Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties



Abstract
:1. Introduction
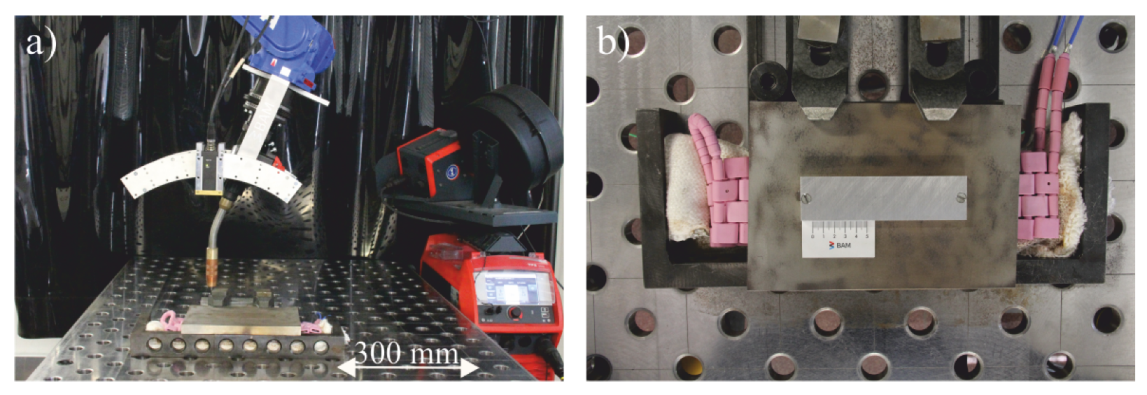
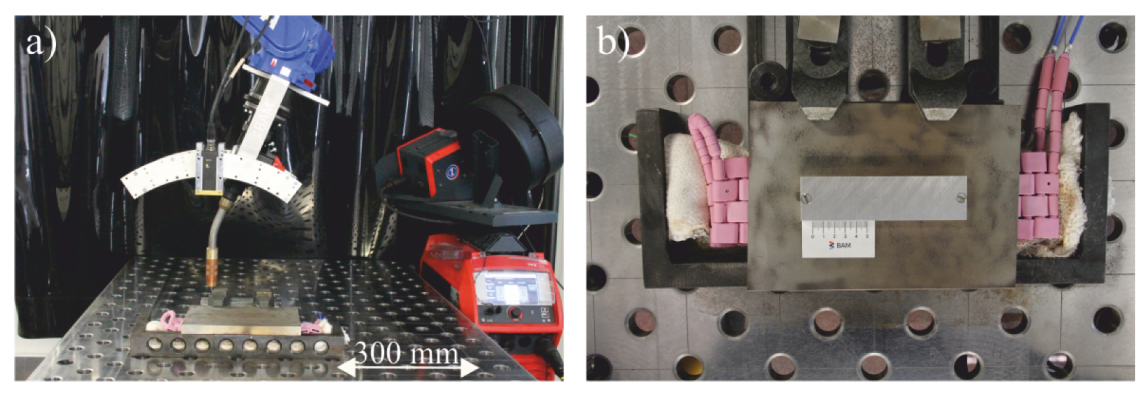
2. Materials and Methods
3. Results and Discussion
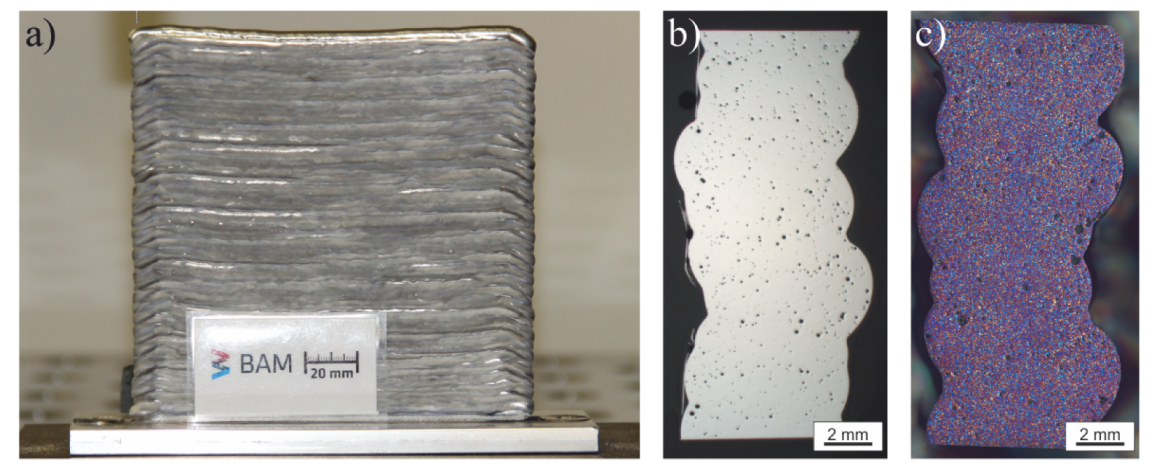
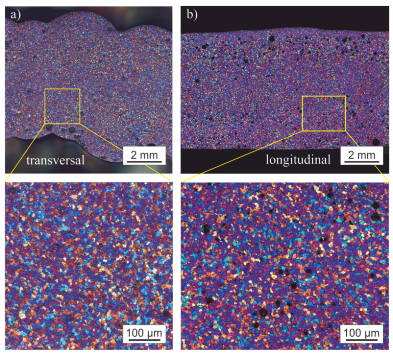
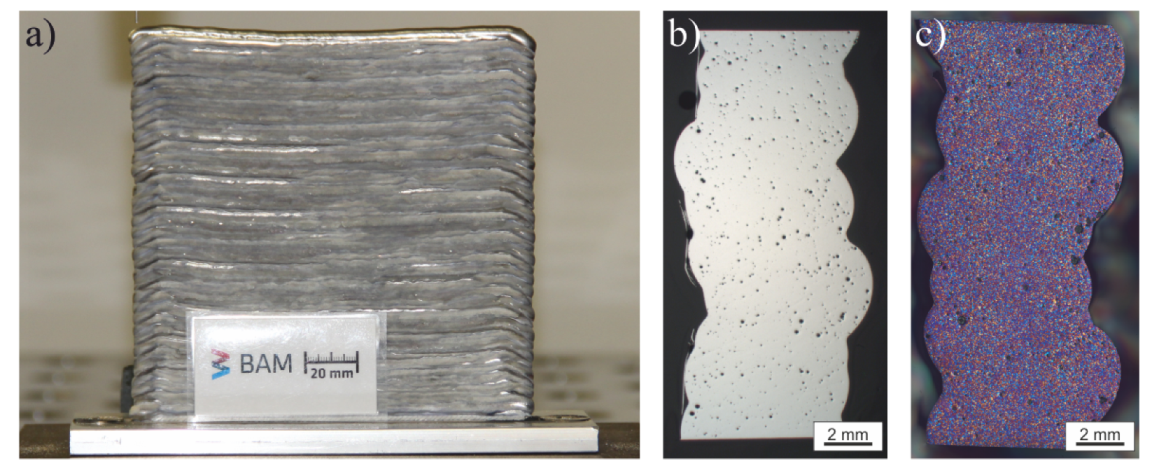
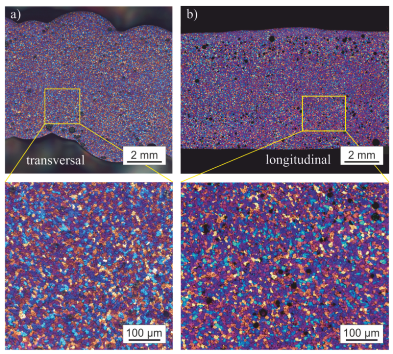
3.1. Porosity and Microstructure
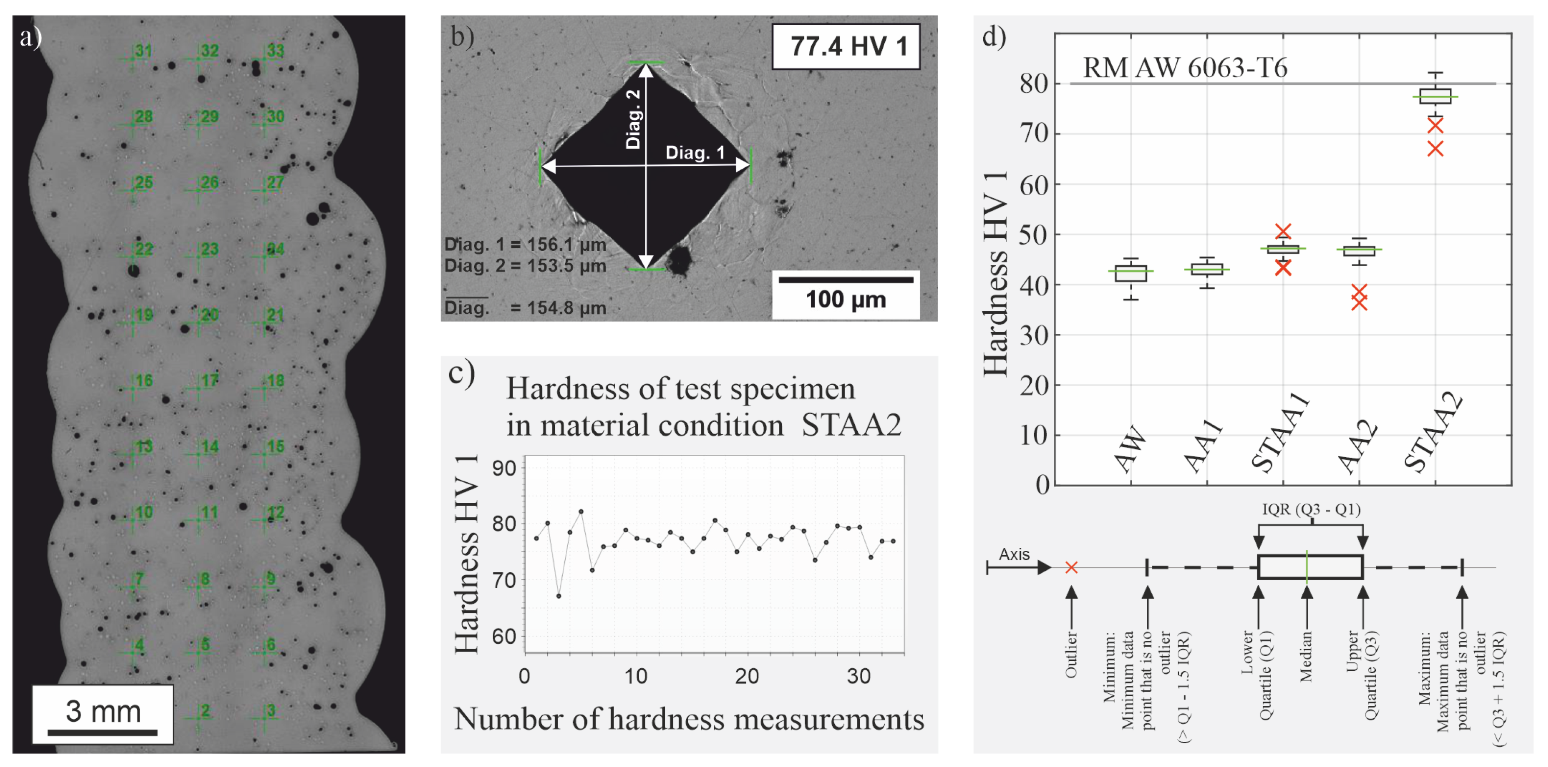
3.2. Hardness Tests
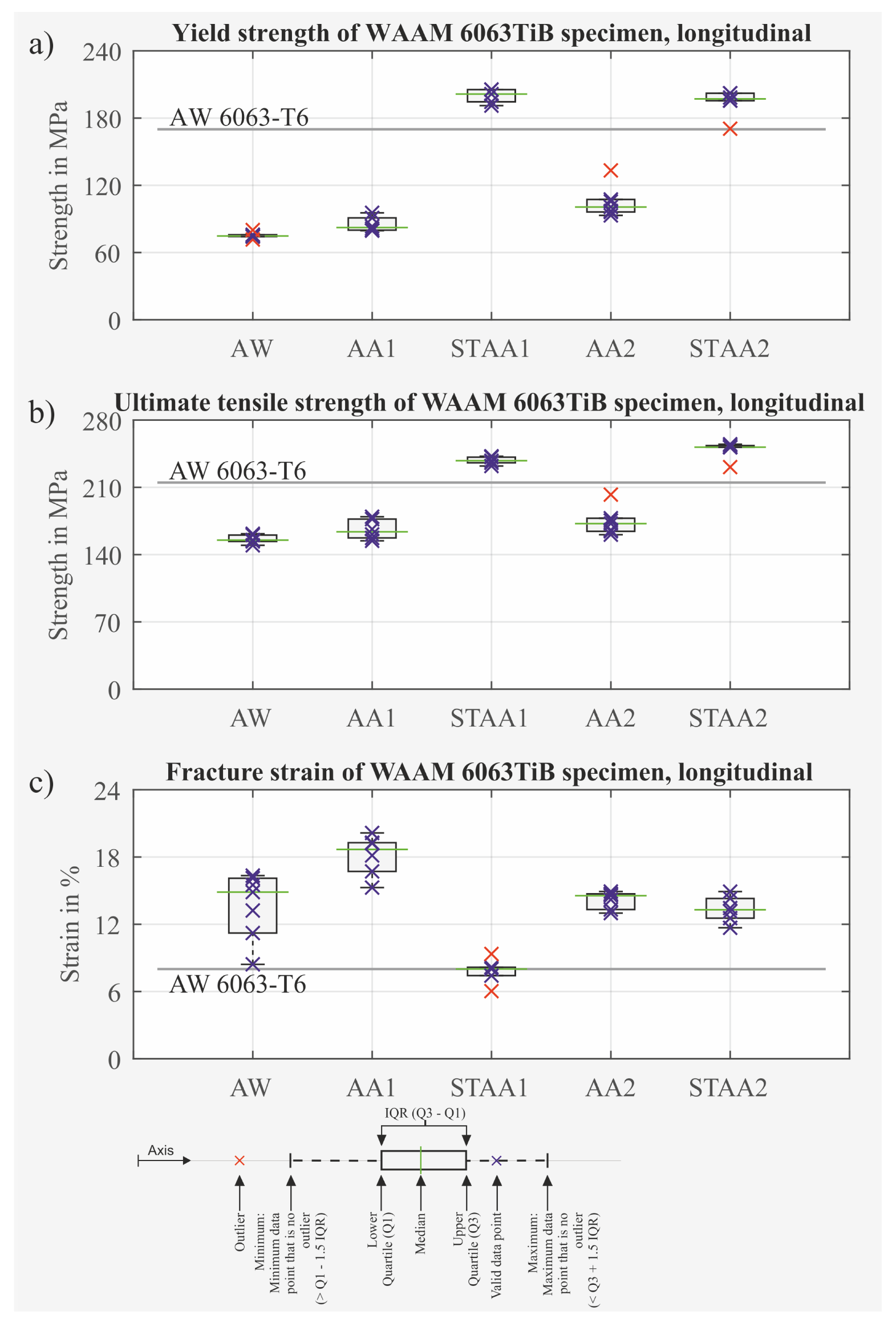
3.3. Yield Strength, Ultimate Tensile Strength and Fracture Strain
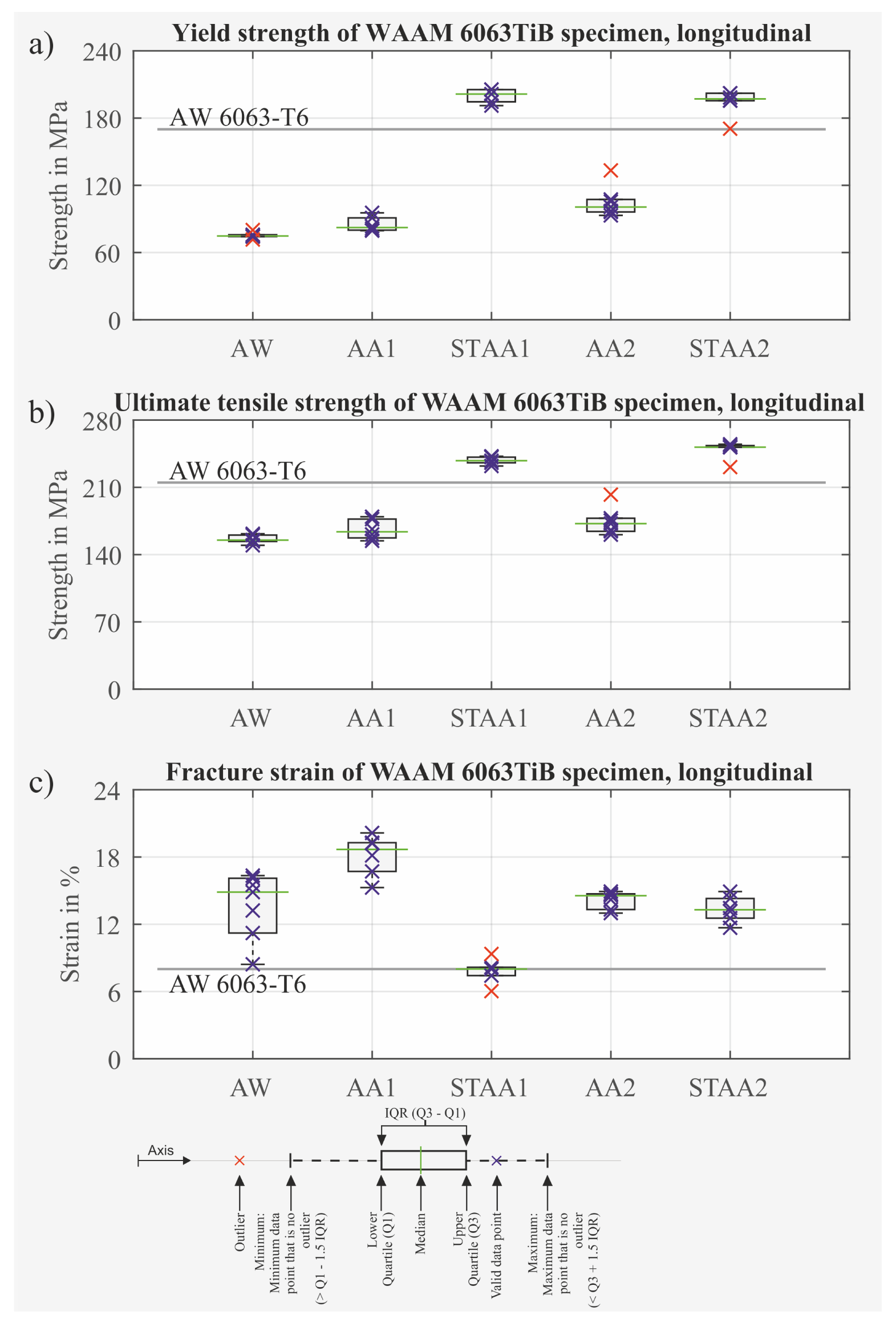
3.3.1. Longitudinal Tensile Specimens
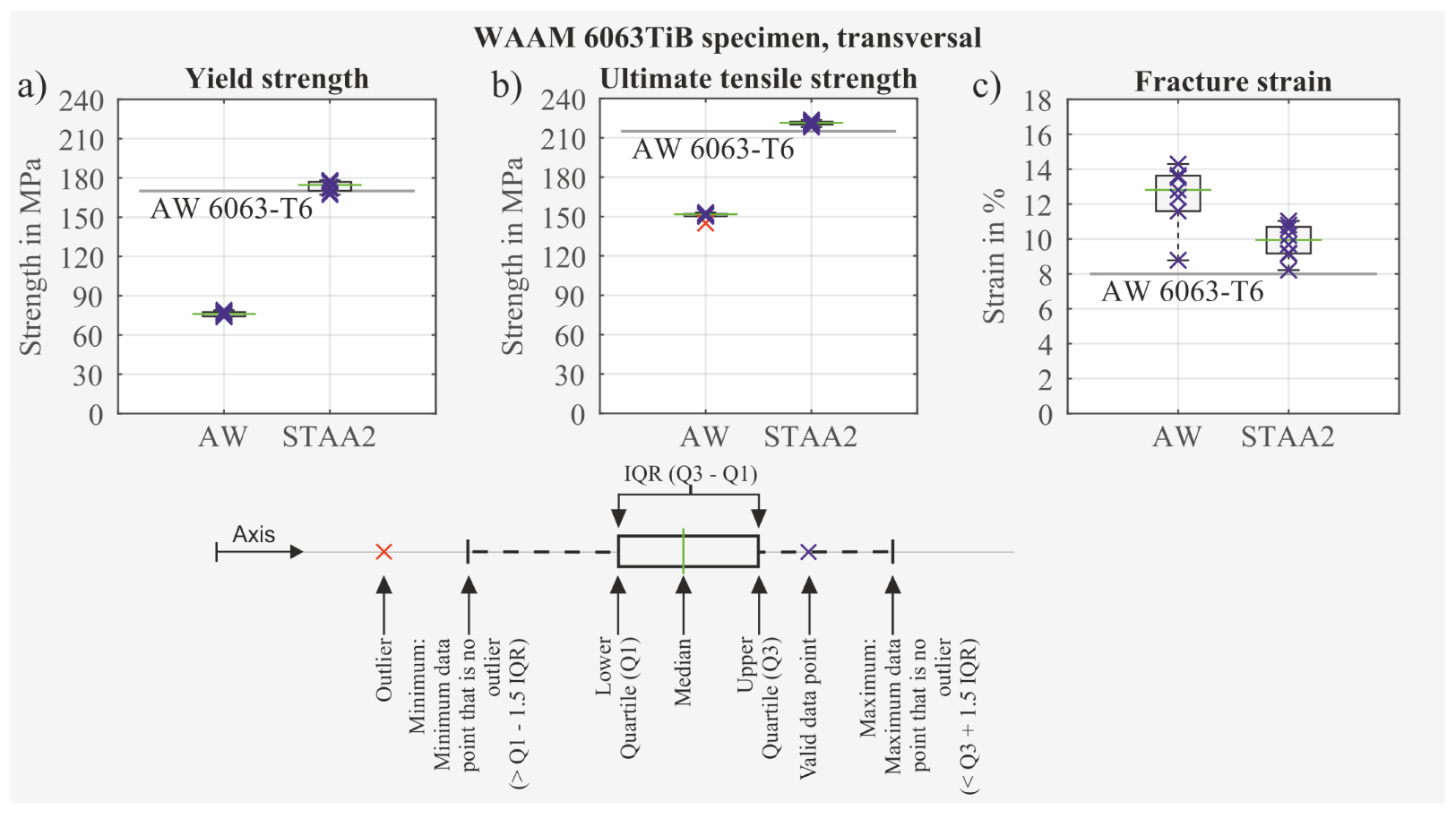
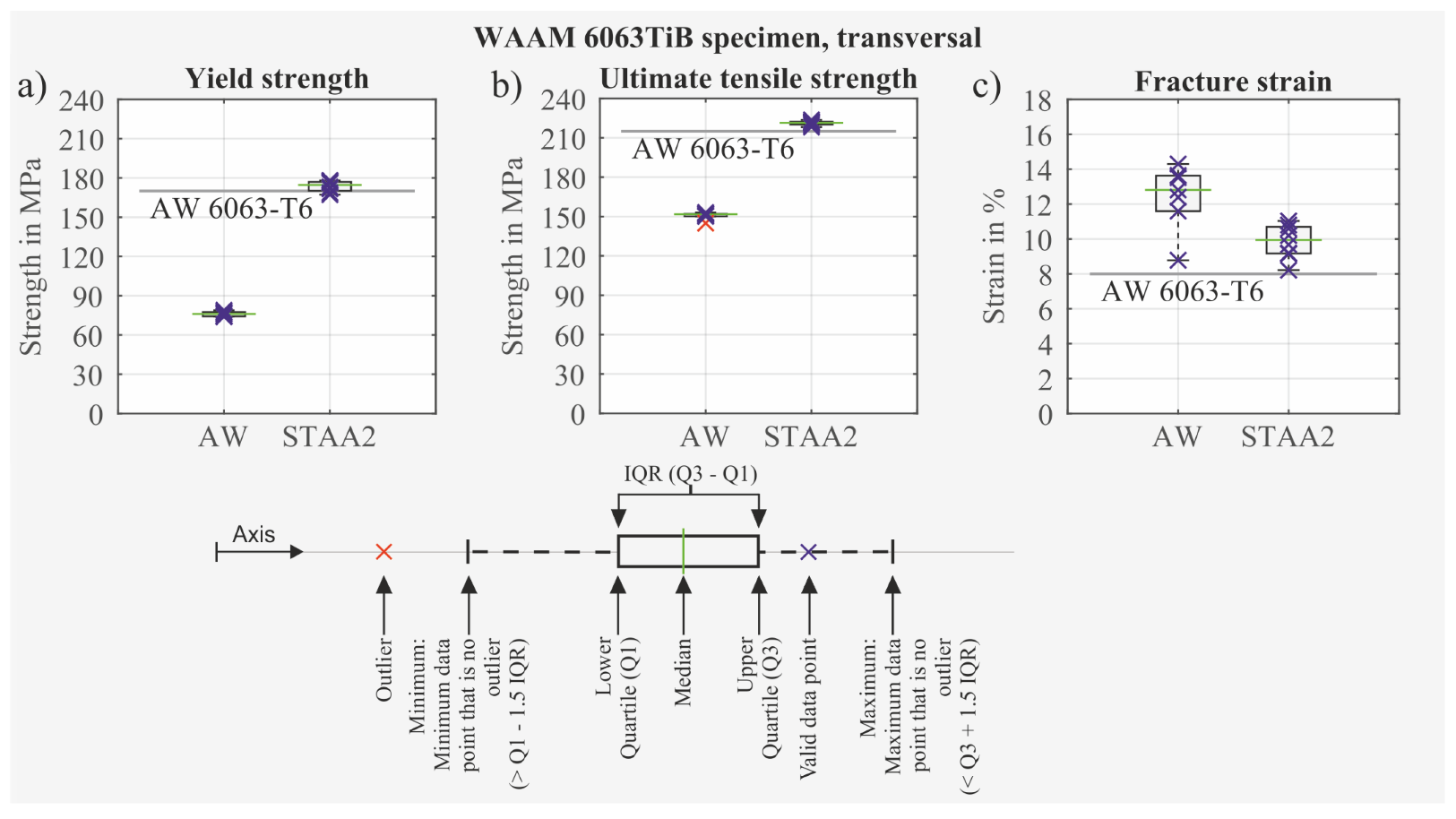
3.3.2. Transversal Tensile Specimens
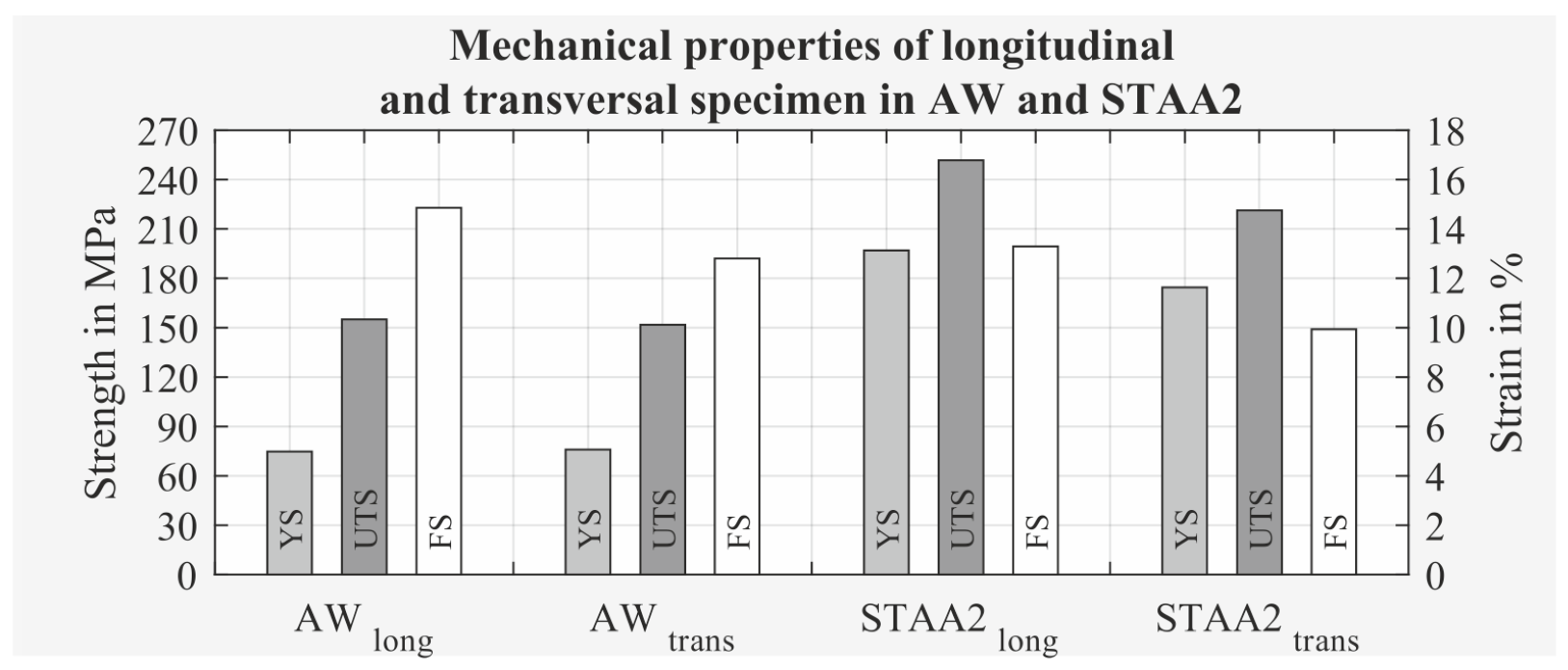
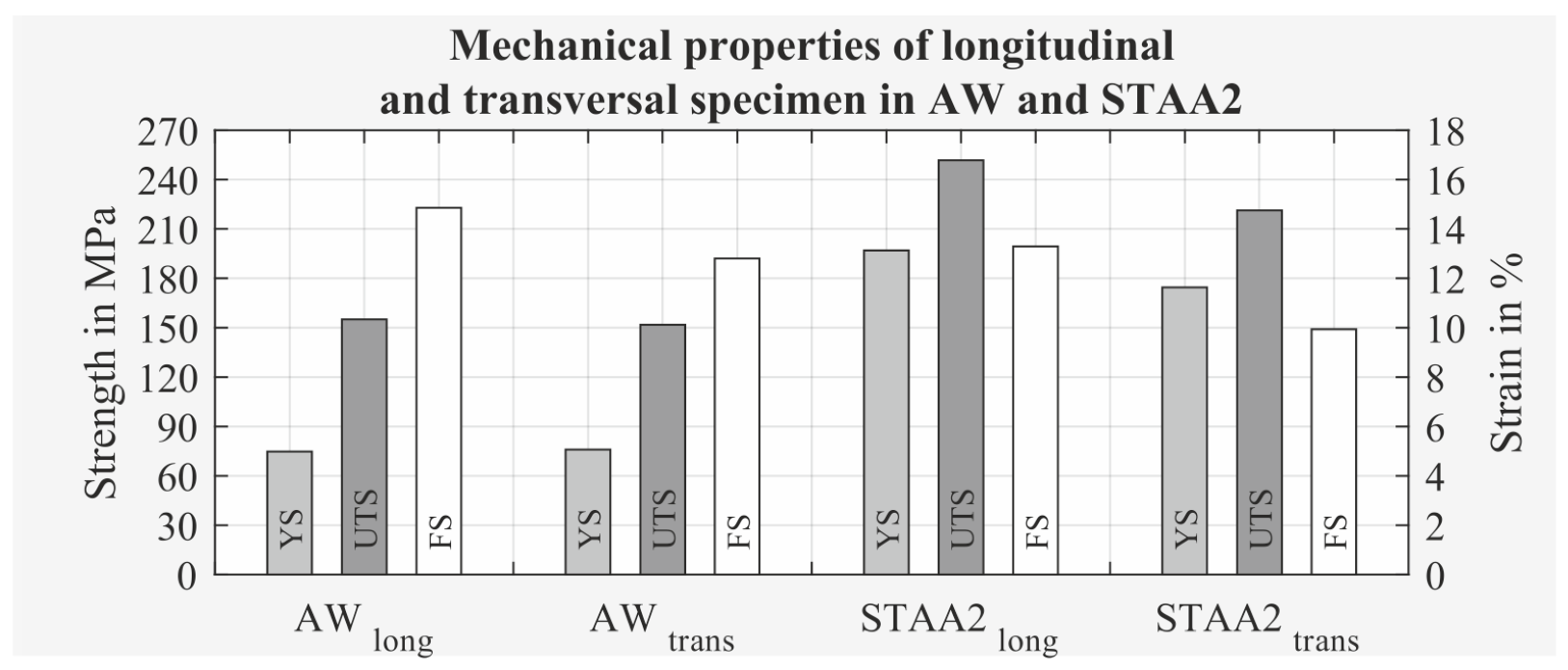
3.3.3. Longitudinal versus Transversal Tensile Specimens
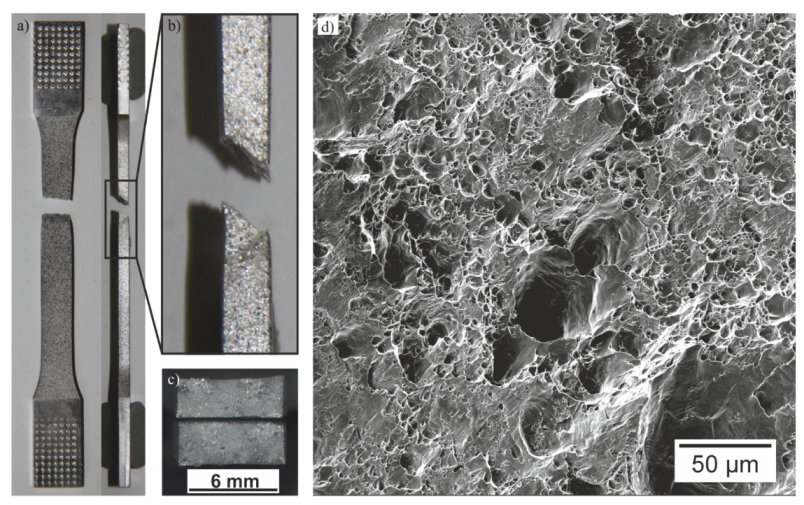
3.4. Fracture Mode of Tensile Specimens in Material Condition STAA2
