
Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
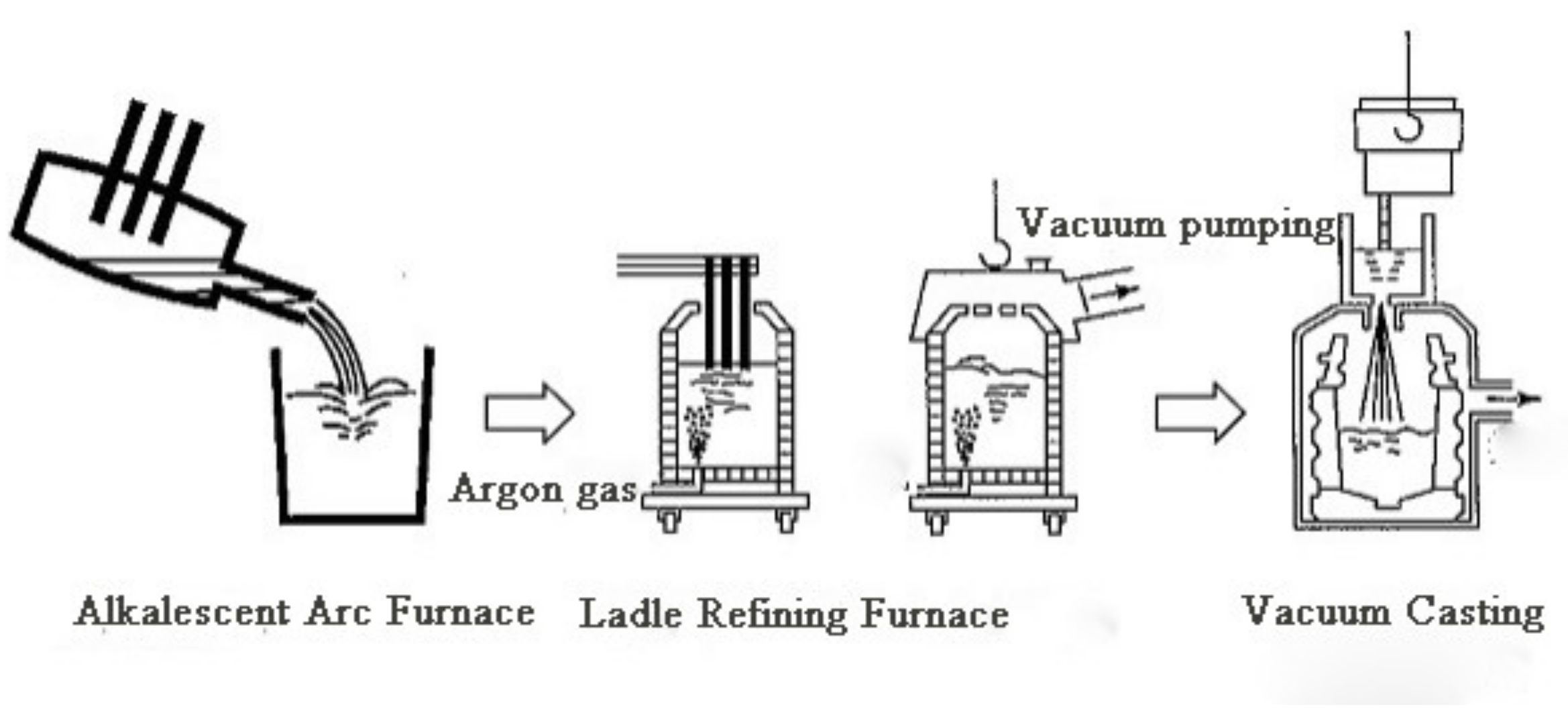
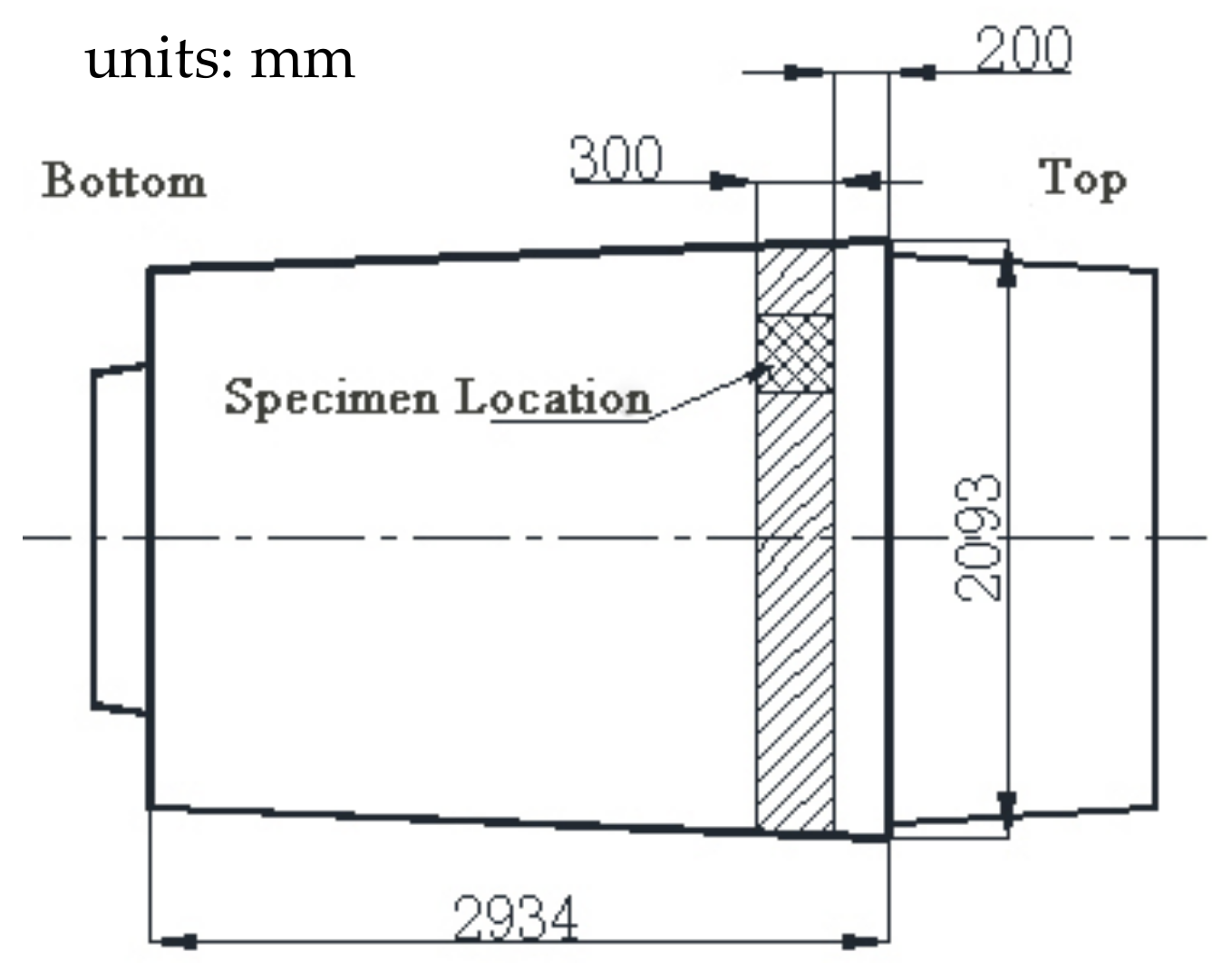
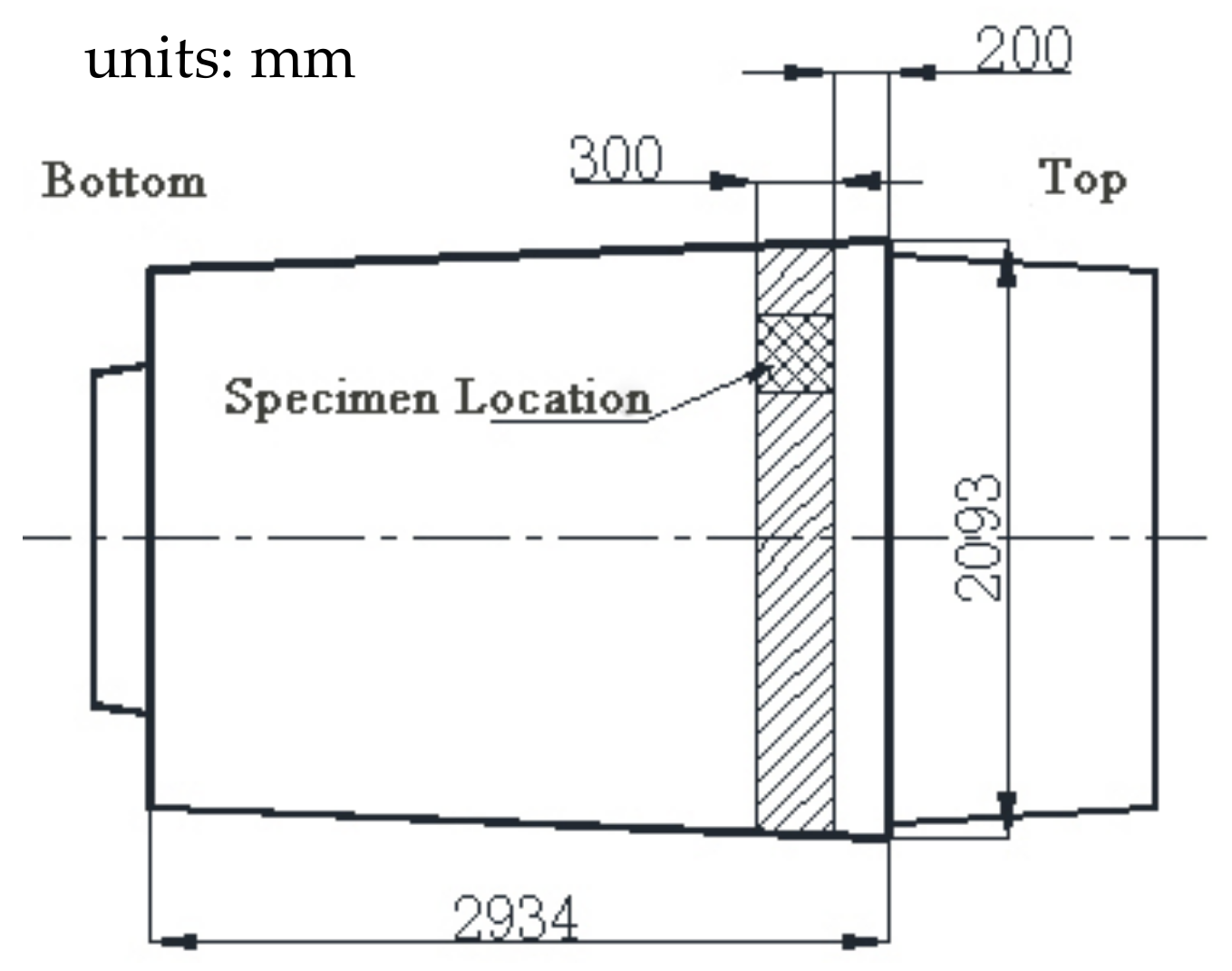
2. Materials and Methods
3. Results
