Analysis of Optimization Weights for Flow Field of Internal Rotation Stabilizer Coupled with Porous Retaining Wall


Abstract
:1. Introduction
- Stabilizing the flow field of molten steel, reducing liquid level fluctuations, and reducing endogenous inclusions caused by secondary oxidation of molten steel;
- Reducing the contamination of molten steel caused by foreign inclusions formed after the refractory material is eroded;
- Improving the operating conditions of the flow field, increasing the proportion of plug flow volume, reducing the proportion of the dead zone volume fraction, and avoiding short-circuit flow;
- Separating non-metallic inclusions and purifying molten steel;
- Ensuring precise control of the composition, temperature, and flow field of molten steel in the tundish.
2. Flow Control Device Structure
3. Governing Equations and Boundary Conditions
- The molten steel and the tracer indicator are both incompressible fluids, and the flow of molten steel is a turbulent motion with a Reynolds number greater than 2000;
- After the pouring stage is over, the flow field of the tundish is a steady-state process, and the smooth flow of molten steel will not cause slag level fluctuations;
- The movement of inclusions in the fluid conforms to the unidirectional fluid-solid coupling model. The change of the flow field movement mode will affect the entrapped particles, but the change of the movement trajectory of the inclusion solid has no obvious effect on the flow field flow;
- The simplified particle model of inclusions is spherical particles, and the particle motion of inclusions is coupled to the collision growth model based on the random motion model. UDF (user-defined function) is used to set the boundary adsorption conditions. When the particles move to the inner surface of the tundish wall and the speed drops below 0.01 m/s, it is determined that the particles are adsorbed by the wall and removed to terminate the calculation.
4. Results and Discussion
4.1. Orthogonal Experimental Design Results
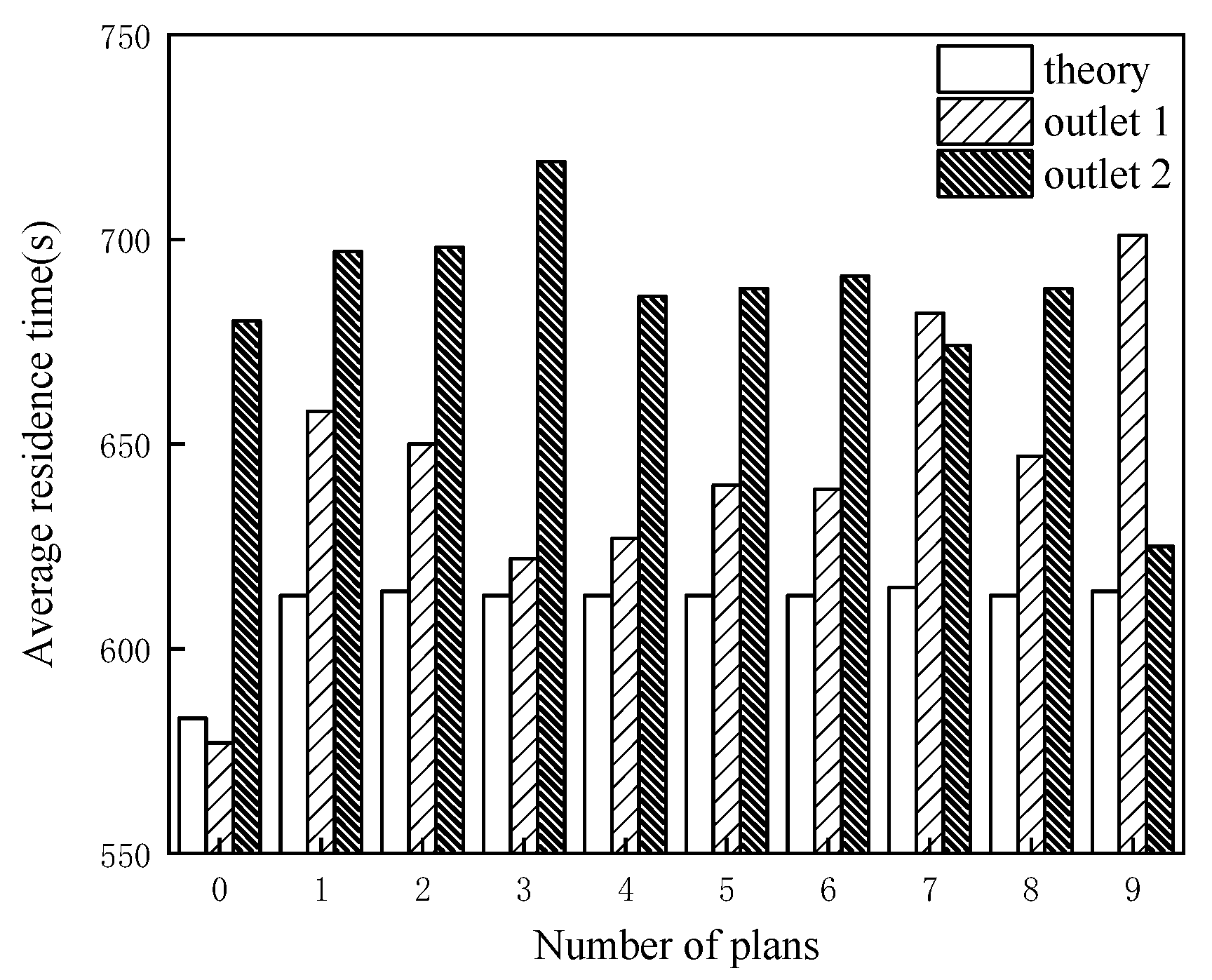
