
Study of Coatings Formed on Zirconium Alloy by Plasma Electrolytic Oxidation in Electrolyte with Submicron Yttria Powder Additives




Abstract
1. Introduction
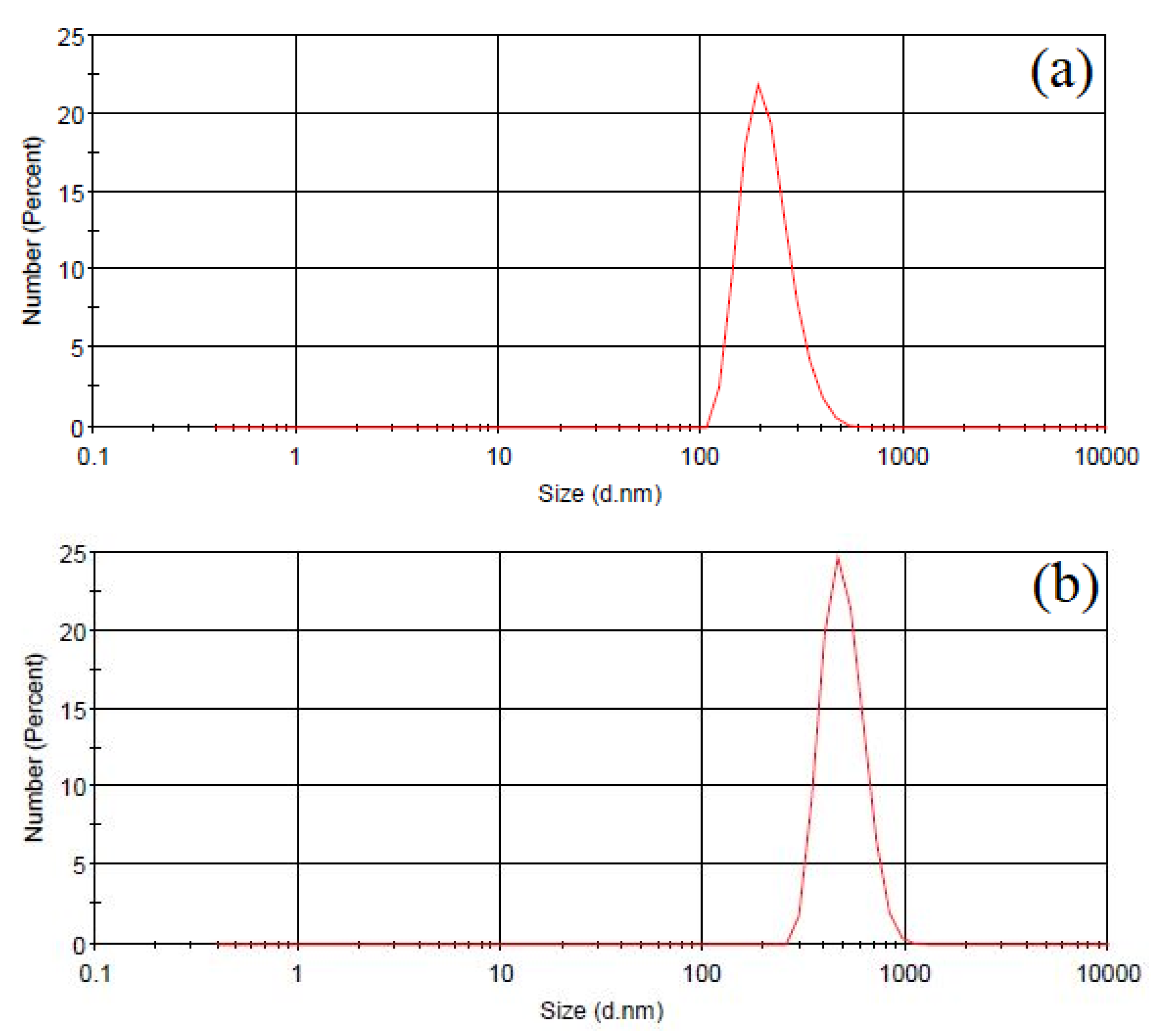
2. Materials and Methods
3. Results
3.1. Thickness and Roughness of PEO Coatings
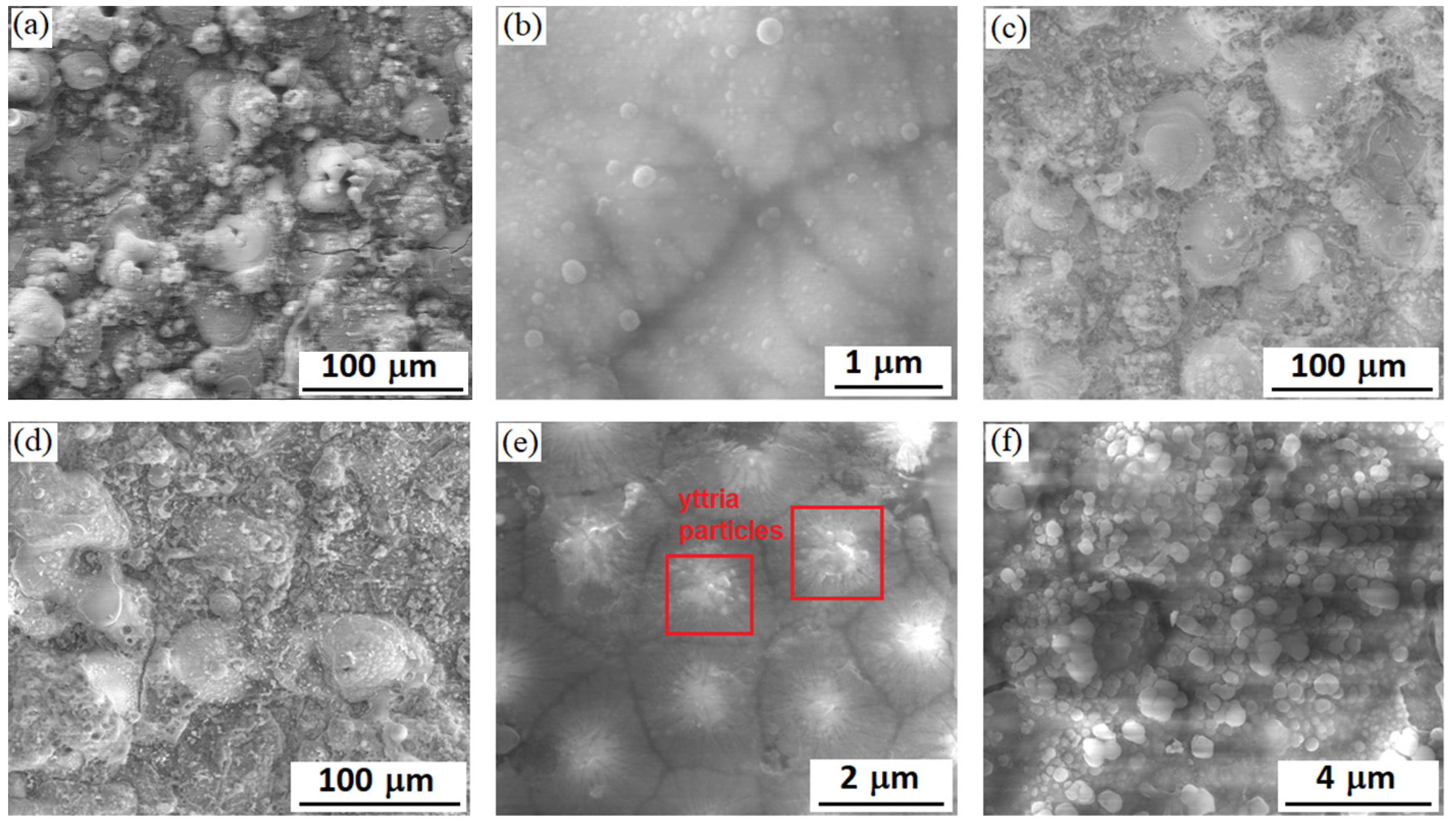
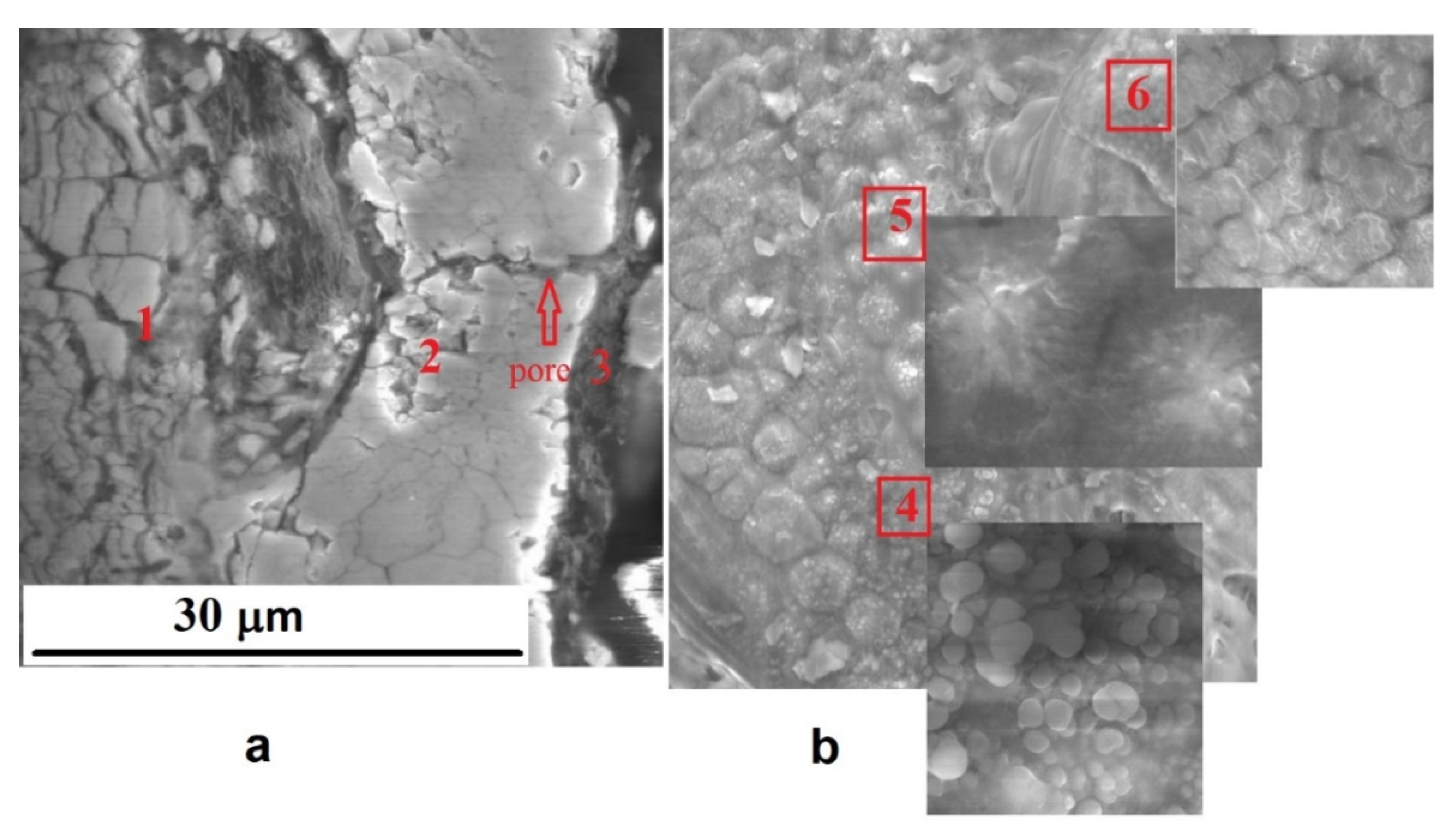
3.2. Surface Morphology
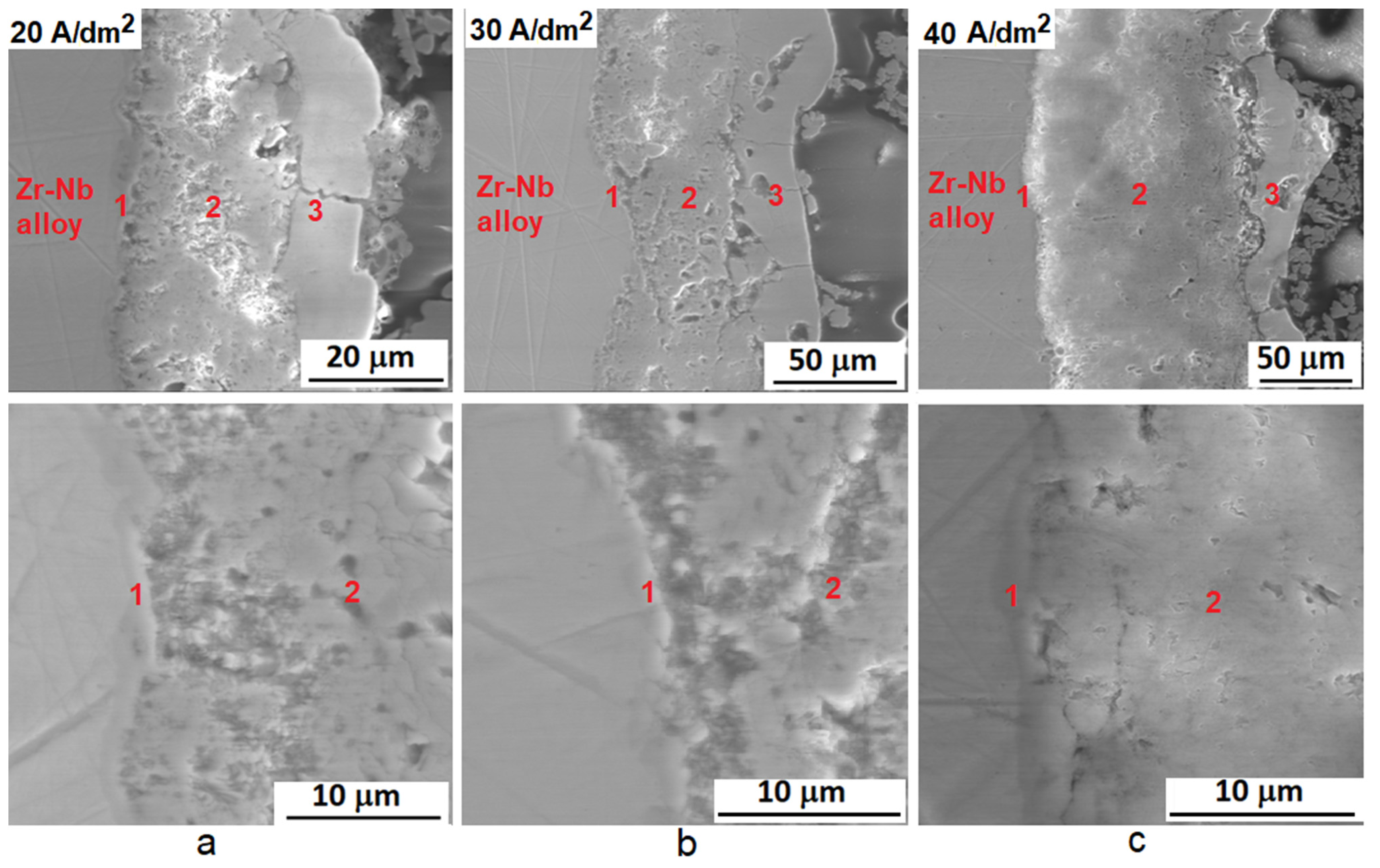
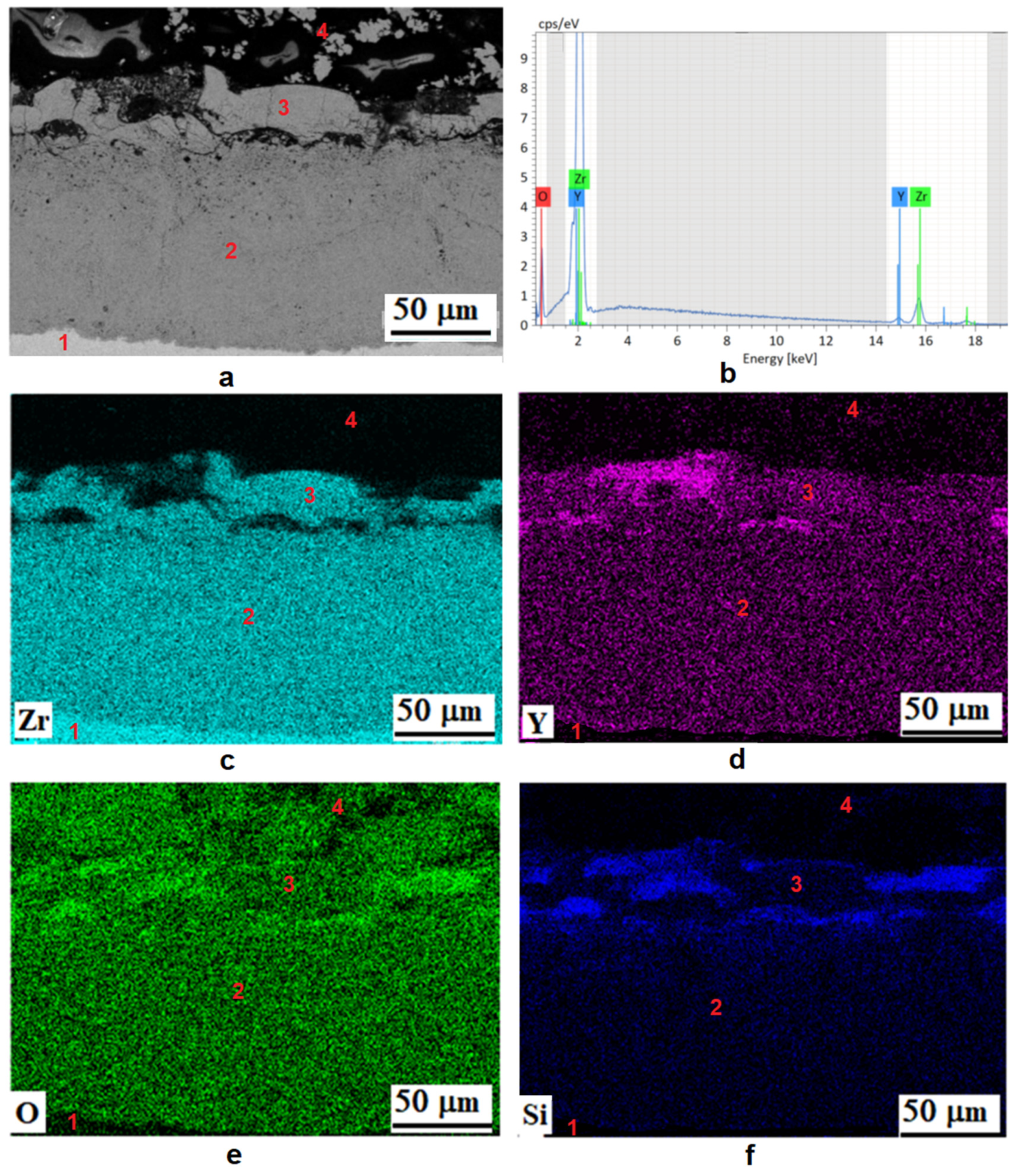
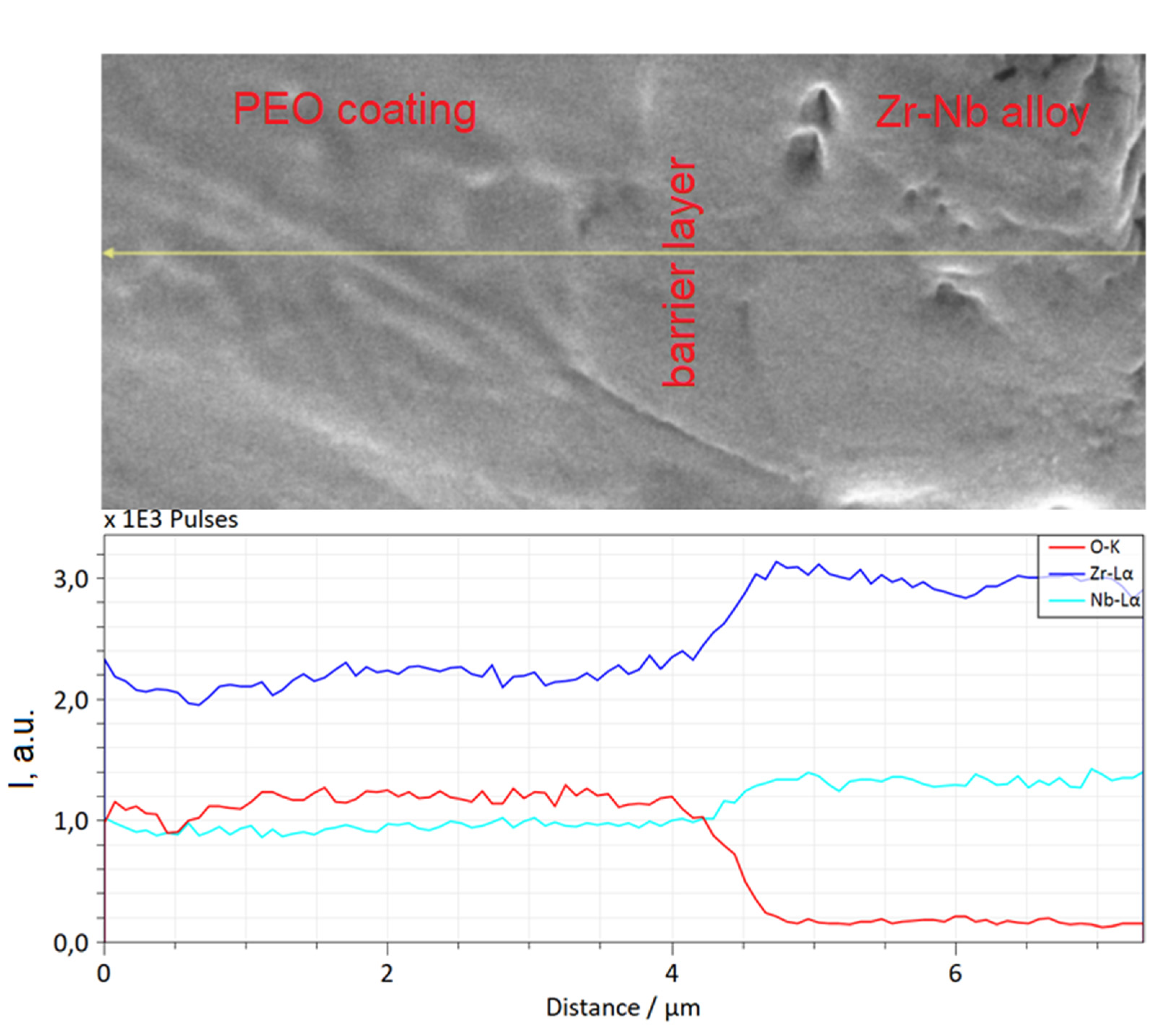
3.3. Cross-Sectional Microstructure and X-ray Microanalysis Data
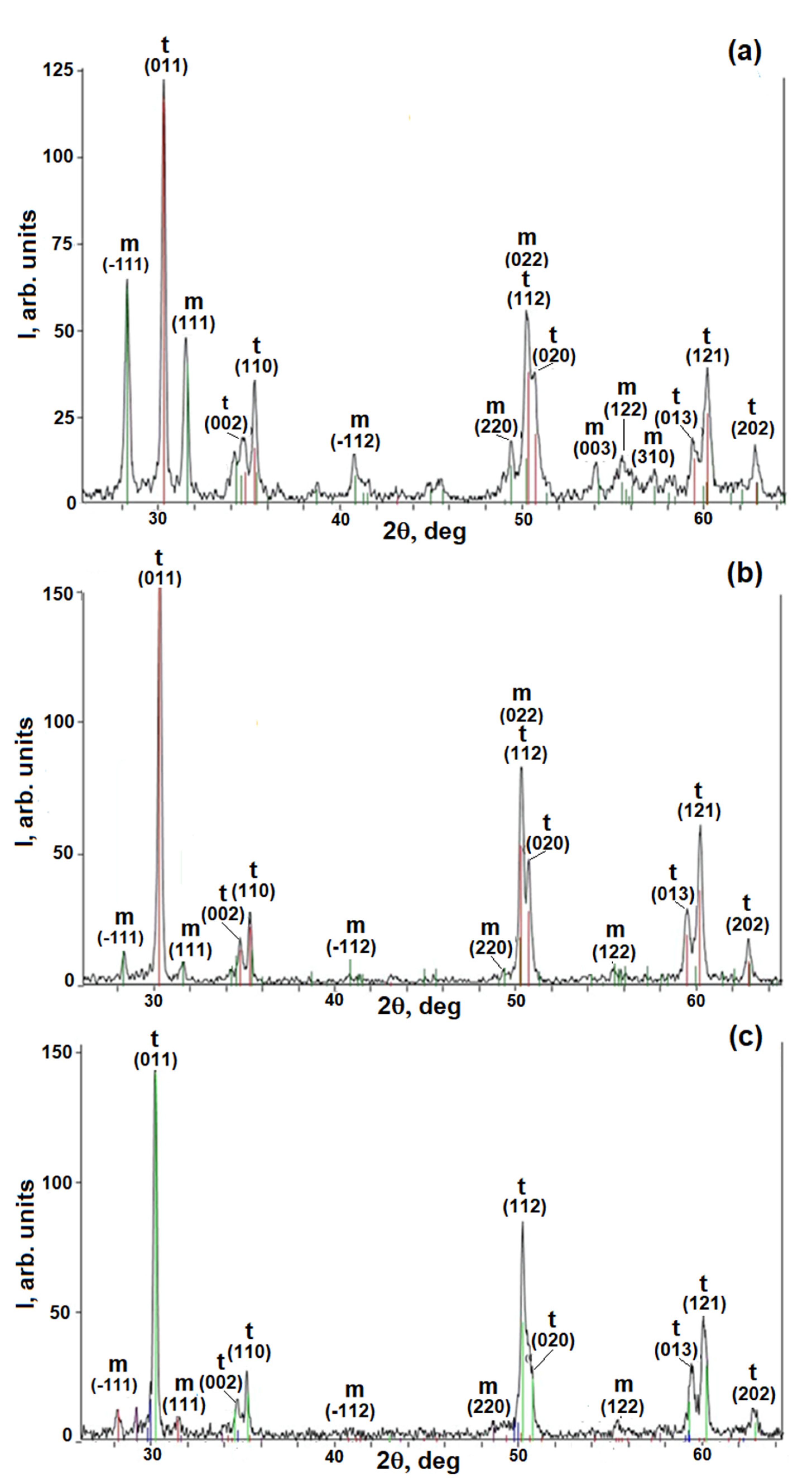
3.4. X-ray Phase Analysis
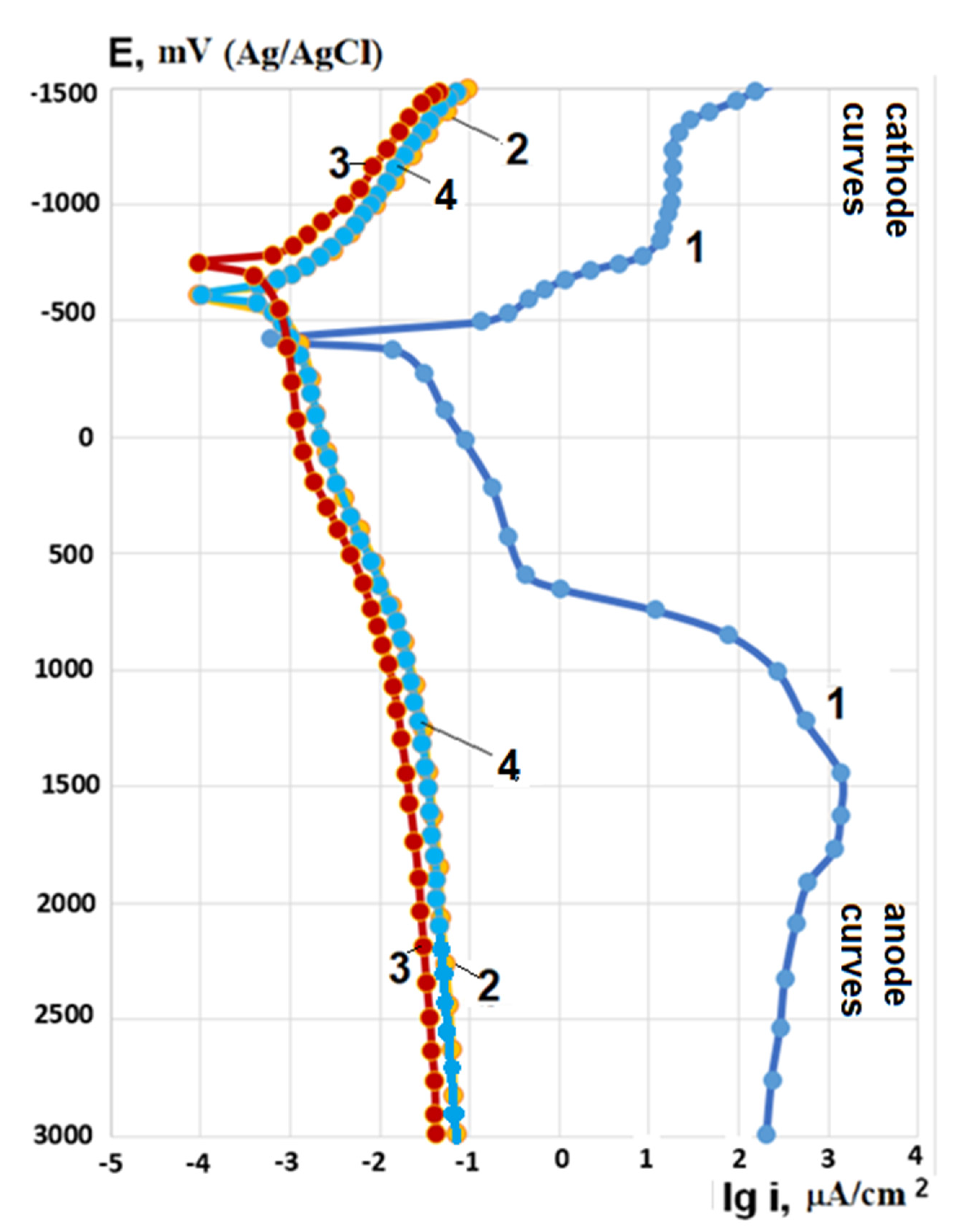
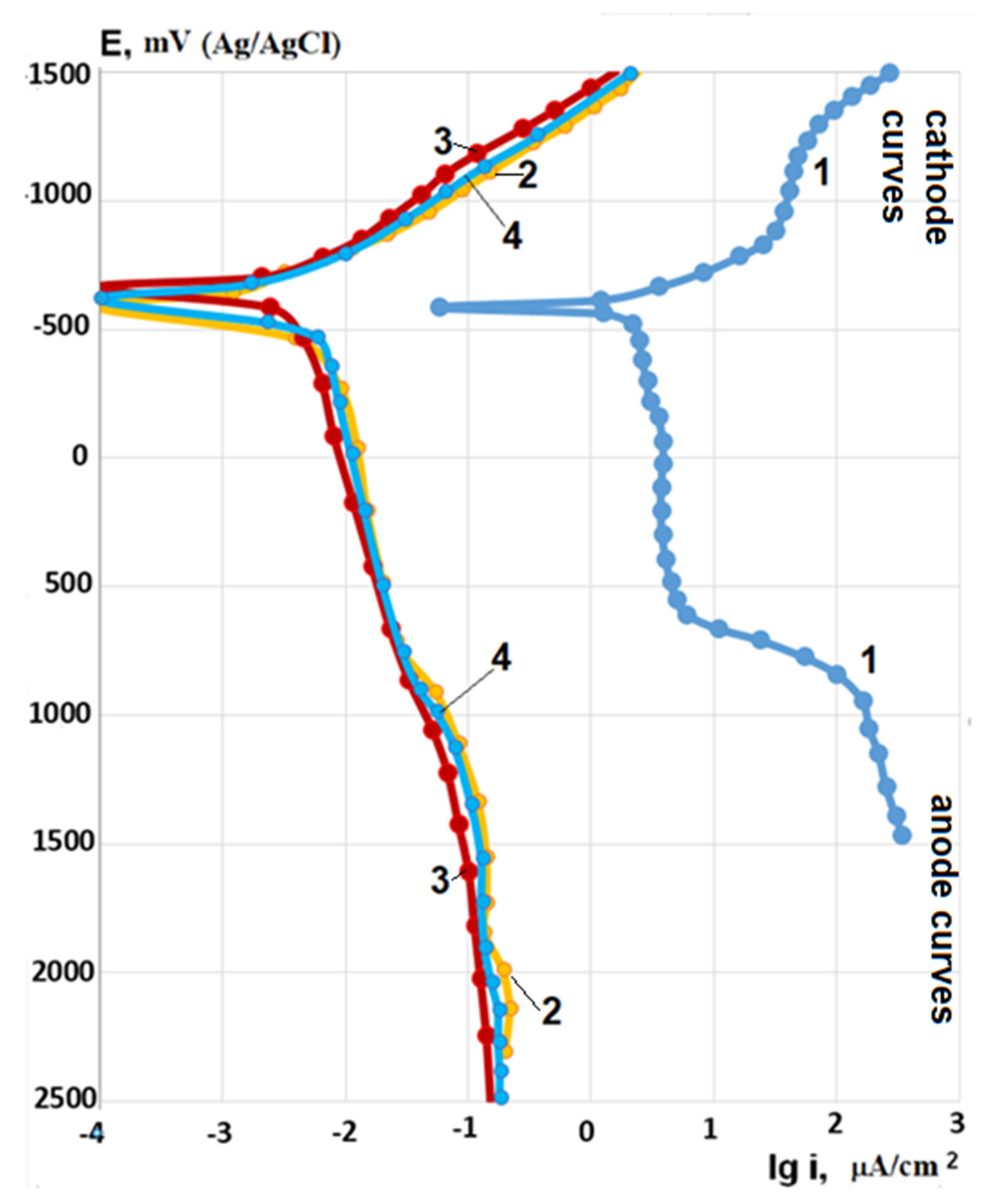
3.5. Electrochemical Polarization Studies
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yakushkin, A.A.; Vysikaylo, P.I. Modification of the surface and coating application on fuel cladding tubes for nuclear reactors. Bull. Mosc. Reg. St. Univ. Ser. Phys. Math. 2018, 4, 92–111. [Google Scholar]
- Tang, C.; Stueber, M.; Seifert, H.J.; Steinbrueck, M. Protective coatings on zirconium-based alloys as accident-tolerant fuel (ATF) claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Sagiroun, M.I.A.; Xinrong, C. Zirconium-Based Cladding Coating Technique for Oxidation, Corrosion and Embrittlement Reduction at High-Temperature: An Overview. IOP Conf. Ser. Mater. Sci. Eng. 2019, 649, 012008. [Google Scholar] [CrossRef]
- Vega-Morón, R.C.; Castro, G.R.; Melo-Máximo, D.V.; Méndez-Ménde, J.V.; Melo-Máximo, L.; Oseguera-Peña, J.E.; Meneses-Amador, A. Adhesion and mechanical properties of Ti films deposited by DC magnetron sputtering. Surf. Coat. Technol. 2018, 349, 1137–1147. [Google Scholar] [CrossRef]
