
Compressive Properties and Failure Mechanisms of Gradient Aluminum Foams Prepared by a Powder Metallurgy Method


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Fabrication of Two-Layered Cell Size Gradient Al Foams (SGAF)
2.2. Structure Characterization
2.3. Quasi-Static Compressive Test
3. Results and Discussion
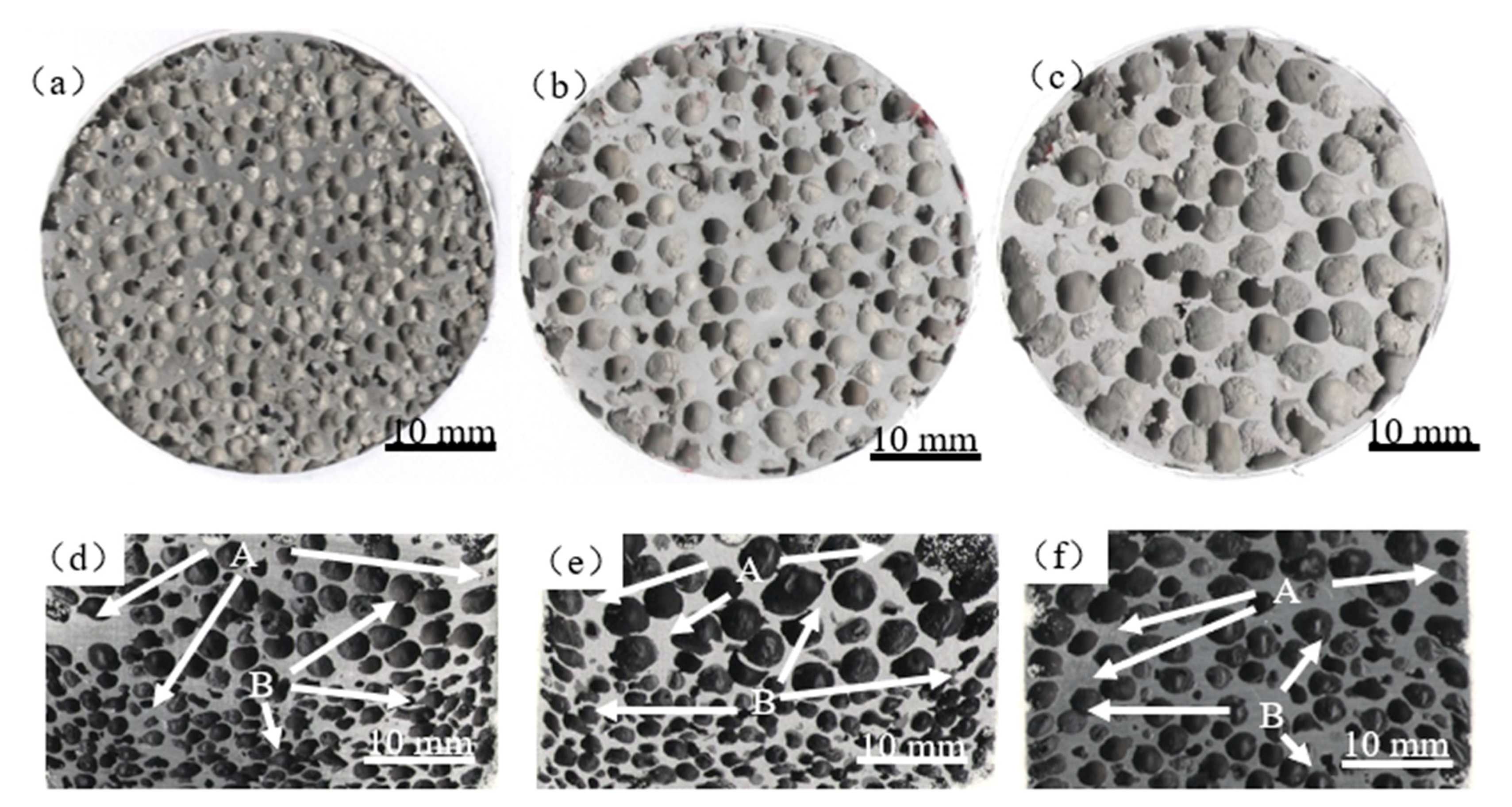
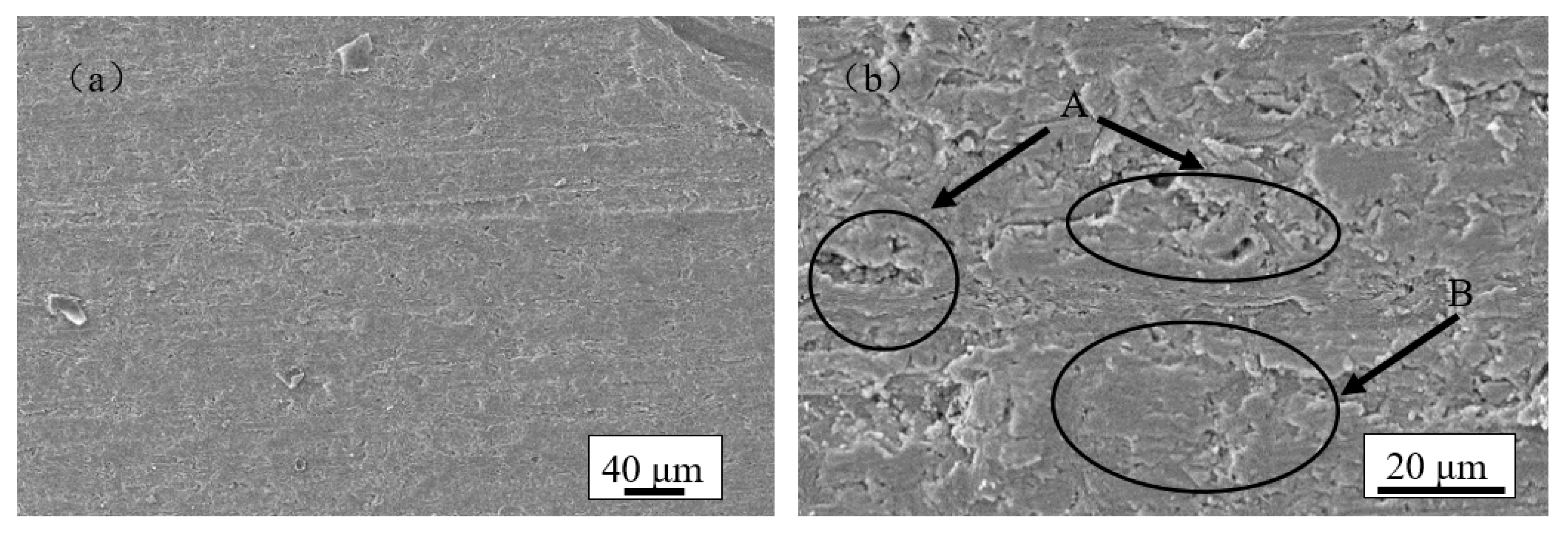
3.1. Morphology Observation
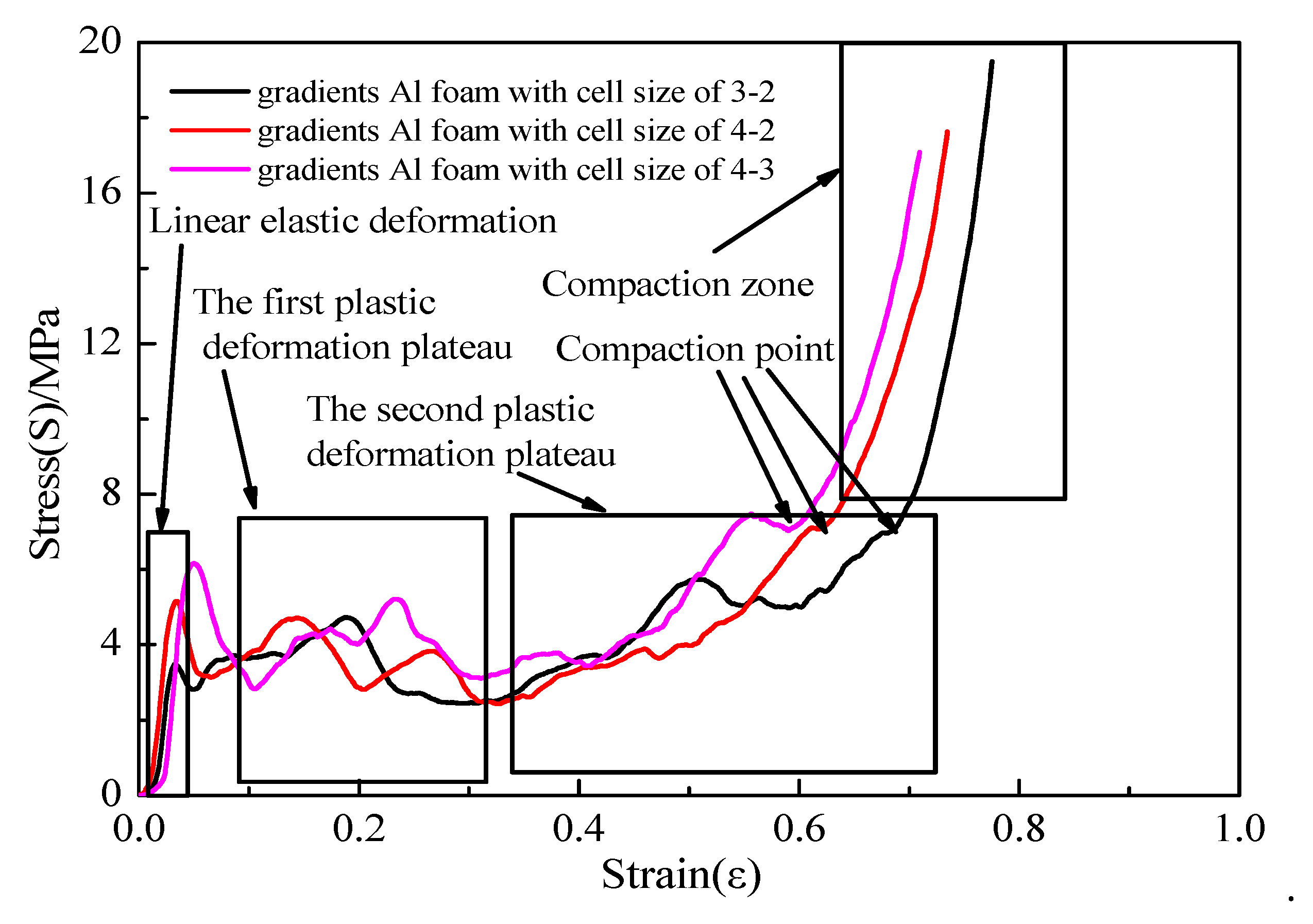
3.2. Effects of Two-Layered Structure of Samples on Mechanical Properties
3.3. Analysis of Deformation Process of Two-Layered Sample
4. Conclusions
- Gradient Al foams (i.e., the cell size of 4-3, 4-2, 3-2) were successfully prepared by the powder metallurgy method using environmentally friendly, non-toxic and harmless sodium thiosulfate particles.
- In the layered gradient Al foams prepared by the powder metallurgy method, aluminum powder particles are easier to aggregate in the large cell-diameter area. This makes the cell wall with the large cell-diameter thicker, while the cell wall with the small cell-diameter is relatively thinner. This makes for better mechanical properties of the layered gradient Al foams with a large cell diameter. When the cell sizes of the samples were 4 mm-3 mm, 4 mm-2 mm, 3 mm-2 mm, the peak stress was 6.2 MPa, 5.2 MPa and 3.5 MPa respectively.
- Gradient Al foams prepared by powder metallurgy show obvious brittle deformation. This is caused by the melting and bonding characteristics of aluminum powder particles during sintering. When the cell sizes of the samples were 4 mm-3 mm, 4 mm-2 mm, 3 mm-2 mm, the corresponding stress drop ratio was 55.2%, 40.4%, 20.3%.