4.2. Analysis of the Results of SCB Structure Convection Field Optimization
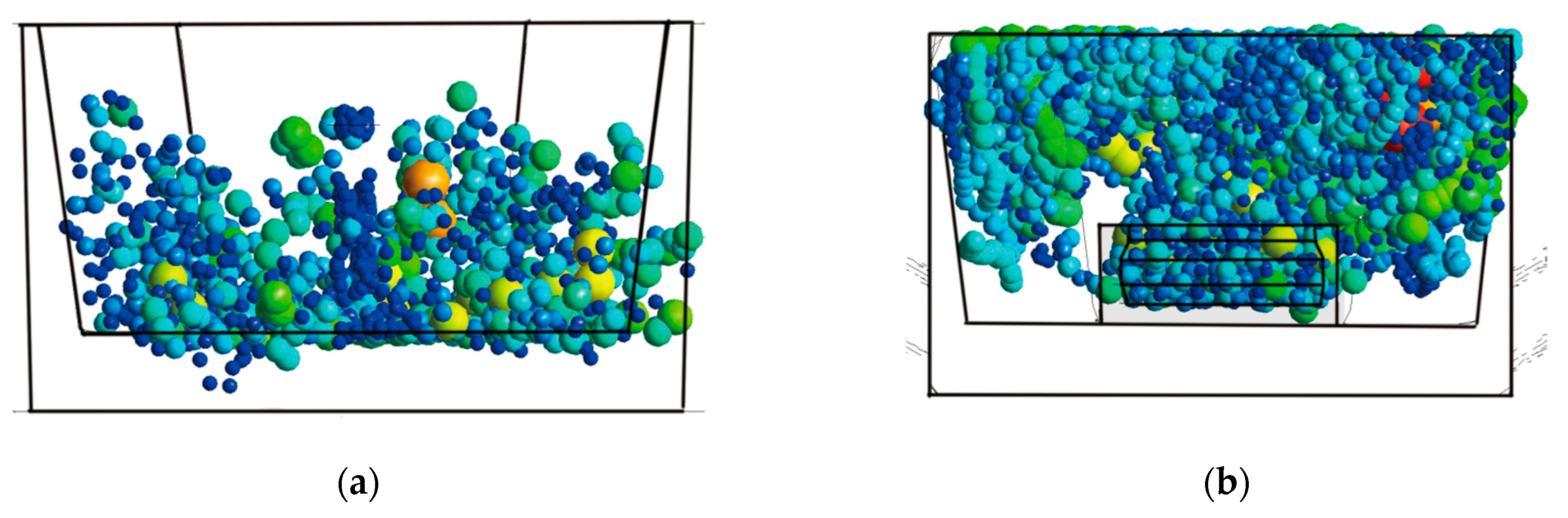
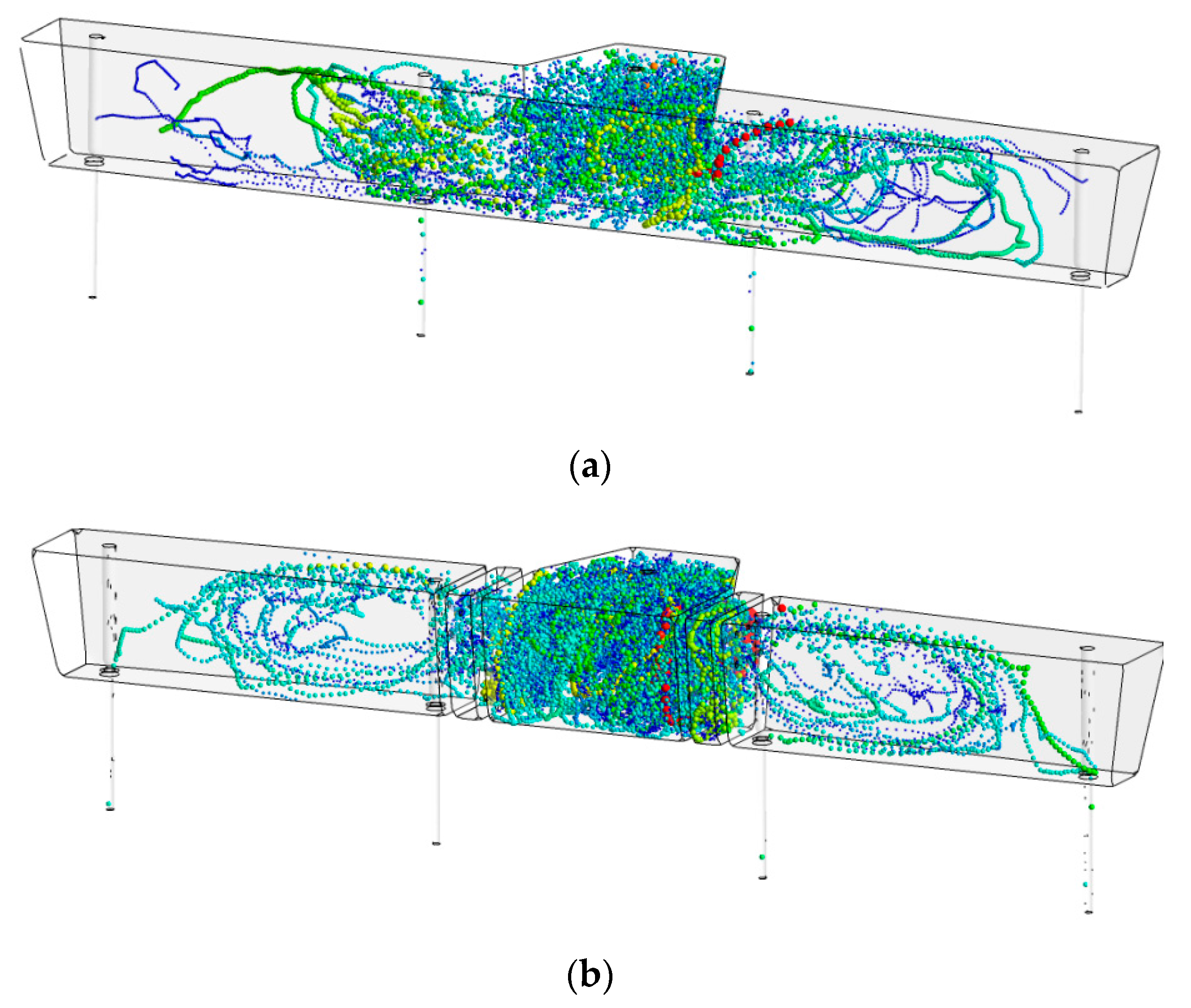
4.3. Analysis of the Influence of SCB Structure on the Removal of Fine Inclusions
5. Conclusions
- Compared with the original tundish, SCB’s flow control device combination can effectively improve the flow field operation state and increase the removal rate of fine inclusions. The flow control device makes the average residence time of molten steel extended by up to 106 s, the dead zone volume fraction is the highest decrease by 10.5%, and the dispersion of molten steel composition at the inner and outer outlets by 60.1%;
- The change of DPRW structure parameters has a significant effect on the average residence time, the volume fraction of dead space and the removal rate of fine inclusions, while the IRS structure only has a significant effect on the change of the volume fraction of dead space. However, the IRS structure has an important influence on the direction of movement of inclusions in the injection zone and the reduction in molten steel injection velocity, which makes the average velocity in the tundish drop by 22% compared to the original package;
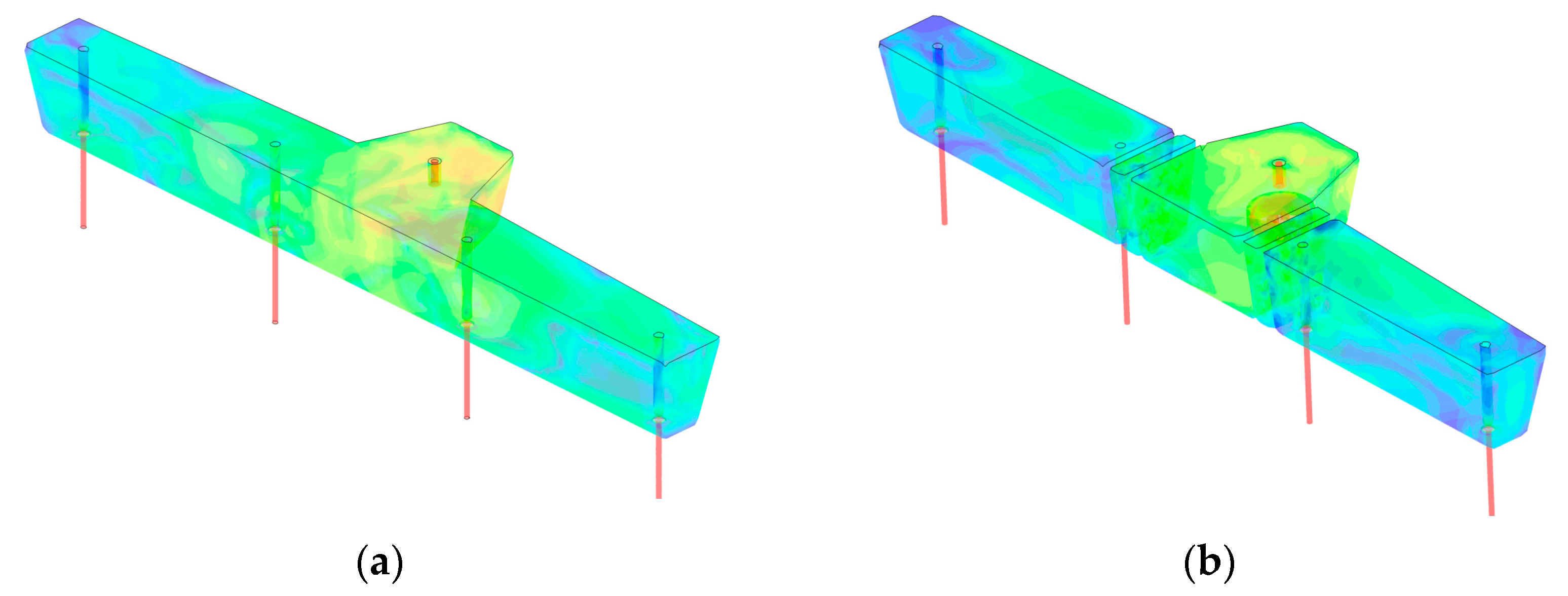
- The diameter of the guide hole of the DPRW structure has the greatest influence on the change of the flow field state of the tundish, and the X-shaped opening method is most beneficial to the optimization of the flow field of the tundish. The X-shaped opening method causes the molten steel flow to form a large-area swirl and vortex in the outlet flow area of the tundish, and plans the best route for the subsequent flow field movement;
- The larger the diameter of the guide hole in the DPRW structure, the more beneficial it is to improve the flow field, increase the average residence time, and reduce the volume fraction of the dead zone. The volume fraction of the dead zone when the diameter is enlarged by 50 mm is reduced by 3.3%. Decreasing the diameter of the diversion hole is conducive to the removal of fine inclusions, and the removal rate of inclusions is increased by 13.6% when the diameter is reduced by 50 mm, which is conducive to improving the yield of high-quality steel;
