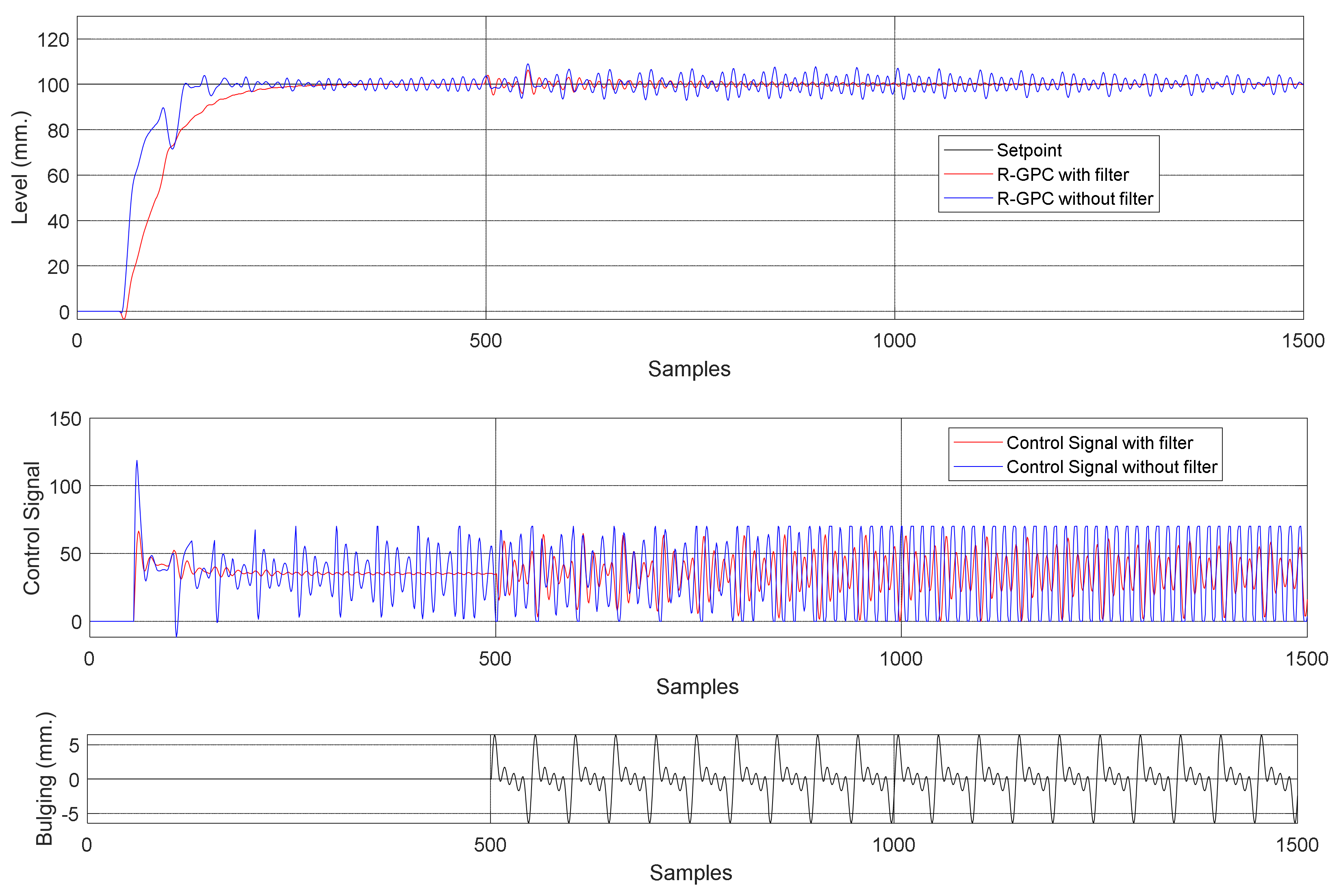
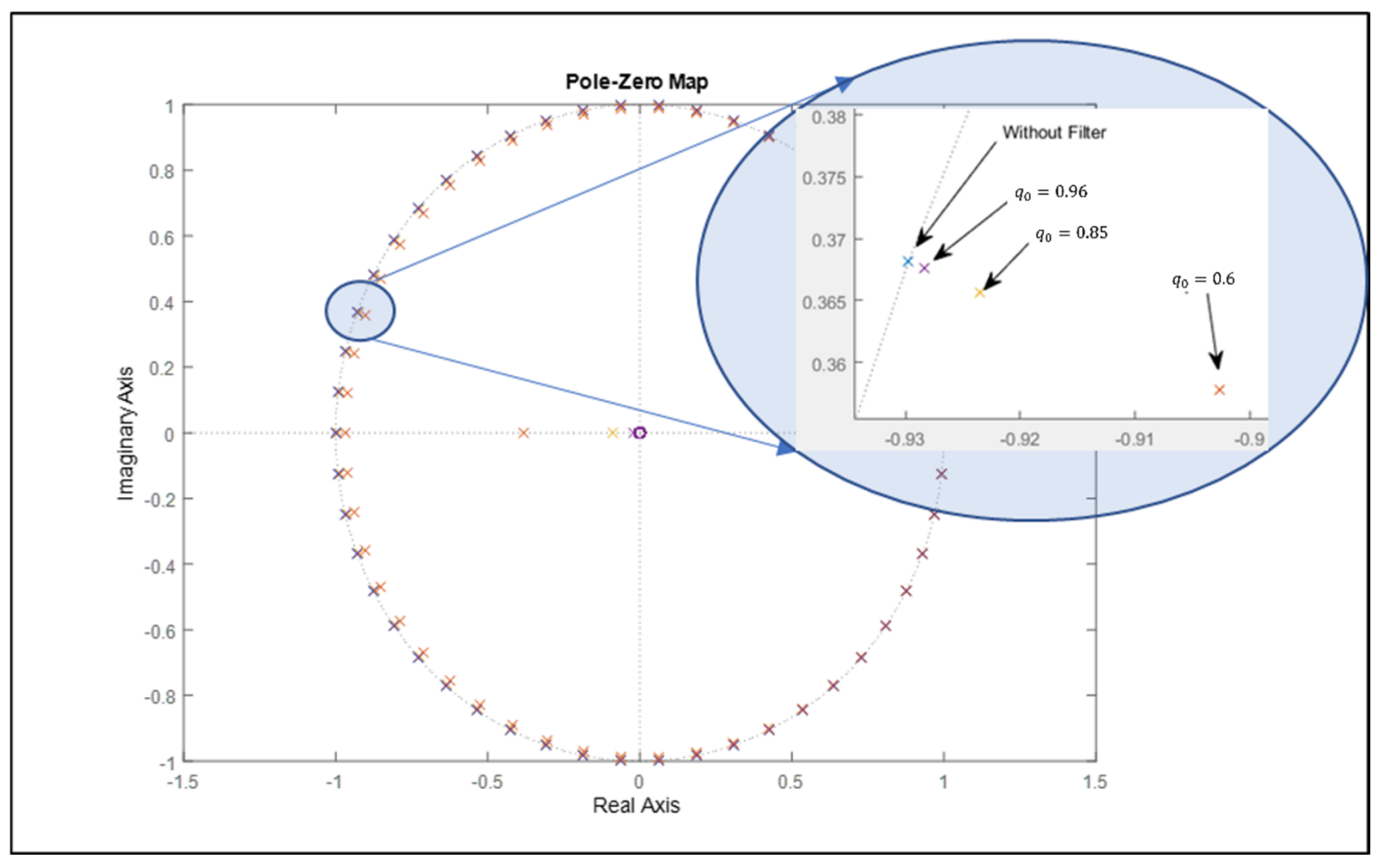
5.2. Comparison between the Repetitive Structure with and without a Filter
5.2.1. Process Simulation with Bulging Disturbance
5.2.2. Process Simulation with Clogging/Unclogging Disturbance
5.2.3. Process Simulation with Bulging and Clogging/Unclogging Disturbances
5.2.4. Process Simulation with Casting Speed Variation
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vynnycky, M. Continuous Casting. Metals 2019, 9, 643. [Google Scholar] [CrossRef] [Green Version]
- You, B.; Kim, M.; Lee, D.; Lee, J.; Lee, J.S. Iterative Learning Control of Molten Steel Level in a Continuous Casting Process. Control Eng. Pract. 2011, 19, 234–242. [Google Scholar] [CrossRef]
- Guan, R.; Ji, C.; Wu, C.; Zhu, M. Numerical Modelling of Fluid Flow and Macrosegregation in a Continuous Casting Slab with Asymmetrical Bulging and Mechanical Reduction. Int. J. Heat Mass Transf. 2019, 141, 503–516. [Google Scholar] [CrossRef]
- Qin, Q.; Huang, J.; Zang, Y. Improvement of Three—Dimensional Bulge Deformation Model for Continuous Casting Slab. J. Manuf. Process. 2020, 55, 57–65. [Google Scholar] [CrossRef]
- González-Yero, G.; Ramírez Leyva, R.; Ramírez Mendoza, M.; Albertos, P.; Crespo-Lorente, A.; Reyes Alonso, J.M. Neuro-Fuzzy System for Compensating Slow Disturbances in Adaptive Mold Level Control. Metals 2020, 11, 56. [Google Scholar] [CrossRef]
- You, B.; Sim, T.; Kim, M.; Lee, D.; Lee, J.; Lee, J.S. Molten Steel Level Control Based on an Adaptive Fuzzy Estimator in a Continuous Caster. ISIJ Int. 2009, 49, 1174–1183. [Google Scholar] [CrossRef]
- Duan, H.; Wang, X.; Yao, M.; Liu, Y.; Yu, Y. Prediction Approach of Bulging Position and Deformation Based on Hilbert–Huang Transform in Slab Continuous Casting. Metall. Mater. Trans. B 2020, 51, 1656–1667. [Google Scholar] [CrossRef]
- Xu, P.; Chen, D.; Du, Y.; Yu, H.; Long, M.; Liu, P.; Duan, H.; Yang, J. Hydraulic Modeling on Flow Behavior in High-Speed Billet Continuous Casting Mold Considering Hydrostatic Pressure and Solidified Shell. Metals 2020, 10, 1226. [Google Scholar] [CrossRef]