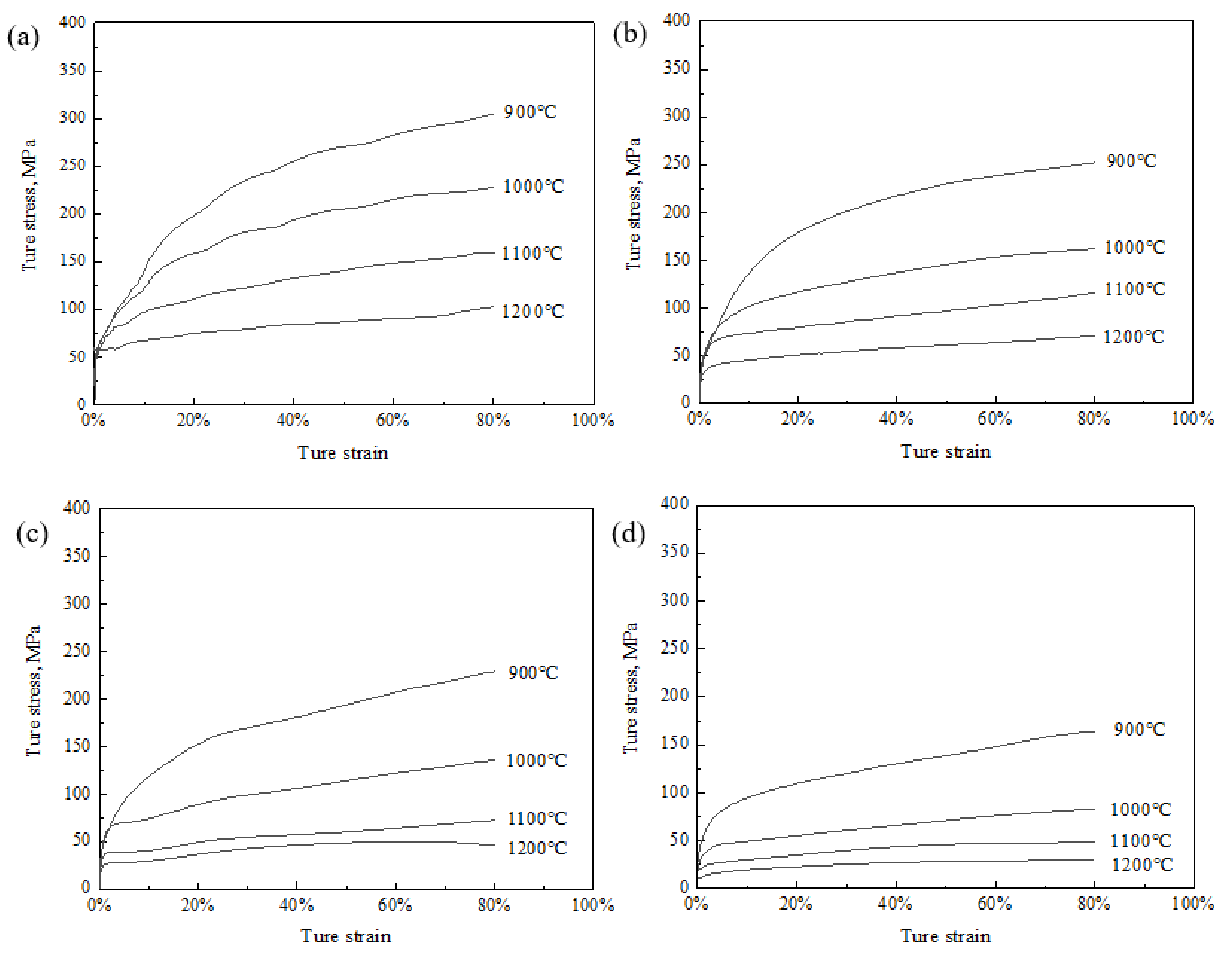
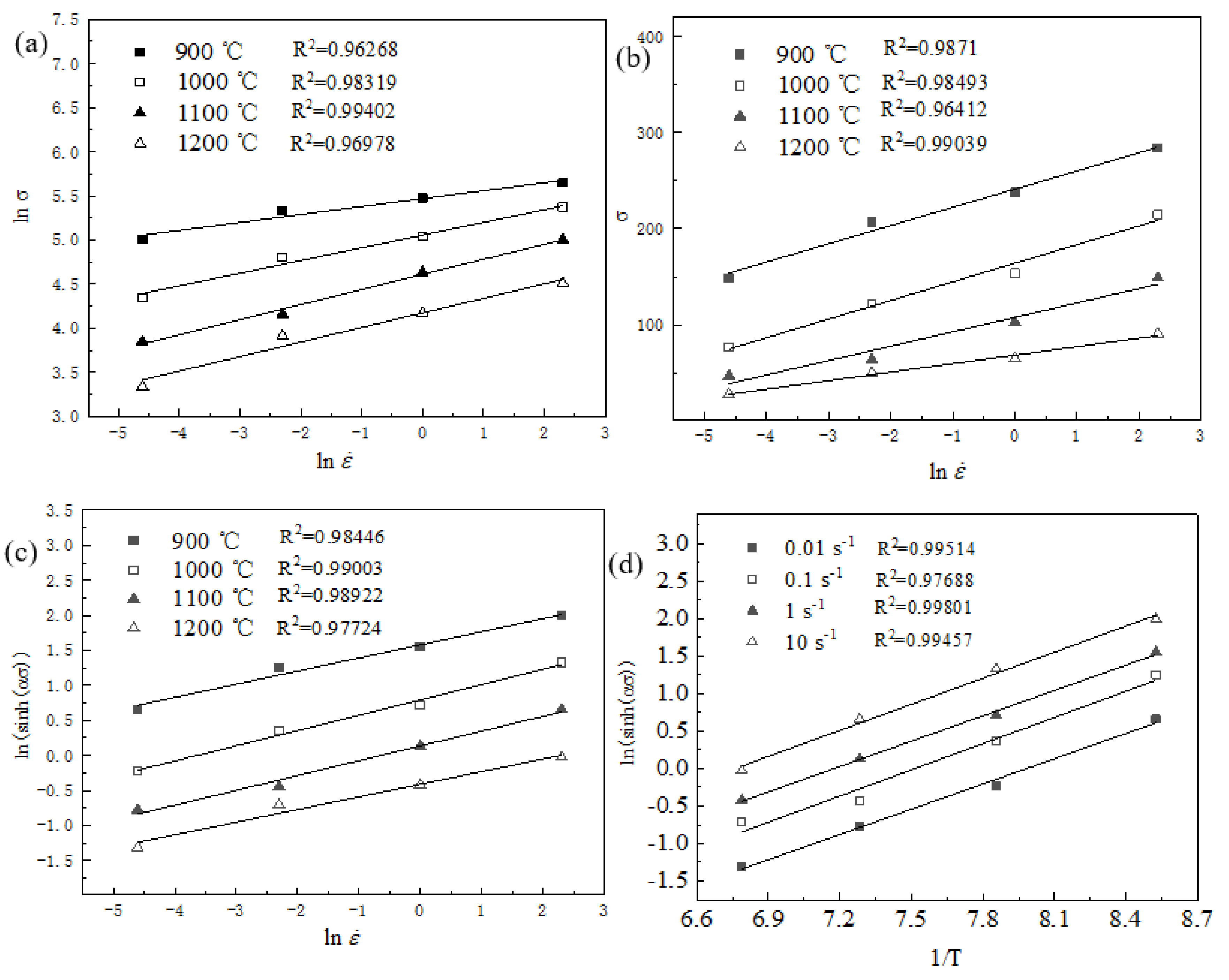
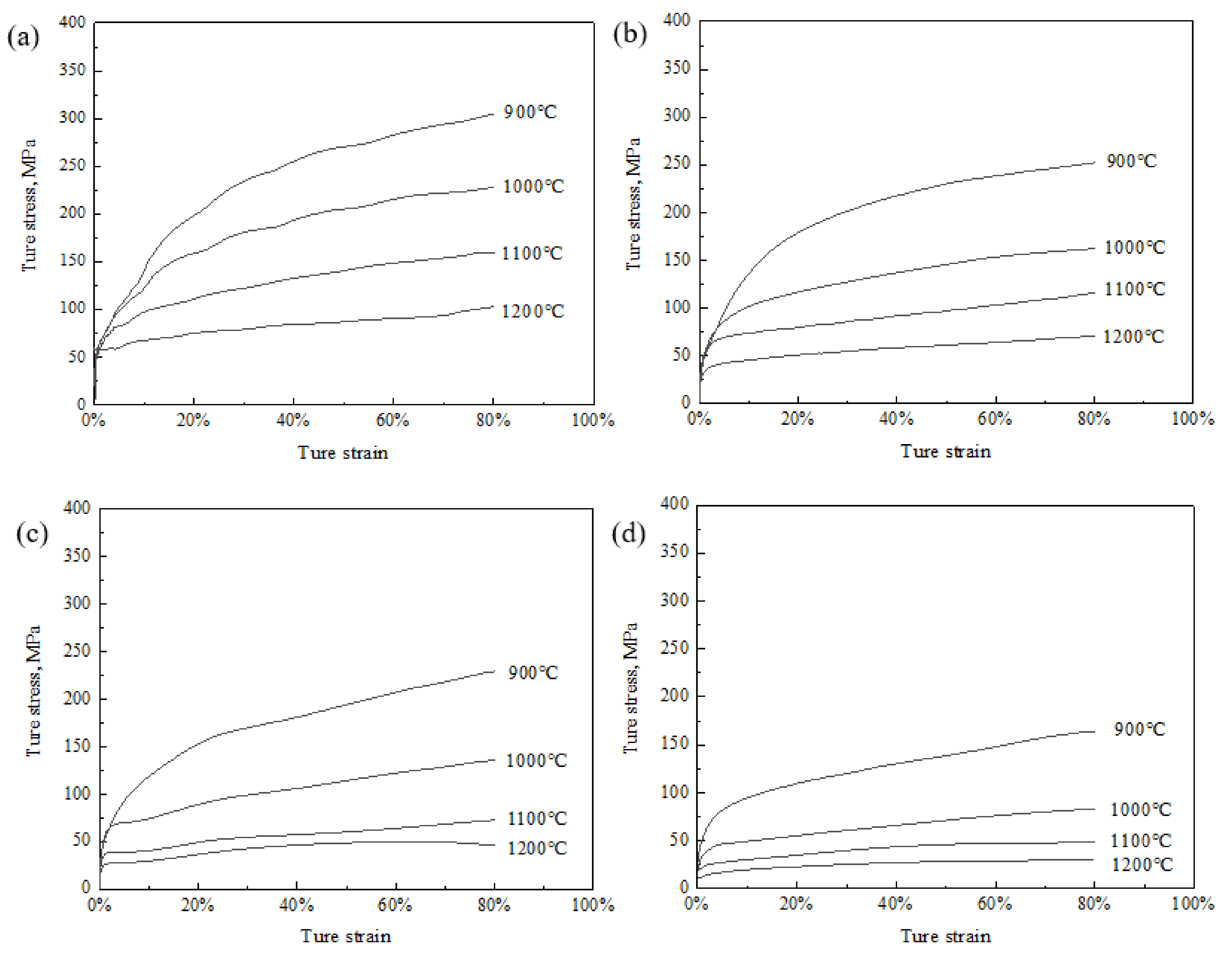
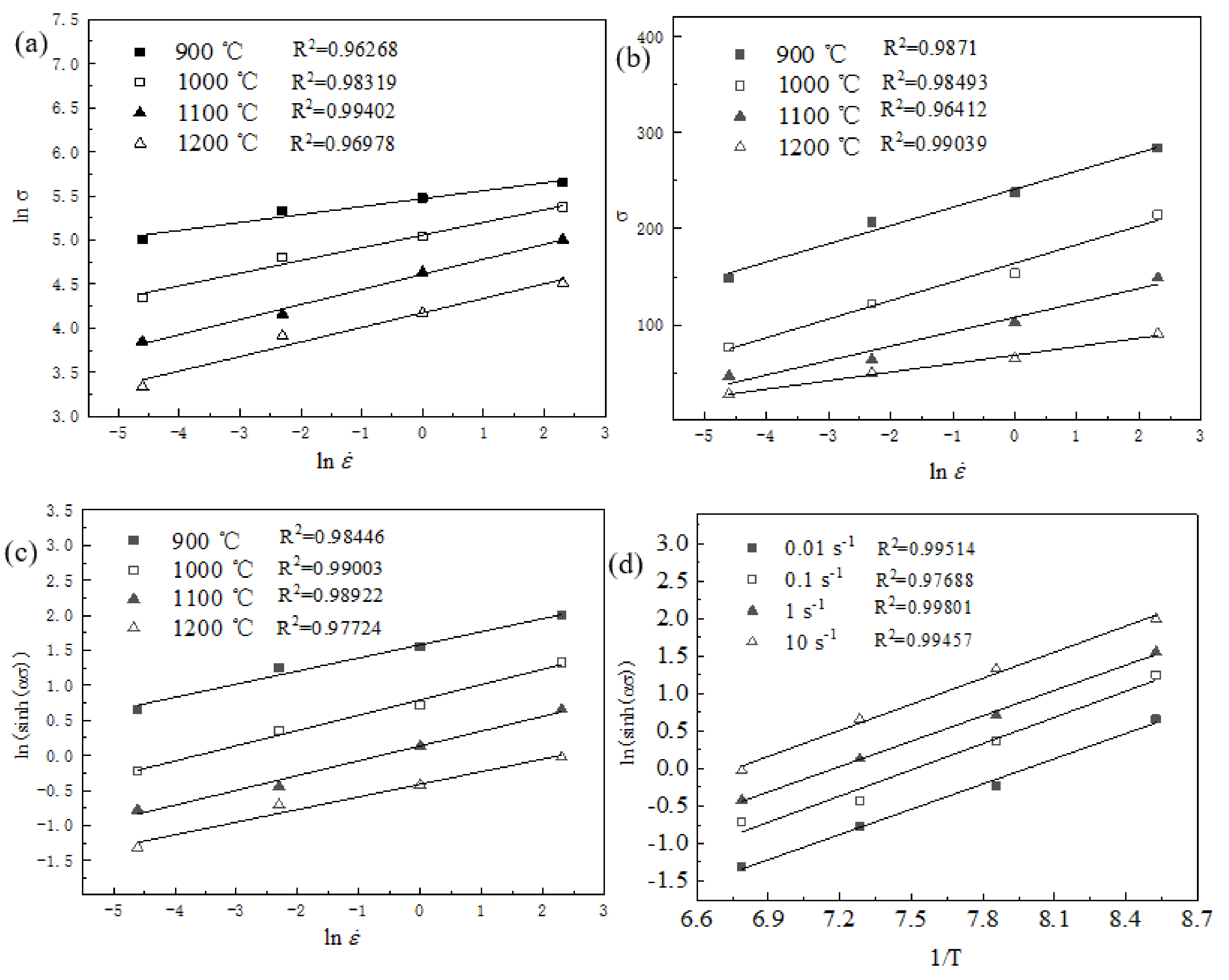
3.1. Flow Behavior and Hot Deformation Equation
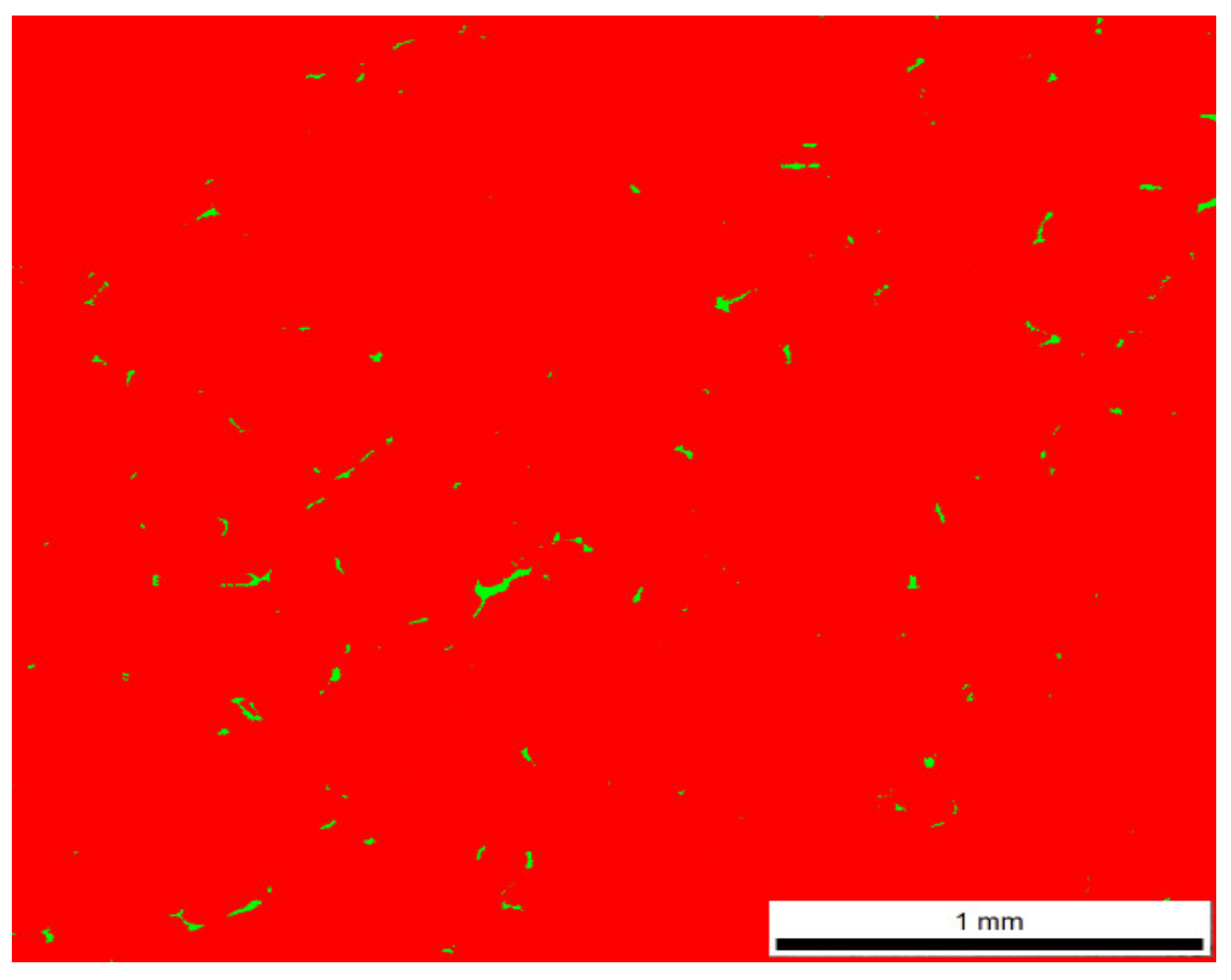
