
Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy

 ,
, 
 and
and
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure Characterization
3.1.1. Microstructure of As-Cast Bar
3.1.2. Morphological Features of as-HIPed Structure
3.1.3. Morphological Features of Heat-Treated Structure
3.2. Mechanical Properties
4. Discussion
4.1. Recrystallization during HIP
4.2. The Effect of HT Temperatures on the Microstructural Parameters
4.3. The Refinement of Colony Grains by Shrinkage Porosities
4.4. The effect of Colony Size on Mechanical Properties
5. Conclusions
- (1)
- The microstructure after HIP can be divided into two different regions. In the edge region, the microstructure exhibits a normal NL structure, but in the central area, the microstructure consists of deformed lamellae and a great number of fine recrystallized grains.
- (2)
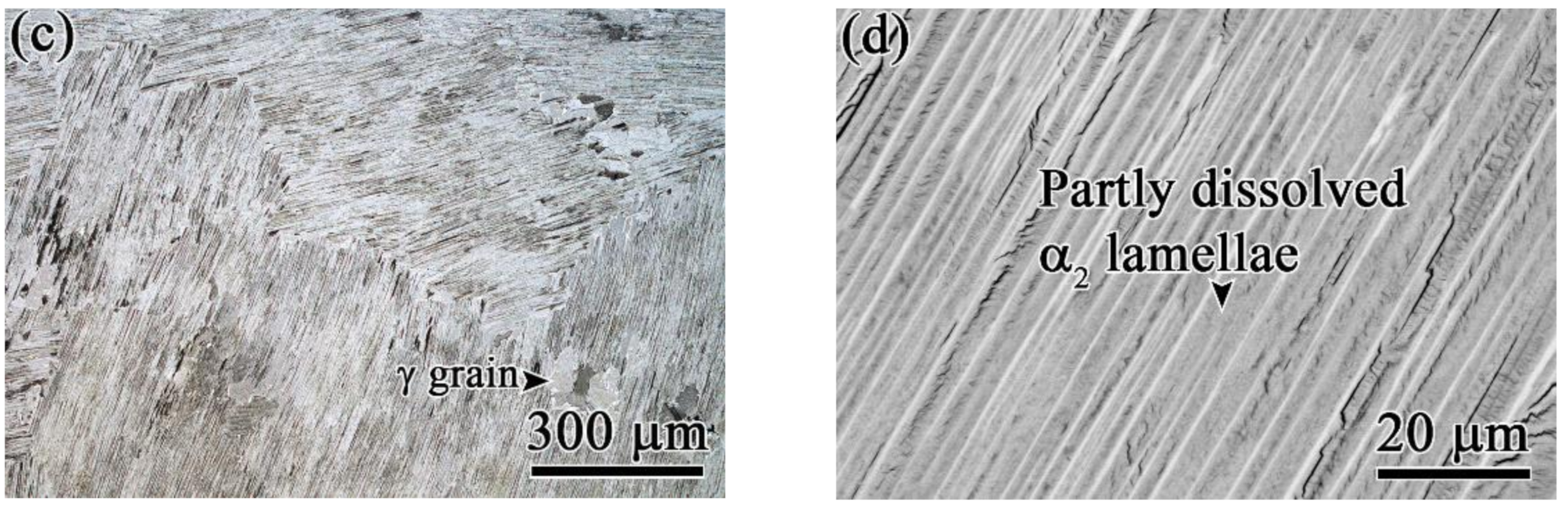
- The lamellar structure is stable after the HIP process, and the subsequent HTs in α + γ phase field reduces the colony size slightly by the precipitation of γ grains at colony boundaries.