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bogers, M.; Hadar, R.; Bilberg, A. Additive manufacturing for consumer-centric business models: Implications for supply chains in consumer goods manufacturing. Technol. Forecast. Soc. Chang. 2016, 102, 225–239. [Google Scholar] [CrossRef]
- Sauerwein, M.; Doubrovski, E.; Balkenende, R.; Bakker, C. Exploring the potential of additive manufacturing for product design in a circular economy. J. Clean. Prod. 2019, 226, 1138–1149. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2015, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Miller, W.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints. Mater. Charact. 2008, 59, 1168–1177. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 1593–1606. [Google Scholar] [CrossRef]
- Derekar, K.S. A review of wire arc additive manufacturing and advances in wire arc additive manufacturing of aluminium. Mater. Sci. Technol. 2018, 34, 895–916. [Google Scholar] [CrossRef]
- Thapliyal, S. Challenges associated with the wire arc additive manufacturing (WAAM) of aluminum alloys. Mater. Res. Express 2019, 6, 112006. [Google Scholar] [CrossRef]
- Gierth, M.; Henckell, P.; Ali, Y.; Scholl, J.; Bergmann, J.P. Wire Arc Additive Manufacturing (WAAM) of Aluminum Alloy AlMg5Mn with Energy-Reduced Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2671. [Google Scholar] [CrossRef]
- Köhler, M.; Fiebig, S.; Hensel, J.; Dilger, K. Wire and Arc Additive Manufacturing of Aluminum Components. Metals 2019, 9, 608. [Google Scholar] [CrossRef] [Green Version]
- Cai, X.; Dong, B.; Bai, J.; Lin, S.; Fan, C.; Yang, C. Effects of post-deposition heat treatment on microstructures of GTA-additive manufactured 2219-Al. Sci. Technol. Weld. Join. 2019, 81, 1–10. [Google Scholar] [CrossRef]
- Gua, J.; Conga, B.; Dinga, J.N.; Williamsa, S.W. Wire + Arc Additive Manufacturing Of Aluminium. 2014. Available online: https://www.semanticscholar.org/paper/WIRE-%2B-ARC-ADDITIVE-MANUFACTURING-OF-ALUMINIUM-Gua-Conga/289a5b7d6d2f015c74ec424911a1ccf84f1a04f0 (accessed on 24 June 2021).