- Bischoff, J.; Delafoy, C.; Vauglin, C.; Barberis, P.; Roubeyrie, C.; Perche, D.; Duthoo, D.; Schuster, F.; Brachet, J.-C.; Schweitzer, E.W.; et al. AREVA NP’s enhanced accident-tolerant fuel developments: Focus on Cr-coated M5 cladding. Nucl. Eng. Technol. 2018, 50, 223–228. [Google Scholar] [CrossRef]
- Zhong, W.; Mouche, P.A.; Han, X.; Heuser, B.J.; Mandapaka, K.K.; Was, G.S. Performance of iron-chromium-aluminum alloy surface coatings on Zircaloy 2 under high temperature steam and normal BWR operating conditions. J. Nucl. Mater. 2016, 470, 327–338. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Sidelev, D.V.; Rombaeva, M.R.; Kudiiarov, V.N.; Lomygin, A. Formation of Cr-Zr gradient layer by magnetron sputtering and ion mixing. MATEC Web Conf. 2019, 298, 00088. [Google Scholar] [CrossRef][Green Version]
- Ševeček, M.; Gurgen, A.; Seshadri, A.; Che, Y.; Wagih, M.; Phillips, B.; Champagne, V.; Shirvan, K. Development of Cr cold spray—Coated fuel cladding with enhanced accident tolerance. Nucl. Eng. Technol. 2018, 50, 229–236. [Google Scholar] [CrossRef]
- Kuprin, A.S.; Belous, V.A.; Voyevodin, V.N.; Bryk, V.V.; Vasilenko, R.L.; Ovcharenko, V.D.; Reshetnyak, E.N.; Tolmachova, G.N.; V’yugov, P.N. Vacuum-arc chromium-based coatings for protection of zirconium alloys from the high-temperature oxidation in air. J. Nucl. Mater. 2015, 465, 400–406. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Nikitenkov, N.N.; Syrtanov, M.S.; Tyurin, Y.I.; Le, Z. Formation of titanium interlayer by vacuum arc deposition to increase the durability of titanium nitride coatings under thermal cycling conditions. J. Surf. Investig. 2015, 9, 1277–1280. [Google Scholar] [CrossRef]