- (3)
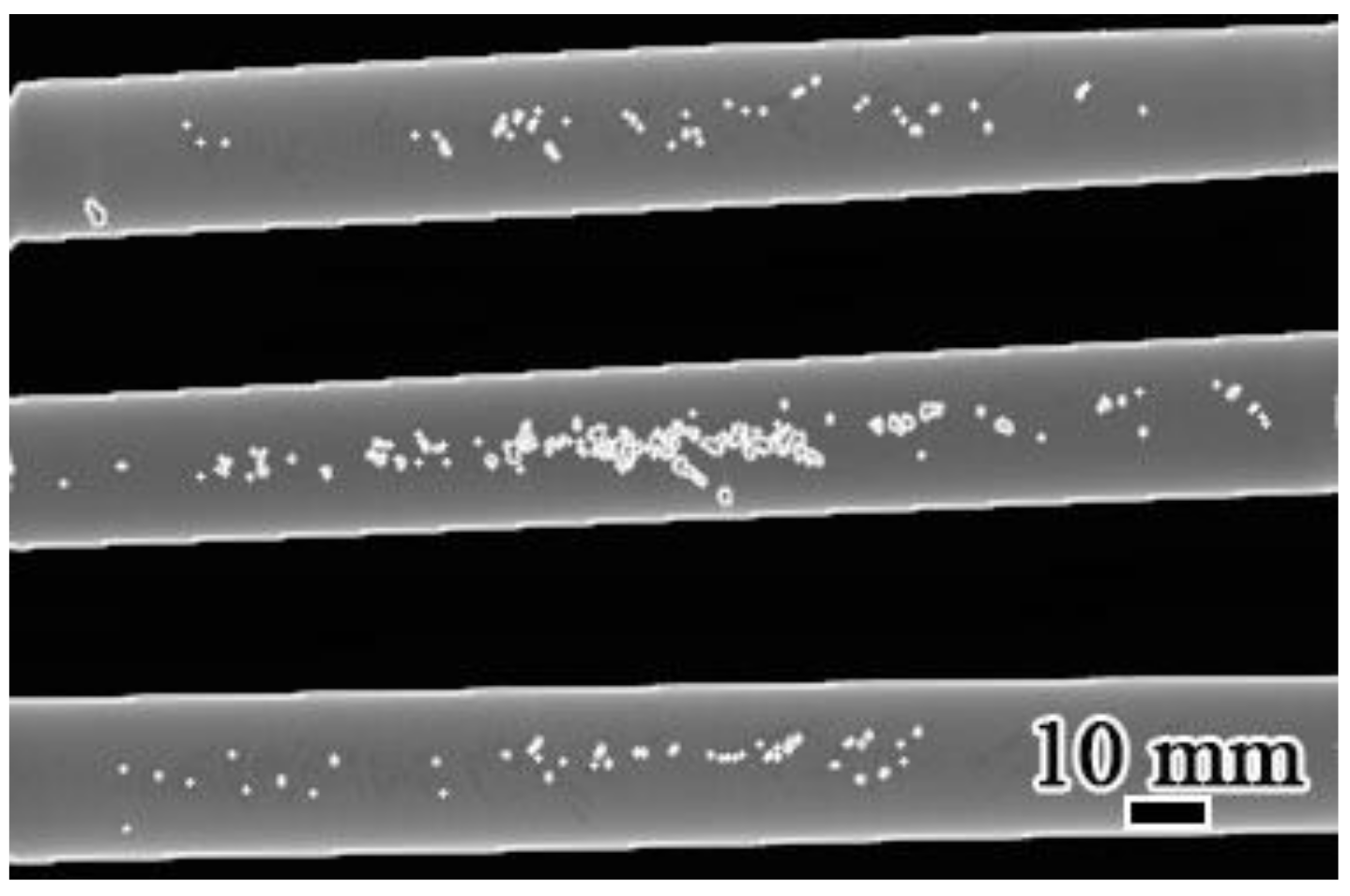
- The colony size in the central area after HTs is affected not only by the HT temperature but also by the amount of shrinkage porosities in the as-cast bar. Compared to HT1 and HT2 bars, the HT3 bar, with the more shrinkage porosities in as-cast condition, obtains a smaller colony size.