- Huang, C.; Kou, S. Liquation Cracking in Full-Penetration Al-Mg-Si Welds: A higher fraction solid in the weld metal than in the partially melted zone during terminal solidification is a necessary condition for cracking to occur. Weld. J. 2004, 83, 111–122. [Google Scholar]
- Kou, S. Solidification and liquation cracking issues in welding. JOM 2003, 55, 37–42. [Google Scholar] [CrossRef]
- Xi, L.; Wang, P.; Prashanth, K.G.; Li, H.; Prykhodko, H.; Scudino, S.; Kaban, I. Effect of TiB2 particles on microstructure and crystallographic texture of Al-12Si fabricated by selective laser melting. J. Alloys Compd. 2019, 786. [Google Scholar] [CrossRef]
- Xi, L.; Gu, D.; Guo, S.; Wang, R.; Ding, K.; Prashanth, K.G. Grain refinement in laser manufactured Al-based composites with TiB2 ceramic. J. Mater. Res. Technol. 2020, 9, 2611–2622. [Google Scholar] [CrossRef]
- Lei, Z.; Bi, J.; Chen, Y.; Chen, X.; Tian, Z.; Qin, X. Effect of TiB2 content on microstructural features and hardness of TiB2/AA7075 composites manufactured by LMD. J. Manuf. Process. 2020, 53, 283–292. [Google Scholar] [CrossRef]
