
Microstructure and Mechanical Properties of Composites Obtained by Spark Plasma Sintering of Al–Fe66Cr10Nb5B19 Metallic Glass Powder Mixtures

 ,
,  , ,
, ,  , ,
, ,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chawla, K.K. Composite Materials: Science and Engineering, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 1998; 483p. [Google Scholar]
- Lee, J.-M.; Kang, S.-B.; Sato, T.; Tezuka, H.; Kamio, A. Microstructures and mechanical properties of Al3Fe reinforced aluminum matrix composites fabricated by a plasma synthesis method. Mater. Trans. 2002, 43, 2487–2493. [Google Scholar] [CrossRef] [Green Version]
- Himmler, D.; Randelzhofer, P.; Körner, C. Formation kinetics and phase stability of in-situ Al3Ti particles in aluminium casting alloys with varying Si content. Results Mater. 2002, 7, 100103. [Google Scholar] [CrossRef]
- Shadangi, Y.; Sharma, S.; Shivam, V.; Basu, J.; Chattopadhyay, K.; Majumdar, B.; Mukhopadhyay, N.K. Fabrication of Al-Cu-Fe quasicrystal reinforced 6082 aluminium matrix nanocomposites through mechanical milling and spark plasma sintering. J. Alloys Compd. 2020, 828, 154258. [Google Scholar] [CrossRef]
- Yuan, Z.; Tian, W.; Li, F.; Fu, Q.; Hu, Y.; Wang, X. Microstructure and properties of high-entropy alloy reinforced aluminum matrix composites by spark plasma sintering. J. Alloys Compd. 2019, 806, 901–908. [Google Scholar] [CrossRef]
- Yuan, Z.; Tian, W.; Li, F.; Fu, Q.; Wang, X.; Qian, W.; An, W. Effect of heat treatment on the interface of high-entropy alloy particles reinforced aluminum matrix composites. J. Alloys Compd. 2020, 822, 153658. [Google Scholar] [CrossRef]
- Wang, Z.; Scudino, S.; Stoica, M.; Zhang, W.; Eckert, J. Al-based matrix composites reinforced with short Fe-based metallic glassy fiber. J. Alloys Compd. 2015, 651, 170–175. [Google Scholar] [CrossRef]
- Kotov, A.D.; Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Medvedeva, S.V.; Bazlov, A.I. Aluminum alloy matrix composite reinforced with metallic glasses particles using hot-roll bonding. Rus. J. Non-Ferrous Metals 2020, 61, 297–302. [Google Scholar] [CrossRef]