- (4)
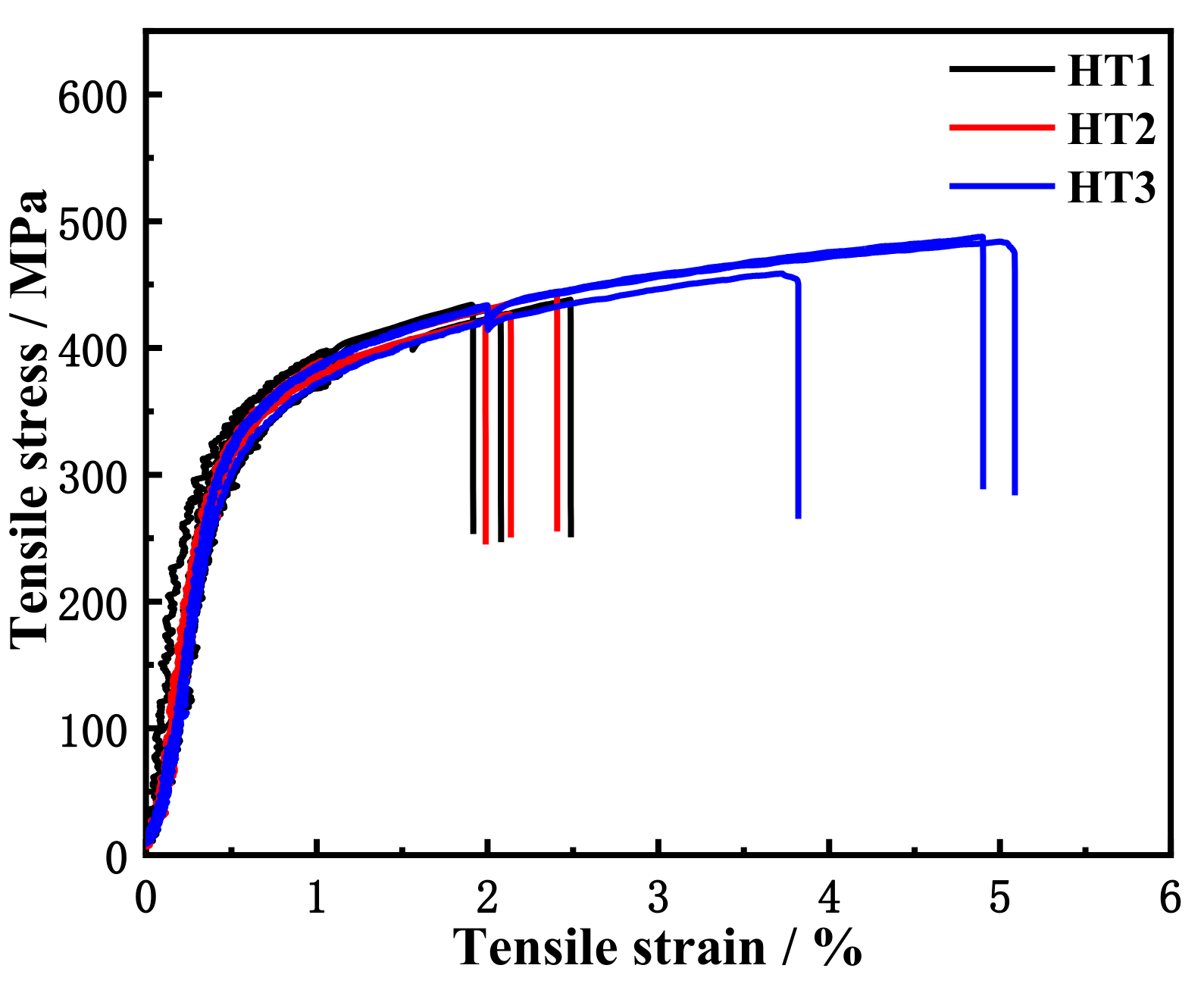
- The yield strengths after three HTs are nearly same, but a greater elongation is obtained after HT3. The smaller colony size after HT3 should be responsible for this greater elongation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications–processing, microstructure and proper-ties. Mater. High. Temp. 2016, 33, 1–11. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater. Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys—an assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Kim, Y.-W. Intermetallic alloys based on gamma titanium aluminide. JOM 1989, 41, 24–30. [Google Scholar] [CrossRef]
- Clemens, H.; Smarsly, W. Light-Weight Intermetallic Titanium Aluminides–Status of Research and Development. Adv. Mater. Res. 2011, 278, 551–556. [Google Scholar] [CrossRef]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Appel, F.; Brossmann, U.; Christoph, U.; Eggert, S.; Janschek, P.; Lorenz, U.; Müllauer, J.; Oehring, M.; Paul, J.D.H. Recent Progress in the Development of Gamma Titanium Aluminide Alloys. Adv. Eng. Mater. 2000, 2, 699–720. [Google Scholar] [CrossRef]
- Larsen, D.E. Status of investment cast gamma titanium aluminides in the USA. Mater. Sci. Eng. A 1996, 213, 128–133. [Google Scholar] [CrossRef]
- Kim, Y.-W. Ordered intermetallic alloys, part III: Gamma titanium aluminides. JOM 1994, 46, 30–39. [Google Scholar] [CrossRef]
- Lipsitt, H.A. Titanium Aluminides—An Overview. MRS Online Proc. Library Arch. 1984, 39. [Google Scholar] [CrossRef]
- Blackburn, M.J.; Smith, M.P. Titanium Alloys of the TiAl Type. U.S. Patent 4,294,615, 13 October 1981. [Google Scholar]
- Kim, Y.W.; Kim, S.L. Advances in Gammalloy Materials-Processes-Application Technology: Successes, Dilemmas, and Future. JOM 2018, 70, 553–560. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M.J. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, J.H.; Kim, J.Y.; Park, S.H.; Kim, S.W.; Oh, M.H.; Kim, S.E. Producing fine fully lamellar microstructure for cast gamma-TiAl without hot working. Intermetallics 2020, 120, 106728. [Google Scholar] [CrossRef]
- Aguilar, J.; Schievenbusch, A.; Kättlitz, O. Investment casting technology for production of TiAl low pressure turbine blades – Process engineering and parameter analysis. Intermetallics 2011, 19, 757–761. [Google Scholar] [CrossRef]