- Khatkhatay, F.; Jiao, L.; Jian, J.; Zhang, W.; Jiao, Z.; Gan, J.; Zhang, H.; Zhang, X.; Wang, H. Superior corrosion resistance properties of TiN-based coatings on Zircaloy tubes in supercritical water. J. Nucl. Mater. 2014, 451, 346–351. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Nikitenkov, N.N.; Sutygina, A.N.; Bezmaternykh, A.O.; Kudiiarov, V.N.; Syrtanov, M.S.; Pryamushko, T.S. Hydrogenation behavior of Ti-implanted Zr-1Nb alloy with TiN films deposited using filtered vacuum arc and magnetron sputtering. Appl. Surf. Sci. 2018, 432, 207–213. [Google Scholar] [CrossRef]
- Alat, E.; Motta, A.T.; Comstock, R.J.; Partezana, J.M.; Wolfe, D.E. Multilayer (TiN, TiAlN) ceramic coatings for nuclear fuel cladding. J. Nucl. Mater. 2016, 478, 236–244. [Google Scholar] [CrossRef]
- Stueber, M.; Holleck, H.; Leiste, H.; Seemann, K.; Ulrich, S.; Ziebert, C. Concepts for the design of advanced nanoscale PVD multilayer protective thin films. J. Alloys Compd. 2009, 483, 321–333. [Google Scholar] [CrossRef]
- Daub, K.; Persaud, S.Y.; Rebak, R.B.; Nieuwenhove, V.; Ramamurthy, S.; Nordin, H. Investigating Potential Accident Tolerant Fuel Cladding Materials and Coatings. In Proceedings of the 18th International Conference on Environmental Degradation of Materials in Nuclear Power Systems—Water Reactors, Marriott, Portland, 13–17 August 2017; Volume 2, pp. 215–234. [Google Scholar]
- Younker, I.; Fratoni, M. Neutronic evaluation of coating and cladding materials for accident tolerant fuels. Prog. Nucl. Energy 2016, 88, 10–18. [Google Scholar] [CrossRef]
- Apelfeld, A.V.; Belkin, P.N.; Borisov, A.M.; Vasin, V.A.; Krit, B.L.; Ludin, V.B.; Somov, O.V.; Sorokin, V.A.; Suminov, I.V.; Frantskevich, V.P. Modern Technologies for Modification of Materials Surface and Formation of Protective Coatings. In Microarc Oxidation; Renome: Moscow-St.-Petersburg, Russia, 2017; Volume 1, pp. 345–438, (In Russian). ISBN 978-5-91918-832-2. [Google Scholar]
