1. Introduction
The combination of high strength and good corrosion resistance makes duplex stainless steels interesting materials for extreme environments, such as in chemical or oil/gas industries, offshore applications, subsea umbilicals, or pipelines in severe environmental conditions, such as desalination plants or in the sewage industry. The attractive mechanical and chemical properties are based on the chemical composition and the microstructure. Duplex steels provide a dual-phase matrix of around 50% delta ferrite and 50% austenite. In addition to the corrosion resistance and high strength, the high impact toughness at low temperatures is another outstanding proper of duplex stainless steels. However, it was shown by Haghdadi et al. [
1] that the morphology of the same amount of austenite phase after different thermomechanical process routes, e.g., equiaxed, elongated or Widmanstätten-structure, results in different impact toughness at low temperatures below 0 °C. In the work of Iza-Mendia et al. [
2] the influence of different microstructures in the as-cast and as-wrought condition on the mechanical behavior during hot forming was discussed. While in plane-strain compression tests both microstructures exhibit a similar stress-strain behavior, in torsion tests the yield stress deviates significantly due to the different orientations of elongated austenite grains toward the principal stress direction in both microstructures. These results highlight the importance of understanding the microstructure evolution of duplex steel during hot forming. In the past, most research was focused on characterizing the microstructural evolution of duplex steels and empirical modelling of hot flow curve characteristics such as the peak and saturation stress in dependence of temperature and strain rate. While the change in ferrite fraction is often considered by a rule of mixture, the impact of grain size and phase distribution is neglected in the flow curve modelling. In the present work, the characterized duplex steel exhibits a nonlinear correlation of ferrite fraction and peak stress in compression tests investigated at the same strain rate and test temperature. This strange behavior is comparable to the deviations in stress due to the phase orientation in the work of Iza-Mendia et al. [
2] and can be attributed to various initial phase distributions in the present work. To cover this nonlinear stress behavior in the present work in addition to the ferrite fraction, the phase distribution should be taken into account in order to model the stress strain behavior.
During hot deformation, a duplex steel undergoes significant microstructure changes. Next to temperature activated processes such as dynamic recovery (DRC) and recrystallization (DRX), an additional factor is the change of ferrite and austenite phase fraction. Several authors have reported that ferrite fraction increases with the temperature [
2,
3,
4]. Both phases, austenite and ferrite, show a different microstructural evolution during hot deformation. While in austenite conventional DRX occurs, the ferrite phase undergoes continuous DRX with a gradually increasing misorientation and distance of low angle boundaries [
5]. The single-phase ferrite exhibits a higher ductility at high temperatures compared to austenite. This is caused by the DRC, with its annihilation of the dislocation density and the rearrangement into subgrain boundaries. As a result of this ongoing process, an equilibrium of the subgrain size occurs, which leads to a steady state in the flow stress value [
6]. During hot forming, single-phase austenite undergoes dynamic recrystallization with significant flow stress reduction due to low resistance of new formed grains compared to the deformed microstructure [
3]. While both single phases exhibit a good hot workability, their combination in a duplex microstructure leads to a decrease in ductility [
3]. Due to the differences in stress, the strain accumulates in ferrite phase regions, while austenite is almost undeformed in the early stage of deformation [
3]. Even at the end of the forming process, the strain distribution shows higher strains in ferrite than in austenite [
7]. Due to the high strain accumulation in ferrite, a faster softening behavior of ferrite can be observed [
8].
In a single-phase material, the grain size evolution and, consequently, the mechanical response of the material during hot deformation is dominated by hardening, recovery, recrystallization, and grain growth. In the case of a dual-phase material, the fraction and distribution of phases must also be taken into account for the calculation of the mechanical properties. In the literature, a rule of mixture is commonly used to calculate the strain, as well as the stress partitioning of duplex steels based on single phases. In general, a stress and strain partitioning according to Equations (1) and (2) is used:
with the volume fraction of ferrite
and the stress of single-phase ferrite
and austenite
. Accordingly, the strain can be divided in the parts of both single phases:
with
and
being the micro-strains in the single phases and
being the macro-strain of the duplex material. This rule of mixture was validated for cold forming of a 1.4507 (AISI F255) super duplex steel by Cho et al. [
9] using measurements of micro-strains in ferrite and austenite and calculated stress-strain curves of ferrite and austenite single phase based on Ashby’s one-parameter theory. For hot deformation, the rule of mixture was used by Zhao et al. [
8] to estimate the stress-strain partitioning coefficient at a total strain of 0.25, which indicates the degree of stress transfer from soft ferrite to hard austenite. The partitioning coefficient increases with the deformation temperature, which means that strain at high temperatures is more homogenously distributed between both phases. In addition, the higher ferrite fraction in one of the characterized materials leading to a higher partitioning coefficient and, therefore, a more homogenous strain distribution.
There are several authors investigating the kinetics of hot deformation flow curves of duplex steels showing dynamic recrystallization (DRX) with a classical peak and steady state stress; thereby, the characterization is either done directly at the duplex microstructure or at single-phase microstructures. In these cases, a DRX model for single austenite and ferrite is determined. In general, the classical hyperbolic sine equation with the Zener–Hollomon parameter
is used to describe the relation of peak stress
or steady-state stress
during hot deformation, test temperature
, and strain rate
:
with
and
being constants,
the inverse of the stress associated with power-law breakdown,
the activation energy for hot working, and
the universal gas constant. Cabrera et al. [
10] investigated the parameters of this function for two duplex steels with different nitrogen content, i.e., 1.4462 (AISI F51/AISI F60) and 1.4410 (AISI F53), to describe the relations among steady-state stress, temperature and strain rate. The parameters, such as activation energy, were estimated with steady-state stresses from the dual phase material. Hence, it is mentioned that this activation energy is a kind of weighted average of the activation energies of each phase, including an additional term that accounts for the synergistic effect arising from the interactive deformation between the two phases. Farnoush et al. [
4] and Momemi et al. [
11] estimated the parameters of Equation (3) for a stainless duplex steel, 1.4462 (AISI F51), as well as for the single-phase materials for the steady state stress. Based on these parameters for the corresponding three different microstructure conditions, the strain rates of the single phases were calculated for the steady state stress. With the implementation of the rule of mixture for the strain rates, it was possible to estimate two strain interaction coefficients for the strain in austenite and ferrite. Their work showed that both interaction coefficients are related to the Zener–Hollomon parameter, and show a physically reasonable evolution with temperature and strain rate, which is in alignment with experimentally observed phase transformation of ferrite to austenite at lower hot forming temperatures.