- Kim, Y.-W.; Dimiduk, D.M. Progress in the understanding of gamma titanium aluminides. JOM 1991, 43, 40–47. [Google Scholar] [CrossRef]
- Kelly, T.J.; Austin, C.M.; Allen, R.E. Processing of Gamma Titanium-Aluminide Alloy Using a Heat Treatment Prior to Deformation Processing. U.S. Patent 5,609,698, 11 March 1997. [Google Scholar]
- Kelly, T.J.; Bewlay, B.P.; Weimer, M.J.; Whitacre, R.K. Methods for Processing Titanium Aluminide Intermetallic Compositions. U.S. Patent 13/459,420, 31 December 1991. [Google Scholar]
- Kelly, T.J.; Weimer, M.J.; Austin, C.M.; London, B.; Larson, D.E.; Wheeler, D.A. Heat Treatment of Gamma Titanium Aluminide Alloys. U.S. Patent 6,231,699, 15 May 2001. [Google Scholar]
- Gao, Z.; Yang, J.; Wu, Y.; Hu, R.; Kim, S.-L.; Kim, Y.-W. A Newly Generated Nearly Lamellar Microstructure in Cast Ti-48Al-2Nb-2Cr Alloy for High-Temperature Strengthening. Met. Mater. Trans. A 2019, 50, 5839–5852. [Google Scholar] [CrossRef]
- Gloanec, A.-L.; Henaff, G.; Bertheau, D.; Belaygue, P.; Grange, M. Fatigue crack growth behaviour of a gamma-titanium-aluminide alloy prepared by casting and powder metallurgy. Scr. Mater. 2003, 49, 825–830. [Google Scholar] [CrossRef]
- Recina, V.; Karlsson, B. High temperature low cycle fatigue properties of Ti-48Al-2Cr-2Nb gamma titanium aluminides cast in different dimensions. Scr. Mater. 2000, 43, 609–615. [Google Scholar] [CrossRef]
- Mercer, C.; Lou, J.; Soboyejo, W.O. An investigation of fatigue crack growth in a cast lamellar Ti-48Al-2Cr-2Nb alloy. Mat. Sci. Eng. A 2000, 284, 235–245. [Google Scholar] [CrossRef]
- Harding, T.S.; Jones, J.W. Fatigue thresholds of cracks resulting from impact damage to γ-TiAl. Scripta. Mater. 2000, 43, 623–629. [Google Scholar] [CrossRef][Green Version]
- Hénaff, G.; Cohen, S.A.; Mabru, C.; Petit, J. The role of crack closure in fatigue crack propagation behaviour of a TiAl-based alloy. Scripta. Mater. 1996, 34, 1449–1454. [Google Scholar] [CrossRef]
- Jeon, J.-H.; Godfrey, A.B.; Blenkinsop, P.A.; Voice, W.; Hahn, Y.-D. Recrystallization in cast 45-2-2 XD™ titanium aluminide during hot isostatic pressing. Mater. Sci. Eng. A 1999, 271, 128–133. [Google Scholar] [CrossRef]