- Nie, X.; Meletis, E.I.; Jiang, J.C.; Leyland, A.; Yerokhin, A.L.; Matthews, A. Abrasive wear/corrosion properties and TEM analysis of Al2O3 coatings fabricated using plasma electrolysis. Surf. Coat. Technol. 2002, 149, 245–251. [Google Scholar] [CrossRef]
- Curran, J.A.; Clyne, T.W. Thermo-Physical Properties of Plasma Electrolytic Oxide Coatings on Aluminum. Surface and Coatings Technology. Surf. Coat. Technol. 2005, 199, 168–176. [Google Scholar] [CrossRef]
- Dehnavi, V.; Shoesmith, D.W.; Luan, B.L.; Yari, M.; Liu, X.Y.; Rohani, S. Corrosion properties of plasma electrolytic oxidation coatings on an aluminium alloy–The effect of the PEO process stage. Mater. Chem. Phys. 2015, 161, 49–58. [Google Scholar] [CrossRef]
- Liu, C.; Liu, P.; Huang, Z.; Yan, Q.; Guo, R.; Li, D.; Jiang, G.; Shen, D. The correlation between the coating structure and the corrosion behavior of the plasma electrolytic oxidation coating on aluminum. Surf. Coat. Technol. 2016, 286, 223–230. [Google Scholar] [CrossRef]
- Treviño, M.; Garza-Montes-de-Oca, N.F.; Pérez, A.; Juárez, A.; Colás, R.; Hernández-Rodríguez, M.A.L. Wear of an aluminium alloy coated by plasma electrolytic oxidation. Surf. Coat. Technol. 2012, 206, 2213–2219. [Google Scholar] [CrossRef]
- Su, J.F.; Nie, X.; Hu, H.; Tjong, J. Friction and counterface wear influenced by surface profiles of plasma electrolytic oxidation coatings on an aluminum A356 alloy. J. Vac. Sci. Technol. A 2012, 30, 061402. [Google Scholar]
- Chen, Y.; Nie, X.; Northwood, D.O. Investigation of Plasma Electrolytic Oxidation (PEO) coatings on a Zr-2.5Nb alloy using high temperature/pressure autoclave and tribological tests. Surf. Coat. Technol. 2010, 205, 1774–1782. [Google Scholar] [CrossRef]