While most authors use the empirical approach of Zener–Hollomon to calculate the correlation between characteristic stress values, e.g., peak stress or steady state stress, and strain rate, as well as temperature, the calculation of a complete stress-strain curve needs additional modelling, which calculates the evolution of stress with strain. For example, Momemi et al. [
12] extended their model to describe the strain rate and temperature dependence of peak- and steady-state stress with an additional strain dependency. This means parameters such as activation energy, stress exponent, and other constants have to be determined in dependence of the strain. With the help of this modification, whole flow curves could be calculated with Equation (3). Another investigation on the dual-phase material 1.4462 (AISI F51) as well as single-phase austenite and ferrite was performed by Spigarelli et al. [
3]. The activation energy used to describe the dependence of peak stress on temperature and strain rate within the Zener–Hollomon relationship was detected to be higher for the duplex steel compared to the single phases of austenite and ferrite at the same temperature. It is assumed that the reason for this is the increasing of the soft ferrite fraction caused by increasing the temperature. An empirical model to calculate the stress-strain curve until the peak-stress for ferrite and austenite was developed and validated with experimental duplex curves. It takes into account the localized strain, as well as changing the strain rate in the single phases, and also uses the rule of mixture. The drawback of this method is that the softening due to recrystallization of austenite is neglected. Haghdadi et al. [
13] used the Zener–Hollomon relationship to describe the peak stress as well as the steady-state stress of an 1.4162 lean duplex steel for different temperatures and strain rates. The parameters were estimated at the dual-phase material. The hardening behavior between yield stress and peak stress is calculated by a physically based Kocks–Mecking approach, using the evolution of dislocation density during plastic deformation. To also consider the softening due to dynamic recrystallization, the authors added an Avrami model to calculate the stress evolution between peak stress and steady-state stress. Compared to other models, this model has the advantage that a full curve for hot deformation, considering the physical hardening and recrystallization phenomena, can be calculated.
While the model of Haghdadi [
13] already considers recrystallization during hot deformation to calculate the stress, the main drawback is that neither phase transformations nor changes in grain sizes were considered in this model and, therefore, it is limited to a simplified thermomechanical process chain and no extrapolation to other initial microstructures is possible. The Hall–Petch relationship was used by Siegmund et al. [
14] to calculate the yield stress of single-phase ferrite and austenite for different temperatures based on the yield strength of polycrystals with infinite grain size at room temperature. With increasing temperature, the contribution of the grain size strengthening seems to decrease until yield strength of both phases over 600 °C is close to the same, with ferrite being slightly harder than austenite. At room temperature, the ferrite phase will be much harder than the austenite, which means that the yield stress vs. temperature curves of both phases cross each other, close to a temperature of 600 °C. This drop in yield strength at temperatures above 600 °C for ferrite is named Hall–Petch breakdown by Schneibel et al. [
15].
When summarizing the work of other authors, it is apparent that there are many investigations into the strain rate and temperature dependency of stress behavior of duplex steels. Concerning the influence of microstructure, most authors limit research to the change in ferrite fraction with temperature. Few authors demonstrate models to cover a whole flow curve that includes softening due to DRX. Therefore, the aim of the present work is to introduce a method for calculating hot flow curves of duplex steel in dependence of different initial microstructures. In that sense, not only the ferrite fraction is considered as a parameter of the microstructure, but also the phase distribution of ferrite and austenite.
2. Materials and Methods
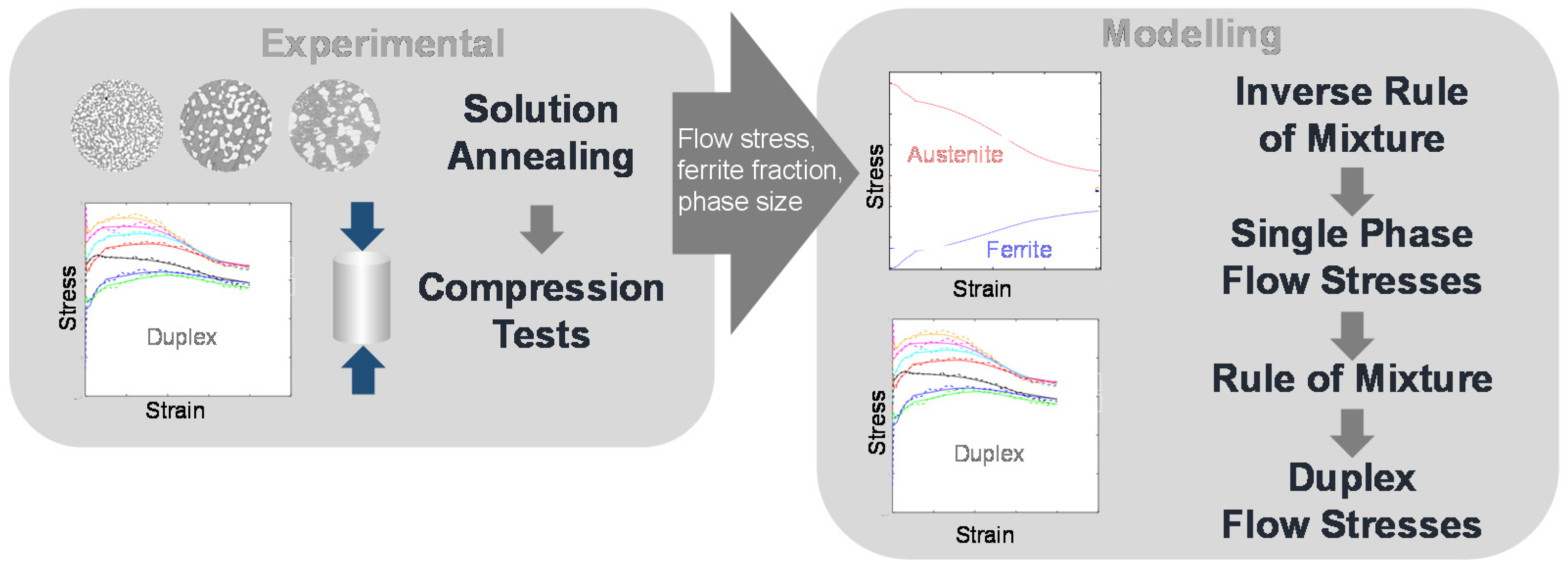
The present work investigates the influence of phase fraction and phase distribution on flow stress at one single strain rate and temperature via compression tests. A schematic overview of the methods used is given in
Figure 1. Within the experimental part of the present work, different microstructures were produced by solution annealing and quenching. With these microstructures, compression tests at 1100 °C and 0.1 s
−1 were performed. The ferrite fraction and mean phase distance of the different microstructures were analyzed before and after the compression tests. Within the modelling part of the present work, a model is derived to map the influence of the microstructure on the flow stress. The microstructure data before and after tests were used in this model, including the rule of mixture and Hall–Petch relationship, to extract the single-phase flow curves of ferrite and austenite from the measured duplex flow curves. Based on the flow stress of the single phases in combination with the ferrite fraction and individual mean phase distances, the corresponding flow curves of the different microstructures were calculated and the concurrent impact of the ferrite fraction and the mean phase distance on the mechanical behavior is discussed.