- The trajectory of fine inclusions with a diameter of less than 20 μm is highly coincident with the flow field of the tundish. Therefore, it can be judged that the flowability is the most important factor affecting the removal rate. Changing the flow field can effectively affect the removal rate of fine inclusions. The relationship between the removal mechanism of fine inclusions and flowability needs to be studied further in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tian, D.Y.; Zhang, J.; Bai, H.; Cang, D.Q. Numerical and physical simulation on fluid flow of a tundish of six-strand continuous casting. Energy Metall. Ind. 2018, 37, 42–47. [Google Scholar]
- Mazumdar, D. Tundish metallurgy:Towards increased productivity and clean steel. Trans. Indian Inst. Met. 2013, 66, 597–610. [Google Scholar] [CrossRef]
- Fan, J.F.; Zhang, Q.L.; Zhu, M.; Lei, H.; Wang, W.Z. Water modeling study on optimization of flow control devices in “t” type tundish of six-strand caster. Iron Steel 1998, 33, 24–28. [Google Scholar]
- Jin, Y.L.; Jin, Y.; Feng, X.W.; Chang, Z.S.; Luo, X.; Yuan, H.; Ye, C. Simulation study on optimization of eccentric nozzle structure for round mould. Foundry Technol. 2016, 37, 1186–1191. [Google Scholar]
- Qin, X.F.; Cheng, C.G.; Li, Y.; Zhang, C.M.; Zhang, J.L.; Jin, Y. A simulation study on the flow behavior of liquid steel in tundish with annular argon blowing in the upper nozzle. Metals 2019, 9, 225. [Google Scholar] [CrossRef] [Green Version]
- Jin, Y.; Ye, C.; Luo, X.; Yuan, H.; Cheng, C.G. The model analysis of inclusion moving in the swirl flow zone sourcing from the inner-swirl-type turbulence controller in tundish. High Temp. Mater. Process. 2017, 36, 541–550. [Google Scholar] [CrossRef]
- Siddiqui, M.I.H.; Jha, P.K. Numerical simulation of flow-induced wall shear stresses in three different shapes of multi-strand steelmaking tundishes. Steel Res. Int. 2015, 86, 799–807. [Google Scholar] [CrossRef]