- Charpentier, M.; Daloz, D.; Gautier, E.; Lesoult, G.; Hazotte, A.; Grange, M.; Charpentier, M.; Daloz, D.; Gautier, E.; Lesoult, G.; et al. Study of microstructure and solute partitioning in a cast Ti-48Al-2Cr-2Nb alloy by quenching during directional solidification technique. Met. Mater. Trans. A 2003, 34, 2139–2148. [Google Scholar] [CrossRef]
- Shong, D.; Kim, Y.-W. Discontinuous coarsening of high perfection lamellae in titanium aluminides. Scr. Met. 1989, 23, 257–261. [Google Scholar] [CrossRef]
- Jung, J.; Park, J. Growth kinetics of discontinuous coarsening of lamellar structure in Ti-44 at.% Al-0.5 at.%Cr intermetallic compounds. Acta Mater. 1998, 46, 4123–4130. [Google Scholar] [CrossRef]
- Denquin, A.; Naka, S. Phase transformation mechanisms involved in two-phase TiAl-based alloys—II. Discontinuous coars-ening and massive-type transformation. Acta Mater. 1996, 44, 353–365. [Google Scholar] [CrossRef]
- Muñoz-Moreno, R.; Ruiz-Navas, E.M.; Boehlert, C.J.; Llorca, J.; Torralba, J.M.; Pérez-Prado, M.T. Analysis of crystallographic slip and grain boundary sliding in a Ti-45Al-2Nb-2Mn-0.8vol%TiB2 alloy by high temperature in-situ mechanical testing. Mat. Sci. Eng. A 2014, 606, 276–289. [Google Scholar] [CrossRef]
- Muñoz-Moreno, R.; Boehlert, C.J.; Pérez-Prado, M.T.; Ruiz-Navas, E.M.; Llorca, J. In situ Observations of the Deformation Be-havior and Fracture Mechanisms of Ti-45Al-2Nb-2Mn-0.8vol%TiB2 XD. Metall. Mater. Trans. A 2012, 43, 1198–1208. [Google Scholar] [CrossRef]
- Muñoz-Moreno, R.; Pérez-Prado, M.T.; Llorca, J.; Ruiz-Navas, E.M.; Boehlert, C.J. Effect of Stress Level on the High Tempera-ture Deformation and Fracture Mechanisms of Ti-45Al-2Nb-2Mn-0.8vol%TiB2: An In-Situ Experimental Study. Metall. Mater. Trans. A 2013, 44, 1887–1896. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Hernández-Escobar, D.; Ruiz-Palenzuela, B.; Sabirov, I.; Cornide, J.; Ruiz Navas, E.M. The effect of micro-structure and strain rate on the 25 °C and 700 °C compression deformation behavior of powder metallurgy processed Ti-45Al-2Nb-2Mn (at.%)-0.8v.%TiB2 alloy. Mater. Charact. 2021, 172, 110856. [Google Scholar] [CrossRef]
- Kestler, H.; Clemens, H. Production, Processing and Application of γ(TiAl)-Based Alloys. In Titanium and Titanium; Wiley-VCH: Weinheim, Germany, 2005; pp. 351–392. [Google Scholar]