The Duplex steel used in the present work was the 1.4462 (AISI F51) with the chemical composition given in
Table 1. A hot worked steel bar with a diameter of 18 mm was used as starting material for the experiments; therefore, all samples were taken in a longitudinal direction. This material was delivered in the solution annealed condition and represents semi-finished bar material, as it is often used for the forging of complex parts for oil and gas industry. The forging procedure of these parts consists of a pre-heating to high temperatures, upsetting, forging and several reheating steps. In this procedure, the austenite-ferrite ratio varies for each forging step. To characterize the different ratios of austenite and ferrite, the material was solution-annealed at different temperatures for 1 h and quenched in water to stabilize the austenite-ferrite ratio. Afterwards compression tests at 1100 °C and 0.1 s
−1 were performed at a servo-hydraulic press to measure the stress-strain response.
In order to disregard friction effects, Rastegaev sample geometry [
16] and a glass lubricant were used. The samples were heated, rising from room temperature to 1100 °C during pre-heating of 3 min or 5 min before the compression test started. The compression tests took 2–8 s depending on the final degree of deformation. After the tests, the samples were quenched in water within 10 s to avoid any further microstructural changes. Flow curves were determined from the compression test data by using a compensation technique for elastic deformations [
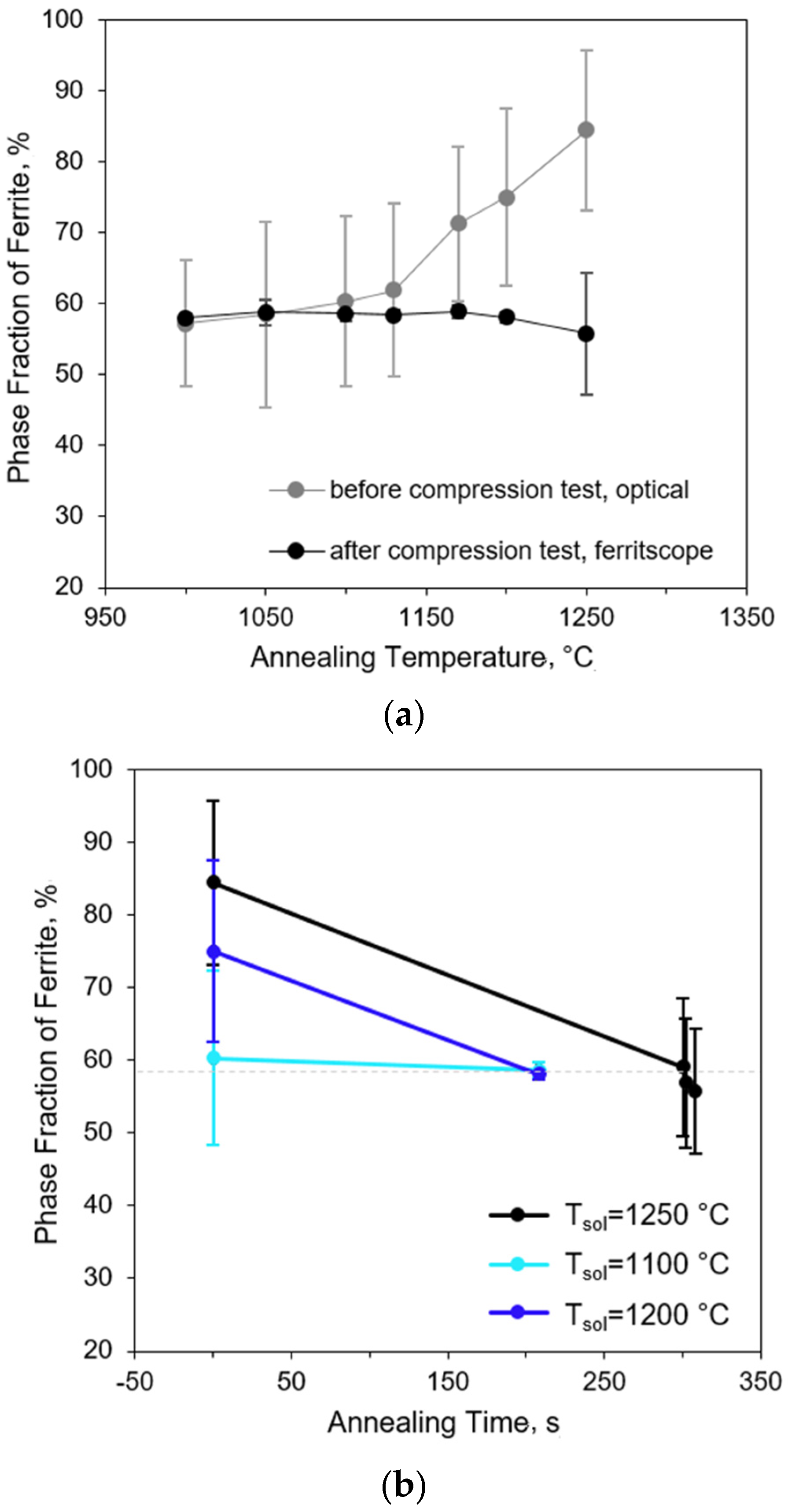
16]. The samples for metallographic analysis were electrolytically etched in 20% NaOH for 12 s and 2.5 V. Two methods were used to measure the ferrite volume fraction. The volume fraction before the compression test was measured by the metallographic point counting method according to ASTM E 562. After the compression tests the volume fraction of ferrite, except the material condition after 1250 °C solution annealing, was measured in the center of the sample with the help of a Fischer FERTISCOPE
® MP30 (Fischer, GER). Instead of a grain size, the mean phase distance was measured, due to the fact that only phase boundaries are visible with the used etching method. The mean phase distance as one mean value for ferrite and austenite was also measured by the line section method, which also included fine austenite clusters in the determination of the mean value.
For the modelling of the hot flow curve of the duplex steel, a new method was evolved within the present work. It was assumed that a basic ferrite and austenite single-phase flow curve for the boundary conditions 1100 °C and 0.1 s−1 can be used within the rule of mixture in addition to the Hall–Petch relationship to cover the different measured flow curves observed in experiments.
The influence of the ferrite-austenite ratio on the flow stress is considered in the commonly used stress partitioning of Equation (1). For reasons of simplification, the application of the strain partitioning is not considered to date.
The influence of grain size on the flow stress is considered by the Hall–Petch relationship. Regarding the Taylor law, the mean free path for dislocation glide defines the strength of a material. In addition, the grain size contributes to the limits of this mean-free path. According to this, the Hall–Petch equation is often used to describe the effect of grain size to the material strength empirically:
with basic strength, e.g., solid solution strength
, as well as the mean grain size
and the Hall–Petch parameter
. Equations (1) and (4) can be combined to consider a variable grain size also in the stress partitioning:
Due to recrystallization or phase transformation during hot deformation, the grain size of ferrite and austenite can change significantly. In the present work the values of
and
were used as room temperature constants, according to Siegmund et al. [
14]. Due to the assumption of Hall–Petch breakdown in the present work,
was chosen much lower than the room temperature parameters. The ratio of both Hall–Petch parameters was chosen to be
.