- Cheng, Y.; Wu, F.; Dong, J.; Wu, X.; Xue, Z.; Matykina, E.; Skeldon, P.; Thompson, G.E. Comparison of plasma electrolytic oxidation of zirconium alloy in silicate- and aluminate-based electrolytes and wear properties of the resulting coatings. Electrochim. Acta 2012, 85, 25–32. [Google Scholar] [CrossRef]
- Zou, Z.; Xue, W.; Jia, X.; Du, J.; Wang, R.; Weng, L. Effect of Voltage on Properties of Microarc Oxidation Films Prepared in Phosphate Electrolyte on Zr–1Nb Alloy. Surf. Coat. Technol. 2013, 222, 62–67. [Google Scholar] [CrossRef]
- Cheng, Y.; Matykina, E.; Arrabal, R.; Skeldon, P.; Thompson, G.E. Plasma electrolytic oxidation and corrosion protection of Zircaloy-4. Surf. Coat. Technol. 2012, 206, 3230–3239. [Google Scholar] [CrossRef]
- Malayoğlu, U.; Tekin, K.C.; Malayoğlu, U.; Belevi, M. Mechanical and electrochemical properties of PEO coatings on zirconium alloy. Surf. Eng. 2020, 36, 800–808. [Google Scholar] [CrossRef]
- Cheng, Y.; Wu, F. Plasma electrolytic oxidation of zircaloy-4 alloy with DC regime and properties of coatings. Trans. Nonferrous Met. Soc. China 2012, 22, 1638–1646. [Google Scholar] [CrossRef]
- Farrakhov, R.G.; Parfenov, E.V.; Mukaeva, V.R.; Gorbatkov, M.V.; Tarasov, P.V.; Fatkullin, A.R.; Rameshbabu, N.; Ravisankar, B. Effect of Electrolyte Composition on Protective Properties of the PEO Coating on Zr-1Nb Zirconium. Alloy. Surf. Eng. Appl. Electrochem. 2019, 55, 514–521. [Google Scholar] [CrossRef]
- Parfenov, E.V.; Mukaeva, V.R.; Farrakhov, R.G.; Saikiran, A.; Hariprasad, S.; Manoj, P.; Lokesh, E.; Rameshbabu, N. Effect of frequency on plasma electrolytic oxidation of zirconium in pulsed unipolar mode. IOP Conf. Ser. Mater. Sci. Eng. 2019, 672, 012010. [Google Scholar] [CrossRef]
- Wang, Y.; Tang, H.; Han, X.; Feng, W.; Zhou, X.; Peng, S.; Zhang, H. Oxidation resistance improvement of Zr-4 alloy in 1000 °C steam environment using ZrO2/FeCrAl bilayer coating. Surf. Coat. Technol. 2018, 349, 807–815. [Google Scholar] [CrossRef]