- In the process of deformation, the weak area with a relatively smaller cell diameter is more likely to collapse and deform. Then, this leads to the deformation of the weak area with a relatively thin cell wall in the large cell-diameter area. At the later stage of deformation, when the area with a smaller cell diameter collapsed completely, the area with larger cell diameter still kept a relatively complete cell structure.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G. Metal Foams: A Design Guide; Elsevier Science: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Gibson, L.J. Mechanical behavior of metallic foams. Ann. Rev. Mater. Res. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Atwater, M.A.; Guevara, L.N.; Darling, K.A.; Tschopp, M.A. Solid State Porous Metal Production: A Review of the Capabilities, Characteristics, and Challenges. Adv. Eng. Mater. 2018, 20, 1700766. [Google Scholar] [CrossRef] [Green Version]
- Duan, Y.; Ding, Y.; Liu, Z.Y.; Hou, N.; Zhao, X.H. Effects of cell size vs. cell-wall thickness gradients on compressive behavior of additively manufactured foams. Compos. Sci. Technol. 2020, 99, 1–11. [Google Scholar] [CrossRef]
- Sun, Y.; Li, Q.M. Dynamic compressive behaviour of cellular materials: A review of phenomenon, mechanism and modelling. Int. J. Impact Eng. 2018, 112, 74–115. [Google Scholar] [CrossRef] [Green Version]
- Kincses, D.B.; Károly, D.; Bukor, C. Production and testing of syntactic metal foams with graded fillervolume. Mater. Today Proc. 2021, 45, 4225–4228. [Google Scholar] [CrossRef]
- Linul, E.; Lell, D.; Movahedi, N.; Codrean, C.; Fiedler, T. Compressive properties of zinc syntactic foams at elevated temperatures. Compos. Part B Eng. 2019, 167, 122–134. [Google Scholar] [CrossRef]
- Fiedler, T.; Al-Sahlani, K.; Linul, P.A.; Linul, E. Mechanical properties of A356 and ZA27 metallic syntactic foams at cryogenic temperature. J. Alloys Compd. 2020, 813, 152181. [Google Scholar] [CrossRef]
- Bastawros, A. Experimental analysis of deformation mechanisms in a closed-cell aluminum alloy foam. J. Mech. Phys. Solids 2000, 48, 301–322. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Fleck, N.A. Isotropic constitutive models for metallic foams. J. Mech. Phys. Solids 2000, 48, 1253–1283. [Google Scholar] [CrossRef] [Green Version]
- Ouellet, S.; Cronin, D.; Worswick, M. Compressive response of polymeric foams under quasi-static, medium and high strain rate conditions. Polym. Test. 2006, 25, 731–743. [Google Scholar] [CrossRef]
- Huang, W.Z.; Luo, H.J.; Mu, Y.L.; Xu, J.R.; Zhao, A.C. Dynamic Compressive Property of Closed-Cell Mg Alloy Composite Foams Reinforced with SiC Particles. Acta Metall. Sin. 2019, 32, 1320–1328. [Google Scholar] [CrossRef] [Green Version]
- Kennedy, A.R.; Asavavisitchai, S. Effects of TiB2 particle addition on the expansion, structure and mechanical properties of PM Al foams. Scr. Mater. 2004, 50, 115–119. [Google Scholar] [CrossRef]
- Guden, M.; Yukse, I.S. SiC-particulate aluminum composite foams produced from powder compacts: Foaming and compression behavior. J. Mater. Res. 2006, 41, 4075–4084. [Google Scholar] [CrossRef] [Green Version]
- Mu, Y.L.; Yao, G.C.; Zu, G.Y.; Cao, Z.K. Influence of strain amplitude on damping property of aluminum foams reinforced with copper-coated carbon fibers. Mater. Des. 2010, 31, 4423–4426. [Google Scholar] [CrossRef]
- Liu, C.S.; Zhu, Z.G.; Han, F.S.; Banhart, J. Internal friction of foamed aluminium in the range of acoustic frequencies. J. Mater. Sci. 1998, 33, 1769–1775. [Google Scholar] [CrossRef]
- Han, F.S.; Zhu, Z.G.; Shi, C.Y.; Wang, Y. Study on the damping characteristics of foamed aluminum. Acta Phys. Sin. 1998, 47, 1161–1170. [Google Scholar]
- Mu, Y.L.; Yao, G.C.; Luo, H.J. The dependence of damping property of fly ash reinforced closed-cell aluminum alloy foams on strain amplitude. Mater. Des. 2010, 31, 1007–1009. [Google Scholar] [CrossRef]
- Hangaia, Y.; Andoa, M.; Ohashia, M.; Amagaia, K.; Suzukia, R.; Matsubaraa, M.; Yoshikawa, N. Compressive properties of two-layered aluminum foams with closed-cell and open-cell structures. Mater. Today Commun. 2020, 24, 101249. [Google Scholar] [CrossRef]