- Kim, Y.W. Microstructural evolution and mechanical properties of a forged gamma titanium aluminide alloy. Acta Met. Mater. 1992, 40, 1121–1134. [Google Scholar] [CrossRef]
- Wang, J.; Xie, K. Grain size refinement of a TiAl alloy by rapid heat treatment. Scr. Mater. 2000, 43, 441–446. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, M.; Ye, T.; Liang, Y.; Ren, Y.; Dong, C.; Lin, J. Microstructure stability and micro-mechanical behavior of as-cast gamma-TiAl alloy during high-temperature low cycle fatigue. Acta Mater. 2018, 145, 504–515. [Google Scholar] [CrossRef]
- Liu, C.T.; Maziasz, P.J. Microstructural control and mechanical properties of dual-phase TiAl alloys. Intermetallics 1998, 6, 653–661. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | Cr | Nb | O |
|---|---|---|---|---|
| Bal. | 47.01 | 2.02 | 2.09 | 0.13 |
| HT No. | HT Parameters |
|---|---|
| HT1 | 1185 °C, 6 h, FC |
| HT2 | 1280 °C, 4 h, FC |
| HT3 | 1310 °C, 4 h, FC |
| HT1 | HT2 | HT3 | ||||
|---|---|---|---|---|---|---|
| Edge | Central | Edge | Central | Edge | Central | |
| Micromorphology | NL | NL | NL | |||
| Colony size/μm | 355 | 331 | 367 | 347 | 386 | 243 |
| Colony fraction/pct | 74.2 | 85.6 | 82.1 | 90.7 | 90.9 | 95.9 |
| γ grain size/μm | 65 | 76 | 52 | 63 | 46 | 60 |
| γ grain fraction/pct | 25.8 | 14.4 | 17.9 | 9.3 | 9.1 | 4.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Zhou, J.; Yin, Y.; Feng, X.; Nan, H.; Lin, J.; Ding, X.; Duan, W. Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy. Metals 2021, 11, 1156. https://doi.org/10.3390/met11081156
Yu W, Zhou J, Yin Y, Feng X, Nan H, Lin J, Ding X, Duan W. Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy. Metals. 2021; 11(8):1156. https://doi.org/10.3390/met11081156
Chicago/Turabian StyleYu, Wen, Jianxin Zhou, Yajun Yin, Xin Feng, Hai Nan, Junpin Lin, Xianfei Ding, and Wei Duan. 2021. "Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy" Metals 11, no. 8: 1156. https://doi.org/10.3390/met11081156
APA StyleYu, W., Zhou, J., Yin, Y., Feng, X., Nan, H., Lin, J., Ding, X., & Duan, W. (2021). Effects of Hot Isostatic Pressing and Heat Treatment on the Microstructure and Mechanical Properties of Cast TiAl Alloy. Metals, 11(8), 1156. https://doi.org/10.3390/met11081156