- Ma, C.; He, W.; Qiao, H.; Zhao, C.; Liu, Y.; Yang, J. Flow Field in Slab Continuous Casting Mold with Large Width Optimized with High Temperature Quantitative Measurement and Numerical Calculation. Metals 2021, 11, 261. [Google Scholar] [CrossRef]
- Pantula, P.D.; Mitra, K. Towards Efficient Robust Optimization Using Data Based Optimal Segmentation of Uncertain Space. Reliab. Eng. Syst. Saf. 2020, 197, 106821. [Google Scholar] [CrossRef]
- Furtmueller, C.; Gruenbacher, E. Suppression of Periodic Disturbances in Continuous Casting Using an Internal Model Predictor. In Proceedings of the 2006 IEEE Conference on Computer Aided Control System Design, 2006 IEEE International Conference on Control Applications, 2006 IEEE International Symposium on Intelligent Control, Munich, Germany, 4–6 October 2006; pp. 1764–1769. [Google Scholar]
- Furtmüller, C.; Colaneri, P.; del Re, L. Adaptive Robust Stabilization of Continuous Casting. Automatica 2012, 48, 225–232. [Google Scholar] [CrossRef]
- Feng, Y.; Wu, M.; Chen, X.; Chen, L.; Du, S. A Fuzzy PID Controller with Nonlinear Compensation Term for Mold Level of Continuous Casting Process. Inf. Sci. 2020, 539, 487–503. [Google Scholar] [CrossRef]
- De Keyser, R.M.C. Improved Mould-Level Control in a Continuous Steel Casting Line. Control Eng. Pract. 1997, 5, 231–237. [Google Scholar] [CrossRef]
- Shen, P.; Li, H.-X. The Consistency Control of Mold Level in Casting Process. Control Eng. Pract. 2017, 62, 70–78. [Google Scholar] [CrossRef]
- Li, W.; Wang, Y.; Wang, W.; Ren, Y.; Zhang, L. Dependence of the Clogging Possibility of the Submerged Entry Nozzle during Steel Continuous Casting Process on the Liquid Fraction of Non-Metallic Inclusions in the Molten Al-Killed Ca-Treated Steel. Metals 2020, 10, 1205. [Google Scholar] [CrossRef]