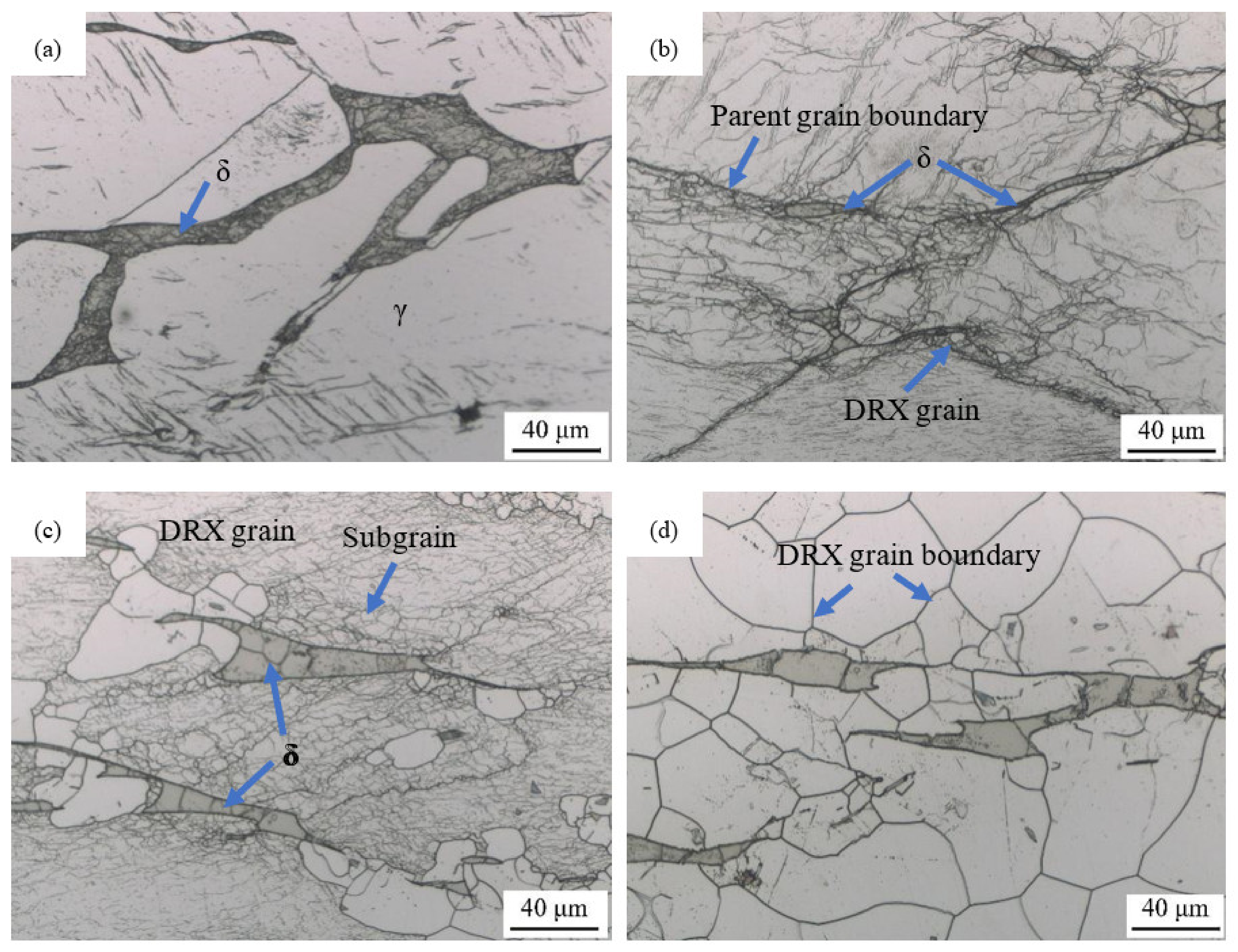
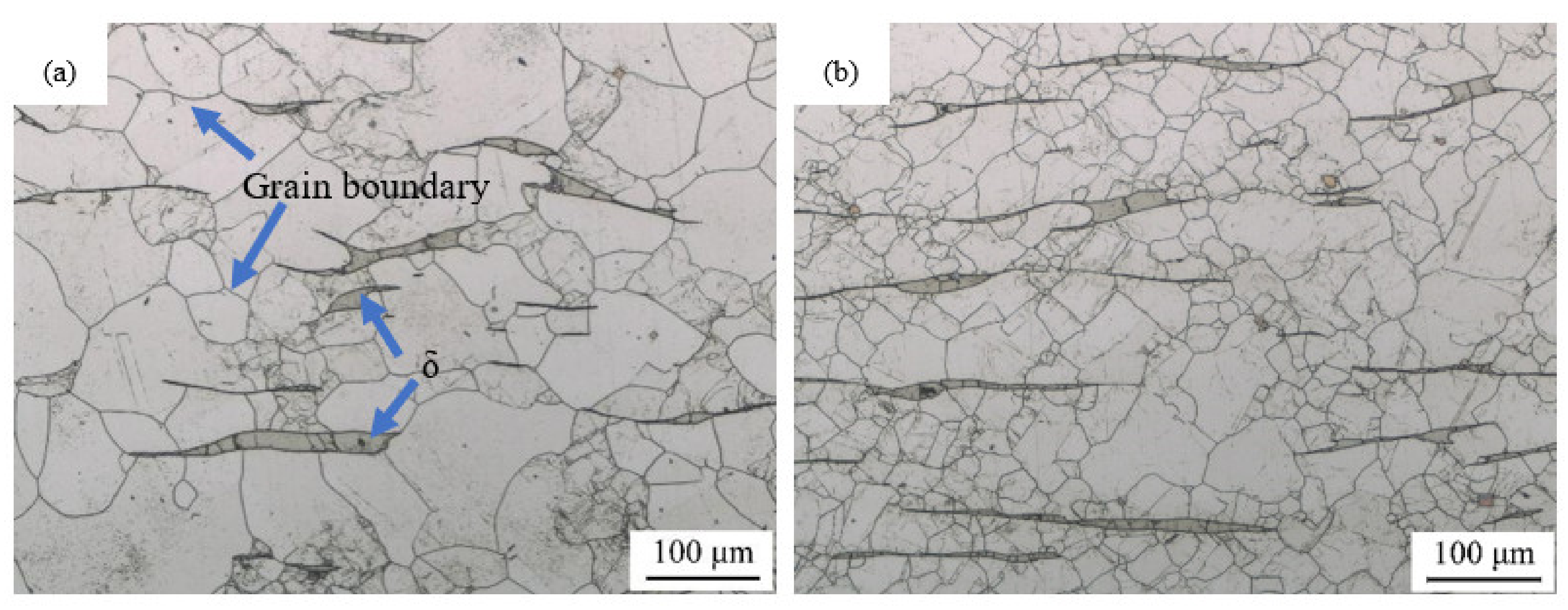
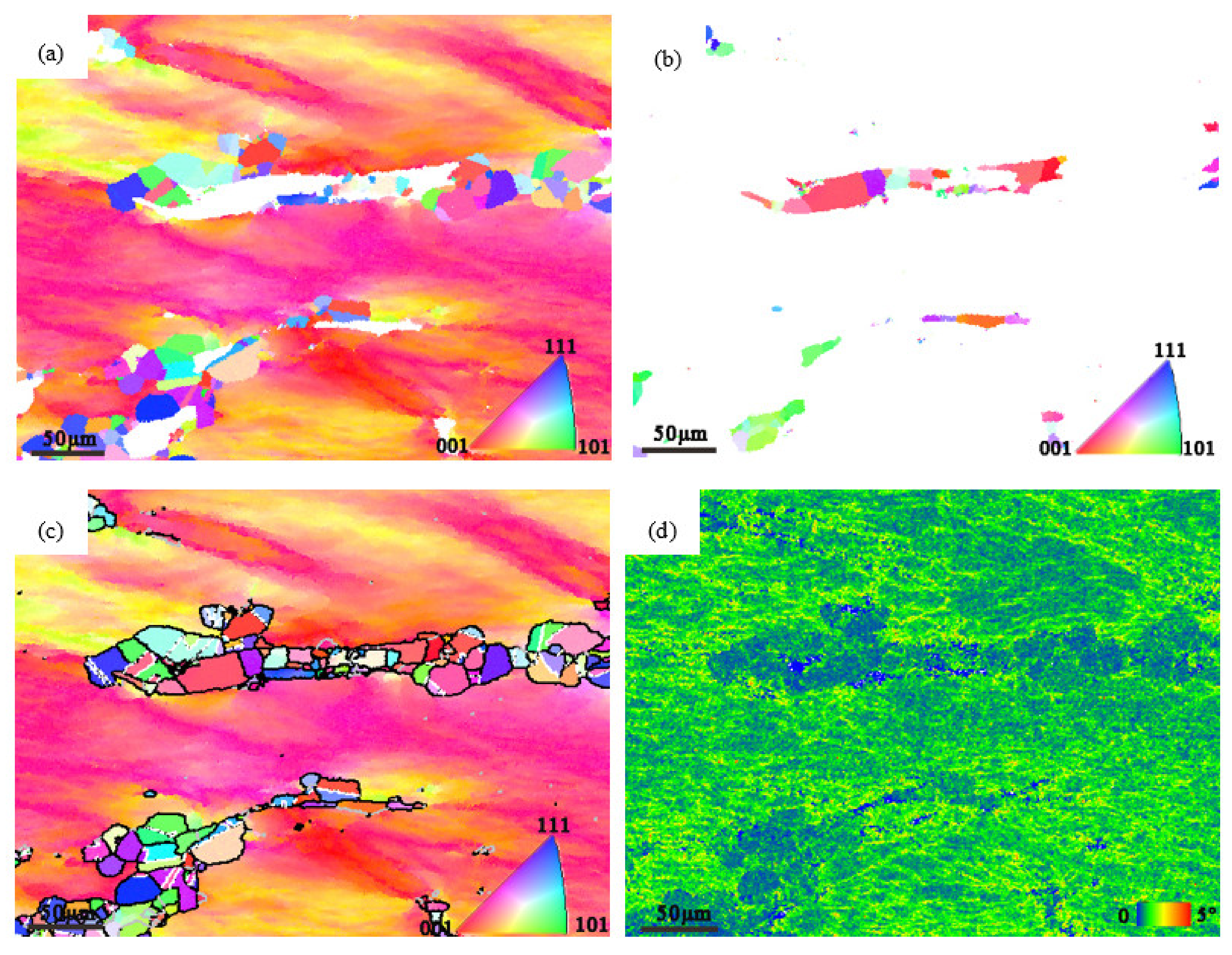
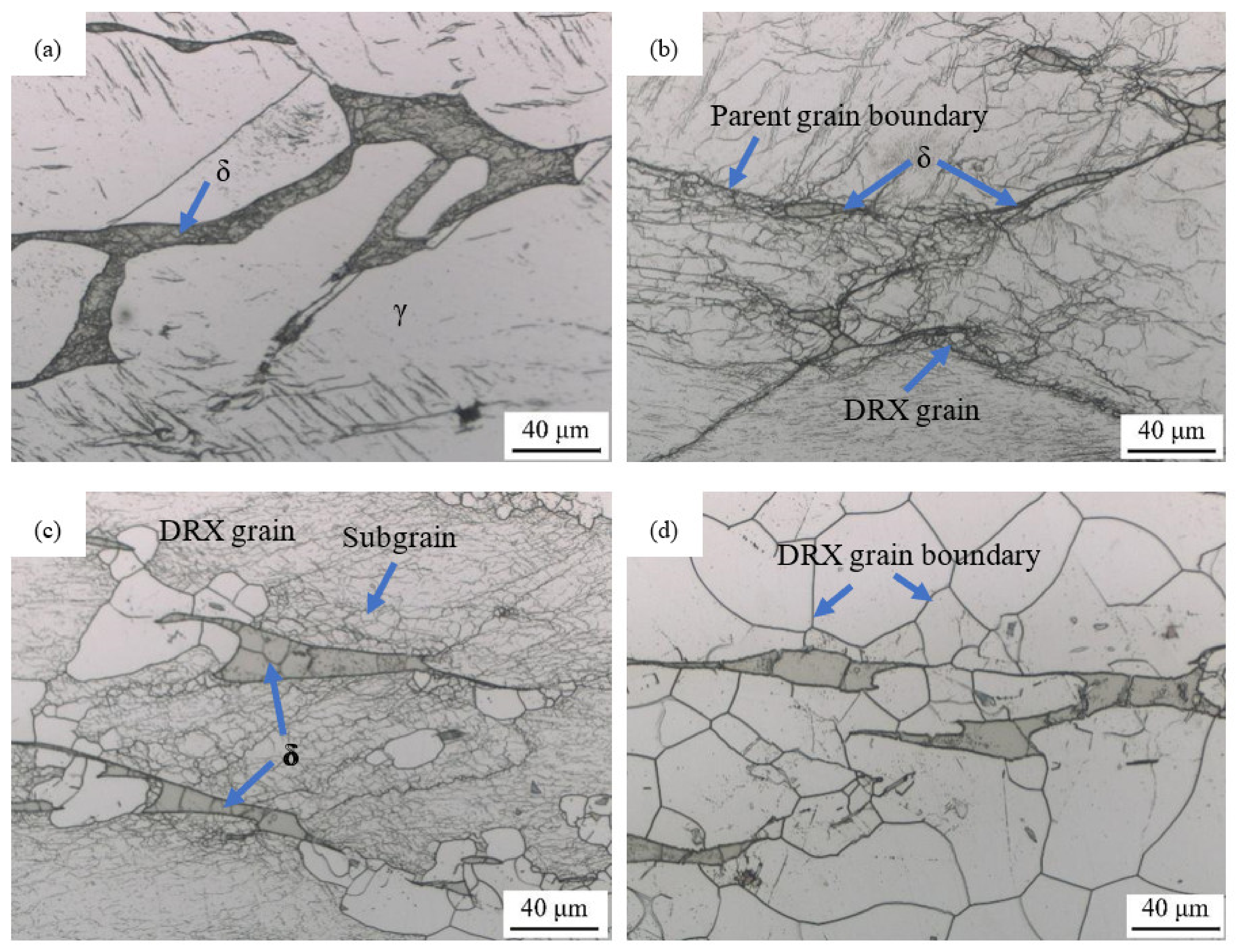
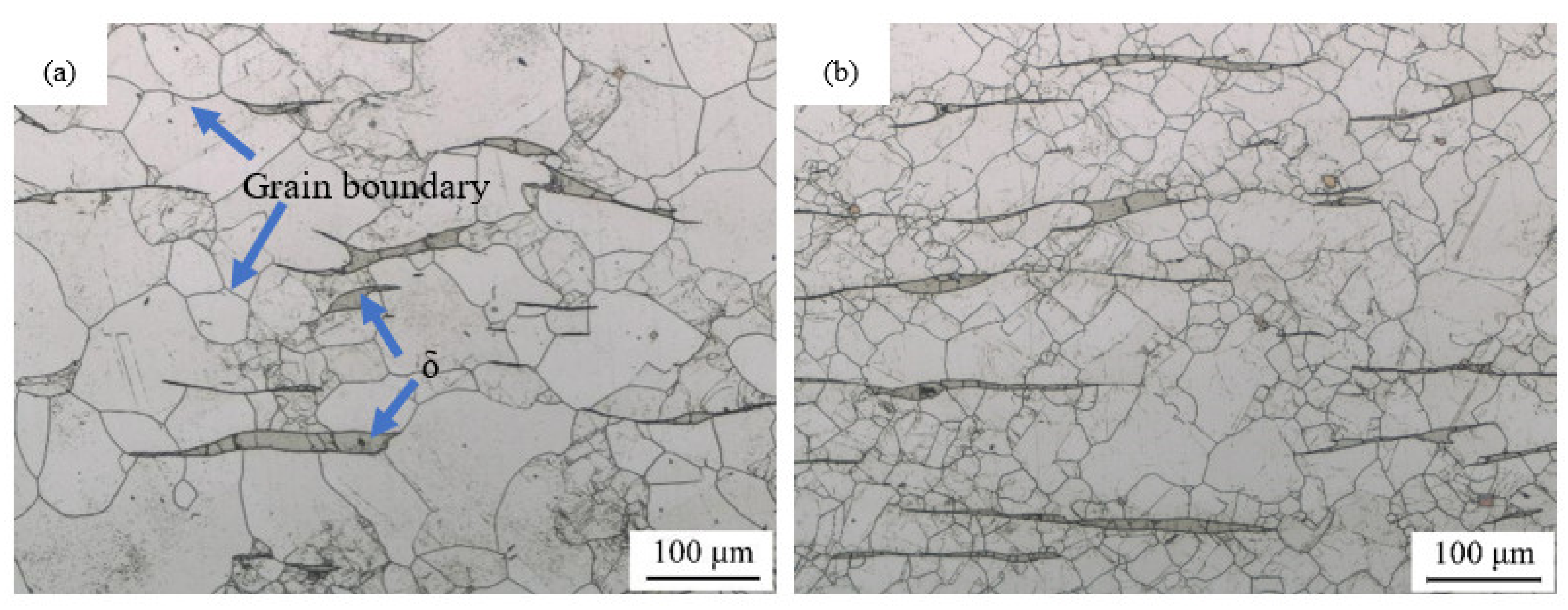