- Ding, N.; Bao, Y.P.; Sun, Q.S.; Wang, L.F. Optimization of flow control devices in a single-strand slab continuous casting tundish. Int. J. Min. Met. Mater. 2011, 18, 292–296. [Google Scholar] [CrossRef]
- Wen, G.H.; Huang, Y.F.; Tang, P. Improvement of tundish shape and optimization of flow control devices for sequence casting heavy steel ingots. Int. J. Min. Met. Mater. 2012, 19, 15–20. [Google Scholar] [CrossRef]
- Wang, J.H. Development and application of long life technology to slab continuous casting tundish. Gansu Metall. 2015, 3, 20–22. [Google Scholar]
- Heaslip, L.J.; Mclean, A.; Sommerville, I.D. Continuous Casting: Chemical and Physical Interactions during Transfer Operations; Iron & Steel Society of AIME: Charlottesville, VA, USA, 1983; pp. 22–26. [Google Scholar]
- Yang, F.; Jin, Y.; Zhu, C.Y.; Dong, X.S.; Lin, P.; Cheng, C.G.; Li, Y.; Sun, L.; Pan, J.H.; Cai, Q. Physical simulation of molten steel homogenization and slag entrapment in argon blown ladle. Processes 2019, 7, 479. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wang, J.; Zhang, J.Q.; Cheng, C.G.; Zeng, Z. Deformation and structure difference of steel droplets during initial solidification. High Temp. Mater. Process. 2017, 36, 347–357. [Google Scholar] [CrossRef]
- Li, Y. Study on New Type Turbulence Inhibitor’s Effect on Flow Field of Steel in Tundish by Numerical and Physical Modeling. Master’s Thesis, Wuhan University of Science and Technology, Wuhan, China, 2015. [Google Scholar]
- Chen, J.B. Fundamentals of Numerical Simulation of Metallurgical Process; Metallurgical Industry Press: Beijing, China, 2008; p. 213. [Google Scholar]
- Zhang, H.; Liu, C.S.; Lin, Q.; Wang, B.; Liu, X.Q.; Fang, Q. Formation of plastic inclusions in U71Mnk high-speed heavy-rail steel refined by Cao-SiO2-Al2O3-MgO slag. Metall. Mater. Trans. B 2018, 50, 459–470. [Google Scholar] [CrossRef]
- Li, X.W. Study on Critical Liquid Level of Tundish Slag in Continuous Casting. Master’s Thesis, Northeastern University, Shenyang, China, 2011. [Google Scholar]