- Schempp, P.; Tang, Z.; Cross, C.; Pittner, A.; Seefeld, T.; Rethmeier, M. Influence of Alloy and Solidification Parameters on Grain Refinement in Aluminum Weld Metal due to Inoculation. In Proceedings of the 9th International Conference, ASM International, Materials Park, OH, USA, 4–8 June 2012. [Google Scholar]
- Schempp, P.; Cross, C.E.; Schwenk, C.; Rethmeier, M. Influence of Ti and B Additions on Grain Size and Weldability of Aluminium Alloy 6082. Weld. World 2012, 56, 95–104. [Google Scholar] [CrossRef]
- Li, X.; Reynolds, A.P.; Baoqiang, C.; Jialuo, D.; Williams, S. Production and Properties of a Wire-Arc Additive Manufacturing Part Made with Friction Extruded Wire. In TMS2015 Supplemental Proceedings; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2015; pp. 445–452. [Google Scholar] [CrossRef]
- Hirtler, M.; Jedynak, A.; Sydow, B.; Sviridov, A.; Bambach, M. A study on the mechanical properties of hybrid parts manufactured by forging and wire arc additive manufacturing. Procedia Manuf. 2020, 47, 1141–1148. [Google Scholar] [CrossRef]
- Nandy, S.; Bakkar, M.A.; Das, D. Influence of Ageing on Mechanical Properties of 6063 Al Alloy. Mater. Today Proc. 2015, 2, 1234–1242. [Google Scholar] [CrossRef]