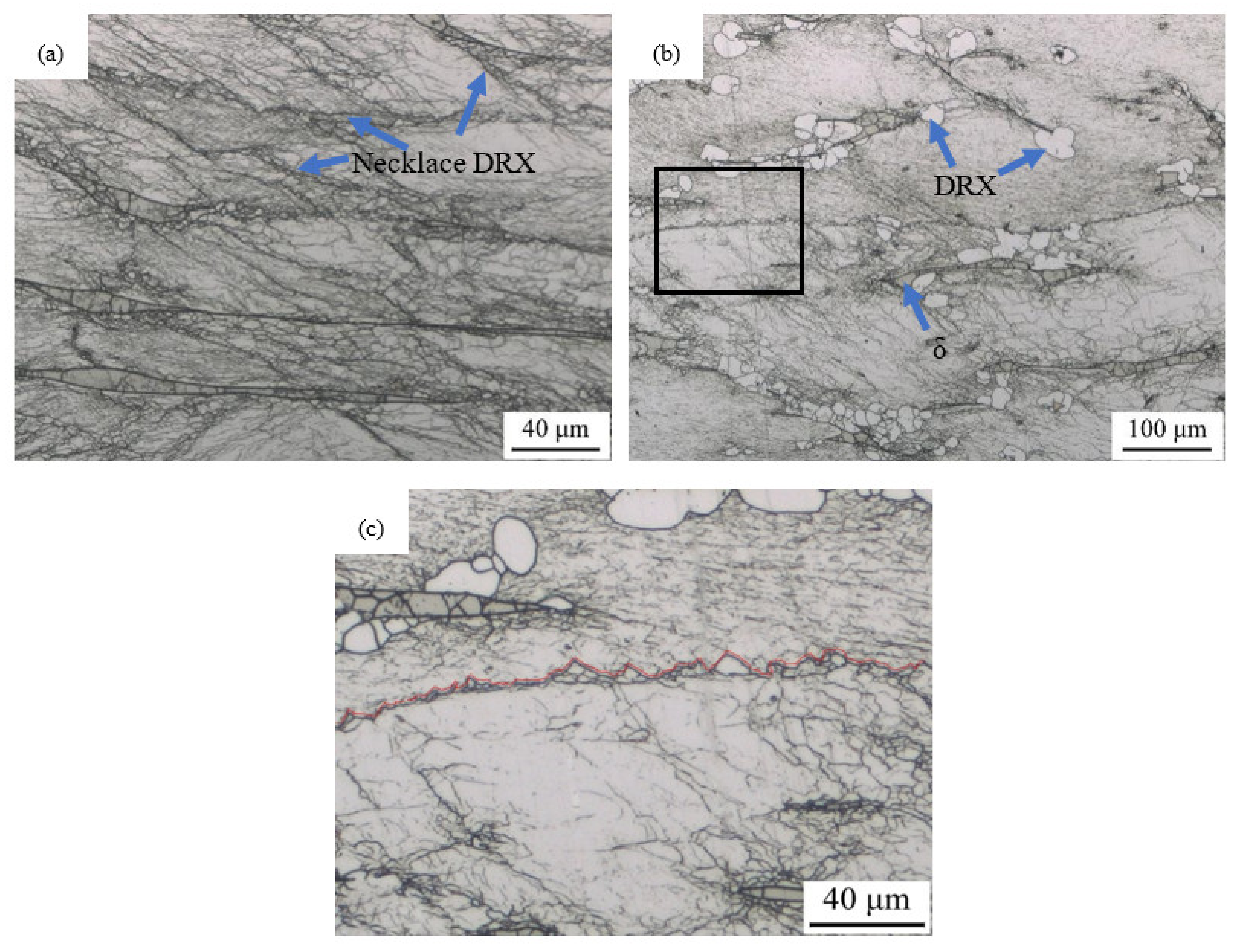
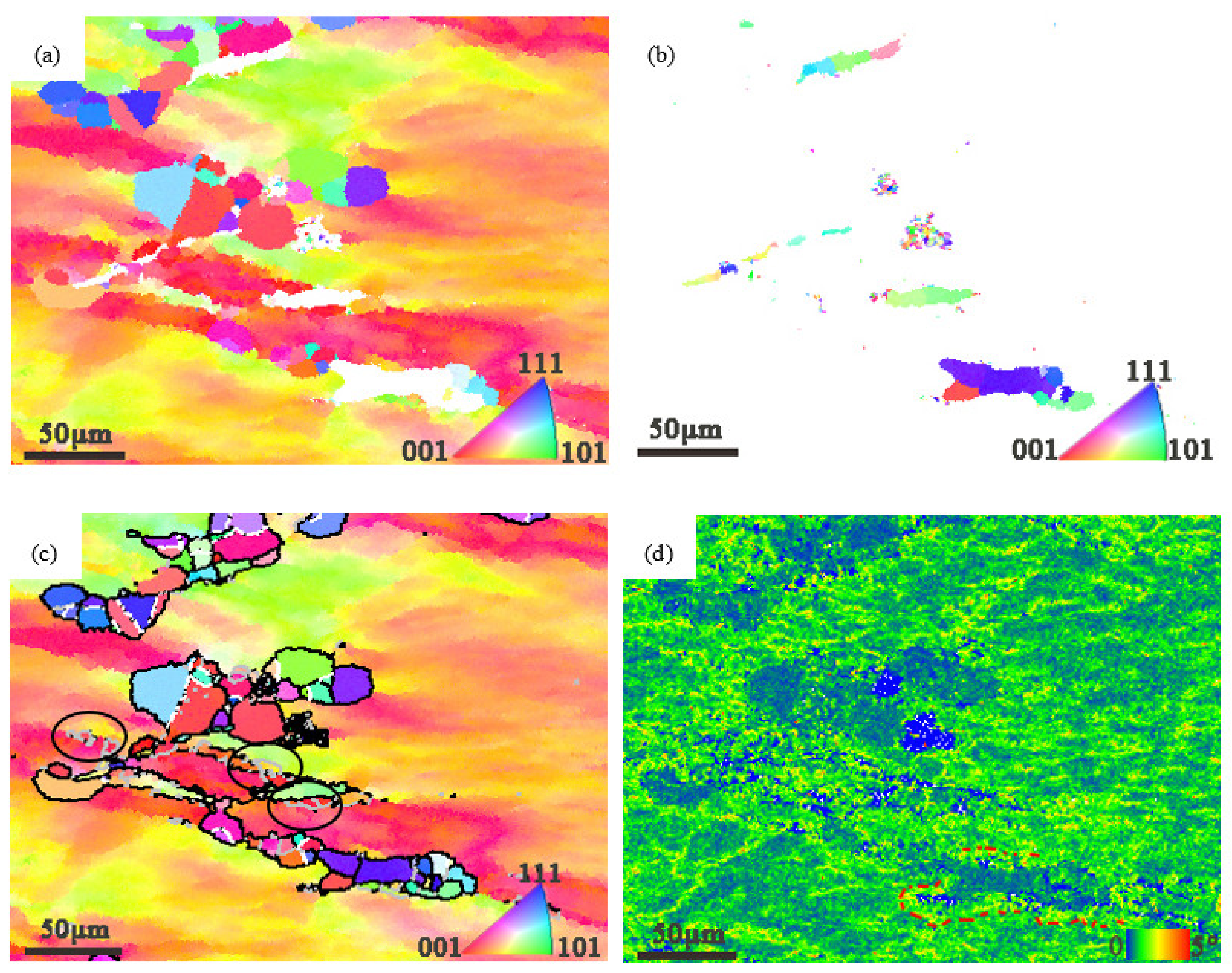
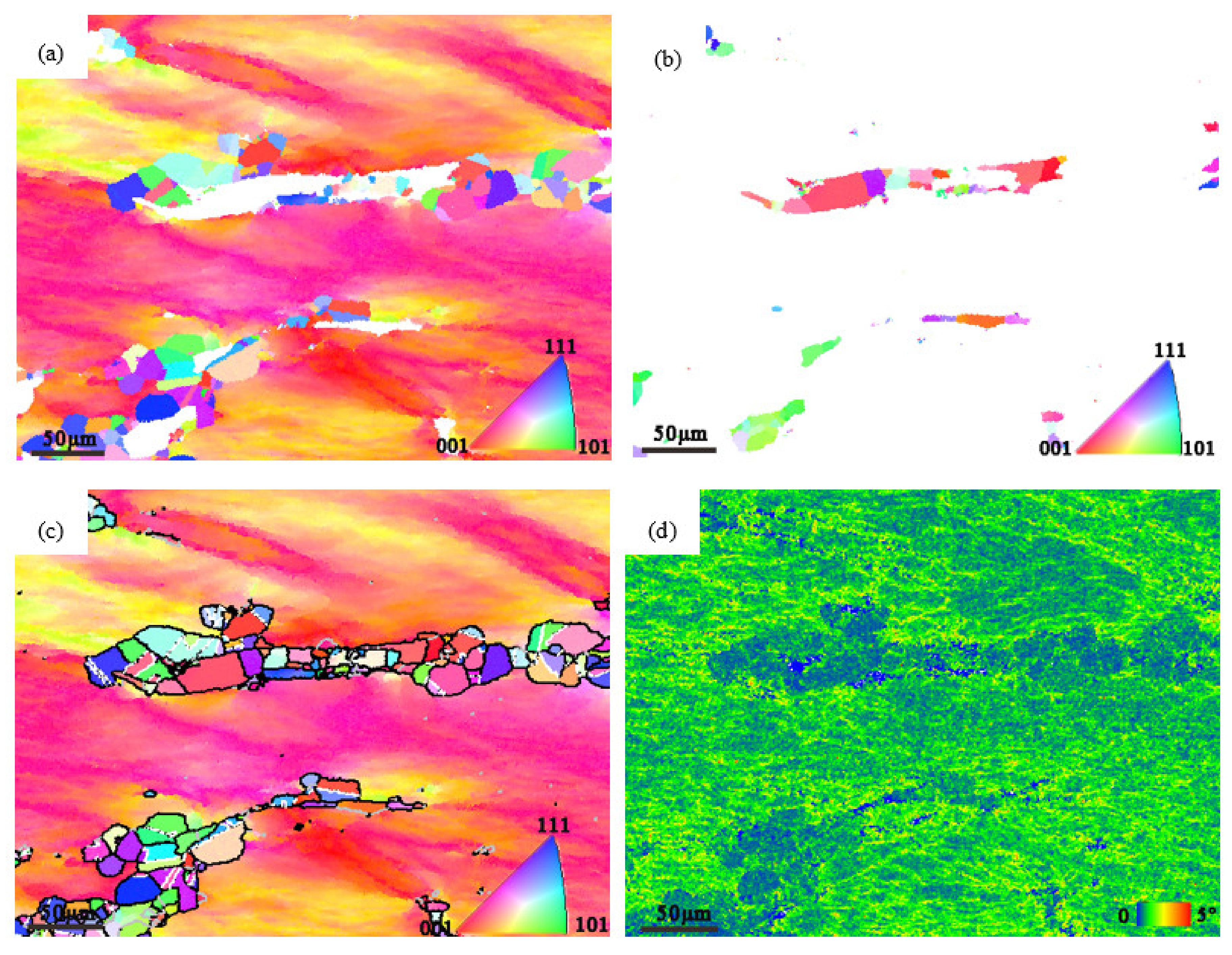
3.2. Microstructure Observation
3.3. Hot Processing Maps
3.4. Instability Mechanism
4. Discussion
5. Conclusions
- (1)