- Arun, S.; Arunnellaiappan, T.; Rameshbabu, N. Fabrication of the nanoparticle incorporated PEO coating on commercially pure zirconium and its corrosion resistance. Surf. Coat. Technol. 2016, 305, 264–273. [Google Scholar] [CrossRef]
- Arun, S.; Hariprasad, S.; Saikiran, A.; Ravisankar, B.; Parfenov, E.V.; Mukaeva, V.R.; Rameshbabu, N. The effect of graphite particle size on the corrosion and wear behaviour of the PEO-EPD coating fabricated on commercially pure zirconium. Surf. Coat. Technol. 2019, 363, 301–313. [Google Scholar]
- Apelfeld, A.V.; Ashmarin, A.A.; Borisov, A.M.; Vinogradov, A.V.; Savushkina, S.V.; Shmytkova, E.A. Formation of zirconia tetragonal phase by plasma electrolytic oxidation of zirconium alloy in electrolyte comprising additives of yttria nanopowder. Surf. Coat. Technol. 2017, 328, 513–517. [Google Scholar] [CrossRef]
- Savushkina, S.V.; Ashmarin, A.A.; Apelfeld, A.V.; Borisov, A.M.; Vinogradov, A.V.; Polyansky, M.N.; Bogdashkina, N.L. Investigation of zirconia tetragonal phase coatings formed by plasma electrolytic oxidation. IOP Conf. Ser. J. Phys. Conf. Ser. 2017, 857, 012037. [Google Scholar] [CrossRef]
- Apelfeld, A.V.; Borisov, A.M.; Krit, B.L.; Ludin, V.B.; Polyansky, M.N.; Romanovsky, E.A.; Savushkina, S.V.; Suminov, I.V.; Tkachenko, N.V.; Vinogradov, A.V.; et al. The study of plasma electrolytic oxidation coatings on Zr and Zr-1% Nb alloy at thermal cycling. Surf. Coat. Technol. 2015, 269, 279–285. [Google Scholar] [CrossRef]
- Savushkina, S.V.; Polyansky, M.N.; Borisov, A.M.; Vinogradov, A.V.; Lyudin, V.B.; Dankova, T.E.; Agureev, L.E. Investigation of the Heat Resistance of Zirconia Coatings Generated by Microarc Oxidation. J. Surf. Investig. X-Ray Synchrotron Neutron Tech. 2016, 10, 406–411. [Google Scholar] [CrossRef]