- Scott, M.H.; Gittos, M.F. Tensile and Toughness Properties of Arc-Welded 5083 and 6082 aluminum Alloys: CTOD and CCT test results are a possibility for the prediction of permissible discontinuity sizes in welded aluminum structures. Weld. Res. 1983, 62, 243–252. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition in Mass% | |||||
|---|---|---|---|---|---|---|
| Welding wire “S 6063-TiB” | Si | Cr | Zn | Cu | Fe | Al |
| 0.365 | 0.112 | 0.0094 | <0.001 | 0.022 | ||
| Mg | Mn | Nb | Ti | B | bal. | |
| 1.17 | 0.017 | 0.022 | 0.317 | 0.051 | ||
| Reference material AW 6063 | Si | Cr | Zn | Cu | Fe | Al |
| 0.522 | 0.0063 | 0.0174 | 0.012 | 0.063 | ||
| Mg | Mn | Nb | Ti | B | bal. | |
| 0.48 | 0.034 | <0.01 | 0.012 | <0.01 | ||
| Layer Number | Arc Characteristics | Welding Speed in mm/s | Wire Feed Speed in m/min | Average Current in A | Average Voltage in V |
|---|---|---|---|---|---|
| 1 | AlSi5, MIG PMC, ripple drive | 5 | 5.7 | 133 | 18.8 |
| 2 | AlMg4,5Mn(Zr), | 5 | 5.2 | 74 | 11.8 |
| 3 | MIG CMT, | 5 | 4.8 | 71 | 11.6 |