- The hot deformation equation of as-cast nuclear grade 321 austenitic stainless steel at 900–1200 °C and 0.01–10 s−1 is:
- (2)
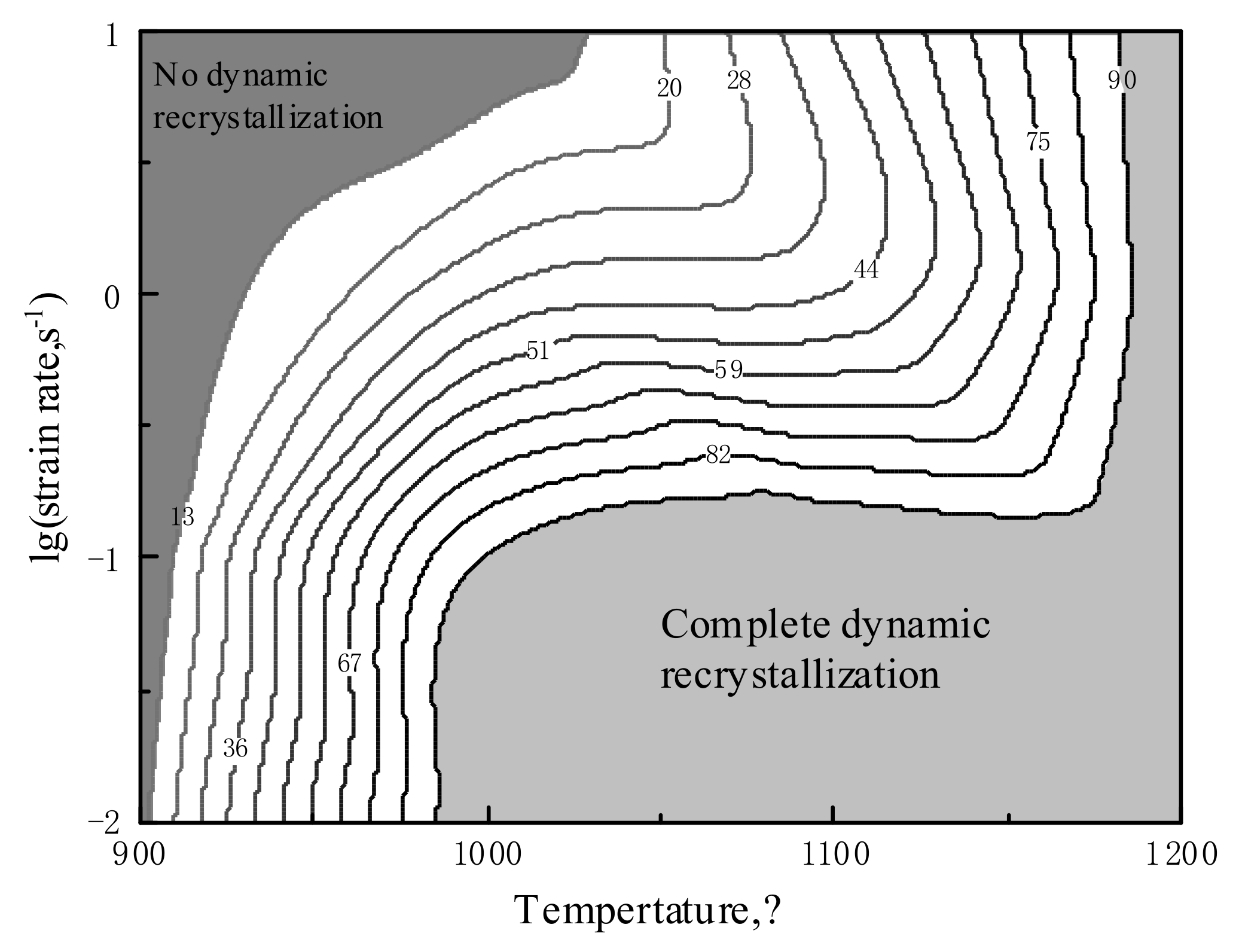
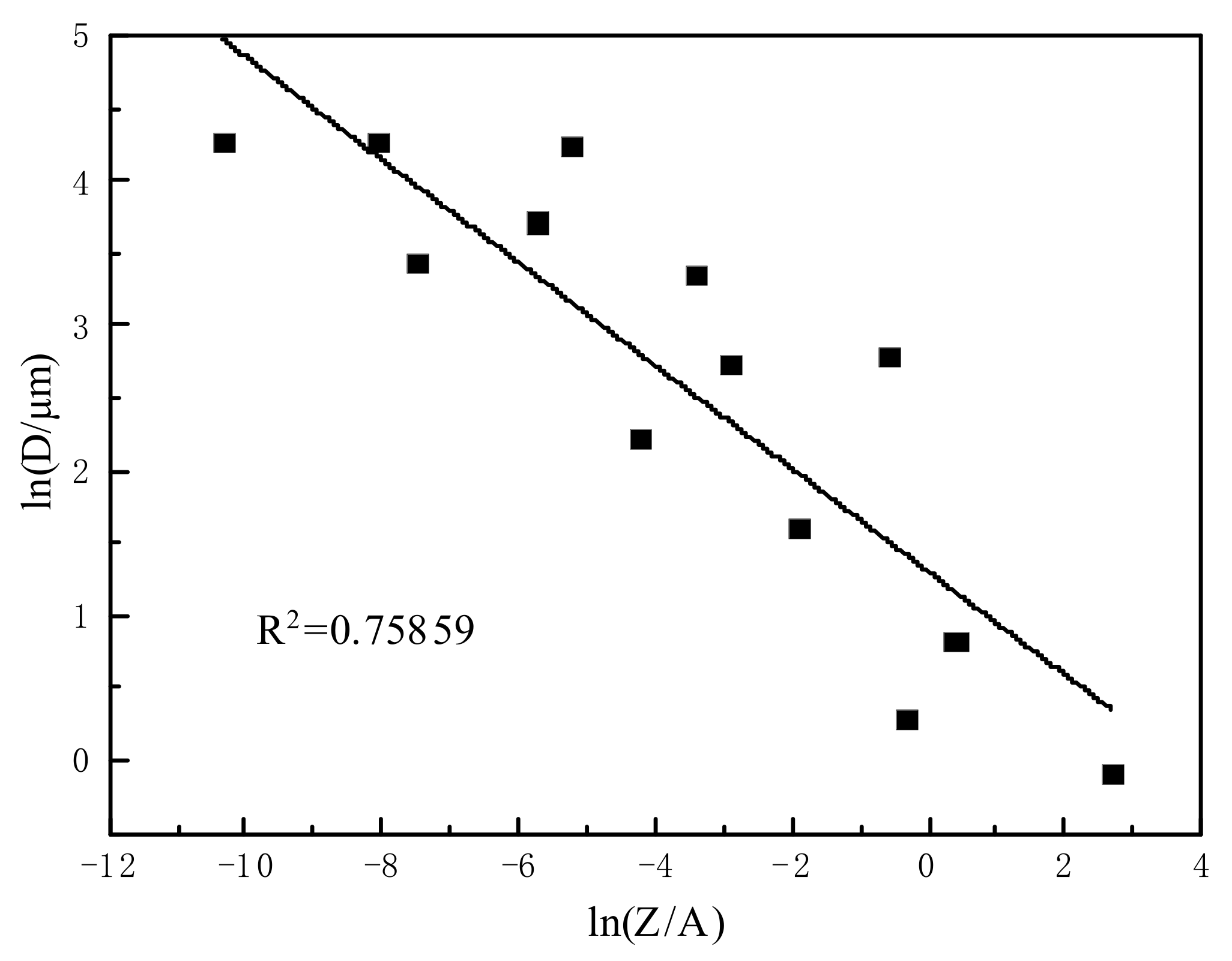