- Cheng, Y.; Wu, F.; Matykina, E.; Skeldon, P.; Thompson, G.E. The influences of microdischarge types and silicate on the morphologies and phase compositions of plasma electrolytic oxidation coatings on Zircaloy-2. Corros. Sci. 2012, 59, 307–315. [Google Scholar] [CrossRef]
- Borisov, A.M.; Savushkina, S.V.; Vinogradov, A.V.; Tkachenko, N.V.; Vostrikov, V.G.; Romanovsky, E.A.; Polyansky, M.N.; Ashmarin, A.A. Investigation of zirconia coatings obtained under plasma action in electrolytes. J. Surf. Investig. X-Ray Synchrotron Neutron Tech. 2014, 8, 366–370. [Google Scholar] [CrossRef]
- Apelfeld, A.V.; Betsofen, S.Y.; Borisov, A.M.; Vladimirov, B.V.; Savushkina, S.V.; Knyazev, E.V. Stabilization of the high-temperature phases in ceramic coatings on zirconium alloy produced by plasma electrolytic oxidation. IOP Conf. Ser. J. Phys. Conf. Ser. 2016, 748, 012019. [Google Scholar] [CrossRef]
- O’Hara, M.; Troughton, S.C.; Francis, R.; Clyne, T.W. The incorporation of particles suspended in the electrolyte into plasma electrolytic oxidation coatings on Ti and Al substrates. Surf. Coat. Technol. 2020, 385, 125354. [Google Scholar] [CrossRef]
- Sarkar, A.; Wang, Q.; Schiele, A.; Chellali, M.R.; Wang, D.; Brezesinski, T.; Hahn, H.; Velasco, L.; Breitung, B. High-Entropy Oxides: Fundamental Aspects and Electrochemical Properties. Adv. Mater. 2019, 31, 1806236. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PEO Current Density, A/dm2 | Roughness Ra, μm | Thickness, μm |
|---|---|---|
| 20 | 0.5 | 40 |
| 30 | 0.5 | 113 |
| 40 | 0.8 | 150 |
| Layer | Element, at% | ||||||
|---|---|---|---|---|---|---|---|
| Zr | O | Y | Si | Na | P | ||
| Outer layer | Yttria-poor areas | 29 | 68 | 2 | 1 | - | - |
| Yttria-rich areas | 5 | 63 | 11 | 19 | 1 | 1 | |
| Medium layer | 27 | 71 | 1 | 1 | - | - | |