- He, S.Y.; Lv, Y.N.; Chen, S.T.; Dai, G.; Liu, J.G.; Huo, M.K. Gradient regulation and compressive properties of density-graded aluminum foam. Mater. Sci. Eng. A 2020, 772, 138658. [Google Scholar] [CrossRef]
- Yu, X.; Qin, Q.; Zhang, J.; He, S.; Xiang, C.; Wang, M.; Wang, T.J. Crushing and energy absorption of density-graded foam-filled square columns: Experimental and theoretical investigations. Compos. Struct. 2018, 201, 423–433. [Google Scholar] [CrossRef]
- Pollien, A.; Conde, Y.; Pambaguian, L.; Mortensen, A. Graded open-cell aluminium foam core sandwich beams. Mater. Sci. Eng. A 2005, 404, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Hassani, A.; Habibolahzadeh, A.; Bafti, H. Production of graded aluminum foams via powder space holder technique. Mater. Des. 2012, 40, 510–515. [Google Scholar] [CrossRef]
- Movahedi, N.; Orbulov, I.N.; Kemény, A.; Belova, I.V.; Murch, G.E.; Fiedler, T. Fatigue characterization of functionally graded ZA27 alloy syntactic foams. Mater. Sci. Eng. A 2020, 798, 140255. [Google Scholar] [CrossRef]
- Movahedi, N.; Vesenjak, M.; Krstulović-Opara, L.; Belova, I.V.; Murch, G.E.; Fiedler, T. Dynamic compression of functionally-graded metal syntactic foams. Compos. Struct. 2021, 261, 113308. [Google Scholar] [CrossRef]
- Yang, J.; Wang, S.; Ding, Y.; Zheng, Z.; Yu, J. Crashworthiness of graded cellular materials: A design strategy based on a nonlinear plastic shock model. Mater. Sci. Eng. A 2017, 680, 411–420. [Google Scholar] [CrossRef]
- Li, L.; Han, B.; He, S.-Y.; Zhao, Z.-Y.; Zhang, R.; Zhang, Q.-C.; Lu, T.J. Shock loading simulation using density-graded metallic foam projectiles. Mater. Des. 2019, 164, 107546. [Google Scholar] [CrossRef]
- Chang, B.; Zheng, Z.; Zhang, Y.; Zhao, K.; He, S.; Yu, J. Crashworthiness design of graded cellular materials: An asymptotic solution considering loading rate sensitivity. Int. J. Impact Eng. 2020, 143, 103611. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Z.; Zhao, L. Dynamic response of functionally graded cellular materials based on the Voronoi model. Compos. Part B Eng. 2016, 85, 176–187. [Google Scholar] [CrossRef]
- Jain, H.; Gupta, G.; Kumar, R.; Mondal, D.P. Microstructure and compressive deformation behavior of SS foam made through evaporation of urea as space holder. Mater. Chem. Phys. 2019, 223, 737–744. [Google Scholar] [CrossRef]
- Sazegaran, H.; Hojati, M. Effects of copper content on microstructure and mechanical properties of open-cell steel foams. Int. J. Miner. Metall. Mater. 2019, 26, 588–596. [Google Scholar] [CrossRef]
- Hangai, Y.; Minh, N.N.; Morita, T.; Suzuki, R.; Matsubara, M.; Koyama, S. Cutting process for aluminum foam fabricated by sintering and dissolution process. Adv. Powder Technol. 2017, 28, 1426–1429. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance | Peak Stress/MPa | Plateau Stress/MPa | Stress Drop Rate/% | |
|---|---|---|---|---|
| Samples | ||||
| 4-3 | 6.2 | 3.9 | 55.2 | |
| 4-2 | 5.2 | 3.5 | 40.4 | |
| 3-2 | 3.5 | 3.5 | 20.3 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, W.; Liu, G.; Li, H.; Wang, F.; Wang, Y. Compressive Properties and Failure Mechanisms of Gradient Aluminum Foams Prepared by a Powder Metallurgy Method. Metals 2021, 11, 1337. https://doi.org/10.3390/met11091337
Huang W, Liu G, Li H, Wang F, Wang Y. Compressive Properties and Failure Mechanisms of Gradient Aluminum Foams Prepared by a Powder Metallurgy Method. Metals. 2021; 11(9):1337. https://doi.org/10.3390/met11091337
Chicago/Turabian StyleHuang, Wenzhan, Guangming Liu, Huaying Li, Fang Wang, and Yanli Wang. 2021. "Compressive Properties and Failure Mechanisms of Gradient Aluminum Foams Prepared by a Powder Metallurgy Method" Metals 11, no. 9: 1337. https://doi.org/10.3390/met11091337
APA StyleHuang, W., Liu, G., Li, H., Wang, F., & Wang, Y. (2021). Compressive Properties and Failure Mechanisms of Gradient Aluminum Foams Prepared by a Powder Metallurgy Method. Metals, 11(9), 1337. https://doi.org/10.3390/met11091337