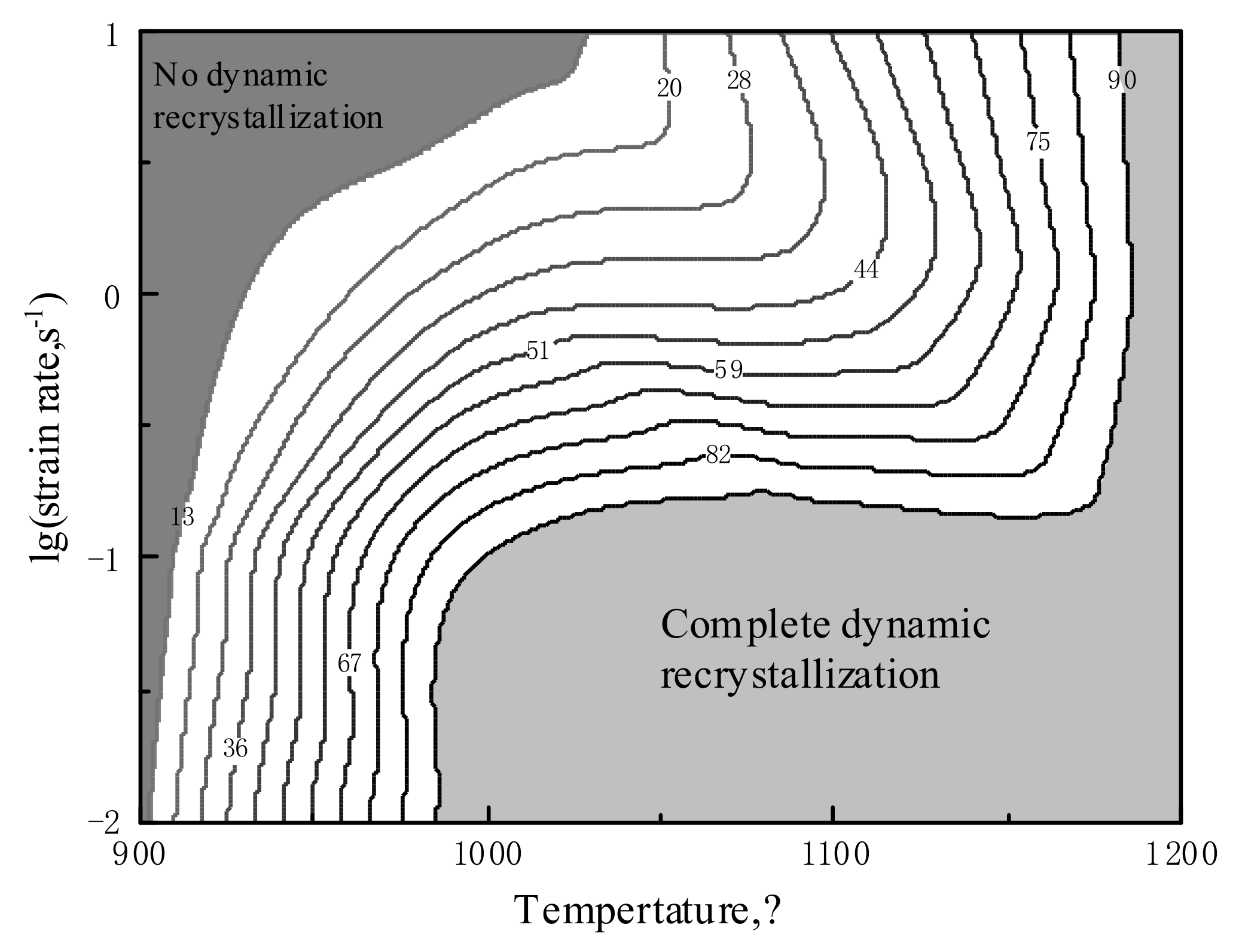
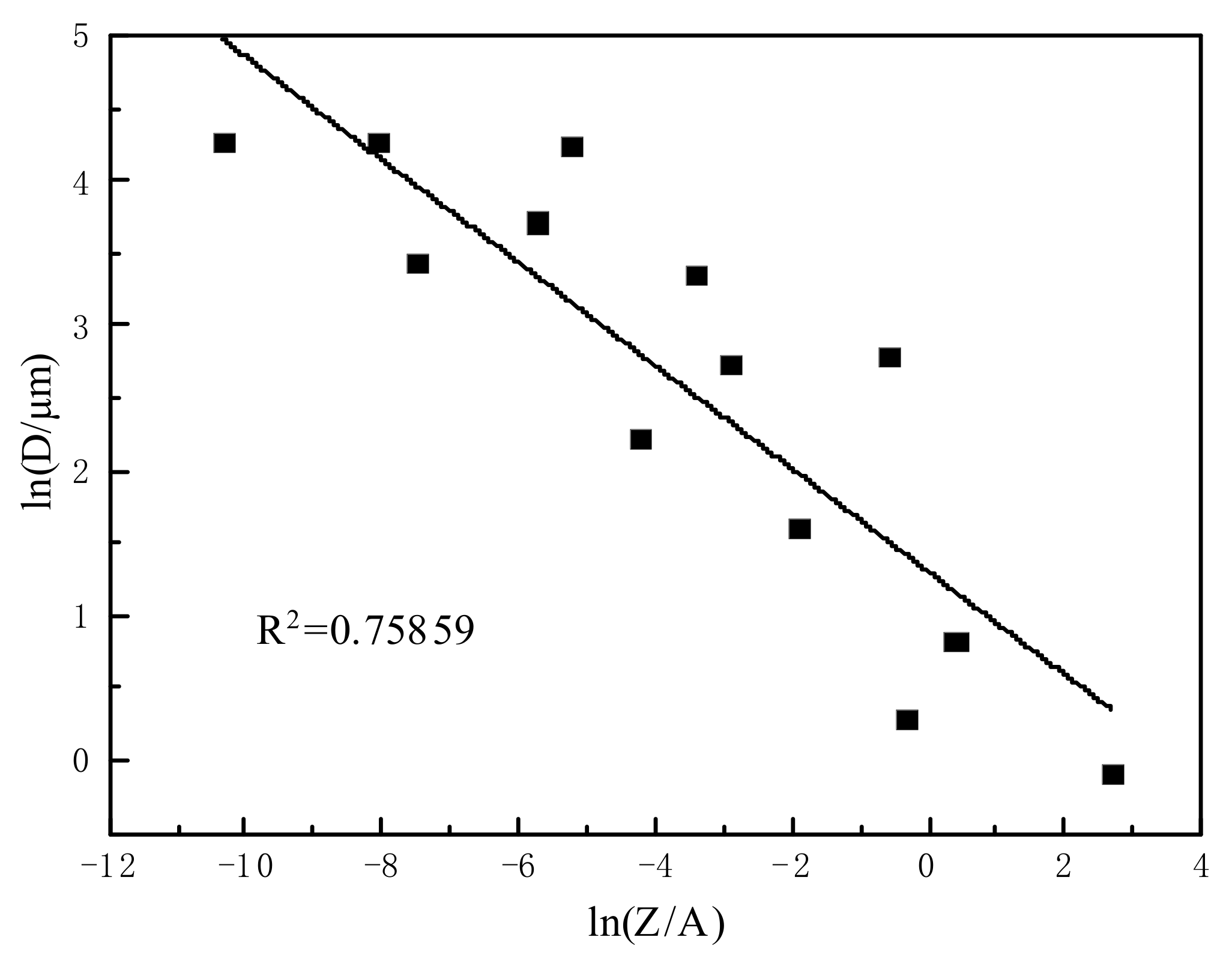
- The fraction of DRX increased with the increase of deformation temperature and decrease of strain rate. The relationship between DRX grain size and Z and A is (μm).