- Pan, J.D. Numerical Simulation of Flow Field and Structure Optimization of Molten Steel in a Three-Flow Tundish. Master’s Thesis, Yanshan University, Qinhuangdao, China, 2018. [Google Scholar]
- Jin, Y.; Dong, X.S.; Yang, F.; Cheng, C.G.; Li, Y.; Wang, W. Removal mechanism of microscale non-metallic inclusions in a tundish with multi-hole-double-baffles. Metals 2018, 8, 611. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.Q.; Wang, X.B.; Qiu, S.T.; Peng, S.H. Study on the residence time distribution characteristics of t type eight-strand continuous casting tundish. Steel Vanadium Titan. 2009, 30, 46–50. [Google Scholar]
- Zhao, Y. Mathematical and Physical Simulation and Optimization of Two-Stream Asymmetric Tundish Flow Control Device. Ph.D. Thesis, Northeastern University, Shenyang, China, 2012. [Google Scholar]
- Sahai, Y.; Emi, T. Melt flow characterization in continuous casting tundishes. ISIJ Int. 1996, 36, 667–672. [Google Scholar] [CrossRef]
- Bensouici, M.; Bellaouar, A.; Talbi, K. Numerical investigation of the fluid flow in continuous casting tundish using analysis of rtd curves. J. Iron Steel Res. Int. 2009, 16, 22–29. [Google Scholar] [CrossRef]
- Braga, B.M.; Tavares, R.P. Description of a new tundish model for treating rtd data and discussion of the communication “new insight into combined model and revised model for rtd curves in a multi-strand tundish” by lei. Metall. Mater. Trans. B 2018, 49, 2128–2132. [Google Scholar] [CrossRef]
- Chatterjee, S.; Asad, A.; Kratzsch, C.; Schwarze, R.; Chattopadhyay, K. Mixing and residence time distribution in an inert gas-shrouded tundish. Metall. Mater. Trans. B 2017, 48, 17–21. [Google Scholar] [CrossRef]
- Li, D.X.; Cui, H.; Liu, Y.; Tian, E.H.; Du, J.X. A new method based on the f-curve for characterizing fluid flow in continuous casting tundishes. Metall. Mater. Trans. B 2016, 47, 1237–1242. [Google Scholar] [CrossRef]
- Han, L.H.; Yu, C.M. Numerical simulation and water model study on rtd curve of tundish. Metall. Energy 2021, 40, 17–22. [Google Scholar]
- Lei, H.; Zhao, Y.; Bao, J.L.; Liu, C.J.; Chen, H.G.; He, J.C. Whole analysis approach for residue time distribution curve in multi-strand continuous casting tundish. Acta Metall. Sin. 2010, 46, 1109–1114. [Google Scholar] [CrossRef]