For the estimation of the single-phase flow curve from the duplex flow curve, two flow curves with different ferrite volume fractions are necessary. Equation (5) is set up for two different ferrite-austenite ratios,
and
, and transferred to calculate the basic strength of ferrite
. The first one of
is given as an example:
And including the Hall–Petch effect in Equation (6):
Assuming that the single-phase material response is always the same depending on the test temperature and the strain rate, the changing ferrite fraction should not influence the stress-strain behavior of the single ferrite phase. In this case
calculated from
must be the same, which is calculated from
in Equation (7). Therefore, Equation (7) can be used on both sides of the equals sign for
and
:
From this comparison, an equation for the estimation of
can be derived:
With the help of Equations (7) and (9), the basic flow stresses can be calculated with a variable combination of volume fractions of ferrite for every strain increment of two experimental flow curves and . At this point, the strain partitioning is neglected, therefore the resulting flow curves are not comparable to experimental flow curves of the single phases at this state of the model. This means that only the stress partitioning is considered. From a couple of combinations of different volume fractions, the basic flow curves of ferrite and austenite can each be averaged to achieve two mean flow curves with a wider range of validity. Material condition combinations of samples solution annealing at 1000 °C & 1170 °C, 1000 °C & 1200 °C, as well as 1050 °C & 1200 °C were used to calculate the different basic flow curves. The material conditions after the annealing at 1100 °C, 1130 °C, and 1250 °C were not used to calculate the basic flow curves of austenite and ferrite and can, therefore, be used for the validation of the model.
By having the mean flow curves of ferrite and austenite at 1100 °C and 0.1 s−1 for arbitrary ferrite-austenite ratios and grain sizes, the flow curves of duplex microstructure can be calculated under these boundary conditions using Equation (5). Three material conditions of the experimental investigation, as well as the literature data, were used for the validation of the presented method. The different ratios of ferrite and austenite ratios are coupled to an individual mean phase distance of both phases. Therefore, firstly, a duplex basic flow curve will be calculated considering the phase ratio, and secondly, the influence of phase grain size will be added. For every strain an individual grain size is used; this is necessary as the phase ratio and grain size change during the compression tests. While the change of grain size is considered in the model, the change of the phase fraction is not considered in the physical manner, due to numerical problems, which lead to high artefacts in the flow curve, reducing the phase fraction difference close to zero.
4. Discussion
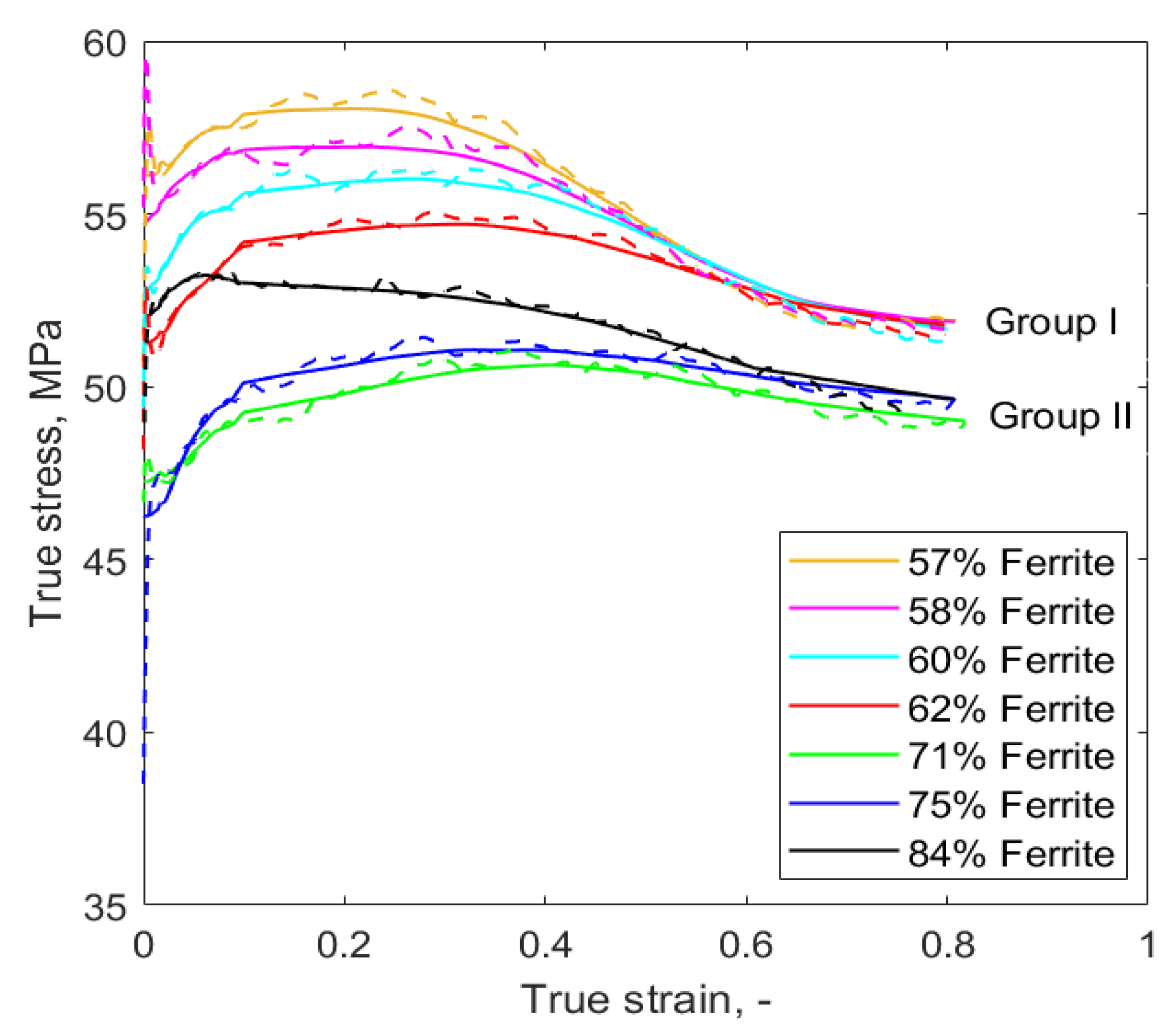
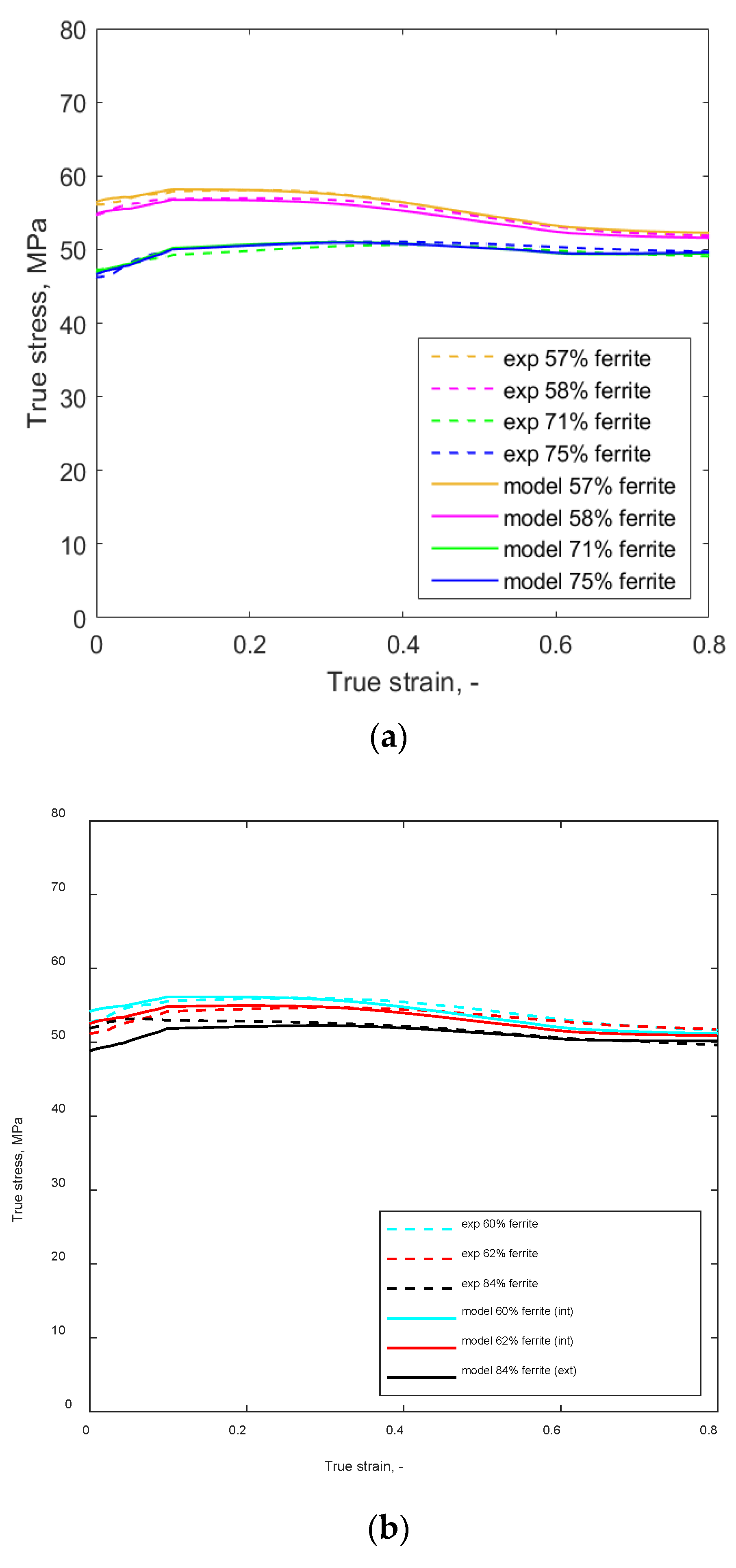