- Shao, M.; Deng, Y.; Li, H.; Liu, J.; Fei, Q. Robust Speed Control for Permanent Magnet Synchronous Motors Using a Generalized Predictive Controller With a High-Order Terminal Sliding-Mode Observer. IEEE Access 2019, 7, 121540–121551. [Google Scholar] [CrossRef]
- Abouelazayem, S.; Glavinić, I.; Wondrak, T.; Hlava, J. Flow Control Based on Feature Extraction in Continuous Casting Process. Sensors 2020, 20, 6880. [Google Scholar] [CrossRef]
- Camacho, E.F.; Bordons, C. Model Predictive Control; Springer: London, UK, 2004; ISBN 3-540-762-41-8. [Google Scholar]
- Darabian, M.; Jalilvand, A.; Azari, M. Power System Stability Enhancement in the Presence of Renewable Energy Resources and HVDC Lines Based on Predictive Control Strategy. Int. J. Electr. Power Energy Syst. 2016, 80, 363–373. [Google Scholar] [CrossRef]
- Feng, X.; Yu, T.; Wang, J. Nonlinear GPC with In-Place Trained RLS-SVM Model for DOC Control in a Fed-Batch Bioreactor. Chin. J. Chem. Eng. 2012, 20, 988–994. [Google Scholar] [CrossRef]
- Gangloff, J.; Ginhoux, R.; de Mathelin, M.; Soler, L.; Marescaux, J. Model Poredictive Control for Compensation of Cyclic Organ Motions in Teleoperated Laparoscopic Surgery. IEEE Trans. Control Syst. Technol. 2006, 14, 235–246. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Huang, Y.-H. Enhancing Vibration Suppression in a Periodically Excited Flexible Beam by Using a Repetitive Model Predictive Control Strategy. J. Vib. Control 2016, 22, 3518–3531. [Google Scholar] [CrossRef]
- Liu, Y.; Cheng, S.; Ning, B.; Li, Y. Robust Model Predictive Control With Simplified Repetitive Control for Electrical Machine Drives. IEEE Trans. Power Electron. 2019, 34, 4524–4535. [Google Scholar] [CrossRef]
- do Amaral Pereira, R.P.; de Almeida, G.M.; de Souza L. Cuadros, M.A.; Salles, J.L.F.; Filho, T.F.B.; de Freitas, R.O. R-GPC Controller of Mold Level in a Steel Continuous Casting Process with Bulging. In Proceedings of the 2018 13th IEEE International Conference on Industry Applications (INDUSCON), Sao Paulo, Brazil, 12–14 November 2018; pp. 852–857. [Google Scholar]