- Perrière, L.; Champion, Y. Phases distribution dependent strength in metallic glass–aluminium composites prepared by spark plasma sintering. Mater. Sci. Eng. A 2012, 548, 112–117. [Google Scholar] [CrossRef]
- Dudina, D.V.; Georgarakis, K.; Aljerf, M.; Li, Y.; Braccini, M.; Yavari, A.R.; Inoue, A. Cu-based metallic glass particle additions to significantly improve overall compressive properties of an Al alloy. Compos. Part A 2010, 47, 1551–1557. [Google Scholar] [CrossRef]
- Aljerf, M.; Georgarakis, K.; Louzguine-Luzgin, D.; Le Moulec, A.; Inoue, A.; Yavari, A.R. Strong and light metal matrix composites with metallic glass particulate reinforcement. Mater. Sci. Eng. A 2012, 532, 325–330. [Google Scholar] [CrossRef]
- Wang, Z.; Georgarakis, K.; Nakayama, K.Y.; Li, A.; Tsarkov, G.; Xie, D.; Dudina, D.; Louzguine, A.R. Yavari, Microstructure and mechanical behavior of metallic glass fiber-reinforced Al alloy matrix composites. Sci. Rep. 2016, 6, 24384. [Google Scholar] [CrossRef] [Green Version]
- Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Amirastanov, Y.N.; Ukhina, A.V.; Kuchumova, I.D.; Legan, M.A.; Novoselov, A.N.; Gerasimov, K.B.; Bataev, I.A.; et al. Interaction between Fe66Cr10Nb5B19 metallic glass and aluminum during spark plasma sintering. Mater. Sci. Eng. A 2021, 799, 1–13. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, M.; Li, N.; Liu, L. Metal frame reinforced bulk metallic glass composites. Mater. Res. Lett. 2020, 8, 60–67. [Google Scholar] [CrossRef]
- Zhang, L.; Narayan, R.L.; Fu, H.M.; Ramamurty, U.; Li, W.R.; Li, Y.D.; Zhang, H.F. Tuning the microstructure and metastability of β-Ti for simultaneous enhancement of strength and ductility of Ti-based bulk metallic glass composites. Acta Mater. 2019, 168, 24–36. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, T.; Ma, S.; Qin, H.; Ma, J. Overcoming the strength-ductility trade-off of an aluminum matrix composite by novel core-shell structured reinforcing particulates. Compos. Part B 2021, 206, 108541. [Google Scholar] [CrossRef]