The present work demonstrates the importance of the influence of the microstructure, e.g., phase distribution and phase distance, on the flow stress of the duplex steel during hot forming. The flow stress evolution of the different material conditions cannot be explained easily by the different ferrite fractions achieved after different temperatures of solution annealing. From 57% to 71%, the magnitude of peak stresses of the flow curves in
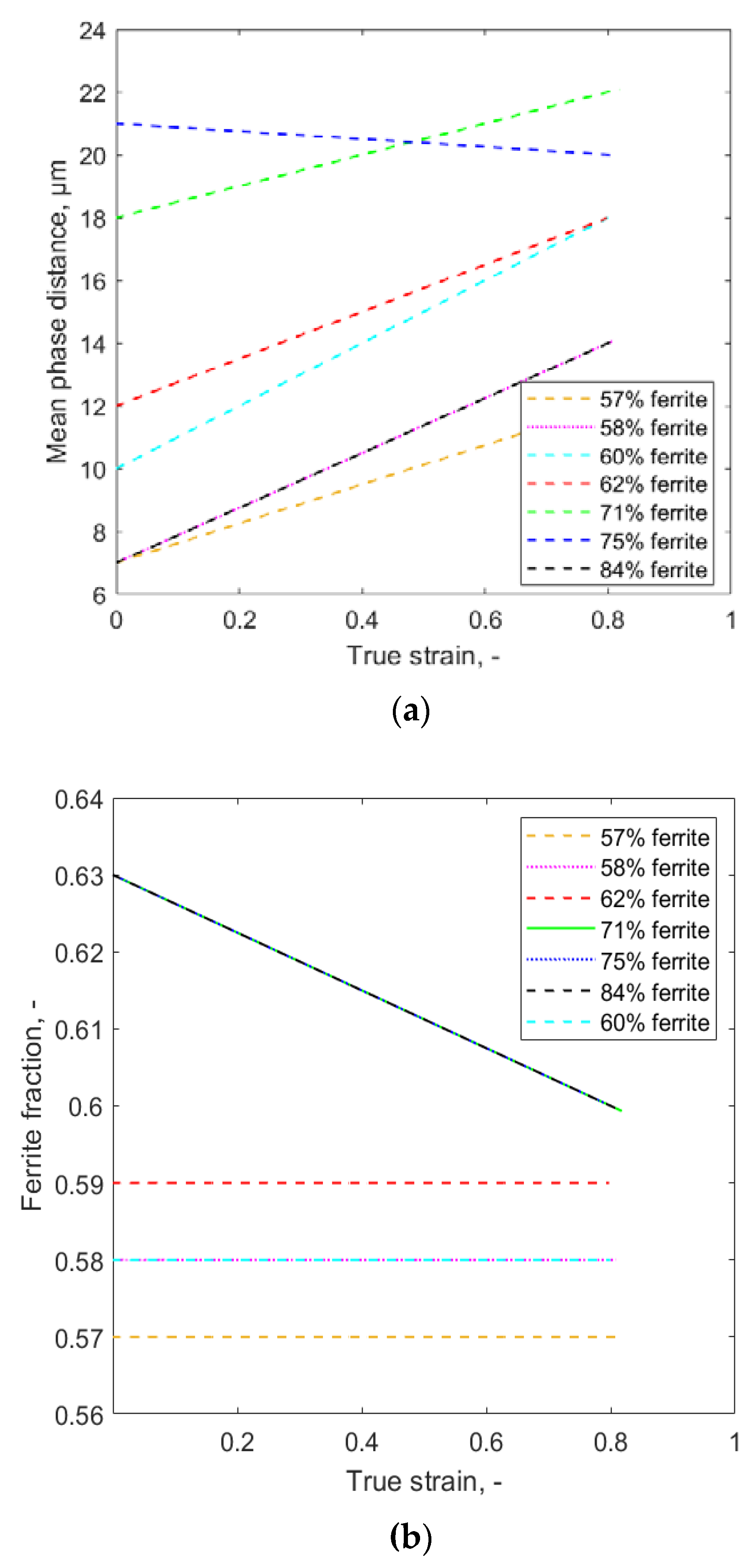
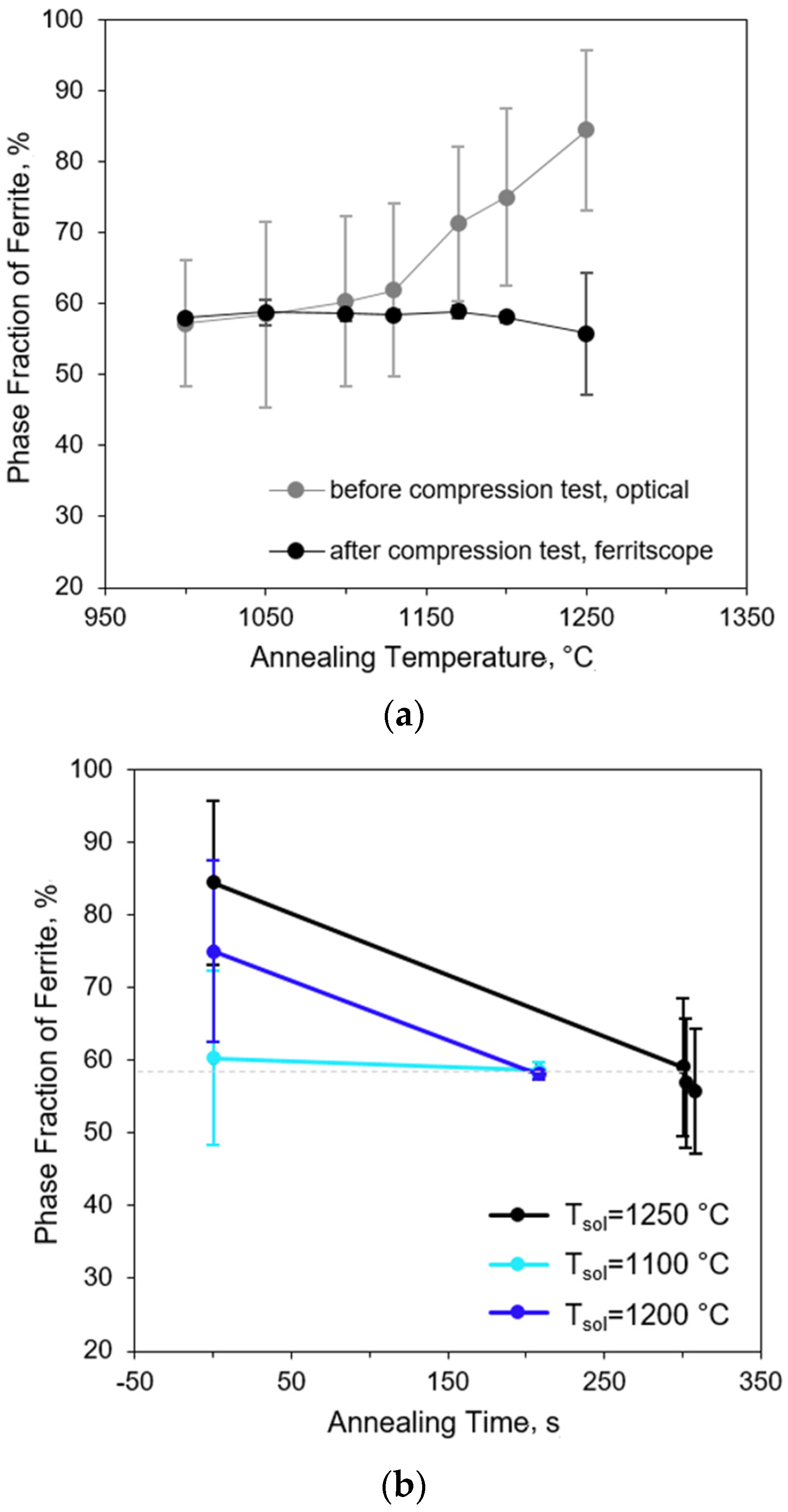
Figure 3 correspond with the initial ferrite fraction, which means more ferrite leads to less stress. However, in the case of 75%, and especially for 84%, the flow stress of the material condition is increasing, compared to material conditions with less ferrite. Furthermore, the fact that all material conditions exhibit the same ferrite fraction at the end of the compression test is also strong evidence that the different steady-state stresses in the flow curves were caused by differences in the phase distribution or the phase distance. This is especially the case for the material conditions (71%, 75%, 84% ferrite fraction), where the forming temperature does not correspond with the equilibrium temperature of the initial ferrite fraction. Therefore, significant microstructural changes have been observed between
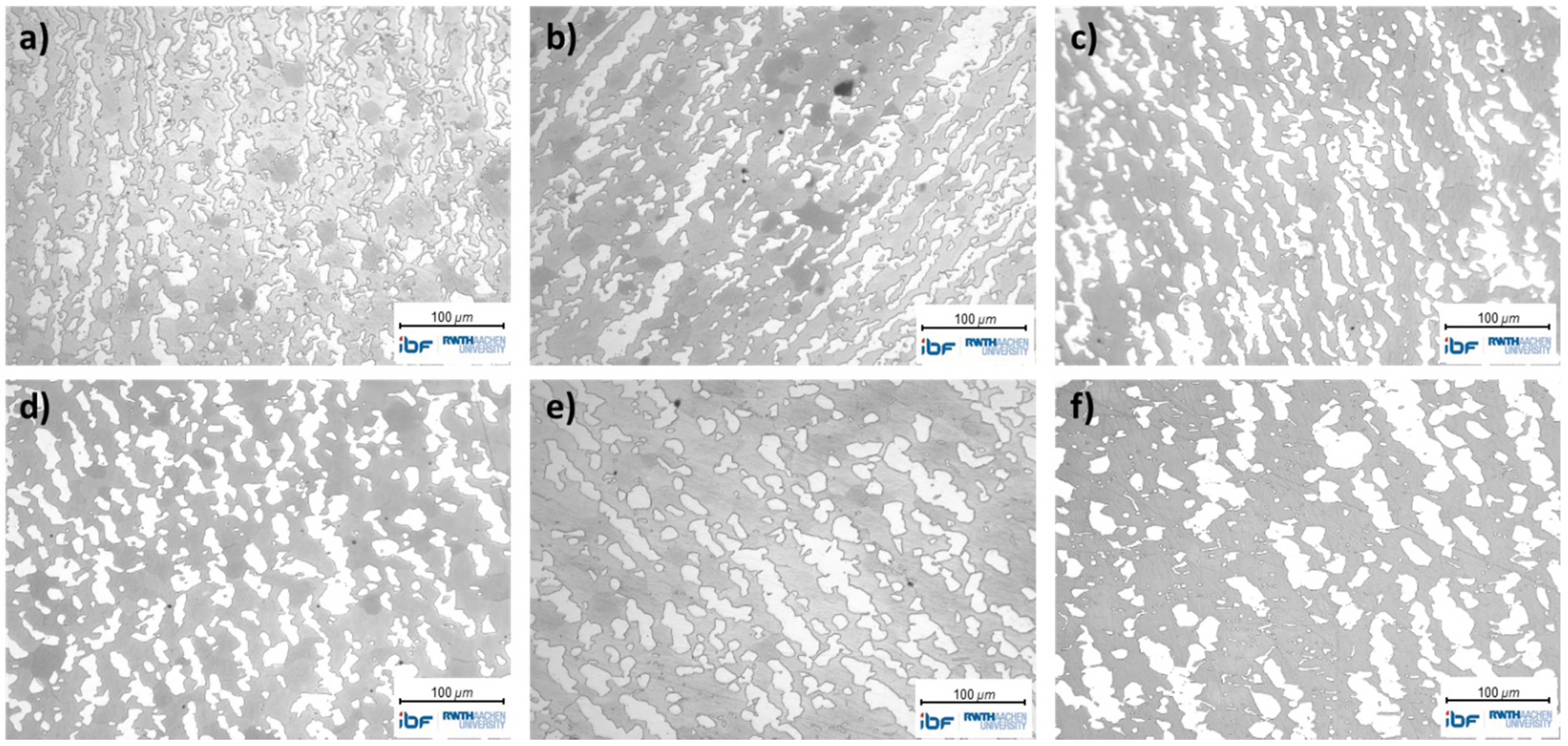
Figure 2 and
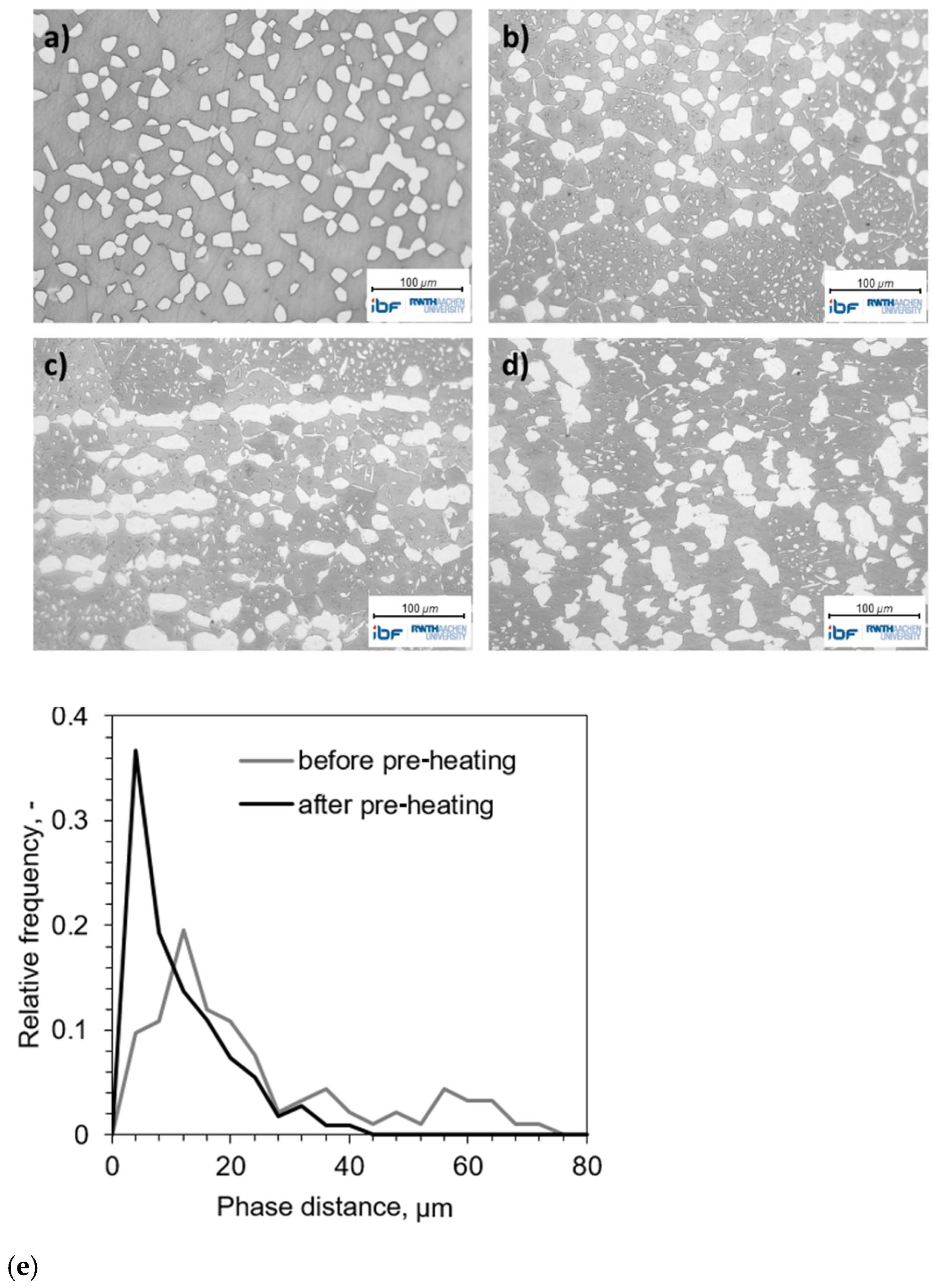