| 4 … n | universal | 5 | 4.6 | 68 | 11.5 |
| Solutionizing | Artificial Ageing | |||||
|---|---|---|---|---|---|---|
| PWHT | Temperature in C | Dwell Time in h | Quenching in Water | Temperature in C | Dwell Time in h | Cooling in Air |
| AW | x | x | x | x | x | 🗸 |
| AA1 | x | x | x | 170 | 3 | 🗸 |
| AA2 | x | x | x | 165 | 13 | 🗸 |
| STAA1 | 525 | 5.5 | 🗸 | 170 | 3 | 🗸 |
| STAA2 | 540 | 2 | 🗸 | 165 | 13 | 🗸 |
| Material and Material Condition | Mean Grain Size in m | |||
|---|---|---|---|---|
| Section 1 | Section 2 | Section 3 | Cumulative | |
| WAAM 6063TiB-AW | 23.5 ± 12.2 | 24.9 ± 12.8 | 29.1 ± 14.8 | 25.6 ± 13.5 |
| WAAM 6063TiB-AA1 | 25.4 ± 13.2 | 23.9 ± 13.6 | 23.9 ± 12.7 | 24.4 ± 13.2 |
| WAAM 6063TiB-AA2 | 28.2 ± 14.1 | 30.0 ± 16.4 | 27.7 ± 13.9 | 28.6 ± 14.9 |
| WAAM 6063TiB-STAA1 | 33.5 ± 16.1 | 32.3 ± 21.7 | 33.7 ± 20.6 | 33.2 ± 19.6 |
| WAAM 6063TiB-STAA2 | 29.1 ± 15.3 | 31.9 ± 18.4 | 27.1 ± 16.3 | 29.2 ± 16.8 |
| RM AW 6063-T6 | 70.7 ± 47.4 | 70.7 ± 44.7 | 69.6 ± 54.6 | 70.3 ± 49.1 |
| Material Condition | YS in MPa | UTS in MPa | FS in % |
|---|---|---|---|
| AW | 74 | 155 | 14.9 |
| AA1 | 82 | 163 | 18.7 |
| STAA1 | 201 | 237 | 8.0 |
| AA2 | 100 | 172 | 14.6 |
| STAA2 | 197 | 251 | 13.3 |
| Material Condition | YS in MPa | UTS in MPa | FS in % |
|---|---|---|---|
| AW | 76 | 152 | 12.8 |
| STAA2 | 175 | 221 | 9.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Winterkorn, R.; Pittner, A.; Rethmeier, M. Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties. Metals 2021, 11, 1243. https://doi.org/10.3390/met11081243
Winterkorn R, Pittner A, Rethmeier M. Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties. Metals. 2021; 11(8):1243. https://doi.org/10.3390/met11081243
Chicago/Turabian StyleWinterkorn, René, Andreas Pittner, and Michael Rethmeier. 2021. "Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties" Metals 11, no. 8: 1243. https://doi.org/10.3390/met11081243
APA StyleWinterkorn, R., Pittner, A., & Rethmeier, M. (2021). Wire Arc Additive Manufacturing with Novel Al-Mg-Si Filler Wire—Assessment of Weld Quality and Mechanical Properties. Metals, 11(8), 1243. https://doi.org/10.3390/met11081243