- Guan, H.D.; Li, C.J.; Gao, P.; Prashanth, K.G.; Tan, J.; Eckert, J.; Tao, J.; Yi, J.H. Aluminum matrix composites reinforced with metallic glass particles with core-shell structure. Mater. Sci. Eng. A 2020, 771, 138630. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Iron-based bulk metallic glasses. Int. Mater. Rev. 2013, 58, 131–166. [Google Scholar] [CrossRef]
- Salamon, M.; Mehrer, H. Interdiffusion, Kirkendall effect, and Al self-diffusion in iron–aluminium alloys. Z. Für Met. 2005, 96, 4–16. [Google Scholar] [CrossRef]
- Karfoul, M.K.; Tatlock, G.J.; Murray, R.T. The behaviour of iron and aluminium during the diffusion welding of carbon steel to aluminium. J. Mater. Sci. 2007, 42, 5692–5699. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Dudina, D.V. Field-Assisted Sintering: Science and Applications; Springer International Publishing: Cham, Switzerland, 2018; 425p. [Google Scholar]
- Kuchumova, I.D.; Batraev, I.S.; Ukhina, A.V.; Borisenko, T.A.; Bulanova, U.E.; Ulianitsky, V.Y.; Dudina, D.V.; Shikalov, V.S.; Kosarev, V.F.; Bataev, I.A.; et al. Processing of Fe-based alloys by detonation spraying and spark plasma sintering. J. Therm. Spray Tech. 2021, 30, 1692–1702. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Development of Cu particles and Cu core-shell particles reinforced Al composite. Mater. Sci. Technol. 2015, 31, 494–500. [Google Scholar] [CrossRef]
- Gao, H.; He, Y.; Shen, P.; Zou, J.; Xu, N.; Jiang, Y.; Huang, B.; Liu, C.T. Porous FeAl intermetallics fabricated by elemental powder reactive synthesis. Intermetallics 2009, 17, 1041–1046. [Google Scholar] [CrossRef]
- Gao, H.Y.; He, Y.H.; Shen, P.Z.; Jiang, Y.; Liu, C.T. Effect of pressure on pore structure of porous FeAl intermetallics. Adv. Powder Technol. 2015, 26, 882–886. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Processing Conditions of Powders | Porosity, % | Al Matrix Volume Fraction, % | Offset Yield Strength σ0.2, MPa | Ultimate Strength, MPa | Strain |
|---|---|---|---|---|---|---|
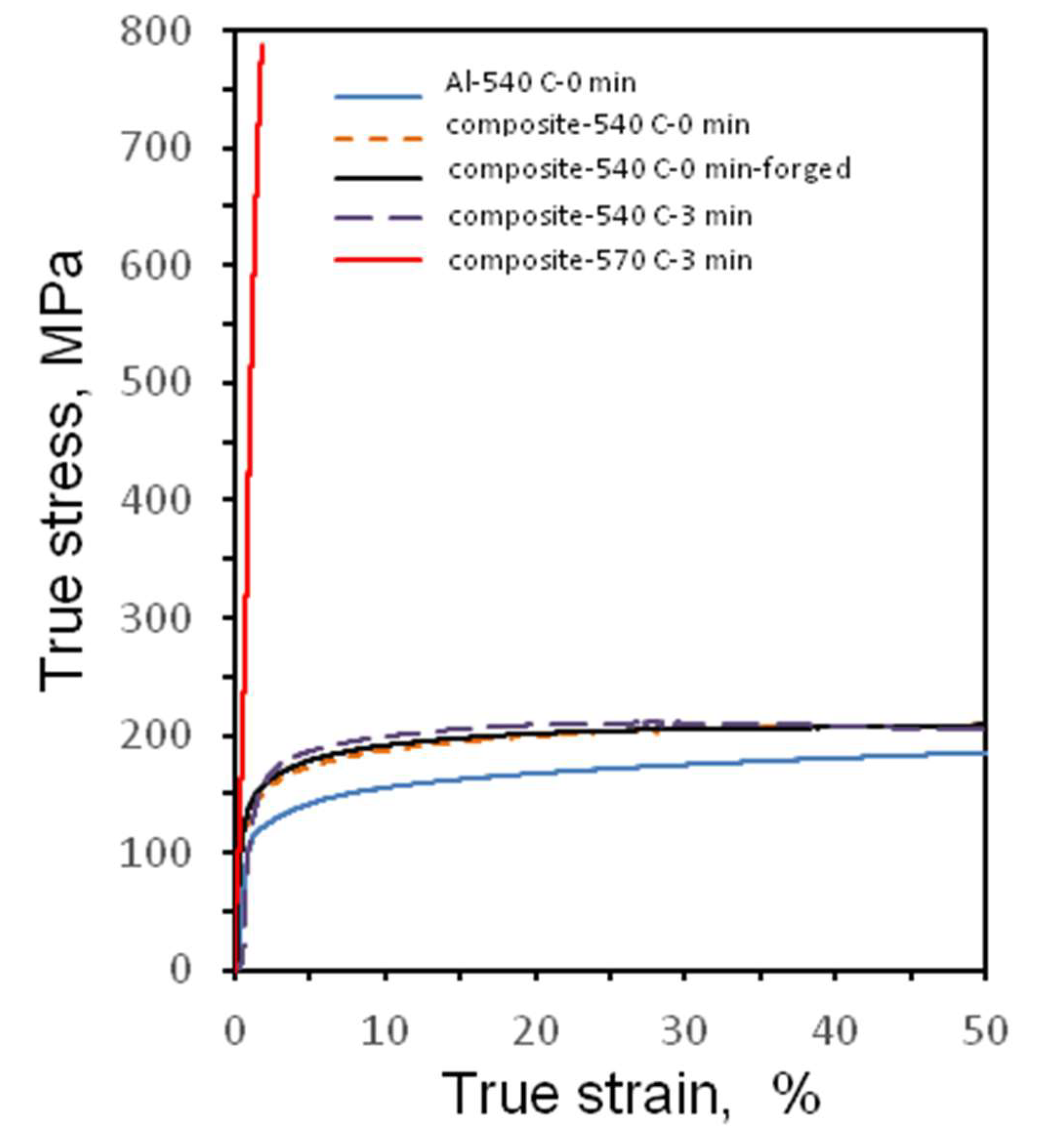
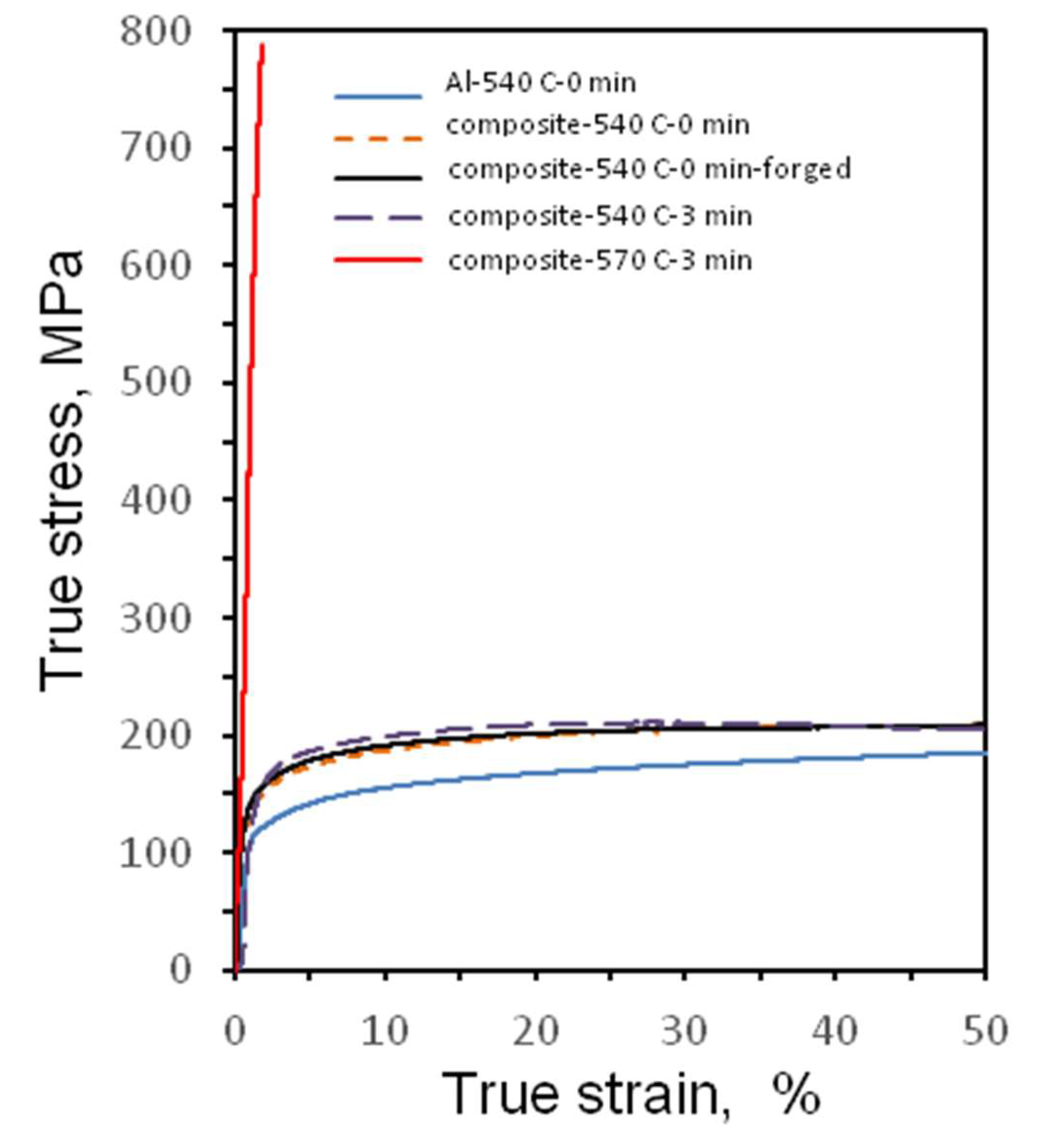