| Barrier layer | 37 | 63 | - | - | - | - | |
| Sample | Corrosive Medium | i, μA/cm2 at 0 V (Ag/AgCl) | lgi, [μA/cm2] |
|---|---|---|---|
| Bare Zr-1Nb alloy | 0.5% LiOH, room temperature | 0.087096 | −1.06 |
| PEO, 20 A/dm2 | 0.5% LiOH, room temperature | 0.002188 | −2.66 |
| PEO, 30 A/dm2 | 0.5% LiOH, room temperature | 0.001413 | −2.85 |
| PEO, 40 A/dm2 | 0.5% LiOH, room temperature | 0.002188 | −2.66 |
| Bare Zr-1Nb alloy | 0.5% LiOH, heated up to 100 °C | 3.801894 | 0.58 |
| PEO, 20 A/dm2 | 0.5% LiOH, heated up to 100 °C | 0.01122 | −1.95 |
| PEO, 30 A/dm2 | 0.5% LiOH, heated up to 100 °C | 0.011749 | −1.93 |
| PEO, 40 A/dm2 | 0.5% LiOH, heated up to 100 °C | 0.01122 | −1.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Savushkina, S.; Gerasimov, M.; Apelfeld, A.; Suminov, I. Study of Coatings Formed on Zirconium Alloy by Plasma Electrolytic Oxidation in Electrolyte with Submicron Yttria Powder Additives. Metals 2021, 11, 1392. https://doi.org/10.3390/met11091392
Savushkina S, Gerasimov M, Apelfeld A, Suminov I. Study of Coatings Formed on Zirconium Alloy by Plasma Electrolytic Oxidation in Electrolyte with Submicron Yttria Powder Additives. Metals. 2021; 11(9):1392. https://doi.org/10.3390/met11091392
Chicago/Turabian StyleSavushkina, Svetlana, Mikhail Gerasimov, Andrey Apelfeld, and Igor Suminov. 2021. "Study of Coatings Formed on Zirconium Alloy by Plasma Electrolytic Oxidation in Electrolyte with Submicron Yttria Powder Additives" Metals 11, no. 9: 1392. https://doi.org/10.3390/met11091392
APA StyleSavushkina, S., Gerasimov, M., Apelfeld, A., & Suminov, I. (2021). Study of Coatings Formed on Zirconium Alloy by Plasma Electrolytic Oxidation in Electrolyte with Submicron Yttria Powder Additives. Metals, 11(9), 1392. https://doi.org/10.3390/met11091392