- Zhang, B.L.; Liu, F.H.; Zhu, R.; Zhu, J.F. Effects of multiple-hole baffle arrangements on flow fields in a five-strand asymmetric tundish. Materials 2020, 13, 5129. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L.; Li, H. Mathematical modeling on the growth and removal of non-metallic inclusions in the molten steel in a two-strand continuous casting tundish. Metall. Mater. Trans. B 2016, 47, 2991–3012. [Google Scholar] [CrossRef]
- Lopez-Ramirez, S.; Barreto, J.D.J.; Palafox-Ramos, J. Modeling study of the influence of turbulence inhibitors on the molten steel flow, tracer dispersion, and inclusion trajectories in tundishes. Metall. Mater. Trans. A 2001, 32, 615–627. [Google Scholar] [CrossRef]
- Yao, C.; Wang, M.; Pan, M.X.; Bao, Y.P. Optimization of large capacity six-strand tundish with flow channel for adapting situation of fewer strands casting. J. Iron Steel Res. Int. 2021, 1–11. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IRS Mode | Parameter | DPRW Mode | Parameter |
|---|---|---|---|
| Angle of diversion hole/° | 30 | Angle of diversion hole/° | 30 |
| Inner diameter of stabilizer/mm | 100 | Retaining wall thickness/mm | 90 |
| Outer diameter of stabilizer/mm | 650 | Inner cavity thickness/mm | 200 |
| Inner diameter of stop/mm | 220 | - | - |
| Outer diameter of stop/mm | 300 | - | - |
| Level | Factor | |||
|---|---|---|---|---|
| A | B | C | D | |
| 1 | 45 | With diversion holes | TIBO mode | 50 |
| 2 | 90 | No diversion hole | BITO mode | 100 |
| 3 | 135 | - | X mode | - |
| Serial Number | Scheme | Outflow 1 | Outflow 2 | |||||
|---|---|---|---|---|---|---|---|---|
| 0 | A0B0C0D0 | 655 | 558 | 10.46 | 19.69 | 675 | 25.88 | 13.44 |
| 1 | A1B1C1D1 | 613 | 658 | 38.82 | 12.40 | 697 | 38.74 | 12.44 |
| 2 | A3B2C3D1 | 614 | 650 | 39.07 | 11.04 | 698 | 45.82 | 11.66 |
| 3 | A3B1C2D2 | 613 | 622 | 38.33 | 9.12 | 719 | 46.32 | 10.01 |
| 4 | A2B1C2D1 | 613 | 627 | 32.46 | 11.14 | 686 | 42.49 | 11.44 |
| 5 | A1B2C2D1 | 613 | 640 | 34.66 | 11.77 | 688 | 39.47 | 12.03 |