- (3)
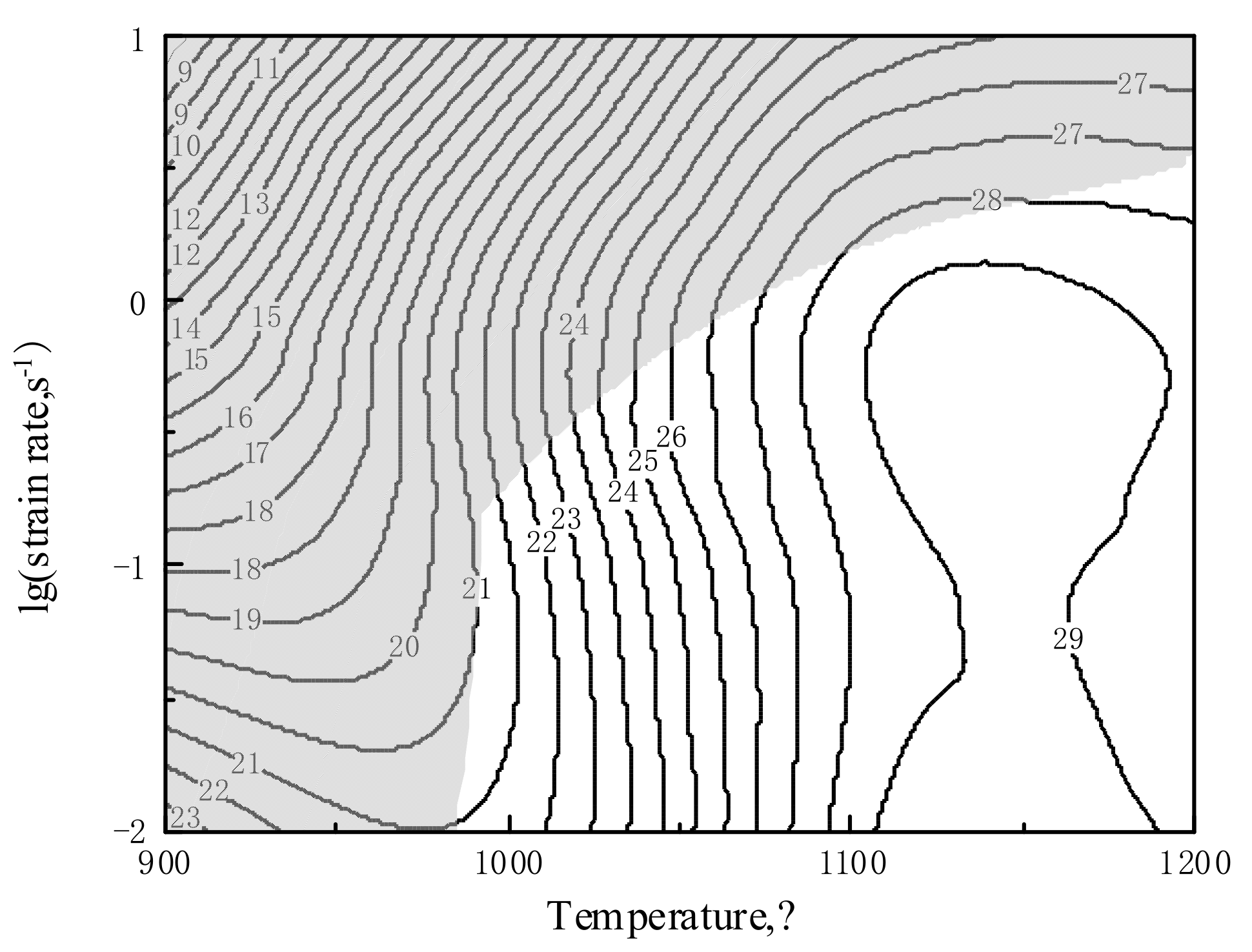
- Combining the hot working map and DRX state map, the suggested processing window is 1000–1200 °C and 0.01–0.1 s−1.
- (4)
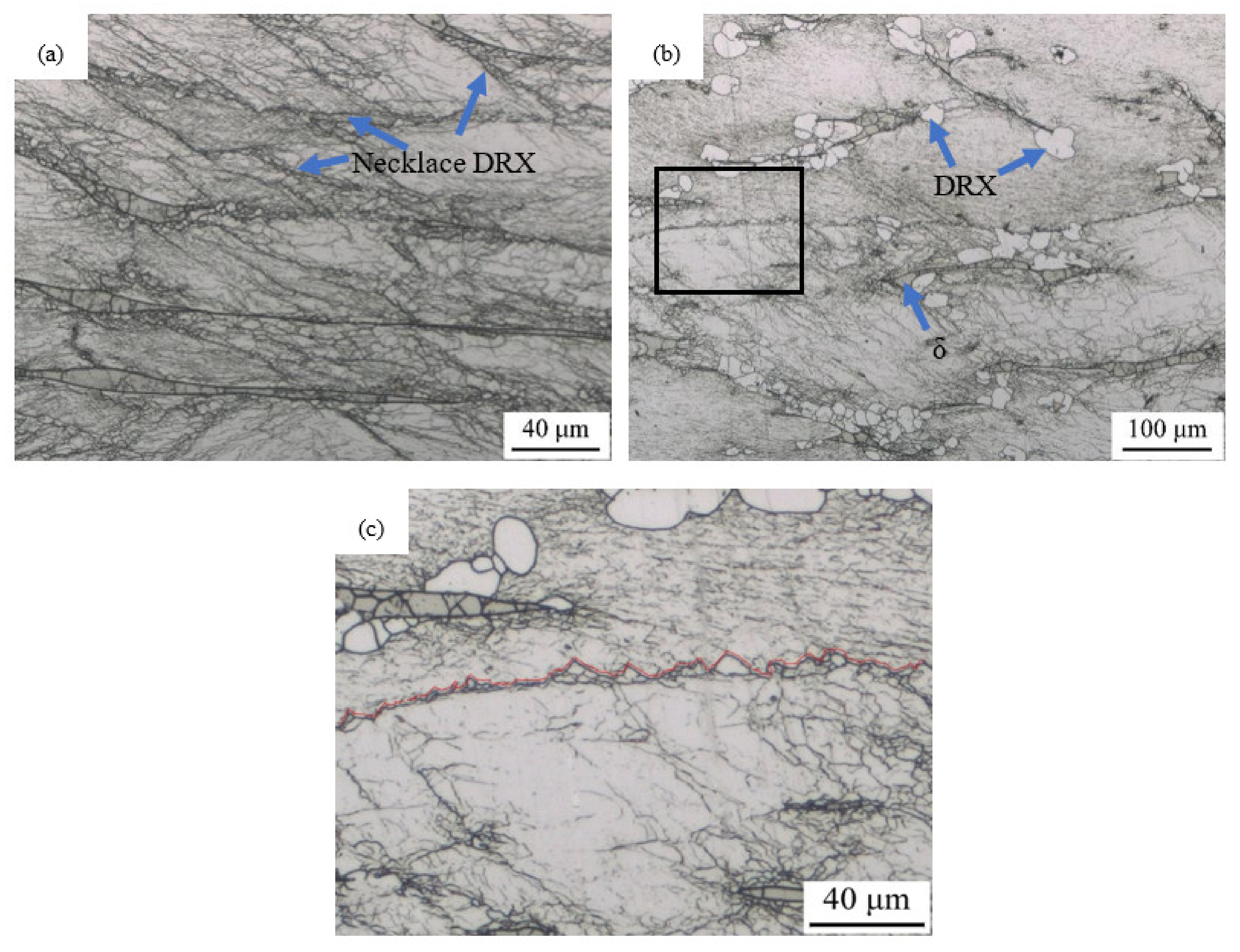
- Flow instability occurs under conditions of low temperature and high strain rate. The main form of instability is necklace DRX.