| Al | SPS, 540 °C, 0 min | <1 | 100 | 110 ± 5 | - | Plastic strain >50% |
| Al-20 vol.% Fe66Cr10Nb5B19 | SPS, 540 °C, 0 min | <1 | 80 | 110 ± 5 | - | Plastic strain >50% |
| Al-20 vol.% Fe66Cr10Nb5B19 | SPS, 540 °C, 0 min, forging | <1 | 80 | 140 ± 5 | - | Plastic strain >50% |
| Al-20 vol.% Fe66Cr10Nb5B19 | SPS, 540 °C, 3 min | <1 | 67 | 130 ± 5 | - | Plastic strain >50% |
| Al-20 vol.% Fe66Cr10Nb5B19 | SPS, 570 °C, 3 min | <1 | 37 | - | 780 ± 10 | Deformation at fracture 2% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dudina, D.V.; Bokhonov, B.B.; Batraev, I.S.; Kvashnin, V.I.; Legan, M.A.; Novoselov, A.N.; Anisimov, A.G.; Esikov, M.A.; Ukhina, A.V.; Matvienko, A.A.; et al. Microstructure and Mechanical Properties of Composites Obtained by Spark Plasma Sintering of Al–Fe66Cr10Nb5B19 Metallic Glass Powder Mixtures. Metals 2021, 11, 1457. https://doi.org/10.3390/met11091457
Dudina DV, Bokhonov BB, Batraev IS, Kvashnin VI, Legan MA, Novoselov AN, Anisimov AG, Esikov MA, Ukhina AV, Matvienko AA, et al. Microstructure and Mechanical Properties of Composites Obtained by Spark Plasma Sintering of Al–Fe66Cr10Nb5B19 Metallic Glass Powder Mixtures. Metals. 2021; 11(9):1457. https://doi.org/10.3390/met11091457
Chicago/Turabian StyleDudina, Dina V., Boris B. Bokhonov, Igor S. Batraev, Vyacheslav I. Kvashnin, Mikhail A. Legan, Aleksey N. Novoselov, Alexander G. Anisimov, Maksim A. Esikov, Arina V. Ukhina, Alexander A. Matvienko, and et al. 2021. "Microstructure and Mechanical Properties of Composites Obtained by Spark Plasma Sintering of Al–Fe66Cr10Nb5B19 Metallic Glass Powder Mixtures" Metals 11, no. 9: 1457. https://doi.org/10.3390/met11091457
APA StyleDudina, D. V., Bokhonov, B. B., Batraev, I. S., Kvashnin, V. I., Legan, M. A., Novoselov, A. N., Anisimov, A. G., Esikov, M. A., Ukhina, A. V., Matvienko, A. A., Georgarakis, K., Koga, G. Y., & Moreira Jorge, A., Jr. (2021). Microstructure and Mechanical Properties of Composites Obtained by Spark Plasma Sintering of Al–Fe66Cr10Nb5B19 Metallic Glass Powder Mixtures. Metals, 11(9), 1457. https://doi.org/10.3390/met11091457