- Sanchotene, F.B.; De Almeida, G.M.; Salles, J.L.F. Robust Predictive Controller of the Mold Level in a Steel Continuous Casting Process. In Proceedings of the 2011 9th IEEE International Conference on Control and Automation (ICCA), Santiago, Chile, 19–21 December 2011; pp. 1133–1138. [Google Scholar] [CrossRef]
- de B. Araújo, R.; Coelho, A.A.R. Filtered Predictive Control Design Using Multi-Objective Optimization Based on Genetic Algorithm for Handling Offset in Chemical Processes. In Chemical Engineering Research and Design; Elsevier: Amsterdam, The Netherlands, 2017; Volume 117, pp. 265–273. [Google Scholar] [CrossRef]
- Cruz, D. Estruturas de Controle Preditivo Repetitivo Baseadas na Formulação GPC. Master’s Thesis, Federal University of Santa Catarina, Florianópolis, Brazil, 2015. [Google Scholar]
- Cruz, D.M.; Normey-Rico, J.E.; Costa-Castelló, R. Repetitive Model Based Predictive Controller to Reject Periodic Disturbances. IFAC Proc. Vol. 2014, 19, 11494–11499. [Google Scholar] [CrossRef] [Green Version]
- Furtmueller, C.; del Re, L. Control Issues in Continuous Casting of Steel. IFAC Proc. Vol. 2008, 41, 700–705. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.; Bai, H. Tundish Nozzle Clogging. In Proceedings of the 18rd Process Technology Division Conference Proceedings, Baltimore, MD, USA, 25–28 March 2001. [Google Scholar]
- Tian, C.; Yu, J.; Jin, E.; Wen, T.; Jia, D.; Liu, Z.; Fu, P.; Yuan, L. Effect of Interfacial Reaction Behaviour on the Clogging of SEN in the Continuous Casting of Bearing Steel Containing Rare Earth Elements. J. Alloys Compd. 2019, 792, 1–7. [Google Scholar] [CrossRef]
- de B. Araújo, R.; Durandal, E.C.; Rosa, G.A.; Coelho, A.A.R. Adaptive Repetitive Control Design and Filtered Positional GPC Controller For Periodic Disturbance Rejection. In Proceedings of the XXI Congresso Brasileiro de Automática-CBA, Vitória, Brazil, 6–10 October 2016. [Google Scholar]
- Francis, B.A.; Wonham, W.M. The Internal Model Principle of Control Theory. Automatica 1976, 12, 457–465. [Google Scholar] [CrossRef]