Figure 5 during pre-heating and forming at 1100 °C in the present work, which strongly depend upon whether ferrite fraction increases or decreases. For the case that the ferrite fraction decreases more than 10%, fine austenite particles lead to significant microstructure refinement and, therefore, to an increase in the materials’ strength.
While other authors primarily investigate the influence of strain rate, temperature, and occasionally the ferrite fraction on the flow stress; the evolution of microstructure distribution during forming is often neglected. In
Figure 3, the influence of the initial microstructure distribution on the peak stress during a compression at 0.1 s
−1 and 1100 °C is in the range of 10 MPa. Therefore, this effect is comparable to the differences in the flow stress due to a strain rate change of 0.05 s
−1 or 0.5 s
−1 as well as the differences due to a temperature change from 1100 °C to 1200 °C. These mentioned changes are seen in the work of Spigarelli et al. [
3]. As a consequence, the phase distribution and evolution of the microstructure cannot be neglected for precise flow curve modelling.
A possible model to consider the microstructure distribution in the form of the mean phase distance on the flow stress was introduced in the present work. This model is based on the assumption that the mechanical behaviour of all material conditions can be reduced to the same ferrite and austenite single-phase material behaviour, as shown in
Figure 8b, which is then individualized for each material condition by the rule of mixture and Hall–Petch effect based on the different microstructure data.