- (5)
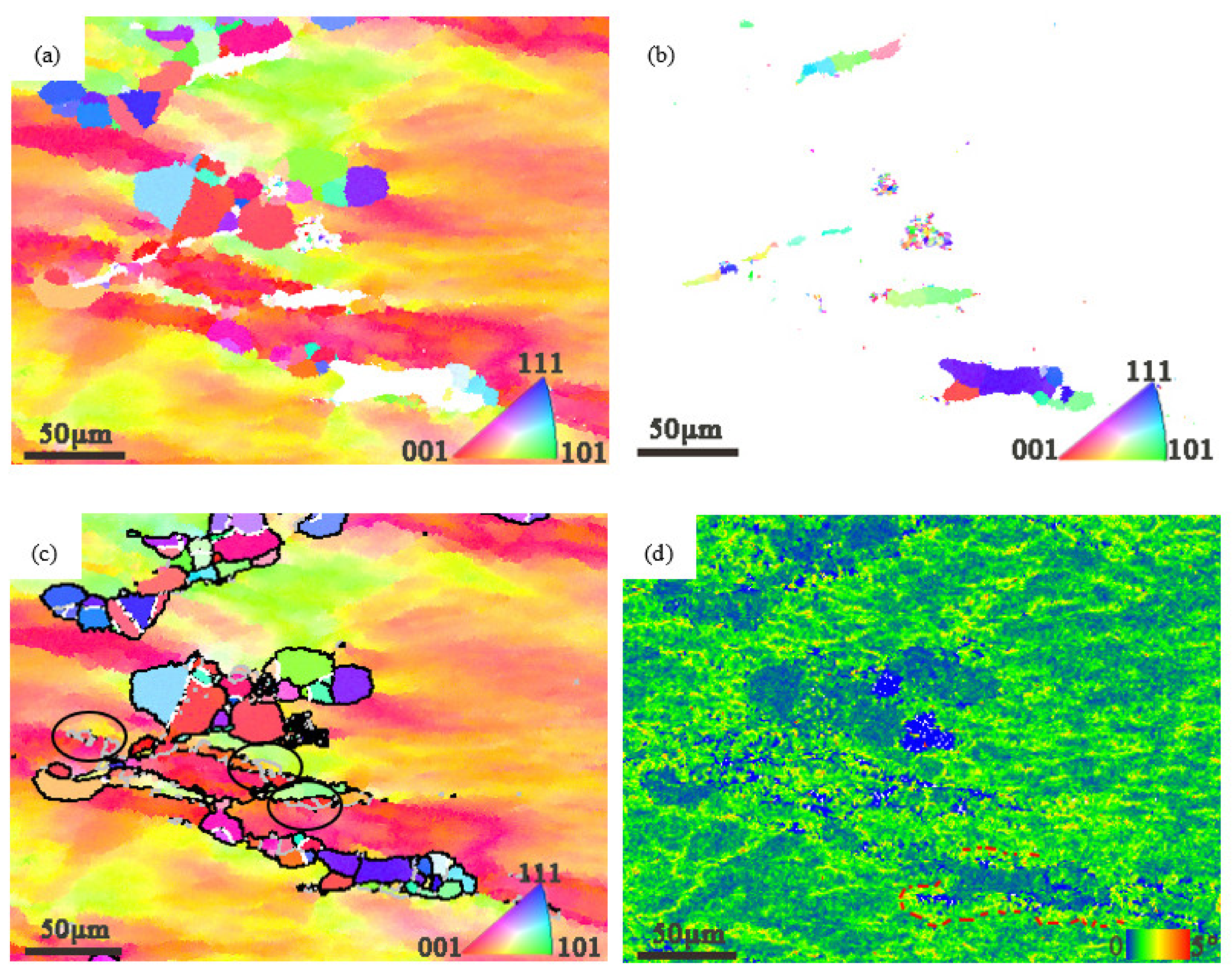
- The DRX mechanism of the tested steel is the migration of subgrains. The δ phase reduces the activation energy and promotes the occurrence of DRX.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Johnson, P.; Murugan, N. Friction Stir Welding Of 321Stainless Steel Plates by Tungsten Lanthanum Tool and Its Joint Analyses. Mater. Today Proc. 2018, 5, 4235–4241. [Google Scholar] [CrossRef]
- Wang, J.; Su, H.; Chen, K.; Du, D.; Zhang, L.; Shen, Z. Effect of δ-ferrite on the stress corrosion cracking behavior of 321 stainless steel. Corros. Sci. 2019, 158, 108079. [Google Scholar] [CrossRef]
- Tiamiyu, A.A.; Eskandari, M.; Sanayei, M.; Odeshi, A.G.; Szpunar, J.A. Mechanical behavior and high-resolution EBSD investigation of the microstructural evolution in AISI 321 stainless steel under dynamic loading condition. Mater. Sci. Eng. A 2016, 673, 400–416. [Google Scholar] [CrossRef]
- Tiamiyu, A.; Odeshi, A.; Szpunar, J. Multiple strengthening sources and adiabatic shear banding during high strain-rate deformation of AISI 321 austenitic stainless steel: Effects of grain size and strain rate. Mater. Sci. Eng. A 2018, 711, 233–249. [Google Scholar] [CrossRef]
- Tiamiyu, A.; Zhao, S.; Li, Z.; Odeshi, A.; Szpunar, J. Thermal and Mechanical Stability of Austenite in Metastable Austenitic Stainless Steel. Metall. Mater. Trans. A 2019, 50, 4513–4530. [Google Scholar] [CrossRef]
- Li, W.; Chen, H.; Li, C.; Huang, W.; Chen, J.; Zuo, L.; Ren, Y.; He, J.; Zhang, S. Microstructure and tensile properties of AISI 321 stainless steel with aluminizing and annealing treatment. Mater. Des. 2021, 205, 109729. [Google Scholar] [CrossRef]
- Kim, Y.; Nam, H.; Lee, J.; Park, C.; Moon, B.; Nam, D.-G.; Lee, S.H.; Kang, N. Hot-cracking resistivity of dissimilar clads using Inconel 52 and 308L stainless steel on carbon steel. J. Nucl. Mater. 2020, 533, 152103. [Google Scholar] [CrossRef]
- Ye, L.; Zhai, Y.; Zhou, L.; Wang, H.; Jiang, P. The hot deformation behavior and 3D processing maps of 25Cr2Ni4MoV steel for a super-large nuclear-power rotor. J. Manuf. Process. 2020, 59, 535–544. [Google Scholar] [CrossRef]
- Wang, L.; Li, Z.; Hu, X.; Lv, B.; Chen, C.; Zhang, F. Hot deformation behavior and 3D processing map of super austenitic stainless steel containing 7Mo–0.46 N–0.02 Ce: Effect of the solidification direction orientation of columnar crystal to loading direction. J. Mater. Res. Technol. 2021, 13, 618–634. [Google Scholar] [CrossRef]
- Haj, M.; Mansouri, H.; Vafaei, R.; Ebrahimi, G.R.; Kanani, A. Hot compression deformation behavior of AISI 321 austenitic stainless steel. Int. J. Miner. Metall. Mater. 2013, 20, 529–534. [Google Scholar] [CrossRef]
- Nkhoma, R.K.; Siyasiya, C.W.; Stumpf, W.E. Hot workability of AISI 321 and AISI 304 austenitic stainless steels. J. Alloy. Compd. 2014, 595, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Nkhoma, R.K.; Siyasiya, C.W.; Stumpf, W.E. Constitutive modelling of mill loads during hot rolling of AISI 321 austenitic stainless steel. Int. J. Mater. Res. 2014, 105, 907–921. [Google Scholar] [CrossRef]
- Ghazani, M.S.; Eghbali, B.; Ebrahimi, G.R. Evaluation of the kinetics of dynamic recovery in AISI 321 austenitic stainless steel using hot flow curves. Trans. Indian Inst. Met. 2017, 70, 1755–1761. [Google Scholar] [CrossRef]
- Ghazani, M.S.; Eghbali, B.; Ebrahimi, G. Kinetics and critical conditions for initiation of dynamic recrystallization during hot compression deformation of AISI 321 austenitic stainless steel. Met. Mater. Int. 2017, 23, 964–973. [Google Scholar] [CrossRef]
- Anoop, C.; Singh, R.; Kumar, R.R.; Miyala, J.; Murty, S.N.; Tharian, K.T. Development and Validation of Processing Maps for Hot Deformation of Modified AISI 321 Austenitic Stainless Steel. Mater. Perform. Charact. 2020, 9, 150–169. [Google Scholar] [CrossRef]
- Green, G.; Higginson, R.; Hogg, S.; Spindler, S.; Hamm, C.; Najorka, J. Analysis of ferrite formed in 321 grade austenitic stainless steel. Mater. Sci. Technol. 2015, 31, 418–425. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.; Wang, Z.; Qin, F.; Jia, P.; Zhao, X. Hot deformation behavior and processing maps of as-cast Mn18Cr18N steel. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2017, 32, 935–943. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. Initiation of dynamic recrystallization in constant strain rate hot deformation. ISIJ Int. 2003, 43, 684–691. [Google Scholar] [CrossRef] [Green Version]
- Rollett, A. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1995; pp. 248–259. [Google Scholar]
- Sellars, C. Modelling microstructural development during hot rolling. Mater. Sci. Technol. 1990, 6, 1072–1081. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U. A mechanism for static and dynamic recovery. In Strength of Metals and Alloys; Elsevier: Amsterdam, The Netherlands, 1979; pp. 345–350. [Google Scholar]
- Ponge, D.; Gottstein, G. Necklace formation during dynamic recrystallization: Mechanisms and impact on flow behavior. Acta Mater. 1998, 46, 69–80. [Google Scholar] [CrossRef]
- Wang, Z.; Ma, W.; Wang, C. Effect of Strain Rate on Hot Ductility of a Duplex Stainless Steel. Adv. Mater. Sci. Eng. 2019, 2019, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Xue, H.; Zhao, D. Microstructure Evolution and Surface Cracking Behavior of Superheavy Forgings during Hot Forging. Adv. Mater. Sci. Eng. 2018, 2018, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Prasad, Y.; Rao, K.; Sasidhar, S. Hot Working Guide: A Compendium of Processing Maps; ASM International: Almere, The Netherlands, 2015; pp. 3–9. [Google Scholar]
- Aryshenskii, E.; HIRSCH, J.; Bazhin, V.; Kawalla, R.; Ulrich, P. Impact of Zener-Hollomon parameter on substructure and texture evolution during thermomechanical treatment of iron-containing wrought aluminium alloys. Trans. Nonferrous Met. Soc. China 2019, 29, 893–906. [Google Scholar] [CrossRef]
- Ghazani, M.S.; Eghbali, B. A ductile damage criterion for aisi 321 austenitic stainless steel at different temperatures and strain rates. Arab. J. Sci. Eng. 2018, 43, 4855–4861. [Google Scholar] [CrossRef]
- Jafari, M.; Najafizadeh, A. Correlation between Zener–Hollomon parameter and necklace DRX during hot deformation of 316 stainless steel. Mater. Sci. Eng. A 2009, 501, 16–25. [Google Scholar] [CrossRef]
- Huiqin, C.; Wenwu, H.; Xiaodong, Z.; Fengming, Q.; Zhenxing, W. Hot deformation behavior and dynamic recrystallization of Mn18Cr18N steel with as-cast versus wrought starting structures. Procedia Eng. 2017, 207, 1779–1784. [Google Scholar] [CrossRef]
- Qin, F.; Zhu, H.; Wang, Z.; Zhao, X.; He, W.; Chen, H. Dislocation and twinning mechanisms for dynamic recrystallization of as-cast Mn18Cr18N steel. Mater. Sci. Eng. A 2017, 684, 634–644. [Google Scholar] [CrossRef]
- Zhao, H.; Qi, J.; Liu, G.; Su, R.; Sun, Z. A comparative study on hot deformation behaviours of low-carbon and medium-carbon vanadium microalloyed steels. J. Mater. Res. Technol. 2020, 9, 11319–11331. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, D.; Ren, L.; Wang, Y.; Wang, W.; Zhu, Z.; Fu, W. Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel. Metals 2021, 11, 1245. https://doi.org/10.3390/met11081245
Zhao D, Ren L, Wang Y, Wang W, Zhu Z, Fu W. Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel. Metals. 2021; 11(8):1245. https://doi.org/10.3390/met11081245
Chicago/Turabian StyleZhao, Deli, Liguo Ren, Yong Wang, Wei Wang, Zhe Zhu, and Wantang Fu. 2021. "Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel" Metals 11, no. 8: 1245. https://doi.org/10.3390/met11081245
APA StyleZhao, D., Ren, L., Wang, Y., Wang, W., Zhu, Z., & Fu, W. (2021). Hot Deformation Behaviors of as Cast 321 Austenitic Stainless Steel. Metals, 11(8), 1245. https://doi.org/10.3390/met11081245