- Costa-Castelló, R.; Nebot, J.; Griñó, R. Demonstration of the Internal Model Principle by Digital Repetitive Control of an Educational Laboratory Plant. IEEE Trans. Educ. 2005, 48, 73–80. [Google Scholar] [CrossRef]
- Ljung, L. System Identification—Theory for the User, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- de Souza L. Cuadros, M.A.; Munaro, C.J.; Munareto, S. Novel Model-Free Approach for Stiction Compensation in Control Valves. Ind. Eng. Chem. Res. 2012, 51, 8465–8476. [Google Scholar] [CrossRef]
- Nahid, A.; Iftakher, A.; Choudhury, M.A.A.S. Control Valve Stiction Compensation—Part I: A New Method for Compensating Control Valve Stiction. Ind. Eng. Chem. Res. 2019, 58, 11316–11325. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, R.P.d.A.; Almeida, G.M.d.; Salles, J.L.F.; Cuadros, M.A.d.S.L.; Valadão, C.T.; Freitas, R.O.d.; Bastos-Filho, T. A Model-Based Predictive Controller of the Level of Steel in the Mold with Disturbances Using a Repetitive Structure. Metals 2021, 11, 1458. https://doi.org/10.3390/met11091458
Pereira RPdA, Almeida GMd, Salles JLF, Cuadros MAdSL, Valadão CT, Freitas ROd, Bastos-Filho T. A Model-Based Predictive Controller of the Level of Steel in the Mold with Disturbances Using a Repetitive Structure. Metals. 2021; 11(9):1458. https://doi.org/10.3390/met11091458
Chicago/Turabian StylePereira, Rogério P. do A., Gustavo M. de Almeida, José L. Felix Salles, Marco A. de S. L. Cuadros, Carlos T. Valadão, Ricardo O. de Freitas, and Teodiano Bastos-Filho. 2021. "A Model-Based Predictive Controller of the Level of Steel in the Mold with Disturbances Using a Repetitive Structure" Metals 11, no. 9: 1458. https://doi.org/10.3390/met11091458
APA StylePereira, R. P. d. A., Almeida, G. M. d., Salles, J. L. F., Cuadros, M. A. d. S. L., Valadão, C. T., Freitas, R. O. d., & Bastos-Filho, T. (2021). A Model-Based Predictive Controller of the Level of Steel in the Mold with Disturbances Using a Repetitive Structure. Metals, 11(9), 1458. https://doi.org/10.3390/met11091458