One problem that still has to be overcome in the demonstrated method for the inverse estimation of the single-phase flow curves of ferrite and austenite is the assimilation of ferrite fraction during pre-heating and forming. Due to the limitations of the method that ferrite difference cannot decrease to zero, the results of the model contain an error. Additionally, it has to be mentioned that the calculated single-phase ferrite and austenite flow curves of
Figure 8b would probably not represent experimentally measured flow curves of the single phases at 1100 °C and 0.1 s
−1. The reason for this is that strain partitioning and strain rate partitioning as mentioned by Spigarelli et al. [
3] have not been considered in the model to date. Nevertheless, it is assumed that the error resulting from the deviation in the ferrite fraction used and the one measured in experiments is in an acceptable range, as the results of the single-phase curves in
Figure 8b are of a similar magnitude compared to data from the literature. Concerning the disregarding of strain and strain rate partitioning, it is possible to use the rule of mixture without strain partitioning if it is disregarded in both directions, means calculating the single-phase curves as well as mixing the duplex phase curves from single-phase curves. The aim of the present work is not to calculate perfect single-phase flow curves for austenite and ferrite for comparison with experimental data. Moreover, the present work has a much simpler aim, as it shows that effects of microstructure features on the stress response can be considered with relatively simple microstructure models and, therefore, should be further investigated. For a precise calculation of the single-phase flow curves, the strain rate partitioning, as well as the strain rate sensitivity of the stress, should be implemented in a future version of the model.
The sensitivity study in
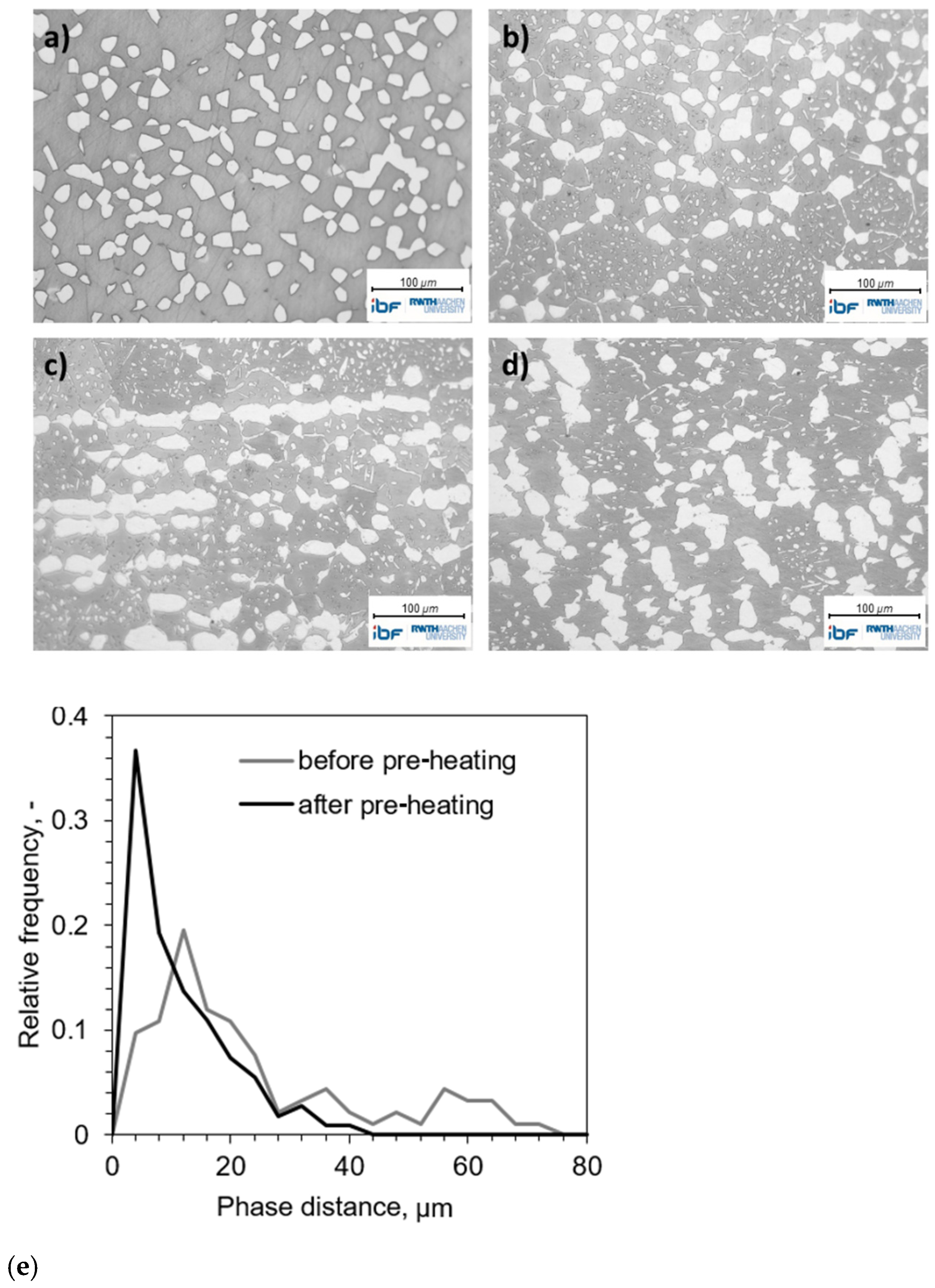
Figure 10 shows that the concurrent effects of phase fraction by the rule of mixture and phase distance by the Hall–Petch effect on the flow stress are strongly dependent on the fitted Hall–Petch parameters and the assumed input values of the microstructure, e.g., phase fraction and phase distance. In the present work, only mean values of the phase distance were used, which is a strong simplification. In the case of an 84% initial ferrite fraction, it is demonstrated that for inhomogeneous microstructures, a more complex definition of the microstructure parameters than the mean phase distance is necessary to cover the bimodal phase distance distribution, as shown in
Figure 6b. Therefore, it is important to have as exact experimental microstructure parameters as possible, including the mean phase distance of each single phase and changing ferrite fractions. In addition, the Hall–Petch parameter is afflicted with uncertainty due to missing experimental data for high temperatures. Nevertheless, by choosing reasonable values based on the experimentally observed stresses from the literature for ferrite and austenite, the model could be used for the sensitivity analysis.
The calculated peak stresses of the different material conditions in
Figure 9 and
Figure 10 agree with the experimental data when using the measured mean phase distance from the experiments. Conversely, the effect of the two different steady-state stresses observed in the experiment cannot be covered adequately by the model when the microstructure information from the experiments after forming is used. Especially for the interpolated and extrapolated material conditions, the model results do not fit the experimental results. Keeping the ferrite fractions of the model constant during forming (
Figure 10b) leads to not only different steady-state stresses but also to different final ferrite fractions for the material conditions. However, this is not in agreement with the measured ferrite fractions of the experiments, which are nearly the same (
Table 4). Nevertheless, the two different steady-state stresses of the material conditions observed in the experiment can be predicted best with the constant ferrite fractions. While using a higher Hall–Petch parameter in combination with the more realistic decreasing ferrite fraction (
Figure 10c) shifted the model sensitivity to the phase distance instead of the ferrite fraction. Furthermore, the mean values of the measured phase distance used in the experiment are not able to represent the situation of the steady-state stresses for all investigated material conditions. Especially the interpolated and extrapolated material conditions showed deviations between the model and the experimental data.
It can be concluded that the combination of single-phase flow curves, rule of mixture and Hall–Petch relationship is usable to predict the influence of phase distribution on the duplex flow stress for a homogenous microstructure. For more complex microstructures, which contains inhomogeneous features, more information than the mean distance of phases is needed to cover the flow curve.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}