| 6 | A2B1C3D1 | 613 | 639 | 41.83 | 10.92 | 691 | 42.24 | 11.14 |
| 7 | A1B1C3D2 | 615 | 682 | 49.20 | 9.36 | 674 | 33.26 | 10.30 |
| 8 | A3B1C1D1 | 613 | 647 | 32.46 | 11.94 | 688 | 39.96 | 12.21 |
| 9 | A2B2C1D2 | 614 | 701 | 48.75 | 9.39 | 625 | 36.46 | 11.75 |
| Parameter | Average Residence Time (s) | Dead Zone Volume Fraction (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| A | B | C | D | A | B | C | D | |
| K1 | 660 | 646 | 669 | 644 | 11.18 | 10.81 | 11.24 | 11.54 |
| K2 | 656 | 664 | 630 | 668 | 10.48 | 10.73 | 10.68 | 9.29 |
| K3 | 640 | - | 657 | - | 10.70 | - | 10.44 | - |
| square error | 344 | 636 | 1202 | 1233 | 0.37 | 0.01 | 0.5 | 10.1 |
| Significance level | 0.26 | 0.149 | 0.091 | 0.086 | 0.001 | 0.016 | 0.0005 | 0.0001 |
| Parameter | Inclusion Removal Rate (%) | |||
|---|---|---|---|---|
| A | B | C | D | |
| K1 | 80.41 | 80.81 | 82.65 | 85.75 |
| K2 | 82.77 | 82.06 | 81.64 | 72.18 |
| K3 | 80.49 | - | 79.38 | - |
| Mean square error | 5.37 | 3.16 | 8.43 | 368.20 |
| Significance level | 0.127 | 0.182 | 0.085 | 0.002 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Jin, Y.; Gan, F.; Lin, P.; Huang, J.; Li, J. Analysis of Optimization Weights for Flow Field of Internal Rotation Stabilizer Coupled with Porous Retaining Wall. Metals 2021, 11, 1208. https://doi.org/10.3390/met11081208
Liu Z, Jin Y, Gan F, Lin P, Huang J, Li J. Analysis of Optimization Weights for Flow Field of Internal Rotation Stabilizer Coupled with Porous Retaining Wall. Metals. 2021; 11(8):1208. https://doi.org/10.3390/met11081208
Chicago/Turabian StyleLiu, Ziyu, Yan Jin, Feifang Gan, Peng Lin, Jingyu Huang, and Jun Li. 2021. "Analysis of Optimization Weights for Flow Field of Internal Rotation Stabilizer Coupled with Porous Retaining Wall" Metals 11, no. 8: 1208. https://doi.org/10.3390/met11081208
APA StyleLiu, Z., Jin, Y., Gan, F., Lin, P., Huang, J., & Li, J. (2021). Analysis of Optimization Weights for Flow Field of Internal Rotation Stabilizer Coupled with Porous Retaining Wall. Metals, 11(8), 1208. https://doi.org/10.3390/met11081208